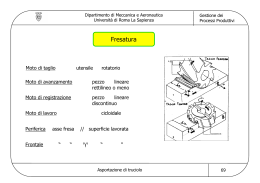
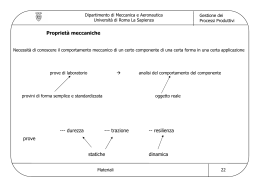
Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Usura utensili Meccanismi di usura: - adesione - abrasione - diffusione - fatica Modifica forma utensile: - cratere di usura - labbro di usura Conseguenze: - aumento di Ft - aumento di T - indebolimento utensile Asportazione di truciolo 21 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Tipologie di usura volume cratere Usura frontale Vt Volume del cratere adesione, tagliente di riporto diffusione, reazioni chimiche tempo di contatto VB Usura dorsale A: rottura del filo tagliente B: usura progressiva a V costante C: aumento catastrofico B A C Vt tempo di contatto Asportazione di truciolo 22 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Criteri di usura Un utensile deve essere cambiato quando: - la lavorazione supera i limiti di tolleranza - la rugosità supera i valori ammissibili - il labbro di usura è troppo grande - il petto dell’utensile presenta un cratere troppo grande Labbro di usura Cratere di usura 0.3 – 1.0 KT / KM ≥ 0.1 KT ≥ 0.1 + 0.3 f Asportazione di truciolo 23 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Durata utensili Influenzata da - materiale da lavorare spessore truciolo angolo di spoglia frontale velocità di taglio lubrorefrigerazione Ln Du approccio sperimentale Ln Vt Asportazione di truciolo 24 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Vita utensile per varie velocità di taglio e vari criteri di usura In un certo (limitato) campo la relazione è lineare Asportazione di truciolo 25 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza matematicamente Gestione dei Processi Produttivi graficamente 1 1 ln Du = − ln Vt + ln C n n ln Du θ = arctan 1 n θ Relazione di Taylor ottenuta empiricamente con ripetute prove, con diversi materiali, diversi angoli, diverse condizioni di taglio n dipende da materiale dell’ utensile Vt x Dun = C 0.28 0.12 0.70 WC HSS Ceramici ln Vt C dipende da criterio di usura geometria utensile rapporto di forma del truciolo tipo di lavorazione materiale in lavorazione è la Vt alla quale l’utensile dura 1 minuto Asportazione di truciolo 26 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Ottimizzazione delle condizioni di taglio cosa ottimizziamo? vincoli tempo di produzione costo di produzione tasso di profitto potenza deformazione del pezzo deformazione dell’utensile min / max f Vt rugosità Ra = k f2 / r tp cp pr strumenti strument relazioni vita utensile relazioni forze / potenze relazioni parametri / produzione Asportazione di truciolo 27 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Asportazione di materiale Gestione dei Processi Produttivi l c d volume da asportare V=lcd tempo di contatto tc = ncorse tcorsa = l/b * c/Vt V lcd velocità di asportazione Z = ---- = ----------= b Vt d = A Vt tc l/b c/Vt Asportazione di truciolo 28 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Funzioni obiettivo Tempo di produzione tp = to + tcontatto + tcambio utensili = = to + V / Z + V / Z Du * tcu = to + V / Z ( 1 + tcu / Du ) to = tempi passivi (avviamento, carico / scarico, ritorno utensile, etc.) tc = tempo di contatto tcu = tempo cambio utensile Costo di produzione cp = co + clavorazione + cutensili = = co + cm tp + cut V / Z Du = = co + cm to + cm V / Z + cm V / Z Du * tcu + cut V / Z Du = = co’ + cm V / Z [1 + (tcu + cut / cm) * 1 / Du] co = costo di attrezzaggio (controlli, materiali, avviamento) cm = costo orario (macchina, personale) cut = costo utensili Tasso di profitto Pr = ( R - cp ) / tp R = ricavi Asportazione di truciolo 29 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Ricordando che Z = A * Vt si ottiene 1− n k1 F = k0 + + k2Vt n Vt ovvero 1 k1 n F = k0 + + 1 + k3Vt Vt cioè con k0 k1 k2 k3 n C A V tp cp to V/A tcuV/(A*C1/n) co + cm to cm V/A cm (tcu + cut / cm) V/(A*C1/n) tp = f ( Vt ) cp = f ( Vt ) Ambedue le funzioni hanno Asportazione di truciolo k2 / k1 esponente della Taylor costante della Taylor sezione del truciolo volume da asportare un termine costante un termine crescente con Vt un termine decrescente con Vt 30 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi graficamente Costo Tempo Costo o Tempo (totale) Costo o Tempo (utensili) Costo o Tempo (lavorazione) Costo o Tempo (passivi) Vt Asportazione di truciolo 31 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi Ricerca dei minimi Funzione F = ko + k1 / Vt (1+ k3 Vt1/n ) Derivata prima Derivata seconda Velocità ottima Durata alla velocità ottima Asportazione di truciolo 32 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Tempo Costo Velocità ottima > Durata alla velocità ottima < essendo: Gestione dei Processi Produttivi tcu < tcu + cut /cm Asportazione di truciolo 33 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza Gestione dei Processi Produttivi considerazioni Ln Du n<1 1 45° Ln Vt 2 Du opt acciaio acciaio ------------- = ------------------------- = 8 Du opt carburi ipotizzando tcu acciaio Cacciaio nacciao ncarburo = 3 tcu carburi = 0.3 Ccarburi = 0.12 = 0.28 carburo Asportazione di truciolo 34 Dipartimento di Meccanica e Aeronautica Università di Roma La Sapienza 3 Gestione dei Processi Produttivi strategie tp cp tp cp zona di massima redditività Vt opt costo Vt opt tempo Asportazione di truciolo Vt 35
Scaricare