UNIVERSITA’ DEGLI STUDI DI ROMA
“LA SAPIENZA”
Dottorato di Ricerca in Ingegneria dei materiali,
delle materie prime, metallurgia e protezione ambientale
XVII ciclo
Solidificazione degli acciai inossidabili austenitici
a basso tenore di Nickel
RELAZIONE CONCLUSIVA
Tutor
Dottorando
Prof.T.Valente
Dott.Federico Ruffini
Indice
Motivazioni del lavoro
pag.
5
PARTE Iª
pag.
7
Capitolo 1. Introduzione
1.1. Premessa
1.2. Diagrammi costitutivi degli acciai inossidabili austenitici
1.2.1. Modalità di solidificazione primaria
1.3. La sostituzione del Ni
1.3.1. Solubilità dell’azoto
1.3.2. Stabilità della fase austenitica
1.3.3. Precipitazione di seconde fasi
1.3.4. Resistenza meccanica
1.3.5. Resistenza alla corrosione
1.3.6. Resistenza all’ossidazione
1.4. Panorama brevettuale
Bibliografia del capitolo
pag.
"
"
"
"
"
"
"
"
"
"
"
"
8
8
9
11
12
13
14
17
18
19
20
21
27
Capitolo 2. Fondamenti di solidificazione
2.1. Introduzione
2.2. Variabili del processo di solidificazione
2.2.1. Velocità di crescita
2.2.2. Gradiente termico
2.2.3. Velocità di raffreddamento
2.2.4. Sottoraffreddamento
2.3. Nucleazione
2.3.1. Evoluzione della struttura nucleata
2.4. Strutture di solidificazione
2.4.1. Solidificazione dendritica
2.4.1.1. Instabilità di un fronte planare di solidificazione
2.4.1.2. Morfologie di solidificazione
2.4.1.3. Redistribuzione del soluto
2.4.2. Solidificazione eutettica
2.4.2.1. Accrescimento della struttura eutettica
2.4.2.2. Condizioni di accrescimento
2.5. Crescita competitiva
Bibliografia del capitolo
pag.
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
29
29
29
29
31
31
32
33
35
37
37
38
44
48
51
53
55
59
61
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
3.1. Introduzione
3.2. Il sistema Fe-Cr-Ni
3.3. Morfologie di solidificazione
3.3.1. Solidificazione in austenite primaria
pag.
"
"
"
"
62
62
62
65
65
DEFINIZIONE DELLA PROBLEMATICA
2
3.3.2. Solidificazione in ferrite primaria
3.3.2.1. Ferrite vermicolare
3.3.2.2. Ferrite lamellare
3.3.2.3. Ferrite aciculare e tipo-Widmanstatten
3.4. Criccabilità a caldo
Bibliografia del capitolo
"
"
"
"
"
"
67
68
70
71
72
74
pag.
75
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
4.1. Introduzione
4.2. Mappe di selezione di fase degli acciai inossidabili austenitici
4.3. Modello di selezione della fase primaria
4.3.1. Descrizione del modello
4.3.2. Definizione della relazione R=f(G,V)
4.3.2.1. Criterio semplificato
4.3.2.2. Estensione al sistema multicomponente
4.3.2.3. Stabilità assoluta
4.3.2.4. Concentrazione del liquido all’interfaccia
4.3.3. Cinetica dei processi di solidificazione rapida
4.3.3.1. Continuous Growth Model
4.3.3.2. Espressione della relazione T=f(V)
4.4. Taratura del modello
4.4.1. Definizione dei parametri di input
4.4.2. Calcolo di R
4.4.3. Calcolo del sottoraffreddamento
Bibliografia del capitolo
pag.
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
77
77
77
81
82
84
88
89
90
91
93
93
97
101
101
103
105
109
Capitolo 5. Attività sperimentale
5.1. Introduzione
5.2. Definizione delle composizioni
5.3. Materiale sperimentale e metodi di analisi
5.3.1. Realizzazione dei lingotti
5.3.1.1. Analisi chimica
5.3.1.2. Trasformazione e qualificazione dei lingotti
5.3.2. Rifusioni laser
5.4. Solidificazione a basse velocità di raffreddamento
5.4.1. Previsioni termodinamiche
5.4.1.1. Diagrammi pseudo-ternari
5.4.1.2. Cammini di solidificazione
5.4.2. Esame macrostrutturale
5.4.3. Analisi microstrutturale
5.4.4. Proprietà meccaniche
5.4.5. Sintesi dei risultati
5.5. Solidificazione ad alte velocità di raffreddamento
5.5.1. Previsioni in condizioni di fuori equilibrio
5.5.2. Microstrutture dei cordoni di saldatura
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
"
111
111
111
112
112
114
115
115
117
117
117
121
122
125
131
134
136
136
143
PARTE IIª
STUDIO DELLA SOLIDIFICAZIONE DEGLI ACCIAI
INOSSIDABILI A RIDOTTO TENORE DI NICKEL
3
Indice
5.5.3. Sintesi dei risultati
5.6. Mappe di selezione di fase
Bibliografia del capitolo
"
"
"
150
151
158
Capitolo 6. Conclusioni
pag. 159
Lista dei simboli
pag. 164
Ringraziamenti
pag. 166
4
Motivazioni del lavoro
Nell’ambito della produzione industriale degli acciai inossidabili, le quote di mercato più rilevanti
sono attualmente legate ad alcuni prodotti ben consolidati, tra i quali in particolare la classe degli
austenitici tipo AISI 304, la cui diffusione è dovuta all’ottimo compromesso tra prestazioni,
versatilità di impiego e costi. Tale famiglia di acciai abbina infatti, oltre alle proprietà di resistenza
alla corrosione ed all’ossidazione ad elevata temperatura proprie delle leghe inossidabili, elevate
caratteristiche in termini di formabilità e di saldabilità, con ciò giustificando l’elevata percentuale
di consumi (65-70%) nel mercato dei laminati piani in acciaio inossidabile. Con specifico
riferimento alla famiglia AISI 304, la caratteristica peculiare della struttura austenitica a
temperatura ambiente è conferita dall’elevato tenore di nickel presente (8-12%), cui è demandato il
compito di bilanciare il potere ferritizzante del cromo, garantendo in tal modo anche la lavorabilità
a caldo della lega attraverso il contenimento della trasformazione austenite-ferrite entro tenori
tecnologicamente accettabili. Ciononostante, le controindicazioni all’uso di ingenti quantità di
nickel sono diverse, legate essenzialmente alla scarsità di tale elemento, il cui elevato costo è inoltre
soggetto a sensibili oscillazioni, ed alla sua recente classificazione in ambito europeo come
elemento carcinogenico C3 o sensibilizzante, che ne può precludere numerosi impieghi, almeno per
le applicazioni a diretto contatto con l’uomo.
Al momento attuale, prospettive interessanti per gli acciai austenitici si sono aperte riguardo alla
parziale sostituzione del nickel con altri elementi austenitizzanti, primi fra tutti manganese ed azoto.
A tal proposito, l’utilizzo di tali elementi schiuderebbe scenari potenziali in cui nuove leghe
inossidabili austenitiche, con minor incidenza del costo del nickel, potrebbero progressivamente
sostituirsi al tipo AISI 304 almeno per una consistente gamma di applicazioni, e, nel caso degli
acciai ad alto N, rappresentare una valida alternativa agli acciai da costruzione negli impieghi
strutturali.
Tuttavia, la parziale sostituzione del Ni con Mn e N presenta concrete difficoltà sia di carattere
metallurgico che tecnologico. Infatti, se da un lato il potere austenitizzante del manganese non è
stato ancora definito in modo univoco, ed essendo comunque tale elemento deleterio in tenori
elevati per quel che concerne la resistenza a corrosione, dall’altro l’azoto è un elemento
scarsamente solubile nell’acciaio liquido almeno per tutte le soluzioni impiantistiche che non
ricorrano a sovrapressioni parziali d’azoto, e non può essere impiegato per sopperire completamente
alla diminuzione del tenore di Ni in quanto, formando soluzioni solide interstiziali, determinerebbe
un indesiderato incremento delle caratteristiche resistenziali con conseguente perdita di formabilità.
Per tali ragioni, la metallurgia di queste leghe e i legami struttura-proprietà di impiego sono ancora
oggi oggetto di studio a livello internazionale, e del tutto aperto è il campo della metallurgia
associata a nuove tecnologie di fabbricazione che ormai sono in fase di industrializzazione nel
campo degli acciai inossidabili, quali il colaggio in bramma sottile e/o Strip Casting.
Uno specifico tema che risulta sostanzialmente inesplorato è quello del comportamento in
solidificazione degli acciai inossidabili a basso tenore di nickel, che tuttavia riveste un’importanza
fondamentale per le diverse implicazioni metallurgiche e tecnologiche sottese. La modalità di
solidificazione primaria (Primary Solidification Mode: PSM) condiziona infatti direttamente alcuni
fenomeni che risultano critici nella prospettiva di una produzione industriale degli acciai
inossidabili ad alto N-Mn. Il primo di essi consiste nella già menzionata solubilità dell’azoto in fase
liquida; tale elemento, durante la solidificazione, si ripartisce preferenzialmente nel liquido residuo
in equilibrio con la fase solida in accrescimento. Tale fenomeno è tanto più consistente nel caso di
una solidificazione primaria ferritica, essendo l’azoto un elemento scarsamente solubile in questa
fase; nel liquido contenuto all’interno degli spazi interdendritici possono quindi determinarsi le
5
condizioni di una soprasaturazione di azoto, con conseguente nucleazione di bolle di gas. Tale
evento è del tutto indesiderato in quanto determina da un lato un limite superiore alla
concentrazione di azoto disciolto nella fase solida, con le conseguenze che ciò comporta sul
bilanciamento analitico a favore dell’austeniticità dell’acciaio, ma soprattutto provoca la
formazione di difettosità strutturali che pregiudicano l’integrità e/o l’attitudine all’impiego dei
prodotti di solidificazione.
La conoscenza del PSM consente inoltre di stimare l’entità della microsegregazione, in termini di
accumulo di elementi basso-fondenti negli ultimi stadi della solidificazione. La rilevanza di tale
problematica risiede nel fatto che i medesimi problemi di criccabilità a caldo, noti nelle saldature e
negli altri processi di solidificazione rapida degli acciai inossidabili austenitici convenzionali e
legati alla microsegregazione di fosforo e zolfo dalla fase primaria austenitica, possono verificarsi
anche nella solidificazione degli acciai a ridotto tenore di nickel.
Infine, il cammino di solidificazione si riflette su alcune proprietà fisiche tecnologicamente
rilevanti, in particolare il tenore percentuale di ferrite-δ ad alta temperatura, che condiziona la
duttilità, e la microstruttura a temperatura ambiente, da cui dipendono direttamente le proprietà di
impiego del materiale e le modalità di trattamento termomeccanico. L’importanza di tali aspetti
rende ancor più necessaria per gli acciai inossidabili a ridotto tenore di nickel, dei quali il
bilanciamento analitico è attualmente oggetto di studio, la predisposizione di modelli previsionali
opportunamente tarati, che leghino gli aspetti della solidificazioni (fase primaria, scala della
microstruttura, partizione degli elementi) alle caratteristiche di tali acciai
in intervalli di
temperatura differenti e critici per la loro trasformazione ed applicazione.
Scopo del presente lavoro è stato pertanto lo sviluppo e l’approfondimento delle conoscenze sui
fondamenti di metallurgia degli acciai inossidabili austenitici a basso Ni, con particolare riguardo
agli aspetti che afferiscono al processo di solidificazione.
L’attività di ricerca è stata strutturata partendo dalla definizione dello stato dell' arte relativo al
panorama bibliografico e brevettuale degli acciai inossidabili a basso tenore di Ni. Essa è proseguita
con lo studio delle modalità di solidificazione proprie di tale classe di acciai inossidabili, in range
compositivi dei principali elementi austenitizzanti sostituitivi del Ni (Mn, N) comprendenti
teoricamente sia leghe alternative alla famiglia AISI 304, sia acciai ad elevata resistenza meccanica
per impieghi strutturali. L’attività ha contemplato sia colate in laboratorio di lingotti di ridotte
dimensioni, sia la loro rifusione tramite saldatura laser in condizioni controllate di avanzamento del
fronte di solidificazione, allo scopo di simulare cicli di fabbricazione sia convenzionali che
innovativi (colaggio in bramma sottile, Strip Casting, etc.).
L’attività è stata finalizzata alla definizioni di correlazioni fra le composizioni investigate, le
condizioni di solidificazione, e alcune caratteristiche metallurgiche fondamentali, quali la modalità
di solidificazione primaria, l’effetto austenitizzante di Mn e N (e quindi contenuto di ferrite-δ a
temperatura ambiente), ed il grado di solubilizzazione di quest’ultimo elemento. A tale scopo, sono
stati impiegati i modelli metallurgici e microstrutturali definiti in condizioni di solidificazione
prossime all’equilibrio, dei quali si è provveduto a definire una valutazione dell’attendibilità nel
dominio delle composizioni investigate. E’ stata inoltre sviluppata ed implementata una
modellistica della solidificazione in condizioni fuori equilibrio, in grado di facilitare la previsione
dell’evoluzione microstrutturale dalla fase liquida in condizioni di raffreddamento riconducibili sia
a processi di solidificazione convenzionali, sia confrontabili con le tecnologie di processo
innovative indicate.
6
PARTE Iª
Definizione della problematica
La trattazione svolta nella presente parte della tesi si è resa necessaria allo scopo di introdurre la
problematica della solidificazione degli acciai inossidabili a ridotto tenore di nickel, affrontata
successivamente attraverso l’applicazione di strumenti di previsione degli equilibri termodinamici
già disponibili, seppur tarati nel campo degli acciai inossidabili convenzionali, l’approntamento di
un modello predittivo per lo studio della solidificazione in condizioni lontane dall’equilibrio, ed
infine attraverso una parte sperimentale di esame di microstrutture di solidificazione di acciai
inossidabili a ridotto tenore di nickel realizzate in differenti condizioni di raffreddamento.
Per un appropriato inquadramento della problematica, in questa parte è presentata un’introduzione
relativa al panorama bibliografico e brevettuale degli acciai inossidabili a ridotto tenore di nickel,
allo scopo di evidenziare l’interesse industriale che ruota intorno a tale famiglia di acciai e le
principali problematiche di carattere metallurgico e tecnologico ad essa associate.
Nel successivo capitolo, è stato poi definito il substrato di relazioni e principi che governano i
processi di solidificazione, in un contesto comprendente sia i fenomeni di nucleazione ed
accrescimento, sia i temi legati alla determinazione ed alla competizione delle morfologie di
accrescimento delle strutture di solidificazione.
A completamento della prima parte, sono state prese in rassegna le morfologie di solidificazione
caratteristiche degli acciai inossidabili austenitici, classificate in base alla fase primaria di
accrescimento, e le interpretazioni su scala microstrutturale delle problematiche tecnologiche
connesse alla solidificazione di tale classe di acciai.
7
Capitolo 1. Introduzione
1.1. Premessa
Gli acciai inossidabili austenitici contengono generalmente nickel in tenori superiori al 3% ed, in
tale ambito, la famiglia dell’AISI 304, che rappresenta il prodotto inossidabile maggiormente
diffuso, è caratterizzata da una tenore di nickel non inferiore all’8%. Il ruolo di tale elemento risiede
nella stabilizzazione della fase austenitica, prevenendo la formazione di ferrite-δ durante le fasi di
lavorazione ad alta temperatura e contenendo la trasformazione dell’austenite in martensite nei
processi di deformazione a freddo.
Il nickel, tuttavia, presenta il notevole svantaggio di essere un elemento costoso, le cui quotazioni
sul mercato sono soggette a notevoli fluttuazioni; inoltre, a causa della sua classificazione in ambito
europeo come elemento carcinogenico e sensibilizzante, si sta confermando la tendenza ad
eliminare il nickel da tutte le applicazioni in cui sia previsto il contatto umano (settori chimico,
alimentare, etc.).
Per tali ragioni, negli ultimi anni è cresciuto l’interesse nei confronti degli acciai inossidabili
austenitici con ridotto o nullo tenore di Ni, la cui assenza parziale o totale viene compensata in tali
prodotti dall’aggiunta di altri elementi austenitizzanti, primi fra tutti azoto e manganese.
L’aspettativa, in tal senso, è rappresentata dalla possibilità di sostituire in alcune applicazioni la
famiglia dell’AISI 304 con prodotti dalle proprietà simili ma meno costosi, e di sfruttare le
potenzialità in termini di incremento delle caratteristiche meccaniche legate all’alligazione con
azoto per fabbricare acciai inossidabili alto-resistenziali per applicazioni strutturali.
La ricerca in tale ambito è tuttora rivolta verso la definizione di composizioni in grado di
assicurare soddisfacenti caratteristiche in termini di stabilità della fase austenitica nelle diverse fasi
di lavorazione, di proprietà meccaniche e di resistenza alla corrosione. Tale bilanciamento è tuttavia
di difficile realizzazione, in primo luogo perché si rivelano sovente inadeguati i modelli previsionali
definiti, nel corso dei decenni, nel dominio degli acciai inossidabili austenitici convenzionali allo
scopo di fornire ai tecnologi indicazioni riguardo alle applicazioni industriali di tali leghe. Pertanto,
tali modelli possono essere utilizzati soltanto previa validazione o taratura nel range di
composizioni afferente alle leghe inossidabili a basso tenore di Ni, processo che il più delle volte
richiede onerose attività di laboratorio consistenti nell’indagine metallografica condotta su un
consistente numero di colate sperimentali.
Considerando i vantaggi economici derivanti dall’introduzione sul mercato di una nuova famiglia
di acciai in grado, potenzialmente, di sostituirsi al prodotto inossidabile maggiormente diffuso, si
comprende quindi lo sforzo compiuto dai maggiori gruppi siderurgici nel promuovere la ricerca
volta all’approfondimento della conoscenza metallurgica delle leghe a basso Ni che ha condotto,
negli ultimi anni, al brevetto di diverse composizioni appartenenti a tale famiglia.
Il presente capitolo introduttivo ha lo scopo di ripercorrere il cammino concettuale che ha portato,
sulla base dell’esigenza di mercato sopra descritta, alla pubblicazione di brevetti di acciai
inossidabili a basso tenore di nickel, partendo da una sintesi dell’attività di modelling condotta sulle
leghe austenitiche convenzionali e delle indicazioni rese da essa disponibili, proseguendo con un
approfondimento della ricerca più specifica condotta in tale settore, ed illustrando infine il
panorama brevettuale attualmente esistente in merito. Ciò allo scopo di fornire un substrato
concettuale ed applicativo all’attività di ricerca oggetto del presente lavoro, che comunque è stato in
seguito di volta in volta ripreso ed approfondito nella descrizione delle varie fasi dell’attività
secondo gli specifici temi affrontati.
8
1. Introduzione
1.2. Diagrammi costitutivi degli acciai inossidabili austenitici
Già prima della seconda guerra mondiale erano noti i benefici in termini di saldabilità degli acciai
inossidabili austenitici derivanti dalla presenza, nel cordone di saldatura, di un certo tenore di
ferrite-δ residua: rispetto alle leghe inossidabili che, a temperatura ambiente, risultavano
completamente austenitiche, il grado di ferriticità determinava un netto miglioramento nei confronti
della suscettibilità alle cricche a caldo. A tal proposito, risale al 1941 il primo brevetto riguardante
saldature di acciai inossidabili austenitici non criccabili a caldo, ottenute attraverso un opportuno
bilanciamento della composizione per conseguire, nella struttura “as welded”, un tenore di ferriteδ compreso fra il 5 ed il 35%.
L’importanza tecnologica di tale proprietà spinse, negli anni successivi, numerosi ricercatori a
tracciare dei diagrammi costitutivi su base empirica per la previsione del comportamento delle
leghe inossidabili austenitiche soggette a saldatura. Schaeffler [1 ], in tal senso, fu il primo nel
1949 ad introdurre i concetti di cromo e nickel equivalenti, basati sulla classificazione dei diversi
elementi in base al loro potere austenitizzante o ferritizzante, grazie ai quali egli poté riportare su di
un semplice diagramma bidimensionale Cromo equivalente/Nickel equivalente l’effetto degli
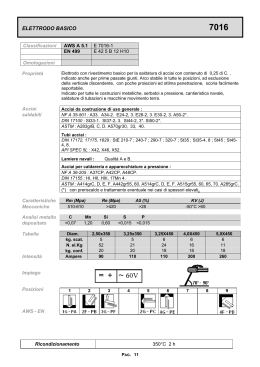
elementi alliganti sulla microstruttura finale del cordone di saldatura. In particolare, nel diagramma
di Schaeffler, riportato in fig.1.1, il dominio delle leghe bifasiche austeno-ferritiche fu suddiviso da
linee isoferrite, concepite come costitutive di un fascio proprio di rette, ed estese parzialmente
anche alla regione di presenza contemporanea di martensite e ferrite-δ.
Figura 1.1. Diagramma di Schaeffler originale
Successivamente, il diagramma di Shaeffler venne più volte ripreso e modificato, sia per
migliorare l’accuratezza delle stime da esso fornite, sia per estenderne la validità anche ad acciai
inossidabili austenitici con un numero maggiore di elementi alliganti. La prima modifica essenziale
risale al 1956 e fu introdotta da De Long [2 ], il quale modificò la posizione delle linee isoferrite,
che non risultavano più uscenti da un medesimo punto bensì parallele fra loro, anche tenendo conto
del potere austenitizzante dell’azoto ed impiegando per la prima volta misure con metodo
magnetico, più ripetitivo e standardizzabile della tecnica per via metallografica. Nonostante le
modifiche apportate, tuttavia, i concetti di Creq e Nieq non furono mai abbandonati, ed anzi furono
applicati anche ad altri ambiti non concernenti strettamente le tecnologie di saldatura. Irvine et al.,
[3 ], nel 1959, adottarono un approccio analogo nello studio di leghe austenitiche a
9
1. Introduzione
trasformazione controllata per applicazioni aeronautiche, nel quale fu quantificato separatamente
l’effetto dei diversi elementi di lega sul grado di ferriticità della microstruttura a temperatura
ambiente e sulle temperature caratteristiche di trasformazione martensitica. Pryce ed Andrews [4
], nel 1960, tracciarono un diagramma di Schaeffler modificato per la previsione del tenore di
ferrite-δ nelle leghe inossidabili austenitiche durante i trattamenti ad alta temperatura, nello
specifico 1150°C, sulla base dell’esigenza di previsione della duttilità a caldo di tali leghe. In tale
ambito i concetti di Creq e Nieq furono impiegati anche per la previsione dell’attitudine delle leghe
inossidabili austenitiche alla formazione di fase σ, infragilente, per effetto di prolungati trattamenti
termici ad alta temperatura. Hull [5 ], nel 1973, svolse infine un’attività sistematica di
caratterizzazione su 70 colate sperimentali di leghe inossidabili con tenori differenti di ben tredici
elementi alliganti, potendo in tal modo redigere una versione particolarmente accurata del
diagramma di Schaeffler; in tale circostanza venne anche introdotta una funzione θ, espressa in base
al potere austenitizzante di tutti gli elementi considerati, in grado di fornire un’immediata
indicazione circa la stabilità della fase austenitica di una lega di prefissata composizione. Tale
funzione esprimeva il tenore di Ni, da aggiungere alla lega, necessario per l’eventuale ristabilimento
della condizione di completa stabilità dell’austenite, essendo tale condizione già verificata nel caso
di negatività del valore assunto dalla funzione θ.
Attualmente, le versioni più aggiornate del diagramma di Schaeffler risalgono ai lavori
commissionati dal Welding Research Council (WRC), che si basano sull’elaborazione dei risultati
della caratterizzazione di oltre 950 cordoni di saldatura eseguiti con metalli base e d’apporto noti sia
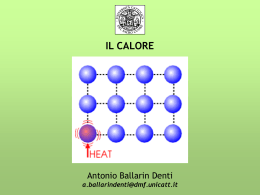
per composizione che per rapporto di diluizione [6-7 ]. Tali lavori, pubblicati in due periodi
successivi, il 1988 ed il 1992, e di cui la versione più aggiornata è riportata in fig.1.2, sono
contraddistinti da una validità dichiarata sino a valori della percentuale in volume della ferrite pari
al 65% e, nel caso dell’ultima versione, è tenuto in considerazione per la prima volta anche l’effetto
austenizzane del Cu, sovente aggiunto negli acciai inossidabili austenitici per migliorarne le
caratteristiche di lavorabilità a freddo.
Figura 1.2. Diagramma WRC1992
10
1. Introduzione
1.2.1. Modalità di solidificazione primaria
In realtà, già dagli anni ‘80 [8 ] s’iniziò a comprendere come in realtà non fosse il tenore di
ferrite-δ in sé a determinare la resistenza alla criccabilità a caldo degli acciai inossidabili austentici,
quanto la modalità di solidificazione primaria di cui la ferrite-δ residua a temperatura ambiente
costitutiva il ricordo. Tale conclusione derivava dalla constatazione che, ad esempio, acciai
completamente austenitici come l’AISI 310 erano in ogni condizione suscettibili alla formazione di
cricche a caldo e che, nel caso dell’AISI 304, la medesima suscettibilità era funzione del rapporto
(Cr/Ni)eq attraverso il modo di solidificazione, e del contenuto di impurità, come zolfo e fosforo,
presenti nei metalli base e d’apporto.
Ciò era consistente con le teorie [9-10 ] secondo cui la criccabilità a caldo nelle leghe
inossidabili era imputabile alla presenza, negli ultimi stadi della solidificazione, di film liquidi
bassofondenti lungo i bordi di grano della struttura in corso di formazione, per effetto dei quali, in
combinazione con lo stato tensionale dovuto al ritiro di solidificazione, la stessa struttura era
soggetta a decoesione. A supporto di tali teorie giungevano gli esiti delle analisi condotte attraverso
microsonda su cordoni di saldatura realizzati in AISI 310 [11 ], i quali rivelavano la presenza
nelle regioni intergranulari sedi della solidificazione dell’ultima fase liquida fortemente segregata,
di elementi come zolfo, fosforo, silicio e manganese. Altri test analoghi [12 ] nei quali l’AISI
310 fu utilizzato in condizioni ultra-pure, ovvero con mimimi tenori di zolfo e fosforo, ebbero come
risultato che la suscettibilità alle cricche a caldo risultava nettamente migliorata. Diveniva per tali
ragioni via via più evidente il nesso fra la criccabilità a caldo e la modalità di solidificazione
primaria, in quanto alla differente struttura primaria era direttamente associabile il tenore e la
tipologia di segregazioni presenti. Durante la solidificazione in ferrite primaria, infatti, una minor
quantità di zolfo e fosforo veniva rigettata verso la fase liquida, con la possibilità inoltre di fissare
tali elementi in forma di fosfuri e solfuri attraverso il manganese ed il silicio segregati, ciò
risultando in una minor suscettibilità alle cricche a caldo.
Per l’importanza, la complessità e le possibilità di approfondimento di tali concetti nello studio
delle leghe inossidabili a basso tenore di Ni, essi sono stati diffusamente ripresi nei successivi primi
due capitoli. In questa sede si vuol semplicemente evidenziare come, essendo la modalità di
solidificazione primaria identificabile attraverso il tenore e la morfologia della ferrite-δ residua a
temperatura ambiente, già nei primi lavori in cui tale aspetto venne affrontato, i diagrammi
costitutivi degli acciai inossidabili vennero completati sovrapponendo alle linee iso-ferrite anche i
contorni delle regioni identificative delle diverse modalità di solidificazione, distinguendo fra
completamente ferritica (F), completamente austenitica (A) e mista con ferrite (FA) od austenite
primaria (AF). Tali linee di demarcazione sono presenti, ad esempio, nei diagrammi redatti per
conto del Welding Research Council, ove si può riscontrare una buona coerenza dei campi con la
possibilità di effettuare stime molto accurate della suscettibilità alle cricche a caldo attraverso la
distinzione delle leghe caratterizzate da solidificazioni di tipo AF ed FA.
L’ultima citazione di un argomento che è stato comunque affrontato nel prosieguo del lavoro
riguarda l’influenza della velocità di raffreddamento sulla modalità di solidificazione primaria: tal
effetto divenne oggetto di studio in seguito all’evoluzione tecnologica che portò alla diffusione di
apparati per la saldatura laser. Essendo possibile raggiungere velocità di passata notevolmente
maggiori, con il risultato di uno spostamento della solidificazione primaria verso il modo AF, si
determinò un brusco deterioramento della resistenza alla criccabilità dei cordoni. I primi lavori in
tal senso portarono alla definizione di diagrammi costitutivi specifici per ciascun processo di
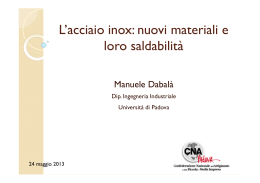
saldatura, razionalizzati successivamente da David [13 ] in un diagramma tridimensionale,
riportato in fig.1.3, nel quale i diagrammi costitutivi relativi al contenuto di ferrite-δ in funzione
della composizione vennero sovrapposti su un terzo asse avente come coordinata appunto la
velocità di solidificazione. Allo stato attuale è stato compreso come in effetti la transizione da un
modo di solidificazione primario all’altro sia funzione del grado di sottoraffreddamento dell’apice
11
1. Introduzione
delle dendriti di ciascuna delle fasi in competizione (austenite, ferrite ed eutettico delle due fasi):
per l’interesse derivante dalle applicazioni di tali modelli previsionali, esiste un’intera branca della
scienza della solidificazione dedita alla determinazione delle mappe di selezione di fase attraverso
lo studio delle IRFs (interface response functions).
Figura 1.3. Diagramma sintetico di David rappresentativo del legame fra il contenuto di
ferrite- δ a temperatura ambiente e la velocità di raffreddamento
1.3. La sostituzione del Ni
La disponibilità di modelli microstrutturali previsionali affidabili diviene di fondamentale
importanza nel momento in cui s’intenda intervenire sulla composizione di una lega per migliorarne
le caratteristiche o per ridurne i costi di fabbricazione. In tal senso, la parziale o totale sostituzione
del nickel finalizzata alla realizzazione di prodotti sostitutivi dell’AISI 304 o innovativi nel campo
degli inossidabili strutturali si rivela alquanto difficoltosa, essendo la maggior parte dei modelli
tarati su valori di tale elemento tipici dei prodotti commercialmente diffusi. Ciò rende quindi critico
il bilanciamento degli elementi austenitizzanti e ferritizzanti necessario a compensare la riduzione
del tenore di Ni per le non facilmente prevedibili conseguenze su aspetti essenziali quali la
solubilità dell’azoto, la stabilità della fase austenitica, e le caratteristiche meccaniche e di resistenza
alla corrosione. In linea generale, l’assenza del Ni negli acciai inossidabili austenitici non può che
essere compensata da un adeguato tenore di altri elementi γ-geni, i principali dei quali sono: C, N,
Mn e Cu. Ciascun elemento, tuttavia, non può da solo sostituire il Ni, poiché per varie ragioni ciò
andrebbe a detrimento delle diverse caratteristiche se confrontate con quelle della famiglia
dell’AISI 304.
Il carbonio, ad esempio, pur essendo un forte stabilizzatore della fase austenitica, non può essere
impiegato in tenori superiori allo 0.07% per non determinare un’eccessiva diminuzione della
resistenza a corrosione intergranulare e creare problemi di saldabilità. Per ottenere un
comportamento simile al 304 nel campo della corrosione è bene che il tenore di carbonio non superi
lo 0.05%.
L’azoto, pur essendo forte austenitizzante e stabilizzatore della fase austenitica, e determinando
inoltre un miglioramento della resistenza a pitting, non può essere introdotto nella lega con metodi
12
1. Introduzione
di colata convenzionali in tenori sufficienti a compensare l’assenza del nickel. Se abbinato al C,
inoltre, il rafforzamento indotto dalla soluzione solida interstiziale dei due elementi avrebbe come
effetto il conseguimento di caratteristiche resistenziali tendenzialmente più elevate le quali, se non
rispondenti a specifiche di impiego nel campo strutturale, avrebbero come conseguenza difficoltà
sia in sede di lavorazione che di successivo impiego. Per tali ragioni, in un ipotetico prodotto
sostitutivo dell’AISI 304 il tenore di N non deve essere superiore allo 0.2% e il tenore complessivo
di C+N limitato comunque allo 0.3%.
Il manganese, oltre ad essere uno stabilizzatore della fase austenitica e migliorando in tal senso la
deformabilità a freddo, aumenta anche la solubilità dell’azoto. Tuttavia, tale elemento è un
austenitizzante piuttosto debole, producendo effetti soddisfacenti per tenori non inferiori al 6.4%;
inoltre, se presente in quantità superiori all’8% il manganese diviene modestamente ferritizzante,
deprimendo per ciò la lavorabilità a caldo per l’eccessiva formazione di ferrite-δ. Per tale ragione, il
range ottimale del tenore di Mn dovrebbe risultare compreso tra 6.4 ed 8%, compatibilmente con la
quantità di azoto presente in soluzione.
Il rame, oltre a promuovere la formazione di fase austenitica e contribuire alla sua stabilità,
migliora la resistenza degli acciai inossidabili nei confronti della corrosione generalizzata. Sotto tale
aspetto, per ottenere un comportamento simile al 304, il rame dovrebbe essere contenuto in tenore
superiore al 2%, ma comunque non superiore al 3%, sia per l’attenuazione dell’effetto
austenitizzante oltre tale valore, sia per il decadimento della lavorabilità a caldo.
D’altra parte, è possibile entro un certo margine intervenire sul tenore di elementi α-geni per
compensare il minor contenuto di nickel.
Il cromo è un elemento necessario per garantire un’ottimale resistenza alla corrosione
generalizzata, al pitting ed alla crevice; per evitare un eccessivo contenuto di ferrite-δ è necessario
che il cromo non sia contenuto in tenori superiori al 17%; tuttavia, esso deve essere presente in
tenori non inferiori al 16,5% per assicurare, proprio in tema di corrosione, un comportamento simile
a quello della famiglia dell’AISI 304 o di alcuni acciai ferritici stabilizzati, ad es. l’AISI 430.
Il silicio è un elemento importante sia per l’effetto fluidificante che esercita sul bagno metallico,
sia per la resistenza all’ossidazione; per il suo carattere α-geno esso deve essere limitato all’1%,
mentre tenori superiori allo 0.7% può creare problemi in sede di decapaggio, ma è necessario che
sia presente comunque in tenori superiori allo 0.1% per una buona colabilità dell’acciaio; inoltre,
per evitare la formazione di ossidi bassofondenti durante la laminazione a caldo, è preferibile che il
silicio sia presente in quantità non inferiore a circa lo 0.5%.
Definiti i limiti compositivi all’interno dei quali è possibile intervenire per la sostituzione parziale
o totale del Ni, è opportuno esaminare in dettaglio come in tali ambiti conservino efficacia i modelli
previsionali delle principali caratteristiche fisico-meccaniche definiti per le composizioni
convenzionali, ad iniziare da un aspetto tecnologicamente molto rilevante, quale la solubilità
dell’azoto, per proseguire con il contenuto di ferrite-δ a temperatura ambiente, già trattato all’inizio
del presente capitolo introduttivo. Successivamente a tali aspetti, è stata discussa la tendenza alla
formazione di fasi infragilenti, per terminare infine con le stime delle caratteristiche di resistenza
meccanica ed all’ossidazione.
1.3.1. Solubilità dell’azoto
Un aspetto importante associato alla parziale o totale assenza del Ni negli acciai inossidabili
austenitici è legato al fatto che il principale elemento γ-geno candidato alla sua sostituzione è
l’azoto, che tuttavia presenta stringenti limiti di solubilità in fase liquida, tali da limitarne l’impiego
almeno nei processi di colaggio convenzionali.
13
1. Introduzione
La solubilità dell’azoto nell’acciaio segue la più generale legge di Sievert, che nello specifico di
tale elemento assume espressione:
(1)
1
{N 2 } → [N ]
2
la cui costante di equilibrio è data dalla:
(2)
K=
f N [% N ]
(p )
0.5
N2
dove fN è il coefficiente di attività e pN2 è la pressione parziale di azoto che insiste sul sistema.
Mentre sussiste un generale accordo in letteratura sui valori assunti dalla solubilità dell’azoto nel
ferro puro sia liquido che solido in fase γ, già più controverso si presenta il panorama di risultati per
quel che concerne gli effetti anche di secondo e terzo ordine sul valore di fN per i diversi elementi
di lega. In generale si può affermare che un aumento del tenore di Cr aumenta il limite di solubilità
dell’azoto da parte del ferro liquido, sin quando tuttavia la modalità di solidificazione primaria
rimane austenitica, in quanto la fase δ ha una struttura in grado di sciogliere interstizialmente una
quantità notevolmente inferiore di tale elemento [14 ]. Un miglioramento della solubilità nel
ferro liquido si riscontra anche per un aumento del contenuto di Mn. Per quel che concerne in modo
specifico i sistemi Fe-Cr-Mn-N, è stato riscontrato, in leghe 18%Cr-18%Mn [15 ], che la
solubilità dell’azoto segue la legge di Sievert fino a circa l’1% di azoto. Altri valori misurati in
sistemi Fe-Cr-Mn liquidi e solidi [16 ], si sono rivelati invece scarsamente in accordo con quanto
previsto dai modelli disponibili in letteratura, dimostrando quindi come questi ultimi debbano
essere impiegati con molta accortezza.
Dal punto di vista delle conseguenze impiantistiche, è bene accennare all’effetto di S ed O sulla
solubilità dell’azoto. Normalmente tali elementi sono trattati come impurezze ed eliminati nei
processi AOD, in cui l’alligazione con N avviene successivamente alla desossidazione ed alla
desolforazione tramite insufflazione di N2 gassoso ad elevata pressione. Sia l’ossigeno che lo zolfo,
tuttavia, sono superficialmente attivi e possono inibire il desorbimento dell’azoto dal bagno
metallico se presenti in quantità modeste, con l’effetto quindi di aumentarne la solubilità. In tal
senso, un opportuno compromesso potrebbe essere trovato tra, da una parte, i limiti entro i quali tali
impurezze possono essere tollerate, e dall’altra, i benefici derivanti dalle possibilità di raggiungere
tenori più elevati di N senza ricorrere a soluzioni impiantistiche che prevedano sovrapressioni
d’azoto. Un’ulteriore soluzione potrebbe essere costituita dai processi di solidificazione rapida,
quali stripcasting e thin-slab casting. Come riportato in seguito, la solubiltà dell’azoto è strettamente
legata alla possibilità di formazione di bolle in fase liquida, la quale può essere efficacemente
limitata, per ragioni legate alle tensioni d’interfaccia solido/liquido, dalla riduzione degli spazi in
cui esse dovrebbero nucleare [17 ]. In tal senso, essendo la scala degli spazi interdendritici tanto
inferiore quanto maggiore è la velocità di raffreddamento, i processi di solidificazione rapida
possono rappresentare un valido mezzo attraverso il quale conseguire l’alligazione con azoto senza
ulteriori costi impiantistici e prevenendo la formazione di porosità nella struttura finale.
1.3.2. Stabilità della fase austenitica
Come noto per gli acciai inossidabili convenzionali, un modesto contenuto di ferrite-δ è
auspicabile poiché, oltre a prevenire il rischio di criccature a caldo nei cordoni di saldatura, migliora
14
1. Introduzione
la resistenza a snervamento ed a rottura, ed anche la resistenza alla tensocorrosione; d’altro canto,
quantità elevate di ferrite-δ comportano invece una diminuzione della duttilità a caldo, una perdita
di resilienza nei prolungati esercizi ad alta temperatura dovuta al maggior rateo di formazione di
fase σ, e risultano in generale indesiderate in quelle applicazioni dove è richiesta una bassa
permeabilità magnetica. E’ quindi di fondamentale importanza saper prevedere la percentuale di
tale fase alle diverse temperature.
In tab.1.1 è riportato un prospetto riassuntivo dei poteri austenitizzanti o ferritizzanti dei diversi
elementi di lega, in termini di equivalenti di Ni e Cr, secondo i modelli attualmente disponibili e in
parte già menzionati.
Autori
C
N
Cu
Mn
Mo
Si
Metodo
Schaeffler
30
0.5
-1 -1.5
Welding
De Long
30
30
0.5
-1 -1.5
Welding
Hull
24.5
18.4
0.44 0.11-0.0086Mn² -1.21 -0.48 Chill casting
Pryce and Andrews 21
11.5
0.5
-1
-3 Annealed Ingots
Guiraldenq
30
20
-1 -1.5
Casting
Schoefer
30 26(N-0.02) 0.5
-1 -1.5
Casting
Hammar and
22
14.2
1
0.31
-1.37 -1.5 Thermal analysis
Svensson
WRC
35
20
0.25
-1
Welding
Sanchez
27.4
22.7
0.35
-0.05
-1.23 -0.7
Chill casting
Tabella 1.1. Potere α-geno o γ-geno dei principali elementi di lega secondo i diversi Autori
Nello specifico, dei modelli proposti quelli specificatamente tarati su acciai inossidabili a ridotto
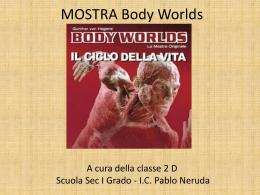
tenore di Ni sono quelli avanzati da Hull [5 ] e Sanchez [18 ]. Il primo adattò il diagramma di
Schaeffler a leghe ad elevato tenore di N, in range compositivi variabili per il Ni fra 0 e 22%, per il
Mn fra 0 e 20%, e per N fra 0 e 0.15%: il diagramma proposto da Hull è riportato in fig.1.4. I poteri
α-geni o γ-geni dei singoli elementi calcolati da Hull, riportati in tab.1.1, consentono di stabilire la
seguente condizione per la formazione di strutture austenitiche completamente stabili:
(3)
Nieq > (Creq − 8)
La relazione (3) presenta tuttavia dei limiti di validità in quanto, nell’intervallo di concentrazione
del Cr compreso fra 12% e 18%, prevede per tenori di elementi austenizzanti inferiori al 10% di
Nieq la presenza di martensite, ma tale indicazione non trova un riscontro nelle evidenze
sperimentali.
Il modello elaborato da Sanchez si basa invece sulla regressione di valori di ferrite-δ misurati a
temperatura ambiente su 50 campioni da 50g realizzati attraverso chill-casting aventi composizioni
variabili negli intervalli riportati in tab.1.2.
C
Si
Mn
Cr
Ni Mo Cu
N
≤0.13 ≤0.15 5-14.5 14-20 0.5-8 ≤0.3 0.5-4 0.08-0.54
Tabella 1.2. Limiti compositivi della sperimentazione condotta da Sanchez sul potere γ-geno
degli elementi di lega
15
1. Introduzione
Figura 1.4. Diagramma di Hull per acciai a basso tenore di Ni
Tale modello prevede tenori di ferrite-δ a temperatura ambiente generalmente superiori a quelli
stimati in base alle teorie degli altri Autori. Nel medesimo lavoro fu esaminato anche l’effetto della
velocità di raffreddamento sulla struttura finale, attraverso la realizzazione di lingotti da 50kg delle
medesime composizioni: in condizioni di solidificazione più lenta, il contenuto di ferrite-δ risultava
sovrastimato soltanto nel caso di modesto contenuto di elementi alliganti.
Venne valutato inoltre l’effetto di un trattamento termico sul network ferritico presente nelle
strutture as-cast, più fine nei campioni realizzati attraverso chill-casting che nei lingotti: ciò che
emerse fu una scarsa tendenza alla solubilizzazione della ferrite-δ nei campioni differenti dalla
classe dell’AISI 300, in particolare nei casi di campioni alto-legati prodotti in forma di lingotti, con
il solo risultato di una globulizzazione di tale fase. Tale comportamento venne attribuito ad una
minor diffusività allo stato solido dovuta alla presenza di elevati tenori di Mn e N, accentuata da
coefficienti di partizione più elevati nel caso di strutture di partenza più grossolane.
Figura 1.5. Diagrammi proposti da Carney riguardo alla stabilità della fase austenitica
Altri modelli disponibili in letteratura adottano invece un approccio diverso alla problematica, non
essendo perciò riconducibili allo schema riportato in tab.1.1. Carney [19 ], ad esempio, elaborò
dei diagrammi in cui i campi di stabilità dell’austenite erano riportati, a varie temperature in
funzione dei tenori di Cr, Mn e N, come illustrato in fig.1.5. In base a tali modelli, sarebbe possibile
prevedere un modesto comportamento ferritizzante del manganese per tenori crescenti di N, ed una
minor stabilità dell’austenite all’aumentare della temperatura.
16
1. Introduzione
Un ulteriore criterio per la definizione dei limiti di stabilità della fase austenitica in acciai a ridotto
contenuto di Ni è stato proposto da Hsiao [20 ], secondo cui, per tenori di Mn compresi fra il 5
ed il 14%, la percentuale complessiva in peso di C e N necessaria per conseguire una struttura
formata da sola austenite è data dalla seguente espressione:
(4)
%(C + N ) = 0.078(%Cr − 12.5)
Recenti studi sulla termodinamica del sistema Fe-Cr-Mn hanno evidenziato che il Mn da solo non
può compensare l’assenza totale di Ni nella realizzazione di strutture austenitiche stabili per tenori
di Cr superiori al 13% [21 ]. A tale scopo, in leghe con 18%Cr e 0.1%C, è quindi necessario
parzializzare la diminuzione del Ni o aggiungere N, secondo un criterio in base al quale ciascun
punto percentuale in peso del primo elemento può essere recuperato con lo 0.05% del secondo
[22 ].
Un ulteriore aspetto concernente la stabilità della fase austenitica è quello legato alla
trasformazione martensitica per effetto di una deformazione a freddo. Uno studio comparativo
condotto a tal proposito [20 ] conferma l’indicazione dei modelli previsionali tarati sui prodotti
convenzionali, secondo i quali l’effetto dell’azoto è circa 40 volte superiore a quello del Ni nella
determinazione del parametro Md30, rappresentativo del grado di stabilità dell’austenite: molto più
blando è invece l’effetto del Mn.
1.3.3. Precipitazione di seconde fasi
Una problematica rilevante nelle leghe ad elevato contenuto di N è rappresentato dalla tendenza
alla precipitazione di carburi-nitruri di cromo per effetto di trattamenti ad alta temperatura che può
avere drastici effetti sia sulla stabilità della fase austenitica che sulle caratteristiche di duttilità e
tenacità [23 ].
Le forme in cui tale precipitazione può avvenire sono rappresentate dalla presenza, in funzione del
rapporto C/N di carburi tipo Cr23C6 a bordo grano e/o transgranulari e di nitruri lamellari tipo Cr2N.
In quest’ultimo caso, la precipitazione è sovente accompagnata dalla formazione di fase
σ infragilente, dovuta al depauperamento di N nella matrice ed alla conseguente destabilizzazione
della fase austenitica. In entrambi i casi, inoltre l’impoverimento di elementi alliganti dovuto alla
formazione di seconde fasi durante un trattamento termico può determinare un innalzamento della
temperatura Ms, con conseguente rischio di trasformazione martensitica in seguito a
raffreddamento.
