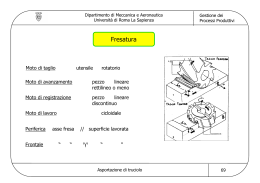
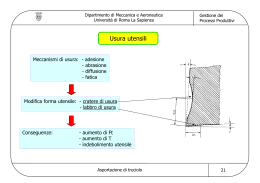
Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Classificazione delle lavorazioni per asportazione di truciolo Classificazione secondo i movimenti Moto di taglio - rettilineo - alternativo - rotatorio Moto di avanzamento - continuo - intermittente Moto di registrazione - per posizionare l’utensile in prossimità della zona di lavoro Asportazione di truciolo all’utensile o al pezzo 36 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Classificazione secondo il contatto utensile pezzo Continuo Discontinuo Monotaglienti - tornitura limatura piallatura stozzatura Bitaglienti - foratura Pluritaglienti - brocciatura Pluritaglienti - fresatura Taglienti indefiniti - rettifica Asportazione di truciolo 37 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Classificazione secondo il moto di taglio Rotatorio Rettilineo Torni (pezzo) Limatrici (utensile) Trapani (utensile) Piallatrici (utensile) Alesatrici (utensile) Stozzatrici (utensile) Fresatrici (utensile) Brocciatrici (utensile) Rettificatrici (utensile) In genere è più facile mettere in movimento ad elevata velocità l’utensile piuttosto che il pezzo Asportazione di truciolo 38 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Tornitura Moto di taglio: pezzo rotatorio Moto di avanzamento: utensile lineare rettilineo o meno Moto di registrazione: utensile lineare discontinuo Moto di lavoro: elicoidale Asportazione di truciolo 39 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Struttura tornio Elementi caratteristici del tornio: 4 2 1. bancale (guide) 2. testa (mandrino) 3 3. carro porta-utensile (torretta) 1 4. controtesta Asportazione di truciolo 40 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Lavorazioni possibili tornitura cilindrica esterna tornitura piana esterna, sfacciatura Asportazione di truciolo 41 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi tornitura esterna di superfici complesse tornitura interna Asportazione di truciolo 42 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi filettatura interna/esterna esecuzione di gole Asportazione di truciolo 43 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi troncatura zigrinatura Asportazione di truciolo 44 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Attrezzature per torni modi di serraggio: (a) tra punta e contropunta con brida e disco menabrida a (b) con autocentrante dall’esterno (c) con autocentrante dall’interno b (d) con autocentrante con griffe c d tornibili (e) con piattaforma a griffe indipendenti e (f) con piattaforma e squadra f g (g) su spina, tra punta e contropunta (h) con trascinatore frontale, fra le punte Asportazione di truciolo h 45 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Utensile elementare di tornitura posizionamento relativo utensile / pezzo sistema di riferimento Asportazione di truciolo 46 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi forma dell’utensile angoli della sezione normale angoli del profilo α β γ angoli di registrazione χ Asportazione di truciolo angolo di inclinazione λ 47 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Effetto di χ e λ sulla formazione del truciolo χ = 45 , λ > 0 χ=0, λ >0 χ=0, λ=0 χ = 45 , λ < 0 χ=0, λ <0 Asportazione di truciolo 48 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Forze di taglio Ft serve principalmente per la determinazione della potenza di taglio (Fz) Fa influenza inflessione utensile, contribuisce (poco) alla potenza di taglio Fa Fr Ft Ft : Fr 1 : 1/3 - 1/4 : Fa : 1/4 - 1/5 Asportazione di truciolo Componenti della forza di taglio Fr determina principalmente l’inflessione del pezzo e quindi le tolleranze di lavorazione non contribuisce alla potenza di taglio 49 