Università degli Studi di Bologna
FACOLTÀ DI AGRARIA
Corso di Laurea in Scienze e Tecnologie Alimentari
Materia di Tesi: Tecnologie Alimentari I
CARATTERIZZAZIONE AROMATICA
DI DISTILLATI DI VINACCIA
CULTIVAR TREBBIANO: INFLUENZA
DEL CEPPO DI LIEVITO
Tesi di Laurea di:
Luigi Gennari
Relatore:
Chiar.mo Prof. Claudio Riponi
Correlatore:
Dott. Andrea Antonelli
Parole chiave: distillazione, lieviti, fermentazione, vinaccia, esteri
Sessione III
Anno Accademico 1998 ... 1999
INDICE
.(
''P-ag.
'1
• ;lNTRODUZIONE
;L'evoluzione del consumo delle bevande alcoliche dall'anHcbi& adi' "
I
"LA GRAPPA
.,Legislazione
l',, ..
c
'.1
( ,
!
.1
3
;'3
Considerazioni generali sulle vinacce
4
La composizione delle vinacce
4
Considerazioni sulla fermentazione alcolica della vinaccia
5
Produzione di alcoli superiori esteri e composti volatili
Il
La problematica dell'insilamento delle vinacce: la produzione di
18
metanolo
LA DISTILLAZIONE
21
La tecnologia della distillazione applicata alla produzione delle grappe
e dei distillati di vinaccia
21
Teoria della distillazione
21
Le principali tecniche di distillazione impiegate nell'industria dei
distillati
29
Distillazione semplice o differenziale
30
La distillazione per rettifica o con riflusso
35
La distillazione della vinaccia
46
INTRODUZIONE
Pag
,PARTE SPERIMENTALE
51
. Scopo della tesi
51
.
Materiali e metodi
52
Discussione dei risultati
58
64
:.CODclusioDi
·,65
I
, ,
,
..
t: \ '
'
.,.,
-
"
.
L'evoluzione del consumo delle bevande alcoliche
dall'anti~hità lld oggi
Fino al secolo x;IX l'acqua è: stata considerata, nella società occidentale, come
una sostanza inadatta al consumo. Il rifiuto ,dell'acqua come bevanda era
unanime da parte delle civiltà più antiche" dalla Egiziana, alla Babilonese,
dall'Ebraica all'Assira, dalla Greca alla,Romana..
Nel corso dei secoli si era constatato, infatti, che l'acqua poteva essere nociva in
quanto' veicolo ·di ·malattie croniche ed acute, soprattutto a causa delle precarie
condizioni igienico sanitarie, che si riscontravano presso i ceti più disagiati.
.Le beva,lde alcoliche, quali la birra ed il vino., non presentavano questi problemi
. grazie alle loro caratteristiche dj acidità e grado alcolico e quindi ,venivano
spesso preferite all'acqua.
, Nel medioevo . la . scoperta della distillazione provocò la prima importante
tr~forntazione quaIitativa e, quantitativa nel, consumo dell'alcol··da' parte
dell'uomo: grazie a questa tecnica si poteva concentrare ed isolare l'etanolo,
preparando bevande di cui era nota la potenza alcolica. L'alcol era apprezzato
come base ideale per la preparazione di medicinali ed· era considerato
un' autentica panacea; la sua diffusione sembra che abbia seguito molto da
vicino la grande peste del 1348.
Solo nel XVI secolo si cominciò a parlare di distillazione della vinaccia, ed il
termine alcol entrò in uso col significato di "fmezza eccellente", ma andò presto
in disuso finchè Lavoisier lo ripropose nel 1787 nella nuova nomenclatura
chimica. Infatti risale a questo periodo l'indagine condotta da diversi studiosi,
sulla sua natura chimica, la sua formazione ed il suo controllo analitico: si riuscì
ad ottenere l'alcol etilico anidro e si mise a punto un metodo per la produzione
di etanolo partire dall"amido. Sarà in seguito Pasteur che spiegherà in maniera
esauriente la fermentazion~ delle sostanze glucidiche.
Contemporaneamente si scoprono gli altri alcoli e, intorno al 1850, si rilevò
l'esistenza del metanolo e degli alcoli amilici.
Nel frattempo furono approfondite le conoscenze inerenti gli enzimi che
partecipano alla biosintesi degli alcoli superiori, giungendo così alla produzione
di alcol anche mediante muffe, soprattutto del genere Mucor. Si arriva pertanto
ai nostri giorni in cui l'alcol, inteso come bevanda, risulta essere ben poca cosa
rispetto ai suoi impieghi industriali (G. Meloni, 1953).
a
. L,
l
L'evoluzione che ha contraddistinto il mercato delle bevande alcoliche in questo
ultimo decennio, ha portato a considerare tali prodotti non più come parte
integrata della dieta (caso emblematico è quello del vino), be~sì come fattori
prettamente edonistici, 'in conseguenza dei mutati stili di vita.
'
Si sta quindi verificando' un' canibiatneÌito 'di tendenza che sta avvantaggiando
maggiormente i prodotti di alto pregio, determinando contemporaneamente un
drastico calo del consumo di massa. A conferma di tutto ciò basta considerare i
dati relativi al consumo di alcolici e super' alcolici, negli USA negli anni 80: il
consumo della birra è sceso di circa il 7%, quello dei vino di oltre il 15% mentre
l'assunzione dei super alcolici è diminuita di quasi il 25%. '
Tale fenomeno si sta verificando anche in Europa ed è 'quindi di vitale
importanza, per il settore adeguare i prodotti alle nuove esigenze del
consumatore. In questa ottica, soprattutto il settore enologico, sta mirando ad
'una prodw;ione di pregio specialmente nel settore dei distillati in cui, una' parte
dei produttori, sta orientando la propria attività sulla'qualificazione del proprio
marchio.
Nel mercato delle grappe, ad es'empio, stanno affermandosi, prodotti che si
rifanno ai nomi di vitigni di pregio e soprattutto la nuova linea di distillati
ottenuti da uva pigiata, fern1entata con le parti'solide e distillata (acquavite
d'uva).
LAGRAPPA
Legislazione
Il regolamento C.E.E. che stabilisce le nonne generali relative alla definizione, alla
designazione e alla presentazione delle bevande spiritose è il n°.l576/89 del 29
maggio 1989.
Ai sensi del presente regolamento SI intende per bevanda spiritosa il liquido
alcolico:
- destinato al consumo umano
- avente caratteristiche organolettiche particolari, un titolo alcolometrlco minimo di
15% voI ed ottenuto sia direttamente mediante distillazione, in presenza o meno di
aromi, di prodotti fermentati naturali e/o mediante macerazione di sostanze vegetali
e/o aggiunta di aromi, zuccheri o altri prodotti edulcoranti e/o di altri prodotti
agricoli nell'alcole etilico di origine agricola e/o in distillati di origine agricola e/o
acquaviti, sia mediante miscelazione di una bevanda spiritosa con:
- una o più altre bevande spiritose,
- alcole etilico di origine agricola, distillato di origine agricola o acquavite,
- una o più bevande alcoliche,
- una o più bevande.
Ai sensi del presente regolamento si intende inoltre per "acquavite di vinaccia" o
"marc " la bevanda spiritosa ottenuta da vinacce fennentate e distillate direttamente
mediante vapore acqueo oppure dopo l'aggiunta di acqua e con eventuale aggiunta
di feccia; la distillazione è effettuata in presenza delle vinacce stesse a meno di
86% voI e con un tenore di sostanze volatili pari o superiore a 140 g/hl di alcole
anidro e un tenore massimo di alcole metilico di 1000 gIhl di alcole anidro. La
denominazione "acquavite di vinaccia" o "marc Il può essere sostituita dalla
denominazione "grappa " unicamente per la bevanda spiritosa prodotta in Italia
3
2
11'
Considerazioni generali sulle vinacce
.
Nell~ambito delle normali operazioni di vinificazione, le vinacce rappresentano una
cospicua quantità dì materia prima, considerata generalmente JlIl sottoprodotto da
scartare, ma che in alcune condizioni può costit\Ùre una materia prima dì valore
(nel caso in cni un'azienda abbia i mezzi e la volQntà di acqnistare e gestire un
impianto di distillazione).
Per meglio comprendere perché sia necessario porre così grande attenzione alle
vinacce fin dalla loro prima separazione in cantina, è opportuno analizzare la loro
composizione chimica e le diverse trasformaziQni cni vanno inrontro fino al
momento della distiilazione.
Poiché le bucce e la relativa frazione dì mosto in esse inglobata sono gli elementi
che condizionano maggiormente la composizione del distillato, è su questi che
viene concentrata l'attenzione del produttore.
La composizione delle vinacce
Le vinacce non ancora fermentate (vinacce vergini) presentano compoS1Z1One
chimica variabile a seconda di vari fattori, quali: l'andamento stagionale, la varietà
del vitigno, l'epoca dì vendemmia, nonché le tecniche impiegate per la separazione
del mostO.
I valori rompositivi medi delle vinacce sono comunque i seguenti: acqua 50-70%,
zuccheri 6-8%, acidì organici 1-2%, tannini 1-2%, sostanze minerali 1-2%,
ente
minori quali
cellulosa 10-20%, grassi 2-4% ed altre sostanze quantitativam
proteine, pectine, vitamine, sostanze CQIQ1'3uti, aromatiche, lieviti, batteri ecc.
I più importanti composti chimici presenti uelle vinacce, sono i seguenti.
Acqua: è il componente maggiore dei tessuti vegetali ed il suo quantitatvo varia in
funzione dì alcuni fattori tra cni lo stato dì matuIazÌone e le condizioni idriche al
'tanto ma'
, .
tanto più elevato è il valore di umidità dee
Il vmacce
.
questa materia prima.
'
gglore sara ù pregio
di
"
.
Zuccheri'
la loro quantità"e m stretta relazione con l' .d' , d
ESSI sono costituiti essenzialmente da l '
umIltà elle vmacce stesse.
g UCOSlO e fruttosio in
d' .
..
rapporto 1 crrca 0,9/1
e sono trasformati con la fermentazione' . 1
0,6.
m a CQletùlCQ con un -ooefficiente di circa
~ci~i: le ~acce presentano rispetto al mosto d'uva
.
. ., '
.). acido magmormente pf~:te "1
,.
.' una mmore aCIdità tltolabile'
e~
..... » ....
e i tartanco· mR ."
'
dì
acido
malico,
citrico,
succinico
ed
SI nscontrano anche piccole
uantità
i
aim
.1.1
,
a scarsa acidità delle vinacce (0,3-04%)" d'
potassio, calcio e magnesio.
, e ovuta alla fOrmazIone dì sali dì
Co~~que la possibilità di avere vinacce con un di
. ."
mal uble, sia per la buona azione seletti" d
sereto valore di aCIdità, è quanto
."
va a essa operata sui l" 'ti" "
.
az10ne lDlbente sui batteri
l' ,
.
leVi , SIa per la sua
non so o lattlci ma anche di al "'
.
responsabili di reazioni de gradati "f: di
"
tn mdeslderabili
S
"
ve In ase conservaz1One
osta=: p~ctiche: sono costituite da lunghe catene lin .'. .
.
cm funzlOm acide sono in parte est 'fi
earl di aCIdo galatturomco le
"
en cate col metanolo' qu t' lti
sta enzimatica che della temperatura dì dì till.
. . ' . es u mo, per azione
macromolecola andand
.
s az1One, Viene lIberato per ·idrolisi dalla
o a contammare il distillato, come SI. vedrà meglio in
seguito.
Sostanze aromatiche'. ne Ila vmaCCla
. , è contenuta
'
l
'
aromatiche varietali costituend
' di
a maggIOr parte delle sostanze
.
,
. o qum una materia'
ottenere grappe con specifich
"
pnma preZIosa al fine di
,
' .. , .
e note aromatIche.
Gh arOlTIl .vanetali qum
. di'
.
,InsIeme
a quelli secondari d '
'.
'
sono quelli che caratterizzano l .
..
envantl dalla rermeutazlOne
a vmacCla (De Rosa, 1994).
,
momento della vendemmia.
Ben più importante è il valore dì umidìtà delle vinacce, che risente esclusivamente
della qnantità dì mosto o vino che viene lasciato inglobato nella massa: nel caso dì
vinacce vergini, è stretto il rapporto fra valore di umidìtà e grado zuccherino, infatti
4
5
Considerazioni sulla fermentazione alcolica della vinaccia
È stata in pre..cedenza sottolineata l'importanza della fermentazione delle vinacce
per la produzione di distillati di pregio, anche considerando il fatto che la
grappa, così come tutti i distillati di vinaccia, acquisisce le proprie caratteristiche
organolettiche proprio dai composti che si originano da tale processo biologico.
Risulta quindi importante focalizzare l'attenzione sulle modificazioni della
composizione della matrice durante la fermentazione.
A tale scopo è bene precisare che per fermentazione si intende: quel processo
biochimico mediante il quale alcuni microrganismi (funghi, batteri e lieviti)
rendono utilizzabile, per le proprie necessità, l'energia chimica di sostanze
organiche (principalmente zuccheri, ma anche proteine, acidi e alcoli).
È quindi un processo complesso che si sviluppa in una serie di reazioni
promosse da enzimi specifici, presenti nelle cellule di tali microrganismi
(Campisi, 1994).
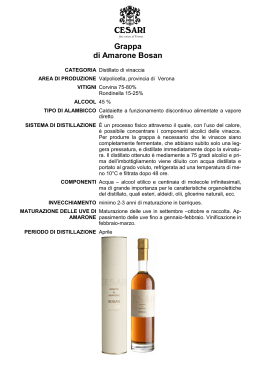
Innanzitutto occorre precisare che le fermentazioni si' diversificano in base al
tipo di substrato utilizzato dai microrganismi; a tale proposito qui di seguito è
riportata una tabella nella quale son? elencati numerosi tipi di fermentazioni
diverse, tutte utilizzate sia in campo alimentare che biotecnologico.
TIFO DI
.FERMENTAZIONE
SUBSTRATO MICRORGANISMI PRODOTTO
FINALE
PRODOTTO
INDUSTRIALE
acetica
alcol etilico
batteri (Acetobacter
Acetomonas)
acido acetico
aceto
alcolica
zuccheri
lieviti
(Saccaromyces)
alcol etilico
vino e grappa,
birra,pane
butirrica
zuccheri
batteri (Clostridium) acido butirrico
acido butirrico
citrica
zuccheri
funghi (AspergillZis); i, aeidétcittico '
glicerina
lieviti
(Saccaromyces)
acido citrico
glicerica
lattica
propionica
zuccheri
zuccheri
zuccheri,
polialcoli,
acidi organici,
amminoacidi
','
batteri
(Streptococcus,
Lactobacillus)
acido lattico
batteri
(propionibacter)
acido
propionico
Dalla tabella si può rilevare, inoltre, che ad eccezione della fermentazione
,_~' acetica che utilizza l'alcol etilico'come' substratottutte le altre fermentazioni
utilizzano gli zuccheri,' in" particolare il 'glucosio ed il fruttosio; tutti questi
proèessi hanno quindi una tappa iniziale fondamentale in comune: la glicolisi.
" La glicolisi 'è il complesso di' biochimismi mediante il :quale tutte le cellule
" " V1ventisono in grado' di ricavare 'energia utilizzando la più importante 'tra le
, ' fonti di nuttimento cioè gli zuccheri ià forma di esosi: il 'glucosio ed! il fruttosio
(Vàlitutti;et al.~ 1989).
(
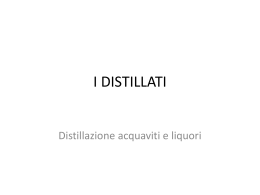
, ,~' ,In, generale' il processo può' essere' riassunto 'in 'una, ossidazione (reazione
tipicarrientè, esoergonica) :il glucosio viene infatti ossidatoconproduziorre di 2
, :", '.molecole di acido pinivico e" A TP; qui di seguito vengono ora schematizzate
tutte'le reazionidella'glicolisi: :c,
r
c ' , . ' ,.
CD
~socinasl
Fl'uttosio-1.E5-difosfato {F-1,6-DP)
Fruttoslo·6~fosfat9 (F-6~PY:
:.'
;.
~
ne
®
,o~p
OH 2
Pl.NAO(!)
?
Q)
H-e-OH
'6
o
#'"
Gliceraideide fosfato deidrogenasi
NAOH+H""
!:;
"'O'
Èj
-o
iI-.I
..' - - '.....
C':':='0~-< p
OH 2
H-
6
-OH
C1
"'0# :~dE:,
..
,o..,...., po"
2-Fosfoglicerato (2-PG)
",
====5,:
s.
,@
"
formaggio
(Emmenthal)
,H 3
HO H 2 ~
H - '-OPO:;'
...
3-Fosfogllcer~to (3~PG)
1 ,3-0Ifosfogllcerato (1.3-DPG)
muta~1
::
?
C=O
O~
Ò
"-
0-
Plruvato (P)
1 - - - - - - - - - - , - Reagenti e P~odottj
...,.
da moltiplicare
----------+-
:1(2
6
"
J: ',!;
~
"!C
>.- .!' ..
glicerina
acido lattico
formaggio,
yogurt,kefrr
GlucOSIO.6-fOstato ,{G.S-P)
7
'O-f"
:'0>,
Osservando il complessorli reazioni si nota comunque, che esso può essere
effettivaniente suddiviso in due stadi, il primo dei quali si conclude con la
,produzione di gliceraldeide-3-fosfato edè endoergonico perché richiede 2 moli
di ATP, :mentre il secondo porta alla formazione di acido piruvico ed è
esoergonico perché determina la produzione di 4 moli di ATP. Quindi il bilancio
. globale.è in defrnitiva di 2 moli di ATP (4 -'- 2) per 'ogni mole di glucosio, che è
relativamente poco per un processo ossidativo (Zambonelli,' 1988). Di fatto il
piruvato è una molecola avente ancora un elevato contenuto~ energetico, quindi
con la glicolisi non si ottiene l' ossidazione completa: del glucosio con
'.produzione di anidride carbonica e acqua, per cui l'ottimizzazione del processo
si raggiunge solo partendo dal piruvato stesso e' seguendo due possibili strade: il
ciclo di Krebs abbinato alla fosforilazione ossidativa elo la fermentazione
,:.
(Valitutti et al., 1989).
n
primo dei due pro~essi è tipico degli organismi superiori la cui vita è
condizionata dalla presenza di ossigeno che, rende"' a~bile la fosforilazione
ossidativa, mentre il secondo è caratteristico def illicrorganismi che possono
vivere anche in assenza di ossigeno.
Per quanto riguarda la fermentazione rucolica, il chimismo proposto è il
seguente:
H~y
2 0';"0'=0
.) -. H:iy
0=0
r!
6
PiruYalu
'O-é
~etl!rbBssilasi
Piruvato (P)
Glucosio (G)
2. 0=0
l
Attui deiqrogenasi
H
Acetaldeide
Etanolo
1
ciclo di krebs i~ presenza di ossigeno
e può essete scritto anche: in forma di Bilancio globale mettendo in evidenza
anche le moli di ATP prodotte:
.' .
Quindi in tutti i substrati fermentescibili, i microrganismi e nel caso specifico i
lieviti del tipo Saccaromyces, operano la trasformazione di una mole di glucosio
in due moli di etanolo e due moli di anidride carbonica.
La resa energetica della fermentazione è comunque nettamente inferiore a quella
dell' ossidazione completa del glucosio in quanto, come si può notare dalla
reazione complessiva, non potendo essere l'ossigeno a fungere da accettore
degli elettroni ceduti dalla ossidazione del NADH + W, è l'aldeide acetica che
adempie a questa funzione; essa, ridqcendosi, produce etanolo, che è un
composto avente ancora un elevato contenuto energetico; ciò determina la
formazione di un minor numero di cellule. Ad ogni modo, però, l'aspetto che
maggionnente interessa ai fini della produzione delle bevande alcoliche è
proprio la resa in alcol etilico.
La buona conduzione del processo di fermentazione in ambito industriale
assume quindi un'importanza fondamentale per la qualità del prodotto finale; in
particolare i parametri che devono essere tenuti sotto costante controllo sono: la
temperatura, la pressione parziale dell' ossigeno, la concentrazione di S02
(anidride solforosa) disciolta, le condizioni di sussistenza dei lieviti alcoligeni ed
il livello di acidità fissa.