Per quel che concerne la precipitazione di nitruri lamellari, essa è dovuta ad una lacuna di
miscibilità fra la fase ε, costituita appunto da Cr2N, e la fase austenitica, che a 920°C in una lega
Fe-18%Cr-18%Mn si estende in un intervallo compreso fra 0.5 e 2.5%N. La forma e la posizione di
tale lacuna dipendono fortemente dai tenori di Cr e N, e risulta spostata verso temperature più basse
per una diminuzione del contenuto del primo elemento e diviene via via più estesa all’aumentare del
secondo.
Poiché il deterioramento delle proprietà meccaniche per effetto di permanenze prolungate in
intervalli compresi fra i 550 ed i 920°C rappresenta un effettivo limite all’impiego della classe di
acciai ad elevato tenore di N, sono state proposte diverse soluzioni in merito, una delle quali
fondamentalmente consistente nell’alligazione con elementi più affini del Cr nei confronti
dell’azoto, per promuovere la formazione di nitruri più stabili. Studi in tal senso [24 ] hanno
condotto all’individuazione di Nb e V come elementi potenzialmente utili nella sottrazione di N alla
formazione di Cr2N e conseguentemente al ritardo nella formazione di fase ε, nonostante comunque
la precipitazione di tale fase non sia stata comunque impedita totalmente. Un altro tentativo tuttora
17
1. Introduzione
oggetto di studio riguarda l’associazione del trattamento termico ad alta temperatura con uno stato
di deformazione, così da favorire una distribuzione dei nitruri in posizione transgranulare, meno
deleteria, indotta della tendenza alla minimizzzione dei gradienti di concentrazione.
1.3.4. Resistenza meccanica
La tematica riguardante la determinazione delle caratteristiche meccaniche rappresenta un aspetto
fondamentale negli acciai inossidabili austenitici a basso contenuto di nickel, poiché il
bilanciamento compositivo necessario a garantire la stabilità della fase γ può generare una
consistente variabilità delle proprietà resistenziali, che deve essere valutata attentamente in funzione
delle caratteristiche d’impiego attese per i prodotti finali. I principali elementi austenitizzanti
sostitutivi del Ni sono infatti C e N, entrambi solubili in forma interstiziale e perciò in grado di
indurre un effetto di rafforzamento sensibile a modeste variazioni del contenuto dei due elementi.
Recentemente è stato proposto [14 ] un modello di regressione della popolazione di dati
disponibili in letteratura relativa a test condotti su leghe con tenore di Ni<0.8%, comprensivo quindi
di un altrettanto vario panorama di condizioni sperimentali e differenziato a seconda del fatto che
siano contemplati o meno fattori quali la dimensione del grano o il tasso di riduzione a freddo. I
risultati di tale elaborazione, che ha dimostrato un ragionevole accordo con i dati sperimentali
essendo affetta da un errore medio ±40MPa, sono riportati in funzione dell’effetto di ciascun
elemento in tab.1.3, in termini di coefficienti moltiplicativi dei rispetti tenori percentuali in peso,
unitamente agli intervalli di variabilità degli elementi stessi per cui tali fattori risultano validi.
C
Min
Max
Carico di
snervamento
(MPa)
Carico di
rottura
(MPa)
Range
N
0.01
0.06
3.03
257.69
952.39
121.2
266.08
680.35
Mn
Cr
Si
0.01
12
12
0.2
0.15
22
21
1.15
335.6 5.08 8.41 -9.39
479.49 5.74 1.46 92.58
655.23 34.28 1.56 -7.41
337.04 -0.2 7.74 4.14
441.1 32.41 21.92 -54.7
603.27 -19.3 -5.05 -19.1
P
S
-
-
Mo
-172.71 -94.95
-449.09 7354
-736.13 7829
-303.47 -2962
-602.23 1156.2
102.73 -3066
0
3
-21.94
-9.95
-3.63
-75.08
Tasso
di riduzione Costante
a freddo (%)
Ni
Cu
V
φ grano
(µm)
≤0.8
-
≤0.1
-
-
-
15.19
-73.4
-
-94.2
-46.2
-
3188
-267
-
-1.07
-0.82
-
22.36
-16.33
176.62
-234.57
-535.48
647.29
235.17
904.8
Tabella 1.3. Effetto degli elementi di lega sulle proprietà meccaniche
negli acciai a basso tenore di Ni
Per quel che concerne leghe caratterizzate da tenori più elevati di Ni, l’effetto degli elementi di
lega sulle proprietà meccaniche e sulla durezza di tale classe d’acciai, è stato valutato da Sanchez
[25 ] in uno studio condotto nell’intervallo compositivo riportato in tab.1.4, nella quale sono
riportati anche i coefficienti derivanti dalla regressione multilineare dei risultati ottenuti.
C
0.02
0.08
Si
0.1
1.4
Mn
5.4
14.3
Cr
15.5
19.9
Ni
3.1
8.12
Mo
0.5
3.1
Cu
0.3
3.7
N
0.11
0.53
Costante
Carico di snervamento (MPa)
-
35.5
3.2
11.2
-3.7
17.1
-3.3
533.7
36.7
Carico di rottura (MPa)
-
38.9
3.1
12.4
-4.9
25.9
-2.8
436
336.9
Durezza (HV)
ε uniforme
70.7
-
16.1
-0.014
-1
-0.003
5.5
-0.004
-7.2
-0.002
17.2
-0.02
-2.2
-0.016
135.9
-0.051
73.1
0.476
Range
Min
Max
-
Tabella 1.4. Effetto degli elementi di lega sulle proprietà meccaniche determinato da Sanchez
e relativi limiti compositivi
18
1. Introduzione
L’assenza dei valori relativi all’effetto del carbonio è dovuta all’elevata incertezza associata alla
loro valutazione. L’ultima riga di tab.4 si riferisce all’allungamento uniforme, in corrispondenza del
quale si verifica l’uguaglianza fra l’aumento del carico dovuto alla riduzione della sezione resistente
e l’aumento della resistenza del materiale dovuto all’incrudimento. In tal senso si può notare come
l’azoto eserciti l’influenza maggiore nella riduzione del valore d’allungamento.
E’ importante infine notare che gli acciai ad elevato tenore d’azoto presentano una transizione
duttile/fragile al diminuire della temperatura d’esercizio, normalmente non osservata negli
inossidabili austenitici convenzionali. Ciò è dovuto al fatto che l’elevata presenza di un elemento in
soluzione solida interstiziale determina una riduzione del modulo di Young ed un aumento della
spaziatura planare: ciò, unitamente al fatto che si modifica il campo di deformazione, può condurre
ad una prevalenza della rottura per clivaggio sulla condizione di flusso plastico.
Tale transizione, confermata in altri lavori, è espressa dalla seguente relazione:
(5)
DDBT (K ) = 300(% Ni ) − 30
in cui la DDBT rappresenta proprio la temperatura di transizione duttile/fragile (Ductile to Brittle
Temperature Transition).
1.3.5. Resistenza alla corrosione
Per quel che concerne alla resistenza alla corrosione, è noto che negli acciai inossidabili
convenzionali azoto, molibdeno e cromo sono gli elementi che maggiormente concorrono a
determinare il potenziale di pitting.
Un’espressione empirica diffusa in letteratura a tal proposito, e valida sia per gli acciai
inossidabili austenitici sia per gli acciai duplex, è la seguente:
(6)
PRE = %Cr + 3.3% Mo + 16% N
in cui compare l’acronimo PRE (Pitting Resistance Equivalence), che indica sinteticamente la
resistenza alla corrosione per pitting.
In uno studio condotto da Sanchez [25 ] nel medesimo intervallo compositivo riportato in
tab.1.4, espressioni analoghe alla (6) sono state ricavate sia per acciai inossidabili di tipo
convenzionale, sia a ridotto contenuto di Ni.
Relativamente alla prima classe d’acciai, i risultati sono sintetizzati dal seguente sistema
d’equazioni, in cui il termine En rappresenta il potenziale di pitting:
(7)
⎧ En = −728.75 + 43.92 PRE
⎨
⎩ PRE = %Cr + 3.6% Mo + 29.78% N
Le relazioni che compaiono in (7) indicano un sostanziale accordo con la (6), mentre differente è
stata la valutazione per quanto riguarda l’altra classe d’acciai. Per acciai ad alto tenore di N e ridotto
tenore di Ni, il sistema (7) si trasforma in:
(8)
⎧ En = −1502.32 + 68.84 PRE
⎨
⎩ PRE = Cr + 2.59% Mo + 22.95% N
19
1. Introduzione
Il sistema (8) indica che per tali leghe è necessario un maggior contenuto di Cr, Mo e N per
conseguire una resistenza alla corrosione uguale, in termini di potenziale di pitting, agli acciai
inossidabili convenzionali.
1.3.6. Resistenza all’ossidazione
Negli acciai inossidabili austenitici a ridotto tenore di Ni, la differenza compositiva rispetto ai
prodotti convenzionali legata essenzialmente alla presenza di Mn, modifica il comportamento nei
confronti della resistenza all’ossidazione nei trattamenti, ciclici e non, ad alta temperatura. A tal
proposito, si riportano i risultati d’esami condotti su campioni laminati a freddo, ricotti e decapati,
in AISI 304 ed in una lega a ridotto tenore di nickel, aventi le composizioni riportate in tab.1.5
[26 ].
Cr
Ni Mn Cu Co Mo Si
C
P
S
N
Sn
Nb
AISI 304 18.36 8.11 1.45 0.23 0.2 0.25 0.44 0.064 0.03 0.001 0.056 0.012 0.01
Low-Ni 17.08 2.64 10.51 1.97 0.01 0.02 0.19 0.081 0.052 0.001 0.172 0.008 0.002
Tabella 1.5. Composizioni degli acciai utilizzati per il confronto
nelle prove di resistenza all’ossidazione
Prove di permanenza a 900°C con rampe di salita e discesa di 100°C/min hanno rivelato una
cinetica d’ossidazione più rapida nell’acciaio non convenzionale, associata alla formazione di uno
strato d’ossido circa doppio in termini di spessore a parità di tempo d’esposizione, ed una
susseguente perdita di peso per spallation altrettanto maggiore. Il dettaglio dei risultati è in ogni
modo riportato in tab.1.6.
Spessore finale
Aumento di peso
Spallation
dello strato d’ossido
mg/cm²
(%)
(µm)
AISI 304
1.62
10.4
7.5
Low-Ni
0.92
5.9
0.7
Tabella 1.6. Risultati della prova d’ossidazione isoterma condotta sugli acciai di tab.1.5
L’esame SEM-EDS degli strati d’ossido ha rivelato composizioni differenti per i due tipi d’acciaio:
nell’AISI 304 esso è costituito da ossidi ricchi in Cr disposti su due strati, nel più interno dei quali
sono presenti ossidi Cr1.7Fe0.3O3, ed in quello esterno ossidi Cr1.3Fe0.7O3. Sopra tale strato,
compaiono wafers precursori dell’ossido più interno, contenenti cristalli ottaedrici formati da
spinelli tipo MnCr2O4, con parziale sostituzione di Cr con Fe e di Mn con Cu.
Nell’acciaio a ridotto contenuto di Nickel, è stato ancora riscontrato un doppio strato d’ossidi, ma
di natura diversa. Il più interno, costituito da diversi sottostrati, ha all’interfaccia con la matrice una
composizione Cr1.3Fe0.7O3 verso l’esterno si arricchisce progressivamente di Mn e Fe. Lo strato
esterno ha una composizione nettamente diversa, costituita in prevalenza da ossidi Mn2O3, con
presenza
di
Fe
e
Cr,
e
cristalli
ottaedrici
costituiti
da
spinelli
(Mn0.85Cu0.14Ni0.01)(Fe0.84Cr0.7Mn0.46)O4, nel quale sono dispersi noduli di ossidi di Mn e Fe.
E’ quindi evidente che il Mn gioca un ruolo decisivo nel modificare la composizione di strato
d’ossido che si forma ad alta temperatura, essendo i composti che si formano meno protettivi nei
confronti della diffusione esterna degli elementi responsabili dell’ossidazione. Per tale ragione è
necessario un’opportuna correzione con elementi a carattere passivante in grado di rallentare le
cinetiche di diffusione dalla matrice verso l’ambiente esterno.
20
1. Introduzione
1.4. Panorama brevettuale
Nei precedenti paragrafi sono stati esaminati i vincoli composizionali che attengono la parziale o
totale sostituzione del nickel negli acciai inossidabili austenitici. E’ stata successivamente vagliata
l’attendibilità dei modelli previsionali tarati sui prodotti convenzionali nella stima delle proprietà
microstrutturali e d’impiego di quella che dovrebbe essere la futura generazione di tali acciai,
esponendo dove esistenti modelli specificatamente disegnati sulla classe dei low-Ni. Nel presente
paragrafo sono citati sinteticamente i brevetti rilasciati in tale ambito, suddivisi per gruppi
siderurgici proprietari. In tale ambito sono stati inoltre illustrati gli estremi di ciascun brevetto in
termini di intervalli di composizione, riportandone ove menzionato le finalità.
Si può osservare come la maggior parte delle invenzioni si riferisca ad acciai che godono delle
medesime proprietà dei prodotti convenzionali, in termini di saldabilità, resistenza alla corrosione e
proprietà meccaniche, con il vantaggio tuttavia di essere meno costosi in virtù della sostituzione,
totale o parziale, del nickel. Tale finalità è conseguita attraverso un accurato controllo del
bilanciamento degli elementi di lega, in termini di tenore di ferrite-δ nei vari stadi di lavorazione,
spesso valutato attraverso relazioni empiriche appositamente definite.
Un tema particolarmente evidenziato è inoltre la possibilità di impiego degli acciai a ridotto
tenore di nickel nelle applicazioni a diretto contatto con l’uomo, ad esempio gioielli o protesi
sanitarie. Altri brevetti rimarcano invece l’attitudine all’impiego per la realizzazione di componenti
strutturali, ad esempio in costruzioni civili o come dispositivi di contenimento in rotori per la
generazione di potenza elettrica.
21
1. Introduzione
UGINE SA – USINOR
Patent
number
date
JP
11-092885
06/04/99
EP
0969113A1
17/06/99
JP
2000-034546
20/01/00
BR
9902524A
02/02/00
FR
2780735B1
US
6274084
AU
3575799A
US
6056917
title
Austenitic stainless steel
with extremely low nickel
content
Acier inoxydable
à basse teneur en nickel
Austenitic stainless steel
reduced in nickel
content and excellent
in corrosion resistance
Aco inoxidavel austenitico,
comportando um biaxo
teor em niquel
e resistente a corrosao
Acier inoxydable
austenitique comportant
22/01/01
une basse teneur en nickel
et resistant a la corrosion
Corrosion resistant
14/08/01
low-nickel austenitic
stainless steel
Corrosion-resistant
20/01/00
low-nickel austenitic
stainless steel
02/05/00
Austenitic stainless steel
having a very low nickel
content
C
<0.1
0.01
0.08
Cr
Ni
Si
13
19
0.1
2
-
15
-17.5
1
4
0.1
1
Mn
N
Composition
Cu Mo
5-9
0.1
0.4
1
4
5
11
0.1
0.3
1
4
-
-
B
S
P
5*10-4
50*10-4
<0.01
<0.05
<5*10-4
1*10-4
20*10-4
0.005
0.1
Other
As:0.1-1
Al:<50*10-4
Ca: 50*10-4
note
Mechanical
properties and
weldability equal to
or higher than those
of an austenitic
stainless steel with
high nickel content
Al:0-0.03
Ca: 1*10-4-5*10-4
-
O:<0.01
<0.01
13
19
0.1
0.4
0.1
1
5
9
0.1
0.4
1
4
-
5*10-4
50*10-4
<0.01
<0.05
Al:< 50*10-4
Ca: < 5*10-4
Mechanical
properties and
weldability equal to
or higher than those
of an austenitic
stainless steel with
high nickel content
22
1. Introduzione
ACERINOX S.A.
Patent
number
date
title
EP
0694626A1
31/01/96
Austenitic stainless steel with
very low nickel content
ES 2142756 16/04/00
Austenitic stainless steel with
low nickel content and high
contents of manganese,
nitrogen and copper
Composition
N
Cu
C
Cr
Ni
Si
Mn
<0.1
16
18
1.5
3.5
<0. 5
9
11
0.1
0.2
-
-
<7
-
<14
0.35
note
Mo
B
S
P
Other
<3
<3
-
-
-
-
Good weldability
<3
-
-
-
-
-
High resistance to pitting
corrosion and good
mechanical properties
B
S
P
Other
BASF AKTIENGESELLSCHAFT
Patent number
US
6682582B1
date
27/01/04
title
Nickel-poor austenitic steel
C
Cr
0.08
0.3
16
22
Ni
Si
<2
Mn
<9
Composition
N
Cu
0.3
0.7
Mo
-
-
-
note
Useful for applications in
building construction and
civil engineering, and for
load-bearing components
23
1. Introduzione
ALLEGHENY LUDLUM STEEL CORPORATION
Patent
number
date
title
US
3615365
26/10/71
Manganese, chromium, nickel,
carbon, silicon, copper austenitic
stainless steel
C
Cr
Ni
Si
Mn
Composition
N
Cu
Mo
B
S
P
15
20
-
0.2
1.5
10
14
0.05
0.45
-
-
0.0008
0.005
-
-
US
3861907
21/01/75
Wear resistant low-alloy valve
steel
US
4533391
06/08/85
Work-hardenable substantially
austenitic stainless steel
<0.08
12
15
2
3.5
-
6.5
8.5
<0.25
-
-
-
-
-
US
4568387
04/02/86
Austenitic stainless steel for lowtemperature service
<0.03
16
17.5
4
5
<1
6.4
7.5
0.13
0.2
<1
-
-
-
-
Low nickel, copper containing
chromium-nickel-manganese15/02/94 copper-nitrogen austenitic stainless <0.15
steel
16.5
17.5
2.5
5
<1
6.4
8
<0.2
2
3
-
-
-
-
CA
2105199
note
Good hot workability
0.25
0.55
US
5286310
Other
Particularly adapted for the
manifacture of valves for
Al:<1 internal combustion engines
operating on low-lead or
lead-free gasoline
Less than 15%
ferromagnetic phase in the
cast and hot-processed
conditions
Adapted for lowtemperature applications and
having good low
temperature properties
(Md30=-10°C)
-
24
1. Introduzione
ARMCO STEEL CORPORATION
Patent
number
date
title
US
833536
16/05/57
Austenitic stainless steel
C
Cr
Ni
0.2
1.5
12
30
2
7
15
19
3.5
6
US
3615366
26/10/71
-
<0.15
US
3645725
29/02/72
Austenitic steel combining
strength and resistance to
intergranular corrosion
<0.04
US
3989474
20/10/75
Austenitic stainless steel
17.5 5
22.5 9.5
Si
Mn
Composition
Cu Mo
B
N
P
Other
-
-
V:0.5-2
W:<4
Co:<1.5
4
16
<0.75 <4
0.15
1
3
10
0.07
4
0.5
4
-
-
<0.03
<0.06
-
-
2.5
7
0.2
0.4
-
<3
-
-
-
Co:<1
11
14
0.2
0.38
-
-
-
<0.04
<0.06
0.01 15.5 1.1
<1
0.12 20 3.75
<4
-
note
S
Hardenable by heat-treating
methods
Stainless steel characterized
by a combination of
ductility and low-working
hardening rate
Good hot rolling and good
cold-rolling properties, good
strength and ductility, and
good welding properties
High strength at low
temperature, good stability
when severely worked, good
cryogenic strength and
toughness resistance,
excellent fusion welding
characteristics
BALTIMORE SPECIALTY STEELS CORPORATION
Patent number
date
title
US
4946644
07/08/1990
austenitic stainless steel
With improved castability
C
Cr
Ni
Si
Mn
0.05
0.2
13
17
<1.5
<1
8
12
Composition
N
Cu
0.15
0.23
<1
Mo
<1
B
S
P
Other
-
-
-
note
Suitable for cold-drawn wire
25
1. Introduzione
NIPPON STEEL CO.
Patent number
date
title
US
3893580
26/03/73
Nickel free austenitic
stainless steel
C
Cr
Ni
Si
Mn
0.06
0.15
13
16
-
0.3
1
7
12
Composition
N
Cu
1
0.05
0.15
4
Mo
B
S
P
Other
-
-
-
-
-
note
JP 52024914
24/02/77
Nickel saving austenitic
stainless steel
-
-
-
-
-
-
-
-
-
-
-
-
Inexpensive, Ni-saving
stainless steel having
workability, corrosion
resistance and weldability
comparable to AISI 304
JP
03002357A
31/05/89
Nickel economized austenitic
stainless steel
0.08
15
20
2-5
1
2
10
0.05
0.2
1
3.5
-
-
0.03
0.04
-
Properties equal to those of
304
Mo
B
S
P
-
-
-
-
Other
Ca:
0.001
0.005
KAWASAKI STEEL CO.
Patent
number
date
title
JP
61124556A
20/11/84
Low nickel austenitic stainless
steel sheet and its manifacture
C
Cr
Ni
Si
Mn
0.15
14
19
3
1.5
6
13
Composition
N
Cu
0.05
0.2
1
3.5
note
-
26
1. Introduzione
Bibliografia del capitolo
[1 ] A.L.Schaeffler, Metal Progress, 1949, 680B
[2 ] W.T.Delong, G.A.Ostrom, Welding Journ., 35(11), 1956, 521-528
[3 ] K.J.Irvine, D.T.Lllewellyn, F.B.Pickering, Journal of the Iron and Steel Institute, 1959, 218237
[4 ] L.Pryce, K.W.Andrews, Journal of the Iron and Steel Institute, 1960, 415-417
[5 ] F.C.Hull, Welding Research Supplement, 1973, 193-203
[6 ] T.A.Siewert, C.N.McCowan, L.Olson, Welding Research Supplement, December 1988,
289s-297s
[7 ] D.J.Kotecki, T.A.Siewert, Welding Research Supplement, May 1992, 171s-178s
[8 ] S.Katayama, T.Fujimoto, A.Matsunawa, Trans. JWRI, vol.14, 1, 1985, 123-137
[9 ] J.A.Brooks, A.W.Thompson, International Material Reviews, 36, 1, 1991, 16
[10 ] N.Suutala. Metallurgical Transactions, 14A, 2 (9), 1983
[11 ] J.A.Brooks, A.W.Thomson, J.C.Williams, Weld.J., 63, 1983, 71s-83s
[12 ] V.Kujanpaa, N.Suutala, T.Takalo, Weld. Res. Int., 9 (2), 1979, 55-76
[13 ] S.A.David., J.M.Vitek, Int. Met. Rev., 34 (5), 1989, 231-245
[14 ] G.Balachandran, M.L.Bathia, N.B.Ballan, P.K.Rao, ISIJ: 9, 2001, 1018-1027
[15 ] D.R.Anson, R.J.Promfret,.A.Hendry, ISIJ, 36 (7), 1996, 750
[16 ] F.C.Langenberg, M.J.Day, Proc. of Electric Furnace Steel Conf, Warrendale, PA, 7, 1957
[17 ] M. R.Ridolfi, O. Tassa, "Formation of nitrogen bubbles during the solidification of 16-18
Cr high nitrogen austenitic stainless steels" Proc. TOFA 2002, published in "Intermetallics" Vol.
11, Dec. 2003, p. 1335
[18 ] R.Sanchez, T.Fernandez, C.Campo, J.Botella, High Nitrogen Stainless Steel Conf., 1996,
353-360
[19 ] D.J.Carney, Blast Furnace & Steel Plant, 1995, 1337
[20 ] C.M.Hsiao, E.J.Dulis, Trans.Am.Soc.Met., 50, 1958, 773
[21 ] R.A.Lula, Manganese Stainless Steels, The Manganese Centre, France, 1986, 29, 30, 31
27
1. Introduzione
[22 ] B.R.Nijhawan, P.K.Gupta, S.S.Bhatnagar, B.K.Guha, and Dhanjlan, J.Iron Steel Inst., 205,
1967, 292
[23 ] M.Ogawa, K.Hiraoka, Y.Katada, M.Sagara, S.Tsukamoto, ISIJ Int., vol.42, 12, 2002, 13911398
[24 ] K.Miyahara, J.Inami, Y.Shimoide, Y.Hosoi, ISIJ Int., 1991, 771
[25 ] M.A.Heredia, R.Sanchez, V. Matres, C.Campo, J.Botella, High Nitrogen Stainless Steel
Conf., 1996, 343-346
[26 ] M.A.Heredia, M.J.Ruiz, J.F.Almagro, J.Botella, High Nitrogen Stainless Steel Conf., 1996,
33-32
28
Capitolo 2. Fondamenti di solidificazione
2.1. Introduzione
La conoscenza del modo di solidificazione e dell’evoluzione in fase solida della struttura di
solidificazione rappresenta un aspetto fondamentale per la previsione del comportamento degli
acciai inossidabili austenitici sia in fase di colaggio, sia durante la saldatura. La rilevanza
tecnologica di tale problematica giustifica la quantità di studi condotti in merito, che hanno
permesso di comprendere i fenomeni fisici e chimici alla base della solidificazione e di definire
modelli microstrutturali specifici ed accurati, sulla base dei quali è stato possibile progettare acciai
ad elevata resistenza nei confronti della criccabilità a caldo.
Poiché è plausibile ritenere che i medesimi aspetti si ripropongano anche nelle leghe inossidabili a
basso tenore di nickel, nel presente capitolo è stata svolta una trattazione della modellistica di
solidificazione, ripresa nel successivo capitolo con una più specifica discussione delle applicazioni
di tale disciplina agli acciai inossidabili austenitici convenzionali. Ciò ha consentito quindi di
disporre degli strumenti e dei riferimenti necessari nello studio della solidificazione delle leghe a
basso tenore di nickel in differenti condizioni di raffreddamento.
2.2. Variabili del processo di solidificazione
Premessa fondamentale per lo studio della solidificazione, è la definizione dei parametri fisici
impiegati per descrivere tale fenomeno, in virtù della cui validità generale è possibile confrontare
fenomeni di solidificazione che avvengono in processi anche molto differenti, come la colata
continua e le saldature.
Nel presente paragrafo sono stati definiti i seguenti parametri fisici: velocità di crescita, gradiente
termico, velocità di raffreddamento e sottoraffreddamento all’interfaccia liquido/solido. Per
ciascuno di essi, sono state discusse dipendenze e intervalli di variazione, con riferimento ai valori
previsti e/o misurati nelle principali applicazioni industriali.
2.2.1. Velocità di crescita
Fra i parametri rilevanti nel processo di solidificazione, il primo ad essere preso in considerazione
è la velocità di crescita V (m/s), definita come la velocità d’avanzamento dell’interfaccia
solido/liquido; tale parametro può variare di diversi ordini di grandezza prendendo in
considerazione pozze di saldatura o colate di lingotti. Proprio nel caso delle saldature in condizioni
stazionarie, per le quali la forma della pozza rimane invariata, V può essere posta in relazione con la
velocità d’avanzamento della sorgente termica, come descritto in fig.2.1, e determinato localmente
nei diversi punti d’interfaccia [1 ]; essendo, infatti, la velocità di crescita diretta nella direzione
di massimo gradiente termico, che è normale all’interfaccia stessa, si può scrivere:
(1)
V = VB ⋅ n = VB cos ϑ
dove n è il vettore normale al fronte di solidificazione e VB è il vettore rappresentativo della
velocità d’avanzamento della sorgente termica. In base alla (1), è possibile quindi prevedere la
29
Capitolo 2. Fondamenti di solidificazione
variazione di V da un valore nullo in corrispondenza della linea di fusione (θ =0°, cfr. fig.2.1) ad un
valore massimo pari a VB lungo la linea centrale della saldatura (θ =90°). In realtà, il computo di V
deve tener conto anche di considerazioni cristallografiche, secondo le quali l’esistenza di direzioni
di crescita preferenziali (<100> nelle strutture cubiche) determina una selezione per effetto della
quale i grani aventi tali direzioni parallele alla normale al fronte di solidificazione si accrescono più
rapidamente.
Per una generica direzione cristallografica [hkl], in condizioni di solidificazione dendritica, si può
scrivere quindi:
(2)
V = Vhkl ⋅ n = Vhkl cosψ
dove ψ è l’angolo compreso fra la normale all’interfaccia solido/liquido e la direzione [hkl].
Combinando la (1) con la (2) si può quindi scrivere:
(3)
Vhkl = VB cos ϑ
cosψ
Tale relazione, ricavata in modo similare anche in altri lavori [2 ], ha trovato riscontro
nell’esame di saldature con fascio elettronico di leghe Fe-15Cr-15Ni ad elevata purezza [3 ].
Figura 2.1. Legame dei principali parametri di solidificazione alla geometria
della pozza di saldatura
E’ stata dimostrata l’esistenza di un rateo di solidificazione critico oltre il quale la morfologia
delle pozze di solidificazione cambia da ellittica a “tear drop” [4 ], in conseguenza del fatto che
V non raggiunge il valore del modulo della velocità d’avanzamento della sorgente termica. Ciò è
dovuto al fatto che lungo la linea centrale di saldatura, ovvero nella zona caratterizzata dal maggior
carico termico dovuto alla sorgente e quindi dalle temperature più elevate nel solido appena
formato, il gradiente termico raggiunge i valori più bassi dell’intera interfaccia solido/liquido e non
può quindi garantire indefinitamente lo smaltimento del calore latente di solidificazione. Si è visto
che, se tale flusso termico aumenta oltre un valore critico, il rateo di crescita si arresta e la forma
della pozza di solidificazione cambia (l’estensione dell’interfaccia aumenta) assumendo una forma
30
Capitolo 2. Fondamenti di solidificazione
rastremata con un angolo ϕ al vertice calcolabile in base alla relazione (1). In queste condizioni non
è più possibile la misura diretta della velocità d’avanzamento dell’interfaccia a partire dalla velocità
della sorgente laser.
2.2.2. Gradiente termico
Il gradiente termico all’interfaccia (K/m) può essere riferito sia alla fase solida (Gs) che a quella
liquida (Gl), anche se è proprio Gl il parametro prevalentemente influente nella determinazione della
morfologia dell’interfaccia solido/liquido. Esso assume valori positivi nella solidificazione
direzionale e, normalmente, anche nelle saldature, ma può anche essere negativo nel caso in cui il
flusso termico sia uscente dalla fase solida: tale evento, tipico nella fase di crescita equiassica che si
verifica nella parte centrale dei lingotti e dei prodotti di colata continua, è associato a quello che è
stato in seguito definito sottoraffreddamento termico.
Il gradiente termico generalmente aumenta al decrescere della conducibilità termica del metallo o
della lega, ed è funzione crescente della densità d’energia nei diversi processi di saldatura: in quelli
a bassa densità, all’aumentare dell’apporto termico si nota una maggior dimensione della pozza di
saldatura ed un minor gradiente termico. Proprio in tale ambito, come già descritto nel precedente
sottoparagrafo, si è visto che G varia lungo l’interfaccia di una pozza passando da un valore minimo
in corrispondenza della linea centrale ad un massimo lungo la linea di fusione. Per citare un
esempio, in saldature TIG di piastre sottili in AISI 304 sono stati calcolati [5 ] valori di G pari a
500 Kcm-1 in corrispondenza dell’apice della pozza (nel caso di morfologia “tear drop” della stessa)
e di 2250 Kcm-1 lungo la linea di fusione.
2.2.3. Velocità di raffreddamento
La velocità di raffreddamento T& (K/s) è il prodotto della velocità di solidificazione e del gradiente
termico e la sua variabilità nei vari processi di solidificazione rispecchia la vastità dell’insieme delle
condizioni possibili di crescita del fronte solido. Nei processi industriali di colata continua, infatti,
T& varia fra 10-2 e 102 K/s, mentre in quelli di solidificazione rapida, come la termospruzzatura, esso
può raggiungere 104-107 K/s.
Associati alle tecnologie di saldatura, invece, vi sono dei valori intermedi di velocità di
raffreddamento, compresi fra 10 e 103 K/s.
La velocità di raffreddamento può essere posta in relazione, e quindi determinata qualora non
siano disponibili misure dirette, dalle caratteristiche microstrutturali al termine della solidificazione.
Nel caso di morfologie dendritiche, infatti, la spaziatura interdendritica secondaria λ2 è
proporzionale al tempo di solidificazione tf secondo una relazione del tipo [6 ]:
(4)
λ2 ∝ t f
1
3
dove tf dipende direttamente dalla velocità di raffreddamento secondo la seguente relazione:
(5)
tf =
∆T '
T&
31
Capitolo 2. Fondamenti di solidificazione
con ∆T’ pari alla differenza di temperatura fra l’apice della dendrite e la sua radice. La misura di λ2
può quindi fornire un’indicazione immediata, ancorché approssimativa, delle condizioni di
solidificazione.
Non hanno invece trovato riscontro sperimentale relazioni fra la velocità di raffreddamento e la
spaziatura interdendritica primaria λ1 del tipo:
n
λ1 = K T&
(6)
essendo invece state dimostrate dipendenze funzionali distinte di λ1 dai singoli parametri R (raggio
di curvatura dell’apice della dendrite) e G.
2.2.4. Sottoraffreddamento
Il sottoraffreddamento ∆T, nella sua accezione più generale, è definito come la differenza fra la
temperatura di liquidus (Tliq) di una lega avente una determinata composizione nominale, e la
temperatura effettiva del liquido durante la solidificazione. Esso può essere posto in relazione sia ai
fenomeni di crescita che di nucleazione, anche se quest’ultimo aspetto è trascurabile in molti
processi industriali, fra cui la saldatura per via della crescita prevalentemente epitassiale.
Nei fenomeni d'accrescimento, il sottoraffreddamento può essere suddiviso in quattro termini:
∆T = ∆Tth + ∆Tc + ∆Tr + ∆T
(7)
dove:
¾ ∆Tth (sottoraffreddamento termico) si manifesta in quei casi in cui sussiste una
condizione di flusso termico uscente dall’interfaccia solido/liquido, come ad esempio nel
caso d’accrescimento di dendriti equiassiche in un liquido sottoraffreddato. In tale
situazione, per via del campo termico esistente, una qualsiasi perturbazione che si
propaga a partire dall’interfaccia è interessata da una temperatura locale inferiore a quella
d’inizio solidificazione. Il sottoraffreddamento termico si manifesta in quei casi in cui vi
sia una consistente barriera alla nucleazione della fase solida, ed è per questo infrequente
nei processi di saldatura. Laddove sia presente, tuttavia, ∆Tth ha una profonda influenza
sulla morfologia di solidificazione.
¾ ∆Tc (sottoraffreddamento costituzionale), presente soltanto nelle leghe, rappresenta la
variazione della temperatura di liquidus dovuta ad effetti di redistribuzione del soluto, ed
è il principale termine che contribuisce alla determinazione del sottoraffreddamento
totale. Si verifica per effetto della partizione di soluti fra liquido e solido all’interfaccia e
del loro conseguente aumento di concentrazione nel liquido: deviando la composizione
di quest’ultima fase da quella di bulk, si determina localmente un abbassamento della
Tliq, per cui tale fase viene a trovarsi costituzionalmente raffreddata rispetto alla
temperatura effettiva imposta dal gradiente termico.
¾ ∆Tr rappresenta il sottoraffreddamento dovuto ad effetti di curvatura. La formazione e
l’accrescimento di una nuova fase, nel caso specifico quella solida, prevedono infatti la
formazione di un’interfaccia cui è associata un’energia, proporzionale alla sua estensione,
esprimibile come variazione della Tliq in base alla relazione:
32
Capitolo 2. Fondamenti di solidificazione
∆Tr = KΓ
(8)
dove K è la curvatura e Γ è il coefficiente di Gibbs-Thomson. Nei metalli Γ è nell’ordine
di 10-7 Km, ragion per cui ∆Tr diviene rilevante soltanto quando la scala dei fenomeni è
inferiore ai 10 µm, ovvero nei casi di nucleazione, d’accrescimento all’apice delle
dendriti e di perturbazioni di fronti planari, delle quali si è trattato successivamente.
¾ ∆Tk rappresenta il sottoraffreddamento cinetico, associato alla forza motrice dei processi
di solidificazione. Esso è legato alla rapidità con cui gli atomi si aggiungono alla fase
solida e normalmente assume valori inferiori ad 1 K, ragion per cui è spesso trascurato
nelle trattazioni.
Dei quattro termini elencati, come accennato, il sottoraffreddamento costituzionale è il più
importante oltre che per entità, anche per il ruolo decisivo nella determinazione delle strutture di
solidificazione. Assumendo una condizione d’equilibrio all’interfaccia liquido/solido, ∆Tc può
essere calcolato direttamente in base ai diagrammi di stato.
2.3. Nucleazione
La nucleazione è il fenomeno alla base dei cambiamenti di fase, e nello specifico della
solidificazione consiste nella formazione di nuclei di fase solida a partire dal liquido preesistente.
Come avviene nelle reazioni chimiche, il passaggio di stato è un fenomeno controllato da
fluttuazioni termiche, per cui esso avviene quando la probabilità di trasferimento di atomi dalla fase
originaria alla finale è maggiore che nel processo inverso. Nei metalli liquidi, la casuale
aggregazione di atomi che forma microcristalli avviene in realtà anche a temperature superiori a
quella di liquidus, ma i germi della fase solida non sono stabili, e rimangono metastabili anche in
condizioni di sottoraffreddamento. Dal punto di vista termodinamico, infatti, la formazione di tali
nuclei è associata ad una variazione di energia libera totale data dal bilancio di un termine
superficiale ed uno di volume, secondo la seguente espressione [7 ]:
(9)
∆G = ∆GS + ∆GV = γ s ,l A + ∆gV
dove γs,l rappresenta l’energia interfacciale solido/liquido e ∆g la variazione di energia libera fra
liquido e solido per unità di volume.
Nel caso di nuclei di forma sferica, l’espressione (9) può essere espressa in funzione del raggio:
(10)
4
∆G = γ s ,l 4π r 2 + ∆g π r 3
3
Si può dimostrare, per sostanze pure e assumendo in prima approssimazione che non via siano
differenze di calore specifico fra solido e liquido, che ∆g dipende direttamente dal
sottoraffreddamento secondo la relazione:
(11)
∆g = −∆S f ∆T
33
Capitolo 2. Fondamenti di solidificazione
dove ∆Sf rappresenta la differenza di pendenza delle curve energia libera/temperatura delle due
fasi.
La combinazione della (10) e della (11) indica quindi che non tutti i nuclei della nuova fase
formatisi per effetto di fluttuazioni in seno alla fase liquida sono stabili, in quanto la variazione di
energia superficiale ad essi associata può essere superiore in modulo alla variazione di energia
libera di volume, come indicato dalle curve riportate in fig.2.2.
Figura 2.2. Andamento delle energie libere in funzione della temperatura
Per una dato sottoraffreddamento, esiste quindi una dimensione critica dei nuclei di fase solida
oltre la quale essi sono stabili, poiché il rapporto superficie/volume diminuisce in modo tale da
rendere la variazione di energia libera totale negativa. Tale raggio critico r0 è dato dalla condizione:
(12)
d ( ∆G )
=0
dr
All’aumentare del sottoraffreddamento, il modulo di ∆G aumenta, rendendo quindi la dimensione
critica del nucleo minore.
Quella sinora descritta è la nucleazione omogenea, che avviene senza il supporto di fasi solide
esterne preesistenti, quali ad esempio inclusioni o substrati (nucleazione eterogenea). In questi casi,
l’effetto del supporto è di abbattere la barriera necessaria alla formazione di nuovi nuclei, che nel
caso delle nucleazione omogenea comporterebbe gradi di sottoraffreddamento molto elevati. Dal
punto di vista termodinamico, si può infatti esprimere l’equilibrio fra le energie superficiali
coinvolte nel seguente modo:
(13)
γ m,l = γ s ,m + γ s ,l cos β
dove γm,l, γs,m e γs,l sono rispettivamente le energie superficiali di interfaccia
metallo(substrato)/liquido, solido/metallo e solido/liquido, e β è l’angolo di contatto fra la particella
*
,
di solido formatasi ed il substrato. L’energia libera critica di formazione di nuclei stabili ∆GSUB
relativa alla nucleazione eterogenea, nell’ipotesi che le particelle formatesi siano riconducibili a
sezioni sferiche, è inferiore a quella prevista in condizioni omogenee di un fattore f ( β ) che
dipende dall’angolo di contatto secondo la relazione:
(14)
f (β ) =
( 2 + cos β )
4
(1 − cos β )
2
34
Capitolo 2. Fondamenti di solidificazione
*
< ∆G* , essendo ∆G* l’energia libera critica di
Per β ≤ 180° risulta f ( β ) < 1 , per cui ∆GSUB
formazione di nuclei stabili nel caso di nucleazione omogenea.
Le relazioni precedenti valgono per sostanze pure: nel caso di leghe le condizioni di stabilita dei
nuclei di fase solida non sono concettualmente differenti ma devono tener conto anche della
dipendenza dell’energia libera totale dalla composizione. Per tale ragione, il valore di ∆G* (o
*
∆GSUB
nel caso di nucleazione eterogenea) si ottiene dal seguente sistema:
(15)
⎧ ∂ ( ∆G )
=0
⎪
⎪ ∂r
⎨
⎪ ∂ ( ∆G ) = 0
⎪⎩ ∂Cl
dove Cl è appunto la concentrazione del generico soluto della lega.
I processi di saldatura autogena rappresentano casi particolari di nucleazione eterogenea, in
quanto il substrato che fa da supporto ha la medesima composizione della fase in via di
solidificazione: ciò assicura la perfetta bagnabilità (β→0) e rende sostanzialmente nullo il termine
γs,m. Conseguentemente, in base alla (13), cos β assume valore unitario ed il termine f ( β ) tende a
zero: il sottoraffreddamento necessario affinché i nuclei risultino stabili si annulla e la
solidificazione avviene spontaneamente immediatamente al di sotto della Tliq, generalmente in
condizioni epitassiali. Nel caso delle saldature non autogene, invece, il termine γs,m non si annulla
perché il metallo d’apporto ha una composizione differente dal metallo base: tali processi rientrano
quindi nella casistica più generale della nucleazione eterogenea.
2.3.1. Evoluzione della struttura nucleata
La solidificazione avviene in virtù di un flusso termico in grado di variare le energie libere delle
fasi e conseguentemente la loro stabilità termodinamica. Tale flusso garantisce una velocità di
raffreddamento che soltanto durante i primi stadi della nucleazione non è influenzata dalla
formazione della fase solida. In seguito al superamento della soglia di sottoraffreddamento
necessaria per la nucleazione, si verifica infatti un rapido aumento della frequenza di formazione
dei nuclei I e della loro velocità di accrescimento V (riferita nel caso delle dendriti alla velocità di
avanzamento dell’apice), che comportano entrambi il rilascio di una notevole quantità di calore
latente. Tale fenomeno, chiamato recalescenza, fa sì che il flusso termico interno al bagno
raggiunga e superi quello uscente, e che la velocità di raffreddamento diventi quindi negativa. In
corrispondenza della condizione T& = 0 , I e V raggiungono i massimi valori, e tendono poi
rapidamente a diminuire, ragion per cui la popolazione dei nuclei rimane invariata sino al termine
della solidificazione.
Anche se in modo qualitativo, le precedenti considerazioni rendono conto della suddivisione della
solidificazione in tre stadi: mentre inizialmente il processo si basa sulla nucleazione dei germi della
nuova fase, successivamente il calore latente liberato fa sì che la nucleazione cessi e che il processo
prosegua attraverso l’accrescimento dei grani esistenti. Quando si verifica il contatto fra i grani in
crescita, la velocità di avanzamento delle dendriti V si annulla, e da quel momento, non variando
più il numero e la dimensione dei grani, si verifica un’ultima evoluzione della struttura consistente
nel ripening, durante il quale le ramificazioni delle dendriti diventano più grossolane per il
progressivo consumo del liquido residuo negli spazi fra esse compresi.
35
Capitolo 2. Fondamenti di solidificazione
E’ possibile effettuare una stima semplificata del valore massimo di I sulla base di considerazioni
termodinamiche riferite a clusters di nuclei dispersi in un bagno della stessa composizione [8 ].
In generale, per ogni valore di temperatura esisteranno agglomerati di atomi di varia dimensione, la
cui stabilità si raggiunge soltanto in condizioni di sottoraffreddamento e per un numero di atomi
superiore ad una determinata soglia. Si può dimostrare che il numero di clusters stabili N n0 aventi
dimensione dei nuclei n è inversamente proporzionale al quadrato del sottoraffreddamento e che il
rateo di nucleazione I (ritenuto costante) assume un’espressione del tipo:
(16)
I = I 0 exp
⎛ ∆Gn0 +∆Gd ⎞
−
⎜⎜
⎟⎟
K BT
⎝
⎠
dove I0 è un termine costante legato ad N n0 , ∆Gn0 è l’energia libera critica di formazione di
agglomerati stabili, ∆Gd è un termine energetico di attivazione legato al trasferimento di atomi
attraverso l’interfaccia solido/liquido, e KB è la costante di Boltzmann.
Figura 2.3. Andamento del rateo di nucleazione e del suo inverso in funzione della temperatura
La relazione (16) permette di stimare l’effetto concomitante dei due fenomeni, ovvero il numero
di clusters termodinamicamente stabili e la mobilità degli atomi, aventi dipendenze opposte dalla
temperatura. Esiste un massimo della frequenza di nucleazione I, compreso fra la temperatura di
fusione o lo zero assoluto, sensibile alle variazioni di ∆Gn0 , come indicato nella parte superiore di
fig.2.3: una diminuzione di tale termine per effetto, ad esempio, di un valore f ( β ) , determina un
36
Capitolo 2. Fondamenti di solidificazione
brusco aumento di I ed un avvicinamento della temperatura di nucleazione al punto di fusione. Per
rappresentare tale andamento, è utile riportare nella forma di un diagramma CCT l’inverso di I, che
ha la dimensione di un tempo, in funzione della temperatura (parte inferiore di fig.2.3). La curva di
inizio formazione della fase cristallina presenta un naso corrispondente al tempo minimo necessario
per la nucleazione (massimo della frequenza), che può essere spostato verso tempi inferiori e
temperature più elevate intervenendo su ∆Gn0 . E’ interessante notare che per velocità di
raffreddamento molto elevate la mobilità degli atomi è soppressa in modo tanto rapido da non
permettere l’aggregazione degli stessi in modo ordinato; la regione di formazione della fase
cristallina non viene attraversata e la struttura di solidificazione risulta quindi amorfa.
2.4. Strutture di solidificazione
La morfologia di una struttura solidificata dipende sia dalla composizione che dalle condizioni in
cui è avvenuta la solidificazione, in termini di velocità di crescita e di gradiente termico. Esistono
essenzialmente due morfologie alle quali possono essere ricondotte le strutture di tutte le leghe: una
di tipo dendritico, nella quale rientrano anche le leghe peritettiche e caratterizzata dalla formazione
di cristalli primari monofasici, ed una di tipo eutettico determinata dal contemporaneo
accrescimento nel liquido di due o più fasi. In generale, tuttavia, le strutture di solidificazione sono
formate da una miscela delle due morfologie.