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Individuazione della sezione del truciolo A=h x b h = a x sin χ b = p / sin χ a A=axp χ’ p A = sezione del truciolo h = spessore del truciolo b = larghezza del truciolo a = avanzamento per giro p = profondità di passata χ= angolo di registrazione del tagliente principale ψ + ψ ‘ = angolo dell’utensile robustezza dell’utensile Asportazione di truciolo χ ψ’ ψ 50 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Forza di taglio e potenza di lavorazione Ft = Ks A = Ks a p = Kso h-z a p Ks = pressione di taglio Kso = pressione specifica di taglio P = Σ Fi Vi = Ft Vt + Fa Va + Fr Vr Vt = r ω = r 2 π n / 60 / 1000 = π d n / 60 / 1000 ω [rad / s] n [giri / minuto] Va = a n / 60 / 1000 r [mm] a = [mm / giro] Vr = 0 Vt , Va, Vr [ m / s] 60 s / min ; 1000 mm / m Asportazione di truciolo 51 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi P = Ft π d n / 60 /1000 + Fa a n / 60 / 1000 = = n Ft ( π d + α a ) / 60 / 1000 essendo Fa = α Ft con α ∈ [ 1/4 - 1/5 ] π≈3 d > alcuni mm a < 1 mm e quindi, essendo π> α e d > a si ha che π d >> α a e quindi si può trascurare la Pa in conclusione P = Ft Vt = Ft p d n = Ks a p π d n / 60 / 1000 Asportazione di truciolo 52 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Tempo di lavorazione t = L / Va = L / a / n * 60 * 1000 aumenta la rugosità Va = a n / 60 / 1000 Per ridurre il tempo di lavorazione si può: aumentare a aumentare n Vt = π d n / 60 / 1000 aumenta la potenza richiesta Asportazione di truciolo 53 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Rugosità nelle operazioni di tornitura La rugosità teorica dipende da fattori geometrici La rugosità reale dipende da: - deformazioni plastiche - vibrazioni - dilatazioni termiche differenziali - attrito - struttura cristallina - velocità di taglio (vt ⇑, Ra ⇓) - angolo g (g ⇑, Ra ⇓) - raggio di raccordo fra i taglienti (r ⇑, Ra ⇓) - profondità di passata (p ⇓, Ra ⇓) - avanzamento (f ⇓, Ra ⇓) - usura utensile Asportazione di truciolo 54 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Rugosità teorica I° caso: taglienti non raccordati a Rt p χ’ χ a/2 Va B χ H’ L δ χ’ A H C a D’ Linea di δ compenso D 0 Ra = 1 / L ∫ y dx = 1 / a (AHH’ + ABC + CDD’) = 1 / a ( 2 a/2 δ/2) = δ/2 e Rt = 4 Ra (valida per profili simmetrici e lineari) Asportazione di truciolo 55 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Determinare: δ = δ ( a, χ1 , χ2 ) Gestione dei Processi Produttivi B χ’ χ a / 2 = a1 + a2 A δ = a 1 tan χ = a2 tan χ’ a1 P a2 δ C a/2 a1 = δ tan χ a2 = δ tan χ‘ a / 2 = δ ( 1/tan χ + 1/tan χ‘ ) δ = a/2 / ( 1/tan χ + 1/tan χ‘ ) Ra = δ /2 = a/4 / ( 1/tan χ + 1/tan χ‘ ) χ χ‘ a Ra aumenta ( ruotare l’utensile vuol dire far variare in senso opposto χ e χ ’ e quindi le tangenti ) Asportazione di truciolo 56 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi 2° caso: taglienti raccordati: a r + Si dimostra……… l’effetto dell’avanzamento è analogo (al quadrato) l’effetto degli angoli di registrazione e sostituito dall’effetto del raggio di raccordo Formula di Schmalzl -> Ra = 1000/32 a2 / r (valida se lavora solo la parte raccordata) Asportazione di truciolo a [ mm ] r [ mm ] Ra [ µm ] 57 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Sequenza delle operazioni e scelta dei parametri grezzo finito -- fonderia grezzo da -- semilavorato da deformazione plastica Asportazione di truciolo 58 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Quanto deve essere asportato : Gestione dei Processi Produttivi la differenza fra quota del grezzo e quota del finito Htot è noto In quante passate Htot = H1 + H2 + …. + Hn ? Elementi di valutazione: tolleranze richieste finitura superficiale richiesta tolleranze / finiture modeste poche passate, grande