L'intervallo di temperatura da ritenersi ottimale per la vitalità del lievito è
compreso tra i 16 e i 30°C, e quindi sarebbe auspicabile un controllo costante
della temperatura per non compromettere la qualità del prodotto fmale. Infatti
come per tutti i processi biologici, le alte temperature (37 - 40°C) determinano
1m' accelerazione de Il 'attività produttiva del lievito con conseguente maggiore
richiesta di energia, a scapito di una più rapida demolizione degli zuccheri ed
una minore resa in alcol; contemporaneamente si registra una maggiore
produzione di composti secondari indesiderati dovuti allo sviluppo di
fermentazioni batteriche.
La pressione parziale dell' ossigeno, cioè impropriamente la sua concentrazione
nella matrice, rappresenta, come risulta dalle considerazioni fatte in precedenza,
il fattore discriminante tra un processo fermentativo anaerobio ed un processo
ossidativo aerobio. In pratica una eccessiva aerazione del mezzo comporta un
aumento della resa energetica del processo e, quindi, un maggior consumo di
zuccheri ed una riduzione della resa in alcol; inoltre la presenza di ossigeno
favorisce lo sviluppo degli acetobatteri che utilizzano l'etanolo ossidandolo ad
acido acetico.
L'anidride solforosa (S02) svolge sia un'azione inibente nei confronti dei
microrganismi patogeni (clostridi, batteri lattici e non), sia una antiossidante in
quanto la sua frazione libera, e più precisamente quella molecolare strettamente
8
9
dipendente dal pR mantiene l'ambiente ridotto; tuttavia 1'802 crea problemi
agli impianti di distillazione, in quanto, ossidandosi in ambiente acquoso,
determina la formazione di acido solforico, che agisce corrodendo le parti
metalliche, sòprattutto quelle realizzate in rame.
In questo caso specifico, la matrice fermentescibile è costituita da vinaccia
"vergine" (non fermentata precedentemente) che è un sottoprodotto delle
normali fasi di vinificazione in bianco, contenente quantità variabili di mosto o
di vino con residuo zuccherino (umidità della vinaccia).
Per una buona fermentazione alcolica di tali vinacce occorre quindi procedere ad
una spinta compressione dell'intera massa, al fine di ridurre al minimo la
quantità di aria inglobata.
La fermentazione, comunque, rimane sempre la fase più delicata del processo ed
è necessario che essa si avvii immediatamente e nel miglior modo possibile; a
tale scopo diventa importante ricorrere all'impiego massiccio di lieviti
selezionati in grado di attivare immediatamente la fermentazione e
contemporaneamente, dare a questa popolazione la possibilità di riprodursi
velocemente a scapito di altre specie meno gradite (lieviti aplculati, torule,
candide) (Zambonelli, 1988).
, :Produzione di,al,çoli superioriesterie composti volatili
L'aspetto della fermentazione, che maggiormente interessa ai fini della
produzione di distillati di~ pregio, è comunque la foTlIlazionedi composti
'~ ;seçDndari~' definiti:tali' in quanto vengono prodotti, secondariamente rispetto
alI' etan91p" part~ndo da molecole diverse dag~i zuccheri,- q~ali ad esempio,
amminoacidi, acidi organici, pectine ecc.
Dal punto di,vista chimico, -la vasta gamma "dei composti secondari è
rappresentata principahnente da: alcoli superiori, esteri e composti volatili, dalla
cui azione combinata dipendono, in modo rilevante, le principali caratteristiche
organo letti che che concorrono a delineare la qualità dei distillati. .
Principalmente, gli alcoli superiori e gli esteri etilici di alcuili aCidi grassi a cprta
e media catena, sono i maggiori responsabili di ciò che viene definito aroma
secondario dei distillati; infatti, mentre' l'aroma primariO è' dovuto
prevalentementeai« composti terpenici 'che caratterizzano l' i:mPlionta ·del~· vitigno
(cioè la caratteristica aromatica tipica di ogni cultivar di vite), l'aroma
secondario è dovuto a tutto l'insieme dicoI)1posti ccbe si originano' durante i
pro~essi}e~~mtativi e che conferiscono il vero e proprio carattere'vjnoso
(Carnacini et al., 1,986). Ciò significa che pilotando 'la fermentazione,
impiegando ceppi di lievito selezionati, è PQ~sibi1e fare in modo che il distillato
acquisisca particolari ~ gradevoli note aro~a.tiche; infatti la c~pacità di produrre
i singoli'a.lcoli è un'~ru:attere tipicò'del,ceppo di lievito;-impiegato e la quantità
può variirre anchè in misura' considèrevç>le a seconda della s~ecie (Zambonelli,
1988) . . .
Per quanto riguarq~'gli alcoli superiori, quelli più importanti in.distil1.eria e noti
come costituèn:ti: del "Fusel Oil", s~no: il n-propanolo, l'i-butanolo, gli alcoli
~ici, edil fep.iletilico~
, . (I
Tali alcolil'i,: sono
il _risultato di una,. duplice attività syo1ttldai lieviti durante la
""
fertÌ:lenta2;ione: anabo)i9a a partire~ett.~~nte dagli zuccheri e/o c.atabolica a
; partire principalmente dagli amminoacidi.>pre,seJ;lti r)Jel, .1.PèizO; nella tabella
pré'sentata hella pagin~ successiva è, riportata:lacorrispoAdenza·tra: amminoacidi
ed alcoli superiori daès~i derivati~'
-.
,
Verrann~' quindi presi ora in co~ider~ioD:ei. m~ccanismibiochiinici mediante i
quali i lieviti,sono
grado di prodl,llTe i singoli alcoli superiori insèdé di
fermentaZIone,
La prima tappa del processo è una reazione di trapsaminazione in cui 'l'acido a,. ?hetoglutaric~ funge da accettore 4i:un gruPPO amminico; con la conseguente
, '
!;".
lO
l.:.f'
l.
i."
,
(
..',
m
•
... "
.,.
-.
•.
'
: .. 11
.
:
f0rm.azione di un. ch~toacido che successivamente diventa un alcole superiore,
prevla decarbossilazlOne e riduzione (processo catabolico) (Valitutti et l
1989).
a.,
ALCOLI SUPERIORI
AMMINOACIDI CORRISPONDENTI
n-propanolo (l-propanolo)
Amminobutirrico
i-sobutanolo (2-metil2-propanolo)
Valina
Fase finale del process~ di biosintesi del~-p'[email protected]
decarbQssilazione e riduzione; gli a-chetoacidi gioc~o quindi un ruolo
fondamentale nella biosintesi gegli alcoli superiori (Suomalainen, 1970).
Per quanto ngy.~da invece·· le differe)1,Ze esistenti tra j diversi ceppi nella
produzion~:.di_alcolisuperiori, é·· stato provato sperifiientalriiente che mentre la
produzione di n-propanolo e di i-butanolo è una stretta caratteristica del ceppo di
lievito impiegato,' quella deglf'atcoli amllicoed iso~i~Ò, ,è, 'f6rieri,iente
dipendente dal mezzo ed in particolare dalla disponiblìità di zu~cheri
!
,L-/
Alcol amilico (2-metil l-butanolo)
Isoleucina
Alcol isoamilico (3-metil l-butanolo)
Leucina
Alcol fenil etilico (2-feniletanolo)
Fenilalanina
..
Tabella di comspondenza tra alcolI supenon ed ammmoacldi da CUl denvano
~o
schema delle reazioni, proposte per la biosintesi del n-propanolo, è di seguito
nportato.
coo(:;3
I
.
eH
I 2.
H2
T
C=o
I
COOe
COO S
+
I
C H . : ; C H2
l
transaminasi
I
eH")
"
...
eH
l -$"
H - Cl - NH 3
l
.,-<:€l +
H-C-NH~.:li
l
COOG
COOe
a-chetoglutarato amminobutirrato
L-glutanunato
c:hetobutirrato
Prima tappa della biosintesi del n-propanolo (reazione di transaminazione).
Come si può notare, la prima tappa di questo processo consiste nella
transaminazione tra amminobutirrato e a-chetoglutarato, con formazione del
chetobutirrato, il quale, successivamente, subisce una decarbossilazione con
formazione dell'aldeide propionca che viene infine ridotta a n-propanolo; lo
schema della reazione è riportato nella pagina successiva.
Per tutti gli altri alcoli superiori vale sempre il ~edesimo meccanismo,
cambiano solo gli amminoacidi di partenza.
Part~ndo invece direttamente dagli zuccheri, la prima tappa del processo
conSIste nella produzione di acido piruvico che, successivamente legandosi èon
un ag~te acetilante, forma un chetoacido con due carboni in più (processo
anabohco); tale cheto acido viene poi trasformato in alcole superiore previa
\ -~
'
','-'"
", -,
.. .
..
v
...
fermentesci~il~ (Castellari,efal., 1 9 9 4 ) : ,
. Questo importante fenomeno puÒ essere spiega~p da;fJatto che mentre gli
zuccheri rap'presentano, la principale, fonte di IUltrllnento per tutti i iieviti
indipendentemente dalla -specie, per gli amminoàcidi invece, le esigenze sono
differenti e variano da 'sp'ecie a specie ID, funzione dellì:c~omposizione del pool
amminoacidico cellulare; inoltre ya sott<?lineata l'import§nza che, a tal riguardo,
hanno le concimazioni ~azotate effettuate in fase di cqltiyazione della vite; esse,
infatti, possonp-indurre nell'l,lVa,-un deficit!dicomposti glucidici cui corrisponde
.·'un arricchimenfodi Icompostiaz-otati, ammiriici e ',pèptidici, . che .. influiscono
appunto sulla differente produzione di alcoli superiori (Carnacini et tll.' , 1980).
Per quanto riguarda gli esteri etilici, questi si trovano in gran numero nelle
Jbe-vande '.alcoliche ene determinano positivament~:, l~ caratteriStiche
:~òrganolettiche. Infatti, 'illattatod'etile e,egli esteridfacidi ~a:6,8;lO~! 12 atomi di
carbonio, impartiscono gradevoli aromi di frurta;rrienttealtrfche deii~ano da
acidi grassi come il linoleico, l'oleico, lo set~co ed il pah]litico conferiscono
l
odore oleoso, rancido
e sgr~devdle.
.
.
..
I
,
Anche in questo caso l'aZione del ceppo di !iev~to è determiIiante e condiziona la
quantità totale' degli esteri. Questi composti, infatti, 'derivano dal loro
metabolismo cellulare ed in particolar~. sono legati ai 'divèrsi processi in cui
entra in gioco il coenzima-A. Durante la fermentazione le cellule di lievito
producono acll-coenzima-A, sia mediante l'attivazione delle molecole di acidi
grassi, sia mediante la decarbossilazione··ossidativa·dgli a-cheto~cÙii; 'questi due
meccanismi differiscono principalmente per la diversa capacità di utilizzare
"..
•
f
'.
"
•
•
- ,
•
13
12
n-propanolo
aldeide propionica
chetobutirrato
t
'.-
- .'
,
l' ATP. Gli schemi delle reazioni riportati qui di seguito,' mostrano appunto i due
diversi, modi con cui si fon:p.a l'intermedio acil-coenzima-A, partendo da un
.
,>
...
-
,"
-
•
•
•
acido grasso (reazione 1) e;,da un a-chetoacido (reazione 2):,
.
.
,
"
a..
~
R
o
6 '#
+
CoA--SH
1. ···~=o
Q.
'coenzima A '
0--
NADH+H(1':,
,
6'
#
o'
,':
O +
6 '-
.
NAD(:!:~
6H z
6H<?, +
6H.::
l
'{~
R
~,~'
CoA-sH
6~;
SCoÀ
acil-coenzima-A
acido grasso
R
I
C'-:"'O
.J
C=Q
SCoA
coenzimaA
O~C
,0-
__ ,O
cheto-acido
('
,
-
~
1...
•
,
•
l
_.
'
'
,
"
Anche nella biosintesi degli esteri, così come nella sintesi degli acidi grassi, il
passaggio" principale consiste sempre,' nella fò~iòn~ di nialonil~coenzima-A
per carbossilazi~n~ di una mol,ecola di acetil~coenzima-A.
"
,
.
,
(
(
r
'C" Ha'
'" "
.
,'::,..
"" -'~",'HO~"
'O~C=O~'
'-~C=O
t.
SCoA
, .
,
acètil èoèhzirria-A
'-..
III
~
=0
I
SCoA
." malonil coenzima-A '
,!,! '
, Sçlle.m~ de}1a-reazione di çarbossiJazione dell'acetil-coenzima-A, con formazione:di,malonil'r: .' ,",' '
coenzima-A,
i'
Per.Ja sintes~ dell'e~anoatodi etile, ,ad"esempio, i! meccanis,ino yfOpOStO è
rappr~s~ll:tato dagli schemi seguenti, parte~do dal butanoil-coeJ?Znna-A come
intermedio, acile di partenza,.
l'
'~~:"
,'H 2
\,
'
=0
I
SCoA,
butanoil
, coenzima-A
+
" H3
NAÒH+ HQ',
,'
'~'
,,'
OO H2
i
"=0
N,
A,D0
'..t~'
',,'I
I
SCoA
'
',',:',
O=C=,O
malonil
co enzima-A
'
H2
'H 2
, ,H 2
H2
=0
I
SCoA
esanoil, '
coenzima-A
Prima tàppa della biosintesi d~ll'esanoato di etile:f<:>mi.azione dell'esanoil-coenzima-A.
14
coenzimeiA
etanolo
esanoato di etile
Prendendo poi in esame il differente comportamento metabolico dei diversi
ceppi di lievito nella produzione di esteri, si è visto, ad esempio, che il Candida
Krusei e l' Hansen ula anomala, sono in grado di produrre più acetato di etile
rispetto al Saccaromyces cerevisiae. Quest'ultimo inoltre, si è rivelato essere un
grosso produttore di isopentil acetato,esanoato di etile, ottanoato di etile,
decanoato di etile ed acetato di fenetile (Nykanen, 1985).
C'è un altro parametro che può agire però in modo significativo sulla
produzione di esteri: la presenza di ossigeno. Si è visto infatti che l'aerobiosi
determina una riduzione della formazione di isopentil acetato ed esanoato di
etile in matrici fermentate da Saccaromyces cerevisiae. (Nykanen, 1985).
Dal punto di vista quantitativo, quindi, gli alcoli supe~iori e gli esteri
rappresentano la quota preponderante dei composti secondari che concorrono a
delineare l'assetto aromatico dei distillati; nonostante ciò, non bisogna
dimenticare che esiste anche una vasta gamma di altri componenti che, se pur
presenti in quantità molto basse, determinano importanti modificazioni
dell'aroma. Tali composti derivano sia dalla normale attività fermentativa
operata dai lieviti a carico degli zuccheri, che dall'azione di altri microrganismi,
in particolare batteri, che agiscono in concomitanza ai processi fennentativi che
avvengono nelle vinacce. Essi sono rappresentati principalmente dall'acido
acetico, dall'aldeide acetica, dall'acetoino e dal diacetile.
.
L'aldeide acetica e l'acido, acetico, derivano da modificazioni dell'attività
metabolica dei lieviti dovute ad improvvisi cambiamenti dell'assetto chimico
dell'ambiente fermentativo. Infatti, studi precedenti hanno dimostrato che
1
1
'
CoA--SH
Alcolisi dell'esanoil-coenzima-A con formazione dell'esanoato di etile
!
.
+
l
SCoA
esanoil
coenzima-A
'" acil-coenzima-A"
Schema dei due diversi processi biologici che portano alla formazione dell'intermedio
, comune, acil-coenzima-A
,
Come si può vedere, la prima fase della biosintesi comporta l'aggancio di due
atomi di carbonio al butanoil-coenzima-A, ad òpera.del malonil-coenzima-A che
funge quindi da intermedio donatore di atomi di carbonio; successivamente,
l'esanoil-coenzima-A, reagisce con l'etanolo, presente in abbondanza nel mezzo
e si forma l'esanoato di etile (Nykanen, 1985).
,',
15
l'accumulo della S02, sia di origine esogena che endogena (prodotta dai lieviti
stessi), provoca la éattura dell'aldeide acetica bloccando, così, l'attività
dell' alcol deidrogenasi che determina la produzione di etanolo; ciò comporta
quindi l'accuÌnulo dell'aldeide acetica stessa in forma di composto quatemario
stabile. L'aumento del pH, invece, favorisce l'attivazione dell'aldeide
deidrogenasi che determina l'ossidazione dell'acetaldeide ad acido acetico, con
conseguente diminuzione della produzione di etanolo ed accumulo di acetato di
etile; questo fenomeno, comunque, anche se in minima parte, si verifica sempre
durante i processi fermentativi (Zambonelli, 1988).
Per quanto riguarda invece la produzione di acetoino e diacetile, la cui presenza
non è molto gradita dato che, soprattutto il diacetile conferisce uno sgradevole
aroma di burro, se presente in quantità troppo elevate, si è visto che derivano
entrambi dall'attività dei batteri lattici, agenti della fermentazione malolattica,
che sono in grado di metabolizzare anche l'acido citrico. Sembra che sia proprio
in base a questa loro caratteristica che si originano i due composti sopra citati.
L'acetoino, comunque, si forma anche per condensazione dell'aldeide acetica,
quindi se si verificano le condizioni cui si è fatto cenno in precedenza, anche i
lieviti sono indirettamente in grado di produrlo.
Un' alta caratteristica dei lieviti, che merita di essere presa in considerazione, è la
capacità di produrre idrogeno solforato (H2S) e anidride solforosa, in quanto tali
composti, se prodotti in grande quantità, possono causare gravi inconvenienti sia
dal punto di vista qualitativo che tecnologico. Infatti l'S02, come è già stato
detto in precedenza, reagisce, durante la fase di distillazione, formando acido
solforico corrosivo; mentre 1'H2S, che già. di per sé è dotato, di un odore
sgradevole, può anche formare composti solforati altamente indesiderati.
Generalmente tutti i lieviti, ed in particolare quelli appartenenti al genere
Saccharomyces cerevisiae, sono in grado di produrre idrogeno 'solforato
partendo da solfato inorganico; in questo modo riescono ad atltosintetizzare gli
aminoacidi solforati come la cisteina e la metionina. Dal punto di vista
biochimico, questo processo comporta, innanzitutto, 1'assimilazione dei solfati
dal mezzo in fermentazione ad opera dell' enzima solfato permeasi,
successivamente si verifica la riduzione dei solfati' a solfiti i quali vengono poi
ridotti ulteriormente ad idrogeno solforato che, reagendo a sua volta con l'acetilserina e/o con l'acetil-omoserina, dà origine rispettivamente alla cisteina ed alla
omocisteina (Zambonelli, 1988).
Precedenti ricerche hanno poi dimostrato che l'incapacità di produrre idrogeno
solforato è attribuibile a difetti di natura genetica caratteristici di ceppi mutanti.
Questa caratteristica può q~di risultare molto interessante ai fini della
selezione dei ceppi di lievito da impiegare nella fermentazione della vinaccia
r
destinata alla produzione dei distillati.
Per quanto riguarda la produzione di anidride solforosa, invece, sembra che si
origini in seguito ad un complesso processo biochimico, ancora non del tutto
noto; quel che è certo invece è che questa capacità è caratteristica di tutti i ceppi
e che non esistono varianti genetiche incapaci di produrre detto composto. In
sede di selezione è quindi importante valutare l'entità della produzione
(Zambonelli, 1988).
L'iltimo ma non meno importante composto secondario preso in considerazione
è il metanolo; esso è temuto soprattutto per la sua tossicità molto elevata, quindi
se è presente nei distillati in quantità superiore ai limiti consentiti dalla legge,
può risultare nocivo.
Sul suo meccanismo di formazione, derivante principalmente da processi
chimici e non biologici che si verificano in seno alla vinaccia durante
l'insilamento,' si tratterà più ampiamente nel paragrafo successivo; per ora è
sufficiente precisare che la produzione di metanolo avviene anche ad opera di
particolari microrganismi (principalmente muffe e batteri, ma non lieviti) detti
pectolitici, che idrolizzano la sostanza pectica, la quale rappresenta il substato di
base per la formazione di questo composto.