Per importanza e differenza, le due morfologie sono state oggetto di separate trattazioni, aventi
comunque entrambe come cardine la definizione di criteri di correlazione fra le condizioni di
solidificazione e la scala della struttura finale.
2.4.1. Solidificazione dendritica
La formazione di una struttura dendritica è strettamente legata alle condizioni di scambio termico
all’interfaccia solido/liquido.
Un flusso termico entrante nel solido, ovvero avente verso opposto rispetto alla direzione di
crescita, genera nelle sostanze pure un’interfaccia liquido/solido di forma planare, mentre la
solidificazione procede con una struttura di tipo colonnare nel caso di una lega (parte sinistra di
fig.2.4); una morfologia colonnare può assumere carattere dendritico per ragioni di instabilità
interfacciali, come successivamente esposto.
La presenza intorno alla struttura in corso di formazione di un liquido a temperatura più bassa
(parte destra di fig.2.4), quindi con flusso termico uscente dal solido, induce invece una libera
crescita, sia nelle sostanze pure che nelle leghe, di formazioni dendritiche equiassiche che si
accrescono radialmente fino ad entrare in reciproco contatto.
Per fornire un riscontro alle precedenti considerazioni, è utile addurre l’esempio della
solidificazione di un lingotto, durante la quale si instaurano localmente in zone diverse entrambe le
condizioni di flusso termico e che portano alla formazione di tre microstrutture differenti. Adiacente
allo stampo, per effetto dell’elevato sottoraffreddamento, si formano numerosi grani di piccola
dimensione ed aventi un’orientazione casuale. La solidificazione procede successivamente in modo
colonnare verso l’interno del bagno per effetto del flusso termico assorbito dalla parete attraverso la
zona corticale equiassica. Nel caso di una lega, la struttura colonnare è di tipo dendritico per via
della competizione in termini di orientazione cristallografica che si instaura all’interfaccia
solido/liquido, per cui le dendriti aventi le direzione cristallografiche di crescita preferenziale
parallele al flusso termico si accrescono più rapidamente delle altre. Una terza zona equiassica, più
grossolana rispetto a quella adiacente allo stampo, infine, si forma generalmente nella parte più
37
Capitolo 2. Fondamenti di solidificazione
interna della struttura solidificata, dovuta all’accrescimento in un liquido dal modesto grado di
sottoraffreddamento di ramificazioni di dendriti distaccate dalla zona colonnare e trasportate in seno
al liquido da fenomeni convettivi.
Al di là dell’esempio riportato, le condizioni che inducono la formazione delle dendriti in una lega
e la relazione di queste con i parametri del processo di solidificazione G, V, T& sono entrambi aspetti
complessi, per la cui spiegazione è necessario ricorrere alla teoria matematica dell’instabilità del
fronte planare, essendosi rivelati limitati gli strumenti forniti dalla termodinamica classica. Alcuni
fondamenti della teoria dell’instabilità sono quindi illustrati in modo funzionale agli scopi del
presente lavoro nei successivi sottoparagrafi, con particolare riguardo ai concetti di limiti di stabilità
che interessano la crescita delle dendriti e la determinazione delle morfologie di solidificazione.
Tali concetti sono stati poi ripresi ed approfonditi nel successivo capitolo, interamente dedicato
all’implementazione di un modello previsionale dell’evoluzione di una struttura di solidificazione in
condizioni di accrescimento competitivo.
Figura 2.4. Rappresentazione schematica delle condizioni di estrazione del calore nella
solidificazione equiassica e colonnare
2.4.1.1. Instabilità di un fronte planare di solidificazione
Le condizioni di instabilità del fronte di solidificazione di una sostanza pura sono direttamente
dipendenti dal gradiente termico esistente. Come discusso in precedenza, una crescita di tipo
planare o colonnare è determinata da un flusso termico diretto dal liquido al solido, ragion per cui la
temperatura aumenta procedendo dall’interfaccia verso l’interno della fase liquida e l’interfaccia
stessa si trova in corrispondenza dell’isoterma avente temperatura pari al punto di fusione Tm.
Ipotizzando un fronte planare di solidificazione, la presenza di una perturbazione1 determina,
trascurando gli effetti di curvatura e dovendo essere rispettata la condizione per cui l’interfaccia si
trova alla temperatura Tm [9 ], un’alterazione del campo termico per cui il gradiente diviene
superiore nel liquido e inferiore nel solido.
1
ovvero di uno scostamento locale della superficie di interfaccia dalla condizione planare, che avviene così rapidamente
che la temperatura rimane fissa al valore Tm
38
Capitolo 2. Fondamenti di solidificazione
La perturbazione risulta quindi instabile perché il calore entrante nel solido, maggiore di quello
smaltito, ne provoca la fusione (fig.2.5 parte sinistra).
Viceversa accade per una depressione, in corrispondenza della quale la velocità di crescita
aumenta fino al ripristino della condizione planare (fig.2.5 parte sinistra, curva 2). Nel caso in cui
G<0, ovvero per un flusso termico uscente dal solido, una qualsiasi perturbazione diretta verso il
liquido risulta stabile perché viene a trovarsi in una zona a temperatura più bassa e quindi in
condizioni di scambio termico più favorevoli, tali da aumentarne la velocità di accrescimento
(fig.2.5 parte destra).
Figura 2.5. Rappresentazione schematica del concetto di instabilità
Nelle leghe lo scenario è reso più complesso dall’instaurarsi di fenomeni diffusivi fra le fasi che
determinano una variazione della temperatura locale di liquidus.
E’ qui descritto il concetto di limite di stabilità costituzionale di un fronte planare di
solidificazione, introdotto in via semplificata nel caso di una lega binaria diluita.
A tal proposito, è necessario introdurre alcuni parametri riferiti ai diagrammi di stato che sono
stati impiegati nel prosieguo della trattazione. Il primo di essi [10 ], nell’ipotesi di equilibrio
termodinamico locale all’interfaccia, è costituito dal coefficiente di distribuzione ke, definito come
il rapporto fra la concentrazione del solido a temperatura e pressione costanti e la concentrazione
del liquido in equilibrio con esso, nel seguente modo:
(17)
⎛C ⎞
k e = ⎜⎜ s ⎟⎟
⎝ Cl ⎠T ,P
un ulteriore parametro frequentemente ricorrente è rappresentato dalla pendenza della linea di
liquidus m, definita come:
(18)
m=
dTl
dC l
39
Capitolo 2. Fondamenti di solidificazione
k ed m vengono spesso ritenuti costanti nell’ipotesi che le linee dei diagrammi di fase possano
essere approssimate, almeno localmente, a delle rette.
Altri due importanti parametri, fra loro legati, sono rappresentati da ∆T0 e ∆C0, pari
rispettivamente alla differenza fra la temperatura di liquidus e di solidus di una lega di data
composizione e la differenza di concentrazione fra liquido e solido in equilibrio alla temperatura di
solidus della lega.
Per ∆T0 si può scrivere:
(19)
∆T0 = −m∆C 0 = Tl − Ts
mentre per ∆C0 vale la seguente relazione:
(20)
∆C 0 =
C 0 (1 − k e )
ke
Sulla base delle definizioni precedenti, è possibile quindi analizzare quantitativamente i fenomeni
diffusivi che avvengono durante la solidificazione dendritica delle leghe binarie.
L’andamento della concentrazione nel liquido antistante l’interfaccia solido/liquido viene derivato
dalla seconda legge di Fick sulla diffusione. Tale legge deve essere espressa in riferimento ad un
sistema in movimento, qual è l’interfaccia liquido/solido nei processi di accrescimento. Supponendo
che i fenomeni diffusivi si riferiscano ad un sistema che avanza con velocità costante V nella
direzione z ed ha origine sull’interfaccia, ed in assenza di fenomeni convettivi che possano
influenzare la diffusione, rispetto ad un osservatore fisso la legge di Fick assume espressione:
(21)
∂ 2 C l V ∂C l
+
=0
Dl ∂z
∂z 2
La soluzione dell’equazione differenziale omogenea (21) è del tipo:
(22)
C l ( z ) = A exp(λ1 z ) + B exp(λ 2 z )
dove λ1, λ2 sono le soluzioni dell’equazione polinomiale che si ottiene dalla (21) e che valgono, nel
caso specifico:
(23)
⎧λ1 = 0
⎪
V
⎨
=
−
λ
2
⎪
Dl
⎩
La (22) assume quindi espressione:
(24)
C l ( z ) = A + B exp(−
V
z)
Dl
La determinazione delle costanti A e B è resa possibile dall’applicazione delle condizioni al
contorno. La prima (condizione di Dirichlet) definisce il valore assoluto che la soluzione deve
40
Capitolo 2. Fondamenti di solidificazione
assumere ad un contorno. Nel sistema considerato, essa è rappresentata dal fatto che la
concentrazione del liquido, lontano dall’interfaccia, deve assumere il valore della composizione
nominale della lega, ovvero non essere influenzata dal moto dell’interfaccia che avanza. Tale
condizione si esprime nel seguente modo:
(25)
Cl (z ) = C 0
per
z→∞
e si traduce in A=C0.
Un’ulteriore condizione che deve essere soddisfatta riguarda il valore di gradiente che la
soluzione deve assumere all’interfaccia (condizione di Robin). La condizione è data dal fatto che
alla velocità di avanzamento dell’interfaccia, imposta dalle condizioni di solidificazione,
corrisponde la formazione di una quantità di soluto V C l* − C s* nell’unità di tempo, che deve essere
smaltita da un opportuno gradiente di concentrazione nel liquido, che si ottiene nel seguente modo
(equilibrio diffusivo):
(
(26)
)
⎛ ∂C ⎞
− Dl ⎜ l ⎟ = VC l* (1 − k e )
⎝ ∂z ⎠ z =0
dove C l* rappresenta la concentrazione del liquido all’interfaccia. La (26) impone che la quantità
di soluto che viene rigettata verso il liquido deve essere da quest’ultimo smaltita per via diffusiva.
Essa si traduce nella condizione:
(27)
B = C0
1 − ke
= ∆C 0
ke
Pertanto, in condizioni stazionarie, il campo di concentrazione di un soluto nella zona antistante
un fronte di solidificazione planare è espresso dalla relazione:
(28)
⎛ Vz ⎞
⎟⎟
C l = C 0 + ∆C 0 exp⎜⎜ −
⎝ Dl ⎠
Lo strato limite interessato dall’arricchimento di soluto ha un’estensione teoricamente infinita: è
tuttavia di maggior significato pratico la definizione di uno strato limite equivalente nel quale il
gradiente di concentrazione è costante e la differenza di concentrazione è pari a ∆C0. Lo spessore
dello strato si ottiene del rapporto tra l’integrale della (28) fra 0 ed ∞ e ∆C0, pari a:
(29)
δc =
2 Dl
V
Il gradiente di concentrazione nel liquido all’interfaccia può essere calcolato differenziando
l’espressione (28) in z=0, ottenendo così la seguente espressione:
(30)
⎛V ⎞
Gc = −⎜⎜ ⎟⎟∆C 0
⎝ Dl ⎠
41
Capitolo 2. Fondamenti di solidificazione
che, reintrodotta nella (28) porta ad una sua espressione equivalente:
(31)
Cl = C 0 −
⎛ Vz ⎞
Gc Dl
⎟⎟
exp⎜⎜ −
V
⎝ Dl ⎠
Ciò che si verifica, quindi, in condizioni di solubilità in fase solida inferiore rispetto al liquido
(ke <1), è che durante la solidificazione di una lega si ha un “rigetto” del soluto dalla prima fase
verso la seconda con conseguente incremento della sua concentrazione nel volume liquido
antistante l’interfaccia con il solido. Ciò, attraverso la (18), si traduce in una diminuzione della
temperatura di fusione locale che prende il nome di sottoraffreddamento costituzionale.
L’espressione esplicita degli andamenti di temperatura nelle fasi solida Ts e liquida Tl può essere
ricavata ripercorrendo il procedimento sopra descritto, applicato tuttavia alla legge di Fourier per la
trasmissione del calore.
Per un sistema solidale all’interfaccia, nel liquido e nel solido valgono le seguenti relazioni:
(32)
∂ 2Tl V ∂Tl
+
=0
∂z 2 K l ∂z
(33)
∂ 2Ts V ∂Ts
+
=0
K s ∂z
∂z 2
le cui soluzioni possono essere ricavate imponendo nuovamente la verifica delle condizioni al
contorno, rappresentate da:
(34)
(35)
(36)
Tl ( z = 0 ) = Ts ( z = 0) = T0
⎛ ∂Tl ⎞
⎜
⎟ = Gl
⎝ ∂z ⎠ z =0
⎛ ∂Ts ⎞
⎜
⎟ = Gs
⎝ ∂z ⎠ z =0
dove T0 è la temperatura di solidus della lega considerata e Gs e Gl rappresentano i gradienti di
temperatura nel solido e nel liquido imposti dal flusso termico. In alcuni casi, nel prosieguo della
descrizione del modello, è stato più utile ricorrere ad un gradiente termico medio complessivo, dato
dalla media ponderale di Gs e Gl essendo pesi le conducibilità termiche delle due fasi.
Applicando il medesimo procedimento, si ottengono le seguenti relazioni, analoghe nella forma
alla (31):
(37)
Tl = T0 +
⎛ Vz ⎞⎤
Gl K l ⎡
⎟⎟⎥
⎢1 − exp⎜⎜ −
V ⎣
⎝ K l ⎠⎦
(38)
Ts = T0 +
Gs K s
V
⎡
⎛ Vz ⎞⎤
⎟⎟⎥
⎢1 − exp⎜⎜ −
K
s
⎝
⎠⎦
⎣
42
Capitolo 2. Fondamenti di solidificazione
Figura 2.6. Concentrazione del soluto nello strato limite diffusivo e relativa influenza sulla Tliq
L’effetto della diminuzione della temperatura di liquidus dovuta all’incremento della
concentrazione di soluto nel dominio antistante l’interfaccia solido/liquido può tradursi, nel caso di
flusso di calore entrante nel solido (crescita direzionale), nella stabilizzazione di un’eventuale
perturbazione del fronte planare di solidificazione. Confrontando infatti il profilo della Tliq riportato
in fig.2.6, che può essere determinato direttamente dalla (31) in base al diagramma di stato della
lega, con l’effettiva distribuzione delle isoterme associata al flusso termico all’interfaccia, può
accadere che una protuberanza formatasi nel fronte di solidificazione planare si ritrovi in una
condizione di temperatura che alla concentrazione corrispondente alla posizione assunta è più bassa
di quella di liquidus. La sua velocità di crescita è quindi maggiore rispetto all’interfaccia planare
“imperturbata” con conseguente instabilità della stessa. Su scala microscopica, la condizione di
instabilità nel caso di solidificazione colonnare di leghe, può essere espressa quindi direttamente in
termini di gradienti di concentrazione sulla base della seguente relazione:
(39)
Gl < mGc
La differenza fra mGc e Gl, solitamente indicata con il simbolo φ, costituisce dal punto di vista
termodinamico la forza motrice dell’instabilità del fronte di solidificazione. In termini di velocità di
accrescimento, la condizione (39) può essere espressa in modo esplicito in base alla (30) nel
seguente modo:
(40)
VC =
Gl Dl
∆T0
Nel caso di solidificazione equiassica di leghe (Gl <0) la (39) è certamente soddisfatta: la stabilità
delle formazioni dendritiche è quindi dovuta all’effetto concomitante del sottoraffreddamento
termico e di quello costituzionale.
Riepilogando quanto detto in precedenza, le condizioni di stabilità sono riassunte, per sostanze
pure e per leghe, in condizioni di crescita colonnare ed equiassica, nella tab.2.1.
43
Capitolo 2. Fondamenti di solidificazione
Crescita equiassica (Gl<0) Crescita colonnare (Gl>0)
sostanze pure
Instabile
Stabile
leghe
Instabile
Stabile (G>mGc)
Tabella 2.1. Criteri di stabilità di un fronte di solidificazione planare
2.4.1.2. Morfologie di solidificazione
Nel precedente sottoparagrafo sono stati definiti i limiti di stabilità di un fronte di solidificazione
planare. Accade in realtà che, superato il periodo transitorio immediatamente seguente la rottura del
fronte di solidificazione, la più agevole redistribuzione del soluto da parte dei picchi delle
perturbazioni che si inoltrano nel liquido, ed al contrario l’accumulo di soluto nelle depressioni,
determinino localmente velocità di accrescimento differenti. Per tale ragione, una perturbazione
evolve rapidamente fino alla formazione di strutture allungate, reciprocamente competitive, a
carattere cellulare o dendritico. La prima delle due morfologie si sviluppa a ridosso del limite di
stabilità e si accresce in modo antiparallelo al flusso termico senza presentare ramificazioni; la
solidificazione dendritica segue invece determinate direzioni cristallografiche e, se la spaziatura
interdendritica primaria è sufficientemente grande, può mostrare ramificazioni del 2° ed anche del
3° ordine.
Per comprendere le cause che determinano lo sviluppo di una morfologia o dell’altra è necessario
far riferimento alle relazioni che intercorrono fra le condizioni di solidificazione e due parametri
discriminanti, il raggio di curvatura dell’apice della struttura colonnare R e la spaziatura
interdendritica primaria λ1. Una struttura cellulare risulta caratterizzata da R > λ1 , mentre per le
dendriti è verificata la condizione opposta, con strutture via via più fini all’aumentare della
differenza dei due parametri.
Per quel che concerne la relazione che lega R alle condizioni di solidificazione, un criterio che è
stato oggetto di una più approfondita trattazione nel 4° capitolo, e che può essere esplicitato in
forma semplificata, è dato dalla seguente relazione valida nel caso di una lega binaria [11 ]:
(41)
4π 2 Dl Γ
RV=
∆T0 k
2
Il criterio espresso dalla (41), in cui tutti i termini sono noti, è valido nell’ipotesi di dendriti
isolate e per condizioni di accrescimento non a ridosso del limite di stabilità, ovvero per dimensioni
del raggio di curvatura R piccole rispetto allo spessore dello strato limite diffusivo δc. La relazione
espressa dalla (41) è illustrata graficamente in fig.2.7 per valori differenti di gradiente termico. In
prossimità del limite di stabilità Vc, la (41) perde significato in quanto si ripristinano gradualmente
le condizioni di stabilità del fronte planare.
La relazione (41) consente, anche se in modo qualitativo, di prevedere la morfologia di
solidificazione, che a basse velocità di accrescimento, per via degli elevati raggi di curvatura
all’apice, è presumibilmente cellulare; per velocità più elevate, essendo il raggio di curvatura
decrescente, è invece possibile che si verifichi la condizione R < λ1 , con conseguente assunzione da
parte della struttura di una morfologia dendritica.
In base alla (41) è possibile valutare anche altri importanti aspetti della solidificazione dendritica,
ovvero la concentrazione e la temperatura del liquido presente all’interfaccia con il solido. Al
diminuire di R, e quindi per valori di V crescenti, la capacità di redistribuzione del soluto è
maggiore, per cui la concentrazione del liquido all’interfaccia tende al limite inferiore C0. Tale
condizione non risulta tuttavia verificata per velocità di accrescimento elevate, prossime cioè al
44
Capitolo 2. Fondamenti di solidificazione
limite di stabilità assoluta Va, in quanto la rapidità del processo di solidificazione è tale da inibire i
processi di diffusione, determinando quindi l’innalzamento della concentrazione di soluto nel
liquido all’interfaccia. In corrispondenza di Va, il solido formato ha quindi la composizione
C
nominale C0, e si trova in equilibrio con un liquido di composizione 0 .
ke
Figura 2. 7. Andamento del raggio di curvatura dell’apice di una dendrite isolata
in funzione della velocità di accrescimento V
Analogo effetto, determinato tuttavia dalla grande curvatura dell’interfaccia, si verifica per
velocità tendenti al limite di stabilità, per cui la concentrazione del liquido in equilibrio con il solido
tende al valore assunto in regime di accrescimento planare.
Sulla base di tali considerazioni, e di quanto indicato dal diagramma di stato, è possibile quindi
stimare la temperatura dell’apice della struttura cellulare o dendritica, che in condizioni di stabilità
del fronte planare assume il valore minimo corrispondente alla Tsol, mentre per velocità di
accrescimento intermedie è prossima alla Tliq. Entrambi gli andamenti, relativi alla temperatura ed
alla concentrazione del liquido di interfaccia, sono raffigurati in fig.2.8.
45
Capitolo 2. Fondamenti di solidificazione
Figura 2.8. Concentrazione e temperatura dell’apice della dendrite
al variare della velocità di accrescimento
La spaziatura interdendritica primaria può essere espressa in funzione delle condizioni di
solidificazione [12 ] assumendo che l’inviluppo delle strutture colonnari possa essere
approssimato ad un’ellisse. Secondo tale modello, quindi, il legame fra il raggio di curvatura è
legato geometricamente alle lunghezze dei semiassi a e b dell’ellisse dalla relazione:
(42)
b2
R=
a
dove b è proporzionale a λ1 secondo un fattore che, nell’ipotesi di arrangiamento esagonale delle
dendriti, vale circa 0.58. Per quanto riguarda la lunghezza del semiasse a, invece, essa è
direttamente legata all’estensione della mushy zone, ovvero della zona di coesistenza di fase solida e
liquida, per cui si può scrivere:
(43)
a=
∆T T * − Ts'
=
G
G
dove T* è la temperatura dell’apice della dendrite e Ts' quella della radice, usualmente pari, in
presenza di microsegregazione, alla temperatura eutettica se esiste tale punto caratteristico nel
sistema in considerazione. Dalla combinazione della (42) e della (43), si può scrivere la seguente
espressione:
(44)
⎛ 3∆T ' R ⎞
λ1 = ⎜
⎟
⎝ G ⎠
1
2
Essendo, per quanto detto in precedenza, T* dipendente dalla velocità di solidificazione, per cui in
prossimità delle regioni di stabilità del fronte planare raggiunge il valore minimo corrispondente a
Ts, anche la spaziatura interdendritica primaria presenta un’analoga variabilità.
46
Capitolo 2. Fondamenti di solidificazione
Figura 2.9. Confronto degli andamenti di R e di λ1 in funzione della velocità di accrescimento
Confrontando gli andamenti di R e di λ1 in funzione di V, come riportato in fig.2.9, si può trovare
conferma alle considerazione qualitative svolte precedentemente in base alla (41). Infatti, a ridosso
del limite di stabilità, la misura della spaziatura interdendritica primaria diviene effettivamente
inferiore al raggio di curvatura con conseguente formazione di una struttura di tipo cellulare. Nella
zona dove invece sperimentalmente si rileva una morfologia dendritica, λ1 si mantiene sempre
costantemente superiore ad R, entrambi i parametri risultando decrescenti all’aumentare della
velocità di accrescimento con conseguente affinamento della struttura di solidificazione.
Nuovamente, in corrispondenza del limite di stabilità assoluta, le due curve tendono a intersecarsi: il
raggio di curvatura comunque molto ridotto, associato ad una spaziatura delle dendriti ad esso
confrontabile, determina quindi il ripristino di condizioni di solidificazione cellulare.
Dall’esame delle (41) e (44) è possibile inoltre effettuare una previsione dell’effetto combinato
della scala e della morfologia di solidificazione; tenendo conto anche delle considerazioni riportate
in 2.3 concernenti il legame fra la spaziatura interdendritica secondaria ed i parametri ∆T e T& è
possibile quindi tracciare una mappa delle morfologie di solidificazione in funzione della velocità di
accrescimento e del gradiente termico (fig.2.10). Essendo la velocità di raffreddamento pari al
prodotto V ⋅ G , in tale diagramma bi-logaritmico il fascio di rette inclinate a 45°, dirette dal vertice
in alto a sinistra verso quello in basso a destra, indica condizioni di isovelocità, con una scala della
microstruttura descrescente all’aumentare di T& . Il rapporto G/V è rappresentativo invece della
modalità di solidificazione, per cui procedendo dal vertice in alto a sinistra verso quello in basso a
destra si verifica la transizione da una struttura dendritica equiassica, ad una cellulare/dendritica
sino a giungere nel dominio di stabilità del fronte planare di solidificazione.
47
Capitolo 2. Fondamenti di solidificazione
Figura 2.10. Scala della morfologia in funzione della velocità di crescita e del gradiente termico
2.4.1.3. Redistribuzione del soluto
Nelle leghe, l’accrescimento di una struttura di solidificazione in forma dendritica è strettamente
legata, come già discusso precedentemente, ai fenomeni di diffusione che avvengono all’interfaccia
solido/liquido, per effetto dei quali le concentrazioni della fase solida e del liquido all’equilibrio
sono poste in relazione attraverso il coefficiente di distribuzione ke, espresso dalla (17). Tale
differenza compositiva conduce a quella che viene definita microsegregazione, ovvero una
variazione delle concentrazioni degli elementi su scala microscopica, e che può essere responsabile
di precipitazione di seconde fasi nelle regioni interdendritiche ricche di soluto o di porosità nel caso
in cui venga superato il valore di solubilità di un dato elemento. Considerata l’importanza
metallurgica di tali fenomeni, sono stati definiti differenti modelli per lo studio della redistribuzione
del soluto, le cui conclusioni variano sostanzialmente in base alla diffusività allo stato solido. Per
gli scopi del presente lavoro, essi sono in questa sede brevemente esposti con l’obiettivo di fissare i
limiti e le condizioni per il verificarsi dei fenomeni microsegregativi.
A tale scopo, è conveniente riferire la trattazione ad un sistema monodimensionale rappresentato
da una barra di sezione costante A che solidifica all’interno di un apparato di Bridgman, ovvero un
crogiolo in movimento con velocità V, che risulta pertanto pari alla velocità di avanzamento del
fronte di solidificazione, all’interno di un campo termico caratterizzato da un gradiente noto e
costante [13 ]. In tali condizioni, ciò che si verifica è la presenza di due transitori corrispondenti
all’inizio ed alla fine del processo di solidificazione, fra i quali l’accrescimento procede in
condizioni stazionarie secondo le relazioni definite nei sottoparagrafi precedenti. Una
rappresentazione schematica dei due periodi, e dei relativa profili di concentrazione nel liquido e
nel solido è riportata in fig.2.11, nella quale i transitori di inizio e fine solidificazione si riferiscono
rispettivamente agli schemi a e c.
48
Capitolo 2. Fondamenti di solidificazione
Figura 2.11. Andamento delle concentrazioni del liquido e del solido durante i transitori
ad inizio (a) e fine (b) solidificazione
Il primo transitorio è dovuto alla creazione dello strato limite diffusivo e la sua durata è legata al
tempo che la concentrazione del liquido all’interfaccia impiega ad aumentare dal valore di inizio
C
solidificazione pari a C0, al valore 0
caratteristico dello stato stazionario. Nello specifico tale
ke
intervallo di tempo è necessario perché venga stabilita la condizione di equilibrio fra il flusso
uscente dall’interfaccia:
(45)
J1 = VCl* (1 − ke )
e il flusso all’interno del liquido dovuto all’aumento della concentrazione di soluto all’interfaccia:
(46)
J 2 = V ( Cl* − C0 )
Nella (45), per z=0, dove per z si intende la direzione di massimo gradiente termico e di
avanzamento dell’apparato, risulta Cl* = C0 .
La differenza dei due valori di flusso, responsabile dell’accumulo di soluto che si verifica
all’interfaccia solido/liquido, può essere calcolato differenziando l’espressione ottenuta sottraendo
J2 a J1: risolvendo si ottiene la seguente espressione per l’andamento di Cl* :
(47)
⎛ ke zV ⎞
⎜−
⎟⎤
C0 ⎡
⎢1 − (1 − ke ) exp⎝ Dl ⎠ ⎥
C ≅
ke ⎢
⎥
⎣
⎦
*
l
49
Capitolo 2. Fondamenti di solidificazione
il secondo membro della (47) diviene unitario quando
k e zV
>> 1 , in pratica quando la lunghezza
Dl
4 Dl
. Tale lunghezza, per leghe caratterizzate da un coefficiente di
Vke
distribuzione ke modesto (ad es. 0.1), che solidificano con ridotte velocità di avanzamento
(10-3 mm/s), può divenire molto rilevante, raggiungendo valori anche superiori ai 100mm.
Il secondo transitorio, corrispondente al termine del processo di solidificazione, è invece dovuto
all’interazione con la parete del crogiolo, la presenza della quale è associata ad una condizione di
annullamento dei moto diffusivi. Qualitativamente, ciò che si verifica in tale transitorio è la
“deposizione” del soluto mancante nella fase formatasi nel primo stadio della solidificazione,
C
avente composizione 0 , per effetto della quale il liquido al termine del processo si arricchisce
ke
C
sino ad una composizione ben superiore a 0 . Ipotizzando che tale periodo sia scarsamente
ke
influenzato dalla diffusività in fase liquida, diviene fondamentale il processo di retrodiffusione del
soluto che si verifica nel solido a causa dell’aumento di concentrazione del liquido nello strato
limite antistante l’interfaccia.
Impostando un bilancio di massa fra il volume infinitesimale di solido formatosi dfs, e gli
incrementi di concentrazione nel liquido (nel quale, per quanto ipotizzato, i gradienti sono
trascurabili) e nello strato limite diffusivo del solido, è possibile scrivere:
solidificata diviene pari a
(48)
( C − C ) df
l
*
s
s
= f l dCl +
δs
2L
dCs*
assumendo, che la posizione dell’interfaccia segua un andamento esponenziale nel tempo, è
possibile, integrando la (48), ottenere la seguente espressione per il valore della concentrazione del
liquido residuo in funzione della frazione di fase solida fs formatasi:
(49)
1− ke
Cl
= ⎡⎣1 − (1 − 2α ' ke ) f s ⎤⎦ 1− 2α ' ke
C0
nella (49), α’ è dipendente dal numero di Fourier α riferito alla fase solida, il quale è in generale un
parametro estremamente rappresentativo del processo di solidificazione, in quanto dato dal rapporto
fra due tempi caratteristici, il tempo di solidificazione complessivo ed il tempo di diffusione.
Quando tale numero è molto maggiore dell’unità, il processo di solidificazione avviene in
condizioni di equilibrio, essendo i tempi di diffusione rapidi sia nella fase solida che in quella
liquida: nello specifico, α >> 0 → α ' = 0.5 e la (49) assume un’espressione caratteristica
denominata lever rule [14 ]:
(50)
Cl
1
=
C0 1 − (1 − ke ) f s
Viceversa, quando il numero di Fourier tende a zero, non si verifica retrodiffusione nel soluto, per
cui il liquido teoricamente si arricchisce in modo indefinito. Numericamente, α << 0 → α ' ≅ 0 , per
cui la (49) si trasforma nell’espressione nota come equazione di Gulliver-Scheil [15 ]:
50
Capitolo 2. Fondamenti di solidificazione
(51)
Cl
1
=
C0 1 − (1 − f s )1− ke
Analizzando le espressioni (50) e (51), si può notare che per fs =1, Cl assume nella (50) un valore
C
finito pari a 0 , mentre nella (51) esso tende all’infinito, come indicato dalle curve riportate nel
ke
grafico di fig.2.12.
Figura 2.12. Concentrazione del liquido al procedere della solidificazione
secondo i diversi modelli proposti
Pur nei limiti di un simile modello, la (50) e la (51) rappresentano i limiti all’interno dei quali si
verifica il processo di microsegregazione. Ciò che si riscontra realmente nelle strutture dendritiche è
che la regione effettivamente interessata da un arricchimento della concentrazione del liquido è
quella compresa negli spazi interdendritici secondari; può accadere, ad esempio, che se il
diagramma di stato del sistema prevede la presenza di un eutettico ad una composizione Ce>C0 e il
valore di α per la fase solida non è elevato, la composizione del liquido finale superi nel periodo
conclusivo della solidificazione il valore di Ce, per cui negli spazi compresi fra le ramificazioni
secondarie si verifica la crescita di una certa frazione volumetrica fe di eutettico.
Per quel che riguarda la modellizzazione di tale fenomeno, il computo del numero di Fourier per
gli spazi interdendritici secondari è molto complesso e richiede una procedura numerica iterativa
[16 ]. Per quanto attiene agli scopi del presente lavoro, si può affermare che è sufficiente
conoscere i parametri macroscopici di solidificazione (G e V) per poter effettuare una stima sia della
scala della struttura, per quanto affermato in precedenza, sia del grado di disomogeneità
compositiva.
2.4.2. Solidificazione eutettica
A differenza della struttura dendritica, la morfologia di solidificazione eutettica è determinata dal
contemporaneo accrescimento nel liquido di due o più fasi. Tale generalità di definizione giustifica
il vasto insieme di tipologie di strutture eutettiche, che possono presentarsi in forma fibrosa o
lamellare, ed in ciascuna di tali classi, regolari ed irregolari (cfr.fig.2.13, [17 ]).
51
Capitolo 2. Fondamenti di solidificazione
Figura 2.13. Morfologie di solidificazione eutettica
Per la descrizione di tali morfologie, e per semplicità di trattazione, è opportuno far riferimento a
sistemi costituiti da due sole fasi, essendo peraltro riconducibili a tale caso la maggior parte delle
leghe eutettiche di interesse industriale.
La distinzione fra strutture lamellari o fibrose è semplicemente legata al rapporto delle frazioni
volumetriche XA e XB delle fasi presenti: tale criterio è legato ad una condizione di minimizzazione
dell’energia interfacciale, che per valori della frazione volumetrica della seconda fase XB inferiori o
superiori a 0.3, rende preferenziali rispettivamente la struttura fibrosa o la lamellare. La
suddivisione fra eutettici regolari ed irregolari è invece più complessa e legata al tipo di interfaccia
della seconda fase. Nel caso tale fase sia costituita da metalli o polimeri, che presentano una
struttura dell’interfaccia solido/liquido “rugosa” su scala atomica ma a livello microscopico
complessivamente liscia, l’eutettico risulta essere regolare: la morfologia diviene invece irregolare
in presenza di una seconda fase di tipo intermetallico o semiconduttore, che presenta un’interfaccia
piatta su scala atomica ma nell’insieme sfaccettata. Un opportuno criterio di classificazione in tal
senso è rappresentato [18 ] dall’entropia specifica di fusione della seconda fase, espressa dal
parametro α (entropia adimensionale di fusione):
(52)
α=
∆S f
R
Tale parametro è rappresentativo della tipologia di interfaccia della fase in accrescimento in quanto
un suo elevato valore (nello specifico: α>2) denota una modalità di accrescimento su scala atomica
secondo un rigido criterio di ottimizzazione dei legami fra gli atomi provenienti dalla fase liquida e
l’interfaccia esistente, per effetto del quale i siti di “incorporamento” degli atomi provenienti dal
liquido non sono energeticamente equivalenti e l’accrescimento può avvenire soltanto lungo ben
definiti piani cristallografici, dando quindi origine ad una morfologia di interfaccia sfaccettata.
Rientra nella classe degli eutettici irregolari il sistema Fe-C, che presenta una struttura lamellare
nonostante la frazione volumetrica del C sia sensibilmente inferiore a 0.3. Definite le diverse
tipologie di sistemi eutettici, nei successivi sottoparagrafi sono stati illustrati altri aspetti
52
Capitolo 2. Fondamenti di solidificazione
fondamentali di tale struttura di solidificazione, con particolare riguardo alla correlazione fra la
scala della struttura e le condizioni in cui essa si forma.
2.4.2.1. Accrescimento della struttura eutettica
L’accrescimento di una struttura eutettica può essere descritto facendo riferimento [19 ] ad un
sistema costituito da due elementi di lega A e B che solidificano formando lamelle alternate di fasi
α e β: tale modello è valido in generale per una solidificazione della struttura eutettica sia in forma
equiassica che colonnare, essendo la scala di riferimento dei moti diffusivi pari alla spaziatura delle
lamelle λ, normalmente circa un decimo della spaziatura primaria delle dendriti in condizioni
analoghe di crescita.
Ipotizzando che la solidificazione avvenga in un crogiolo in movimento con una velocità V
all’interno di un campo termico noto, per cui tale velocità diviene pari a quella di accrescimento
della struttura, il fenomeno di crescita simultanea delle due fasi può essere descritto in due
dimensioni considerando per simmetria due sole semilamelle formanti con il liquido un’interfaccia
ortogonale alla direzione di V. In condizioni sperimentali corrispondenti alla situazione descritta,
ciò che si misura [20 ] è una temperatura dell’interfaccia T* molto prossima al valore eutettico
Te, il che è indicativo di una solidificazione con un modesto grado di sottoraffreddamento.
Ciò contrasta con quanto sarebbe prevedibile in base alla forma dell’interfaccia di ciascuna delle
lamelle, aventi modesta curvatura. Secondo quanto già discusso per la solidificazione dendritica,
essendo lo strato limite diffusivo proporzionale al raggio di curvatura dell’interfaccia liquido/solido
ed essendo il gradiente di concentrazione inversamente proporzionale allo spessore dello strato
limite stesso, per una morfologia simile a quella delle lamelle, sarebbe attesa una concentrazione del
liquido all’interfaccia molto elevata, con un consistente grado di sottoraffreddamento e con un ∆C
dei due elementi costituenti il sistema altrettanto ampio fra lamelle adiacenti.
La giustificazione di quanto avviene in realtà risiede nell’interazione dei moti diffusivi
interessanti ciascuna lamella, dovuta al fatto che il soluto espulso da una fase è necessario per
l’accrescimento dell’altra.
In tal modo, gli elevati ed opposti gradienti di concentrazione nel liquido antistante ciascuna
lamella che sarebbero ipotizzabili se le lamelle stesse crescessero indipendentemente, sono
profondamente attenuati dai moti diffusivi che si instaurano parallelamente all’interfaccia
solido/liquido, come indicato rappresentativamente in fig.2.14.
Figura 2.14. Effetto dell’interazione degli strati limite diffusivi nei sistemi eutettici
53
Capitolo 2. Fondamenti di solidificazione
Per effetto della riduzione dello spessore degli strati limite, il sottoraffreddamento necessario a
sostenere la crescita delle lamelle si riduce e conseguentemente la temperatura del liquido
all’interfaccia si avvicina a Te. In base al diagramma di stato del sistema eutettico, è possibile
stimare la variazione massima di concentrazione del liquido fra gli strati limite diffusivi antistanti le
lamelle delle due fasi, espresso dalla relazione:
(53)
∆C = Clα − Clβ
prolungando le curve di liquidus al di sotto dell’isoterma eutettica e intersecandole con l’isoterma
relativa a T* (cfr. parte destra fig.2.14).
Quanto descritto non tiene tuttavia conto di un altro aspetto che risulta complementare al
sottoraffreddamento costituzionale nella determinazione del sottoraffreddamento complessivo che
caratterizza l’accrescimento di una struttura eutettica. Mentre infatti i moti diffusivi dei soluti in
direzione parallela all’interfaccia solido/liquido tendono a “comprimere” le lamelle favorendo la
diminuzione della spaziatura λ, opposto è l’effetto della capillarità in quanto l’accrescimento della
struttura con una maggiore curvatura dell’interfaccia, associata a valori decrescenti di λ, richiede un
contributo energetico via via più consistente. Ciò si traduce in una spinta verso l’aumento di λ, che
si oppone a quella dovuta ai moti diffusivi: il sottoraffreddamento complessivo misurabile si
compone quindi di due termini, e può essere espresso nel seguente modo:
(54)
∆T = ∆Tc + ∆Tr
la (54) è riconducibile alla (7) ove si trascuri il sottoraffreddamento termico. La relazione (54) è
quindi rappresentativa della ripartizione esistente all’interfaccia fra i due sottoraffreddamenti,
essendo il termine a primo membro costante. Se il bilanciamento dei due contributi è tale da
produrre una somma algebrica costante in direzione parallela all’interfaccia, i singoli addendi
variano invece in conseguenza del fatto che la concentrazione dei soluti, e di conseguenza il
sottoraffreddamento costituzionale, assume un massimo (o un minimo a seconda della fase
considerata) in corrispondenza della mezzeria di ciascuna lamella, dove il gradiente in direzione
laterale è massimo, e un valore medio prossimo al valore eutettico Ce circa all’interfaccia delle
lamelle. Essendo il raffreddamento dovuto alla curvatura complementare a ∆Tc , noto quest’ultimo
è possibile quindi prevedere il profilo delle interfacce delle lamelle: qualora ∆Tc superi in una zona
il valore di ∆T, per effetto della (54) ∆Tr cambia localmente segno conferendo quindi alla lamella
una curvatura negativa. In fig.2.15 è riportato un esempio riferito all’andamento della
concentrazione di B e dei due termini ∆Tc e ∆Tr , essendo il valore CB direttamente traducibile in un
valore di temperatura attraverso le curve di liquidus del diagramma di stato estese nel campo di
sottoraffreddamento.
54
Capitolo 2. Fondamenti di solidificazione
Figura 2.15. Composizione del sottoraffreddamento nella solidificazione eutettica
2.4.2.2. Condizioni di accrescimento
Per stabilire un legame fra le condizioni di accrescimento della struttura eutettica e la sua
dimensione caratteristica, ovvero la spaziatura delle lamelle λ, è necessario definire il legame che
sussiste fra tale parametro e ciascuno dei due termini che compongono il sottoraffreddamento.
Per quel che concerne il sottoraffreddamento costituzionale è conveniente, al fine di applicare le
leggi descrittive dei moti diffusivi, ricorrere ad un modello semplificato [21 ] dei campi di
concentrazione dei soluti all’interfaccia solido/liquido. Facendo ancora riferimento ad un sistema
costituito da due semilamelle che si accrescono con un’interfaccia ortogonale alla direzione di V
(nel prosieguo della trattazione: direzione z), si può ipotizzare che il valore di ∆C, espresso dalla
(53), sia schematizzabile secondo un andamento a dente di sega che assume i valori massimi in
corrispondenza della mezzeria delle lamelle: conseguentemente i flussi laterali (direzione y) dei
soluti sono interessati da un cammino caratteristico pari a λ . In virtù di tale flusso, inoltre, il
2
profilo del gradiente di concentrazione diviene via via meno accentuato al crescere della distanza
dall’interfaccia solido/liquido, e si può ipotizzare che esso divenga piatto in corrispondenza dello
spessore dello strato limite diffusivo, che nella realtà ha una dimensione circa pari a λ .
2
Le condizioni al contorno per la descrizione dei moti diffusivi nello strato limite possono quindi
essere espresse dal sistema:
55
Capitolo 2. Fondamenti di solidificazione
(55)
⎧⎛ dC ⎞
∆C
⎪⎜
⎟ =− λ
⎪⎪⎝ dy ⎠ z =0
2
⎨
⎪⎛ dC ⎞
=0
⎪⎜ dy ⎟
λ
⎝
⎠
z=
⎪⎩
2
( )
Ipotizzando un’attenuazione lineare del gradiente di concentrazione, il valore medio di ∆C
responsabile dei fenomeni di diffusione diviene quindi pari a:
(56)
dC
∆C
=−
dy
λ
per cui il flusso all’interno dallo strato limite, assumendo un’altezza delle lamelle pari ad h e
( hλ ) , diviene pari a:
conseguentemente una dimensione dell’interfaccia pari a
2
(57)
⎛ ∆C ⎞ λ
Jt = D ⎜
⎟h
⎝ λ ⎠ 2
Quanto espresso dalla (57) va confrontato con il flusso di soluto uscente dall’interfaccia
solido/liquido di ciascuna lamella, dovendosi i due valori eguagliare in condizioni stazionarie. Il
flusso di soluto uscente, assumendo una concentrazione del liquido all’interfaccia media rispetto al
valore in corrispondenza della mezzeria della lamella, e nell’ipotesi di un sistema eutettico
simmetrico, può essere espresso nel seguente modo:
(58)
J R = VCl*h
λ
4
La (58) si può semplificare ulteriormente considerando che sperimentalmente il grado di
sottoraffreddamento in una solidificazione eutettica è molto modesto, nell’ordine dell’1% del valore
di Te, per cui è lecita anche l’approssimazione:
(59)
Cl* ≅ Ce
Sostituendo nella (58) il valore della concentrazione del liquido all’interfaccia indicato dalla (59),
si giunge alla seguente espressione:
(60)
∆C
λV
=
Ce (1 − k ) 2 D
Il termine a 2° membro della (60) è pari al rapporto fra la dimensione caratteristica del sistema,
pari a λ , e la scala su cui avvengono i fenomeni diffusivi D . Tale rapporto, indicato come
2
V
numero di Péclet, ha un significato fisico particolarmente rilevante ed è ricorso frequentemente
nella modellizzazione della solidificazione dendritica. La (60) esprime quindi il legame esistente fra
56
Capitolo 2. Fondamenti di solidificazione
il grado di soprasaturazione, indicato dal 1° membro della relazione, ed il numero di Péclet del
sistema.
La (60) è esplicitabile inoltre in termini di sottoraffreddamento trasformando i valori di
concentrazione in temperatura attraverso le pendenze delle curve di liquidus del diagramma di stato
del sistema eutettico. Raggruppando tutti i termini costanti in un unico termine Kc, si può quindi
giungere ad una relazione sintetica del legame esistente fra λ, V e ∆Tc:
(61)
∆Tc = K c λV
Per quanto riguarda il sottoraffreddamento dovuto alla curvatura, oltre alla condizione espressa
dalla (54), sussiste un ulteriore vincolo dovuto al fatto che nel punto di contatto fra le due fasi solide
α e β ed il liquido, deve essere rispettata una condizione di equilibrio meccanico delle tensioni di
interfaccia α/β, α/l e β/l. Ciò si traduce in determinati valori di curvatura delle lamelle in
corrispondenza del punto di contatto e conseguentemente in un valore energetico esprimibile in
forma di sottoraffreddamento in base all’espressione:
(62)
∆Tr = ΓK
dove la curvatura K è calcolata in base al valore medio delle curvature delle singole interfacce α/l e
β/l. Essendo la curvatura inversamente proporzionale alla spaziatura della lamelle, è possibile
trasformare la (62) nel seguente modo:
(63)
∆Tr =
Kr
λ
dove Kr è il coefficiente di proporzionalità fra la curvatura media K e λ.
Definite le dipendenze di ciascuno dei due valori di sottoraffreddamento da λ, è possibile quindi
esplicitare la relazione (54):
(64)
∆Tc = K c λV +
Kr
λ
che esprime il legame esistente fra sottoraffreddamento, velocità di accrescimento e spaziatura delle
lamelle. L’andamento della (64) in funzione di λ è riportato in fig.2.16.
Figura 2.16. Diagrammi delle relazioni che legano ∆T, λ e V nella crescita eutettica
57
Capitolo 2. Fondamenti di solidificazione
Riportando in grafico nel dominio ∆T-λ-V la superficie che soddisfa la relazione (64) (cfr.parte
destra di fig.2.16), si può notare come per V costante, ovvero in caso di solidificazione direzionale,
esista un valore di λ che minimizza il grado di sottoraffreddamento, corrispondente quindi alla
condizione di accrescimento energeticamente più favorevole. Viceversa per un sottoraffreddamento
costante, qual è nei primi stadi della solidificazione durante i quali la crescita è equiassica, esiste un
valore di λ in corrispondenza del quale la velocità di accrescimento è massima. Tale valore può
essere calcolato derivando la (64) rispetto a λ e imponendo che l’espressione della derivata sia pari
a zero. Sostituendo nella (64) il valore di λ che soddisfa tale condizione, si ottiene quindi la
seguente espressione:
(65)
λ2V =
Kc
Kr
o, in modo equivalente:
(66)
∆T λ = 2 K r
che rappresenta il massimo della curva riportata nella parte sinistra di fig.2.16..
