Workshop
«RISPARMIO & RECUPERO ENERGETICO
NELLA DEPURAZIONE DELLE ACQUE DI SCARICO»
Roma, 29 novembre 2012
Bilanci e recuperi di energia nel
trattamento dei fanghi
Giuseppe Mininni
CNR-Istituto di Ricerca Sulle Acque
Area Ricerca RM1
Via Salaria km 29,3
00015 Monterotondo (Roma)
1 di 13
Rimozione
Rimozione
Rimozione
Rimozione
Rimozione
SS:
COD:
BOD5:
N:
P:
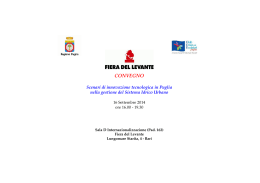
Produzione dei fanghi
60%
30%
35%
10%
10%
Processo biologico
Produzione fanghi primari: 46,7 g/(P.E. ×
d)
Concentrazione fanghi primari:
2%
Produzione fanghi primari (volume): 2,34 L
WW: 250 L/(P.E. × d)
SS:
55 g/(P.E. × d)
COD: 125 g/(P.E. × d)
Ntot
10 g/(P.E. × d)
Riciclo
Fanghi primari
Produzione totale
fanghi
Produzione fanghi secondari:
37,1 g/(P.E. × d)
Concentrazione fanghi secondari:
1%
Produzione fanghi secondari (volume): 3,71 L
{
Effluente
Sedimentazione
primaria
Fanghi secondari
Volume: 2,34 + 3,71 = 6,05 L/(P.E. × d) 2.4% of
WW
2 di 13
Solidi: 46,7 + 37,1 = 83,8 g/(P.E.× d)
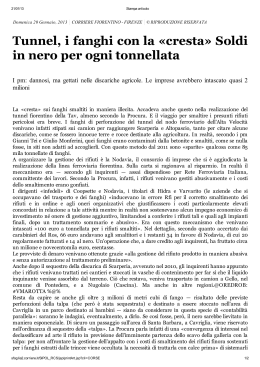
Schema tipico di trattamento fanghi
3 di 13
Schema
combinato
recupero
energia da
biogas
4 di 13
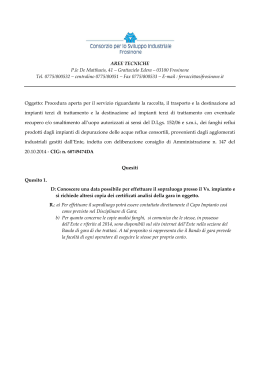
Schema del processo integrato
Si calcolano portate di vapori e
incondensabili della corrente 9 ed
l’entalpia richiesta per
l’essiccamento ΔhD
Si fissa un eccesso d’aria nel
forno
Si fissa X12
Si verifica il bilancio entalpico del
forno
Si verifica che la
concentrazione di O2 nella
corrente 16 è il 6 %. Se la
condizione non è verificata
si cambia l’eccesso d’aria
Si calcola la composizione dei
fumi della corrente 16 e il calore
massimo ΔHB recuperabile in
caldaia con T17=250 °C
Si verifica che ΔHB≥ ΔHD
5 di 13
Disidratazione meccanica
con centrifuga
Produzione finale di fango disidratato
Fango primario 30 g ST/(ab × d) (SV 60%)
Fango misto 51 g ST/(ab × d) (SV 63%)
Concentrazione di solidi (% in peso)
Fanghi primari
Fanghi misti
Valore tipico
30
20
Valore pessimistico
Valore ottimistico
Valore molto ottimistico
25
35
40
15
25
30
6 di 13
Essiccamento ed incenerimento
Processo integrato
Prima dell’incenerimento il fango è essiccato
con vapore condensante a media pressione
(1,22 MPa e 188 °C). Il vapore è prodotto
in una caldaia dove il calore è recuperato
dai fumi uscenti dal forno.
La
condensazione
del
vapore
nell’essiccatore consente di recuperare circa
2.000 kJ/kg di vapore.
7 di 13
Il processo deve essere ottimizzato per
conseguire due obiettivi principali:
Minimizzare il dimensionamento di caldaia,
essiccatore e forno a letto fluido e di tutte le
altre unità operatrici della linea trattamento
fumi;
Minimizzare i consumi di combustibile.
È stato sviluppato un algoritmo per calcolare
le caratteristiche (flusso e temperatura)
delle differenti correnti di processo.
8 di 13
Risultati: consumo metano
Consumo specifico di metano (Nm3/kg solidi secchi) per processo integrato e
convenzionale
9 di 13
Risultati: produzione fumi
Per un impianto da 500.000 A.E. produzione totale
fumi è stata stimata una produzione fumi di 3.900
Nm3/h (fanghi primari) e 7.200 Nm3/h (fanghi misti)
6,2-6,8
Produzione specifica di fumi (Nm3/kg solidi secchi) per processo integrato e convenzionale
10 di 13
Risultati: concentrazione fango monte
- valle essiccamento termico
11 di 13
Produzione energia elettrica nella
digestione anaerobica e
nell’incenerimento dei fanghi
Per un impianto da 500.000 A.E. si può stimare una
produzione di E.E. di:
a)1,4-1,5 MW nella digestione anaerobica (2,9-3 W/ab);
b)1,64 MW (fanghi misti) o 0,97 MW (fanghi primari) con
una concentrazione dei fanghi disidratati del 30%.
c)L’assorbimento di E.E. può essere stimato in circa 2,8-3
MW (consumo complessivo 50 kWh/(ab × anno), cioè 5,7
W/ab.
12 di 13
13 di 13
Scaricare