Tutti i processi biologici che sono stati fino ad ora presi in considerazione e che
determinano la produzione dei composti secondari, sono comunque tutti
condizionati da un parametro di fondamentale importanza sulla qualità dei
distillati: il tempo di permanenza delle vinacce nei silos.
16
17
galatturonico ed: ,è .ptopriodall'idrolisi 'di tali esteri che viene liberato il
metanolo. '
La problematica dell'insilamento delle vinacce:
la produzione di metanolo
.
(.
,
.
La fase più critica del ciclo produttivo dei distillati di vinaccia, è la
conservazione della stessa, in attesa della distillazione. Infatti l'arrivo repentino,
in distilleria, di grosse quantità di vinaccia disponibile solo nel periodo
consecutivo alla vendemmia, impone l'obbligo di insilarla anche per periodi
molto lunghi.
Durante l'insilamento, si verificano sia i normali processi fermentativi che
determinano la produzione di tutti i composti aventi un effetto positivo sulla
componente aromatica dei distillati, sia il complesso di modificazioni chimiche
che portano alla formazione di composti sgraditi quali, soprattutto, l'alcol
metilico ed il2-butanolo.
In sostanza, quindi, il prolungamento inevitabile del periodo di insilamento delle
vinacce, favorisce l'innesco di un complesso di processi di trasformazione che si
verificano a carico di tutti i composti facenti parte del così detto aroma
prefermentativo derivante dalle manipolazioni cui viene sottoposta l'uva dal
momento della raccolta a quello dell'avvio della fermentazione alcolica.
I trattamenti che il frutto subisce prima della fermentazione, dal tipo di raccolta
al trasporto, ai diversi sistemi di pigiatura, determinano non solo un' estrazione
più o meno spinta degli aromi in situ, ma sono anche i responsabili della
formazione di nuovi, derivanti dall'attività di diversi enzimi quali: idrolasi,
ossigenasi, ossidoriduttasi, che entrano in gioco anche durante l'insilamento,
grazie alle favorevoli condizioni chimiche (Carnacini et al., 1986).
Nei riguardi del metanolo, in particolare, si è già detto che è un composto
altamente tossico e che dovrebbe essere -quindi totalmente assente dai distillati.
La sua eliminazione però non è cosa semplice; infatti pur esseIldo un prodotto di
testa, cioè più volatile dell'etanolo e quindi teoricamente eliminabile scartando
le prime frazioni di distillato, in realtà possiede la caratteristica di distribuirsi in
tutte le frazioni di distillato. La problematica deve essere quindi risolta a monte,
impedendo che tale alcol si formi e si accmnuli nella vinaccia da distillare.
Il meccanismo di produzione dell'alcol metilico consiste infatti ne'na
decomposizione idrolitica delle pectine che rappresentano il costituente base
delle membrane che ricoprono gli acini di uva.
Come si può notare osservando la struttura, qui di seguito riportata, le unità
monomeriche della catena polimerica di pectina sono metilesteri dell' acido
18
I;;"
"':H _
OH "
~ IRappre~enUtzione de]Ja struttura di -qnafrazione di filamento di pectina
~.
.
H
!'·:r
(-"
/
•• ,
""".
~
',;
.~
H
,.ti
r
\ '
, ,', Questa reazione riaulta, mQlto. ,favorita dalle , cond~ioni ,chimiche. che si
" "instaurano durante l'insilame;uto;'quindi" maggiore: è il periodo di' sosta- delle
'" Vrnacce nei ,siios,"maggiore ',è ijquantitttivodL,metanolo;.che,si 'produce. In
particolare' è stato' rilevato che, nella conservazione delle vinacce vergini, si
assiste ad uno sviluppo di alcol metilico che può superare del 50% nel primo
mese ed ulteriormente del 25% nei 3-4 mesi successivi, del valore rilevato nelle
stesse vinacce fermentate (Usseglio Tornasset, 1971).
La formazione di metanolo è influenzata però anche dal grado di maturazione
dell'uva (buccia molto consistente con vendemmia anticipata) ed è rapida quasi
quanto la ferrn,entazione alcolica, per cui lunghi stazionamenti della vinaccia
portano alla formazione di forti quantità di questo composto.
Per quanto riguarda il 2..butanolo, apportatore di caratteristiche organolettiche
indesiderate, è noto che si forma e si accumula negli strati di vinaccia insilata
più protetta dall'ossidazione e deriva dall'azione dei batteri anaerobi. In
particolare si è visto che il suo contenuto può superare i 20 mI su 100 mI di aa.
dopo soli lO giorni di insilamento e può raggiungere addirittura i 500 mI su 100
mI di aa. per periodi più lunghi.
L'ultimo aspetto della problematica dell'insilamento della vinaccia, che merita
di essere preso in considerazione, riguarda lo sviluppo dei batteri e le
modificazioni che le loro attività metaboliche inducono sull'assetto chimico
della matrice; essi possono infatti degradare con facilità l'alcol etilico, gli
zuccher~ le proteine, la cellulosa, l'acido tartarico, l'acido mali co, l'acido citrico
e la glicerina.
Tra i più temuti vanno considerati soprattutto i batteri lattici e gli acetici per la
loro capacità di trasformare l'acido tartarico in acidi grassi quali il propionico ed
il butirrico, che sono apportatori di sensazioni olfattive sgradevoli.
.
19
, .Inoltre le perdite in alcol che si verificano a causa dell'attività dei batteri.acetici,
sono notevoli e portano anche alla fOffilazione di grandi quantità di acido
acetico, acetato di etile e aldeide acetica.
Tuttavia, l'attiVità di questi batteri produttori di acidi, può anche fungere da
fattore inibente per lo sviluppo degli ancora più temuti batteri anaerobi, quali
quelli appartenenti al genere clostridium; ,che sono in grado di degradare gli
. zuccheri, le proteine e la cellulosa con 'produzione di composti maleodoranti
'percettibili anche a basse concentrazioni (Usseglio Tomasset, 1978); questi
batteri necessitano infatti, per i110fO sviluppo, di pH neutro alcalini.
In conclusione quindi per migliorare la qualità dei distillati, occorrerebbe
innanzitutto distillare le vinacce il più rapidamente possibile ed in secondo
luogo, utilizzare sempre vinacce già fermentate, che abbiano avuto il tempo di
macerare insieme 31 proprio mosto, acqulsendolle tutte le note aromatiche.
Questo però non è tecnicam.enteattuabile, :d.atochebisognerebbe 'agire in !!lodo
troppo drastico sull'assetto organizzativo dell'industria enologica.
LA DISTILLAZIONE
La tecnologia della distillazione applicata alla produzione delle
grappe e dei distillati di vinaccia
Si è fatto più volte riferimento alla distillazione quale processo chimico fisico
impiegato per la produzione dei distillati di vinaccia e quindi delle grappe.
Effettivamente la buona conduzione della distillazione influisce in modo
decisivo sulla qualità del prodotto finito, indipendentemente dalle caratteristiche
della materia prima.
Vediamo ora di focalizzare l'attenzione sul processo di distillazione, prendendo
in considerazione tutti i parametri che devono essere tenuti sotto controllo al fine
di ottenere un buon risultato; verranno poi descritte alcune tecniche di
distillazione e gli impianti più in uso presso le distillerie.
l •• ,
Teoria della distillazione
'i,
':
f
Nel suo significato più generale, il termine distillazione sta ad indicare la
produzione di vapore da un liquido e la susseguente condensazione del vapore
prodotto.
La distillazione implica dunque un fenomeno di evaporazione e di successiva
condensazione, per cui, teoricamente, non dovrebbe esistere alcuna distinzione
tra processi di distillazione e processi di evaporazione.
Tuttavia, mentre per evaporazione si intende quel processo mediante il quale si
ottiene la concentrazione di una soluzione mediante evaporazione del solvente,
con il termine distillazione si intende invece l'insieme dei processi che
comportano la vaporizzazione di una miscela di liquidi con produzione di una
fase vapore arricchita del componente o dei componenti più volatili che
costituivano la fase liquida; è possibile inoltre ottenere la separazione più o
meno accentuata dei componenti che costituivano la miscela iniziale.
20
21
Nel corso della distillazione quindi, in ogni istante, la miscela di liquidi tende a
produrre un vapore che può essere in equilibrio con essa in quelle determinate
condizioni di temperatura, pressione e concentrazione (Cacciatore et al., 1981).
È noto che," affinchè fasi diverse (liquido e vapore) siano in equilibrio, è
necessario che le stesse possano sussistere contemporaneamente l'una in
presenza dell'altra senza modificarsi apparentemente per reciproca interazione.
Perciò se in un sistema in equilibrio liquido-vapore, si modificano o la
pressione, o la temperatura, o le rispettive concentrazioni del liquido e/o del
vapore stessi, dovrà necessariamente cambiare la composizione delle due fasi
che compongono il sistema stesso.
Presupposto a ciò è, d'altra parte, il fatto che la composizione di un vapore, che
sussiste in equilibrio con il suo liquido, risulti diversa da quella del liquido
stesso; in tal caso, condensando l'aeriforme prodotto, si ottiene un nuovo liquido
costitutivamente identico ad esso e quindi di composizione differente da quella
della miscela originale; tale liquido, ridistillato, permetterà di ottenere un nuovo
vapore costitutivamente diverso dal precedente (ancora più ricco .del
componente più volatile) fino ad ottenere la separazione totale dei due
component~ allo stato praticamente puro.
Accanto a questa frazione di componente praticamente puro, alla fine del
processo di distillazione, avremo il liquido non evaporato all'inizio e tanti altri
prodotti rappresentanti le varie frazioni di liquido rimaste dopo ogni processo di
evaporazione fatto seguire al primo (Cacciatore et al., 1981).
La volatilità di un determinato liquido, è la conseguenza della sua tensione di
vapore, cioè la pressione costante che il vapore prodotto dal liquido' medesimo,
contenuto in un recipiente chiuso, esercita ad una data temperatura; quindi a
parità di temperatura, tale pressione sarà tanto maggiore quanto più il liquido è
volatile.
Ai fini della distillazione, quindi, sono considerati volatili tutti i liquidi che
hanno una pressione di' vapore apprezzabile alla temperatura ambiente e
viceversa tutti i liquidi che, alla medesima temperatura, non hanno una pressione
di vapore apprezzabile, vanno considerati non vo~atili; per cui miscelando due
liquidi dotati di differente volatilità, bollirà per primo quello più volatile
(pasquetto et al., 1990).
Le variabili principali che influenzano il processo, sono la temperatura e la
pressione; tuttavia nella normale pratica industriale la pressione non. viene
solitamente modificata e si opera a pressione atmosferica agendo esclusivamente
sul paraluetro temperatura. Al crescere di questa, aumenta in modo esponenziale
la tensione (o pressione) di vapore fino al punto in cui eguaglia la pressione
22
atmosferica; si raggiunge così il punto di ebollizione per cui il fenomeno
dell'evaporazione non rimane più solo superficiale,Jlla coinvolge l'intera massa.
A questo punto, risulta interessante considerare come varia la tensione di vapore
e quindi il punto di ebollizione, considerando il comportamento di una miscela
binaria costituita rispettivamente da: due liquidi completamente immiscibili tra
loro e due liquidi completamente miscibili tra loro; nel primo caso, cioè di totale
immiscibilità, detti a e b i due liquidi, la tensione di vapore di ciascuno di essi
nella miscela, equivale a quella che li caratterizza quando si trovano allo stato
puro, per cui la tensione di vapore totale della miscela è uguale alla somma delle
tensioni dei due componenti:
In cui Pa e Pb sono rispettivamente le tensioni di vapore dei due componenti a e b
nella miscela; Pa e Pb sono le tensioni di vapore dei due componenti puri e P è la
tensione di vapore totale della miscela.
Distillando quindi una tale miscela, il componente che dei due risulta più
volatile comincerà a bollire per primo ed i suoi vapori trascineranno piccole
quantità dell' altro componente meno volatile (distillazione in corrente di
vapore).
Nel secondo caso, di totale miscibilità, che interessa maggiormente la
produzione dei distillati, detti sempre a e b i due componenti della miscela, la
tensione di vapore di ciascuno di essi nella miscela, risulterà abbassata, rispetto
allo stato puro, dalla presenza dell'altro componente; tale abbassamento è
regolato dalla cosiddetta legge di Raoult, secondo la quale "la tensione di vapore
di un liquido in una soluzione, ad una certa temperatura, è uguale al prodotto
della sua tensione di vapore allo stato puro per la concentrazione molare entro la
soluzione, alla medesima temperatura":
Pa = xa * P a
Pb = Xb * Pb
(2)
(3)
in cui Xa e Xb sono rispettivamente le frazioni molari del componente a e del
componente b nella miscela, inoltre siccome la somma delle frazioni molari è
sempre uguale a l:
possiamo esplicitare la pressione parziale del componente b (Pb), in funzione
della frazione molare del componente a (xa):
Dal punto di vista matematico, le formule 2 e, 3 sono equazioni di rette
rappresentabili in un piano cartesiano sulle cui ordinate si pongono i valori delle
pressioni parziali dei due componenti e sulle ascisse invece, i valori delle
rispettive frazioni molari (Cacciatore et al., 1981).
t -'"
N
costo
Durante la distillazione di una miscela di liquidi completamente miscibili, si
verificherà quindi il progressivo arricchimento della stessa nel componente
meno volatile con il conseguente progressivo aumento del punto di ebollizione.
Risulta ora interessante trovare il modo per evidenziare le modificazioni della
composizione del liquido e del vapore in equilibrio con esso, durante il
progredire della distillazione. A tale scopo occorre innanzitutto ricavare
l'intervallo di temperatura all'interno del quale si svolge l'intero processo; in
modo particolare, i limiti di tale intervallo coincidono con le temperature di
ebollizione dei due componenti della miscela allo stato puro ed alla medesima
pressione (cioè quella atmosferica, 760mm di Hg che equivale circa a l Kg/cm2).
A questo punto sarà possibile ottenere, per ogni valore di temperatura compreso
nel suddetto intervallo, il corrispondente valore di pressione parziale di vapore
per ogni componente della miscela utilizzando il seguente grafico.
rlll1fl
1200
'1100
'1000
B
---_ _----_.-......
..........-._----..
XI
X2
A
Grafico dell'andamento delle pressioni parziali (Pl e pz) dei componenti l e 2 di una miscela
binaria, in funzione delle rispettive frazioni molari (Xl e xz), a temperatura costante
Anche in questo caso, la pressione di vapore totale della miscela è data dalla
somma delle pressioni parziali di vapore dei due componenti. Osservando il
grafico però si può notare che tale pressione, al contrario di quanto avviene nel
caso della miscela di liquidi completamente immiscibili, dipende dalla
composizione della miscela stessa, in particolare all'aumentare della frazione
molare del componente a (l) nella miscela, aumenta proporzionalmente anche la
pressione di vapore totale e viceversa: ciò sta ad indicare che il componente a è
il più volatile.
In definitiva si può dedurre che in una miscela di liquidi di diversa volatiljtà,
all'aumentare della quantità del più volatile, si abbassa proporzionalmente il
punto di ebollizione della miscela stessa.
24
100. ............. .
Grafico dell'andamento delle pressioni parziali di vapore dei componenti di una miscela, in
funzione della temperatura.
Si possono quindi calcolare le frazioni molari del componente più volatile nel
liquido (Xa) e nel vapore in equilibrio con esso (Ya), per ogni valore di
temperatura ottenibile con il progredire del processo, utilizzando le seguenti
formule, derivanti dalla legge di Raoult:
Ya = (Pa * xa) / P
Xa = (P - P b) / (Pa - P b)
25
(6)
(7)
in cui Pa e Pb sono le pressioni di vapore dei componenti a e b allo stato puro ed
alla medesima temperatura, ricavabili dal grafico di cui sopra, per ogni valore di
temperatura compreso nell'intervallo tl-t2 evidenziato nel grafico stesso e
corrispondente alla pressione d'esercizio (760mm di Hg); mentre P è la
pressione di esercizio che normalmente coincide con la pressione atmosferica.
Con le coppie di valori x e y così ottenuti, si può poi ottenere un altro grafico di
notevole importanza noto come curva di equilibrio (Cacciatore et al., 1981).
t
p
= cost
t
tnr;;:-_ __
1 __--------------------------------~~
Xl,
YI
Curva a lente delle temperature di incipiente ebollizione e di rugiada in funzione delle frazioni
molari del componente più volatile.
o
i
Curva di equilibrio per una miscela binaria.
L'andamento della curva di equilibrio varia al ariare della pressione ambiente
(di esercizio), come si può rilevare analizzando le fonnule 6 e 7. In particolare si
può osservare che col crescere di questa, la curva si avvicina alla diagonale; ciò
comporta un minor arricchimento in componente volatile del distillato; mentre al
contrario, lavorando in depressione, si riscontra un allargamento della curva di
equilibrio e di conseguenza, a parità di x (frazione molare del componente
volatile nel liquido), si rileva un arricchimento in componente volatile nel
distillato.
Si è già detto in precedenza che la temperatura di ebollizione di una miscela
binaria è strettamente correlata cori la sua composizione; in particolare,
considerando la miscela di componenti a e b, si avrà che tale temperatura cambia
al variare della frazione molare del componente a in seno ad essa. Riportando
sulle ascisse di un diagramma le frazioni molari Xa del componente volatile in
fase liquida e in ordinate le temperature alle quali si svolgono le prime bollicine
di vapore, otteniamo il seguente diagramma detto a "lente".
26
La curVa l (curva di ebollizione) rappresenta eandamento delle temperature di
incipiente ebollizione in funzione della frazione molare del componente a nella
miscela di partenza; mentre la curva 2, (curva di rugiada) rappresenta invece
e andamento delle temperature finali di ebollizione.
Analizzando il diagramma si può rilevare che se la miscela ha composizione
iniziale XM, essa inizia a bollire alla temperatura tI, mentre le ultime gocce di
miscela iniziale bolliranno alla temperatura t2.
Un' altra proprietà di tale diagramma è che esso rappresenta le condizioni di
equilibrio di un liquido in presenza del suo vapore; infatti i punti al disotto della
curva di ebollizione corrispondono alla sola fase liquida e quelli al disopra della
curva di rugiada corrispondono alla sola fase vapore.
Se si riportano in ascisse anche le frazioni molari Ya in fase vapore, il diagramma
sta ad indicare che se si suppone di distillare una miscela di composizione
iniziale Xn, la composizione del vapore ale equilibrio è data dal punto N'
evidenziato sul grafico e la corrispondente temperatura di equilibrio è tn ; al
punto N' corrisponde inoltre la frazione molare in fase vapore Yn, più ricca del
componente a (volatile) rispetto alla miscela di partenza (Cacciatore et al.,
1981).
Non tutte le miscele binarie, presentano curve di equilibrio regolari, del tipo di
quelle finora considerate; è il caso delle cosiddette miscele azeotropiche.
27
Un azeotropo, è un sistema binario che, per una data composizione, presenta un
P1ll;1to di ebollizione che può essere maggiore di quello relativo ai due
componenti della miscela puri (azeotropo di massimo) oppure minore
(azeotropo dì minimo); ne Il 'ambito dell'industria dei distillati, il caso che
interessa maggiormente è il secondo; infatti il sistema acqua-alcol etilico
rappresenta proprio il tipico esempio di miscela azeotropica con punto minimo
di ebollizione, le cui rispettive curve di ebollizione e di equilibrio sono
rappresentate qui di seguito.
t
t
p
=cast. =760mm dì Hg
tB
o
",
...
o
1
. - - 1.......
"
.
Grafici del sistema azeotropico acqua-etanolo.
Le principali tecniche di distillazione impiegate nell'industria dei
distillati
'
Dal punto di vista industriale la distillazione può essere condotta principalmente,
in tre modi diversi a seconda dell' entità della separazione che si vuole ottenere e
della quantità di soluzione che si deve" trattare: distillazione flash o "di
equilibrio", distillazione semplice e distillazione per rettifica.