Al di sotto di tale valore la crescita diviene instabile in quanto la maggior curvatura richiede un
grado di sottoraffreddamento progressivamente più elevato, tale da sopprimere la crescita. La
condizione espressa dalla (66) è valida anche per le trasformazioni eutettoidiche, nelle quali tuttavia
si riscontra un valore di spaziatura delle lamelle inferiore rispetto alla crescita eutettica a parità delle
altre condizioni. La ragione di tale fenomeno è dovuta al fatto che, avvenendo in fase solida, i
processi diffusivi sono più lenti, per cui il sistema si adatta riducendo il cammino dei soluti.
Figura 2.17. Variabilità della spaziatura lamellare negli eutettici irregolari
La relazione (66) è verificata solo localmente negli eutettici irregolari, nei quali sperimentalmente
si rileva una spaziatura media delle lamelle molto più ampia di quanto sarebbe prevedibile dal
modello descritto. In tali sistemi, infatti, il meccanismo di ramificazione delle lamelle, attraverso il
quale avviene l’adattamento della scala della struttura alle condizioni locali di solidificazione, è
inibito dalle strette condizioni di accrescimento che caratterizzano le seconde fasi ad elevata
58
Capitolo 2. Fondamenti di solidificazione
entropia di fusione. Per tale ragione, anziché cambiare direzione in funzione del flusso termico, le
lamelle degli eutettici irregolari possono continuare a crescere in direzioni convergenti o divergenti.
Nel primo caso, se la distanza delle lamelle scende al di sotto del punto di estremo, il progressivo
aumento della curvatura delle lamelle dovuto al minor grado di sottoraffreddamento costituzionale,
può determinare condizioni di crescita instabili per effetto delle quali il processo di crescita si
arresta, essendo l’intero sottoraffreddamento speso nel contributo dovuto alla curvatura. Nel
secondo caso, invece, l’aumento della distanza delle lamelle può determinare un aumento del
sottoraffreddamento costituzionale tale da non essere compensato dalla diminuzione di curvatura: in
tali condizioni ( λb = λ ) può quindi venir meno la condizione di isotermia dell’interfaccia
liquido/solido, per il ripristino della quale risulta energeticamente più favorevole al sistema la
ramificazione di ciascuna lamella.
Quanto qualitativamente descritto, riportato in fig.2.17, rende conto della complessa modalità di
accrescimento degli eutettici irregolari, resa tale dalla rigidità di solidificazione della seconda fase:
essendo quindi la misura della spaziatura lamellare compresa fra il valore espresso dal criterio di
estremo ed il valore di ramificazione, essa risulta generalmente maggiore rispetto a quanto
riscontrato negli eutettici regolari.
Concludendo la descrizione delle modalità di solidificazione delle strutture eutettiche, si può
accennare alle condizioni di instabilità dell’accrescimento di tali sistemi. Esse sono sostanzialmente
dovute a due cause, la prima delle quali consistente nella presenza di un terzo elemento,
generalmente un’impurità, che modifica il campo di diffusione antistante l’interfaccia
solido/liquido, e che può condurre alla formazione di strutture eutettiche in forma dendritica o
cellulare. La seconda, altrettanto frequente, è associata invece a composizioni diverse da Ce, per
effetto delle quali la struttura si sviluppa in forma di dendriti di una fase, nello specifico quella
interessata dal maggior sottoraffreddamento in prossimità dell’isoterma eutettica, alternate a
strutture eutettiche interdendritiche.
2.5. Crescita competitiva
Come già accennato nella parte conclusiva del paragrafo dedicato alla modellizzazione della
solidificazione eutettica, in tali sistemi può accadere che, per composizioni differenti dal valore
eutettico, si formino, insieme alla struttura lamellare ed alternatamente ad essa, dendriti di una delle
due fasi in virtù dell’elevato sottoraffreddamento che interessa quest’ultima in corrispondenza
dell’isoterma Te.
In realtà, può verificarsi che la solidificazione in forma dendritica si riscontri anche in sistemi
binari di composizione pari esattamente a Ce. La ragione risiede nel fatto che ciascun tipo di
struttura, eutettica o dendritica di entrambe le due fasi, si accresce con un certo grado di
sottoraffreddamento al variare della velocità di avanzamento del fronte di solidificazione. Per
ciascun valore di V, pertanto, esiste sempre un tipo di struttura in grado di accrescersi con il minor
grado di sottoraffreddamento, ovvero nella condizione energetica più favorevole. In base a tale
criterio, quindi, è possibile tracciare delle mappe di selezione delle strutture, individuando sia i
domini di solidificazione in forma dendritica, sia quello della cosiddetta zona accoppiata, ovvero il
range di composizioni e temperature nel quale è favorita la crescita della struttura eutettica.
Nel caso di eutettici regolari, e per diagrammi binari sufficientemente simmetrici, la zona
accoppiata assume una forma ad anfora, che per elevati gradi di sottoraffreddamento si estende in
un range di composizioni via via più ampio, come illustrato nella parte sinistra di fig.2.18.
Al diminuire della temperatura di solidificazione, che per quanto esaminato in precedenza è un
fenomeno legato direttamente alla velocità di crescita, si riscontra un progressivo mutamento della
morfologia assunta dalla struttura eutettica. Infatti, immediatamente al di sotto Te, il sistema si
59
Capitolo 2. Fondamenti di solidificazione
accresce in forma lamellare con un’interfaccia planare; al crescere del sottoraffreddamento, il fronte
diviene progressivamente instabile, generalmente per la presenza di impurità che estendono lo strato
limite diffusivo, e si osserva la formazione di eutettici in forma cellulare o, per ∆T ancora maggiori,
dendritica.
Nel caso di eutettici irregolari, la zona accoppiata diviene asimmetrica, come indicato nella parte
destra di fig.2.18, spostandosi verso la fase caratterizzata dall’elevata entropia di fusione. In tale
condizione, quindi, a seconda della velocità di accrescimento è necessario variare la composizione
rispetto a Ce per far sì che la solidificazione avvenga in forma eutettica.
Fig.2.18. Forma della zona accoppiata in diagrammi eutettici regolari ed irregolari
60
Capitolo 2. Fondamenti di solidificazione
Bibliografia del capitolo
[1 ] S.A.David, J.M.Vitek, International Material Reviews, vol.34 n°5, 1989, 213-245
[2 ] H.Nakagawa, M.Kato, F.Matsuda e T.Senda, Trans. Jpn. Weld. Soc., 1, 1970, 94
[3 ] M.Rappaz, S.A.David, J.M Vitek, L.A.Boatner, Metall.Trans., 20a, 1989, 1125
[4 ] N.Suutala, Metall.Trans., 14, 1983, 191
[5 ] H.G.Kraus, Welding Journal, 6, 1987, 353s
[6 ] U.Feurer, R.Wunderlin, Fachbericht der Deutschen Gesellschaft für Metallkunde,
Oberursel, FRG, 1977
[7 ] R.Becker, W.Döring, Annalen der Physik, 24, 1935, 719
[8 ] B.Cantor, R.D.Doherty, Acta Metallurgica, 27, 1979, 33
[9 ] W.W.Mullins, R.F.Sekerka, Journal of Applied Physics, 34, 1963, 323
[10 ] R.Trivedi, W.Kurz, Acta Metallurgica, 34, 1986, 1663
[11 ] J.S.Langer, H.Mülller-Krumbhaar, Journal of Cryst. Gr., 42, 1977, 11
[12 ] W.Kurz, D.J.Fisher, Acta Metallurgica, 29, 1981, 11
[13 ] T.W.Clyne, W.Kurz, Metallurgical Transactions 12A, 1981, 965
[14 ] W.A.Tiller, K.A.Jackson, J.W.Rutter, B.Chalmers, Acta Metallurgica, 1, 1953, 428
[15 ] E.Scheil: Z.Metallkd., 34, 1942, 70
[16 ] T.W.Caldwell et al.: Metallurgical Transactions, 8B, 1977, 261
[17 ] W.Kurz, K.Fisher, Fundamentals of solidification, Trans Tech Publications LTD, 1998, 94
[18 ] K.A.Jackson: Journal of Cryst. Gr., 3/4, 1968, 507
[19 ] D.J.Fisher, W.Kurz, Acta Metallurgica, 28, 1980, 777
[20 ] Y.Salama, T.Sato, G.Ohira, Journal of Cryst. Gr., 22, 1974, 272
[21 ] R.Trivedi, P.Magnin, W.Kurz, Acta Metallurgica, 35, 1987, 971
61
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
3.1. Introduzione
Nel precedente capitolo sono stati esposti alcuni fondamenti della teoria della solidificazione, con
particolare riferimento ai modelli di nucleazione e accrescimento delle strutture dendritiche ed
eutettiche sia delle sostanze pure sia delle leghe. Su tale base è quindi possibile affrontare lo studio
della solidificazione degli acciai inossidabili austenitici di tipo convenzionale, attraverso la
classificazione delle diverse microstrutture ottenibili a seconda della composizione e delle
condizioni di formazione, e la correlazione delle stesse alle previsioni termodinamiche.
Per gli scopi del presente lavoro, la tematica trattata nel presente capitolo è risultata di particolare
importanza sia perché ha costituito un riferimento concettuale alle evidenze sperimentali emerse nel
proseguimento del lavoro, sia perché essa ha fornito utili criteri per rapportare quanto indicato dai
modelli previsionali alle condizioni reali di solidificazione.
3.2. Il sistema Fe-Cr-Ni
Gli acciai inossidabili austenitici in commercio sono sistemi molto complessi costituiti da un
elevato numero di elementi, alcuni dei quali essenziali a garantirne le caratteristiche peculiari, altri
la cui presenza è indotta dalla pratica di fabbricazione dell’acciaio, altri ancora introdotti per
migliorare le proprietà d’impiego dei materiali stessi.
Per l’oggettiva difficoltà legata allo studio della solidificazione di un sistema multicomponente,
che comunque è stato affrontato successivamente nella sezione dedicata ai processi di
accrescimento rapido, è conveniente in prima istanza far riferimento al sistema ternario formato
soltanto da Fe, Cr e Ni: nonostante la riduzione della problematica a soli tre elementi, le studio di
tale diagramma rappresenta un supporto essenziale alla comprensione delle modalità di
solidificazione degli acciai inossidabili austenitici, per l’ampio spettro di morfologie di
solidificazione che possono in tale ambito essere originate al variare della composizione e delle
condizioni di accrescimento. Considerando il diagramma riportato in fig.3.1 [1 ], nel quale sono
riportate le proiezione delle superficie di liquidus e di solidus nella parte del sistema relativa alla
parte più ricca di Fe, si può notare l’esistenza di un curva peritettica, caratterizzata da
solidificazione L + δ → γ , che procede verso tenori decrescenti di Fe e si trasforma in una curva
eutettica, avente cammino di solidificazione L → δ + γ per una composizione pari a 17%Cr,
9.5%Ni [2 ]. Ciò consente quindi di prevedere, per leghe di composizione con tenori di Cr che
ricadono sopra tali linee di equilibrio, una solidificazione in ferrite primaria, mentre nella regione
opposta la fase primaria di accrescimento è rappresentata dall’austenite.
Per la definizione delle modalità di solidificazione, è utile concentrare lo studio del sistema sulle
regioni del diagramma ternario Fe-Cr-Ni che ricadono oltre la transizione fra la regione peritettica
ed eutettica; facendo riferimento a quest’ultima, ed osservando le sezione verticali del diagramma
ternario, riportate in fig.3.2, ottenute a concentrazioni di Fe costanti per due diversi valori di tale
parametro e tali da intersecare la regione eutettica, è possibile individuare cinque modalità di
solidificazione primaria a seconda della collocazione del rapporto Cr/Ni:
¾ Solidificazione primaria completamente austenitica (modo A), con un percorso:
L → L +γ →γ
62
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
Figura 3.1. Diagramma Fe-Cr-Ni. Proiezione delle superficie di liquidus e di solidus
¾ Solidificazione austenitica con presenza di struttura eutettica δ + γ (modo AE), con un
percorso: L → L + γ → L + γ + δ → γ + δ
¾ Solidificazione eutettica (modo E), con un percorso: L → L + γ + δ → γ + δ
¾ Solidificazione ferritica, con presenza di struttura eutettica δ + γ (modo FE), con un
percorso: L → L + δ → L + δ + γ → δ + γ
¾ Solidificazione primaria completamente ferritica (modo F), con un percorso L → L + δ → δ
Il cammino di solidificazione delle leghe Fe-Cr-Ni nella regione indicata è in ogni caso
riconducibile ad una delle cinque modalità descritte: in realtà la semplice lettura delle sezioni
verticali del diagramma ternario come sistemi quasi-binari può indurre errori di valutazione anche
consistenti, a causa del fatto che le superficie di liquidus e di solidus sono praticamente ortogonali
alle sezioni stesse. Per tale ragione la concentrazione del liquidus si muove non lungo le linee di
equilibrio riportate in fig.3.2, bensì perpendicolarmente ad esse, per cui può verificarsi ad esempio
che una lega di composizione peritettica completi la propria solidificazione nella regione eutettica a
valori sensibilmente inferiori della concentrazione di ferro.
Sarebbe quindi un opportuno accorgimento nella stima delle modalità di solidificazione far
riferimento al procedere della transizione liquido/solido a diagrammi con concentrazioni differenti
di Fe.
Nella regione peritettica, in cui ricade ad esempio la composizione dell’acciaio inossidabile AISI
304, l’insieme delle modalità di solidificazione si restringe a soli quattro casi:
63
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
¾ Solidificazione primaria completamente austenitica (modo A), con un percorso:
L → L +γ →γ
¾ Solidificazione austenitica con presenza di ferrite intercellulare (modo AF), con un percorso:
L → L +γ → L +γ +δ →γ +δ
¾ Solidificazione ferritica, con presenza di austenite interdendritica (modo FA), con un
percorso: L → L + δ → L + δ + γ → δ + γ
¾ Solidificazione primaria completamente ferritica (modo F), con un percorso L → L + δ → δ
In entrambe le categorie di solidificazione, sia eutettica sia peritettica, per quel che concerne le
trasformazioni allo stato solido e tranne nei casi di riconducibili al modo A, la morfologia ed il
contenuto della ferrite-δ a temperatura ambiente dipendono della velocità di raffreddamento con cui
viene attraversata la curva di solvus che delimita i campi di stabilità di γ e δ+γ. Nel caso della
solidificazione in modalità eutettica, come illustrato in fig.3.2, si può notare che l’andamento di tale
curva è differente a seconda del contenuto complessivo dei due elementi: nelle leghe più ricche di
Fe, la curva di solvus è più sensibile alle variazioni del tenore di Ni. Ciò denota pertanto, per valori
della concentrazione di Fe decrescenti, uno slittamento della trasformazione allo stato solido verso
temperature inferiori, con conseguente minor efficacia dei processi diffusivi e maggiori possibilità
di ritenzione nella struttura a temperatura ambiente di ferrite-δ primaria (od eutettica) non
trasformata in austenite [3 ].
Figura 3.2. Sezioni verticali del diagramma ternario Fe-Cr-Ni a valori di %Fe costanti
Per trasferire le indicazioni fornite dall’esame del sistema ternario Fe-Cr-Ni alle leghe inossidabili
industrialmente prodotte, è possibile far riferimento ai diagrammi basati sul concetto introdotto da
Schaeffler, consistente nella riconduzione del tenore degli elementi di lega a due valori di Creq e
Nieq. Riportando in funzione dei due tenori equivalenti i modi di solidificazione ottenuti in
condizioni analoghe ma in ambiti differenti, corrispondenti comunque a strutture realizzate
attraverso saldature TIG, è stato possibile [4 ] individuare dei limiti all’interno di tale diagramma
per valori costanti del rapporto Creq/Nieq; un esempio di tale diagramma è riportato in fig.3.3. Il
modi di solidificazione in austenite primaria corrispondono a valori di Creq/Nieq<1.5, mentre i modi
in ferrite primaria sono contraddistinti da rapporti superiori, fino a giungere al modo F caratteristico
di Creq/Nieq>1.95. Il fatto che i limiti dei diversi domini corrispondano a valori costanti di tale
rapporto è giustificabile sulla base del fatto che nel ternario Fe-Cr-Ni la curva eutettica assume con
ottima approssimazione un andamento radiale uscente dall’angolo relativo al 100%Fe con una
64
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
pendenza pari proprio al rapporto Cr/Ni=1.5. In realtà, come si è avuto modo di considerare in
seguito, tale suddivisione dei campi di crescita primaria è strettamente legata alle condizioni di
solidificazione, per cui nei processi ad elevata densità di energia, come ad esempio le saldature
laser, i domini individuati possono spostarsi sensibilmente.
Figura 3.3. Diagramma del modo di solidificazione degli acciai inossidabili generalizzato
3.3. Morfologie di solidificazione
Sulla base della classificazione stabilita, è possibile descrivere in dettaglio le possibili morfologie
microstrutturali assunte per ciascun modo di solidificazione dal sistema Fe-Cr-Ni. Per la
nomenclatura e il raggruppamento delle morfologie provenienti da un medesimo o da prossimi
modi di solidificazione si è fatto riferimento alle definizioni fornite in altri lavori [5 ], in
particolare per quel che concerne le illustrazioni [6 ] delle morfologie stesse realizzate attraverso
la tempra di cordoni di saldatura eseguiti con tecnica TIG.
3.3.1. Solidificazione in austenite primaria
Rientrano nei casi di solidificazione in austenite primaria sia il modo A (solidificazione
completamente austenitica), che i modi AE (solidificazione austenitica con ferrite eutettica) ed AF
(solidificazione austenitica con ferrite intercellulare). A tali modalità di solidificazione, cui si
riferiscono le composizioni del sistema Fe-Cr-Ni ad elevato contenuto di Nickel rispettivamente al
di fuori ed all’interno della regione eutettica ed in generale acciai austenitici con rapporti
Creq/Nieq<1.5, corrispondono morfologie microstrutturali costituite da una matrice di strutture
colonnari di austenite in forma cellulare, contenenti ferrite-δ nelle regioni intercolonnari, ad
eccezione del caso del modo di solidificazione A in cui è presente soltanto la fase austenitica.
Per la descrizione del processo di accrescimento secondo la modalità in austenite primaria, la cui
microstruttura è schematizzata in fig.3.4, sono stati applicati diversi modelli [7-8 ] riconducibili
comunque a quello di re-distribuzione dei soluti di Gulliver-Scheil (cfr par.2.4.1.3). Il comune
denominatore di tali modelli è rappresentato dal ritenere trascurabile l’omogeneizzazione per
diffusione nella fase austenitica in accrescimento, il che è plausibile per via dei modesti coefficienti
di diffusione nell’austenite; per inciso, tali coefficienti risultano di circa due ordini di grandezza
inferiori rispetto agli analoghi calcolati nella fase ferritica, ragion per cui i medesimi modelli non si
rivelano appropriati nel descrivere la modalità di solidificazione primaria di tipo F.
65
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
Figura 3.4. Schema del modo di solidificazione A (sinistra)
ed AE/AF e relativa microstruttura (destra)
Le differenze si basano invece sulle ipotesi di diffusività in fase liquida, variabili fra la condizione
di completo equilibrio (che riproduce quindi perfettamente il modello di Scheil) e quelle di
omogeneizzazione per sola diffusione o per diffusione e convezione combinate. Secondo i diversi
modelli, dopo un transitorio necessario affinché la composizione del liquido all’interfaccia aumenti
C
dal valore C0 a 0 , l’accrescimento della fase austenitica procede in condizioni stazionarie sino a
k
che non si verifica l’interazione degli strati diffusivi presenti negli spazi intercellulari. In tale
transitorio, corrispondente agli ultimi stadi della solidificazione, è previsto un accumulo di soluto
con un’intensità ed un’estensione dipendenti dalla condizione ipotizzata per la diffusione in fase
liquida. I risultati delle previsioni sono sensibili ai valori dei coefficienti di partizione scelti per i
due soluti principali, Ni e Cr. Previsioni basate sui valori dei coefficienti di partizione per Cr e Ni
rispettivamente minori e maggiori dell’unità, come sarebbe desumibile dall’osservazione del
diagramma Fe-Cr-Ni, stimerebbero profili opposti della concentrazione dei due elementi all’interno
della struttura cellulare, con un arricchimento di Ni (ed un impoverimento di Cr) nella zona centrale
ed un suo depauperamento ai bordi di ciascuna struttura (contestuale ad un incremento della
concentrazione di Cr).
Evidenze sperimentali [8 ] di analisi STEM condotte su campioni Fe-21Cr-14Ni, riportate in
fig.3.5, rivelano invece andamenti dei due profili simili anziché opposti, con arricchimenti di
entrambi gli elementi in corrispondenza dei bordi della struttura, più marcati tuttavia per il Cr.
L’attendibilità di tali risultati, ed il diretto riscontro con i modelli propositi, è dovuta al fatto che
nella solidificazione primaria austenitica, non intervengono durante il raffreddamento reazioni allo
stato solido in grado di mutare profondamente la condizione di microsegregazione, per cui ciò che
si osserva è effettivamente quello che è avvenuto durante la solidificazione. I profili illustrati in
fig.3.5 sono indicativi quindi di un errore commesso nel computo dei valori di k a partire alle
sezioni semibinarie del ternario Fe-Cr-Ni, poiché in realtà, come dimostrato anche in altri lavori [38 ], i coefficienti di distribuzione di Cr e Ni risultano entrambi negativi, nonostante kNi sia molto
più prossimo all’unità rispetto a kCr (i.e. 0.98 contro 0.92).
66
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
Riguardo alle modalità di solidificazione AE e AF, l’andamento dei profili trasversali di
concentrazione nelle strutture colonnari austenitiche è del tutto analogo a quanto illustrato per il
modo A: l’unica differenza morfologica consiste in un’effettiva presenza di fase ferritica nelle zone
intercellulari, secondo un aspetto tipico, differente da quanto successivamente descritto per la
solidificazione in ferrite primaria. E’ utile sottolineare il fatto che ferrite eutettica può essere
osservata anche negli spazi interdendritici di strutture vermicolari solidificate in ferrite primaria.
Ciò è dovuto alla mutazione della microsegregazione
successivamente all’inizio della
trasformazione della ferrite primaria in austenite, per cui si verifica nel liquido residuo un accumulo
di soluto con una concentrazione tale da indurre la nucleazione e l’accrescimento di germi di ferrite
eutettica.
Figura 3.5. Analisi STEM condotte su sezioni trasversali delle strutture cellulari austenitiche
3.3.2. Solidificazione in ferrite primaria
La solidificazione in ferrite primaria è caratteristica delle leghe aventi rapporto Creq/Nieq superiore
a 1.5: tale modalità differisce da quelle di solidificazione in austenite primaria per il fatto che la fase
ferritica subisce una successiva trasformazione in austenite, per cui la microstruttura finale deriva
dalla combinazione del processo di accrescimento della ferrite-δ primaria con quello di
trasformazione di quest’ultima in austenite, in parte in presenza di liquido residuo, in parte allo stato
solido.
Come già accennato in precedenza, all’aumentare del valore del rapporto Creq/Nieq, il tenore e la
morfologia della ferrite-δ residua a temperatura ambiente cambiano notevolmente, per cui è
possibile identificare diverse strutture di solidificazione. Per valori del rapporto 1.5<Creq/Nieq<1.95
la ferrite-δ assume una configurazione vermicolare o lamellare, rappresentative entrambe di un
processo di accrescimento dell’austenite in presenza di fase liquida (modo di solidificazione FE e
FA); per valori superiori (Creq/Nieq >1.95) la morfologia della ferrite-δ diviene aciculare o tipoWidmanstätten, indicative di una trasformazione δ → γ avvenuta completamente allo stato solido
(modo di solidificazione F). Per quanto riguarda le prime due morfologie di ferrite, il parziale
sviluppo dell’austenite a spese della ferrite-δ quando ancora la fase liquida non è esaurita, come
67
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
appurato in estesi studi condotti in merito [3-8 ], denota un fenomeno di accrescimento tipico dei
sistemi peritettici, anche nei casi di tenori complessivi degli elementi di lega inferiore al 75% per
cui in base ai diagrammi di stato sarebbe prevedibile un cammino di solidificazione di tipo
eutettico. E’ bene tener quindi presente che il modo di solidificazione FE rappresenta in realtà
soltanto una convenzione per identificare le leghe di composizione che ricadono nella regione
eutettica ad alti valori di Cr, essendo effettivamente il loro percorso di solidificazione riconducibile
ad una trasformazione peritettica. Al di fuori della regione eutettica, invece, il percorso di
solidificazione che contraddistingue la modalità F risulta invece appropriato a descrivere lo
sviluppo delle microstrutture riscontrabili.
Per l’aspetto caratteristico di ciascuna delle morfologie menzionate, ciascuna di esse è stata
quindi esaminata in dettaglio, con l’ausilio delle documentazioni STEM e TEM disponibili in
letteratura.
3.3.2.1. Ferrite vermicolare
Questa tipica morfologia, definita tale per la presenza di ferrite-δ lungo lo scheletro delle dendriti
come raffigurato in fig.3.6, deriva da un processo di accrescimento di dendriti ferritiche primarie,
che progressivamente ma non del tutto vengono consumate dalla trasformazione δ → γ per la
diffusione che avviene sia in presenza di fase liquida residua che allo stato solido. Non hanno
invece trovato riscontro altri studi [5-10 ] in cui era stato ipotizzato che tale trasformazione
procedesse esclusivamente in fase solida, in virtù dei gradienti di concentrazione indotti dalla
solidificazione primaria ferritica. Secondo tali ipotesi, le variazioni di concentrazione di Cr e Ni fra
il cuore delle dendriti e lo spazio compreso tra esse, corrispondente all’ultimo stadio della
solidificazione, sarebbero responsabile di un massivo processo di trasformazione δ → γ allo stato
solido, per effetto del quale l’interfaccia δ / γ avanzerebbe verso lo scheletro delle dendriti
arrestandosi in prossimità di esso per il venir meno della spinta diffusiva.
Figura 3.6. Schema del modo di solidificazione FE in ferrite lamellare e relativa microstruttura
Analisi STEM [8-11-12 ] dei tenori di Ni e Cr in strutture ferritiche vermicolari hanno invece
smentito tale ipotesi per l’assenza del transitorio che dovrebbe verificarsi nello stadio finale di
68
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
solidificazione delle dendriti ferritiche primarie. L’impoverimento di Cr negli spazi interdendritici
che ne deriverebbe non trova infatti riscontro nell’omogenea distribuzione di tale elemento
osservata in tali regioni. Quello che si riscontra, riportato in fig.3.7, è invece un incremento del
contenuto di Ni nella regione compresa fra i rami delle dendriti, indicativo di un processo di
partizione fra austenite e ferrite, che avviene nel movimento dell’interfaccia δ / γ .
Figura 3.7. Analisi STEM condotte nella regione compresa fra due dendriti primarie ferritiche
La trasformazione allo stato solido susseguente all’esaurimento della fase liquida assume
un’importanza fondamentale nella determinazione della morfologia finale della ferrite-δ.
Considerato che la diffusività di Cr e Ni in δ sono circa 100 volte più elevate dei corrispettivi valori
in γ, ciò determina una rilevante omogeneizzazione delle strutture durante il raffreddamento. Ad
esempio, uno studio del processo di solidificazione in ferrite primaria svolto con un modello agli
elementi finiti comprensivo della diffusione in fase solida ha dimostrato che [13 ], anche
nell’ipotesi approssimata di coefficienti di distribuzione di Cr e Ni rispettivamente maggiori e
minori dell’unità, con una conseguente notevole differenza di composizione del Cr (pari al 7%) fra
l’asse di una struttura dendrite colonnare ed il suo bordo, che tali gradienti di concentrazione si
annullerebbero molto rapidamente. Nel modello descritto, è stata valutata la solidificazione di celle
della composizione di 23%Cr e 12%Ni, della dimensione di 2.5µm, raffreddate a 5000K/s; il tempo
previsto per la completa omogeneizzazione è stato in tal caso valutato in appena circa 0.75 secondi.
Per quanto esposto, la struttura vermicolare può essere ricondotta ad un cammino di
solidificazione che, a partire dalla formazione di dendriti ferritiche, vede già in presenza di fase
liquida la nucleazione di austenite all’interfaccia δ/liquido e il progressivo accrescimento della
stessa a spese della fase primaria. La struttura che si osserva a temperatura ambiente è determinata
successivamente dalla ripartizione degli elementi che avviene fra γ e δ, il cui effetto è tuttavia
notevolmente attenuato dal processo di omogeneizzazione che avviene nella fase δ durante il
raffreddamento.
69
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
3.3.2.2. Ferrite lamellare
Nell’ambito delle strutture di solidificazione riconducibili al modo FE/FA, la ferrite lamellare è
probabilmente la più caratteristica e la più diffusa, potendosi ottenere in un ampio spettro di
composizioni e di condizioni di solidificazione. La denominazione “lamellare” deriva dall’aspetto
bidimensionale della struttura, nella quale la ferrite-δ è disposta in lamelle parallele a formare isole
più o meno distinte fra loro, come illustrato in fig.3.8.
Figura 3.8. Schema del modo di solidificazione FE in ferrite lamellare e relativa microstruttura
Come già descritto per la ferrite vermicolare, la struttura lamellare evolve in austenite quando
ancora la fase liquida non è del tutto esaurita: ciò che distingue tale morfologia di solidificazione
rispetto alla precedente, oltre al fatto di presentarsi in leghe di composizione con valori
tendenzialmente più elevati del rapporto Creq/Nieq, è tuttavia soprattutto la prevalenza della
trasformazione allo stato solido, per effetto della quale la ferrite lamellare presenta alcuni aspetti
caratteristici.
L’orientazione parallela delle singole lamelle è infatti indicativa di una corrispondenza
cristallografica con la fase γ, secondo le relazioni di Kurdjumov-Sachs [14 ] e NishiyamaWasserman [15 ], che sono state entrambe riscontrate in cordoni di saldatura di acciai
inossidabili austenitici [16-17 ].
Un’ulteriore caratteristica è data dalla spaziatura regolare delle lamelle, che suggerisce un
avanzamento dell’interfaccia δ / γ con un fronte planare tendenzialmente instabile e quindi in
grado, secondo i modelli descritti nel precedente capitolo, di avanzare in modo perturbato con uno
specifico passo. Alcuni studi sui processi diffusivi allo stato solido [18 ] in tal senso sembrano
trovare conferme in esami TEM condotti su strutture di ferrite lamellare [19 ], ma non è ancora
del tutto chiaro se tale morfologia evolva quando l’austenite è presente come prodotto secondario di
solidificazione o se essa nuclei direttamente ai bordi della struttura colonnare ferritica
progressivamente meno stabile durante il raffreddamento.
Infine, i profili di concentrazione di Cr e Ni eseguiti trasversalmente alla struttura [8 ] riportati
in fig.3.9, forniscono un’indicazione precisa riguardo la rilevanza dei processi diffusivi allo stato
solido, per cui le differenze di concentrazione che si riscontrano a temperatura ambiente sono da
attribuire prevalentemente a questi ultimi piuttosto che alla microsegregazioni legata agli stadi
iniziali della solidificazione.
70
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
Figura 3.9. Analisi STEM condotte su una sezione trasversale di lamelle ferritiche
3.3.2.3. Ferrite aciculare e tipo-Widmanstätten
Queste morfologie di solidificazione sono le sole direttamente riferibili al modo di solidificazione
F, caratterizzato da una trasformazione δ → γ completamente allo stato solido. La caratteristica di
tali microstrutture risiede nel fatto che la transizione di fase avviene a partire dai bordi di grano di
una struttura completamente sviluppata, come illustrato nelle rappresentazioni schematiche e nelle
micrografie riportate in fig.3.10.
Figura 3.10. Schema del modo di solidificazione F in ferrite aciculare, con relativa microstruttura,
e austenite tipo Widmanstätten, anch’esso con relativa microstruttura
71
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
L’estesa diffusione allo stato solido che è alla base della trasformazione implica una
composizione finale molto uniforme all’interno delle due fasi, come è stato infatti dimostrato
[16 ]. E’ stata rilevata inoltre l’esistenza di determinati piani di habitus per la trasformazione
δ → γ , consistente nella relazione fra la giacitura {111} e la {225} [16 ].
3.4. Criccabilità a caldo
Per quel che concerne gli acciai inossidabili, uno degli aspetti ingegneristicamente più rilevanti
dell’applicazione del concetto di selezione della modalità di solidificazione primaria è rappresentato
dalla tendenza alla criccatura a caldo delle strutture di saldatura. E’ ormai noto che tale fenomeno è
da imputarsi alla segregazione di impurezze quali S e P in grado di formare, negli ultimi stadi della
solidificazione, film liquidi a bassa temperatura ai bordi delle strutture colonnari: l’effetto
decoesivo indotto dalla presenza di una fase bassofondente associato alle tensioni di
raffreddamento, particolarmente rilevanti, ad esempio, nei processi di solidificazione rapida,
determinano quindi la criccatura delle strutture.
E’ stato altresì dimostrato che la presenza di una certa quantità di ferrite-δ residua risulta benefica
nella prevenzione di tale fenomeno: in realtà, per quanto considerato in precedenza, ciò che va
associato a tale evidenza nella microstruttura è un modo di solidificazione differente, per cui la
resistenza alla criccabilità a caldo va attribuita essenzialmente ad un accrescimento primario
ferritico anziché austenitico.
In leghe Fe-Cr-Ni drogate con tenori crescenti di P e S, è stato riscontrato [20 ] che strutture di
solidificazione primaria austenitica presentavano fosfuri disposti come inclusioni lungo i bordi delle
strutture cellulari ed in forma di film ai bordi grano, come riportato nella micrografia di fig.3.11, e
solfuri in forma di sole inclusioni di tipo CrS nelle medesime posizioni.
Figura 3.11. Micrografia SEM di una struttura cellulare austenitica
con presenza ai bordi di ferrite-δ e fosfuri
Nei casi di accrescimento primario ferritico, a fronte di solfuri disposti lungo i bordi delle
strutture colonnari ed anche all’interno delle stesse in corrispondenza dell’interfaccia δ/γ, molto
meno evidente è stata la presenza di fosfuri.
Tale comportamento va associato alle diverse solubilità di fosforo e zolfo nelle fasi δ e γ, essendo
il primo elemento solubile al 2.8% nella ferrite a 1050°C ed al 0.25% nell’austenite a 1150°C, ed il
secondo allo 0.18% nella ferrite a 1365°C ed al 0.05% nell’austenite a 1356°C [21 ].
72
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
Le evidenze sperimentali sono consistenti con i valori riportati, poiché essi indicano un grado di
segregazione comunque più accentuato dello zolfo rispetto al fosforo, essendo i limiti di solubilità
generalmente inferiori per il primo elemento, ma soprattutto denotano una minor tendenza alla
partizione delle impurezze da parte della ferrite-δ, essendo tale fase capace di solubilizzare tenori
più elevati sia di S che di P.
La ragione della differente disposizione delle impurezze, presenti ai bordi delle strutture cellulari
austenitiche o all’interno delle dendriti ferritiche in corrispondenza dell’interfaccia δ/γ, è dovuta ad
una tendenza diversa all’intrappolamento delle seconde fasi che è funzione del rapporto delle
reciproche tensioni interfacciali, espresso dalla:
(1)
σs p
σl p +σl s
e dalla velocità di avanzamento del fronte di solidificazione. Tale tendenza, per quanto evidenziato
sperimentalmente, è maggiore durante l’accrescimento di δ piuttosto che di γ. Nella ferrite
vermicolare, quindi, la presenza di solfuri all’interfaccia δ/γ è da attribuirsi ad un intrappolamento
degli stessi da parte della ferrite durante il suo accrescimento, con successivo loro rigetto da parte
dell’austenite durante il suo avanzamento a spese della fase ferritica primaria.
Per quel che concerne la presenza di film o inclusioni lungo i bordi, l’austenite primaria risulta
scarsamente bagnata dalle fase bassofondente ricca in S che si forma negli ultimi stadi della
solidificazione, ragion per cui tale impurezza si presenta in forma di inclusioni ai bordi delle
strutture cellulari o dei grani, mentre l’opposto di verifica per la solidificazione delle fasi ricche in
P, molto più bagnabili dall’austenite e quindi presenti come film lungo i bordi di grano. La struttura
ferritica primaria, d’altro lato risulta allo stesso modo scarsamente bagnata sia dai solfuri che dai
fosfuri, nonostante questi ultimi siano più difficilmente rilevabili, anche per le dimensioni
tendenzialmente inferiori.
Alla luce di quanto esposto, i benefici derivanti da una solidificazione che preveda la formazione
di ferrite, sia primaria che secondaria per effetto di una trasformazione eutettica o peritettica, sono
quindi molteplici.
Il primo di essi, come già menzionato, deriva dalla minor tendenza della fase ferritica alla
segregazione delle impurezze, data dalla maggior solubilità di quest’ultime nella fase δ.
Inoltre, è certo il beneficio indotto da una trasformazione eutettica o peritettica, dovuto alla
formazione di un interfaccia δ/γ. Ciò innanzitutto per la possibilità di minimizzare l’effetto delle
inclusioni, che risultano mediamente più disperse in quanto distribuite su una superficie più elevata.
In secondo luogo, per un effetto tenacizzante indotto dalla presenza di una discontinuità
microstrutturale, che rappresenta una vera e propria barriera alla propagazione delle cricche. Infine
per una minor bagnabilità nei confronti dei liquidi bassofondenti, per cui eventuali film non
interessano comunque l’interfaccia δ/γ nella sua interezza, ma esistono sempre tratti in cui essa è
salda.
Negli acciai inossidabili a ridotto tenore di nickel, è plausibile che l’elevato tenore di manganese
svolga un effetto tenacizzante, in quanto la partizione di tale elemento dalla fase solida in
accrescimento, in particolare se ferritica, può determinare un arresto della microsegregazione
attraverso la combinazione dello zolfo con il manganese stesso, con formazione di solfuri.
73
Capitolo 3. Solidificazione degli acciai inossidabili austenitici
Bibliografia del capitolo
[1 ] E.Schurmann, I Brauckmann, Arch. Eisenhüttenwes., 48, 1978, 3-8
[2 ] C.D. Lundin, D.F.Spond, Welding J., vol.55, n°11, 1976, 356-367
[3 ] Y.Arata, F.Matsuda, S.Katayama, Trans of JWRI, vol.5, n°2, 1976, 135-151
[4 ] D.L.Olson, Welding J., 64, 1985, 281-295
[5 ] J.C.Lippold, W.F.Savage, Welding J., 58, 1979, 326-374
[6 ] S.Katayama, T.Fujmoto, A.Matsunawa, Trans of JWRI, vol.14, n°1, 1985, 123-137
[7 ] V.G.Smith, W.A.Tiller, J.W.Rutter, Can. J. Phys., 33, 1955, 723-745
[8 ] J.A.Brooks, J.C. Williams, A.W.Thompson, Metall. Trans., 14A, 1983, 23-31
[9 ] S.A.David, G.M.Goodwin, D.N.Braski, Welding J., 58, 1979, 330-336
[10 ] J.C.Lippold, W.F.Savage, Welding J., 59, 1980, 48-58
[11 ] G.L.Leon, H.W.Kerr, Welding J., 61, 1982, 13-21
[12 ] C.E.Lyman, P.E.Manning, D.J.Duquette, E.Hull in “Scanning Electron Microscopy”, vol.1,
1978, 213-220, Chicago, IL, SEM Inc.
[13 ] J.A.Brooks, M.I.Baskes, F.A. Greulich, Metall.Transa. A, in press.
[14 ] G.V.Kurdjumov, G.Sachs, Z.Phys., 64, 1930, 325-343
[15 ] G.Wasserman, Arch. Eisenhuttenwes, 6, 1933, 347-351
[16 ] J.A.Brooks, PhD thesis, Carnegie Mellon University, PA, 1981
[17 ] N.Suutala, T.Takalo, T. Moisio, Metall. Trans., 10A, 1979, 1183-1190
[18 ] C.Wagner, J. Electrochem. Soc., 103, 1956, 571-580
[19 ] J.A.Brooks, J.C. Williams, A.W.Thompson in “Trends in welding research” (ed.
S.A.David), 1982, 331-335, Metals Park., OH, American Society for Metals
[20 ] J.A.Brooks, A.W.Thompson, Welding Journal., 62, 1983, 220-225
[21 ] M.Hansen, K.Anderko, “Costitution of binary alloys”, 2nd ed., 1958, New York, McGrawHill
74
PARTE IIª
Studio della solidificazione
degli acciai inossidabili a ridotto tenore di nickel
Nella parte introduttiva del presente lavoro è stato illustrato il panorama bibliografico e
brevettuale relativo agli acciai inossidabili austenitici a ridotto tenore di nickel, a partire
dall’esigenza industriale e commerciale di sostituire parzialmente il nickel negli acciai inossidabili,
per poi evidenziare gli aspetti principali di natura metallurgica, tecnologica ed applicativa legati a
questa nuova famiglia d’acciai, e presentare quindi una panoramica delle composizioni e degli usi
finali dei prodotti già presenti sul mercato.
Successivamente, sono stati introdotti alcuni concetti relativi ai fondamenti della scienza della
solidificazione ed alle applicazioni di tale disciplina agli acciai inossidabili, con particolare riguardo
alle implicazioni tecnologiche degli argomenti esaminati. Si è posto in evidenza come la capacità di
prevedere la modalità di solidificazione primaria rappresenti una necessità per tutti quei processi
industriali nei quali le proprietà del prodotto finale, prima fra tutte la sua integrità fisica, siano
attribuite al materiale dalla solidificazione. Un esempio tipico è rappresentato dall’esecuzione di
cordoni di saldatura di acciai inossidabili austenitici, in cui la determinazione della fase primaria di
solidificazione (δ o γ primaria) in funzione delle condizioni di smaltimento del calore, risulta critica
per il conseguimento di strutture esenti da cricche.
La trattazione svolta costituisce quindi il riferimento adatto per procedere all’esposizione della
parte premiante del presente lavoro, in cui sono state investigate le modalità di solidificazione degli
acciai inossidabili austenitici a ridotto tenore di nickel, in condizioni variabili di raffreddamento e
per diversi tenori degli elementi che maggiormente contraddistinguono tali leghe, ovvero
manganese ed azoto.
A tale scopo, la parte concettualmente più rilevante dell’intero lavoro di tesi è rappresentata dallo
sviluppo ed implementazione di un modello di selezione della fase primaria, il cui obiettivo è la
determinazione del modo di solidificazione di un generico sistema metallico multicomponente in
quei casi in cui possa verificarsi la crescita competitiva di diverse fasi stabili e metastabili.
L’esigenza che ha spinto alla formulazione di un modello rispondente alle specifiche indicate, è
stata dettata dalla scarsa affidabilità delle previsioni fornite dai modelli di studio degli equilibri
termodinamici in contesti in cui la solidificazione avviene in condizioni effettivamente lontane
dall’equilibrio, che si manifestano attraverso gli elevati gradi di sottoraffreddamento con cui le fasi
solide si accrescono rispetto alle proprie temperature di liquidus, ed eventualmente
nell’accrescimento di fasi teoricamente metastabili. Riprendendo e sviluppando i concetti esposti
nei capitoli precedenti, si è potuto quindi disporre di un utile strumento per lo studio dei modi di
solidificazione anche di acciai non convenzionali, quali sono appunto gli inossidabili austenitici a
ridotto tenore di nickel.
Nel prosieguo del lavoro, è riportata la parte sperimentale dell’attività di ricerca, consistente
nell’esame di strutture di solidificazione di acciai inossidabili austenitici a ridotto tenore di nickel
ottenute in diverse condizioni di raffreddamento. Sono state in prima istanza prese in
considerazione condizioni di raffreddamento prossime all’equilibrio, in modo tale da poter
effettuare anche un’analisi critica delle possibilità, e dei limiti, di applicazione in tali ambiti dei
modelli termodinamici come strumenti di previsione dei modi e delle microstrutture di
solidificazione.
75
In secondo luogo, sono stati investigati gli effetti di condizioni di estrazione del calore molto più
rapide, così da poter effettuare una taratura del modello sviluppato nel campo delle composizioni di
interesse del presente lavoro.
La conclusione dell’attività riportata nella presente parte del lavoro, infine, è consistita nella
sintesi delle considerazioni di carattere previsionale e delle evidenze sperimentali, attraverso la
redazione di mappe di selezione della fase primaria degli acciai inossidabili austenitici a ridotto
tenore di nickel.
76
Capitolo 4. Sviluppo del modello di selezione della fase primaria
4.1. Introduzione
Nel presente capitolo è illustrato lo sviluppo di un modello di selezione della fase primaria,
applicato nel prosieguo del lavoro per lo studio della solidificazione degli acciai inossidabili a
ridotto tenore di nickel in condizioni di raffreddamento lontane dall’equilibrio. Tale modello
rappresenta il contenuto maggiormente innovativo dell’intero lavoro di tesi e nel, presente capitolo,
ne sono illustrati i presupposti teorici e le scelte metodologiche, attraverso un’esposizione critica
della documentazione bibliografica di riferimento.
Di tale modello è stata proposta un’applicazione relativa ad acciai inossidabili convenzionali, al
fine di valutare la correttezza della procedura di calcolo ed i risultati finali in un contesto noto, e
poter quindi esaminare criticamente la sensibilità stessa del modello rispetto ai parametri di input.
Come introduzione alla sezione del capitolo relativa alla descrizione del modello di selezione
della fase primaria, il paragrafo seguente è dedicato all’esposizione dei risultati più salienti relativi
all’applicazione di modelli analoghi agli acciai inossidabili austenitici convenzionali.
4.2. Mappe di selezione di fase degli acciai inossidabili austenitici
Nel paragrafo 2.4.1.2, relativo alle morfologie di solidificazione associate ad un accrescimento in
forma dendritica, è stato illustrato come tali morfologie dipendano dalle condizioni di estrazione
del calore, ed in particolare dalla velocità di avanzamento del fronte di solidificazione. Si è visto
come le morfologie a carattere colonnare (cellulare o dendritico) siano stabili in un intervallo di
velocità compreso fra il limite costituzionale Vc e quello assoluto Va, oltre i quali l’avanzamento del
fronte solido avviene in modalità planare. A ciascuna morfologia corrisponde una temperatura di
interfaccia T*, che deriva dalle condizioni di gradiente di concentrazione dei soluti nel liquido
antistante il fronte di solidificazione e che può essere per questo desunta dalle curve di liquidus dei
diagrammi di stato. In condizioni di stabilità del fronte planare, T* assume il valore minimo
corrispondente alla Tsol, mentre per velocità di accrescimento intermedie T* è prossima alla Tliq.