profondità elevate molte passate, le ultime con piccola profondità sgrossatura semifinitura Asportazione di truciolo finitura 59 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Come deve essere asportato : Gestione dei Processi Produttivi il più velocemente possibile il più economicamente possibile compatibilmente con i vincoli di ------ tolleranze finiture forze potenze ……… Il più velocemente possibile vuol dire alla velocità di taglio ottima per il tempo con l’avanzamento più grande possibile Il più economicamente possibile vuol dire alla velocità di taglio ottima per il costo usurando gli utensili il meno posssibile Compatibilmente con i vincoli vuol dire …………….. Asportazione di truciolo 60 ? Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Compatibilmente con i vincoli vuol dire che: Parametri Gestione dei Processi Produttivi le forze in gioco non devono essere troppo elevate per evitare che il pezzo si infletta troppo (scarse tolleranze) piccoli p e a l’avanzamento deve essere adeguato per ottenere la rugosità richiesta piccolo a La Vt deve essere piccola per non usurare troppo gli utensili Utensili l’utensile deve essere abbastanza robusto per non rompersi sotto l’azione delle forze di taglio grande β deve essere fatto con un materiale ‘povero’ per non costare troppo Macchine la macchina deve essere abbastanza robusta per non deformarsi sotto l’azione delle forze di taglio la macchina deve essere abbastanza potente per fornire adeguata Vt e F Asportazione di truciolo 61 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Tolleranze Gestione dei Processi Produttivi materiale idealmente asportato vr Caso ideale: no forze no deformazioni rigidezza infinita φ’ φ’’ p va F Caso reale: forze deformazioni elasticità materiale realmente asportato Asportazione di truciolo 62 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi caso ideale caso reale mandrino autocentrante caso reale punta e contropunta Asportazione di truciolo 63 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Soluzione: ridurre le forze ridurre la sezione del truciolo Gestione dei Processi Produttivi ridurre p e a Metodo del Ks Riduzione di p: aumenta il numero di passate Riduzione di a: aumenta il tempo della singola passata Asportazione di truciolo 64 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Finiture Relazione di Schmalzl Aumentare raggio dell’utensile aumenta ingombro dell’utensile Diminuire l’avanzamento aumenta il tempo della passata Asportazione di truciolo 65 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Forze Metodo del Ks sul pezzo forze troppo grandi basse tolleranze vedi sopra sull’utensile forze troppo grandi rischio rottura aumento (piccolo) usura sulla macchina forze troppo grandi potenze elevate deformazioni danni e rischi vari Asportazione di truciolo 66 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Potenze P = F Vt = Ks A Vt = Ks a p Vt Se la potenza disponibile è inferiore alla potenza richiesta è necessario: ridurre le forze riducendo l’avanzamento porta a: ridurre le forze (a o p) o ridurre la velocità finiture superficiali migliori aumento dei tempi di lavorazione ridurre le forze riducendo la profondità di passata porta a: ridurre le forze riducendo la velocità di taglio porta a: Asportazione di truciolo tolleranze migliori aumento dei tempi di lavorazione minore usura utensili aumento dei tempi di lavorazione 67 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Ottimizzazione non vincolata ad un parametro Gestione dei Processi Produttivi esiste sicuramente almeno una soluzione Ottimizzazione vincolata multi parametri Ottimizzazione vincolata pochi parametri potrebbero non esistere soluzioni Ottimizzazione vincolata ad un parametro Asportazione di truciolo 68
Scaricare