Tra queste tecniche, la seconda è la più semplice da attuare, infatti trova un
vasto impiego nell' ambito delle piccole produzioni artigianali e casalinghe;
tuttavia questa grande semplicità di attuazione va a scapito della qualità del
prodotto e spesso anche della sicurezza dell'operatore; infatti, con questa
tecnica, non è possibile ottenere una buona separazione delle frazioni di testa (le
più basso bollenti), in cui si raccoglie la maggior quantità di metano lo; inoltre
l'eccessiva leggerezza con cui vengono spesso realizzati gli impianti, a causa
dell'imperizia degli operatori "fai da te" e/o del mancato uso di materiali
adeguati, li rende molto pericolosi. Non bisogna dimenticare infatti che negli
impianti di distillazione mal realizzati, il vapore che si genera può produrre
sovra pressioni che portano all' esplosione dell'impianto stesso con conseguenti
gravi danni per chiunque si trovi nelle vicinanze ..
Per quanto riguarda la distillazione flash invece, si può dire che non trova
applicazione nell'ambito della produzione delle grappe e dei distillati, mentre
viene notevolmente sfruttata nel settore petrolchimico.
Le curve presentano un punto di minimo M (punto azeotropico) e la miscela di
composizione XM viene definita miscela azeotropica. "
Distillando una tale miscela, di composizione XM, i vapori da essa emessi hanno
"la medesima composizione del liquido da cui provengono;" infatti il termine
azeotropo, significa "che bolle inalterato" (Cacciatore et al., 1981).
Nel caso della miscela acqua-alcol etilico, l'azeotropo di minimo presenta una
concentrazione in etanolo pari al 95% ed il punto di ebollizione è di 78°C circa.
Con le tecniche di distillazione convenzionali, come quelle impiegate
nell' industria dei distillati, non è quindi possibile separare completamente
l'acqua dall'alcol etilico; tuttavia nell'ambito della produzione delle grappe, ciò
cIle si vuole ottenere non è l'alcol etilico assoluto, ma bensì una miscela idroalcolica avente una concentrazione in alcol al massimo dell'80%; in questo caso
quindi, la distillazione rappresenta ''unicamente'', il modo mediante il quale è
possibile concentrare e valorizzare, nel prodotto finito, le note aromatiche
gradevoli derivanti da tutto l'insieme di sostanze che costituiscono la materia
prima di partenza.
28
29
Distillazione semplice o differenziale
FondamentalJllente, la tecnica della distillazione semplice, consiste nel
sottoporre la materia prima a parziale vaporizzazionecon sottrazione immediata
dei vapori, che si generano all'interno della caldaia in cui viene fatto avvenire il
processo, in modo che non si verifichi il contatto degli stessi con il liquido;
quindi da un tale processo che è essenzialmente discontinuo, in quanto è
necessario svuotare e riempire exnovo la caldaia alla fme di ogni ciclo
lavorativo, si ottengono un liquido di coda e uno o più prodotti di testa
(Cacciatore et al., 1981).
. In questo caso quindi, liquido e vapore cambiano continuamente di
composizione, per cui un ipotetico stato di equilibrio tra di essi si potrebbe
verificare solo supponendo di suddividere l'intero processo in istanti
infinitesimi.
A questo punto si possono prendere in considerazione i due diversi modi con cui
si può condurre un processo di distillazione semplice:
1) nella caldaia viene immessa,la miscela liquida L da distillare, avente' fraziòne
molare XL nel componente più volatile; il riscaldamento viene effettuato o
per mezzo di un serpentino (come nello schemaI1portato nella pagina '
successiva) all'interno del quale passa del vapore surriscaldato, o mediante
una doppia camicia nella cui intercapedine circola il vapore riscaldante,
oppure anche per riscaldamento diretto come spesso si attua nelle piccole
produzioni artigianali.
Scaldando il sistema sino alle condizioni di equilibrio date dalla temperatura
tI, si svolgono vapori ricchi di prodotto leggero di composizione YD1 che,
condensati in E, costituiscono il distillato D; come prodotto di coda si ottiene
invece il liquido W di composizione Xw (Cacciatore et al., 1981).
L
~--------txl.-..4-"""- .-._-~
=::--.,.--
~__-@]_____ '::_~-::~"'-o
t"" .
v,c
------_._---~
w
Schema della distillazione s~plice con immediata asportazione del vapore e relativa
curva di ebollizione
30
2) La miscela L di composizione XL, viene immessa in caldaia e portata,
mediante riscaldamento, alla temperatura di eq1l.ilibrio tI; si provoca così il
formarsi di vapori di composizione YD che vengono asportati e totalmente
condensati in E, generando un liquido distillato D, con la medesima
composizione dei vapori, come si può notare dallo schema qui di seguito.
L
8------bt1--t
ve
~
L_._ _ _ _
".. (?;
'lA/
---><; I
'{',
Schema del processo di distillazione semplice con asportazione differenziale dei vapori e
relativa curva di ebollizione
In caldaia rimane una fase liquida xw' meno ricca del componente volatile;
portando questa fase all' equilibrio, ad una temperatura h>tI, si ottengono dei
nuovi vapori di composizione yw' che vengono anch' essi rimossi e
condensati totalmente in E, dando luogo al liquido distillato D', che viene
raccolto separatamente. Rimane quindi una nuova fase liquida di
composizione xw", per la quale si possono ulteriormente ripetere le
operazioni sopra descritte sino ad ottenere, come residuo nella caldaia, la
frazione di coda meno volatile, W (Cacciatore et al., 1981).
Con questo processo si ottengono due frazioni: una di testa più volatile e una di
cuore con volatilità intermedia e come residuo in caldaia, una frazione di coda
che tende al componente meno volatile, quasi puro.
La tecnica della distillazione semplice, viene ampiamente utilizzata nell'ambito
della produzione dei distillati e soprattutto della grappa in quanto, essendo la
vinaccia una matrice solida, non è possibile distillarla in modo continuo; inoltre
date le caratteristiche di stagionalità di questa produzione strettamente legata al
periodo della vendemmia, risulterebbe oneroso ed economicamente poco
conveniente gestire impianti più complessi e di portata superiore.
Gli impianti usati nella distillazione semplice, sono costituiti da una caldaia
detta anche "cucurbita", nella'quale si carica la materia prima da distillare; da un
condensatore ad acqua nel quale si realizza la liquefazione dei vapori e da uno o
31
,
più recipienti di raccolta del distillato; il riscaldamento della caldaia può essere
realizzato in vario modo: a fuoco diretto, a mezzo di vapore che entra in una
camicia che circonda la caldaia stessa o che viene immesso in un serpentino
collocato nell'interno della caldaia e immerso nel liquido da distillare, oppure
mediante iniezione diretta di vapore in pressione all'interno della massa da
distillare, onde favorire un miglior strippaggio dell'alcol e delle sostanze
aromatiche, limitando nel contempo i danni derivanti da eventuali
surriscaldamenti locali della matrice da distillare; quest'ultimo sistema in
particolare, come verrà poi meglio descritto in seguito, risulta essere
notevolmente impiegato nell'ambito della distillazione delle vinacce.
il condensatore è generalmente fonnato da un tubo a serpentino collocato
all'interno di un recipiente dove viene fatta circolare acqua fredda o altri fluidi
refrigeranti; il collegamento con la caldaia avviene a mezzo di un tubo detto "a
collo di cigno" che permette appunto il deflusso dei vapori dalla caldaia al
condensatore.
Lo schema qui di seguito mostra proprio l'impianto nella sua totalità (Meloni,
1953).
....
~
-"'..
H"
ovviare a questo inconveniente, consiste nell' effettuare più distillazioni
successive; cioè se si considera ad esempio il caso della distillazione delle
vinacce, il primo distillato deve essere reintrodotto in caldaia e sottoposto
nuovamente al trattamento, ottenendo così un secondo distillato più ricco nei
componenti volatili; tutto ciò va però chiaramente a scapito della praticità e della
economicità del processo determinando un notevole incremento dei costi di
produzione.
Questo tipo di impianto trova quindi un vasto impiego solo nell'ambito delle
piccole produzioni artigianali e casalinghe in cui il livello produttivo è sempre
notevolmente ridotto e che operano spesso anche ai lnniti della legalità.
Con la tecnica della deflemmazione invece, è possibile mettere in pratica le
condizioni operative descritte al punto 2, attuando cioè, la condensazione
differenziale dei vapori; si può quindi così ottenere un arricchimento del
distillato nei componenti volatili senza dover necessariamente ricorrere alle
distillazioni successive.
Dal punto di vista tecnologico, questo processo si realizza in impianti
fondamentalmente simili a quello rappresentato sopra; l'unica differenza è
rappresentata dalla presenza di un piccolo condensatore a fascio tubiero
collocato sulla sommità della caldaia (duomo), come si può notare dallo schema
riportato qui di seguito (Meloni, 1953).
1~"'i~'";Q\. ~
REClf"it
n
(•
OELLE O'''ERlòE '-"'\z!ONI OIST'L
:5
...
;;
Q
~'-"'r-...,.---+:=-::~
Schema di un impianto di distillazione semplice senza deflemmatore per il riflusso in testa dei
vapon.
In base a quanto è stato esposto al punto 1, con questo tipo di impianto, in cui i
vapori che si originan0 dalla caldaia vengono immediatamente separati dal
liquido e condensati, si verifica sempre una diluizione dei componenti volatili
della miscela di partenza e l'entità di tale diluizione è direttamente
proporzionale alla quantità di distillato che si vuole produrre. L'unico modo per
32
Schema di un impianto di
differenziale dei vapori.
disti11az~ ~emplice
33
con deflemmatore per la condensazione
Con il termine deflemmazine, si intende quindi l'operazione di arricchimento
dei vapori, in componenti voltili, ottenuta separando, per condensazione parziale
(o differenziale), i componenti meno alcolici più alto bollenti (costituenti la
cosiddetta fleÌnma) da quelli più ricchi di etanolo e composti volatili, ottenendo
una frazione ad alto grado alcolico detta invece spirito (Meloni, 1953).
L'efficienza di questo processo è strettamente correlata alle caratteristiche ed
alle dimensioni del condensatore posto sulla sommità della caldaia detto appunto
deflemmatore; infatti la superficie di scambio termico e la quantità di acqua
refrigerante impiegata per la condensazione parziale· dei vapori, influiscono sul
cosiddetto rapporto di riflusso, cioè la frazione di liquido, derivante dalla
condensazione parziale dei vapori, che ritorna in caldaia.
Impianti di questo tipo trovano un più vasto impiego anche presso aziende con
maggiori potenzialità produttive, in quanto, con un solo trattamento, è possibile
subito ottenere un distillato di discreto pregio.
La problematica comunque insita nell'impiego delle tecniche di distillazione
semplice, riguarda la difficoltà nel controllare l'entità dell'inevitabile
contaminazione dei distillati da parte del metanolo; infatti a questo proposito
risulta fondamentale l'abilità degli operatori nel saper effettuare i giusti scarti
delle frazioni di testa, notoriamente più ricche in metano lo, evitando però, di
causare, nel contempo, gravi perdite di preziosi compone;nti aromatici.
La problematica del metano lo può comunque essere affrontata anche dal punto
di vista nnpiantistico, migliorando l'efficienza della separazione mediante
distillazione con l'impiego delle tecniche di rettifica che verranno ora prese in
esame.
La distillazione per rettifica o con riflusso
Questo metodo è ampiamente utilizzato in impianti dotati di potenzialità elevata
che trattano grandi quantità di materia prima e che sono adibiti non solo alla
produzione di grappa, ma anche di altri distillati.
La distillazione per rettifica, implica una successione di stadi di equilibrio in
controcorrente, in modo tale che ogni stadio successivo contiene, rispetto a
quello precedente, un liquido sempre più arricchito nel componente volatile e la
temperatura, costante per ogni stadio, decresce man mano che si passa dal primo
all'ultimo di essi (Cacciatore et al.~ 1981).
Latecnica della distillazione per rettifica o con riflusso, si basa sul principio
della distillazione e condensazione frazionata, secondo il quale, "la
composizione dei vapori liberati da una miscela al suo punto di ebollizione, è
diversa da quella della miscela liquida in equilibrio con detti vapori" (regola di
Konowaloff); questo princio può essere spiegato tramite la curva di ebollizione,
relativa ad una miscela binaria, riportata qui di seguito (pasquetto et al., 1990):
p = Cost
~...
760mm di Hg
--l _... --". 1
N l
....· ; - - r -....
I
I
,I
!'
I
o-i--------~-- .~L.--~ ~~ ~:~,
__
__
___
_-_ _-----.......
_..
•..
x\-')
)r;
1
VI"
'l'
lì
___wll
VN VI'}
CA
1
VN
!.
Curva di ebollizione di una miscela binaria sottoposta a distillazione frazionata
Seguendo il grafico e supponendo quindi di avere un'ipotetica miscela binaria di
composizione iniziale XN, portandola alla temperatura di incipiente ebollizione
tI, essa produce dei vapori la cui composizione è YN ; in questo modo la
composizione del liquido tenderà ad arricchirsi nel componente meno volatile e
di conseguenza aumenterà la temperatura di ebollizione.
34
35
Continuando a scaldare il nuovo liquido formatosi, si arriverà alla temperatura Ì2
in corrispondenza della quale distilleranno le ultime gocce di liquido.
Supponendo ora di condensare separatamente le prime dosi di vapore che hanno
composizione"YN e di ridistillarle a parte, si otterrà una frazione infinitesima YN'
che, ricondensata separatamente e nuovamente ridistillata, darà dei vapori
sempre più ricchi nel componente A; cosÌ proseguendo, si arriverebbe
teoricamente ad ottenere il componente più volatile A allo stato puro.
Occorre osservare però che la quantità di prodotto A che si potrebbe ottenere in
questo modo, risulterebbe infrnitesima; quindi, ai fini industriali, l'operazione
non risulterebbe applicabile; nella pratica però, il processo viene avviato alla
temperatura tI e portato avanti fino ad una temperatura tp intermedia tra tI e t2,
ottenendo si cosÌ un vapore di composizione media Yp ed un liquido residuo di
composizione media Xp (come si può osservare dal grafico).
Operando in questo modo, l'arricchimento in componente volatile del vapore
risulta inferire all'analogo arricchimento ottenibile operando come nel modo
precedente, con una resa in peso che è, però, di gran lunga superiore.
Condensando poi i vapori Yp e ridistillandoli sino alle condizioni di equilibrio
date dalla temperatura tpI, si hanno dei nuovi vapori di composizione YPl ed un
liquido residuo di composizione XPI; si può cosÌ proseguire allo stesso modo di
prima, fino ad ottenere il prodotto A allo stato quasi puro (Cacciatore et al.,
1981).
Quindi tutti gli stadi di equilibrio in cui si suddivide un processo di distillazione
frazionata, rappresentati dalle rette tratteggiate che uniscono la curva del liquido.
alla curva del vapore nel diagramma di ebollizione, possono essere visti come
tanti singoli processi di distillazione semplice che si susseguono in serie, ognuno
dei quali avviene a temperatura costante.
Osservando lo schema, riportato nella pagina seguente, si può notare che in
controcorrente rispetto ai flussi del vapore, ci sono i flussi del liquido che
costituisce il riflusso, infatti questa tecnica di distillazione viene anche detta "per
riflusso".
Questo schema di impianto è però soltanto ipotetico, infatti nella realtà, il
processo di distillazione frazionata si realizza impiegando apparecchiature molto
più semplici e dalle dimensioni sicuramente più contenute, quali le colonne da
distillazione a piatti (o di rettifica).
Costruttivamente, tali colonne sono costituite essenzialmente da un tubo di
dimensioni variabili all'interno del quale sono collocati, equidistanti tra loro, un
numero variabile di dischi metallici forati denominati appunto piatti, come si
può notare dalla figura riportata nella pagina successiva.
\
36
Schema esemplificativo di un ipotetico impianto per la distillazione frazionata
._---"-
!
t t t
,t t
l
t t t t
't
'
4-1
1~
t
tttt!tttt
t
____ "".___
~~;,:;:;
____. .
~
V,i,
1.\1 ~ \
j.
_.m.~.
, ('I. .!!•. ('; __ ..
.i:~..J
Particolare indicativo dei' piatti forati e del loro funzionamento si p'ossono notare anche le
canalette laterali che consentono la discesa in controcorrente del liquido di riflusso.
Ogni piatto può essere accomunato ad un piccolo distillatore semplice nel quale
si viene a stabilire un equilibrio, tra liquido e vapore, proprio come nello schema
riportato sopra.
La caratteristica fondamentale di queste colonne dette appunto colonne a piatti
forati, è quella di mantenere, su ogni piatto, durante l'esercizio, una quantità
costante di liquido la cui discesa è impedita proprio dalla pressione esercitata dal
flusso di vapore che sale; in questo modo si verifica sempre un intimo contatto,
tra liquido e vapore, tale da garantire il mantenersi degli stati di equilibrio.
37
L'unico inconveniente è rappresentato dal fatto che esse sono dimensionate e
realizzate per lavorare sempre con la stessa quantità di materia prima~ infatti, per
quantità inferiori, il flusso di vapore prodotto non è in grado di mantenere la
pressione neeessaria per impedire la libera discesa del liquido da ogni piatto;
quindi, tali colonne, non possono essere impiegate per produzioni discontinue e
incostanti come la grappa, ma sono più idonee alla lavorazione di materie prime
che pervengono alla distilleria con maggior continuità e costanza, come ad
esempio il vino per la produzione del brandy (Meloni, 1953).
Esistono comunque degli stratagemmi per garantire il funzionamento delle
colonne a piatti anche in condizioni di discontinuità di esercizio e di incostanza
di apporto della materia prima. Uno di essi (il più usato) consiste nel coprire i
fori di ogni piatto con delle campanelle forellate di diversa forma in modo da
garantire l'unidirezionalità del flusso di vapore impedendo però, nel contempo,
il deflusso del liquido; la figura riportata qui di seguito, serve proprio a chiarire
quanto appena detto riguardo al funzionamento delle campanelle.
Nella pratica il numero di piatti effettivi si calcola mediante la curva di
equilibrio, sulla cui costruzione si è già parlato Jn precedenza, come viene
rappresentata qui di seguito.
--_.-.,..
XI
Curva di equilibrio per la determinazione del numero dei piatti di una colonna da rettifica.
Particolare della sezione di una colonna a piatti con campanelle, sono visibili i flussi del
vapore costretto dalla campanella ad andare a gorgogliare nella massa liquida sul piatto.
Ad ogni modo, il corretto dimensionamento della colonna, in funzione delle
caratteristiche compositive del prodotto e della quantità di materia prima da
trattare, rimane di fondamentale importanza per il buon esito di un processo di
distillazione per rettifica; infatti dimensionare una colonna da distillazione
significa, ricavare il numero effettivo di piatti necessari per separare i
componenti della miscela iniziale considerando la sua composizione e la
composizione dei prodotti finali, tenendo sempre conto del fatto che, ognuno di
essi, rappresenta un ben determinato stadio di equilibrio.
38
TI grafico così disegnato, viene anche denominato diagramma a scalini e ogni
piccolo triangolo rettangolo (ogni scalino), rappresenta uno stadio di equilibrio;
quindi il numero di scalini determina il numero effettivo di piatti della colonna.
Nel grafico si possono inoltre notare due rette inclinate che si intersecano tra
loro e che costituiscono la base di tutti i triangoli rettangoli; il loro significato,
nell'ambito della progettazione di una colonna da rettifica, è molto importante in
quanto esse detenninano le condizioni operative delle due sezioni o tronchi in
cui si suddivide la colonna stessa (Cacciatore et al., 1981).
Infatti, nelle colonne di rettifica funzionanti in continuo, l'alimentazione, cioè il
liquido da distillare, avente una composizione iniziale e caratteristiche termiche
ben determinate, Viene introdotta in corrispondenza del piatto in cui si realizzano
le medesime condizioni di equilibrio dell' alimentazione stessa~ quindi la sezione
della colonna al di sopra del piatto di alimentazione, prende il nOlne di tronco di
arricchimento (1'arricchimento è riferito al componente più volatile) e ad essa
compete la retta superiore di lavoro, mentre la sezione sottostante al piatto di
alimentazione prende il nome di tronco di esaurimento e ad essa compete la retta
inferiore di lavoro. Ovviamente cambiando l'inclinazione reciproca delle due
rette, cambia il loro punto d'intersezione e conseguentemente cambia anche il
numero dei piatti che costituiscono ciascuno dei due tronchi; in pratica tutte le
39
proprietà geometriche delle due rette di lavoro, quindi anche la loro inclinàzione
reciproca, dipendono strettamente dalle condizioni termiche e compositive
dell' alimentazione; ciò dimostra l'importanza di alimentare queste colonne in
modo continuo con un liquido che presenti sempre le medesime caratteristiche
compositive.