In generale, la modalità di solidificazione primaria ed i concetti stessi di limite di stabilità
possono essere ricondotti ad un criterio che si basa proprio sullo studio delle temperature di
interfaccia. La formazione di una struttura di solidificazione avviene, infatti, in modo tale per cui la
fase che si accresce preferenzialmente è quella per la quale il sottoraffreddamento del sistema
risulta minimizzato. Tale principio può essere tradotto più appropriatamente in un criterio di
massimizzazione della temperatura di interfaccia solido/liquido delle varie fasi presenti nel sistema,
ritenendo ciascuna fase competitiva teoricamente indipendente ed avente una propria Tliq
desumibile dai diagrammi di stato estesi anche alle condizioni metastabili.
Il criterio di massimizzazione della temperatura di interfaccia può essere quindi sintetizzato nella
cosiddetta IRF (interface response function), che indica in funzione di V la morfologia della
struttura solidificata:
(1)
IRF (V ) = Max ⎡⎣Td / c (V ) , Tp (V ) ⎤⎦
in cui Td/c esprime la temperatura di interfaccia di una morfologia colonnare a carattere dendritico o
cellulare e Tp la temperatura di accrescimento del fronte planare.
77
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
La (1) può essere risolta per via numerica determinando le temperature di interfaccia delle
strutture in competizione, e generalizzata ad un sistema n-fasico considerando a secondo membro
della (1) altrettante funzioni aventi espressioni analoghe. Il computo della IRF relativamente al
sistema Fe-Cr-Ni è reso complesso dalla competizione di ben cinque strutture, costituite da dendriti
(o celle) di austenite e ferrite, da fronti planari di entrambe le fasi, e dal relativo eutettico, secondo
quanto riportato nel paragrafo 3.3 relativamente alle strutture di solidificazione degli acciai
inossidabili austenitici.
Figura 4.1. Diagramma della funzione IRF relativa ad una lega Fe-Cr-Ni
Un esempio dell’andamento della IRF relativa ad una lega Fe-17.9%Cr-11.5%Ni, e per un
gradiente di 15 K/mm, è riportato in fig.4.1 [1 ]; dall’esame del grafico riportato si può notare
come, per i modesti valori di V, la morfologia di solidificazione sia di tipo eutettico con una
temperatura di interfaccia intermedia fra la temperature di liquidus e di solidus dell’acciaio. Per
valori di V crescenti, la struttura eutettica muta a favore di una fase primaria ferritica in forma
dendritica, con un aumento della temperatura di interfaccia che progressivamente raggiunge valori
prossimi alla Tliq di tale fase.
Il maggior sottoraffreddamento della fase ferritica rispetto all’austenite cellulare fa sì che avvenga
la transizione verso una modalità di solidificazione primaria in cellule di austenite; la temperatura di
interfaccia della fase γ diminuisce poi all’approssimarsi del proprio limite di stabilità, in
corrispondenza del quale la morfologia di accrescimento torna ad essere di tipo planare. In
corrispondenza di Va, la struttura cineticamente più favorevole ritorna ad essere quella planare,
essendo ripristinata la condizione Tp > Td / c . Per valori della velocità di accrescimento compresi fra
Va e il massimo della curva della temperatura associata alla morfologia planare, quest’ultima
struttura rimane solo parzialmente stabile, dando luogo a strutture bandeggiate dovute a fenomeni
di instabilità a carattere oscillatorio. Oltre il massimo della curva associata a Tp, la struttura
austenitica planare ritorna invece incondizionatamente stabile.
Applicando il medesimo criterio espresso dalla (1), e tracciando molteplici grafici analoghi a
quanto riportato in fig.4.1, sono state tracciate mappe di selezione di fase relativamente ad acciai
inossidabili austenitici a diverso rapporto Cr/Ni, nelle quali la modalità di solidificazione primaria è
indicata in funzione di tale rapporto e della velocità di avanzamento del fronte solido. Un esempio
di tali mappe di selezione di fase è riportato in fig.4.2, in cui sono stati investigati e verificati
sperimentalmente i mutamenti delle strutture di solidificazione in diverse condizioni di gradiente
termico G [2 ].
78
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
a
b
Figura 4.2. Mappe di selezione di fase di leghe Fe-Cr-Ni
per diverse condizioni di gradiente termico: G=15K/mm (a) e G=700K/mm (b)
Si può notare come il maggior gradiente termico innalzi il limite di stabilità previsto oltre il quale
il fronte di solidificazione eutettico in forma lamellare diviene instabile a favore di strutture cellulari
di austenite o dendritiche di carattere ferritico. All’aumentare della velocità di crescita è prevista
inoltre una stabilizzazione delle cellule austenitiche, indipendente dal valore di gradiente termico,
che si raggiunge per velocità crescenti all’aumentare del rapporto Cr/Ni; tale indicazione è
consistente con le evidenze secondo cui strutture dendritiche ferritiche possono solidificare in
austenite primaria metastabile all’aumentare della velocità di crescita (ad es. saldature laser
confrontate con TIG). Per elevati valori di V, infine, le mappe indicano un ripristino dei fronti
planari, di fase δ o γ a seconda del rapporto Cr/Ni, preceduti dalla formazione di strutture
bandeggiate.
La verifica sperimentale delle indicazioni fornite da tali mappe è stata svolta in base ad indagini
metallografiche condotte su cordoni di saldatura laser e su campioni solidificati nell’apparato di
Bridgman (solidificazione direzionale con V costante in un campo termico con G costante e noto),
cui si riferiscono le due condizioni di gradiente termico sopra indicate. La scelta dei due processi
deriva dalle condizioni profondamente diverse di accrescimento che si instaurano, in quanto
nell’apparato di Bridgman si possono raggiungere valori di V non superiori a 10mm/s e modesti
gradienti termici (nell’ordine, appunto, dei 15 K/mm), mentre la saldatura laser è caratterizzata da
un ripido gradiente termico fra la pozza liquida ed il metallo base che può raggiungere l’ordine delle
79
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
centinaia di K/mm (nei cordoni realizzati, è stata stimato un valore in base alla spaziatura dendritica
secondaria pari a 500±250 K/mm) e da velocità di crescita tendenzialmente superiori (sino a
250mm/s).
Un primo riscontro relativo alla spaziatura lamellare delle strutture eutettiche δ+γ è risultato
congruente con le indicazioni derivanti dalla (I-65) applicata ad entrambi i processi di
solidificazione. Effettivamente λe diminuisce con la velocità di accrescimento secondo una legge
del tipo λ2eV = cost, con un ordine di grandezza poco diverso da quanto previsto teoricamente
( K sper = 5.9 ⋅ 10 −15 m³ s contro K teor = 1.5 ⋅ 10 −15 m³ s ).
Un buon accordo sperimentale è stato trovato inoltre con le previsioni generali delle mappe di
selezione di fase, con lievi scostamenti relativamente alla transizione γ/δ al crescere della velocità,
probabilmente indotti dall’influenza sui rispettivi sottoraffreddamenti costituzionali degli elementi a
carattere molto partitivo come C e N, inevitabilmente contenuti nelle leghe utilizzate nella
sperimentazione. Tenendo conto anche degli elementi presenti a livello di impurezze e
riconducendo quindi il rapporto Cr/Ni ad un più realistico Creq/Nieq l’accordo fra le previsioni
teoriche ed i rilevi migliora sensibilmente, come illustrato dal grafico di fig.4.3 [3-4].
Figura 4.3. Velocità di transizione δ/γ di una lega Fe-Cr-Ni-C in funzione del rapporto Creq/Nieq
Il calcolo relativo al ternario Fe-Cr-Ni può essere in generale esteso a sistemi multicomponenti,
rendendo il computo della IRF più complesso ma senza che ciò muti il fondamento concettuale
della definizione della funzione. Negli acciai inossidabili austenitici ciò risulta utile per tener conto
anche degli altri elementi che sono presenti nelle leghe prodotte industrialmente, per cui grafici
come quello di figura 4.3 possono essere tracciati in funzione del rapporto Creq/Nieq nella sua
accezione più estesa.
Uno studio simile è stato ad esempio condotto in riferimento alle problematiche di solidificazione
degli acciai inossidabili austenitici convenzionali nel processo di colata continua in strip-casting
[5 ]. In tale lavoro, è stata evidenziata la criticità del modo di solidificazione primario nella
determinazione della resistenza alla criccabilità della prima pelle solidificata. Attraverso uno studio
termo-tensionale, sono state individuate le condizioni microstrutturali in grado di minimizzare le
tensioni associate alla solidificazione rapida. In particolare, è stata indivuata negli acciai aventi una
trasformazione peritettica in prossimità della Tliq, la condizione migliore per attenuare le tensioni di
ritiro in un intervallo di tempo più ampio, e distribuirle su una struttura intrinsecamente più
resistente. D’altro canto, la struttura maggiormente suscettibile alle cricche è risultata la ferrite
lamellare, per la rapidità del passaggio di fase liquido/solido e del conseguente ripartirsi delle
80
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
tensioni su una struttura sottile ed a temperatura relativamente più elevata. Di tale lavoro si riporta
in fig.4.4 la mappa di selezione della fase primaria, in funzione del rapporto Creq/Nieq secondo gli
equivalenti definiti da Hammar e Svensson [6 ], impiegata come input del codice di calcolo
termotensionale. La mappa di fig.4.4 è stata, nel prosieguo del lavoro, utilizzata come termine di
confronto relativamente all’analogo diagramma di selezione della fase primaria relativo agli acciai
inossidabili austenitici a ridotto tenore di nickel, redatto in base ai risultati del modello di
solidificazione rapida sviluppato nel presente capitolo.
1000
planar ferrite
Growth rate (mm/s)
planar austenite
100
cellular
austenite
dendritic ferrite
10
1
1,4
1,5
1,6
1,7
1,8
1,9
2
2,1
2,2
2,3
Creq / Nieq
Figura 4.4. Mappa di selezione di fase
degli acciai inossidabili austenitici convenzionali tipo AISI 304 [5 ]
4.3. Modello di selezione della fase primaria
Nella sezione comprendente il presente ed i successivi paragrafi, sono illustrati i presupposti
teorici e le dimostrazioni delle relazioni impiegate per implementare il modello di selezione della
fase primaria.
Il modello fisico descritto si applica alla crescita competitiva di un fronte planare o
cellulare/dendritico in condizioni di solidificazione direzionale (G>0). Il modello riprende e collega
studi condotti da autori diversi in vari ambiti della solidificazione, e si basa su un approccio
prevalentemente numerico, cercando quindi di superare determinate ipotesi semplificative che
compaiono nelle formulazioni analitiche prese in considerazione. Il modello è stato implementato in
un foglio di calcolo in ambiente Windows-Excel.
La parte centrale del modello è costituita dalla definizione di un criterio per la determinazione
della scala della microstruttura (nello specifico rappresentata dal raggio di curvatura dell’apice della
dendrite R) in funzione delle condizioni di solidificazione (gradiente termico G, velocità di
accrescimento V, velocità di raffreddamento T& ). I parametri (G, V, T& ), come descritto nel
paragrafo 2.2, rappresentano delle grandezze indipendenti, che possono essere valutate a priori, ad
esempio attraverso l’applicazione di modelli termo-meccanici “esterni” che prevedano l’evoluzione
del campo termico esistente in un processo di solidificazione.
La determinazione di R avviene attraverso un algoritmo numerico di iterazione, che giunge ad
una stima ottimizzata dei valori di R per ciascuna fase del sistema presa in considerazione. Sulla
base di tale conclusione parziale, vengono calcolati i contributi al sottoraffreddamento delle diverse
81
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
fasi e di conseguenza le relative temperature di interfaccia solido/liquido. In base al criterio
espresso dalla (1), che come si è visto nel precedente paragrafo ha trovato ottimo riscontro
sperimentale nel caso degli acciai inossidabili austenitici convenzionali, si determina infine la fase
primaria di solidificazione, ovvero quella che si accresce alla temperatura più elevata.
Il modello è stato applicato, per verificarne la correttezza, in riferimento ad un acciaio tipo AISI
304 avente rapporto Creq/Nieq pari a 1.79 secondo la definizione di tale rapporto fornita da HammarSvensson. Per la determinazione dei parametri termodinamici necessari, si è fatto ricorso alla
modellistica disponibile (Thermocalc, IDS, CDG) ed a dati di letteratura.
4.3.1. Descrizione del modello
Come menzionato, il cardine del modello è costituito dalla definizione di un criterio per la
determinazione della scala della microstruttura (nello specifico rappresentata dal raggio di curvatura
dell’apice della dendrite R) in funzione delle condizioni di solidificazione (gradiente termico G,
velocità di accrescimento V, velocità di raffreddamento T& ), applicato ad una sistema
multicomponente.
Il metodo di calcolo funziona secondo il seguente algoritmo:
¾
Vengono fornite in input le coppie di valori G e V che descrivono il processo di
solidificazione esaminato. Tali parametri sono del tutto generali e possono essere
ricavati da rilievi sperimentali, da modelli termo-tensionali o più semplicemente estratti
dalla letteratura
¾
E’ eseguita una prima stima del valore R per ogni coppia G,V e per tutte le fasi possibili
del sistema (stabili e metastabili), mediante una formulazione semplificata del criterio
di definizione della scala della microstruttura. Sulla base del valore di R stimato e
attraverso un algoritmo numerico di iterazione riferito al criterio più generale, il
modello giunge ad una stima ottimizzata dei valori di R di ciascuna fase.
¾
In base al valore di R ottimizzato, è possibile calcolare i diversi contributi al
sottoraffreddamento di ciascuna fase considerata e di conseguenza le relative
temperature di interfaccia solido/liquido che concorrono alla definizione della IRF del
sistema considerato.
L’articolazione del modello è schematicamente riassunta in fig.4.5.
Per chiarezza di esposizione, e per approfondire adeguatamente i presupposti teorici che ne sono
alla base, alcuni punti dell’algoritmo descritto sono stati affrontati separatamente nel prosieguo
dello sviluppo del modello. In particolare, sono stati discussi:
1)
Il criterio per la determinazione del legame R=f(G,V) applicato ad un sistema
multicomponente;
2)
Lo studio degli effetti cinetici della solidificazione per la composizione dei termini di
sottoraffreddamento;
82
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
Definizione dei parametri di input:
.
1)
Condizioni di solidificazione (G, V, T)
2)
Proprietà all’equilibrio di ciascuna fase della lega considerata
(∆Tsol, ∆Hf, Tm, k, m, diffusività dei diversi elementi, etc.)
1° stima di R per
ciascuna delle fasi
considerate
Calcolo dei coefficienti
k e m fuori equilibrio
Calcolo dei gradienti di
concentrazione dei
soluti nel liquido
all’interfaccia
Calcolo di R per
ciascuna delle fasi
considerate
Ottimizzazione iterativa dei valori di R
Determinazione dei termini di sottoraffreddamento
di ciascuna fase
Individuazione della fase primaria di solidificazione
Figura 4.5. Schema del modello di selezione della fase primaria
83
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
4.3.2. Definizione della relazione R=f(G,V)
Nel paragrafo I.4.1 è stato introdotto il concetto di criterio di stabilità costituzionale nella
solidificazione direzionale, espresso dalla relazione (2-40) qui di seguito riportata:
(2)
VC =
Gl Dl
∆T0
che indica il valore di velocità di avanzamento di un fronte di solidificazione in corrispondenza del
quale la morfologia planare diviene instabile, ed oltre il quale una perturbazione che si propaga dal
fronte planare medesimo può accrescersi per il sottoraffreddamento costituzionale cui è soggetta. Il
criterio espresso dalla (2) presenta tuttavia dei limiti, in quanto non fornisce indicazioni riguardo la
scala e la morfologia di accrescimento di un fronte di solidificazione in condizioni di instabilità
della morfologia planare.
A tal proposito, superando i limiti insiti nell’elaborazione basata sulla termodinamica classica,
esposta in 2.4.1.1, la teoria delle perturbazioni consente di ricavare un criterio generale per
determinare univocamente il legame fra le condizioni di solidificazione, in questo caso riferite
all’accrescimento in forma colonnare di una lega, e la scala della microstruttura, espressa dal raggio
di curvatura dell’apice della dendrite.
La teoria [8 ] prende in considerazione un modello di perturbazione sinusoidale di un fronte
planare avente ampiezza δ e lunghezza d’onda λ.
Figura 4.6. Sistema di riferimento di un fronte planare perturbato
In tali condizioni, in un sistema di riferimento in due dimensioni come riportato in fig.4.6, avente
asse x parallelo al fronte di solidificazione e asse z ortogonale ad esso con verso positivo uscente
dalla fase solida, la posizione dell’interfaccia è espressa dalla relazione:
(3)
z = ε sin(ωx)
con ω, numero d’onda, pari a:
84
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
(4)
ω=
2π
λ
Le espressioni differenziali (2-21, 2-32 e 2-33), che rappresentano rispettivamente le equazioni di
Fick per la diffusione e di Fourier per la trasmissione del calore applicate ad un sistema in
movimento con velocità costante V parallela alla direzione z, tenendo conto dell’estensione in due
dimensioni del problema, divengono:
(5)
∂ 2 C ∂ 2 C V ∂C
+
+
=0
∂x 2 ∂z 2 Dl ∂z
(6)
∂ 2Tl ∂ 2Tl V ∂Tl
+ 2 +
=0
K l ∂z
∂x 2
∂z
(7)
∂ 2Ts ∂ 2Ts V ∂Ts
+
=0
K s ∂z
∂x 2 ∂z 2
Le soluzioni delle (5,6,7) per il fronte perturbato, possono essere ottenute aggiungendo un termine
alle soluzioni relative alla configurazione planare (2-31, 2-37, 2-38), che abbiano la stessa forma
della perturbazione, a meno di costanti che debbono essere determinate applicando nuovamente le
condizioni al contorno. Vanno cioè ricercate soluzioni che abbiano la forma:
(8)
(9)
(10)
⎛ Vz ⎞
Gc Dl
⎟⎟ + A1ε sin(ωx) exp(− B1 z )
exp⎜⎜ −
V
⎝ Dl ⎠
⎛ Vz ⎞⎤
GK ⎡
⎟⎟⎥ + A2 ε sin(ωx) exp(− B2 z )
Tl = T0 + l l ⎢1 − exp⎜⎜ −
V ⎣
⎝ K l ⎠⎦
⎛ Vz ⎞⎤
GK ⎡
⎟⎟⎥ + A3ε sin(ωx) exp(− B3 z )
Ts = T0 + s s ⎢1 − exp⎜⎜ −
V ⎣
⎝ K s ⎠⎦
Cl = C0 + −
E’ necessario determinare quindi, attraverso la verifica delle condizioni al contorno, sei costanti.
Il fatto che le soluzioni (8,9,10) debbano soddisfare le (5,6,7) si traduce nelle condizioni:
(11)
⎡⎛ V
V
B1 =
+ ⎢⎜⎜
2 Dl ⎢⎝ 2 Dl
⎣
2
⎤
⎞
⎟⎟ + ω 2 ⎥
⎥⎦
⎠
(12)
⎡⎛ V
V
B2 =
+ ⎢⎜⎜
2 K l ⎢⎝ 2 K l
⎣
2
⎤
⎞
⎟⎟ + ω 2 ⎥
⎥⎦
⎠
(13)
⎡⎛ V
V
B3 =
+ ⎢⎜⎜
2 K s ⎢⎝ 2 K s
⎣
⎞
⎟⎟
⎠
2
1
⎤
+ω2⎥
⎥⎦
2
1
2
1
2
85
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
Per la determinazione di A1-A3, le altre condizioni al contorno che debbono essere soddisfatte
consistono in:
1)
la temperatura delle fasi liquide e solide, espresse dalle (9,10) devono coincidere
all’interfaccia, ovvero per z=ε sin(ωx) (tale condizione è del tutto analoga alla (2-34)
relativa alla soluzione del caso planare semplice);
2)
una condizione di accoppiamento, che permette di associare la posizione sull’interfaccia
alla sua temperatura T*, ipotizzando che i campi di temperatura e concentrazione nel
liquido non siano modificati dalla presenza della piccola perturbazione del fronte di
solidificazione. Nell’ipotesi di equilibrio locale, l’interfaccia ha una temperatura espressa
da:
(14)
T * = Tm + mCl* + ΓK = Tm + mCl* − Γεω 2 sin (ωx )
(L’espressione (14) tiene conto sia della capillarità, attraverso il coefficiente di GibbsThomson e la curvatura dell’interfaccia sinusoidale il cui prodotto si traduce in un
sottoraffreddamento di curvatura, sia del fatto che la Tliq è variabile con la concentrazione
del liquido attraverso la pendenza m della curva di liquidus);
3)
(15)
una condizione al contorno equivalente “termicamente” alla (2-26), che esprime
l’uguaglianza tra la quantità di calore prodotto dalla trasformazione del solido nell’unità
di tempo ed il calore smaltito dal flusso termico entrante nel solido ed uscente dal liquido
all’interfaccia. Tale velocità deve corrispondere, come nel caso della (2-26) alla
condizione di conservazione di massa, per cui il soluto rigettato dall’interfaccia verso il
liquido deve essere pari alla quantità smaltita da quest’ultimo per via diffusiva
V =
1
∆Hf
⎡ ⎛ ∂Ts ⎞
⎤
Dl
⎛ ∂T ⎞
⎛ ∂C ⎞
− Kl ⎜ l ⎟
;
⎟
⎟
⎜
⎢K s ⎜
⎥=
⎝ ∂z ⎠ z =ε sin (ωx ) ⎥⎦ C z =ε sin (ωx ) (k e − 1) ⎝ ∂z ⎠ z =ε sin (ωx )
⎢⎣ ⎝ ∂z ⎠ z =ε sin (ωx )
In questa sede si tralascia la trattazione matematica, peraltro solo laboriosa, che porta alla
determinazione delle tre costanti A1-A3, e che consente di esprimere in forma esplicita i campi di
concentrazione dinanzi al fronte planare perturbato e di temperatura nelle fasi solida e liquida. Qui
si riporta un fondamentale “corollario” di tale teoria, consistente nella determinazione del valore di
ε& , ovvero del rateo di sviluppo della perturbazione, espresso in rapporto alla sua ampiezza ε. Il
segno di tale rapporto costituisce il discrimine per l’accrescimento o la scomparsa di una
perturbazione che si crea in un fronte solido. La sua espressione può essere ricavata considerando
che la velocità di avanzamento della perturbazione può essere espressa come:
(16)
V p = V + ε& sin (ωx )
Tale espressione deve soddisfare la parte “termica” della relazione (15). Perciò, tenendo conto
delle relazioni che esprimono i campi di temperatura nelle fasi solida e liquida, qui non esplicitate, e
la cui derivata rispetto a z deve essere calcolata in z=εsin(ωx), si giunge alla relazione:
86
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
(17)
⎧
⎡
⎤
⎡
⎤
⎡
⎤⎫
Vω ⎨− 2Γω 2 ⎢ω * −⎛⎜ V ⎞⎟(1 − k e )⎥ − (G s + Gl )⎢ω * −⎛⎜ V ⎞⎟(1 − k e )⎥ + 2mGc ⎢ω * −⎛⎜ V ⎞⎟⎥ ⎬
⎝ Dl ⎠
⎝ Dl ⎠
⎝ Dl ⎠⎦ ⎭
ε&
⎣
⎦
⎣
⎦
⎣
⎩
=
ε
(Gs − Gl )⎡⎢ω * −⎛⎜ V D ⎞⎟(1 − k e )⎤⎥ + 2ωmGc
l ⎠
⎝
⎣
⎦
dove:
⎤
⎡
ω * = B1 = ⎛⎜ V 2 D ⎞⎟ + ⎢⎛⎜ V 2 D ⎞⎟ + ω 2 ⎥
l ⎠
l ⎠
⎝
⎦
⎣⎝
2
(18)
1
2
Introducendo il termine:
(19)
ω~ = ω * −⎛⎜ V D ⎞⎟(1 − k e )
l ⎠
⎝
e raccogliendolo a numeratore e denominatore nella (17), è possibile riscrivere quest’ultima in
forma più compatta:
(20)
⎧
ω * −⎛⎜ V D ⎞⎟ ⎫⎪
⎪⎪
l ⎠⎪
⎝
2
⎬
⎨− 2Γω − (G s + Gl ) + 2mGc
~
ω
.
⎪
⎪
⎪⎭
⎪⎩
ε
= Vω
ε
c
(Gs − Gl ) + 2 ωmG
~
ω
Figura 4.7. Domini di stabilità di una perturbazione di un fronte planare in funzione della sua
lunghezza d’onda (esempio relativo ad un acciaio AISI 304, con G=3.5K/mm e V=1mm/s)
87
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
Le relazioni (17) e (20) presentano un andamento caratteristico rispetto a ω (o λ), riportato in
fig.4.7, avente un’intersezione con l’asse delle ascisse, che individua il dominio di instabilità
dell’interfaccia planare, ed un massimo in tale dominio associato alla curvatura ideale della
perturbazione, per la quale si verificano le condizioni ottimali di diffusione e di minimizzazione
dell’energia interfacciale.
L’espressione (20) si annulla quando il termine moltiplicativo a numeratore assume valore uguale
a zero. Ciò si verifica per:
1)
λ → ∞ , corrispondente
2)
λ = λi , ovvero per un valore caratteristico di λ che rappresenta la lunghezza d’onda
alla cosiddetta stabilità assoluta, ovvero la condizione in
corrispondenza della quale i fenomeni di capillarità prevalgono su quelli di
redistribuzione del soluto;
minima della perturbazione di un fronte di solidificazione tale per cui, in condizioni di
sottoraffreddamento costituzionale (φ = mGc-Gl >0), il fronte stesso risulta instabile. Per
φ→0, ovvero in prossimità del limite di stabilità costituzionale, si verifica che
λi→ ∞ (raggio di curvatura della perturbazione “infinito”), per cui effettivamente la
morfologia più stabile del fronte è quella planare.
L’importanza della determinazione di λi in funzione delle condizioni di solidificazione risiede nel
fatto che, con buona affidabilità, il suo valore corrisponde al raggio di curvatura dell’apice di
dendriti in accrescimento nelle condizioni indicate [8 ]. In altri termini, data una composizione
chimica ed un gradiente di temperatura positivo, una struttura dendritica avanza con una morfologia
che è direttamente correlabile alla dimensione caratteristica di instabilità di un fronte planare che
solidifica nelle medesime condizioni di estrazione del calore.
Il criterio che costituisce il cardine del presente modello è rappresentato quindi dalla seguente
relazione:
(21)
R = λi
dove λi assume il valore minimo che annulla la relazione (21) (limite di stabilità marginale), ed R è
il raggio di curvatura della punta della dendrite.
4.3.2.1. Criterio semplificato
Attraverso alcune ipotesi semplificatrici [9 ], è possibile addivenire ad un’espressione
approssimata di λi di notevole utilità per il prosieguo dello sviluppo del modello. Tale espressione è
già stata menzionata in 2.4.1.2 per confrontare qualitativamente l’andamento di R e della spaziatura
dendritica primaria in funzione di V, e determinare così la distribuzione delle morfologie di
solidificazione in diverse condizioni di accrescimento.
Ipotizzando che il gradiente di temperatura nelle fasi solida e liquida sia uguale (Ks=Kl per cui
Gl=Gs=G) e che il valore di ke sia molto piccolo, si ottiene la seguente espressione semplificata
della (20):
(22)
⎡
⎤
.
V ⎢ω * −⎛⎜ V ⎞⎟⎥ (− Γω 2 − G + mGc )
D
ε
l
⎝
⎠⎦
= ⎣
ε
mGc
88
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
Il valore di λi approssimato è quello per cui la ωi annulla il termine fra parentesi tonde nella (22).
Ciò si traduce nella seguente relazione:
(23)
ω 2 Γ = mGc − G
la quale, tenuto conto della (4), diviene:
(24)
⎞
⎛
Γ
⎟⎟
λi = 2π ⎜⎜
mG
−
G
c
⎠
⎝
1
2
La relazione (24) può essere ulteriormente trasformata tenendo conto del fatto che, in normali
condizioni di solidificazione dendritica, il gradiente termico diviene trascurabile rispetto a mGc
( G << mGc ). Attraverso la (2-19) e la (2-30) si può quindi giungere alla stima approssima di λi:
(25)
⎛ DΓ
λi = 2π ⎜⎜ l
⎝ V∆T0
⎞
⎟⎟
⎠
1
2
equivalente alla (2-41).
La prima stima del valore di λi, formulata attraverso il criterio semplificato espresso dalla (25), è
tale per cui si ricade nel campo di stabilità della morfologia planare, ovvero la funzione ε&
espressa dalla (20), calcolata per ω i =
2π
λi
ε
, dove R = R1° appr = λi , assume segno negativo. Tale
risultato è sistematico, in quanto derivante delle approssimazioni insite nella semplificazione del
criterio generale. Ipotizzando che k e << 1 e che mGc >> G , si modificano entrambi i contributi che
compaiono nella relazione (20), da cui è stata dedotta la (25). In particolare, il denominatore della
frazione risulta incrementato per il fatto che, in base alla prima approssimazione, il termine mGc
non viene più moltiplicato per un fattore che sarebbe risultato positivo ma inferiore all’unità, ed in
base alla seconda approssimazione, viene considerato trascurabile il termine G che avrebbe reso più
piccola a numeratore la somma algebrica con il risultato della sommatoria. Per tali ragioni, quindi,
la prima stima di R risulta di certo inferiore rispetto al valore vero, e tale da ricadere nel dominio di
stabilità nella morfologia di avanzamento planare.
4.3.2.2. Estensione al sistema multicomponente
Le relazioni sin qui illustrate sono riferite ad un sistema binario, in cui è presente un unico soluto.
La validità della teoria è tuttavia di carattere generale ed agevolmente estendibile ad un sistema ad
n-componenti. A tale scopo, si deve tener conto che ciascun elemento, rispetto al solvente
principale, presenta caratteristiche proprie di diffusività nel liquido.
Nel presente modello, quindi, si ipotizza che per ciascun componente del sistema si instauri un
campo di concentrazione nel volume antistante l’interfaccia solido/liquido, con un relativo gradiente
di concentrazione all’interfaccia. La condizione (20) si estende quindi ad un sistema
multicomponente nel seguente modo:
89
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
( )⎤⎥⎫⎪
(26)
⎧
n ⎡
ω i* − V D
⎪
2
i
⎨− 2Γω − (G s + Gl ) + ∑ ⎢2mi Gc ,i
~
.
⎢
ωi
i =1
⎪
ε
⎣
= Vω ⎩
n ωm G
ε
(G s − Gl ) + 2∑ ~i c ,i
i =1
⎬
⎥⎪
⎦⎭
ωi
in cui:
(27)
ω~i = ω i* − ⎛⎜ V D ⎞⎟(1 − k e,i )
i ⎠
⎝
e
(28)
2
⎡
⎤
ω = ⎛⎜ V 2 D ⎞⎟ + ⎢⎛⎜ V 2 D ⎞⎟ + ω 2 ⎥
i ⎠
i ⎠
⎝
⎣⎝
⎦
1
2
*
i
Analogamente, anche il criterio semplificato può essere esteso ad un sistema multicomponente,
per cui la (24) si trasforma in:
(29)
⎞
⎛
⎟
⎜
Γ
⎟
⎜
λi = 2π n
⎟
⎜
⎜ ∑ (mi Gc ,i ) − G ⎟
⎠
⎝ i =1
1
2
4.3.2.3. Stabilità assoluta
Dal punto di vista fisico, la condizione di avanzamento del fronte di solidificazione in
corrispondenza della quale si verifica il ripristino della stabilità della morfologia planare, per cui
l’espressione (20) si annulla nuovamente dopo il limite di stabilità marginale, si raggiunge in
conseguenza del fatto che, ad alte velocità di avanzamento dell’interfaccia, i processi diffusivi che
consentono lo smaltimento dei soluti espulsi dalla fase solida in accrescimento, sono meno efficaci;
per tale ragione, il grado di soprasaturazione aumenta e così pure la concentrazione del liquido
antistante l’interfaccia medesima.
Per effetto della contestuale diminuzione dello spessore dello strato limite diffusivo, e
dell’aumento della concentrazione dei soluti nel liquido all’interfaccia, i gradienti di concentrazione
aumentano quindi notevolmente, il che richiederebbe alla microstruttura di “adeguarsi” riducendo la
propria dimensione caratteristica R; tale tendenza è tuttavia contrastata dal fatto che una riduzione
di R comporterebbe un innalzamento del contributo energetico dovuto alla capillarità. Nella somma
algebrica che compare a numeratore nelle (20,26), in cui il secondo addendo relativo al gradiente
termico risulta in effetti trascurabile, il contributo di capillarità, rappresentato dal primo termine,
diviene quindi preponderante sul terzo, associato alla redistribuzione del soluto ed in cui compaiono
proprio i gradienti di concentrazione, nonostante sia aumentato in virtù dei fenomeni appena
descritti.
In riferimento alla trattazione svolta, la condizioni di stabilità assoluta si traduce nell’impossibilità
di individuare alcun valore di ω che riesca a rendere positiva o nulla la somma algebrica a
90
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
numeratore delle (20,26), ovvero a far sì che tale funzione cada all’interno del dominio di
instabilità.
Un’espressione approssimata del limite di stabilità assoluta, in funzione dei principali parametri
termodinamici, può essere ricavata attraverso un’elaborazione dell’espressione (20) riferita ad un
sistema binario. La condizione di stabilità assoluta può essere associata, per quanto detto in
precedenza, ad un segno costantemente negativo della funzione (20), che si limita, ipotizzando che
Gs=Gl=G e che quindi il denominatore sia sempre positivo, all’imposizione della medesima
condizione al solo numeratore. Il termine che moltiplica il terzo addendo, per valori di ω piccoli,
può essere approssimato alla sua espansione in serie di Mac Laurin al prim’ordine, per cui:
(30)
ω * − ⎛⎜ V D ⎞⎟
⎝
l
⎠
ω − ⎛⎜ V D ⎞⎟(1 − ke )
l⎠
⎝
= 1−
*
2ke
⎡ ⎛ 2ωDl ⎞ 2 ⎤
⎟ ⎥
⎢1 + ⎜
⎢⎣ ⎝ V ⎠ ⎥⎦
1
2
− 1 + 2ke
1⎛D ⎞
≅ ⎜ l ⎟
ke ⎝ Vω ⎠
2
In base a tale approssimazione, la condizione di segno negativo del numeratore della (20) può
essere espressa, trascurando il contributo associato al gradiente termico, nel seguente modo:
(31)
Dl2ω 2
− Γω + mGc
<0
k eV 2
2
che si può sviluppare a sua volta tenendo conto delle considerazioni precedenti riguardanti
l’incremento dei gradienti di concentrazione all’interfaccia; ipotizzando che C l* (1 − k e ) ≅ ∆C 0 , il
valore di Gc può essere approssimato alla sua espressione nel caso di accrescimento del fronte di
solidificazione in forma planare, rappresentata dalla (2-30), per cui la (31) diviene:
(32)
⎛ V ⎞
D2
⎟⎟∆C 0 l 2 < 1
− Γ + m⎜⎜ −
k eV
⎝ Dl ⎠
che, attraverso la (2-19), può essere esplicitata rispetto a V nel seguente modo:
(33)
Va >
∆T0 Dl
ke Γ
La (33) rappresenta quindi l’espressione semplificata del valore di stabilità assoluta, che è tornato
poi utile nel prosieguo del lavoro per confrontare qualitativamente il comportamento fuori
equilibrio delle diverse fasi dei sistemi presi in considerazione.
Si può notare come il valore di velocità assoluta diminuisca per fasi aventi un ristretto intervallo
di solidificazione ed un elevato coefficiente di Gibbs-Thompson, proporzionale a sua volta, per
quanto si avrà modo di vedere, alla tensione interfacciale solido/liquido.
4.3.2.4. Concentrazione del liquido all’interfaccia
Note le relazioni R=f(G,V), sia in forma estesa che semplificata, per arrivare a determinare la
temperatura della punta della dendrite deve essere esplicitato il legame fra la concentrazione di
91
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
ciascun soluto nel liquido antistante l’interfaccia ed il raggio di curvatura della dendrite. Piuttosto
che partire dalla (8), si può ricorrere ad un modello matematico, elaborato sulla base del concetto
secondo cui la forma di una dendrite può essere semplificata con un inviluppo di in un paraboloide
di rivoluzione [10 ], che permette relativamente a tale configurazione geometrica di definire i
campi di concentrazione dei soluti. A tale scopo, è necessario introdurre alcuni parametri utili al
prosieguo della trattazione. Il primo di essi è il numero di Péclet, già definito implicitamente nella
trattazione sinora svolta, definito come il rapporto fra la dimensione caratteristica del fenomeno in
oggetto e la distanza di diffusione, che in questo caso è espressa dallo spessore dello strato limite δc.
(34)
Pc =
L
δc
Nel caso considerato, L=R e δc è funzione di V e D secondo quanto espresso dalla (2-29)
relativamente a ciascun soluto preso in considerazione.
Il secondo parametro è il grado di soprasaturazione Ω, espresso dal rapporto fra l’incremento di
concentrazione ∆C che si instaura all’apice della dendrite, legato al sottoraffreddamento
costituzionale, e ∆C0 (differenza tra la concentrazione nel liquido e nel solido alla temperatura di
solidus relativa alla concentrazione C0). La soprasaturazione rappresenta la driving force dei
fenomeni diffusivi che si instaurano nello strato limite dinanzi alla punta della dendrite: al tendere
di tale rapporto verso l’unità, migliora la capacità di diffusione del soluto e di conseguenza aumenta
la velocità di accrescimento della fase solida. La determinazione di Ω in condizioni di crescita
stazionaria è un problema complesso, dal momento che la diffusione del soluto dipende dalla forma
della dendrite, ed a sua volta il raggio della dendrite dipende dal campo di concentrazione che si
instaura nel volume circostante il suo apice. Tale problema è stato risolto in forma numerica,
considerando l’accrescimento di una dendrite isolata con un inviluppo riconducibile appunto ad un
paraboloide di rivoluzione. In tali ipotesi, la soprasaturazione si esprime nel seguente modo:
(35)
Ω = I (Pc )
dove Pc è il numero di Péclet e I(Pc) è l’integrale di Ivantsov, espresso dalla:
(36)
I (Pc ) = Pc exp(Pc )E1 (Pc )
ed E1(Pc) è la funzione integrale esponenziale la cui espressione è la seguente:
(37)
E1 (Pc ) =
exp(− u )
du
u
Pc
∞
∫
Sulla base delle relazioni (2-19, 35 e 37) la concentrazione del generico soluto nel liquido antistante
l’interfaccia di una dendrite può essere espressa dalla:
(38)
C l*,i =
C 0 ,i
1 − (1 − k e ,i )Ω(Pc ,i )
92
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
4.3.3. Cinetica dei processi di solidificazione rapida
Per l’implementazione del modello di selezione della fase primaria è necessario, oltre alla
definizione del criterio di correlazione R=f(G,V) espresso dalla (21) e dall’espressione di C l*,i (38),
definire, nota la scala della microstruttura, la temperatura di accrescimento di ciascuna delle fasi del
sistema in funzione dei parametri di crescita, ovvero la composizione del sottoraffreddamento di
ciascuna di esse rispetto alla propria temperatura di fusione. A tale scopo, è necessario introdurre
preliminarmente alcuni fondamentali aspetti della teoria cinetica della solidificazione, attraverso i
quali definire il coefficiente di partizione in condizioni di non-equilibrio. Successivamente,
attraverso la medesima teoria, si giungerà ad una formulazione esplicita della relazione T=f(V).
4.3.3.1. Continuous Growth Model
La trattazione sin qui svolta parte dal presupposto che sussistano condizioni di equilibrio locale
all’interfaccia solido/liquido. Tale assunzione, tuttavia, decade nei processi di solidificazione rapida
in cui divengono preponderanti fenomeni di natura cinetica per cui ad elevate velocità di
avanzamento dell’interfaccia si verifica un incremento del coefficiente di partizione (in caso di
ripartizione dal solido al liquido), che si allontana dal valore di equilibrio e tende al valore unitario.
In tali condizioni, la solidificazione avviene con poca ripartizione di soluto fra le fasi solida e
liquida, con la conseguente formazione di strutture fortemente soprasature.
Sono stati proposti in letteratura diversi modelli per lo studio delle cinetiche interfacciali in
condizioni di non-equilibrio [11,12 ]. Fra questi, quello che ha trovato maggior riscontro
sperimentale e generalità di applicazione è il “Continuous Growth Model” (CGM) senza rediffusione di soluto (solute drag), elaborato da Aziz e Kaplan [13 ] ed attualmente ritenuto
basilare nello studio dei processi di solidificazione rapida.
Si riporta qui di seguito la descrizione del modello CGM senza solute drag, ritenuto trascurabile
per processi di solidificazione [14 ], relativamente ad una lega binaria composta da un solvente
A ed un soluto B. Il sistema di riferimento è un’interfaccia planare fra le fasi solida e liquida in
movimento con una velocità costante V rispetto al reticolo cristallino, con una temperatura
d’interfaccia T e volumi atomici di A e B nel solido e nel liquido assunti per semplicità uguali e pari
ad Ω. Definita Cs la frazione molare di B nel solido immediatamente adiacente l’interfaccia, il
numero di atomi di A e di B che vengono incorporati nel reticolo cristallino per unità di tempo e di
area è espresso dalle seguenti relazioni:
(39)
J A = (1 − C s )V
(40)
J B = Cs V
Ω
Ω
JA e JB rappresentano i flussi netti, ottenuti dal bilanciamento tra le quantità di soluto e solvente
che vengono incorporati dalla solidificazione del liquido antistante l’interfaccia, alla composizione
Cl (si omette l’asterisco che definisce i valori all’interfaccia poiché in questa parte di trattazione
tutti i valori devono intendersi riferiti proprio all’interfaccia), e quanto invece diffonde attraverso
l’interfaccia per via della differenza di solubilità. Le espressioni esplicite di tali flussi diffusivi è
data da:
(41)
J AD = (1 − C l )V
Ω
− JA
93
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
(42)
J BD = C l V
Ω
− JB
Combinando le espressioni (39-42) si ottiene quindi un flusso diffusivo complessivo JD pari a:
(43)
− J AD = (C l − C s )V
Ω
= J BD = J D
Attraverso considerazioni di dinamica molecolare [13 ], si può giungere ad un’espressione
differente del flusso diffusivo, che può essere comparata con la (43) per ottenere l’espressione del
coefficiente di partizione fuori equilibrio.
L’ipotesi su cui si basa il prosieguo della trattazione, illustrata dalla fig.4.8, è che la diffusione
degli elementi attraverso l’interfaccia, sia di solvente che di soluto, avvenga verso una condizione di
minor potenziale chimico, ma necessiti del superamento di una barriera energetica, che può essere
espressa in termini di un’energia di attivazione pari a QD.
Figura 4.8. Configurazione di riferimento del modello CGM
In tali condizioni il flusso diffusivo positivo (attraverso l’interfaccia δ, uscente dal solido verso il
liquido), può essere espresso come:
⎛ Q ⎞
(44)
J D+ = fνδ
⎜− D ⎟
Cs
(1 − Cl ) exp ⎝ RT ⎠
Ω
in cui f è un fattore geometrico, ν è una frequenza legata alla vibrazione degli atomi intorno alla
posizione di equilibrio, e gli altri termini esprimono la probabilità che avvenga il salto energetico,
proporzionale alla frazione molare di soluto nel solido, di solvente nel liquido, ed all’”altezza” della
barriera energetica.
Analogamente, il flusso diffusivo nel verso opposto è espresso da:
(45)
[
(
⎧⎪ QD + ∆µ A' − ∆µ B'
RT
⎨−
⎛C ⎞
⎪
J = fVδ ⎜ l ⎟(1 − C s ) exp ⎩
⎝Ω⎠
−
D
)]⎫⎪⎬
⎪⎭
Nella relazione (45) ed in fig.4.8 compare il potenziale chimico di redistribuzione µ’, dato dalla
differenza tra il potenziale chimico ed il contributo entropico di miscela:
94
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
(46)
µ ' (C , T ) = µ (C , T ) − RT ln C
Il potenziale chimico così definito è differente da quello chimico standard, ed è tale per cui in
condizioni di equilibrio il flusso diffusivo complessivo non è nullo (all’equilibrio non vi sarebbe
differenza di potenziale chimico fra le fasi solida e liquida né per il solvente né per il soluto). Il
flusso diffusivo netto diviene quindi pari a:
(47)
⎡V ⎤
J D = J D+ − J D− = ⎢ D ⎥[C s (1 − C l ) − κ e C l (1 − C s )]
⎣Ω⎦
in cui compare la velocità diffusiva VD, che è definita esplicitamente nel seguente modo:
(48)
V D = fvδ exp
⎛ QD ⎞
⎜−
⎟
⎝ RT ⎠
Il parametro di partizione κe racchiude invece il termine esponenziale dove compaiono i
potenziali di redistribuzione:
(49)
κ e (C l , C s , T ) = exp
⎛ ∆µ B' − ∆µ 'A
⎜−
⎜
RT
⎝
⎞
⎟
⎟
⎠
e rappresenta la misura della driving force per la redistribuzione all’interfaccia del soluto e del
solvente. Il coefficiente κe corrisponde inoltre al rapporto fra i coefficienti di ripartizione del soluto
e del solvente all’equilibrio:
(50)
κ e (T ) =
k e (T ) C s 1 − C l
=
k eA (T ) C l 1 − C s
Confrontando la (43) e la (47) si ottiene l’espressione che consente, per una lega binaria
C
in funzione della
concentrata, di determinare l’andamento del coefficiente di ripartizione s
Cl
velocità di accrescimento e del parametro di ripartizione all’equilibrio:
κe +
(51)
k (V ) =
1+
V
VD
V
− (1 − κ e )C l
VD
Per leghe diluite la relazione (51) si semplifica, in quanto il termine κe si riduce al solo ke del
soluto (il coefficiente di ripartizione del solvente diviene unitario) ed il valore di concentrazione
del soluto a denominatore diviene trascurabile. In tale ipotesi, che peraltro è stata giudicata una
buona approssimazione anche per concentrazioni di soluto pari al 9% nel caso di leghe Si-As
[14 ], la (51) diviene:
95
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
V
VD
k (V ) =
V
1+
VD
ke +
(52)
Questa è la conclusione, peraltro elegante, del modello CGM che è stata adottata nello sviluppo
del modello di previsione della fase primaria di solidificazione, e di cui una rappresentazione
grafica è riportata, sulla base di dati teorici, in fig.4.9.
Figura 4.9. Andamento dei coefficienti di partizione di C e Ni secondo il modello CGM in funzione
della velocità di avanzamento del fronte planare e delle rispettive velocità diffusive
(esempio relativo alla fase δ di un acciaio AISI 304)
Questa teoria, è utile ricordarlo, consente di modellizzare i fenomeni di solute trapping che si
verificano nei processi di solidificazione rapidi, in cui l’avanzamento dell’interfaccia solido/liquido
è tanto rapida da non consentire la redistribuzione dei soluti. Il parziale o totale “congelamento”
della diffusione all’interfaccia viene rappresentato attraverso una dipendenza del coefficiente di
ripartizione k dalla velocità interfacciale, per cui molto al di sotto della soglia rappresentata dalla
velocità diffusiva VD, k assume il valore di equilibrio, e molto al di sopra tende invece all’unità.
Il modello CGM senza solute drag così definito è stato validato attraverso misure eseguite con
tecnica di pulsed laser melting [14-15 ], che consentono la determinazione accurata nella
solidificazione susseguente la fusione operata dal fascio laser, della posizione dell’interfaccia, della
sua temperatura e del profilo di distribuzione del soluto, in condizioni di velocità di accrescimento
molto elevate (nell’ordine dei 15 m/s per leghe binarie). Il parametro critico di tale teoria è la
velocità diffusiva VD, che rappresenta la soglia in corrispondenza della quale diviene significativo lo
scostamento di k dal valore di equilibrio. Fisicamente, VD corrisponde alla massima velocità di
diffusione atomica nella regione di interfaccia ed è definita, in base alla (48), dal rapporto fra la
⎛ QD ⎞
⎜−
⎟
⎝ RT ⎠
costante di diffusione atomica interfacciale Di (pari a fvδ exp
) e la dimensione
dell’interfaccia δ. Non sono noti a priori i termini che compongono l’espressione di VD, per cui, allo
stato dell’arte, tale parametro deve essere determinato per ogni coppia soluto/solvente attraverso la
regressione di dati sperimentali di correlazione fra k e V. A conforto di ciò, si menziona che in un
caso in cui è stato determinato su base analitica il valore di Di attraverso criteri di dinamica
2
96
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
molecolare [16-17 ], il valore di VD derivato non si è scostato da quello individuato su base
sperimentale.
Per comodità di trattazione, a volte in letteratura [18 ] è riportata un’espressione differente di
VD, data dal rapporto fra la diffusività nel liquido ed una fittizia “larghezza d’interfaccia” L, che
risulta essere un parametro indipendente da determinare sperimentalmente, essendo noto Dl, per
ricavare valutare VD.
4.3.3.2. Espressione della relazione T=f(V)
Un’altra conclusione fondamentale del CGM è la definizione di una relazione univoca fra la
velocità di avanzamento dell’interfaccia e la sua temperatura. Si tratta di un modellizzazione
fenomenologia, che è stata definita sulla base di evidenze sperimentali ed è tuttora oggetto di
validazione teorica attraverso approfondimenti di dinamica molecolare. Le relazioni qui si seguito
riportate sono una diretta derivazione della teoria dell’accrescimento elaborata da Turnbull [19 ]
per sostanze pure, secondo la quale la velocità di avanzamento dell’interfaccia è data da:
(53)
⎛ ∆G ⎞
⎡
⎜−
⎟⎤
V = fV0 (T ) ⎢1 − exp⎝ RT * ⎠ ⎥
⎣⎢
⎦⎥
*
in cui f è una frazione dei siti interfacciali interessati dalla solidificazione (nei metalli è circa
unitario), V0 è la velocità limite di accrescimento che presenta un andamento tipo Arrenhius e ∆G è
la variazione di energia libera di Gibbs associata al cambiamento di fase, che rappresenta la driving
force per il processo di accrescimento. Per ∆G → -∞ si verifica la condizione per cui V=f⋅V0, ovvero
si raggiunge la velocità limite di cristallizzazione che è determinata dal numero di collisioni di
atomi in fase liquida contro l’interfaccia, ed è ben approssimata dalla velocità di propagazione di
un’onda sonora.
Le relazione (53) è stata estesa al caso delle leghe binarie ipotizzando che la driving force del
processo di accrescimento sia costituita dalla variazione all’interfaccia dei potenziali chimici di
redistribuzione del solvente e del soluto precedentemente indicata come ∆µB’ -∆µA’. In altri termini,
si ritiene che la velocità di accrescimento di una lega sia pilotata dalla tendenza spontanea degli
atomi di entrambi i componenti a disporsi nella fase solida o liquida per il raggiungimento di una
configurazione energetica minima. E’ stato quindi introdotto un ∆Geff da introdurre nella relazione
(53), dove il pedice “eff” sta per efficace, la cui espressione è data da:
(54)
∆Geff = C s ∆µ B + (1 − C s )∆µ A
in cui Cs è la frazione atomica di soluto nella fase solida e ∆µA e ∆µB sono le variazioni di
potenziale chimico di redistribuzione del solvente e del soluto associate alla solidificazione.
Nella relazione (53), il fenomeno di solute drag non viene preso in considerazione. Tuttavia, in
altri processi di accrescimento diversi dalla solidificazione, tale aspetto è stato dimostrato avere un
peso tale da non poter essere trascurato. Il modo di tenere in considerazione il solute drag è quello
di introdurre un ulteriore termine energetico che va a decremento della driving force per
l’accrescimento e che rappresenta l’energia dissipata all’interfaccia per far avvenire i processi di rediffusione. In questa sede, tenendo conto del fatto che la re-diffusione del soluto è un fenomeno
trascurabile in solidificazione, si è fatto sempre riferimento al CGM senza solute drag.
Attraverso la definizione della (53), è possibile quindi giungere ad una relazione, pur se implicita,
che lega la velocità di avanzamento dell’interfaccia alla sua temperatura:
97
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
(55)
⎛ Cs ∆µ B + (1− Cs ) ∆µ A ⎞
⎡
⎜⎜
⎟⎟ ⎤
RT *
⎠⎥
V (T , Cs , Cl ) = VC (T ) ⎢1 − exp⎝
⎢
⎥
⎣
⎦
*
*
Anche nel caso delle leghe, la velocità limite di cristallizzazione è ben approssimata dalla velocità
del suono in fase solida Vs, che è nell’ordine dei 4000m/s [20 ]. Poiché tale condizione non viene
mai raggiunta, ovvero nei processi di solidificazione reali V << 1 , è lecito linearizzare la
Vs
relazione (55), che diviene quindi:
(56)
⎛ C ∆µ + (1 − Cs ) ∆µ A ⎞
V = VS ⎜ s B
⎟
RT *
⎝
⎠
La (56) può essere ulteriormente sviluppata [21 ] esplicitando il numeratore, ovvero la ∆Geff
indicata dalla (54). Attraverso la definizione del potenziale chimico standard si può infatti scrivere:
(57)
∆Geff
⎧⎪
⎡1 − k (V ) Cl 1 − Cle ⎤
⎛ k (V ) ⎞ ⎫⎪
k
V
C
ln
= RT ⎨ ⎣⎡1 − k (V ) Cl ⎦⎤ ln ⎢
+
(
)
⎜
⎟⎬
⎥
l
e
⎣ 1 − Cl 1 − keCl ⎦
⎝ ke ⎠ ⎭⎪
⎩⎪
*
che, dopo alcune semplificazioni, appropriate nel caso di soluzioni binarie diluite, permette di
giungere ad una relazione compatta:
(58)
⎧1 − ke
⎫
Cl m '− Cle m}⎬
∆Geff = RT * ⎨
{
⎩ m
⎭
in cui C le è la concentrazione del soluto nel liquido all’interfaccia in condizioni di equilibrio (k=ke),
m è la pendenza della curva di liquidus ed m’ un analogo parametro per condizioni di non-equilibrio
definito nel seguente modo:
(59)
1 − k (V ) + k (V ) ln⎛⎜ k (V ) ⎞⎟
ke ⎠
⎝
m' = m
1 − ke
Introducendo la (58) nella (56), si ottiene quindi:
(60)
−
V 1 − ke
=
C l m'−C le m
Vs
m
(
)
Tenendo conto del fatto che all’equilibrio, per una lega binaria, T * = Tm + mCle e che il rapporto
(1 − k e ) si può esplicitare nel seguente modo in funzione di proprietà fisiche e termodinamiche
m
note della lega:
98
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
(61)
∆H f
⎛ 1 − k e ⎞ ∆S f
=
⎜
⎟=
2
⎝ m ⎠ RTm RTm
Si giunge quindi ad un’espressione esplicita dell’andamento della temperatura di interfaccia di un
fronte planare in condizioni di non equilibrio in funzione della velocità di avanzamento
dell’interfaccia:
(62)
T * = Tm + m ' Cl +
∆H f V
RT f 2 Vs
L’estensione della (62) a strutture non planari prevede l’inserimento di un ulteriore termine di
energia libera legato ai fenomeni di capillarità, per cui la creazione di un’interfaccia con una certa
curvatura necessita di un consumo energetico che va quindi a sottrarsi nella (54) alla driving force
effettiva per l’accrescimento. La capillarità, quindi, svolge un ruolo stabilizzante della morfologia
di solidificazione planare. L’espressione di tale contributo energetico deriva dalla nota relazione di
Laplace:
(63)
∆Gr = v m ∆P
in cui vm è il volume molare della fase solida e ∆P è l’incremento di pressione associato alla
formazione della fase solida. A sua volta ∆P è dato dal prodotto dell’energia specifica d’interfaccia
σ (assunta pari alla tensione interfacciale solido/liquido γ) per la curvatura K.
La trattazione estesa dei passaggi termodinamici che tengono conto della capillarità è stata
affrontata in forma estesa [22 ]. In realtà, per gli scopi del presente lavoro e mutuando una
consuetudine ampiamente diffusa in letteratura che ha trovato ottimo riscontro sperimentale
[23-24 ], il contributo della capillarità può essere semplicemente aggiunto in forma lineare nella
(62) che diviene quindi:
(64)
T * = Tm + m ' X L +
∆H f V 2Γ
+
RTm 2 Vs R
dove Γ è il coefficiente di Gibbs-Thompson, ricavato a partire dalla (63) e che ha espressione:
(65)
Γ=
σv mTm
∆H f
Estesa all’accrescimento dendritico di un sistema multicomponente, la (62) diviene quindi, nella
accezione più generale che è stata adottata nella implementazione del presente modello:
(66)
n
T * = Tm + ∑ ( mi'Cl',i − mi Cl ,i ) +
i =1
∆H f V 2Γ
+
RTm 2 Vs R
in cui i parametri indipendenti sono il raggio di curvatura della dendrite R, che può essere calcolato
in base alla (21), ed i termini Cl,i possono essere desunti per ciascun soluto dalla (38). Il termine fra
parentesi tonde della (66) comprende la formulazione esplicita della temperatura di fusione del
99
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
sistema multicomponente. Per chiarezza, nelle relazioni (61,62, 65 e 66) ∆Hf è stato riportato in
forma algebrica, assumendo in realtà valore negativo.
Complessivamente, nelle relazioni (64 e 66) possono essere quindi individuati tre termini che
compongono il sottoraffreddamento, ovvero la differenza fra la temperatura di fusione della lega e
la temperatura d’interfaccia. Questi termini altro non sono che la formulazione esplicita dei diversi
contributi al sottoraffreddamento menzionati nel paragrafo 2.2.4..
¾
¾
¾
2Γ
che rappresenta il sottoraffreddamento dovuto alla capillarità.
R
∆H f V
∆Tk =
che rappresenta il sottoraffreddamento cinetico
2
RTm Vs
∆Tr =
n
(
∆Tc = Tm + ∑ mi' C l',i − mi C l ,i
)
ovvero il sottoraffreddamento costituzionale, che
i =1
rappresenta la variazione della temperatura di liquidus per effetto di redistribuzione
del soluto.
L’espressione (66) può essere estesa anche all’accrescimento di strutture equiassiche, per le quali
Gl<0 tenendo conto di ulteriore termine di sottoraffreddamento, definito termico (∆Tth). Esso è
presente anche nei casi di solidificazione direzionale in cui vi sia una consistente barriera alla
nucleazione delle fasi solide, eventualità che non è stata contemplata nel presente modello,
assumendo che la nucleazione sia abbondante per ciascuna fase in competizione e che, pertanto, la
selezione della fase primaria avvenga soltanto sulla base del criterio di massimizzazione della
temperatura di interfaccia espresso dalla (1).
Per completezza di trattazione, si riporta la definizione riportata in letteratura [25 ] di un
ulteriore contributo di sottoraffreddamento, associato alla diffusione, che diviene preponderante nei
regimi di velocità prossimi al limite di stabilità costituzionale, in corrispondenza del quale la
morfologia di accrescimento colonnare assume carattere cellulare. La definizione di tale
sottoraffreddamento è la seguente:
(67)
∆Ts =
GDl
V
La (67) diviene ininfluente lontano dal limite di stabilità costituzionale, e non interviene quindi
nel computo delle transizioni che caratterizzano le IRFs ad alti valori di V. Tuttavia, rende conto
della diminuzione della temperatura di interfaccia che si verifica per V → Vc , per cui,
correttamente, viene attribuita alla struttura cellulare una temperatura di interfaccia che
progressivamente si approssima alla Tsol, stabilendo quindi una continuità con la condizione di
accrescimento della morfologia planare al di sotto del limite di stabilità Vc. Il termine ∆Ts elimina
quindi la discontinuità della IRF in corrispondenza del limite di stabilità costituzionale, ma, per
l’ininfluenza sulle velocità di transizione fra le diverse morfologie di solidificazione, non sempre è
stato menzionato o incluso nell’espressione (66) per il computo del sottoraffreddamento
complessivo.
100
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
4.4. Taratura del modello
Il presente capitolo si conclude con la proposizione di un’applicazione del modello descritto,
attraverso la quale sono stati esposti i risultati di ciascuno dei passi dell’algoritmo riportato nel
paragrafo 3.1, e potranno inoltre essere valutati i pesi dei diversi parametri di input sul risultato
finale.
L’applicazione presentata, relativa ad un acciaio inossidabile austenitico convenzionale tipo AISI
304, è particolarmente significativa perché i risultati sono stati confrontati con l’output di un
modello analogo, il Constrained Dendrite Growth (CDG, [26 ]) sviluppato dall’Università di
Helsinki sulla base di un database termodinamico appositamente definito per tale classe di acciai, e
pertanto ritenuto il miglior riferimento possibile.
La composizione chimica del sistema investigato è riportata in tab.4.1.
Fe
72.05
Cr
18
Ni
8
Mn
1.35
N
0.05
C
0.05
Si
0.4
Cu
0.25
Mo
0.1
Tabella 4.1. Composizione dell’acciaio oggetto della simulazione
La lega in oggetto è un acciaio inossidabile appartenente alla famiglia dell’AISI 304 avente
rapporto Creq/Nieq=1.79, e nei processi di solidificazione rapida è soggetto a crescita competitiva
fra la ferrite dendritica (δ) e l’austenite cellulare (γ). All’equilibrio, tale acciaio solidifica in ferrite
primaria.
4.4.1. Definizione dei parametri di input
Il primo passo per l’applicazione del modello al sistema considerato, consiste nella definizione dei
parametri termodinamici di input. Per l’acciaio della famiglia AISI 304, la cui composizione è
indicata in tab.4.1, le grandezze sono state in prevalenza reperite dall’applicazione di modelli
termodinamici disponibili in commercio, quali il Fe-DATA di ThermoCalc ed IDS.
In tab.4.2 sono riportati i parametri termodinamici caratteristici di entrambe le fasi, così come
sono stati desunti dalle varie fonti:
Dati termodinamici
Tliq (°C)
∆Hf (J/mol)
∆Tliq-sol (°C)
Tensione interfacciale con il liquido (mJ/m²)
Fonte del dato
CDG
ThermoCalc
ThermoCalc
Bobadilla et al.[27 ]
Ferrite (δ)
1458.2
11862.7
67.71
260
Austenite (γ)
1446.78
12143.8
26.01
358
Tabella 4.2. Principali parametri termodinamici delle due fasi
In tab.4.3 sono riportati i parametri necessari a determinare le diffusività [28 ] dei diversi
elementi di lega nelle due fasi competitive e nel liquido. I valori di diffusività sono stati calcolati,
per le varie fasi attraverso un relazione di tipo Arrhenius:
(68)
⎛ Q ⎞
⎜−
⎟
RT ⎠
D = D0 exp⎝
in cui la temperatura di riferimento è stata per ciascuna fase la rispettiva temperatura di liquidus,
assumendo quindi trascurabili le variazioni di diffusività legate al sottoraffreddamento.
101
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
Liquido
Ferrite (δ)
Austenite (γ)
D0
D0
Q
Q
Q
Dl
D0
Dδ
Dγ
(cm²/s)
(cm²/s) (J/mol)
(cm²/s) (J/mol)
(cm²/s) (cm²/s) (J/mol)
(cm²/s)
C 0.013 81400 4,532E-05 0.96 171500 5,945E-06 7.67E-02 100600 7,037E-05
N 0.008 79100 3,272E-05 0.91 168500 6,950E-06 9.76E-03 72800 6,186E-05
Ni
1.6
240000 9,076E-08
0.2
272000 1,099E-09 1.30E-02 89200 2,635E-05
Cr
1.5
229700 1,741E-07 0.077 251000 1,837E-09 2.51E-03 66900 2,398E-05
Cu 2.6
240000 1,475E-07
0.7
286000 1,445E-09 5.30E-05
0
5,300E-05
Mn 0.76 224400 1,275E-07 0.412 264000 3,960E-09 4.60E-03 70300 3,469E-05
Si
8
248900 2,444E-07
0.3
260000 3,814E-09 5.10E-04 38300 3,558E-05
Mo 3.47 241400 1.809E-7 0.068 246900 2.159E-9 5.82e-4 41800 3.190E-5
Tabella 4.3. Parametri di diffusività dei soluti nelle diverse fasi
In tab.4.4 sono invece riportati i valori, per la composizione indicata in tab.4.1, dei coefficienti di
partizione all’equilibrio degli elementi considerati, dei valori dei coefficienti m e della velocità
diffusiva presa come riferimento per la determinazione delle funzioni k(v).
Ferrite (δ)
Austenite (γ)
V (IDS)
V (IDS)
ke (CDG) m (CDG) D
ke (CDG) m (CDG) D
(mm/s)
(mm/s)
C 0,154
-104 90640,00 0,385
-52.5 11890,00
N 0,250
-80.5 65440,00 0,588
-15.5 13900,00
Ni 0,788
-5.085
181,52
1,025
-0.57
2,20
Cr 1,014
-0.21
348,20
0,861
-3.735
3,67
Cu 0,559
-8.975
295,00
0,928
-3.275
2,89
Mn 0,776
-4.35
255,00
0,819
-4.81
7,92
Si 0,822
-9.725
488,80
0,794
-12
7,63
Mo 0.891
-2.315
361,85
0.587
-5.684
4,32
Tabella 4.4. Costanti di riferimento relative ai diversi sistemi pseudo-binari con il Fe
I diversi parametri sono stati calcolati attraverso lo studio di sistemi pseudo-binari con il ferro
definiti per ciascuno degli elementi considerati, e tracciati considerando variabile un soluto alla
volta. In particolare, i valori di m sono stati calcolati derivando parzialmente, rispetto alla
concentrazione in peso di ciascun elemento, la funzione che descrive la superficie di liquidus del
sistema considerato calcolata in corrispondenza della composizione fissata. In altri termini, il
problema di definire i parametri termodinamici per un sistema multicomponente, è stato affrontato
per quanto riguarda i coefficienti m attraverso una linearizzazione della funzione
T = f ( C1 , C2 ,....., Cn ) .
Per quel che concerne i valori della velocità diffusiva per ciascun elemento, non avendo
disponibili dati di letteratura, è stata fatta una ragionevole assunzione per cui il valore di diffusività
interfacciale fossero pari a quella nella rispettiva fase solida, con una dimensione dell’interfaccia
o
pari a 5 A . Tale ipotesi supera una delle consuetudini diffuse in letteratura per cui, in assenza di
dati sperimentali, VD viene definita dal rapporto fra la diffusività del soluto considerato nel liquido
ed una fittizia “larghezza d’interfaccia” L, che funge da parametro indipendente. Nello sviluppo del
presente modello, l’aver scelto come base per il computo di VD la diffusività nel solido, consente di
102
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
differenziare la partizione dei soluti dalle fasi in competizione, assumendo quindi che lo
scostamento dalle condizioni d’equilibrio all’interfaccia possa avvenire per velocità differenti nelle
fasi considerate. Il parametro indipendente del presente modello diviene quindi il valore δ
rappresentativo della dimensione dell’interfaccia solido/liquido.
Per l’esecuzione dei calcoli, è stata selezionata una condizione di solidificazione corrispondente
ad un accrescimento direzionale alla velocità V=0.1mm/s, in presenza di un gradiente termico
G=3.5K/mm, corrispondenti quindi ad una velocità di raffreddamento T& pari a 0.35K/s. Tale scelta
è compatibile con le condizioni di estrazione del calore che si riscontrano in un apparato Bridgman.
E’ stato inoltre ipotizzato che le conducibilità termiche delle diverse fasi fossero uguali, in modo
tale da poter applicare nei calcoli un’unica condizione di gradiente termico, pari al valore fissato.
4.4.2. Calcolo di R
Definiti i dati di input, è possibile procedere al secondo passo dell’algoritmo, consistente nel
computo del raggio di curvatura dell’apice della dendrite per ciascuna delle fasi considerate.
Applicando il criterio semplificato riferito ad un sistema multicomponente, espresso dalla relazione
(25), in cui è stata introdotta una diffusività nel liquido corrispondente alla media pesata delle
diffusività dei singoli soluti, i risultati ottenuti sono stati quelli riassunti in tab.4.5.
Ferrite (δ)
Austenite (γ)
1.84µm
3.42µm
Tabella 4.5. Computo del valore di R di prima approssimazione per l’acciaio AISI 304 nelle
condizioni di solidificazione V=0.1mm/s, G=3.5K/mm
Sulla base dei risultati parziali illustrati in tab.4.1, è stato effettuato un calcolo iterativo finalizzato
alla ricerca degli zeri della funzione (26), con l’obiettivo di individuare la condizione
corrispondente alla stabilità marginale (dimensione minima di instabilità di un fronte planare nelle
medesime condizioni di estrazione del calore). Nello specifico, i valori di R di prima
approssimazione sono stati moltiplicati per un fattore correttivo crescente fino al raggiungimento
della condizione f (ω ) = ε& . Il calcolo è reso complesso dalla necessità di aggiornare, per ogni
ε
nuovo valore del raggio R, le costanti che compaiono nella funzione f (ω ) espressa dalla (26).
Dal valore di R dipende infatti il numero di Péclet, attraverso cui si determinano le condizioni di
gradiente di concentrazione dei soluti nel liquido all’interfaccia Gc,i che compaiono sia a
numeratore che a denominatore della (26). Durante l’iterazione, quindi, il valore della funzione di
cui si sono ricercati gli zeri è stato calcolato sia per valori crescenti di R, sia per espressioni di volta
in volta differenti della funzione f (ω ) . Una rappresentazione grafica del concetto espresso è
riportata in fig.4.10, relativamente all’ottimizzazione del valore di R per le fasi δ e γ del sistema
considerato.
In base all’iterazione numerica attraverso cui sono stati ricercati gli zeri della funzione (26), sono
stati quindi individuati i valori ottimizzati del raggio di curvatura di entrambe le fasi considerate. I
risultati della procedura sono riportati in tab.4.6.
Ferrite (δ)
Austenite (γ)
4.136µm
5.37µm
Tabella 4.6. Valori ottimizzati di R per l’acciaio AISI 304 nelle condizioni di solidificazione
V=0.1mm/s, G=3.5K/mm
103
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
Figura 4.10. Rappresentazione grafica del percorso di ottimizzazione dei raggi di curvatura delle
fasi δ (diagramma superiore) e γ (diagramma inferiore)
Lo studio dei domini di stabilità della funzione consente inoltre di individuare la condizione di
stabilità assoluta, ovvero il limite superiore di stabilità della morfologia colonnare oltre il quale la
solidificazione muta nuovamente in modalità planare.
Tale condizione può essere individuata, sulla base delle considerazioni riportate nel paragrafo
3.2.3, ricercando quel valore di V oltre il quale l’espressione f (ω ) = 0 non ha più soluzioni reali,
ovvero l’intero diagramma della funzione f (ω ) cade nel semipiano negativo.
Dal punto di vista del calcolo, tale condizione si traduce nel fatto che, nelle condizioni G,V
fissate, per quanto s’incrementi il valore di R di prima approssimazione non si ottengono mai valori
nulli o positivi dell’espressione (26).
Un esempio grafico di quanto descritto, relativamente alla composizione di tab.4.1 e ad una
condizione di estrazione del calore corrispondente a G=3.5K/mm, V=200mm/s, è illustrato in
fig.4.11.
104
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
Figura 4.11. Condizione di stabilità assoluta per l’acciaio AISI 304 nelle condizioni di
solidificazione V=200mm/s, G=3.5K/mm
4.4.3. Calcolo del sottoraffreddamento
Determinati i valori di R ottimizzati per ciascuna delle fasi considerate, corrispondenti alle
relative condizioni di stabilità marginale, è possibile procedere quindi al calcolo dei contributi al
sottoraffreddamento complessivo, sulla base di quanto espresso nella relazione (62). Nel calcolo è
stato incluso anche il contributo ∆Ts che compare nella relazione (63).
Il dettaglio dei diversi contributi e dei valori complessivi dei sottoraffreddamenti è riportato in
tab.4.7.
Ferrite (δ) Austenite (γ)
C
0.255
0.125
N
0.198
0.027
Ni
1.154
0.020
Cu
0.074
0.006
∆Tc
Cr
0.009
1.630
Mn
0.143
0.156
Si
0.076
0.133
Mo
0.003
0.037
1.893
2.093
somma
0.105
0.108
∆Tr
0.0001
0.0001
∆Tk
0.094
0.093
∆Ts
2.092
2.294
∆T
Tabella 4.7. Contributi alla definizione dei sottoraffreddamenti per l’acciaio AISI 304 nelle
condizioni di solidificazione V=200mm/s, G=3.5K/mm
105
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
In base ai risultati ottenuti, è possibile quindi prevedere il modo di solidificazione del sistema
considerato nelle condizioni di raffreddamento fissate. Le temperature d’interfaccia delle due fasi
corrispondono, infatti, a:
⎧⎪Tδ* = 1458.2 − 2.092 = 1456.108
⎨ *
⎪⎩Tγ = 1446.78 − 2.294 = 1446.486
Per cui, in base alla definizione della IRF fornita dalla (1), l’acciaio considerato solidifica in
modalità primaria ferritica.
Il risultato può essere generalizzato, allo scopo di individuare eventuali punti di transizione della
IRF del sistema considerato, ipotizzando differenti condizioni di solidificazione, con V variabile in
modo discreto nell’intervallo 10-4-103 mm/s e gradiente di temperatura costante pari a G=3.5K/mm
(con una velocità di raffreddamento compresa quindi tra 3.5E-4 e 3500 K/s).
Eseguendo il calcolo per l’insieme delle coppie (V,G) così definite, si ottengono in output i
diagrammi di figg.4.12 e 4.13, in cui gli andamenti dei valori di R ottimizzati e della temperatura di
interfaccia per ciascuna fase considerata sono riportati in funzione di V.
Dall’esame del diagramma di fig.4.13, si evince come il modello preveda una transizione del
modo di solidificazione primario da ferrite dendritica ad austenite cellulare in corrispondenza della
velocità di 101mm/s (contro 89mm/s previsti nelle medesime condizioni da CDG), con un
ristabilimento della morfologia planare (austenitica) a 170.8mm/s (contro 171mm/s previsti da
CDG). La differenza di temperatura di transizione δ/γ fra il modello implementato e CDG è risultata
pari a 2°C.
Costruendo l’inviluppo delle massime temperature d’interfaccia, riportate nel diagramma di
fig.4.13, è possibile quindi definire la IRF del sistema considerato, riportata in fig.4.14.
Per il sistema considerato, quindi, il modello implementato è risultato un efficace strumento nel
prevedere l’andamento dei sottoraffreddamenti delle fasi in accrescimento competitivo.
Questo risultato non è stato raggiunto immediatamente, ma attraverso successive correzioni
dell’unico parametro indipendente definito nel modello, la dimensione dell’interfaccia. Tale
parametro si è rivelato particolarmente critico, poiché piccole variazioni nell’intorno del valore di
o
5 A comportano riflessi consistenti nella definizione delle velocità diffusive e di conseguenza nel
computo dei termini che contribuiscono al sottoraffreddamento.
106
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
Figura 4.12. Andamento dei valori di R ottimizzati calcolati dal modello
per l’acciaio AISI 304 in condizioni di G=3.5K/mm
Figura 4.13. Andamento dei valori delle temperature d’interfaccia calcolate dal modello
per l’acciaio AISI 304 in condizioni di G=3.5K/mm
107
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
Figura 4.14. IRF dell’acciaio AISI 304 in condizioni di G=3.5K/mm
108
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
Bibliografia del capitolo
[1 ] S.Fukemoto, W.Kurz: ISIJ International, 37 (7), 1997, 677-684
[2 ] S.Fukemoto, W.Kurz: ISIJ International, 38 (1), 1998, 71-77
[3 ] S.Fukemoto, W.Kurz: ISIJ International, 39 (12), 1999, 1270-1279
[4 ] N.Suutala: Metall.Trans., 14A, 1983, 191
[5 ] C.Marchionni, M.R.Ridolfi, M.Bobadilla, O.Tassa, P.Tolve, J.M.Damasse, “Solidification
and crack formation in twin-roll strip casting”, Proceedings of the 4th European Continuous Casting
Conference, vol.2, Birmingham 2002
[6 ] O.Hammar, U.Svensson, “Solidification and casting of metals”, Metals Soc. Publ., 1972,
192
[7 ] W.W:Mullins, R.F.Sekerka, Journal of Applied Physics, 35, 1964, 2
[8 ] J.S.Langer, H.Müller-Krumbhaar, Acta Metallurgica, 26, 1978, 1687
[9 ] W.Kurz, D.J.Fischer, “Fundamentals of Solidification” 4th revised edition, Trans Tech
Publications, 1998, 77-79
[10 ] G.P.Ivantsov, Doklay Akademii Nauk SSSR, 58, 1974, 567
[11 ] J.Aziz, Journal of Applied Physics, 53, 1982, 1158
[12 ] J.C.Baker, J.W.Cahn, Solidification (American Society for Metals, Metals Park, O.1970),
23-58
[13 ] M.J.Aziz, T.Kaplan, Acta Metallurgica, 36, 1988, 2335-2347
[14 ] J.A. Kittl, P.G. Sanders, M.J. Aziz, D.P. Brunco and M.O. Thompson, Acta Materialia, 48,
2000, 4797
[15 ] M.J. Aziz, J.Y. Tsao, M.O. Thompson, P.S. Peercy and C.W. White, Materials Research
Society Symposia Proceedings, 57, 1987, 487-497
[16 ] S.J.Cook, P.Clancy, Journal of Chemical Physics, 99, 1993, 2175
[17 ] Q.Yu, M.O.Thompson, P.Clancy, Physical Review B, 1999
[18 ] P.M. Smith and M.J. Aziz, Acta Metallurgica et Materialia, 42, 1994, 3515
[19 ] D.Turnbull, Journal of Physical Chemistry, 66, 1962, 609
[20 ] M.J. Aziz and W.J. Boettinger, Acta Metallurgica et Materialia, 42, 1994, 527-537.
109
Capitolo 4. Sviluppo di un modello di selezione della fase primaria
[21 ] W.J.Boettinger, S.R.Coriell, R.Trivedi, in Rapid Solidification Processing: Principles and
Technologies IV, edited by R.Meherabian and P.A.Parrish (Claitor’s Baton Rouge, LA 1988), p.13
[22 ] D.P.Brunco, M.O.Thompson, Mater. Res. Soc. Symp. Proc, 1995, vol.354
[23 ] D.E. Hoglund, M.O. Thompson and M.J. Aziz, Phys. Rev. B, 58, 1998, 189
[24 ] C.B. Arnold, M.J. Aziz, M. Schwarz and D.M. Herlach, Physical Review B 59, 1999, 334343
[25 ] M.H.Burden, J.D.Hunt, Journal of Crystal Growth, 22, 1974, 109
[26 ] J.Miettinen, Metallurgical Transactions B, 31B, 2000, 365-s
[27 ] M.Bobadilla, J.Lacaze, G.Lesoult, Scandinavian Journal of Metallurgy, 25, 1996, 2-10
[28 ] J.Miettinen, Metallurgical Transactions B, 28B, 1997, 281-297
110
Capitolo 5. Attività sperimentale
5.1. Introduzione
Nei precedenti capitoli sono stati approntati gli opportuni strumenti previsionali per lo studio della
solidificazione in condizioni di raffreddamento lontane dall’equilibrio e, attraverso l’esame delle
morfologie caratteristiche di solidificazione degli acciai inossidabili austenitici, è stata acquisita la
capacità di correlazione delle microstrutture finali alla modalità di solidificazione primaria.
E’ qui riportata la parte sperimentale dell’attività, definita in sede preliminare, costituita
dall’esame delle modalità di solidificazione proprie della classe di acciai inossidabili a ridotto
tenore di nickel in funzione delle diverse condizioni di raffreddamento. Il comportamento di tale
famiglia di acciai innovativa è stato valutato estendendo l’esame a range compositivi dei principali
elementi sostituitivi del Ni (Mn, N) comprendenti teoricamente sia leghe alternative alla famiglia
AISI 304, sia acciai ad elevata resistenza meccanica per impieghi strutturali.
L’attività ha contemplato in una prima fase la realizzazione in laboratorio di colate di lingotti di
ridotte dimensioni, e la loro caratterizzazione macro e microstrutturale, per lo studio delle modalità
di solidificazione in condizioni di raffreddamento prossime all’equilibrio, e comunque riconducibili
a cicli convenzionali di colata continua. Successivamente sono state eseguite rifusioni tramite
saldature laser in condizioni controllate di avanzamento del fronte di solidificazione, allo scopo di
riprodurre cicli di fabbricazione innovativi (thin-slab casting, strip casting, laser welding, etc.) in
cui la solidificazione è molto più rapida.
Le microstrutture sono state quindi confrontate con le previsioni dei modelli di volta in volta più
appropriati. Per lo studio delle condizioni prossime all’equilibrio, si è fatto riferimento
all’applicazione del codice di calcolo termodinamico all’equilibrio Thermocalc, mentre per l’esame
dei cordoni di saldatura laser, il termine di paragone è stato costituito dai risultati del modello di
selezione della fase primaria, il cui sviluppo è riportato nel precedente capitolo.
L’obiettivo, come già indicato, è stata la definizione di relazioni fra le composizioni investigate, le
condizioni di solidificazione, e alcune caratteristiche metallurgiche fondamentali, quali la modalità
di solidificazione primaria, l’effetto austenitizzante di Mn e N (e quindi contenuto di ferrite-δ a
temperatura ambiente), ed il grado di solubilizzazione di quest’ultimo elemento.
5.2. Definizione delle composizioni
La classe d’acciai inossidabili austenitici a ridotto tenore di nickel che è stata investigata nel
presente lavoro corrisponde all’intervallo di composizioni riportato in tabella 5.1.
C Ni Si Cr
S
Cu
N
Mn
0.06 3 0.35 18.1 <0.03 2.1 0.15-0.55 4-12
Tabella 5.1. Composizioni della classe di acciai inossidabili a ridotto tenore di nickel investigata
(tenori degli elementi di lega espressi come percentuale in peso)
Lo spettro di composizioni individuato, per quanto esaminato in sede introduttiva, corrisponde ad
una classe di acciai dai quali sono attese diverse caratteristiche, prima fra tutte una microstruttura
austenitica a temperatura ambiente, con limitati o nulli tenori di ferrite-δ residua, buone proprietà di
resistenza alla corrosione, saldabilità e proprietà meccaniche variabili in un intervallo tale da
111
Capitolo 5. Attività sperimentale
ricadere nelle possibilità di applicazione sia in sostituzione degli acciai inossidabili convenzionali,
sia in impieghi strutturali, per i quali sono richieste proprietà tensili elevate (Rp0.2>400MPa).
5.3. Materiale sperimentale e metodi di analisi
Per lo studio delle modalità di solidificazione in diverse condizioni di raffreddamento, sono stati
utilizzati acciai inossidabili a ridotto tenore di nickel sia prodotti in laboratorio attraverso colate di
lingotti di piccole dimensioni, sia di provenienza industriale in forma di laminati piani.
Lo studio delle proprietà relative agli acciai di composizione compresa nell’intervallo di
composizioni definito in tab.5.1, è stato in generale effettuato tramite un approccio di tipo statistico,
grazie al quale è stato ottimizzato il numero delle prove. In particolare, la scelta delle composizioni
all’interno dell’intervallo indicato è stata compiuta in base ad un piano di sperimentazione,
appositamente definito, rispondente ad una metodologia di analisi a risposta superficiale. Secondo
tale criterio, i fattori numerici che costituiscono le variabili oggetto della sperimentazione, ovvero i
tenori di Mn e N, sono stati fatti variare secondo uno schema pentagonale, come illustrato in fig.5.1.
In tal modo è stato possibile valutare gli effetti lineari e secondari della variazione di ciascun
fattore, nonché i relativi termini d’interazione, sulle variabili obiettivo misurabili, quali ad esempio
il contenuto residuo di ferrite-δ o le velocità di transizione da un modo di solidificazione all’altro.
5.3.1. Realizzazione dei lingotti
Per lo studio dei modi di solidificazione e delle caratteristiche microstrutturali associati a
condizioni di raffreddamento lente, ovvero riconducibili a cicli di colata continua convenzionale, è
stata realizzata su scala di laboratorio una serie di lingotti di composizione variabile all’interno della
forcella indicata in tab.5.1, congruentemente alla distribuzione illustrata in fig.5.1.
Figura 5.1. Schema della distribuzione dei tenori di azoto e manganese
in accordo al piano di sperimentazione statistico adottato
112
Capitolo 5. Attività sperimentale
Figura 5.2. Lingottiera utilizzata per la fabbricazione dei lingotti
I lingotti sono stati prodotti utilizzando a tale scopo una lingottiera in ARMCO non raffreddata,
raffigurata in fig.5.2. L’impianto di colaggio utilizzato è invece raffigurato in fig.5.3.
Figura 5.3. Impianto di colata utilizzato per la fabbricazione dei lingotti
Per la fabbricazione di ciascun lingotto, la pratica operativa utilizzata è consistita nell’immissione
in un crogiolo vuoto in allumina, di C (in forma di grafite), Cr metallico, Ni, Cu, Fe e nella
successiva evacuazione dell’aria presente attraverso la decompressione dell’ambiente sino a
raggiungere la pressione di 1mbar.
La carica è stata quindi riscaldata per induzione sino ad inizio fusione, momento in cui le pompe
da vuoto sono state disattivate e, se necessario, è stato immesso Ar sino ad una pressione di
200mbar per evitare ribollimenti del bagno. Completata la fusione sono state operate le aggiunte
degli elementi ossidabili e/o volatili, Si e Mn nello specifico, ed innalzata la pressione attraverso
ulteriore insufflaggio di Ar all’interno del sistema sino a raggiungere la pressione di 800mbar
nominali. Raggiunta una condizione stazionaria è stato successivamente introdotto N nella carica
impiegando una ferro-lega ricca di Cr e N (tenore nominale 5%), ed è stata poi innalzata
ulteriormente la pressione sino al valore atmosferico. La carica fusa è stata quindi colata nella
lingottiera, realizzando in tal modo lingotti cilindrici aventi diametro 60mm, altezza 250mm e peso
di circa 5-6 kg.
113
Capitolo 5. Attività sperimentale
Alcune immagini dei lingotti sono riportate in fig.5.4, in cui si può notare già una differenza
macroscopica nel cono di ritiro indotta dal diverso contenuto d’azoto.
Figura 5.4. Aspetto di alcuni dei lingotti fabbricati
Ciascun lingotto è stato campionato per lo svolgimento dell’analisi chimica ricavando una sezione
trasversale in corrispondenza della base inferiore, ovvero quella a diretto contatto con la parete della
lingottiera. Non disponendo d’informazioni dirette inerenti alla velocità di raffreddamento, è stato
ritenuto opportuno utilizzare tali campioni per la successiva caratterizzazione metallografica
essendo stati interessati da condizioni di solidificazione omogenee. Da ciascuna sezione sono stati
ricavati provini per l’analisi metallografica, prelevati trasversalmente rispetto a ciascuna delle
sezioni. Le indagini metallografiche sono state eseguite attraverso microscopia ottica, dopo
lucidatura superficiale dei campioni e successivo attacco elettrolitico con acido ossalico al 10%.
5.3.1.1. Analisi chimica
L’analisi chimica condotta sui campioni prelevati alla base dei lingotti, riportata in tab.5.2, denota
uno certo scostamento dai valori previsti per alcuni degli elementi di base della lega, in particolare
un contenuto lievemente inferiore di rame ed una più elevata percentuale in peso di carbonio.
Lingotto
C
S
Ni
Cr
Cu
P
A
B
C
D
E
F
G
H
media
dev.st.
(range)
0.100
0.090
0.093
0.085
0.093
0.100
0.100
0.092
0.090
0.005
0.005
0.004
0.005
0.005
0.005
0.005
0.005
0.005
3.03
3.03
3.05
3.08
3.12
3.08
3.11
3.08
3.07
18.23
18.13
18.09
18.12
18.73
18.29
18.56
19.32
18.43
1.90
1.95
1.95
1.90
1.91
1.90
1.95
1.98
1.93
0.004
0.006
0.005
0.005
0.006
0.005
0.005
0.007
0.01
Si
N
Mn
0.36
0.42
0.38
0.39
0.4
0.4
0.43
0.42
0.40
0.18
0.40
0.18
0.37
0.40
0.37
0.41
0.58
0.18
0.58
5.63
4.3
10.06
7.87
7.91
7.87
11.27
7.73
4.3
11.27
0.005 0.0003 0.03 0.424 0.03 0.001 0.023
Obiettivo
N
Mn
0.19
0.41
0.19
0.35
0.35
0.35
0.41
0.55
0.19
0.55
5.65
4.20
10.35
8.00
8.00
8.00
11.80
8.00
4.2
11.8
Tabella 5.2. Analisi chimica dei campioni prelevati alla base dei lingotti
114
Capitolo 5. Attività sperimentale
Per quel che concerne gli elementi variabili, manganese ed azoto, sono state invece conseguite
composizioni variabili con una congruenza più che soddisfacente rispetto alla distribuzione
illustrata in fig.5.1, tale quindi da consentire il mantenimento del tipo d’approccio statistico
stabilito. La distribuzione dei tenori d’azoto e manganese rilevata nei campioni prelevati dai lingotti
è riportata in fig.5.5.
Figura 5.5. Distribuzione dei tenori d’azoto e manganese nei lingotti
rispetto a quanto previsto dal piano di sperimentazione
5.3.1.2. Trasformazione e qualificazione dei lingotti
I lingotti fabbricati sono stati sottoposti ad una trasformazione in laboratorio consistente in un
trattamento termico d’omogeneizzazione, sbozzatura e laminazione a caldo, in modo tale da poter
disporre di materiale idoneo alla qualificazione meccanica ed effettuare quindi una valutazione delle
proprietà d’impiego dei materiali.
La sbozzatura e la successiva laminazione sono state svolte utilizzando sezioni longitudinali dei
lingotti, al fine di consentire il raggiungimento di uno spessore finale idoneo alla caratterizzazione
senza dover ricorrere a riscaldi intermedi. In particolare, l’omogeneizzazione è consistita in un
riscaldamento in forno a muffola alla temperatura di 1250-1260°C per un tempo di circa 40’, al
termine del quale i semi-lingotti sono stati sottoposti a sbozzatura e laminazione a caldo ad una
temperatura di 1050-1100°C, con una temperatura di fine laminazione non inferiore a 900-950°C. I
prodotti così ottenuti sono stati sottoposti a tempra.
La qualificazione meccanica è stata effettuata in seguito a ricottura di ricristallizzazione dei
laminati a caldo, consistita in un riscaldo con permanenza a 1220°C per 10s, attraverso prove di
durezza e di trazione uni-assiale eseguite conformemente alla norma ISO 80.
5.3.2. Rifusioni laser
Lo studio dell’effetto di condizioni di raffreddamento rapide sugli aspetti connessi alla
solidificazione d’acciai inossidabili austenitici a ridotto tenore di nickel, è stato effettuato attraverso
115
Capitolo 5. Attività sperimentale
rifusioni locali tramite saldatura laser, in diverse condizioni d’avanzamento del fronte di
solidificazione, di campioni di laminati piani di provenienza industriale.
La scelta di impiegare materiale differente da quello prodotto in laboratorio è stata motivata dalla
necessità di disporre di quantità consistenti di campioni, per ottimizzare le condizioni di saldatura
prima di poter variarne i parametri operativi. Gli acciai sono stati forniti dallo stabilito siderurgico
ThyssenKrupp-Acciai Speciali Terni e, per motivi di riservatezza, le composizioni sono riportate
solamente in forma parziale. In particolare, sono riportati i tenori d’azoto e manganese, mentre tutti
gli altri elementi, in ogni caso riconducibili al sistema indicato in tab.5.1, sono stati sintetizzati
attraverso un rapporto Creq/Nieq in accordo alla definizione degli equivalenti di Cr e Ni avanzata da
Sanchez [1 ], specificatamente definita per gli acciai inossidabili austenitici a ridotto tenore di
nickel.
Laminato N Mn Creq
Nieq Creq/Nieq
A-1
0.19 7.21 19.070 10.025 1.902
B-1
0.33 8.01 18.939 13.391 1.414
C-1
0.32 7.89 19.047 12.659 1.505
D-1
0.18 9.72 17.656 11.206 1.576
Tabella 5.3. Composizioni dei laminati piani utilizzati per le rifusioni laser
L’insieme dei dati relativi alle composizioni chimiche riportati in tab.5.3 è rappresentativo di uno
spettro d’indagine ampio, se si tiene conto della variazione del rapporto Creq/Nieq fra i quattro
acciai. E’ bene evidenziare come le composizioni considerate possano essere suddivide in due
sottoinsiemi, corrispondenti ad altrettanti ristretti intervalli d’azoto, il primo dei quali comprendente
i laminati A-1 e D-1 (0.18-0.19%N) e l’altro costituito dagli acciai B-1 e C-1 (0.32-0.33%N).
All’interno di ciascun sottoinsieme, si osserva una significativa variazione del rapporto Creq/Nieq,
ragion per cui è stato possibile far rientrare tale parametro all’interno dei fattori oggetto di studio
per quel che concerne l’influenza sulla modalità di solidificazione primaria.
Lo studio delle modalità di solidificazione è stato svolto attraverso indagini metallografiche
condotte nelle zone fuse di cordoni di saldatura laser, realizzati su campioni di laminati piani dei
diversi acciai indicati in tab.5.3. I cordoni sono stati realizzati impiegando una sorgente laser con
una potenza costante di 1.3kW, in atmosfera protetta da Argon, ed una velocità d’esecuzione delle
passate variabile in un intervallo compreso fra 10 e 200mm/s. Ciascun cordone è stato
successivamente sottoposto ad indagine metallografica realizzando sezioni in pianta e trasversali
rispetto alla direzione di passata. Le indagini metallografiche sono state eseguite, anche per la serie
di campioni così prodotta, attraverso microscopia ottica, dopo lucidatura superficiale e successivo
attacco elettrolitico dei campioni con acido ossalico al 10% o per colorazione di tipo Beraha. La
metodologia d’indagine relativa a quest’ultimo attacco si basa su un principio di selezione chimica,
per cui le zone a differente composizione, come le isole di ferrite-δ o gli arricchimenti d’elementi
nobili, come il nickel, sono evidenziate con colori differenti.