Nell'ambito della produzione dei distillati, l'esempio più significativo di
processo continuo, è rappresentato sicuramente dalla produzione del brandy.
Infatti, come è noto, la materia prima di partenza è costituita dal vino che
presenta delle buone caratteristiche di omogeneità compositiva e può pervenire
con continuità all'impianto di distillazione.
Gli apparecchi per la distillazione continua, inoltre, si prestano bene al ricupero
del calore che andrebbe altrimenti perduto, il quale viene invece utilizzato per il
preriscaldamento della materia prima da trattare, a mezzo di oppo~
ricuperatori di calore, detti appunto scaldavini.; nei quali si verifica la
condensazione dei vapori uscenti dalla colonna, mediante la cessione del loro
calore latente di evaporazione/condensazione al liquido di alimentazione.
(Meloni, 1953).
Qui di seguito è riportato lo schema di un impianto da distillazione continua
industriale per la produzione delle acquaviti di vino.
...... _-...
~I
_-----';"<..~S'o.nn
<'..l: .........~":
.
Come si può vedere, rimpianto è dotato di due colonne di rettifica: una per
l'arricchimento (costituita da due tronchi di diverso. . diametro denominati C e D)
e la separazione delle teste e l'altra per l'esaurimento dei prodotti di coda
provenienti dalla prnna colonna; si può notare anche lo scaldavino denominato
con la lettera B.
Con questo sistema si distillano bene vini a 8-10° alcol e si ottengono distillati,
per acquaviti da invecchiamento, a 65-70° alcol ed oltre; la potenzialità
produttiva si aggira intorno ai 5-10 ettanidri al giorno (Meloni, 1953).
Nell' ambito della produzione delle acquaviti di vinaccia o grappe, invece, si
impiegano solo impianti da distillazione discontinui.
Le differenze principali rispetto agli impianti continui, constano nel differente
metodo di carico della lniscela da distillare che, in questo caso, viene introdotta
in un ribollitore che può trovarsi o alla base della colonna oppure distaccato da
essa.
Lo schema riportato qui di seguito, descrive a grandi linee il funzionamento di
un impianto discontinuo; è interessante notare che la colonna funziona come la
sezione di arricchimento di una colonna continua; quindi, per il calcolo del
numero di piatti, si utilizza il diagramma a scalini con la sola retta superiore di
lavoro.
In questo caso però, l'inclinazione della retta, che va a determinare il numero
effettivo di piatti, è funzione diretta del rapporto di riflusso ottenibile mediante
la parziale condensazione dei vapori provenienti dall' apice della colonna
(Cacciatore et al., 1981).
A
,
,
--~----------------~\
ve
Schema tecnico dell'impianto di distillazione continua Gianazza, tipo ''F.G'' per acquaviti di
vino (cognac o arzenti).
40
Schema generico di un distillatore discontinuo e relativa curva a scalini per la determinazione
del numero di piatti.
41
In tutti gli impianti di questo tipo, quindi, le caratteristiche ed il funzionamento
del ribollitore di base, giocano un ruolo fondamentale dal punto di vista
qualitativo e qu.antitativo della produzione. Costruttivamente essi si possono
dividere in dbe categorie: ribollitori a vinacce "immerse" e ribollitori a vinacce
"emerse"; nei primi, alla vinaccia che viene introdotta al loro interno, viene
successivamente aggiunta acqua fmo ad iImnergerla completalnente; quindi
dopo aver chiuso ermeticamente la bocca di carico, si procede al riscaldamento
che in genere avviene o per fuoco diretto oppure mediante camicia di vapore; i
vapori che si originano subiscono poi una prima parziale deflemmazio~e
all'apice del ribollitore (duomo), per poi essere convogliati, mediante un tubo di
raccordo, alla base della colonna dove vengono distillati (Meloni, 1953).
Il principale inconveniente associato però all'impiego di questa soluzione
impiantistica, che la rende peraltro assai poco impiegata in ambito industriale,
riguarda l'impossibilità di controllare adeguatamente la quantità di calore fornita
alla massa di vinaccia; ciò comporta innanzi tutto lunghi tempi di attesa per il .
raggiungimento della temperatura di ebollizione, il che va a scapito
dell'economicità del processo, ed in secondo luogo l'inevitabile verificarsi di
surriscaldamenti localizzati della matrice con conseguente bruciatura delle
vinacce e formazione di composti empireumatici e di furforolo (o. aldeide
furfurilica) dall'odore e sapore sgradevoli, che contaminano le acquaviti
(Meloni, 1953).
Di uso ben più comune nell'industria risultano essere invece i ribollitori a
vinacce emerse; in essi la massa di vinaccia da distillare viene disposta a strati,
su degli appositi supporti in rete metallica, in modo che non vi sia contatto della
stessa con l'acqua che si trova nella parte bassa del ribollitore; in questo modo,
il calore fornito, serve a portare all'ebollizione l'acqua in modo tale che il
vapore attraversa gli strati di vinaccia operando lo strippaggio dell'alcol etilico e
di tutti i composti volatili; con questo sistema, oltr~ ad essere totalmente
scongiurati tutti i danni da surriscaldamento locale, si permette un passaggio più
uniforme al vapore acqueo, evitando l'insorgere di vie preferenziali per esso con
conseguente minor estrazione di sostanze aromatiche; inoltre si ottiene un
considerevole risparmio energetico, in quanto risulta più facile controllare la
quantità di calore impiegata per la produzione di vapore.
Nella figura riportata nella pagina successiva, è rappresentato un ribollitore a
vmacce emerse.
Come si può vedere esso è costituito da due parti separate da un falso fondo
bucherellato: nella parte superiore sono collocati i supporti in rete metallica per
la vinaccia, mentre nella parte inferiore è contenuta l'acqua per la produzione
42
del vapore; è interessante notare che gli strati di vinaccia, supportati dalle reti
metalliche, si comportano praticamente come i piatti forati di una colonna da
rettifica; quindi, oltre allo strippaggio dei composti volatili, si ottiene anche una
iniziale e parziale separazione dalle flemme (Meloni, 1953).
Rappresentazione dell'apparecchio Comboni a vinacce emerse.
Esistono anche delle varianti dell'apparecchiatura ora descritta, che SI
differenziano principalmente per il modo con cui viene fornito il vapore al
sistema; esse utilizzano dei generatori di vapore esterni che comunicano con il
ribollitore, in cui sono contenute le vinacce, mediante dei tubi resistenti alla
pressione; in questo modo il vapore che attraversa le vinacce, possiede un
maggiore quantitativo di energia e riesce a strippare meglio i composti volatili;
inoltre risulta più semplice controllare il livello dell' acqua nella caldaia evitando .
che vada a secco. Un;altra variante invece, sfrutta l'effetto combinato del
riscaldamento diretto, mediante bagnomaria in cui è immerso parzialmente il
ribollitore, e dell'iniezione di vapore in pressione, onde limitare i consumi
energetici (De Rosa et al., 1994).
Gli inconvenienti che si possono comunque avere, utilizzando queste
apparecchiature, riguardano il pericolo che si verifichino fenomeni di
sovrapressione dovuti alla possibilità che la vinaccia ostruisca il passaggio del
vapore; ciò può essere comunque evitato, avendo cura di introdurre, nel
ribollitore, il 'giusto quantitativo di vinaccia evitando che la massa della stessa si
comprima eccessivamente.
Le apparecchiature dotate di generatore di vapore esterno, presentano,
comunque, elevati costi di realizz~ione e di gestione, per cui esse trovano
impiego soprattutto presso impianti dotati di elevata potenzialità produttiva.
43
Ad ogni modo, la problematica principale associata alla produzione delle
acquaviti di vlnaccia, riguarda la difficoltà di velocizzare i processi di
distillazione, onde ridurre il periodo di insilaggio delle vinacce stesse durante il
quale, si' verlfica la massima produzione di metanolo e di composti aromatici
indesiderati; a tale scopo, la soluzione impiantistica più valida consiste
nell'utilizzare tre o più ribollitori collegati in serie in modo che, i vapori
idroalcolici che si sviluppano in uno qualsiasi di essi, prima di essere inviati alla
colonna di distillazione, sono fatti passare in tutti gli altri ribollitori meno uno, il
quale deve essere sempre aperto per cons~ntire lo scarico della vinaccia esausta
ed il carico di quella fresca con una certa continuità. Occorre comunque
precisare. che non si tratta di "continuità~~ nel senso di introduzione continua
nell' apparecchio della materia prima da distillare ed estrazione continua del
distillato, ma piuttosto di esaurimento metodico della materia prima posta in
~stillazione in più caldaie (Meloni, 1953).
Lo schema, riportato nella pagina seguente, mostra un impianto con ribollitori in .
serie, nel suo insieme.
Osservando la figura si può facilmente intuire il funzionamento
dell' apparecchiatura: la vinaccia viene innanzitutto caricata su ciascuno dei tre
panieri dei ribollitori a vinacce emerse, i quali vengono poi chiusi
ermeticamente con le apposite viti di pressione; successivamente si invia il
vapore diretto che, proveniente dal tubo K, entra, dal basso, in ogni ribollitore; a
questo punto, agendo su uno dei rubinetti a tre vie indicati con le lettere r, s o t,
si aziona
una coppia di ribollitori mentre
,
. nel terzo, non ancora azionato, si
completa l'operazione di carico della vinaccia; i vapori idroalcolici, che si
sviluppano quindi nei due ribollitori in esercizio, defluiscono nel tubo collettore
V dal quale entrano succe~sivamente nel terzo tronco della colonna
deflemmatrice D (Meloni, 1953). '
,Dal pUBto di vista puramente quantitativo, l'impianto ora 'descritto può distillare
fino a 150q di vinaccia al giorno e nello stesso tempo, può produrre da 4 a 5
ettanidri di acquavite, corrispondenti circa a 8-10 ettQlitri di grappa a 50° alcol
(considerata una resa della vinaccia del 3% circa), al girno (Meloni, 1953). '
Esistono cOlpunque molti altri tipi di impianti per la distillazione delle vinaccie
che, pur impiegando accorgimenti impiantistici differenti, si basano
fondamentalmente sugli stessi principi di funzionamento ora descritti.
Occorre comunque sottolineare il fatto che, per produrre una buona grappa, non
basta disporre solo di un buon sistema di distillazione oppure di vinacce di
pregio, ma bisogna saper combinare sapientemente le due cose; cioè saper
scegliere le vinacce migliori e saper gestire con coerenza e razionalità
l'impianto, piccolo o grande che sia.
44
45
II'
Schema completo di un impianto di distillazione a ribollitori in serie tipo Erba,
La distillazione della vinaccia
particolare con elevate dosi di alcol etilico, non si verificherà l'evaporazione
della stessa ai suddetti 21 DC e analogamente non occorrerà che vengano
raggiunti i 130 DC per la distillazione degli alcoli amilici (De Rosa, 1994).
In definitiva quindi, ad opera delle interazioni chimico fisiche che si verificano
tra i componenti di una miscela acqua-alcol, derivante da un processo di
fermentazione naturale, il passaggio nei vapori, delle sostanze volatili disciolte
in essa, non si effettua secondo un ordine prioritario di volatilità, ma bensì
secondo la tensione di vapore che si crea al variare della solubilità delle diverse
sostanze in funzione della gradazione alcolica della soluzione.
Il particolare comportamento dei diversi composti volatili in soluzione alcolica,
fu studiato dal Barbet, che, sulla base dei risultati ottenuti da numerose prove
condotte su soluzioni alcoliche di tali composti a diverse concentrazioni,
introdusse un coefficiente detto di "purificazione' indicato con K, che spiega il
comportamento dei vari composti volatili in funzione del grado alcolico della
soluzione in cui sono disciolti. Il grafico riportato qui di seguito mostra appunto
l'andamento della relazione tra il coefficiente K ed il grado alcolico per un
.
determinato gruppo di sostanze volatili:
Fino ad ora, si è focalizzata l'attenzione principalmente sui fondamenti teorici
della distillaiione e sulle tecnologie impiantistiche applicate alla produzione dei
distillati; risulta ora interessante, completare la trattazione, prendendo in
considerazione, tutti i fenomeni che si verificano durante il processo di
distillazione della vinaccia.
A tale scopo occorre innanzitutto ricordare che la vinaccia è costituita da un
insieme di sostanze, dalla cui azione combinata dipendono in maniera decisiva
le caratteristiche organolettiche della grappa, aventi differente volatilità e quindi
anche differenti punti di ebollizione; quindi, la loro quantità relativa, nel
distillato, dovrebbe essere funzione esclusivamente di questo parametro chimico
fisico, dato che, dalla teoria della distillazione, si è appreso che la separazione
dei componenti di una miscela liquida avviene principalmente in funzione della
loro differente volatilità e quindi dei loro punti di ebollizione.
Studi precedenti (Riponi et al., 1991), condotti sui distillati di vino, hanno
dimostrato invece che, nelle frazioni di testa, oltre alla presenza dell'aldeide
acetica che è un composto molto volatile (punto di ebollizione pari a 21 DC), si
trovano anche quantità considerevoli di alcoli amilici il cui punto di ebollizione
si aggira intorno ai 130 DC, addirittura superiore a quello dell' acqua; inoltre è
stato rilevato che, la quantità di "non alcor' (la quota complessiva di composti
presenti nelle diverse frazioni, ad eccezione dell' alcol etilico), varia nettamente
in funzione delle frazioni in cui viene determinata. Questo infatti viene distillato
praticamente solo nelle primissime frazioni, nel caso in cui l'etanolo sia presente
in maggiore quantità; al contrario, quando la materia prima è meno alcolica, la
distillazione delle sopracitate sostanze perdura un intervallo di tempo più lungo
(Camacini et al., 1993).
Tutto ciò può essere spiegato considerando l'effeto di trascinamento (effetto
entrainer) indotto dall'alcol etilico sui singoli composti volatili e influenzato sia
dal suo contenuto nella materia prima che dalla cinetica del processo di
distillazione (Camacini et al., 1993).
La distillazione di una miscela di sostanze volatili, quindi, non avviene in
funzione diretta dei loro diversi punti di ebollizione, ma bensÌ ad una
temperatura che avrà un minimo ed un massimo entrambi influenzati dal grado
di solubilità delle sostanze stesse nonché dal tipo di sostanze presenti in
maggiore quantità (Antonelli et al., 1990); per cui, essendo l'aldeide acetica e
gli alcoli superiori presenti in soluzione insieme con altre sostanze, ed in
Grafico delI' andamento di K in funzione del grado alcolico per un gruppo di composti volatili
46
47
"""-n:l,.r, ..... ((;1'100 ML)
ItlCI.. U(1.....0<;l
"·-r-:4Q.l.....5p·~--
~--l-!~~f--ti
.
_
--
Q~::::;···-~/}'L-r-"'l'''--,-l
--.J.--"-+'--f·--f---f
Dallo studio di questo grafico si possono trarre delle importanti considerazioni,
sul comportamento delle diverse sostanze volatili in fase di distillazione; ciò
consente di migliorare l'efficienza degli impianti di distillazione, sia artigianali
che industriali, relativamente ad una maggior capacità degli stessi a frazionare i
diversi componenti volatili, al fine soprattutto di poter scartare, nel momento
della loro massima concentrazione possibile, quelli ritenuti indesiderabili.
In base ai valori che può assumere K, si può dedurre che: quando K è uguale a 1,
sussiste la stessa percentuale di impurezze sia nel liquido che nei vapori
(difficile separazione); per K maggiore di 1, si ha che i vapori sono più ricchi di
impurezze rispetto al liquido, per cui per valori corrispondenti a 2 o 3, significa
che quella determinata sostanza è presente nei vapori in concentrazioni di 2 03
volte maggiri rispetto alla sua concentrazione nel liquido ~ infine quando K e
minore di 1, significa che l'impurezza si concentra nel liquido e quindi
costituisce un prodotto di coda.
TI caso più importante, soprattutto nell' ambito soprattutto dei distillati c;li
vinaccia, di applicazione del concetto di coefficiente di purificazione, riguarda
l'alcol metilico, esso infatti, al variare della gradazione alcolica, presenta un
valore di K che ben poco si discosta da 1, per cui anche ad alte gradazioni è
difficile separarlo in prima distillazione quale prodotto di testa. Questo
comportamento, in generale, è tipico di tutte quelle sostanze che vengono
definite impurezze "ibride", dato che si possono trovare tanto nelle frazioni di
testa quanto in quelle di coda (De Rosa, 1994).
Si possono ora trarre .delle importanti considerazioni riguardanti il
comportamento distillatorio dell'alcol metilico e degli alcoli superiori, in
relazione alle tecniche di distillazione prospettate in precedenza: a vinacce
immerse ed a vapore diretto. In base a ricerche precedentemente effettuate, a tal
riguardo, si può rilevare che: mentre l'andamento della variazione del grado
alcolico e del quantitativo di alcol metilico nel tempo, ,nòn presenta sostanziali
differenze tra le due tecniche, la variazione del quantitativo di alcoli superiori,
nelle diverse frazioni, presenta differenze sostanziali; in particolare, con la
distillazione a vinacce immerse, la concentrazione di alcoli superiori raggiunge
il massimo inizialmente in corrispondenza delle prime frazioni di testa (60-75°
alcol) e successivamente in corrispondenza delle ultime frazioni del cuore (4050° alcol); inoltre, la distribuzione dei diversi alcoli, nelle suddette frazioni,
dipende dalla lunghezza della catena alchilica: le prime frazioni sono costituite
prevalentemente da n-propanolo e i-butanolo, lnentre quelle successive
contengono prevalentemente n-esanolo: Nella frazione intermedia della
distillazione (cioè quella a gradazione alcolica massima), è stato rilevato invece
il minimo contenuto di alcoli superiori. Nel caso della distillazione a castelli con
vapore diretto (a vinacce emerse), la concentrazion~ di alcoli superiori presenta
invece, un unico picco massimo che risulta essere diversamente posizionato, in
corrispondenza delle frazioni a gradazione alcolica medio - bassa, in funzione
della gradazione massima centrale: quanto più essa è elevata, tanto più il picco
massimo risulta spostato verso le frazioni di coda (Avancini et al., 1977).
TI metanolo, che come si è già detto in precedenza, si comporta sempre allo
stesso modo, indipendentemente dalla tecnica di distillazione adottata, si
mantiene su valori di concentrazione. praticamente costanti durante tutto il
processo (Avancini et al., 1977).
In conclusione quindi, si può dedurre che il problema della riduzione del
quantitativo di composti di testa, nelle grappe ottenute con tali impianti, si
presenta di difficile soluzione poiché si potrebbe intervenire, eventualmente,
solo sulle primissime frazioni distillate; d'altra parte, eventuali simili operazioni
dovrebbero, se effettuate, poter incidere sul contenuto globale di alcoli superiori
presenti solitamente nella massa grezza finale, ma devono soprattutto tenere
conto del comportamento distillatorio di altri componenti, essenziali all'aroma
della grappa, quali ad esempio gli esteri, che hanno una minor so glia di
percettibilità rispetto agli alcoli superiori (Avancini et al., 1977).
In pratica, quindi, l'allontanamento delle teste, effettuato soprattutto nell'ambito
delle piccole produzioni artigianali· principalmente a causa del metanolo, porta
unicamente ad una forte attenuazione della caratterizzazione aromatica dei
distillati, poiché è in questa frazione che si accumula la maggior concentrazione
di composti volatili (Carnacini et al., 1993).