La correlazione delle condizioni di solidificazione alle microstrutture osservate è avvenuta in
conformità a quanto descritto nel paragrafo 2.2.1, in riferimento alla distribuzione, lungo
l’interfaccia solido/liquido della pozza di saldatura, dei valori di velocità d’avanzamento del fronte
solido e di gradiente di temperatura. L’osservazione delle microstrutture è avvenuta lungo l’asse
longitudinale del cordone, corrispondente alla posizione in cui la velocità d’accrescimento V
coincide con quella d’avanzamento della sorgente termica Vb. Non sono state invece effettuate stime
concernenti il gradiente termico, in quanto, come si è già avuto modo di considerare, tale parametro
è di scarsa influenza sulle velocità critiche di transizione da un modo di solidificazione all’altro.
116
Capitolo 5. Attività sperimentale
5.4. Solidificazione a basse velocità di raffreddamento
La solidificazione degli acciai inossidabili austenitici a ridotto tenori di nickel è stata valutata, in
questa parte dell’attività sperimentale, in relazione a condizioni di modeste velocità di
raffreddamento, riconducibili a processi industriali quali la solidificazione direzionale, la colata
continua convenzionale o la solidificazione in lingotto. In particolare, la velocità di raffreddamento
attesa per queste condizioni d’estrazione del calore è dell’ordine di 10-1-101 K/s.
L’attività sperimentale qui di seguito illustrata, è consistita nell’esame macro/microstrutturale dei
lingotti sperimentali d’acciai austenitici a ridotto tenore di nickel, la cui composizione è riportata in
tab.5.2. I risultati delle caratterizzazioni sono stati confrontati con le previsioni termodinamiche
deducibili dal codice termodinamico di calcolo degli equilibri Thermocalc, essendo le condizioni
sperimentali investigate quelle che più si approssimano a tale riferimento di natura teorica.
Il paragrafo si conclude con la caratterizzazione meccanica dei prodotti di trasformazione dei
lingotti, realizzata per poter compiere una stima dell’attitudine all’impiego degli acciai investigati.
5.4.1. Previsioni termodinamiche
Nel presente paragrafo sono riportate le previsioni termodinamiche all’equilibrio relative
all’intervallo di composizioni riportato in tab.5.1, oltre ché dei singoli sistemi costituiti dalle
composizioni dei lingotti riportate in tab.5.2. Tali previsioni sono state realizzate attraverso l’uso
del codice di calcolo Thermocalc e del database Fe-DATA, e sono state impiegate quale riferimento
alle evidenze sperimentali che emergeranno successivamente dalle indagini metallografiche.
Ciò allo scopo di valutare tendenze e limiti nell’applicazione dei modelli termodinamici
previsionali, relativamente a sistemi complessi quali gli acciai inossidabili a ridotto tenore di nickel,
in condizioni di solidificazione prossime all’equilibrio.
5.4.1.1. Diagrammi pseudo-ternari
Allo scopo di definire adeguatamente l’”ambiente” termodinamico cui fanno riferimento gli acciai
inossidabili austenitici a ridotto tenore di nickel, sono qui riportate alcune considerazioni relative
allo studio del comportamento in solidificazione del sistema pseudo-ternario Fe-Mn-N. Il prefisso
“pseudo” indica che il sistema considerato non è propriamente un ternario, poiché ne fanno parte
anche altri elementi di lega, e specificatamente quelli riportati in tab.5.1; le variazioni d’azoto e
manganese sono state quindi effettuate considerando fisse le percentuali in peso di C, Ni, Cr, Cu, Si,
e bilanciate modificando il tenore di ferro in modo tale da conservare costante la quantità di massa
del sistema.
In tal modo sono state realizzate delle sezioni isoterme, a temperature decrescenti di 10°C
nell’intervallo 1420°C-1310°C, in cui è stata valutata l’evoluzione delle quattro fasi prese in
considerazione, ovvero liquido, gas, γ-austenite (fcc) e δ-ferrite (bcc). L’insieme dei diagrammi così
realizzato è riportato in fig.5.6a-b, in cui la fase liquida residua, eventualmente contenente gas al
suo interno, è indicata in grigio, e il campo di (co)esistenza della fase austenitica (fcc) è stato invece
colorato in rosa.
Dall’esame delle diverse sezioni isoterme scaturiscono diverse considerazioni:
¾ Il sistema considerato solidifica all’equilibrio in modalità ferritica primaria (di tipo
FA o FE) nell’intero spettro di valori d’azoto e manganese considerato. Nei primi
117
Capitolo 5. Attività sperimentale
stadi della solidificazione l’effetto di un aumento del tenore d’azoto si riflette
principalmente nel superamento del suo limite di solubilità nel liquido, per cui è
prevista la nucleazione di una fase gassosa nel liquido in equilibrio con la fase
ferritica già formatasi. L’effetto di un incremento del manganese, oltre a spostare la
superficie di liquidus verso temperature inferiori, analogamente a quanto accade per
l’azoto, è quello di aumentare la solubilità di tale elemento attraverso la riduzione
della sua attività nel bagno, per cui il campo di stabilità del liquido, privo di fase
gassosa al suo interno, diviene più ampio.
¾ L’austenite si forma come prodotto di solidificazione secondario, e la quantità
presente di tale fase risulta influenzata prevalentemente dal tenore d’azoto, ed in
misura minore da quello del manganese. In particolare, dall’esame della sezione a
1390°C, si evince come la comparsa della fase austenitica si osservi muovendosi in
una direzione pressoché parallela a quella d’incremento del tenore d’azoto. L’effetto
del manganese, oltre certi tenori, è invece quello di restringere l’area corrispondente
alla sezione della regione peritettica con il piano isotermo. Tale effetto è ben
evidenziato anche dalle sezioni isoterme a 1380°C e 1390°C, in cui si può osservare
un andamento del secondo ordine nella curva d’equilibrio fra l’austenite e la ferrite,
sia in presenza di liquido (area peritettica) che allo stato solido; per tenori di
manganese fino al 3-6%, con la tendenza ad un aumento di tale soglia al decrescere
della temperatura, tale equilibrio si sposta a favore della stabilità della fase
austenitica, mentre per valori superiori il campo d’esistenza della fase ferritica si
estende poi con andamento monotono. In tal senso trovano riscontro alcune
indicazioni presenti in letteratura [2 ] circa un effetto moderatamente
austenitizzante del manganese sino a valori di tale elemento pari al 6%, e stabilizzante
della ferrite per tenori superiori.
¾ La solidificazione prosegue con la trasformazione peritettica L+δ→ γ, con presenza di
gas all’interno del liquido nel caso di elevati tenori d’azoto e modesti valori
percentuali di manganese. Per alti valori di azoto, e tenori intermedi di manganese, la
trasformazione peritettica giunge a completamento in presenza di liquido residuo, per
cui la solidificazione prosegue con accrescimento della sola fase austenitica. A
1310°C la solidificazione è quasi del tutto completa, mentre minime quantità di
liquido residuo ancora da solidificare sono previste solamente nel caso di tenori di
manganese superiori al 14%.
118
Capitolo 5. Attività sperimentale
Figura 5.6-a. Sezioni isoterme del sistema pseudo-ternario Fe-Mn-N riferito alla composizione di tab.5.1
119
Capitolo 5. Attività sperimentale
Figura 5.6-b. Sezioni isoterme del sistema pseudo-ternario Fe-Mn-N riferito alla composizione di tab.5.1
120
Capitolo 5. Attività sperimentale
5.4.1.2. Cammini di solidificazione
Vengono di seguito riportate le previsioni termodinamiche dei cammini di solidificazione dei
sistemi rappresentati dagli acciai colati in laboratorio, aventi le composizioni riportate in tab.5.2.
Anche in questo caso si è fatto ricorso al codice di calcolo Thermocalc, ed al database Fe-DATA.
Le fasi prese in considerazione sono state le medesime riportate nel sottoparagrafo precedente,
ovvero liquido, gas, γ-austenite (fcc) e δ-ferrite (bcc).
L’insieme delle previsioni, unitamente alle temperature caratteristiche del percorso di
solidificazione, è riportato in tab.5.4.
Taus
Tsol
(°C)
(°C)
1384.24
1359.15
A
1432.26
L→L+δ→L+δ+γ→δ+γ→γ
(67.82%δ) (45.44%δ)
1388.17
1370.49
L+gas→L+δ+gas→L+δ+γ+gas→
B
1430.31
(73.67%δ) (36.87%δ)
δ+γ+gas→γ+gas→γ
1366.24
1336.60
C
1412.09
L→L+δ→L+δ+γ→δ+γ→γ
(62.64%δ) (39.15%δ)
1382.65
1355.53
L+gas→L→L+δ→L+δ+gas→
D
1409.70
(51.92%δ)
(9.44%δ)
L+δ+γ+gas→L+δ+γ→δ+γ→γ
1378.47
1350.35
L+gas→L→L+δ→L+δ+gas→
E
1405.99
(51.58%δ) (8.69%δ)
L+δ+γ+gas→L+δ+γ→δ+γ→γ
1381.82
1352.44
L+gas→ L+δ+gas→L+δ+γ+gas→
F
1406.61
(48.47%δ)
(3.02%δ)
L+δ+γ→δ+γ→γ
1373.60
1331.83
G
1388.70
L→L+δ→L+δ+γ→δ+γ→γ
(22.23%δ) (2.67%δ)
1373.59
L+gas→ L+δ+gas→L+δ+γ+gas→
H
1404.28
1348.52
(55.37%δ)
L+γ+gas →γ+gas→γ
Tabella 5.4. Previsioni del cammino di solidificazione degli acciai colati in laboratorio,
le cui composizioni sono riportate in tab.5.2
Lingotto Percorso di solidificazione teorico
Tliq
(°C)
L’esame delle previsioni riportate in tab.5.4 consente di svolgere alcune considerazioni, la prima
delle quali utile a confermare l’indicazione già emersa nello studio del sistema pseudo-ternario FeMn-N, secondo cui nell’intero spettro di composizioni considerato la modalità di solidificazione
primaria è di tipo ferritico, con formazione di austenite per trasformazione peritettica.
In secondo luogo, la nucleazione di fase gassosa all’interno del liquido è esclusa soltanto in tre
degli otto sistemi considerati, corrispondenti alle composizioni con il minor tenore d’azoto ed una
sola con un contenuto maggiore di tale elemento (lingotto G, 0.41%N), alla quale tuttavia è
associato il tenore di manganese in assoluto più alto. La condizione di nucleazione è superata in
larga misura già a temperature superiori alle rispettive Tliq nei sistemi corrispondenti ai lingotti B
ed H, in cui la fase gassosa supera durante la solidificazione la percentuale in peso dello 0.2%. In
alcuni dei sistemi considerati (D ed E), la condizione di nucleazione di verifica invece solo in
presenza di un certo tenore di fase solida, come conseguenza del previsto arricchimento d’azoto
nel liquido residuo per effetto della partizione d’elementi austenitizzanti dalla fase ferritica.
Tale situazione può essere riassunta in modo rappresentativo dal grafico di fig.5.7, in cui nel
diagramma N-Mn è stata sovrapposta, rispetto ai tenori dei due elementi, anche la curva del limite
di solubilità dell’azoto, calcolata rispetto alla composizione media degli altri elementi di lega
riportata in tab.5.2. Nel diagramma di fig.5.7, la curva limite di solubilità è stata tracciata
121
Capitolo 5. Attività sperimentale
intersecando la superficie corrispondente al limite di solubilità dell’azoto nel sistema considerato
con la superficie di liquidus. La posizione dei punti rispetto a tale curva risulta pertanto indicativa
della presenza di fase gassosa al momento d’inizio solidificazione; rispetto agli specifici sistemi
considerati, tale indicazione si scosta lievemente da quanto riportato in tab.5.4 per i sistemi a
ridosso del limite, associati alle composizioni dei lingotti D,E ed F. La rappresentazione di fig.5.7
va ritenuta quindi di carattere qualitativo, e nel proseguimento della trattazione, per una previsione
più corretta, si è fato comunque riferimento ai cammini di solidificazione riportati in tab.5.4.
14
12
G
Mn (wt %)
10
nitrogen
solubility
limit
C
D-F
8
E
H
6
A
4
2
0,10
B
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,60
N (wt %)
Figura 5.7. Posizione del limite di solubilità rispetto ai tenori d’azoto e manganese del sistema
considerato
.
5.4.2. Esame macrostrutturale
I lingotti fabbricati sono stati sezionati longitudinalmente e sottoposti ad esame macrografico,
per la valutazione d’eventuali effetti della nucleazione d’azoto in forma gassosa durante la
solidificazione.
L’insieme delle documentazioni relative alle sezioni dei lingotti è riportata in fig.5.8. Da esse si
può evincere come le previsioni termodinamiche siano congruenti con ciò che si è manifestato
nella solidificazione dei diversi acciai.
Gli unici casi in cui la porosità interna può essere attribuita alla sola formazione del cono di ritiro
del lingotto, sono quelli riconducibili alle composizioni A,C e G le quali, rispetto al diagramma di
fig.5.7, sono associate ai punti più distanti dal limite di solubilità dell’azoto.
Nei lingotti B ed H, ed in misura minore anche il D, la nucleazione dell’azoto in forma gassosa si
è manifestata invece in modo molto evidente, determinando la formazione di pori uniformemente
distribuiti nella struttura del lingotto, in sovrapposizione alla cavità da ritiro osservata nella parte
superiore. Nel diagramma di fig.5.7, i punti B ed H corrispondono alle composizioni che superano
ampiamente il limite di solubilità dell’azoto in fase liquida.
Una condizione intermedia è stata invece riscontrata nel caso dei lingotti E ed F, le cui
composizioni sono poste a ridosso del limite di solubilità di fig.5.7, e nei quali la porosità dovuta
alla formazione di bolle di gas nel liquido è presente ma localizzata in corrispondenza dell’asse
longitudinale del lingotto e prevalentemente disposta nella parte superiore.
122
Capitolo 5. Attività sperimentale
Figura 5.8. Macrostrutture dei lingotti
123
Capitolo 5. Attività sperimentale
La localizzazione della porosità dovuta alla nucleazione d’azoto in forma gassosa può essere
giustificata in base alla legge di Sievert, citata in sede introduttiva, che deriva dall’equilibrio
chimico:
(1)
1
{N 2 } → [N ]
2
per il quale la costante d’equilibrio è data dalla:
(2)
K=
f N [% N ]
(p )
0.5
N2
Affinché l’azoto soprasaturo possa formare una nuova fase in seno al liquido, occorre che la sua
attività sia tale per cui la pressione parziale associata superi la somma della pressione locale e della
tensione interfacciale del liquido stesso [3-4 ]. L’attività dell’azoto è funzione della sua
concentrazione nel liquido attraverso il coefficiente fN, che dipende a sua volta dal tenore degli altri
elementi in soluzione [5 ]. Il cromo ed il manganese, oltre a Ti, Zr, e V, che tuttavia non fanno
parte del sistema considerato, sono gli elementi che maggiormente concorrono a ridurre l’attività
dell’azoto nel bagno per effetto di una riduzione del coefficiente fN.
Per quel che concerne il valore di pressione locale con cui l’attività dell’azoto deve essere
confrontata, esso può essere determinato attraverso la somma dei contributi della pressione
atmosferica pa, e della pressione ferrostastica locale pfer. L’altro termine che interviene
nell’equilibrio, la tensione interfacciale associata alla nucleazione della fase gassosa, può essere
2σ g ,l
.
espresso attraverso la nota relazione di Laplace nella forma
r
Sulla base di tali considerazioni, nelle condizioni reali di solidificazione dei lingotti, si può
costatare che la porzione di volume corrispondente alla loro base costituisce la regione dove le
condizioni di nucleazione si raggiungono con più difficoltà. La ragione risiede nel fatto che
localmente la pressione ferrostatica raggiunge i valori più elevati, per via della quantità di liquido
che v’insiste sopra. Inoltre l’acciaio in contatto con la lingottiera solidifica comunque in condizioni
relativamente rapide, per cui la scala della microstruttura degli strati corticali è sufficientemente
fine da limitare la nucleazione della fase gassosa al proprio interno, giacché la tensione
interfacciale, associata alla formazione di bolle con raggi di curvatura molto piccoli, sarebbe in
ogni caso così elevata da superare la pressione parziale locale dell’azoto. Tale considerazione vale
per l’intera superficie del lingotto, per cui effettivamente la zona più favorevole alla nucleazione
d’azoto in forma gassosa rimane la parte centrale e superiore dei lingotti, dove la pressione
ferrostatica si approssima al valore atmosferico e la scala della microstruttura è così grossolana da
consentire la formazione di bolle con ampi raggi di curvatura, e quindi con relativamente modesta
tensione interfacciale.
Le considerazioni precedenti consentono quindi di giustificare la distribuzione delle porosità
nelle strutture dei lingotti. Nel caso degli acciai relativi alle composizioni E ed F, che si collocano
a ridosso del limite di solubilità dell’azoto in fase liquida, la nucleazione si verifica solo dove le
condizioni fisiche e microstrutturali sono più favorevoli alla formazione della nuova fase, ovvero
la parte alta e centrale dei lingotti. Per le composizioni dei sistemi B ed H, tali condizioni sono
ampiamente superate anche nelle regioni teoricamente più sfavorevoli, nel primo caso poiché il
modesto tenore di manganese non riduce adeguatamente l’attività dell’azoto nel bagno metallico,
nel secondo caso perché il tenore d’azoto stesso è così elevato che la pressione parziale legata alla
sua attività è comunque tale da vincere la tensione interfacciale e superare i diversi contributi alla
determinazione della pressione locale del liquido.
124
Capitolo 5. Attività sperimentale
5.4.3. Esame microstrutturale
In fig.5.9 è riportata la documentazione relativa all’indagine metallografica condotta sui
campioni prelevati alla base dei lingotti [6 ]. Non è riportata la documentazione relativa al
campione del lingotto H, in quanto l’attacco non ha evidenziato alcuna differenza microstrutturale.
Dalla natura e morfologia della microsegregazione evidenziata dall’attacco metallografico, si
può evincere come i campioni relativi ai lingotti A-G siano caratterizzati da una struttura
austenitica, con tracce di ferrite-δ residua, solidificata in modalità ferritica primaria. La
disposizione della fase ferritica evidenziata dall’attacco metallografico, infatti, corrisponde agli
assi della struttura, ed è perciò indicativa del fatto che tale fase è quella che si è accresciuta per
prima nel liquido.
La morfologia della microstruttura è apparsa chiaramente risolta soltanto nel caso dei campioni
provenienti dai lingotti A e C, e la ferrite-δ osservata in questi casi è stata rispettivamente di natura
lamellare (A) e dendritica a carattere vermicolare (C). A riscontro di tale evidenza, sono state
svolte misure della presenza di fase magnetica, che hanno rivelato valori positivi della percentuale
in volume di tale fase soltanto nel caso dei lingotti A e C, in tenori rispettivamente del 6.6% e
6.1%. Poiché in nessun caso, durante l’indagine metallografica, è stata riscontrata la presenza di
martensite α’, alla quale si sarebbe potuto attribuire il ferromagnetismo rilevato nei campioni dei
lingotti A e C, si può affermare che in questi due casi, e limitatamente ad essi, la microstruttura
rivelata dall’attacco risulta costituita da austenite ed isole di ferrite-δ residua. Negli altri casi, ciò
che l’attacco metallografico ha evidenziato è stata solamente una microsegregazione
rappresentativa dei primi istanti della solidificazione; durante il raffreddamento si è in altri termini
raggiunto il completamento della trasformazione δ → γ , sebbene i processi diffusivi contestuali e
successivi alla solidificazione non siano stati in grado, ad eccezione plausibilmente del lingotto H,
di omogeneizzare la partizione degli elementi legata all’accrescimento della fase ferritica primaria.
Per quanto concerne la velocità di raffreddamento cui sono associate le microstrutture osservate,
l’esame della micrografia del campione prelevato dal lingotto C consente di effettuarne una stima
attraverso la misura della spaziatura dendritica secondaria, proporzionale al valore diT& (K/s)
secondo la seguente relazione, analoga a quanto riportato in 2.2.3:
(3)
λ2 = kT& −α
in cui i valori delle costanti α e k sono stati definiti da vari autori in seguito ad osservazione di
strutture di solidificazione di differenti acciai inossidabili prodotti in colata continua. In base ai
parametri di Sugiyama [7 ], per cui α=0.45 e k=68, ad una SDAS misurata nel campione del
lingotto C pari a 17.78±2.15µm, corrisponderebbe una velocità di raffreddamento di
19.63±5.45K/s. Impiegando i parametri di Wolf [8 ], definiti per la colata continua di AISI 310,
per cui α=0.38 e k=44, alla medesima misura di SDAS può essere associato un valore di velocità
di raffreddamento pari a 10.83±3.59K/s. Entrambi i valori medi risultano quindi comparabili e,
sebbene determinati attraverso relazioni tarate per strutture di solidificazione di acciai inossidabili
convenzionali, consentono di affermare con un sufficiente grado di approssimazione che la
caratterizzazione microstrutturale qui esposta si riferisce a velocità di raffreddamento non superiori
a 101 K/s, che ricadono quindi nell’intervallo di condizioni di estrazione del calore attese per i
processi di solidificazione direzionale o di colata continua convenzionale, tipicamente fra i più
lenti.
Esaminando i risultati della caratterizzazione metallografica alla luce delle variazioni dei tenori
di azoto e manganese nelle colate sperimentali, a fronte di una sostanziale invarianza del modo di
solidificazione primario nello spettro di composizioni investigato, ciò che emerge è un forte effetto
125
Capitolo 5. Attività sperimentale
austenitizzante dell’azoto, ed un contributo molto più blando del manganese, ai fini della
determinazione della microstruttura finale a temperatura ambiente.
Nonostante la scarsità di valori utili misurati, è stata compiuta una regressione statistica delle
percentuali in volume di ferrite-δ rilevate, al fine di correlare tale parametro microstrutturale con le
variazioni dei tenori di azoto e manganese all’interno delle forcelle riportate in tab.5.2. Il risultato
dell’operazione è la seguente relazione lineare (R=0.83):
(4)
Ferrite ( %vol ) = 8.24 − 19.33% N + 0.042% Mn
Il risultato della relazione (4) è significativamente sensibile solo ad una variazione del tenore di
azoto. In particolare, in base alla (4) si può prevedere il conseguimento, nelle medesime condizioni
di raffreddamento che hanno interessato localmente la base dei lingotti, di una struttura
completamente austenitica per tenori di azoto superiori allo 0.43-0.45%, in corrispondenza dei
quali la (4) assume segno negativo, e minime tracce di ferrite-δ (2%) nella struttura per tenori
superiori allo 0.33-0.35%.
In letteratura, come discusso in sede introduttiva nel paragrafo 3.2, sono riportati dei modelli di
previsione della microstruttura a temperatura ambiente, la cui validità si estende anche al campo
degli acciai inossidabili austenitici ad alto tenore di azoto, che risultano tuttavia definiti in
condizioni di raffreddamento significativamente diverse da quelle sperimentate nella presente
parte di attività sperimentale. Tenendo presenti le differenze in termini di scala delle
microstrutture, e quindi di efficacia dei processi diffusivi tra le diverse condizioni operative, si può
comunque effettuare una panoramica delle previsioni ottenibili attraverso i vari modelli, utile a
verificarne la coerenza nello spettro di composizioni investigato.
Per la formulazione di previsioni del comportamento in solidificazione di acciai della famiglia
degli austenitici a ridotto tenore di nickel, si può in prima istanza prendere in esame il modello di
Hull [2 ], definito attraverso l’esame di microstrutture realizzate con la tecnica di chill-casting.
Hull sfruttò il criterio già introdotto da Schaeffler, secondo cui acciai di composizione differente
possono essere confrontati attraverso la definizione di equivalenti del nickel e del cromo.
Nell’insieme degli elementi investigati, Hull incluse anche l’azoto, sebbene il limite superiore di
variazione di tale elemento negli acciai esaminati non fosse superiore allo 0.15%.
Hull arrivò a definire nuovi coefficienti per la determinazione di Nieq e Creq:
(5)
⎧⎪ Nieq = % Ni + %Co + 0.1% Mn − 0.01( % Mn )2 + 18% N + 30%C
⎨
⎪⎩Creq = %Cr + 1.5% Mo + 1.5%W + 0.5% Si + 2.3%V + 1.75% Nb
Si può notare come, fra gli elementi che contribuiscono alla determinazione del Nieq, compaia il
manganese, sebbene con un coefficiente in assoluto modesto e che presenta inoltre un andamento
del second’ordine. Secondo Hull, la condizione per la formazione di strutture completamente
austenitiche può essere riassunta dalla seguente relazione:
(6)
Nieq > (Creq − 8)
Relativamente all’insieme di composizioni riportato in tab.5.2, prendendo in considerazione i
valori medi di tutti gli elementi ad eccezione di azoto e manganese, in base alle relazioni (5) è
prevista una variazione del Nieq, in funzione del tenore di questi due elementi, in un intervallo
compreso fra 8.75% e 15.9%, essendo il Creq costante e pari al 18.75%. Tale variabilità del Nieq è
da attribuirsi prevalentemente all’effetto dell’azoto, ed in misura molto minore del manganese.
126
Capitolo 5. Attività sperimentale
Figura 5.9. Micrografie dei campioni prelevati alla base dei lingotti dopo attacco metallografico con acido ossalico al 10%.
127
Capitolo 5. Attività sperimentale
Secondo quanto affermato da Hull, nella famiglia di acciai considerata nel presente lavoro,
sarebbe prevedibile il conseguimento in solidificazione di un’ampia serie di microstrutture in
funzione del Nieq.
Per i valori inferiori di tale parametro, è prevista una struttura costituita da austenite, martensite
e ferrite-δ; al crescere del Nieq dovrebbe essere osservata prima una scomparsa della martensite, e
successivamente della ferrite-δ. Tali previsioni trovano solo parziale riscontro sperimentale, dal
momento che in nessun caso è stata osservata nei campioni esaminati la presenza di martensite,
mentre tenori di ferrite-δ residua sono stati effettivamente riscontrati negli acciai con il minor
tenore di azoto.
Trascurando l’inconsistenza relativa alle previsioni microstrutturali associate ai valori minimi di
Nieq, alcune ulteriori considerazioni possono essere svolte attraverso l’applicazione della relazione
(6) alla famiglia di acciai considerata nel presente lavoro, tenendo comunque presente che si tratta
di un’estrapolazione ad un intervallo di variabilità del tenore di azoto notevolmente superiore al
range in cui le relazioni (5) risultano tarate. Inserendo nella (6) i valori medi degli altri elementi di
lega, riportati in tab.5.2, si giunge alla condizione:
(7)
% N > 0.27 −
0.1% Mn − 0.01% Mn 2
18
in base alla quale, per il conseguimento di una struttura completamente austenitica, è possibile
individuare una soglia del tenore di azoto pari allo 0.28-0-29%, soglia che risulta ben poco
influenzata (±0.013%) da una variazione del tenore di manganese nell’intervallo compreso fra il 4
ed il 12%.
Un ulteriore modello cui si può far riferimento, è quello elaborato da Sanchez [1 ], anche in
questo caso definito sulla base di analisi di campioni prodotti attraverso la tecnica di chill-casting.
Relativamente agli scopi del presente lavoro, tale modello gode del beneficio di essere tarato in un
insieme di intervalli compositivi dei principali elementi di lega che comprende interamente il
sistema indicato in tab.5.2. Analogamente ad altri autori, Sanchez giunse a definire nuovi
coefficienti per il calcolo degli equivalenti del cromo e del nickel:
(8)
⎧⎪ Nieq = % Ni + 0.35%Cu + 22.7% N + 27.4%C
⎨
⎪⎩Creq = %Cr + 1.25% Mo + 0.7% Si + 0.05% Mn
in base ai quali al manganese, inserito nel novero degli elementi che concorrono alla
determinazione del Creq, è attribuito un modesto effetto ferritizzante. Sanchez giunse inoltre a
definire una relazione sperimentale per la previsione del tenore percentuale in volume di ferrite-δ
residua:
(9)
Ferrite ( %vol ) = −35.2 + 3.6Creq − 2.75 Nieq
La relazione (9), in base a studi paralleli condotti da Sanchez su lingotti di composizione analoga
ma di dimensione maggiore, trova validità anche nel caso in condizioni di raffreddamento più lente
del chill casting, limitatamente tuttavia ad acciai aventi rapporto Creq paragonabile alla famiglia
degli AISI 316. Nel caso di acciai meno legati, in condizioni di solidificazione lenta, la relazione
(9) sottostima invece i valori di ferrite-δ residua effettivamente misurati.
Una conferma di tale indicazione proviene dall’applicazione della relazione (9) ai singoli sistemi
rappresentati dalle composizioni dei lingotti A e C, per i quali sono previsti tenori di ferrite-δ
residua pari rispettivamente al 3.4% e 4.2%. Tali valori risultano effettivamente sottostimati
128
Capitolo 5. Attività sperimentale
rispetto a quanto misurato sperimentalmente nel presente lavoro, in ragione dell’influenza sulla
microstruttura finale della velocità di raffreddamento, molto più blanda nel caso della colata in
lingotto rispetto ad un processo come il chill casting.
La relazione (9), applicata alla famiglia di composizioni dei lingotti sperimentali, può essere
esplicitata nuovamente attraverso i valori medi degli altri elementi presenti, giungendo ad
un’espressione analoga alla (7) per la previsione di una microstruttura completamente austenitica:
(10)
% N > 0.248 + 0.0028% Mn
La relazione (10) indica una soglia non molto differente da quanto emerso applicando il modello
di Hull. Considerando infatti il tenore più elevato di manganese previsto dall’intervallo di tab.5.2,
al quale secondo Sanchez può essere quindi associato il massimo effetto ferritizzante, la relazione
(10) assume valori negativi per tenori percentuali di azoto superiori allo 0.27%, coerentemente
quindi con la previsione di Hull.
Un ulteriore modello applicabile per la definizione dei limiti di stabilità della fase austenitica,
definito tuttavia relativamente ad acciai inossidabili austenitici nickel-free, è stato proposto da
Hsiao [9 ], secondo cui, per tenori di Mn compresi fra il 5 ed il 14%, la percentuale complessiva
in peso di C ed N necessaria per conseguire una struttura formata da sola austenite è data dalla
seguente espressione:
(11)
%(C + N ) = 0.078(%Cr − 12.5)
La relazione (11) va poi confrontata con i diagrammi di stabilità, tracciati dallo stesso Hsiao,
attraverso i quali è possibile individuare una relazione fra il tenore di carbonio e quello di cromo
per il conseguimento di una struttura esente dalla precipitazione di carburi ad alta temperatura
(1150°). Un esempio di tali diagrammi è riportato in fig.5.10.
Figura 5.10 .Stabilità degli acciai Fe-C-Cr-Mn nei confronti della precipitazione dei carburi
Un’ulteriore relazione definita da Hsiao riguarda la stima della presenza di fase martensitica
nelle microstrutture a temperatura ambiente degli acciai inossidabili austenitici privi di nickel,
valutata attraverso il computo del parametro Ms in base alla seguente espressione:
(12)
M s ( °C ) = 0.56{75 (14.6 − Cr ) + 110 ( 8.9 − Ni ) + 60 (1.33 − Mn )
+50 ( 0.47 − Si ) + 3000 ⎡⎣0.068 − ( C + N ) ⎤⎦ − 32}
La relazione (11), applicata al sistema indicato in tab.5.2 sostituendo i tenori medi di carbonio e
di cromo, fornisce il valore di 0.37%N come soglia per il conseguimento di una struttura
129
Capitolo 5. Attività sperimentale
completamente austenitica. Tale valore può essere confrontato solo qualitativamente sia con
quanto emerso dalla sperimentazione condotta, sia con i risultati dei modelli esaminati, in quanto
non sono stati presi in considerazione due elementi fortemente austenitizzanti come il nickel ed il
rame. Ipotizzando, ad esempio, che tali elementi possano essere sostituiti all’azoto attraverso
appropriati equivalenti, è plausibile che la soglia indicata del tenore percentuale di azoto pari allo
0.37% diminuisca, avvicinandosi a quella di 0.27-0.28% indicata dagli altri modelli esaminati.
La panoramica dei risultati dei modelli previsionali considerati, applicati nell’ambito degli acciai
inossidabili a ridotto tenore di nickel oggetto del presente lavoro, consente di affermare che esiste
una convergenza circa l’esistenza di una soglia del tenore di azoto necessaria al conseguimento di
una microstruttura a temperatura ambiente completamente austenitica. Tale valore si colloca
nell’intorno dello 0.27% in peso di azoto e non è significativamente influenzato dal tenore di
manganese.
Rispetto alla regressione statistica dei valori misurati di ferrite-δ residua nei campioni prelevati
alla base dei lingotti, espressa dalla relazione (4), tale soglia è inferiore per circa lo 0.1-0.15% in
peso del tenore di azoto. E’ importante sottolineare come tuttavia, nel caso dei modelli esaminati,
le condizioni sperimentali che hanno condotto alla realizzazione delle strutture di solidificazione
siano ben differenti, essendo state ricercate, nella presente parte di attività sperimentale,
condizioni di raffreddamento lente, al limite confrontabili con l’equilibrio.
Si può ritenere che l’effetto di un aumento della velocità di raffreddamento di uno o due ordini di
grandezza, riscontrabile nel confronto fra la solidificazione in lingotto e quella che si verifica nel
processo chill casting, sul quale si basano i riferimenti esaminati, consista in una significativa
riduzione della scala della microstruttura, per cui al medesimo modo di solidificazione sono
associate microstrutture via via più fini. In un simile contesto, in cui i processi diffusivi sono più
efficaci per via della riduzione delle dimensioni lungo le quali avvengono, il grado di
omogeneizzazione delle microstrutture che si consegue nel raffreddamento è maggiore per le
tecniche di colata relativamente più rapide. Di conseguenza, in tali condizioni, il tenore di elementi
austenizzanti, ed in particolare l’azoto, necessario a stabilizzare completamente la struttura a
temperatura ambiente, risulta inferiore, in quanto sono maggiori le quantità di ferrite-δ che
possono essere trasformate fino al raggiungimento della temperatura ambiente. Ciò permette di
giustificare le differenze del tenore minimo di azoto, necessario a rendere completamente
austenitica la struttura, riscontrata nella presente parte di attività sperimentale rispetto a quanto
deducibile dagli specifici modelli previsionali presi in considerazione.
Ulteriori considerazioni, riguardanti la previsione della microstruttura a temperatura ambiente
degli acciai sperimentali colati in laboratorio, possono essere effettuate, relativamente a
condizioni di raffreddamento prossime all’equilibrio, confrontando i percorsi di solidificazione
teorici riportati in tab.5.3.
Si può notare infatti che il tenore di azoto influenza significativamente gli equilibri δ/γ nei primi
stadi della solidificazione. Nel caso delle composizioni dei lingotti A e C, cui è associato il minor
tenore di azoto nell’intero spettro investigato, la trasformazione peritettica è prevista aver inizio ad
una temperatura relativamente bassa rispetto all’estensione dell’intervallo di solidificazione, con la
conseguenza che la frazione di fase ferritica primaria già presente risulta elevata (>60%) e la quota
parte più consistente della sua trasformazione in austenite avviene non attraverso la reazione
peritettica, in quanto ancora il 40% di fase δ è presente alla Tsol, ma allo stato solido e perciò a
temperature inferiori. In tutti gli altri casi, la reazione peritettica ha inizio a temperature più
prossime alla Tliq, in presenza di quantità inferiori di fase ferritica primaria; ciò consente quindi
una trasformazione di tale fase quasi completa già nell’intervallo di solidificazione, demandando
quindi alla reazione allo stato solido la trasformazione solo della modesta quantità di fase-δ residua
(<10%) in corrispondenza della temperatura Tsol. Una rappresentazione grafica di tali
130
Capitolo 5. Attività sperimentale
considerazioni è riportata in fig.5.11, in cui su diagrammi pseudo-binari Fe-N è riportato il
cammino di solidificazione dei sistemi aventi le composizioni corrispondenti ai lingotti A e G.
Figura 5.11. Percorsi di solidificazione degli acciai corrispondenti alle composizioni A e G
Quanto espresso fornisce una quindi chiave di lettura alle evidenze sperimentali, in quanto
consente di ipotizzare che, nel caso dei lingotti A e C, la fase ferritica primaria non sia stata
completamente trasformata durante il raffreddamento, permanendone quindi tracce a temperatura
ambiente, a causa sia della sua grande quantità, sia del fatto che i processi diffusivi sono avvenuti
prevalentemente in intervalli di temperatura di molto inferiori alla Tliq, dove gli stessi processi
risultano meno efficaci. Negli altri casi, invece, le reazioni hanno interessato quantità inferiori di
fase δ primaria, e, per quel che concerne la trasformazione δ/γ allo stato solido, essa ha potuto aver
luogo a temperature dove la diffusione non è soppressa, con la conseguenza di una dissoluzione
completa della ferrite-δ durante il raffreddamento sino a temperatura ambiente.
Per quel che concerne il blando effetto ferritizzante attribuito al manganese nel corso di questa
parte dell’attività sperimentale, una spiegazione può essere fornita attraverso il riesame dei
diagrammi pseudo-ternari di fig 5.6a-b, relativamente alle temperature inferiori investigate.
Sebbene tali diagrammi si riferiscano al sistema nominale di tab.5.1, e per tale ragione la posizione
delle curve di equilibrio si scosti leggermente da quanto sarebbe prevedibile per l’insieme reale di
composizioni riportate in tab.5.2, si può notare come l’aumento del tenore di manganese, oltre a
contrarre l’estensione dell’area peritettica, modifichi l’equilibrio δ/γ allo stato solido, trasferendo
la trasformazione della fase ferritica primaria in austenite verso temperature più basse.
Sotto tale punto di vista, quindi, un aumento del tenore di manganese è responsabile di una più
difficoltosa trasformazione della fase δ durante il raffreddamento e quindi indirettamente di una
sua stabilizzazione, che si manifesta macroscopicamente a temperatura ambiente in un modesto
effetto ferritizzante.
5.4.4. Proprietà meccaniche
A completamento della caratterizzazione degli acciai inossidabili a ridotto tenore di nickel
esaminati, si riporta nel presente paragrafo la qualificazione meccanica dei laminati ottenuti dopo
sbozzatura, laminazione a caldo e ricottura di ricristallizzazione dei lingotti. Tale attività, come
131
Capitolo 5. Attività sperimentale
citato precedentemente, non è direttamente collegata agli studi del comportamento in
solidificazione di tale famiglia di acciai, ma è stata condotta per disporre di una stima
dell’attitudine all’impiego dei materiale investigati.
In tab.5.5 è riportato l’esito della caratterizzazione meccanica dei diversi campioni. Per le prove
di trazione, oltre ai carichi unitari di snervamento e rottura ed ai valori di allungamento uniforme
ed a rottura, sono riportati il coefficiente di incrudimento n ed il coefficiente di anisotropia planare
r.
Lingotto
A
B
C
D
E
F
G
H
test
1
2
media
1
2
media
1
2
media
1
2
media
1
2
media
1
2
media
1
2
media
1
2
media
Spessore
(mm)
4.88
4.94
HRB
90.9
5.1
5.1
99
4.7
4.7
89.2
4.9
4.9
92.1
4.93
4.93
92.1
4.65
4.65
91.7
5.33
5.33
94.6
4.9
4.9
97.1
Rp0.2
(MPa)
359.3
355.7
357.5
513.6
467.3
490.5
360.1
360.7
360.4
423.3
387.4
405.4
441.0
436.5
438.8
417.9
433.7
425.8
466.8
455.4
461.1
442.8
534.0
488.4
Rm
(MPa)
678.9
670.8
674.8
769.7
670.9
720.3
676.0
668.1
672.0
737.4
628.1
682.7
760.0
752.3
756.2
716.0
752.1
734.1
789.6
740.4
765.0
703.6
847.9
775.7
Ag
(%)
38.5
39.3
38.9
20.2
32.4
26.3
38.0
34.1
36.1
35.0
19.6
27.3
36.4
36.8
36.6
33.6
35.3
34.4
34.6
27.1
30.8
27.5
37.6
32.5
A
(%)
52.2
50.1
51.1
23.3
37.9
30.6
54.1
41.5
47.8
43.3
23.4
33.3
51.0
50.1
50.5
39.1
46.1
42.6
45.3
31.1
38.2
31.1
45.0
38.0
n
r
0.336
0.340
0.338
0.263
0.304
0.284
0.329
0.327
0.328
0.352
0.328
0.340
0.350
0.349
0.350
0.352
0.353
0.353
0.345
0.325
0.335
0.320
0.325
0.323
1.290
1.280
1.285
1.080
0.000
0.540
1.010
1.180
1.095
1.000
0.580
0.790
1.030
1.060
1.045
0.700
1.050
0.875
1.080
1.090
1.085
0.980
1.070
1.025
Tabella 5.5. Risultati della caratterizzazione meccanica dei laminati ottenuti
dalla trasformazione dei lingotti sperimentali
L’esame dei risultati riportati in tab.5.5 indica che le proprietà meccaniche degli acciai
investigati rientrano prevalentemente nell’ambito dei materiali per impieghi strutturali,
considerando che il carico di snervamento minimo misurato è stato di 350MPa. A determinare una
così elevata resistenza meccanica ha indubbiamente contribuito l’elevato tenore di carbonio
mediamente contenuto nei lingotti sperimentali, superiore al tenore nominale del sistema indicato
in tab.5.1, e la cui conseguenza è stata un rafforzamento della struttura cristallina per soluzione
solida interstiziale. E’ plausibile inoltre ritenere che, per conseguire carichi di snervamento
inferiori, riconducibili a quelli tipici degli acciai inossidabili austenitici convenzionali (Rp=250280MPa per l’AISI 304), non sia sufficiente ridurre soltanto tenore di carbonio, ma sia necessario
limitare in certa parte il contenuto di azoto a tenori inferiori allo 0.18%.
Per completezza, si riporta qui di seguito una regressione statistica delle misure di durezza e
resistenza meccanica in funzione dei tenori di azoto e di manganese.
132
Capitolo 5. Attività sperimentale
Per ciascuna variabile obiettivo, ovvero durezza HRB, Rp0.2 e Rm, è stata eseguita un’analisi
statistica per stabilire quale, fra il lineare ed il quadratico, fosse il miglior modello di regressione dei
risultati di tab.5.5. L’analisi si è basata sulla valutazione, nell’ambito degli effetti del primo e del
secondo ordine, del peso dei termini quadratici e quindi della loro eventuale complessiva
trascurabilità. In tab.5.6 sono riportati i parametri statistici di maggior rilievo dei confronti.
Grandezza
Durezza HRB
Rp0.2
Rm
Modello Sum of squares
Lineare
Quadratico
Lineare
Quadratico
Lineare
Quadratico
53.58
21.88
15505.38
2846.62
9436.79
195.23
Degrees of Mean
F
Predicted
Prob>F
Scelta
Freedom Square value
R-squared
2
2
2
2
2
2
26.79
10.94
7752.69
1423.31
4718.39
97.61
5.94
82.70
11.74
9.13
8.20
0.083
0.0477
0.0119
0.0129
0.0988
0.0264
0.9231
0.1113
-76.1609
0.3859
-262.4000
0.5733
-4003.071
√
√
√
Tabella 5.6. Confronto statistico dei modelli di regressione
Dall’esame dei risultati si evince come la migliore regressione dei dati sia fornita da un modello
lineare per i valori di resistenza allo snervamento ed alla rottura, e di tipo quadratico per la durezza.
La riprova del fatto che i modelli selezionati siano adeguati alla regressione dei risultati
sperimentali è illustrata dai diagrammi di fig.5.12, in cui sono riportati i plot-normali dei residui.
Non potendosi evidenziare particolari tendenze, risulta dimostrato come rientrino fra gli errori
casuali quelli che si commettono assumendo validi i modelli stessi.
Figura 5.12. Plot normale dei residui dei diversi modelli di regressione
Concludendo, le equazioni che regrediscono i dati sperimentali, e che permettono quindi di
formulare delle previsioni nell’insieme di composizioni investigato, sono le seguenti:
(12)
R p 0.2 ( MPa ) = 325.1 + 356.79083% N − 3.26050% Mn
(13)
Rm ( MPa ) = 591.91 + 272.47315% N + 4.11873% Mn
(14)
2
2
Durezza ( HRB ) = 108.70 + 17.88% N − 5.56% Mn + 16.16 ( % N ) + 0.34 ( % Mn ) − 1.097% N ⋅ % Mn
133
Capitolo 5. Attività sperimentale
5.4.5. Sintesi dei risultati
A conclusione della prima parte dell’attività sperimentale, relativa allo studio della solidificazione
in condizioni di raffreddamento prossime all’equilibrio, di acciai inossidabili austenitici a ridotto
tenore di nickel appartenenti all’insieme di composizioni indicato nominalmente in tab.5.1, i
risultati conseguiti attraverso la caratterizzazione dei lingotti colati in laboratorio possono essere
così riassunti:
¾ Il sistema individuato dall’intervallo di composizioni di tab.5.1, in condizioni di
velocità di raffreddamento blande od eventualmente prossime all’equilibrio, solidifica
interamente in modalità ferritica primaria; la formazione della fase austenitica
avviene successivamente per effetto della trasformazione peritettica L + δ → γ . Tale
conclusione è avvalorata sia da considerazioni di natura teorica basate sullo studio del
comportamento in solidificazione del sistema pseudo-ternario Fe-Mn-N, sia
dall’evidenza sperimentale scaturita dall’esame microstrutturale dei campioni di
lingotti sperimentali prodotti in laboratorio, associati a condizioni di raffreddamento
comunque non superiori a 101 K/s, ed il cui scostamento nel tenore nominale di alcuni
elementi, comunque non oggetto della sperimentazione, non inficia la trasferibilità
delle considerazioni svolte al sistema nominale di acciai inossidabili a ridotto tenore
di nickel definito in tab.5.1.
¾ La macrostruttura a temperatura ambiente è affetta da porosità laddove siano superate
le condizioni termodinamiche per la nucleazione dell’azoto in forma gassosa
all’interno della fase liquida, e sussistano quelle fisiche affinché tale nucleazione
possa avvenire. La prima condizione è legata ai tenori di azoto e manganese nel
liquido, per cui ad ogni valore di quest’ultimo elemento, può essere associato un
limite massimo del tenore di azoto, variabile con la temperatura e le fasi solide
formatesi nel sistema, che può essere mantenuto in soluzione nel liquido. Le
condizioni fisiche sono invece connesse al superamento, da parte della pressione
parziale di azoto, sia della pressione del liquido, ovvero il battente ferrostatico, sia
della tensione interfacciale liquido/gas imposta dalla scala locale della microstruttura,
per cui le bolle di gas nucleano più facilmente, oltre che in condizioni di modesto
battente ferrostatico, soprattutto laddove la struttura è più grossolana, ovvero nelle
regioni che esperimentano le velocità di raffreddamento più basse.