In ambito industriale invece il problema "metanolo",viene affrontato, in modo
più razionale, impiegando soluzioni impiantistiche diverse il cui funzionamento
si basa sugli studi effettuati dal Barbet, nel 1888 relativamente al processo di
"pastorizzazione" o separazione delle teste. TI principio di funzionamento di
questo sistema, consiste nella riebollizione violenta del liquido di
retro gradazione , che rientra alla sommità di una colonna di rettifica, allo scopo
di liberarlo dai prodotti di testa e nel' estrazione del prodotto finale (alcole
purificato) dal liquido bollente in uno dei piatti superiori della colonna stessa e
non dal condensatore di riflusso. In pratica Barbet, sfruttando le proprie
conoscenze sul comportamento del metanolo quale "ibrido", pensò di sottoporre
a distillazione il liquido di riflusso; infatti il metanolo si comporta da prodotto di
testa solo a gradazioni alcoliche elevate (circa 90 0 alcol), per cui può essere
separato solo da tale liquido che, estratto dalla sommità della colonna ha
appunto una gradazione elevata.
48
49
Lo schema qui riportato, mostra l'apparecchio realizzato da Barbet per effettuare
la "pastorizzazione~~.
PARTE SPERIMENTALE
Scopo della tesi
u
v
L'evoluzione del mercato dei super alcolici, in questi ultimi anni, è stata
caratterizzata dalla ricerca di un miglioramento della qualità che ha trovato,
soprattutto nel settore dei disti11ati di vinaccia e di uva, la sua massima
espressione, orientandosi verso la ricerca di prodotti sempre più elaborati sotto il
profilo aromatico e sensoriale.
Nella presente indagine si è valutata l'influenza, sulla composizione in elementi
volatili (alcoli superiori ed esteri) di disti11ati di vinaccia, esercitata da 5 ceppi di
lievito selezionati, inoculati su vinacce vergini CV. Trebbiano e confrontati con
la flora microbica ambientale (ceppo testimone).
Come è noto, l'effetto organolettico apportato dal complesso di tali composti
può incidere notevolmente sulle caratteristiche del1a vinaccia fermentata e
quindi sulla composizione aromatica del prodotto finito.
Dispositivo Barbet di pastorizzazione per la separazione delle teste.
il funzionamento di tale dispositivo può essere spiegato in questo modo: i vapori
idro alcolici che dal basso giungono nella parte più alta della colonna C, entrano
nel condensatore D dove si liquefano quasi totalmente e dopo essersi raccolti
nella parte inferiore del medesimo, rientrano in colonna tramite il tubo a, in
corrispondenza del primo piatto superiore, come liquido di retro gradazione
necessario alla funzione rettificatrice della colonna stessa; i vapori residui
passano, tramite il tubo b, dal condensatore D al refrigerante E dove sono
totalmente condensati; tale liquido che rappresenta appunto la frazione di testa
separata,
. può. andare direttamente, tramite il tubo c, alla provetta delle teste T,
oppure può essere in parte inviato tramite b come retro gradazione in colonna
(Meloni, 1953).
Simili apparecchiatura però, possono essere abbinate solo ad nnpianti dotati di
grande potenzialità produttiva, che peraltro sono poco diffusi nell'ambito
nazionale, dove prevalgono invece le piccole produzioni artigianali che, d'altra
parte, concorrono a salvaguardare le tradizioni legate al prodotto "grappa" e che
quindi non potranno mai essere trasformate in grosse realtà industriali.
50
51
CEPPO 6392
Materiali e metodi
:- Identità: Saccaromyces cerevisiae, razza fisiologica cerevisiae
Sono state impiegate vinacce di uva CV. Trebbiano a maturazione industriale
(lO-lI ° alco!) raccolte immediatamente dopo pressatura e suddivise in 6 kegs da
9 litri, in 5 dei quali è stato effettuato l'inoculo con ceppi di lievito selezionati
provenienti dalla collezione DI.PRO.V.A.L. (Università di Bologna); il sesto
keg , invece, è stato lasciato aperto all'aria in modo da fare attecchire la
microflora di lieviti dell' ambiente (ceppo testimone).
Le prove di fermentazione della vinaccia sono state effettuate in doppio.
L'inoculo è stato effettuato aggiungendo, in ogni keg, 100 mI di precoltura di
3gg; si è chiuso poi il coperchio a tenuta e si è sottoposto il tutto ad agitazione
per omogeneizzare la massa che è poi stata lasciata a riposo per 15gg.
In seguito sono stati prelevati da ogni keg, 600g di vinaccia fermentata e
trasferiti in sacchi posti immediatamente in congelatore e conservati ad UIJ.a
temperatura di -20°C in attesa di essere analizzati. La restante quota di vinaccia
(circa 3 Kg) contenuta ancora nei kegs è stata a sua volta suddivisa e posta in
due sacchetti contenenti circa 1,5 Kg di vinaccia ciascuno, posti anch' essi in
congelatore in attesa di essere distillati.
Le caratteristiche dei diversi ceppi di lievito impiegati per la fermentazione,
sono riportate qui di seguito:
- Caratteri tecnologici:
dotato di molto vigore, presenta un ottimo avvio di
- ;Jermentazione a 20°C e mantiene un decorsò moderato e regolare anche a 15°C.
•-, -Ha una capacitàalcoligena superiore a 14° alcol; è resistente a concentrazioni di
100 mglL di'S02; ha sviluppo polver:ulento e non schiumogeno.
- Caratteri di qualità:
produce basse quantità di acido acetico e quantità
medio alte di S02; non produce idrogeno solforato; produce alte quantità di npropanolo. '
,CEPPO 12233 '
..; Identità: Saccaromyces cerevisiae, razza fisiologica uvarUlfl,
~d~:Caratteri
tecnologici: ' fernienta bene a temperature èòmprese fra 5 e 30°C: a
,temperature inferiori a 18°C superano in energia di fermentazione i ceppi
normali di Saccaromyces; a temperature superiori non presentano diversità di
VIgore.
Hanno capacità alcoligena superiore a 14° alcol; sono resistenti a concentrazioni
, 'fdi 100 ,mgIL ,di S02; presentano sviluppopolverulento e non schiumogeno -
CEPPO 7833 2c
;.. Caratteri di 'qualità:
produce bassissime quantità di acido acetrco;medio
,. basse quantità di idrogeno solforato; bassissime quantità di S02. Produce però
quantità elevate di glicerolo e di acido succinico (mediamente 0,5 gIL in più
rispetto ai normali cerevisiae), in funzione anche dàgli zuccheri presenti' nel
,mosto; sintetizza l'acido malico in' maniera variabile in~funzione della
.' concentrazione iniziale di tale acido: tanto più è basso il 'suo quantitativo
i. iniziale~ tanto maggiore è bi sintesi. .
- Identità: Saccaromyces cerevisiae, razza fisiologica cerevisiae derivante da
coltura da singola spora del ceppo eterozigote 7833.
- Caratteri tecnologici: buon livello di energia fermentativa e alcol tolleranza.
Capacità di portare a termine rapidamente la fermentazione. Le cellule però
autolisano velocemente quindi è fondamentale utilizzar€ precolture fresche.
Ha una capacità alcoligena superiore a 14° alcol, è resistente a concentrazioni di
100 mgIL di S02; ha sviluppo polverulento e non schiumogeno.
- Caratteri di qualità: produce quantità medio alte di acido acetico; quantità
medie di idrogeno solforato; quantità medio basse di S02; quantità elevate di ibutanolo e medie di glicerolo, acido succinico e degli altri alcoli superiori.
Provoca una blanda fermentazione maloalcolica demolendo circa il 10%
dell'acido malico del mosto.
Prùducè però una quantità maggiore di composti secondari,' con conseguente
'. (riduzione della resa alcolica (3-5%).
'Questo; ceppo produce anche- elevatissime quantità, di - 2-feniletanolo
(mediamente 300 mgIL contro i 20~30 mgIL,dei normali cerevisiae) e del suo
'estere. ,-', '
i, '
f
,"
'CEPPO :2222
L
52
;-
11
Identità: Saccaromyces cerevisiae, razza fisiologicacerevisiae. :
.', 53
- Caratteri tecnologici: è dotato di un alto vigore fermentativo; ha una
capacità alcoligena' superiore a, 14~ calcol;"hasviluppo;polverulento"'enon
schiumogeno.
(.'
~
'. Caratteri' dicqualità,: produce basse 'quailtità di S02; produce idrogeno
solforato; produce 'quantità basse di acido' acetico ed:>è"Ull produttore medio di
glicerolo, di acido sue cinico, , di -n-propanolo '~dii~butarrolo;demolisce Faddo
malico.
r
{.
(':r
,',
'. :CEPPO 6167
• Identità : Saccaromyces cerevisiae, razza fisiologica cerevisiae
J
c.
r·
- Caratteri tecnologici: è dotato di un alto vigore fermentativo;ma lUla dlp'acità
alcoligena superiore a 14° alcol; ha sviluppo polverulento enoD. schitiinogeno.
: - Caratteri di.qualltà': produce basse 'quantità,diS02;'èproduttòre di idrogeno
, , solforato~produee\quantità basse~dLacido'acétiéo: ed acido succinico' ermedio
basse ,di glicerolo; è inoltre un grosso ptoduttore di:n:..propanolo.' ,
È Wl demolitore dell'acido malico.
La vinaccia fennentata ~èstàta distillata utilizzando'Wl ,4i$ti11atòre tl~ 'laboratorio
in vetro pirex (figura 1) composto da un pallone della capacità di 2 litri (A), da
, " una colonna ,.di rettifiea':(B)e,:dà un condensatore a serpentino 'coIlcamicia a
'circolazione fòrzata' di acqua e'glicole (C)collegatoallacolonnarmediante un
, :"tubo da raec.ordo,'{D); 'per il riscaldamento' del (pallon~- dà, distillazione è' 'stato
'impiegato'unmantello, riScaldante' da laboratorio' (E); • la temperatura della
soluzione 'g1icolata 'è stata mantenuta a -2°,c'mediante una',bagno'termostatico
" ,(F) a ricircolazioneRheòterin 115 Contarves.Il çìclo dilavorazioneadottato è
stato il seguente: sono stati introdotti nel pallone' da distillazione 600g di.
vinaccia pesati eonla'bilancia tecnièa e 400 mI diàcquadi fonte (rubinetto), in
modo da immergere completamente l'intera: massa, dellavinaccia: È stato poi
azioriatòi1 mantello riscaldante~ :regolato innrodo da'impedire la bruciatura della
\; ,vinaceia.e l ':avvio di Wla .ebollizione troppo tumùltuosa:
,',
Si sono così ottenuti 100 mI di distillato a basso grado (circa 10° alcol), che è
stato poi a sua volta distillato nel medesimo apparecchio effettuando il
frazionamento delle teste e dei cuori Cl mI di teste e 20 mI di cuore, a 809 alcol):
Le frazioni ottenute sono state in seguito sottoposte .adanalisi gas cromatografica
(Antonelli et al, 1995); in particolare, sono stati prelevati 100 fll di cuore che
I c
54
" sono 'stati analizzati a parte, mentre la:'quota' residua è stata riunita alle teste
,
(frazione cuore + testa):
Per 'la determinazione degli 'alcoli superiori 'e degli 'esteri~. è stato adottato il
, metodo dello standard interno, utilizzando un gascromatografo ,con' colonna
capillare Carlo Erba HRGC 5300 Mega seriescon rivelatore a ionizzazione di
[ '" ,fiamma; oper-ant-e,eofl'le,seguenti eond.izlt)ni~' "
. -, iniettore; split/splitless (rapporto di splittaggio 1/15), temperatUra 230°C;
- temperatura del rivelatore FID,230°C; ,
,<, ",
gas 'di trasporto (H2) con flusso di 1,5 ml/min; ,
" "i.
programmata tenriica, 45°C per 3~4 1°C/min ~ 50°C,
'So.C/rtiin ~
125°C,~ l O°C/min ~. 200°C per 3 rrllri (dopo alctirie iniezioni di prova si è
Visto che alla temperatUra fmale di 200°C la: stabilità dellaf~estazionaria
., 'risultava wl po' comp'romessa, 'détenninandò Unadei-iVadella~lfueadì base
sul cromatogramma; la programmata termica è stata, quindi modificata
, impostando una temperatura Tm.a1edi 180°C per 5min);
. volume di iniezione, lJ.Ù;
('.
,.. ,.,
~.
. stàiidard iritertlo,'alcol n-noniIico{117 mgll):
,,'. L
'
Per/là separàzionedei suddetti composti è :stata 'u1iliZzata una~oloriiià multifase
costituita da: 1 m di precolonnàdisàttivata:con' '1,j~diferii1-1,1,3,3,
tetrametildisilazano DPTMDS (0,32rrnn id); 6mCarbowaX'20M (0;32 IDm id,
0,45 flm df), 12 m OVI e Carbowax 20 M 1:1 (0:32'rrnn id; 0,25'~IÌ1 diX 30 m
PS264 (0,32 rom: id, 5 flm df),preparataseguendo:ilmetodo 'propostO'daGrob
(Grob, 1986), utilizzando capillari di vetro odi 'silice' fusa da 0;32 nlin di
diametrO. interno., disattivati con BaCO:;..
L'individuazione dei composti è stata effettuatamediarite confronto dei tempi di
ritenzione, utilizzatando una misèela di' standaidptiri così composta:-aldeide
, acetica Cl 00 mgll), metanolo(1 00 mgll), acèta~b'di eti1é (100 :mg'jl)~ 'n:ptbpanolo
,
'" .
!
,-',' -', . :
(JOO'rngll), 2-butanolO' {lO&lngll}, i-l'f0}YcJ1lO1O' {lOo-mgfl),aèetafe (lOO-mgl1:}, nbutanolo (100 mgll), alcoli amilicf(l700 mgJI); acetomo' (100' mgtI);"làttato di
etile"(l 00 'mg/l), esanolo (100 mgll), furfufolo (1 (JO mg/l), esanoato di etile Cl 00
illg!I)" acetato di' esile (100 nigll), aIéol' nonilico (117 mgll standard interno),
alcol furfutilico (100 mg/l), alcol/benZilIco (103 :nlgl1.), acetato di 22feniletanolo
(100 mgIl); sona stati p.oi calcolati i fattori di risposta (K} p,eT 'o.gm.' singola
componente, utilizzando la Seguerite formula (Amandola et àL~1991Y' /"
,~
fattore -:-' (eone. an~dita tr areaS.I.)/(conc. :S~I. tr àrea anaIita) .
55
,··.·.. Sono state inoltre, eseguite alcune analisi sulle vinacce fernientate, onde
stabilirne la composizione, le caratteristiche chimiche e la', presenza< .di altri
: prodotti secolic4ìri della ~fennentazione,· quali' F riddo succinico; l' acìdo :malico e
, ·la glicerina, ]1er ,evidenziare' possibili correlazioni éon la produiioné di alcoli
· supenon,I,
In una prima fase si è proceduto 'alI'estrazionee'dei componenti solubili dalla
matrice solida, utilizzando quale solvente acqua distillata (Amati et al, 1994); in
particolare si sono pesati 20g di vinacci~ àcui:::, sono 'sfatiaggiunti, mediante
cilindro graduato, 150 mI"di acqua~,;distillata. ' l'Dopo trattamento con
Condizioni d'analisi: temperatura di condizionamento della colonna, 47°C
(forno colonna, Jones Chromatography); pressiope, 50-51Kglcm2 ; flusso,
0,500 m1/min; fase mobile, acido solforico, 0,0045N + acetonitrile al 6%
. '-c
Per ,l'identifj.ç~ione dei picchi mediante confronto. dei tempi ,di ritenzione, è
stata impiegata una miscela di ,standard puri a .concep:tr~ion~ nota impiegata
(Ulche per la determinazione delle concentrazioniIU~çiiaIl-tecurva di taratura.
Per l'i11tegraL;iop.e dei picchi ed il calcolo delle concentrazioni è stato utilizzato
~0t:Win Chromatography Software (versione 1.0).
StYla vinaçcia è s~ato inoltre detenninato il, gradp alcolico (metodo G.D) previa
òlIlogenejzzatòre centrifugo silversonda labòratotio, il campione·.'è stato
pr~levato? preyio, ~ccurato lavaggio del, contenitote e trasferito in un' recipiente
, , . cla centrifuga; è stato'· quindi(centrj.fugatq~, a JQ90 ;rpITl perJ5'a :20°C; il
sumatante è stato filtrato mediante ;(iUro apiegh~,e trasferito Ìl1lJJ:ltnatraccio
tarato da 250 ml. .
,"
.' ~·;.C
Il precipitato residuo. su).'fondo 4el'recipiente ~Lçeptrtfuga, è (s.~a.tQ lavato per
due volte impiegando, rispettivamente, 50 e 30 ml di acqua distill~ta, avendo
cura di riportarlo in sospensione; ~ stat(). ~poi nuovame~tecentrifug(;lto· a 3000
rpm per lO'; il surnatante così ottenij.to è~~!~to introdotto .ançh'ess.o, nel
~matraccio da 250 nP . e portato a volume .• , :, , '.
,Su di· un'aliquota
di.qij.estoestratto:si è procefluto, alla detenninaz~ol1e·.d~LpH e
...
, 'ldell'aciditàtQt~e (metop.():q.V). , . \' .
. " ii
:(' !L campione residuo èsta!() ad<:liz~()p-a~o. cOJ}l mI di broIIl~acetato <li ,~etile
all' l<x" in attesa di ::~sse;re sottoposto ad ulteriorialfalisi.
Tali analisi sono state effettuate. mediante cromatografia liqu.ida ad alte
· prestazion,i (HPLC)pr~via fùtr,aziop.ec,del campione con filtri da OA5'J11l1: .
degli
zuccheri.'
fennentescibili, '(glucosio e -fruttosio) e
· ...; detenninazione
,,<
".,
, ' . :.
,.
.
"
"-'
<"
,
"
- ' , '
(modificatore ,organico); volume di iniezione, 100. Jll conmi~o siringa
Hamilton.,
estrazion~ del campione (Amati ,et al, 1977).
"
~
';
~
glicerina: apparecchio;HPLC; J~~pCOl?- ,powpa,f.!:da)tllpres.~ipne, PU 980
Jasço;riyel~!gn~ad indice diri~azi9ne, RI 83Q.JascQ; pr~~olonna, Biorad (30
, x 4;6mn;t) (fon cartuccia a catione H; c()J~f11l:a, ~~9~a4. Anrin~x HPX 87H (300
'~78mm), con fase stazionaria costi;tuita ~ resina,-in .foffi1a idrogeno (fase
attiva)suppOIT(:lta da un copolimero pi ,p_artiçe!le,,~<9i~etro pari. a9. J..I.1U
costituito da cllvinilberg;ene solfonato, e stiren~;\;iniettore Rheodyne çonJoop
da 20J!1;
" ,
,.
..... ,
,
;
:'
"
.,;.'
,,-
,\,-.,
""-
ultravioletto" l)Y970. Jasço', operantel:illa lunghezza d'onda di .
220nm.
;; 56
.....
~ ,";
determinazione, iqegli, : acidi organjçi~ sono state impiegate le stesse
apparecchiature di cui sopra, con l'unica differenza costituita dal tipo di
riveh:lto~e,ad
(
{
r'
57
'
,Discussione dei risultati
Nelle condizioni analitiche nnpiegate, sono' state individuate, 'in modo
quantitativaniènte ponderabile, 16 sostanze relativeru cuori dei distillati delle sei
tesi oggetto di indagine (tabella 1 e figura 2 ). Le concentrazioni di tali
componenttnel complesso rientrano nei valori'melli riscontrabili in bibliografia
(AntoIielli et al., 1999) (Carnacini et al., 1993).
Nel graficò~ 1 :sono riportate le quantità totali, ID mgIL,:' dei composti sopra
menzionati che Iioncomprendono l'etanolo e chevengoho defrnitiglobalmente
"non alcol", Si può notare come, in generale, la (maisima produzione di 'non
alcol, non subisca variazioni di-rilievo in funzione del ceppo di lievito,
oscillando a1l'intemo di un intervallo di valori! abbastanza ristretto; l'unica
eccezione significativa, è rappresentata dal ceppo identificato con 6167 che si
rivela es~ere il maggior produttore in assoluto.
Se si considerano queste sostanze non nel complesso, singolarmente, si
riscontrano situazioni differenti nelle 5 tesi sperimentali; nel grafico 2 sono
rappresentate le variazioni percentuali dei composti volatili, trovati nei cuori e
riferiti al testimone.
In generale, si può notare che le differenze più evidenti di produzione di
composti volatili, sia in senso positivo che negativo rispetto al testimone,
riguardano principalmente l'aldeide acetica, l' etil acetato, il n-propanolo, l'ibutanolo, l' acetale, gli alcoli amilici, il lattato di etile, l' ottanoato, di etile e
l'alcol benzilico.
Per quantificare meglio queste differenze, è stata quindi effettuata, su tutti i dati
ottenuti dall'analisi dei cuori, l'analisi della varianza (ANO VA) ad una sol~ via
con la sorgente di variazione effetto del ceppo; i risultati ottenuti sono riportati
nelle tabella 1. Identica elaborazione statistica dei dati è stata condotta
considerando la composizione della parte di distillato per la quale non è stata
realizzata la separazione della frazione testa dal cuore. L'assenza di
frazionamento mostra l'eventuale interferenza data dallo stesso sulla
composizione del cuore. Infatti, con l'impianto di laboratorio impiegato, l'errore
nel separare 1 mI di testa, è tale che può alterare la composizione del cuore in
lnodo non ripetibile tra un campione e l'altro.
Nella tabella 2 è riportata l'analisi della varianza dei dati (ANO VA) ad una sola
via con la sorgente di variazione effetto del ceppo relativa all'insieme della
frazione di testa più cuore.
" 58
l dati riportati, sono le medie di 4 repliche di analisi (2 fermentazioni" e 2
r
,distillazioni); le lettere minuscole evidenziano le differenze, ricavate mediante il
. :test di Tukey ad un livello di p inferiore a 0,01, esistenti nel1aproduzionedi un
determinato composto in funzione del ceppo di lievito. In sostanza, quindi, se
per un determinato parametro sono state trovate delle differenze di' produzione,
statisticamente significative, queste vengono evidenziate mediante l'apposizione
. cdi lettere minuscole diverse; le sigle ''{md» 'e «ns», indicano' invece
rispettivamente, che il composto non è stato determinato· nelle condizioni
analitiche impiegate e che le differenze esistenti non sono statisticamente
significative (nd= non determinato, ns= non significativo). '
Prendendo'in esame i dati riportati nella tabella l, relativi ai composti
'determinati nei cuori, si può notare, che il metanolo e,l'aldeide acetica; non sono
statisticamente. significativi; ciò è attribuibile al fatto che il primo non è un
'prodotto dell'attività fermentativa dei lieviti, ma deriva dalle ,modificazioni
'chimiche che si sono verificate 'a carico della vinacciadurante la sosta nei: kegs
..... di. fermentazioné; mentre l'aldeide acetica, puressendo legata all'attività
fermentativa, è un composto volatile presente prevalentemente n~l1e teste per
, 'cui,Ja sua'quantità relativa nei cuori, si riduce stabilizzandosi con la sep'arazione
'delle due fraiioni. Ad ogni modo, si 'può comunque notare cne']'andamento
: ,dell'acetaldeide, in funzione del ceppo, è più van ab il e del metanol o.
. Per. quanto riguarda l'acetato di etile, invece, si rileva che la 'sua produzione è
influenzata, in modo evidente e significativo"dalceppo' '(grafico 3); in
particolare la formazione di questo estere, come si vedrà meglio. in s~guitò, è
"legata alla produzione .di acido' acetico~ L'andamento del:.graftço, mostra
: . ,'chiaramente che le tesi, statisticamente differenziate nella produzione di acetato
,r:dietile, sono: il testimone, il 6167, il 2222 e il 6392; questé ultime dùe 'sono
anche quelle che ne producono in quantità mOllore. .~ i :
"';". Considerando la produzione di alcoli superiori, si può vedere 'che, per' quanto
,'riguarda il n-propanolo (tabella l), non si evidenziano variazioni sigriificative
'nei cuori: tutti i ceppi presentano più o meno la medesima attitudine 'alla
.produzione di questo composto. Ciò .può. apparire' poco giustificabile,
considerata la differente capacità di metabolizzare' l'acido ,~aminobutirrico,
principale precursore ~i questo alcol. Perciò si ,può attribuire questo fenomeno
, all'effetto 'provocato dalla separazione delle' teste e/o allo sviluppo, in seno alla
vinaccia, di una miCfoflora sdvaggia, la' cui ,'attività fermentativa' si è
, sovrapposta.aquella del ceppo inoculato, riduéendone 1'é'ffetto.· ,
Ben più importanti risultano essere, invece, le ,differenze riscontrate nella
produzione di i.,.butanolo e degli alcoli amilici (grafico 3); in partié'olare, per il
, 59
'primo, le"tesi che si differenziano maggiormente sono: il ,testimone (maggior
produttore), il 2222 (miilorproduttore) e il 12233 (medio produttore); Per il
secondo; gli unici due ceppi che, si differenziano rispetto agli altri sono: i12222
quale minor pl'Oduttore in assoluto, ed il 6167 quale maggior produttore. Tutti
, gli altri si attestano su valori più o meno simili. ' ..
L'analisi dei composti volatili della frazione unica testa + cuore, può evidenziare
, , l' influenzà esercitata dalla. prima, quale causa 'della differenZa riscontrabile a
livello aromatico.
'Risulta interessante evidenziare questo fatto, prendendo in considerazione i dati
relativi alla determinazione dei composti volatili sui campioni derivati dalla
'frazioneumca testa + cuore (tabella 2). Anche in' questo caso, relativamente al
metanolo e all' aldeiae acetica, non si evidenziano variazioni di rilievo "rispetto
alla frazione .dei soli cuori; si nota un aumento in ,assoluto del quantitativo di
àldeide acetica nei 6 campioni, dovuto al fatto ,che questo composto è presente in
concentrazioni elevate nelle'teste. TI metanolo, invece; si mantienè sui medésimi
valori di concentrazione e'conferma la sua indipendenza dall'effetto dd ceppo
,(tabella 2):
L'effetto della separazione delle teste:ha, invece, una 'rilevante influenZa sulla
significàtività statistica dell'etil acetato; infatti, l'aùniento :in assoluto"della
concentrazione di questo composto nei campioni comprensivi dell'insiemè 'cuori
+ teste, determinauh' attenuazione delle ,differenze riscontrate nei soli,cuori,'tale
(" da anntillare l'effetto del c e p p o . ' "
" Per quantoriguarda"gli alcoli superiori, si può notare che (grafico 4), 'l'effetto
del ceppo sulla produzione di n-propanolo, è evidenziabile statisticamente nei
campioni «cuori +, teste»~ rispetto ai soli cuori;.- mentre la' varabilità"nella
produzione di', i-butanolo é degli' alcoli;', amilici, si mantiene praticamente
invariata confermando l'effetto del ceppo.
, , Relativamente alla produzione dell'acetale e'dell'acetoino, si può vedere' che
(tabella J) l'effetto delcèppo non è rilevabile, nonostante l'anomala produzione
"'di acetale trovata nel campione 6167; .effettivamente, la formazione di questi due
'composti è legata maggiormente' alle modificazioni chimiche che si verificano a
carico deIP.a1deidè, acetica durante i processi' fermentativi e, solo in minima
parte, all'attività metabolica dei lieviti~
. : ·Nonostante la prodUZione di 2-:butanolosia legata,all'azione svolta dai batteri
, sulla vinac,cia durantel'insilamentoe nonà1l' attività metabolica dei lieviti, sono
state rilevate differenze' ,statisticamente significative,' relativamente alla
produzione di que$tocomposto nelle 6 t~i, sia nel caso in cui è ,stata considerata
,la sola. frazione, di ,cuore, e, sia w~l càSO della.'frazione totale (Quore, +- Je~ta)
I
:'
60
. (tabella 2 e grafico 5). Ciò dimostra lo sviluppo, in seno alla vinaccia, di una
- -microflora selvaggia, costituita anche da batteri, la cui àzione si è sovrapposta a
qu~l1a svolta dai lieviti inoculati.' Questi ultimi potrebbero aver . agito da
promotori o da'ìnibìtori della produzione dì 2-butanolo, ìnfluenzatido l'attività
, metabolica dei batteri. 'Infatti le 'quantità più elevate sono riscontrabili nei
· campioni fermentati con i ceppi 7833 2c, testimone e 12233, mentre le quantità
più basse sono riscontrabili nei campiom 'fèrmentati con i ceppi 2222, 6167 e
", 6392.
,. RelativamenteaH'esanolo si può vedere che l'andamento, è abbastanza uniforme
e praticamente privo di variazioni in funzione del ceppo; solo il testimone
presenta,lina produzione lievemente: superiore rispetto agli altri,·ceppi, come si
può rilevare confrontando i dati rìportati in tabella l: 'Effettivamente, questo
" . composto deriva dali' ossidazione degli acidi linoleico e linolenico presenti nella
("vinaccia e quindi non è un prodotto del metabolismo dei lieviti. :' .
, . Relativamente alla produzione dei composti meno volatili, faéenti parte delle
, ultime frazioni ,del cuore, non sono ri1evabili differenze significative in funzione
,( del ',ceppo (tabella 1). In particolare, -la' produzione di 'lattato di etile, mostra
variazioni molto contenute nei sei campioni analizzati, con l'unica eccezione
fornita dal', ceppo 6167, :che presenta una produzione di questo composto
':'lievemente inferiore 'rispetto agli àltri. Ciò'~ è' attribuibile al fatto che, la
formazione di questo' estere, è legata principalmente 'alI' azione svolta dai batteri
'. lattici che demoliscono l'acido malico producendo acido lattico (fermentazione
i malolattica), quindi, l'attività del lievito può promuovere o inibire 1'azione di
tali batteri. L'andamento praticamentin;ostante delFalcolfurfurilico, (tabella 1),
conferma l'origine di questo composto che deriva da fenomeni pirolitici a carico
· della vinaccia che' si verificano. durante la distinirzion~. Itifme riguardo alla
produzionè di "eti! ottanoato, 'non si riscontra,: ,un effetto statisticamente
.sigirificativodel ceppo (tabella 1);complessivamente, la;'quantità prodotta di
questo composto, si attesta(suvàlori 'abbastanza,':elevati e'dò' costituisce un
· aspetto'positivo date le sue' gradevoli note aromatiche; r':, .
Per considerare globalmente l'effetto del ceppo sulla caratterizzazione aromatica
dei distillati, di vinaccia, è stata effettuata, infme, 1~ atialisidiscriminante,' ad un
livello di confidenza del 95%, dei dati "ottenuti dalHanalisi 'gascromatografica
: ,; delle frazioni del cuore.
Dai risultati ottenuti e rappresentati nel graficò 6, si'può vèdere che non c'è una
netta differenziazione nella produzione diCOlllPosti yolatilLda parte dei cinque
ceppi"di lievito considerati nei confronti del testimone, 'Soltanto il ceppo 6167 e
" in parte il 2222' si rivelano essere quelli maggiormente 'differenziati.
61
,Effettuando poi l'analisi discriminante. anche sui dati ottenuti dall'analisi
gascromatografica della fraiione"cuore + testa", l'effetto 'del ceppo sulla
produzione dei ,composti 'vo1:itili, si riduce ulteriorniente (grafico 7). Ciò,'~e da
un lato è dovuto all'errore ,inSitonellamodalità di prelievo delle teste, come si
può rilevare osservando l'allargamento degli insiemi rappresentati nel grafico,
dall'altro, conferma ulteriormente la scars~frilevanza dell'effetto deL ceppo sulla
caratterizzazione aromatica dei distillati, registrata 'nelle nostre prove..
Per completare il quadro generale relativo al comportamento metabolico dei
cinque ceppi di lievito presi in considerazione,: occorre analizzare' an'che i dati
ottenuti dalle analisi effettuate sulle vinacce fermentate. '" ,
Anche' questi dati' sono stati analizzati' statisticamente (anali,si della c varianza
, ANO VA), allo stesso modo dei dati relativi ai' distillati:ei risultati sonò riportati
nella tabella 3. Si può notare che, mentre l'aciditàtotale ed il pH si mantengono
praticamente costanti in tutti e sei i campioni, il' gràdo alèolico {mL di ;a1col
prodotto/lOOg di vinaccia) si presenta differenziato in funiione deL ceppo come
si può vedere anche' dal grafico' 8; itioltre .tutte le tesi iivelanouna maggior
attitudine alcoligenarispettoaltestimone, .con una netlaprevalenza':de1.'cèppo
6167.
C!
'i
. Riguardo ai componenti fissi; l'acido tartarico non mostra variazioni (tabella 3)~ ,
confermando quanto deducibilè dai dati del pH e dell 'acidità totale. :La glicerina
'invece, presenta una 'variabilità statisticamente significativa (grafico 8); matti
, questo composto è strettamente legato'alladifferente attività fermentativa dei
lieviti e" come è già stato detto in precedenza, deriva dalla riduzione (NAD
dipendente), a livello gli coliti co del diidrossiacetone fosfato. "
Le variaziom più significative, nella produzione, di acidi organici (grafico 9),
riguardano l'àcido piruvico eT acido acetico, con :un andamento, in funziòne del
ceppo, abbastanza simile per entrambi j composti; 'infatti, racido~'acetico si
forma sempre,' durante la fermentazione alcolica, in . seguito :all'ossidazione
dell?aldeide acetica e, questo processo biologico, ,è influenzato dalpH del mezzo
e dalle caratteristiche del ceppo di lievito.':,L'acido piruvico, si accumula nel
mezzo in fermentazione in seguito alla repressione, J>iù o meno prolungata in
funzione del ceppo di lievito, dell'attività della piruvato decarbossilasi.
L'acido succinico' mostra una lieve variazione' èomunque' non significativa
(tabella 3); ciò appare poco giustificabile poichè questo composto è un prodotto
del metabolismo dei lieviti derivante dalla riduzione del piruvato.·
L'acido lattico presenta, invece, un andamento'praticamente costante,conJ'unca
r
,eccezione rappresentata dal caìnpione 7833 2c, Dd quale èstata trovata una
quantità, di questo composto, lievemente superiore risPetto Jille altre ,.tesi
62
sperimentali (tabella 3); ciò rappresenta un'ulteriore prova dell' avvenuta
fermentazione malolattica, ad opera dei batteri lattici appartenenti alla
microflora selvaggia già attiva all'atto dell'inoçulo dei lieviti selezionati.
Infme è stato possibile ricavare alcune interazioni ,positive, tra la produzione di
sottoprodotti del metabolismo e sintesi di composti volatili, che potrebbero
risultare utili per la selezione dei ceppi di lievito. In particolare, osservando i
. ,grafici l~, 1.1 e ,12, si può vedere che, i raggruppamenti nel piano cartesiano dei
punti relativi ,a,i . dati ottenuti confrontando la produzione dell'etil . acetato con
,l'acido acetico (grafico 10), dell'i-butanolo con l'acidopiruvico (grafico 11) e
della glicerina con l'i-butanolo (grafico 12), n~lle sei tesi sperimentali, tendono
, . all~ linearltà (coefficiente R 2 circa uguale "a. 1)., L' eti! ,fl,cetato, deriva
effettivamente dalla esterificazione dell'acido acetico, con l' etanolo e . tale
',' reazione risulta essere molto favorita dalle condizioni chimiche che .si creano
durante la distillazione della vinaccia; infatti questo composto è stato rilevato in
quantità elevata nei, di~tillati, mentre. l'acido acetico, pur essendo anch'esso
volatile, è risultato essere praticamente assente nei distillati.
..
" Per quanto riguarda invece l'interazione tra l'i-butanolo e l'acido piruvico,
sembra che., .la .differente attitudine metabolica, mostrata dai lievit~ di bloccare
.,la fermentazione ,alcolica a livello della ,piruvato decarbossilasi, favorisca nel
contempo la sint7~i di questo composto a :partire dalla ;valina. Circa l'interazione
tra produzio~e di 'glicerina e i-butanolo, infme,' vale un discorso analogo con
l'unica differenza che, nell'ultima. tappa della glicoliSi, il blocco della
fermentazione alcolica si verifica a livello ,della conversione deldiidrossiacetone
. ~, '
fosfato (da cui deriva la glicerina) in gliceraldeide fosfato.,
_,'"
J-
"',
'..,
,
\
' .......
{
.
63
Conclusioni :
BIBLIOGRAFIA
In conclusione (quindi, dai risultati ottenuti con la' presente sperimentazione, si
può dedurrec1ìe la tecnica dell'inoculo di ceppi di lievito, selezionati per la
diversa produzione di alcoli superiori ed esteri,ìmpiegati p~r la' fermentazione
'delle vinacce, destinate alla prodùzione di grappe più caratterizzate e' ricche,
sotto il profilo aromatico, risulta' essere scarsametiie efficace. Infatti; nelle
condizioni sperimentali adottate, solo un ceppo (il 6167), dei 'cinque presi in
conside~azione, ha' determinato rottenimento di' distillati caratterizzati' da' un
"profIlo' ·aromatico ben differenziato, contrariamente a quanto ottenuto in
precedenti lavori relativi alla preparazione dei vini dest~ati alla produZione del
brandy e del Cognac.
Questa scarsa differenZiazione, è da attribuIre al fatto che, la vinaccia:, è', una
matrice solida' per cui rappresenta un mezzo non ottimaleper raggiungere
un'adeguata omogeneizzazionedell'inoculo nel substrato. Ne consegue 'quindi
che ~'applicazione di tale tecnologia a livello industriale, COlue accade' già da
diverso tempo, non sempre può condurre 'ad' un risultato certo" conSiderando
inoltre' ch~, 'in distilleria:, :ii,ungono partite di ~inaccia che durante' il'traspòrto
hanno già subito processi di fermentazione spontanea che producono importanti
modifIcazionidei substiaii fermentativi, influeIÌzando negativ31uentel'àttlvità
" dei· lieviti inoculati; 'inoltre, operando su' grandi partite, 'il "'pròblema
dell' omogeneizzazione risulta ulteriormente accentuato.
, , La' sperimentazione 'ha comunque" fornito 'alcun~ interessanti indicazioni.' In
p311icolare si è visto che alcuni ceppi di lievito' sono in' grado -di ~ ostacolare
l'attività dei batteri responsabili della produzione di 2-butanolo riducendo così il
quantitativo di questa sostanza:, nel distillato ottenuto.
Tali risultati possono essere comunque ritenuti interessanti ai fIni di un impiego
più razionale di questa tecnica di produzione della grappa in ambito industriale.
Amandola G.,' Terreni :V. Analisi Chimica StrUmentale e 'Tecnica:, 46~L465;
Masson, Milano. 1991
Amati A., Minguzzi 1977 Deterininazione del grado' alcolico nelle" vinacce,
Vignevini, 1, 15-17
f"
~
,
;
Amati A., Marangoni B., Zironi R., Castellari M., Arfelli G 1994 Prove di
vendel.11l."Ìiia"differenziata. nota I. Effetti del diradamento dei grappoli: 'metodiche
, di campionamento edi analisi delle uve, Rivista di Viticoltura e di Enòlogia, 47
2,3-11.
'I(
Antonelli 'A., Riponi C., CatnaciniA:, GiòinoA.' 1990 Iiilluenza di alcuni
parametri tecnologici Sulla 'composizione dei distillati 'di ivino~ Industrie delle
Bevande, 19, 369-378.
Antonelli A., Galli M. 1995 Deterniinirtion ofvolatiles inspiiitsUSln.g còil1bined
stationary phases in capillary GC, Chromatographia:, 41, 11/12, 722-725.
Antonelli A., Castellari L., Zambonelli C., Carnacini A.1999:Yeast influence on
volatile composition ofwines, J. Agric. Food Chem., 47, 1139-1144
.
1"(,'
"0
•
_:.~_(I··-'
(",~.,"'..:.'
~.!
~_,(.~t·
-
(
• J
'-_~
(
~
r
~
•
Avancini D., Versini G. 1977 La Grappa del Trentino: ricerche inerenti alla sua
, caratterizzaZione. la nota: i1comportamento distillatoriò ~dell 'alcol ntétilico e
degli alcoli superiori negli impia11ti :tradiziòrtali; Indùstrie .dèlle Bev311de, 28, 7985
AA. VV. L'enciclopedia della ohiinlca:, IV, Uses,Fitetize-197S:Cacciatore A., Stocchi E.Impianti ,Chin11CÌlildustriati;H, 127-214;'~Edìsco,
Torino 1981
.. ," f
r .~
•
~
:. I
~
".
_. ,/'
r Campisi R. 'M. FermentaZione: Enciclopedia della scienza e della teèmca" 473;
: De Agostini, Novara 1995.
i('
'
,,' ,:i,.':-,~,·
; CarnaciniA., Del Pozzo A. t986 Sui componenti vòlatl1i'.dei most! e,dei VIDi in
"relazione'alle tecnologie diottenin.1ento, Vignevini, 12, 17-'27;' ~,j
(
;
'[',
'
~\-l."
Canlacini A., Antonelli A., De Giacomi F., Riponi C., Motta M.1993 La
composizioné' al-omaticadei distillati di vino" in funzione dei ceppi di lievito e
del grado di maturazione delle uve, Industrie delle Bevande, XXll, 193-201
,..
\
64
.. ,', '
-
65
r
Castellari L., Catena M., Zambone11i"C. 1994 Criteri di selezione dei lieviti per
la produzione di distillati di vino di alta qualità,Vitivinicoltura, 37, 26-33.
R~
De Rosa T.; Cast;Igller
Edagricole, Padova 1994
Tecnologia
d.~lle
Grappe e dei Distillati d',Uva,
Tukey J. W. Exploratory data analysis reading mas, Addison-Wesley 1977.
G~ettaUffiçiale dell3:~Comunità
Europea 1982, L~r133;J4, V:'
Giudici P., Romano P., Zambonelli C. 1990, Can. J. ofMicrobiology, l 36, 61.
~
;-.-
f', (
.
,
, ,:,Giudiqi P., ,Altieri ç.,Gat11bini G. 1993 Influenza delceppo qj ,lievito sui
prodotti minoritari{ 4~Jla f~nnentazione ~lç9lica, l11dlJstri~' d~l1e Be.vande,.23,
303-306.
c
: Grob K.' 1986 'Macking iand IIlllllÌpulating' capillary 'columns" for ,gas
CfQmatography, Huthig V ~r:Iag, Heid~lperg,:Basel, ~Ne:w York:;
,
\,.
\,
-,'
{
~ : "'.
,,~_:...
Harrison J. S., Graham J. C. J. Yeasts in distillery practice. In: The yeasts, li,
A'ccademiç Press~London, New York1970.
",
,.
, ..
c'':
,.
i
Suomalainen B. H. 1971 Yeast and its effect on,. the flavor of alcoholic
beverages, Joumal ofthe Institute ofBrewing, 77, 2, 164-177.
McGill R., Tukey J. W., Larsen W. A. 1978 VaÌiation of box plot, The
American Statistiçian, 34, 12. .,,16.
"
Usseglio L., Tomasset 1971 Le caratteristiche della grappa derivanti
dall'evoluzione dei componenti volatili delle vinacce durante il periodo
dell'insilamento e dalle modifiche apportate dal processo di distillazione, Vini
d'Italia, 13,74,453-462.
Usseglio L., Tomasset 1974 Gli alcoli superiori, un problema per la grappa, Vini
d'Italia, 20, 116,291-294.
Usseglio L., Tomasset 1985 La grappa nella sua composizione e nei sistemi di
elaborazione. Atti del 9° convegno nazionale della grappa, Treviso 20/21
Settembre, 42-46.
Valitutti G., Fomari G., Gando M. T. Chimica Organica, Biochimica e
Laboratorio, 389-407; Masson, Milano 1989.
Zambonelli C. Microbiologia e Biotecnologia dei Vini, 50-164; Edagricole,
Bologna 1988.
Meloni G. L'industria dell'Alcole, 2, Hoepli editore, Milano 1953.
'.
"; ...
l"' r
Ministero Agricol1:ura:!eFùreste.Metodi-ufficiali di analisi .per j 'mosti,i vini e
gli (aceti" Istituto 'poligndico :deU9 Stato, R9m~ '195.8,
' ,,,'
Zrunbonelli C., Castellari L., Ferruzzi M., Magrini A., Passarelli P., Giudici P.,
Grazia L., Tini V. 1994 I ceppi criotolleranti di saccharomyces per il
miglioramento e la modificazione della composizione chimica dei VIDl,
Vitivinicoltura, 37, 10-17.
Nykanen L. 1986 Formation and occurrence of flavor compounds in wine and
distilled alcholicbever~ges, AnL J. EnQteYitic, 3.7, 1,84..86.,·· .' "
PasquettoS.,' PratoneL.,ChimicaFisica, 2;:12.9-15~; Masson, Milano 1990:
... 000000000 ...
e c c \
Riponi C., Antonelli A., Arfelli G., Camacini A. 1991 Influenza di alcuni
parametri te.çp.o10gicj:rsuUa,c()P.1ppsJzione deiçlistiUatidL vino. Ripartizione dei
componenti volatili nelle diverse frazioni, Industrie delle la~Yande,20, 120-128.
,R~m~o
P., çJiq<;lici P:, 1990 II cara.tt~re "produzione di alcoli superiQri":"come
elemento di sele,?ione Sàççaroniyc~s cerevi$iae,' In.dustrie delle Bevande, 19,
97-100.
ml
r
$"
'"
,
L
.:Rllggeri P., Fons~ca G.iII hrandy, Rassegn,a Chjmiça,.s., 29S-303. "
.
,
.
Schutz M., Kunkee R. E. 1977 Fonnation of hydrogen sulfide grom elemental
sulfur during fermentationby wine yeast, Am. J. EnoI. Vitic, 28, 137.
66
67
..
.
({
_L.'
",
,.
, />
F
1II • • I!UIIllIlllIlll ......... ..
• • l1lil1li ........ .,"' . . . . . . ..
1IIIIl!lllldt ...... ., . . . . . . ...
• 1II:1IIJ;; .... ""1iiJ;<Iò . . . . ~ ... f/I;
.J!I!
................. lI!!l!!I ..
• lIIlt:t:lIll . . . . . . . . . . . .
Il,,," p; II: l;I.... " l;; N' ""IO .. iC;*
IllIIIOIIIUllallll"'''' "' .... ""110""
(.
1iIi • •
iIIl!!!""'"
II. Il . . . iIIiIl!I!J
C::a;",IXIIIio""~O\>"".t;;~ ..
1!!l</1111"' .. I!it .. "" ..... !I! h Ili IJ'.
lIi'J Ili II!) ."UlllIfli!llll III llUi!>!!U!
• • • .,,"' .................. 8
. . . . . . I!I . . . . . . . . . "' .... .
....... lIOl!!Os ..... e .... .
.
.•
~...
'
• • 1111 ........... 1111\ . . . ..
1iIi • • ìltCt!!!~~eè ....... ..
..;*g_~~~et'~~'!'f:~P.'~
Figura 1. Apparecchiatura da laboratorio impiegata per la distillazione dei campiom di
vinaccia fennentata
=
A
B
C
D
E
-
F
=
-
-
RiboUitore di base
Colonna di rettifica
Condensatore a serpentmo
Tubo di raccordo
Mantello riscaldante
Bagno tennostatico
'lo
Figura 2. Gascromatogramma di un campione di cuore.
1
2
3
4
5
6
7
=
=
=
=
8
9
lO
11
12
13
14
15
16
17
18
=
=
=
=
=
=
=
=
=
Acetaldeide
Metanolo
Etanolo
Acetato di etile
n-prpanolo
2-butanolo
i-butanolo
Acetale
Alcoli amilici
Acetoino
Lattato di etile
Esanolo
Esanoato di etile
Alcol nonilico (8.1)
Alcolfurfurilico
Ottanoato di etile
Alcol benzilico
2-feniletanolo
CEPPI DI LIEVITO
Aldeide acetica
(mgIL)
Metanolo
(mgIL)
Etil acetato
(mgIL)
n-Propanolo
"
,
(mgIL)
.
I~ : ,.-' - -
2-Butanolo
(mg!L)
i-Butanolo
(mgIL)
Acetale
(mgIL)
Alcoli amilicì
(mgIL)
Acetoino
(mg!L)
'.
78332C
Testimone
2222
6167
ns
1968,75
ns
2141,56
ab
1622,91
ns
344,31
ns
1755,73
ns
2201,42
b
1845,38
ns
409,11
b
20,32
b
743,65
ns
4S,Q2
ns
1888,74
ns
2132,71
a
1169,03
ns
2412,07
b
21,02
ab'
520,70
ns
42,33
!àb
~492,95
ns
42,58
ns
Etile lattato
(mgIL)
Esanolo
(mglL)
195,20
ns
142,30
ns
Etile esanoato
Alcol Furfurilico
(mglL)
;;l
:l
(mgIL)
l
Etile ottanoato
'1',/
Alcol Benzilico
12,74
, ns"
Il;37
'i .'
:ns
(mg/L)
,~6,,~?
(mgIL)
,ns""
,,12,59
2-Feniletanolo :".
(mgIL)
Tabella L Composizione aromatica dei cuori
nd
~;ab
1563,72
,,- ns
'40?86
ns
217,82
ns
155,21
ns
14,,43
"'c'ns'
~,J,12
, ~ : ' DS
3Q,63
ns'
liò,66
ns
7,50
ns
2382,61
b
1720,71
ns
503,53
a
_: 15,74
ns
293,66
ab
18,97
a
328,85
ns
'43,69
a
J21O,47
ns
40,97
-' ".-' "ns
'")82,97
:: ..,f; ,
ns
144,00
'-" If
',
....
;
~
\.'
,! "
6392
b
L)
724,24
-'
.. ns
85,94
"o
$
b
, 1920,34
ns
45,40
ns
~, 136,73
ns
146,66
12233
ns
1378,84
ns
2279,78
a
1339,06
ns
523,81
ab
. ~18,38
ab
577,14
ns
34,61, '
' ab '"
1581,83
ns
37,74
"
ns
209,97
ns
147,50
,-'
ns
"nd
ns
11,56
,,',
ns
39,85
ns
10,86
,', nd
-"
~.
nd
ns
12,23
ns
44,14
12,67
ns
Il,47
ns
43,13 ,
ns
ns
6,86
ns
'6,70
12,47
' ";
-
~~
"
nd
.
ns
2061,16
ns
2366,97
ab
1538,13
ns
380,28
b
21,38
b
628,39
ns
43,87
ab
1617,53
ns
42,04
ns
227,18
ns
150,02
ns
14,68
ns
12,55
ns
53,05
ns
12,91
ns
10,60
'_~
,!.
F!:
\<'
,
,
CEPPI DI LIEVITO
78332C
T~stimone
2222 ';
ns
ns
2277,62
ns
2139,67,
ns
1430,6,0
a
287"47,,,
a
326,90
ab'
23,47
ns
55,10'
(rng!L)
'
2287,85
ns
2000,95
ns
Aldeide acetica
"
1~••
"-"
Metanolo
(rng!L)
2143,74
2211,9~
,
i.
ns ..
ns"
Etil acetato '
(lngIL)
(rnWL)
l
i-Butanolo
(rng!L)
2-Butanolo
(rng!L)
Apetale
Alcoli amilici
Acetoino
(rng!L)
335',42
ab '
SIlA3
b
25,22
ns
49,08
ab'
}'
"
(rng!L)
1437:~15
1503,,~3
(mg!L)
ns
45,00
ns
43,31
ns
149,07
DS
Esanolo
~136,69
~mg/L)
Tabella 2. 'Composizione della frazione volatile cuori + teste
..
ns"
2198,83
ab
399,10 .
b"
727,3'2
b"'
25,41
nS "
52,03', ,
wb' '
"
·1851;5~
I;l
n-Propanolo
~
~
,~
~ ~ -~.
'.
~
~
a'
:
-, i
6J67
'6392
12233
ns
2939,44
ns
2353,67
ns
2039,47,'
b
488,37
b
709,69
ns
1679,45
ns
2286,20,
ns
1564,95
b
513,21
ab
566,60
ab
22,21
ns
42,78
ab
1521,06
ns '.
39,76
ns
141,48
ns
2565,99
ns
2374,99
a
1948
, '
ns
95,69
b
1843,53
ns ......
47,70
ns
140,58
,
.''{.
~
1166,94
ns"
43,54
ns '
138,30
ns
1826,33
ab
371,63
ab
619,31
b
24,96
ns
55,49
ab
1560,86
ns
44,16
ns
143,95
~J
;~ ~
~
~
.~
... -
!: "d
'.
,',
! ;
~
.'.
"
,}
-'
"' \,
"
5'
, ,
,J
'
'
"
CEPPI DI LIEVITO
78332C
Acidità totale
ns
20,20
(g ac. Tartarico/Kg)
ns
3,94
b
Grado alcolico
(mVI00g)
3,10
ab
4476,35
Glicerina
(mgIK.g)
ns
Acido tartarico
(mgIK.g)
17402,19
a
Acido piruvico
(mgIK.g)
44,73
ns
Acido succinico
(mg/Kg)
789,32
ns
Acido lattico
(rngIK.g)
1977,32
ab
Acido acetico
134,51
(mg(Kg)
Tabella.3. Composizione dei metaboliti nella vinaccia fermentata
pH
Testimone
2222
6167
6392
12233
ns
19,15
ns
4,00
c
3,37
b
3891,95
ns
15547,31
a
43,62
ns
866,57
ns
1588,86
ab
96,63
ns
19,66
ns
ns
18,91
20,22
ns
18,33
ns
3,99
a
2,79
ab
4885,37
ns
15430,74
b
70,95
ns
783,17
ns
1723,68
b
166,17
ns
4,00
c
3,30
a
2871,61
ns
14807,22
a
26,71
ns
571,86
ns
1558,61
a
71,92
ns
3,99
d
3,44
ab
4627,29
ns
17044,18
b
53,94
ns
805,40
ns
1502,97
ab
130,80
ns
3,95
b
3,12
b
4073,02
ns
14931,70
ab
51,06
ns
724,31
ns
1584,68
a
87,04
.,
Effetto del ceppo sulla produzione di non alcol
12000~----------------------------------------------~
10000
..J
8000
Cl
E
.5
..ca
:;::l
c
6000
«I
::I
a 4000
2000
7833 2c
testimone
2222
6167
Ceppi di lievito
Gr~co
1. Produzione di non alcol nei diversi ceppi di lievito
6392
12233
Effetto del ceppo sulla produzione dell' etH acetato, i-butanolo e
sicoli isosmilici (cuore) "
Differenze di produzione in % ,rispetto al Testimone
100
iii Aldeide
acetica
.. Etil acetato
2500~------------------------------------------~r------~
80
Cl n-Propanolo
2000
• i-Butanolo
40
EmAcetale
20
• Alcoli
Isoamilici
IZI Acetoino
'$.
~
D Alcoli
amilici
(mg/L)
Cl2-Butanolo
60
'2
o
'r;;
as
'c
.. i-Butanolo
(mg/L)
o
==!
~ 1500
.5
:f!
:;::J
-40
I!iIAlcol
benzilico
.2-feniletanolo
-60
-80
Il Metanolo
(mg/L)
! 1000
a
• Lattato di
etile
.. Esanoato di
etile di etile
C Et" ottanoato
-20
il Etil acetato
500
o
78332c
78332c
2222
6167
6392
12233
Ceppi di lievito
6167
6392
12233
Grafico 3. Effetto del ceppo di liev'ito sulla produzione di aicoìi superiori e deU'etil
acet..ato, valutato nella frazione dei cuore
• Alcol
furfurilico
2000
Effetto del ceppo sulla composizione deUa frazione vo!atiie cuori +
teste
b
D n-Propanolo
(mg/L)
1800
1600
Grafico 2. Quantità di" composti volatili prodotta dai diversi ceppi, in % rispetto al
testimone
2222
Ceppi di iievito
Il Esanolo
-100
testimone
-e
..J
ab
ab
ab
ab
1400
a
1200
D Alcoli amilici
(mg/L)
c-
;S 1000
:;::J
c-
as
800
a
600
::s
400
200
o
7833 2c
testimone
2222
.. i-Butanolo
(mg/L)
6167
6392
12233
Ceppi di lievito
Grafico 4. Effetto del ceppo sulla produzione di alcoli superiori, valutato nella frazione
cuore + testa
Radic1 Radic2
Effetto del ceppo sulla produzione del 2-butanolo(cuore)
I
10
25
8
.
6
20
-
4
...I
O)
E
.5
~
ct1I
::l
2
15
N
u
O
'5
re
10
o::
C1
-2
-4
5
78332c
:J Testimone
) 2222
II.. ,6167
:l
-6
o
78332c
testimone
2222
6167
6392
-8
12233
Ceppi di lievito
-10
-15
-10
o
-5
10
5
• 6392
• 12233
Radic1
Grafico 5. Influenza del ceppo di lievito sull'attività metabolica dei batteri produttori di 2-butanolo
,
Grafico 6. Risultati dell'analisi discriminante dei dati relativi alla composizione arorhatic~ dei cuori
,
Radic1 • Radi02
7
e
5
4
3
~
"'='
l'Q
"
2
1
o
-1
-2
.;3
·4
.8
o
78332c
n
Testimone
.(:I.
2222
6167
6392
12233
6
•
·6
\
-4
-2 '
o
'2
6
8
•
Radic1
,l
Grafico 7. Risultati dell'analisi discriminante dei dati relativi alla composizione della frazione
voliatile cuore + testa
Attitudine alcoligena dei cep~{ di lievito valutata sulla vi.~accia
.
... . ..... fermentata
_.
Attività metabolica dei lieviti, produzione di acido piruvico e acetico
il"
180,00
• Acido
piruvico
(mg/Kg)
b
c
160,00
c
.d
140,00
b
ab
{,.
~
D Acido
acetico
(mg/Kg)
ab
;
120,00
t'i
~ 100,00
":::"'"
ab
.E
~
§
=
a
80,00
60,00
40,00
20,00
~2.22..... __ ., . __ J~1.ç7
63~2 . .
.:12233
78332<:
testimone
2222
Cepp!di I~evito
'
"
,)
-
_
2400
(
4000
.5
3000
-
ab
ig
-
~
ifl
c
«S
= .:2000
.,Q
1600
1400
•
1200
..·1000.
"'
=0,8766
•
.§. 1800
~
R2
2000
=:!
m
""-
..cv
(:
2200
6000
:
12233
Graflcbl O. pio.duzlo~e di ahidi organici (Piruvico. e acetico.) helÌe~ei tesi, ,val.~taia n~I1a yin~bci~
fennentata
_ .
Attività metabolica deilievìtì;"pr6duiiorie di' glicerina'
5000
6392
Ceppi di lievito
Grafic,O 8. Attività 111etabo.lic~ d~i lieviti, produzione di etanQlo.
L'
6167
..
o
78332c
testimòr:le
616.7
6392
Ceppi dJ I~evito
12233
1000 -I----,-----,---...."..,------=r---.,.,----,-----,
50
.70
90
{'190
110
130
150
170
Acido acetico (mg/Kg)
GrafiCo. 9. Pro.duzio.ne di glicerina nel~e sei tesi, valutata nella vinac~ia fennentata
"
,
[
(
Grafico. 11. Relazio.ne lineare esisteIlte tra la produzio.ne dell'etil4icetato.'f14ell'acido,acetico., trovata
nelle sei tesi sperimentali
900'
" ,800
>O'
(
-
.-.;
;..J
" Cl)
l.C
e'
R2 =O,8027
..
•
700
•
600
~: ~\~~:S
O
'O 500
s:::
CIS
:l
.c 400
•.!.
•
300
200
100
,20
10
40'
30
50
(
60
80
,
, Acido piruvico (mg/Kg)
Grafic9J2.Relazi~J1e lineare esiste;nte tra la produzione delJ'i,-butanolo ~d,ell'acido piruvico,p-ovta
nelle sei tesi sperimentàli
l',.
J
,;
"
,.',,'
,'
••
,\
" ,
' . ' ,•• C,",,'
800
•
R2 =0,7654
700
•
-
::J 600
tn
E
o
'O 500
s:::
J!i
:l
.c
•.!.
(
•
<>"
' "'-.....:...."
400
•
300
200+-------------~~----------~----~------~~----~~'~ì.--~
2000
(
','
,3000
4000
5000
6000
éGlic.erina (mg/Kg)
Grafico L3'. Relazione lirieare :ésistente tra hl'produzione 'del1'i~ bùtànolo 'e della glicerina, trovata nelle
sei tesi sperimentali
.
,
Scaricare