¾ La microstruttura a temperatura ambiente del sistema investigato, è costituita
completamente da austenite, con isole di ferrite-δ residua presenti solo nel caso dei
valori di azoto più bassi all’interno dell’intervallo di tab.5.1. E’ stata documentata
l’esistenza di un valore di soglia di tale elemento, influenzata solo in minima parte dal
tenore di manganese, necessaria al conseguimento di una struttura completamente
austenitica. Il valore di soglia individuato, pari allo 0.43% in peso di azoto, è stato
confrontato con quanto deducibile attraverso il confronto con specifici modelli di
previsione microstrutturale, riportati in letteratura e validi nell’ambito degli
inossidabili a ridotto tenore di nickel; il risultato del confronto indica valori di soglia
confrontabili, con differenze legate all’ordine di grandezza della velocità di
raffreddamento dei processi tecnologici adottati nelle singole sperimentazioni; ciò si
riflette su una differente efficacia dei processi di omogeneizzazione attraverso
diffusione, per cui, a parità di composizione, in strutture più o meno fini la
dissoluzione della ferrite-δ primaria raggiunge diversi gradi di completamento.
134
Capitolo 5. Attività sperimentale
¾ Ai fini della determinazione della microstruttura a temperatura ambiente, è stato
rilevato un blando effetto stabilizzatore della ferrite da parte del manganese;
analizzando tale dato alla luce delle previsioni termodinamiche, esso può essere
interpretato sottolineando l’influenza di tale elemento sull’equilibrio δ/γ sia in
presenza di fase liquida, sia allo stato solido, per cui un aumento del tenore di
manganese restringe la regione peritettica e sposta verso temperature più basse il
campo di stabilità dell’austenite, con l’effetto di una più difficoltosa trasformazione
della ferrite primaria ed una maggior tendenza alla ritenzione di tale fase nella
microstruttura finale.
¾ La caratterizzazione meccanica dei laminati ricotti, ottenuti dalla trasformazione a
caldo eseguita sui lingotti, consente di affermare che le composizioni sperimentali
investigate, di acciai inossidabili a ridotto tenore di nickel, afferiscono
prevalentemente alle classi di materiali adatte ad impieghi strutturali; nella
prospettiva di definire anche composizioni atte all’uso finale dei materiali come
prodotto sostitutivo degli acciai austenitici convenzionali, è ipotizzabile che si debba
ricadere in intervalli del tenore di azoto inferiori rispetto a quanto investigato nel
presente lavoro.
135
Capitolo 5. Attività sperimentale
5.5. Solidificazione ad alte velocità di raffreddamento
Nel presente paragrafo è riportata la parte sperimentale più innovativa dell’intero lavoro,
consistente nello studio della solidificazione rapida degli acciai inossidabili a ridotto tenore di
nickel. In questo contesto, è atteso che si verifichino variazioni significative del modo di
solidificazione primario per l’instaurazione di consistenti sottoraffreddamenti, e che per tale ragione
venga meno l’attendibilità delle previsioni basate sui modelli termodinamici all’equilibrio, rivelatesi
adeguate in situazioni reali di raffreddamento blando.
Attraverso la caratterizzazioni metallografica di cordoni di saldatura laser realizzati con velocità
di passata fino a 200mm/s, cui è plausibile debbano essere associate velocità di raffreddamento
nell’ordine di 102–106 K/s, si è potuto quindi osservare il comportamento in solidificazione della
famiglia di acciai oggetto del presente lavoro in condizioni lontane dall’equilibrio.
A supporto di tale indagine, è stato estesamente applicato il modello di selezione della fase
primaria il cui sviluppo è stato descritto nel capitolo 4. In tal modo, oltre a valutarne l’attendibilità
nell’ambito di composizioni non convenzionali, si è potuto disporre sia di una linea guida per la
conduzione della sperimentazione, sia della chiave di interpretazione dei risultati ottenuti.
5.5.1. Previsioni in condizioni fuori equilibrio
Nel presente paragrafo sono illustrati i risultati dell’applicazione del modello di selezione della
fase primaria relativamente all’insieme di composizioni dei laminati piani A-1/D-1.
In condizioni prossime all’equilibrio, si è potuto osservare che la famiglia di acciai austenitici a
ridotto tenore di nickel oggetto del presente lavoro, negli intervalli di composizione definiti in
tab.5.1, solidifica in modalità primaria ferritica e cha la fase austenitica si forma successivamente
come prodotto della reazione peritettica L + δ → γ . Nei processi di raffreddamento veloce è
possibile invece ipotizzare che si instauri, per effetto di diversi gradi di sottoraffreddamento, una
competizione fra le fasi δ e γ in termini di accrescimento primario. Per tale ragione, il modello è
stato applicato, nei calcoli qui di seguito illustrati, considerando come fasi competitive proprio la
ferrite-δ e l’austenite-γ.
Il modello è stato applicato in relazione a condizioni di raffreddamento in cui il gradiente termico
medio ipotizzato è stato di 500K/mm. Tale condizione si riferisce alla stima effettuata in condizioni
analoghe [10 ] durante l’esecuzione di cordoni di saldatura laser in acciai austenitici
convenzionali tipo AISI 304. Inoltre, in assenza di più specifici riferimenti, sono stati mantenuti
invariati i valori di tensione interfacciale γδ/l e γγ/l già applicati in sede di validazione del modello al
caso dell’AISI 304, attinti da riferimenti bibliografici [11 ]. Infine, è stata inserito l’intero set di
velocità diffusive dei diversi elementi riportato in tab.4.3, derivante dall’ottimizzazione della
o
dimensione di interfaccia al valore di 5 A .
I parametri di input, per ciascuno degli acciai investigati, sono stati determinati attraverso
l’applicazione del codice di calcolo Thermocalc e del database Fe-DATA, sfruttando le
metodologie di approssimazione lineare per il computo dei valori di m già definite in precedenza e
ritenute adeguate per i sistemi multicomponente.
I principali parametri termodinamici di input relativi agli acciai A-1/D-1 sono riportati in tab.5.7;
nello specifico sono indicati, per ciascun sistema considerato, le temperature di liquidus delle fasi δ
e γ, i relativi intervalli di temperatura ed entalpie specifiche di solidificazione, ed i volumi molari
delle fasi in corrispondenza delle rispettive temperature di solidus.
136
Capitolo 5. Attività sperimentale
Acciai inossidabili a ridotto tenore di nickel
Proprietà
A-1
δ
B-1
γ
δ
C-1
γ
δ
D-1
γ
δ
γ
1440,15
1413,26
1415,33
1402,62
1421,08
1404,99
1415,92
1401,65
Tliq (°C)
125,43
32,64
206,33
37,41
198,24
36,15
166,64
41,09
∆T0 (°C)
12800
17430
13190
17160
13110
16180
13430
∆Hf (J/mole) 14490
Vm (m³/mole) 6,579E-06 6,324E-06 6,359E-06 6,324E-06 6,417E-06 6,378E-06 6,288E-06 6,254E-06
Tabella 5.7. Principali parametri termodinamici degli acciai utilizzati utilizzati per l’applicazione
del modello di selezione della fase primaria singoli sistemi considerati (fonte Thermocalc)
Sulla base dell’insieme dei parametri riportati, e delle condizioni ipotizzate, sono stati tracciati gli
andamenti delle temperature d’interfaccia dei quattro sistemi considerati, in base ai quali è stato
possibile determinare le rispettive Interface response functions. In figg.5.13-16, sono illustrati i
diagrammi relativi alle temperature d’interfaccia delle fasi ferritica ed austenitica di ciascun acciaio
considerato.
1450
1440
1430
1420
T (°C)
1410
1400
1390
1380
1370
Dendritic Ferrite
Ferrite (equlibrium)
Cellular Austenite
Austenite (equilibrium)
1360
1350
1,E-01
1,E+00
1,E+01
1,E+02
1,E+03
V (mm/s)
Figura 5.13. Andamento delle temperature d’interfaccia calcolate dal modello per l’acciaio A-1
137
Capitolo 5. Attività sperimentale
1450
1440
1430
1420
T (°C)
1410
1400
1390
1380
Dendritic Ferrite
1370
1360
1350
1,E-01
Ferrite (equlibrium)
Cellular Austenite
Austenite (equilibrium)
1,E+00
1,E+01
1,E+02
1,E+03
V (mm/s)
Figura 5.14. Andamento delle temperature d’interfaccia calcolate dal modello per l’acciaio B-1
Figura 5.15. Andamento delle temperature d’interfaccia calcolate dal modello per l’acciaio C-1
1450
1440
1430
1420
T (°C)
1410
1400
1390
1380
1370
1360
1350
1,E-01
Dendritic Ferrite
Ferrite (equlibrium)
Cellular Austenite
Austenite (equilibrium)
1,E+00
1,E+01
1,E+02
1,E+03
V (mm/s)
138
Capitolo 5. Attività sperimentale
1450
1440
1430
1420
T (°C)
1410
1400
1390
1380
Dendritic Ferrite
1370
Ferrite (equlibrium)
Cellular Austenite
1360
Austenite (equilibrium)
1350
1,E-01
1,E+00
1,E+01
1,E+02
1,E+03
V (mm/s)
Figura 5.16. Andamento delle temperature d’interfaccia calcolate dal modello per l’acciaio D-1
In tab.5.8 sono riportate le velocità di transizione delle Interface Response Functions determinate
attraverso l’individuazione dei punti critici dei diagrammi di figg.5.13-16.
A titolo di confronto, i medesimi calcoli sono stati effettuati anche applicando il modello
Constrained Dendrite Growth [12 ], sviluppato dall’Università di Helsinki sulla base di un
database termodinamico appositamente definito per gli acciai inossidabili austenitici convenzionali,
e già impiegato in III.4 come riferimento per la validazione del modello di selezione della fase
primaria. I risultati dell’applicazione del modello CDG sono riportati nella parte inferiore di tab.5.8.
Modello
Modello di selezione della
fase primaria
sviluppato nel presente lavoro
Acciai inossidabili
a ridotto tenore di nickel
A-1
B-1
C-1
D-1
Vcr
Vcr
Vcr
Vcr
Vcr
Vcr
Vcr
Vcr
δd/γc
γc/γp
δd/γc
γc/γp
δd/γc
γc/γp
γc/γp
δ /γ
(mm/s) (mm/s) (mm/s) (mm/s) (mm/s) (mm/s) d c (mm/s)
-
Constrained Dendrite Growth 151.4
287.8
(δd/γp)
173.8
38.4
202.5
61.6
159.5
63
260.6
8.1
156.7
18.2
130.3 22.9 239.9
Tabella 5.8. Velocità di transizione delle IRFs dei quattro acciai considerati
(confronto con i risultati del modello Constrained Dendrite Growth)
Per porre in evidenza le differenze nelle previsioni formulate dai due modelli, una
rappresentazione grafica dei risultati è riportata in figg.5.17-18, in cui sono stati evidenziati gli
intervalli di velocità corrispondenti alle diverse modalità di solidificazione primaria.
139
Capitolo 5. Attività sperimentale
Dendritic ferrite
Cellular austenite
Planar austenite
D-1
Acciaio
C-1
B-1
A-1
1,E-01
1,E+00
1,E+01
1,E+02
1,E+03
V (mm/s)
Figura 5.17. Estensione degli intervalli di velocità corrispondenti alle diverse modalità di
solidificazione primaria, calcolate dal modello di selezione della fase primaria sviluppato nel
presente lavoro per i quattro acciai considerati
Dendritic ferrite
Cellular austenite
Planar austenite
D-1
Acciaio
C-1
B-1
A-1
1,E-01
1,E+00
1,E+01
1,E+02
1,E+03
V (mm/s)
Figura 5.18. Estensione degli intervalli di velocità corrispondenti alle diverse modalità di
solidificazione primaria, calcolate dal modello CDG per i quattro acciai considerati
140
Capitolo 5. Attività sperimentale
Sulla base delle previsioni formulate attraverso l’applicazione del modello di selezione della fase
primaria sviluppato nel presente lavoro, e del confronto con l’analogo output del modello
Constrained Dendrite Growth, è possibile svolgere alcune considerazioni, la prima delle quali
relativa all’evidenza secondo cui in tutti i casi considerati, e per entrambi i modelli messi a
confronto, è prevista una transizione del modo di solidificazione primario al crescere della velocità
d’avanzamento del fronte di solidificazione, dalla fase ferritica a carattere dendritico verso
l’austenite cellulare. In altri termini, entrambi i modelli convergono nel prevedere per la famiglia
d’acciai considerata, in condizioni di solidificazione lontane dall’equilibrio, un minor grado di
sottoraffreddamento della fase austenitica, rispetto alla fase ferritica primaria. I modelli applicati
prevedono inoltre, per tutti i sistemi considerati, un’evoluzione della fase austenitica primaria dalla
struttura cellulare alla morfologia planare, per effetto del sopraggiungere delle condizioni di
stabilità assoluta; solo in un caso, relativo all’acciaio A-1 ed al modello sviluppato nel presente
lavoro, è prevista una transizione diretta dalla ferrite dendritica all’austenite in forma planare.
Nell’applicazione di entrambi i modelli, si riscontra un buon grado di correlazione fra i valori
della velocità di transizione del modo di solidificazione primario dei vari sistemi considerati,
corrispondenti alla stabilizzazione della fase austenitica, ed il rapporto Creq/Nieq secondo gli
equivalenti definiti da Sanchez; in particolare si riscontrano valori via via inferiori di tale velocità al
diminuire del rapporto Creq/Nieq. Ciò si può giustificare in considerazione del fatto che tale
transizione è associata principalmente al grado di sottoraffreddamento della fase ferritica, che è
determinato a sua volta in larga parte dalla partizione d’elementi da tale fase nel liquido. Una
riduzione del rapporto Creq/Nieq è determinata altresì da un maggior tenore d’elementi
austenitizzanti e, nell’ambito della presente indagine, soprattutto da una maggior presenza d’azoto;
poiché tali elementi hanno sistematicamente un coefficiente di partizione dalla ferrite-δ modesto, e
più elevato dall’austenite, un loro aumento percentuale determina di conseguenza un incremento del
sottoraffreddamento costituzionale della fase δ, ovvero del principale contributo al suo
sottoraffreddamento complessivo. In base a tali considerazioni, si comprende quindi come al
diminuire del rapporto Creq/Nieq si riduca la velocità di transizione dalla modalità di solidificazione
primaria ferritica verso quella austenitica, a causa della più rapida diminuzione della temperatura
d’interfaccia della prima delle due fasi.
In merito a quest’ultima analisi, un importante approfondimento è rappresentato dal confronto
dell’entità della partizione dalle fasi solide in competizione, dei due elementi definiti come variabili
nel corso della sperimentazione, ovvero azoto e manganese. Prendendo in considerazione i
contributi dei due elementi al sottoraffreddamento costituzionale delle fasi in competizione, in
condizioni di solidificazione rapida (<1000mm/s) si può osservare come l’azoto ripartisca in modo
differenziato, determinando un elevato sottoraffreddamento della ferrite-δ rispetto all’austenite; tale
differenza di comportamento è invece molto meno pronunciata nel caso del manganese.
In base ai parametri introdotti impiegati come input del modello sviluppato nel presente lavoro,
tale differenza trova giustificazione nel diverso andamento dei coefficienti di partizione degli
elementi in condizioni di fuori equilibrio. Per l’azoto è stata introdotta una velocità diffusiva
notevolmente superiore a quella di tutti gli altri elementi, in ragione della sua più elevata diffusività
nelle fasi solide; per tale ragione, in condizioni di velocità d’avanzamento del fronte di
solidificazione dell’ordine di grandezza di quelle in corrispondenza delle quali sono state previste le
transizioni del modo di solidificazione primario, la variazione del coefficiente di partizione rispetto
al suo valore d’equilibrio è ancora poco rilevante.
Per il manganese, invece, la velocità diffusiva all’interfaccia tra il liquido e le fasi δ e γ, è proprio
del medesimo ordine di grandezza rispetto alle velocità di transizione previste, per cui i
coefficienti di partizione si approssimano entrambi al valore unitario, attenuando le differenze di
comportamento di tale elemento rispetto alle due fasi in competizione.
Tali considerazioni sono ben rappresentate dall’istogramma di fig.5.19, in cui è riportato
l’andamento dei termini di sottoraffreddamento costituzionale d’azoto e manganese, valutati in un
141
Capitolo 5. Attività sperimentale
caso specifico di solidificazione rapida (V=100mm/s, G=500K/mm) per tutti e quattro i sistemi
considerati. Si può notare come la partizione dell’azoto contribuisca per circa il 40-50% al
sottoraffreddamento complessivo della fase ferritica, mentre tale contributo diviene marginale nel
caso dell’austenite. Il manganese, invece nelle condizioni considerate di solidificazione, si
differenzia assai poco tra le due fasi.
A-1
-45
B-1
C-1
D-1
Delta TN in
ferrite
-40
-35
T (°C)
-30
Delta TMn in
austenite
Delta T
ferrite
-25
-20
-15
-10
-5
Delta TN in
austenite
Delta TMn in
austenite
Delta T
austenite
0
Figura 5.19. Entità dei sottoraffreddamenti costituzionali d’azoto e manganese in rapporto al
sottoraffreddamento complessivo per i quattro acciai considerati (V=100mm/s, G=500K/mm)
L’istogramma di fig.5.19 fornisce un’ulteriore indicazione, riguardante il comportamento fuori
equilibrio dell’acciaio A-1, per il quale entrambi i modelli prevedono una transizione del modo di
solidificazione primario per velocità sensibilmente maggiori rispetto agli altri sistemi considerati. Si
può osservare come tale differenza non sia giustificabile solo in termini di sottoraffreddamenti
costituzionali delle fasi in competizione, essendo complessivamente confrontabili tutti i
sottoraffreddamenti totali dei quattro acciai considerati. Una marcata diversità emerge invece nei
dati di input riportati in tab.5.7, dal momento che al sistema A-1 corrisponde il divario fra le
temperature di liquidus delle fasi ferritica ed austenitica più elevato che in tutti gli altri casi
considerati. La connessione di tale dato con la difficoltà con cui l’acciaio A-1 raggiunge condizioni
di solidificazione metastabili, risiede nel fatto che le condizioni di equilibrio, rispetto alle quali si
valutano i sottoraffreddamenti, sono per tale sistema più distanti e pertanto, a fronte di una tendenza
già di per sé blanda della ferrite a sottoraffreddarsi per il relativamente basso tenore di azoto, il gap
di temperatura che deve essere recuperato nei confronti dell’austenite per indurre la transizione del
modo di solidificazione primario, è più elevato.
D’altronde, per acciai come quelli considerati, che solidificano all’equilibrio in ferrite primaria e
per i quali l’austenite è un prodotto secondario della solidificazione generato dalla trasformazione
peritettica, la relazione fra la temperatura di liquidus dell’austenite rispetto all’analogo calcolato per
la ferrite, altro non rappresenta che il posizionamento della temperatura d’inizio della
trasformazione peritettica all’interno dell’intervallo di solidificazione, così come desumibile dallo
studio dei cammini di solidificazione teorici. La vicinanza della Taus rispetto alla Tliq è influenzata,
come già avuto modo di osservare in precedenza, dal tenore di azoto in soluzione, e più in generale
142
Capitolo 5. Attività sperimentale
dal rapporto Creq/Nieq di un dato sistema, per cui la Taus si approssima alla Tsol quanto più tale
rapporto risulta elevato.
Pertanto, il parametro Creq/Nieq, ed in tale ambito il tenore di azoto rappresenta un fattore
preponderante, svolge un duplice ruolo nell’influenzare la tendenza alla metastabilità in
solidificazione degli acciai austenitici a ridotto tenore di nickel: un modesto tenore di azoto da un
lato deprime la capacità della fase ferritica di sottoraffreddarsi, dall’altro aumenta l’ampiezza
dell’intervallo iniziale fra le temperature di liquidus delle fasi in competizione, con un effetto
sinergico che, nel caso dell’acciaio A-1, contraddistinto dal rapporto Creq/Nieq più elevato, ha
indotto un innalzamento della velocità di transizione del modo di solidificazione primario. Il
contrario è invece previsto nel caso del sistema B-1, avente il rapporto Creq/Nieq in assoluto più
basso.
Per quel che concerne l’attitudine al raggiungimento della condizione di stabilità assoluta, che è
prevista solo per la fase γ nel range considerato di velocità di accrescimento, per i quattro sistemi
considerati il confronto dei valori di Va previsti dal modello sviluppato nel presente lavoro, consente
di evidenziare un buon grado di correlazione fra l’innalzamento di tale limite e l’ampiezza
dell’intervallo di solidificazione della fase austenitica, congruentemente con l’indicazione espressa
dalla relazione 4.33. A parità di tenore di azoto, l’ampiezza di tale intervallo aumenta, seppur in
misura molto contenuta, con il tenore di manganese, come si può desumere ad esempio dal
confronto dei comportamenti dei sistemi A-1 e D-1. Per esplicitare tale confronto, è bene
sottolineare come, nel caso dell’acciaio A-1, prima ancora che divenga la fase primaria di
accrescimento, l’austenite transisce in condizioni di stabilità assoluta già a 178mm/s, mentre ciò si
verifica per il sistema D-1 solo a 260.6mm/s. Ciò può essere giustificato dagli oltre 10°C di
differenza nel ∆T0 relativo alla fase austenitica, cui contribuisce l’oltre 2.5% di tenore percentuale
in peso in più di manganese nella composizione dell’acciaio D-1.
Infine, un confronto specifico fra i risultati dei due modelli mostra come, a fronte di output che
sono del medesimo ordine di grandezza, il modello CDG preveda in generale, per i sistemi presi in
considerazione, una maggior tendenza al raggiungimento di modalità di solidificazione metastibili
in austenite primaria, rispetto a quanto desumibile dall’applicazione del modello sviluppato nel
presente lavoro. Pertanto si può ipotizzare che non sia tanto la strutturazione dei modelli, anche in
termini di equazioni scelte per descrivere i fenomeni investigati, a costituire l’origine dei differenti
risultati, quanto l’adozione di database termodinamici differenti per l’estrazione dei parametri di
input.
5.5.2. Microstrutture dei cordoni di saldatura
Completato e discusso il panorama previsionale del comportamento in solidificazione rapida
dell’insieme di acciai inossidabili austenitici a ridotto tenore di nickel rappresentato dai sistemi A1/D-1, viene di seguito riportata la caratterizzazione delle microstrutture dei cordoni di saldatura
realizzati sui campioni di laminati piani. Come già illustrato, le passate laser hanno consentito la
ri-solidificazione del metallo base in condizioni controllate di avanzamento del fronte di
solidificazione, e la metodologia di indagine ha permesso la diretta correlazione dei parametri
operativi alle condizioni di accrescimento delle microstrutture osservate.
La campagna sperimentale è stata impostata sulla base delle indicazioni emerse in sede
previsionale, individuando per ciascun acciaio considerato un intervallo di velocità di passata a
cavallo dei valori stimati di velocità di transizione. In particolare, l’indagine è stata mirata
all’individuazione delle condizioni di transizione dalla struttura primaria ferritica a morfologia
dendritica alla fase austenitica cellulare, trascurando la verifica della stabilità assoluta per la
difficoltà sperimentale di osservare strutture planari.
143
Capitolo 5. Attività sperimentale
Sulla base delle previsioni riportate in tab.5.8, è stato individuato un insieme di velocità di passata
illustrato graficamente in fig.5.20.
D-1
Punti sperimentali
Previsoni modello sviluppato nel
presente lavoro
C-1
Acciaio
Previsioni CDG
B-1
A-1
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
180
190
200
210
220
V (mm/s)
Figura 5.20. Impostazione del piano di sperimentazione tramite saldatura laser. Velocità di passata
selezionate in rapporto alle previsioni formulate.
L’insieme delle micrografie relative all’indagine microstrutturale condotta sui cordoni di saldatura
realizzati sui diversi cordoni è raccolta in figg.5.21-24. Dal loro esame possono essere ricavate le
seguenti indicazioni in riferimento ad ogni singolo sistema:
¾ Acciaio A-1. Dalle micrografie di fig.5.21 non emerge alcuna variazione del modo di
solidificazione primario per velocità di avanzamento del fronte di solidificazione fino a
200mm/s. Ciò che si osserva è una struttura ferritica di aspetto lamellare
progressivamente più fine.
¾ Acciaio B-1. La documentazione di fig.5.22 è la più sintetica in quanto già il cordone
realizzato a 30mm/s presenta una microstruttura con minime tracce di austenite
cellulare lungo l’asse longitudinale del cordone; tale fase diviene la sola localmente
presente a 40mm/s.
¾ Acciaio C-1. L’esame della documentazione di fig.5.23 mostra come a velocità
relativamente basse (10mm/s), tale acciaio solidifichi in modalità primaria ferritica a
carattere dendritico. Tale morfologia evolve poi in lamellare con minime tracce di
struttura cellulare a 30mm/s e subisce una transizione in austenite cellulare che si
completa a 50mm/s.
¾ Acciaio D-1. Le immagini di fig.5.24 sono le più leggibili, e mostrano una struttura
costituita da ferrite in forma lamellare sino a 50-60mm/s; compare poi, da 70-80mm/s
in poi, una struttura austenitica perfettamente sviluppata;
144
Capitolo 5. Attività sperimentale
50 mm/s
100 mm/s
130 mm/s
150 mm/s
uuur
Vb
200 mm/s
Figura.5.21. Micrografie in sezione dall’alto dei cordoni relativi al laminato A-1.
Attacco elettrolitico con acido ossalico al 10%
145
Capitolo 5. Attività sperimentale
30mm/s
austenite
cellulare
ferrite
lamellare
40mm/s
uuur
Vb
Figura.5.22. Micrografie in sezione dall’alto dei cordoni relativi al laminato B-1.
Attacco elettrolitico con acido ossalico al 10%
146
Capitolo 5. Attività sperimentale
ferrite
vermicolare
10mm/s
ferrite lamellare
mista a tracce di
austenite cellulare
30mm/s
austenite cellulare
completamente
sviluppata
50mm/s
uuur
Vb
Figura 5.23. Micrografie in sezione dall’alto dei cordoni relativi al laminato C-1.
Attacco elettrolitico con acido ossalico al 10%
147
Capitolo 5. Attività sperimentale
20mm/s
40mm/s
50mm/s
60mm/s
70mm/s
80mm/s
uuur
Vb
Figura 5.24. Micrografie in sezione dall’alto dei cordoni relativi al laminato D-1.
Attacco elettrolitico con acido ossalico al 10% (20-40-50mm/s)
e per colorazione di tipo Beraha (60-70-80mm/s)
148
Capitolo 5. Attività sperimentale
Sintetizzando le osservazioni delle microstrutture di solidificazione delle zone fuse dei cordoni di
saldatura laser, le velocità osservate di transizione del modo di solidificazione primario possono
essere quindi riassunte in un’unica tabella, nella quale si riporta per confronto anche l’insieme delle
previsioni dei modelli applicati:
Vcr δd/γc dei diversi acciai inossidabili
a ridotto tenore di nickel (mm/s)
Modello
Modello di selezione della
fase primaria
sviluppato nel presente lavoro
Constrained Dendrite Growth
A-1
B-1
C-1
D-1
-
38.4
61.6
63
151.4
8.1
18.2
22.9
Velocità di transizione
40<Vcr<50
70<Vcr<80
>200
30<Vcr<40
osservata sperimentalmente
Tabella 5.9. Risultati delle misure sperimentali di velocità di transizione del modo di solidificazione
primario, confrontati con le previsioni
La tab.5.9 mostra quindi come le previsioni più attendibili, per la loro prossimità con le
osservazioni sperimentali, siano quelle formulate dal modello sviluppato nel presente lavoro.
Il merito di tale rispondenza risiede nella scelta dell’opportuno database termodinamico per
l’estrazione dei parametri di input. Mentre il modello CDG risulta tarato specificatamente su acciai
inossidabili austenitici convenzionali, e limitatamente a tali ambiti consente di formulare previsioni
particolarmente accurate, il database Fe-DATA di Thermocalc ha una validità più generale, che ne
permette l’applicazione anche al calcolo di equilibri di sistemi con convenzionali, come sono gli
acciai inossidabili austenitici a ridotto tenore di nickel, e ad alto N-Mn.
Inoltre, l’accuratezza delle previsioni formulate dal modello sviluppato nel presente lavoro
fornisce una conferma della correttezza delle ipotesi formulate per l’integrazione delle varie teorie
che supportano la struttura del modello stesso. In particolare, si è dimostrata appropriata l’ipotesi di
mantenere inalterate le velocità diffusive dei diversi soluti nelle fasi δ e γ definite per sistemi
convenzionali, e nuovamente ragionevole l’ipotesi semplificatrice di linearizzazione della funzione
che descrive la superficie Tliq in funzione dei tenori dei soluti presenti.
Il modello sviluppato si è quindi rivelato adeguato nel prevedere il comportamento in
solidificazione fuori equilibrio degli acciai inossidabili austenitici a ridotto tenore di nickel, e lo si è
potuto quindi applicare per lo scopo ultimo del presente lavoro, ovvero la redazione delle mappe di
selezione della fase primaria in funzione della composizione e delle condizioni di raffreddamento.
149
Capitolo 5. Attività sperimentale
5.5.3. Sintesi dei risultati
A conclusione della seconda parte dell’attività sperimentale, relativa allo studio della
solidificazione in condizioni di raffreddamento lontane dall’equilibrio degli acciai inossidabili
austenitici a ridotto tenore di nickel, è possibile svolgere la seguente sintesi dei risultati:
¾ L’insieme degli acciai investigati, di provenienza industriale ma comunque aventi una
composizione riconducibile alla famiglia degli austenitici a ridotto tenore di nickel
indicata in tab.5.1, è interessata da una transizione del modo di solidificazione
primario per velocità crescenti di avanzamento del fronte di solidificazione, ed
indipendentemente dal gradiente termico locale. Tale transizione avviene dalla
modalità di solidificazione primaria ferritica a carattere dendritico verso una struttura
austenitica, di natura cellulare. Solo in un caso, il passaggio ad una modalità di
solidificazione metastabile si è potuto associare, su base previsionale, alla formazione
diretta di austenite planare.
¾ La misura sperimentale delle velocità di transizione del modo di solidificazione
primario, attraverso l’esame di microstrutture realizzate attraverso rifusioni laser in
condizioni controllate di avanzamento della sorgente termica, e quindi di moto
dell’interfaccia liquido/solido, ha mostrato un ottimo accordo con le previsioni
formulate attraverso l’applicazione del modello sviluppato nel presente lavoro, che si
è rivelato quindi un adeguato strumento predittivo della solidificazione rapida della
famiglia di acciai investigata.
¾ Il confronto delle previsioni sia con i dati sperimentali, sia con quanto deducibile
dall’applicazione del modello Constrained Dendrite Growth, mostra come
quest’ultimo modello, impiegato come riferimento, non sia tarato nell’ambito degli
acciai inossidabili austenitici convenzionali. Il CDG prevede infatti una stabilità della
fase austenitica, in condizioni fuori equilibrio, più ampia di quanto sia emerso dalla
caratterizzazione delle microstrutture di solidificazione.
¾ Per gli acciai investigati, la velocità di transizione dalla modalità primaria ferritica
all’austenite cellulare, aumenta al crescere del rapporto Creq/Nieq, per la cui
definizione si è dimostrata appropriata la definizione degli equivalenti fornita da
Sanchez. Tale rapporto, la cui variazione nell’ambito del presente lavoro è dipesa
soprattutto dal differente tenore di azoto negli acciai utilizzati, modifica sia la
posizione della temperatura di inizio della trasformazione peritettica all’interno
dell’intervallo di solidificazione, cui corrisponde la distanza delle temperature di
liquidus delle fasi in competizione, sia il grado di sottoraffreddamento della fase
ferritica, e quindi la capacità di quest’ultima di raggiungere una temperatura
d’interfaccia inferiore rispetto all’austenite.
¾ Il manganese svolge un ruolo marginale nel determinare la velocità di transizione del
modo di solidificazione primario degli acciai inossidabili austenitici a ridotto tenore
di nickel, in quanto alle velocità di raffreddamento in corrispondenza delle quali si
manifesta la metastabilità, il suo contributo al sottoraffreddamento costituzionale si
differenzia poco fra le fasi in competizione. Un aumento del tenore di manganese,
d’altra parte, innalza moderatamente il limite di stabilità di assoluta della fase
austenitica, attraverso l’estensione dell’intervallo di solidificazione di tale fase.
150
Capitolo 5. Attività sperimentale
5.6. Mappe di selezione di fase
Con il presente paragrafo si conclude lo studio delle modalità di solidificazione degli acciai
inossidabili austenitici a ridotto tenore di nickel. La sezione della parte sperimentale relativa
alla solidificazione in condizioni fuori equilibrio di tale famiglia di acciai, ha permesso di
evidenziare l’adeguatezza delle previsioni formulate dal modello sviluppato nel presente
lavoro, riguardanti le transizioni del modo di solidificazione primario.
In questa parte del lavoro, quindi, il modello è stato applicato specificatamente all’insieme di
composizioni riportato in tab.5.1, al fine di redigere mappe di solidificazione in funzione dei
tenori degli elementi oggetto della sperimentazione, e delle condizioni di raffreddamento. Tali
mappe, è bene sottolinearlo, non godono di una verifica sperimentale, ma la loro attendibilità è
resa plausibile dalla rispondenza del modello impiegato per tracciarle nella previsione di
condizioni reali di solidificazione rapida di sistemi analoghi.
Per la redazione delle mappe di selezione di fase è stato applicato nuovamente un approccio
di tipo statistico, prendendo a riferimento un insieme di composizioni variabili nel dominio
Mn-N e regredendo i risultati del modello relativi a ciascun sistema individuato. In particolare,
tutti i sistemi presi in considerazione per generare la base di dati da elaborare, sono
caratterizzati da tenori degli elementi non variabili pari a quanto riportato in tab.5.1, mentre la
variazione delle percentuali in peso di azoto e manganese è avvenuta secondo la metodologia
già descritta nel paragrafo 5.3, rappresentata graficamente in fig.5.1.
L’applicazione del modello ai complessivi sei sistemi così generati ha fornito in output le
velocità di transizione dei modi di solidificazione illustrata in tab.5.10:
Vcr
Vcr
δd/γc
γc/γp
(mm/s) (mm/s)
0.19
5.65
1
185,8 203,4
0.41 4.20
2
30,1
181
0.19 10.35 147,7 210,4
3
0.35 8.00
4
35,8 194,2
0.41 11.80
5
21,7 200,9
0.55 8.00
6
6,8
190,1
Tabella 5.10. Velocità di transizione dei sistemi considerati per la redazione delle mappe di
selezione di fase (corrispondenti allo schema pentagonale di fig.5.1)
Sistema
N
Mn
La regressione dei dati secondo un modello quadratico, consente di ricavare le seguenti relazioni
empiriche:
(
)
(
)
(15)
V δ γ = 596.12 − 1965.7747% N − 29.428% Mn + 1744.9916 ( % N ) + 0.965 ( % Mn ) + 31.2852% N ⋅ % Mn
cr d c
(16)
V
γ γ
= 226.07 − 208.52% N + 1.182% Mn + 164.086 ( % N ) − 0.04 ( % Mn ) + 5.04281% N ⋅ % Mn
cr c p
2
2
2
2
Le relazioni (15,16) possono essere rappresentate graficamente in diagrammi iso-livello , che
mostrano l’andamento dei valori delle due velocità in funzione dei tenori di azoto e manganese. Tali
diagrammi sono riportati in figg.5.25-26.
151
Capitolo 5. Attività sperimentale
12
11
nitrogen
solubility
limit
10
Primary
γ
Mn (wt %)
9
8
Faster growing rates
7
25 mm/s
50 mm/s
100 mm/s
150 mm/s
200 mm/s
6
Primary
δ
5
4
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0,45
0,5
0,55
0,6
N (wt %)
Figura 5.25. Diagramma iso-livello relativo alla velocità di transizione dal modo di solidificazione primario ferrite-δ/austenite
152
Capitolo 5. Attività sperimentale
12
Columnar
structure
180 mm/s
11
190 mm/s
200 mm/s
210 mm/s
10
nitrogen
solubility
limit
Mn (wt %)
9
Faster growing
rates
8
7
6
5
Planar γ
4
0,15
0,20
0,25
0,30
0,35
0,40
N (wt %)
0,45
0,50
0,55
0,60
Figura 5.26. Diagramma iso-livello relativo alla velocità di transizione dal modo di solidificazione in austenite planare
153
Capitolo 5. Attività sperimentale
La rappresentazione di figg.5.25-26 illustra molto bene il concetto di metastabilità.
Nell’intero spettro di composizioni indicato nei diagrammi, la solidificazione in condizioni
di raffreddamento blando avverrebbe in modalità ferritica primaria, con una trasformazione
peritettica più o meno prossima alla temperatura di solidus in funzione dei tenori di azoto e
manganese. In particolare, una consistente parte del diagramma è interessata dalla presenza
di fase gassosa in seno al liquido durante la solidificazione, con le conseguenze che ciò
comporta in termini di integrità delle strutture finali.
All’aumentare della velocità di accrescimento, che può essere inoltre direttamente tradotta
in velocità di raffreddamento essendo i gradienti termici poco influenti, il modo di
solidificazione primario in ferrite-δ lascia progressivamente il posto all’austenite cellulare.
Per velocità di avanzamento dell’interfaccia nell’ordine dei 200mm/s, è previsto che anche
acciai austenitici con relativamente modesti tenori di azoto, che all’equilibrio solidificano in
ferrite primaria con una minima percentuale di fase austenitica formatasi attraverso la
reazione peritettica, possano accrescersi in austenite primaria. Da un altro punto di vista, si
può osservare come la solidificazione fuori equilibrio consenta di ottenere strutture
austenitiche primarie senza dover ricorrere a tenori di azoto tali da superare il limite di
solubilità in fase liquida.
La velocità di transizione del modo di solidificazione primario da ferrite-δ dendritica ad
austenite cellulare dipende prevalentemente dal tenore di azoto nel sistema. Il manganese,
nei confronti della metastabilità, mostra un effetto del secondo ordine che risulta rilevante
prevalentemente alle basse velocità di accrescimento. In generale, per i valori percentuali di
manganese più bassi nello spettro investigato, la soglia di transizione si sposta verso tenori di
azoto leggermente crescenti; ciò è dovuto al fatto che, per modesti tenori di manganese in
soluzione, il coefficiente di partizione dell’azoto dalla fase ferritica è più elevato, in quanto
la sua solubilità nel liquido tende a diminuire: essendo la ripartizione di tale elemento meno
pronunciata, anche il sottoraffreddamento costituzionale della fase δ diviene inferiore, con la
conseguenza di un innalzamento della velocità di transizione in austenite primaria. In altri
termini, modesti tenori di manganese stabilizzano la solidificazione in modalità ferritica, con
la conseguente necessità di dover innalzare il tenore di azoto per raggiungere la transizione
in austenite primaria.
A relativamente basse velocità di accrescimento (~10mm/s), si osserva un effetto
stabilizzatore della ferrite-δ primaria anche per alti tenori di manganese. Ciò è dovuto al fatto
che, a tali velocità, il contributo del manganese al sottoraffreddamento costituzionale delle
due fasi è ancora significativo, divenendo altresì poco rilevante nei confronti di quello
dell’azoto a velocità superiori. A bassi regimi di accrescimento, un aumento del tenore di
manganese determina un incremento del sottoraffreddamento non solo della ferrite, ma anche
della fase austenitica, traslando quindi le condizioni di transizione verso velocità superiori.
Per tenori di manganese intermedi, l’andamento dei due sottoraffreddamenti raggiunge il
massimo divario, per cui diviene elevato quello della ferrite-δ pur rimanendo ancora modesto
quello dell’austenite: tale concetto si risolve nel diagramma di fig.5.25 in un minimo nella
stabilità della fase ferritica al variare del tenore di manganese.
Il diagramma di fig.5.26 mostra l’andamento della condizione per cui la struttura di
solidificazione primaria diviene austenitica con morfologia planare. Si può notare
un’influenza del tenore di azoto, per cui la struttura planare si stabilizza per velocità inferiori
all’aumentare della percentuale in peso di tale elemento; tale effetto si può giustificare non
tanto alla luce di una variazione dell’intervallo di solidificazione della fase γ all’equilibrio,
quanto per un effetto indiretto del tenore di carbonio. Per tenori di azoto crescenti, il
coefficiente di partizione all’equilibrio del carbonio progressivamente aumenta; ciò si
traduce quindi in una riduzione dei gradienti di concentrazione di tale elemento
154
Capitolo 5. Attività sperimentale
all’interfaccia γ/liquido, più rilevante in assoluto dell’aumento previsto relativamente
all’azoto. Conseguentemente, all’aumentare del tenore di azoto, nella funzione f (ω ) che
definisce i domini di stabilità della morfologia di accrescimento planare, il bilancio
complessivo fra il termine dovuto alla capillarità e quelli associati alla redistribuzione dei
soluti, carbonio ed azoto prevalentemente, volge a favore del primo di essi, con l’effetto di
una stabilizzazione della morfologia planare. Il contrario accade invece per quanto riguarda
il tenore del manganese, in quanto un aumento del tenore di tale elemento induce minori
gradienti di concentrazione interfacciali di carbonio, e relativamente più elevati di azoto, con
la conseguenza di una stabilizzazione della morfologia colonnare. Tale effetto, unitamente
all’aumento dell’intervallo di solidificazione all’equilibrio della fase γ, fa sì che un
incremento del tenore di manganese, a parità di altre condizioni, innalzi il valore di velocità
corrispondente alla transizione verso l’austenite planare.
Le considerazioni precedenti possono essere riassunte in un unico diagramma,
comprensivo dell’effetto sia dell’azoto che del manganese, ed in cui figurano le diverse
transizioni della modalità di solidificazione primaria. Una simile rappresentazione
corrisponde concettualmente alla mappa di selezione di fase già illustratata in fig.4.4, relativa
ai modi di solidificazione degli acciai inossidabili austenitici convenzionali in condizioni di
solidificazione rapida [13 ]; si deve tuttavia tener conto che, per acciai non convenzionali
come gli austenitici inossidabili a ridotto tenore di nickel, è più appropriato sintetizzare la
composizione chimica del sistema attraverso la definizione del relativo rapporto Creq/Nieq,
secondo gli equivalenti definiti da Sanchez.
Riportando in grafico le regressioni dei risultati di tab.5.10, in funzione dei rapporti
Creq/Nieq di ciascuno dei sistemi indicati, è possibile quindi tracciare la mappa riportata in
fig.5.27, nella quale, per completezza, sono riportati anche i valori di velocità di transizione,
dalla ferrite dendritica primaria all’austenite cellulare, relativi ai quattro sistemi indicati in
tab.5.3, secondo quanto emerso nel corso della parte dell’attività sperimentale di
caratterizzazione delle strutture di solidificazione, di acciai inossidabili a ridotto tenore di
nickel, realizzate in condizioni di raffreddamento rapide.
1000
Growing rate (mm/s)
planar austenite
100
cellular austenite
10
Observed transitions
dendritic ferrite
1
1
1,1
1,2
1,3
1,4
1,5
1,6
1,7
1,8
1,9
2
Creq/Nieq (Sanchez)
Figura 5.27. Mappa di selezione di fase
degli acciai inossidabili austenitici a ridotto tenore di nickel
155
Capitolo 5. Attività sperimentale
Le mappe di selezione di fase di figg.5.25-26 completano quindi il panorama dello studio
della solidificazione degli acciai inossidabili austenitici a ridotto tenore di nickel, sia in
condizioni di equilibrio che lontano da esso.
La valenza tecnologica di tali mappe è particolarmente rilevante, in quanto consente di
formulare previsioni sulle proprietà delle strutture di solidificazione in relazione alla
composizione chimica ed al processo tecnologico adottato. In primo luogo, il modello di
selezione della fase primaria può essere interfacciato con codici di calcolo termo-tensionale,
attraverso i quali stimare le condizioni locali di raffreddamento, in termini dei parametri G e
V; ciò al fine di determinare, attraverso la definizione della struttura di solidificazione
primaria, la resistenza meccanica a caldo della struttura in accrescimento.
In secondo luogo, la disponibilità delle mappe di selezione di fase consente di “progettare”
la composizione chimica della lega in funzione delle condizioni di estrazione del calore del
processo di solidificazione adottato.
Nelle saldature laser, ad esempio, possono essere prevenuti fenomeni di criccabilità a caldo
legati agli aspetti microsegregativi propri di una solidificazione in modalità completamente
austenitica. E’ noto, infatti, che nella saldatura degli acciai inossidabili austenitici
convenzionali, una trasformazione peritettica durante la solidificazione minimizza la
tendenza alla formazione di cricche, per i benefici effetti indotti dalla modifica dei fenomeni
segregativi e dalla creazione di un’interfaccia fra le due fasi solide. In particolare,
quest’ultimo aspetto minimizza gli effetti decoesivi sulla struttura della microsegregazione
degli elementi bassofondenti, come P e S, attraverso una loro distribuzione su una maggior
superficie, ed una differente morfologia dei depositi dovuta alla minor bagnabilità di tali
elementi. Il beneficio associato alla creazione di un’interfaccia δ/γ è inoltre tanto più
considerevole quanto maggiore è la frazione di fasi coinvolte, per cui la trasformazione
peritettica dovrebbe avvenire ad una temperatura circa intermedia rispetto all’intervallo ∆Tliqsol.
Nei processi di colata continua convenzionale, invece, una trasformazione peritettica di
notevole entità è indesiderata, poiché comporta una contrazione della struttura di
solidificazione tale da indurre il rischio di formazione di cricche superficiali, per il venir
meno della condizione d’estrazione del calore latente attraverso il film di scoria lubrificante.
In tale contesto, è bene che la reazione peritettica avvenga in presenza di una modesta
quantità di fase primaria, ovvero in prossimità della Tliq, per far sì che le deformazioni dovute
alla contrazione siano annullate dalla fase liquida ancora presente. Se la trasformazione
peritettica, d’altro canto, avvenisse in presenza di una quantità molto maggiore di fase
primaria, ed a temperature prossime alla Tsol, le sollecitazioni meccaniche sulla struttura
aumenterebbero, e sarebbero deleterie in quanto sarebbero assorbite da una struttura quasi
completamente solida, e come tale in grado di criccarsi.
Infine, come si è già avuto modo di evidenziare, nel processo di strip-casting, una
solidificazione in ferrite lamellare risulta dannosa per l’intrinseca debolezza strutturale di
tale fase, ed è bene quindi che la solidificazione avvenga in modalità austenitica primaria o
comunque ferritica con una consistente trasformazione peritettica, per estendere l’intervallo
di solidificazione e consentire la distribuzione delle tensioni di raffreddamento su una
struttura più spessa e resistente.
Le problematiche menzionate possono essere trasposte alla solidificazione degli acciai
inossidabili a ridotto tenore di nickel ipotizzando che, a fronte d’analoghe problematiche
riconducibili alla microsegregazione di elementi basso-fondenti e/o di distribuzione delle
sollecitazioni meccaniche, si debba ricercare una condizione, in termini di composizione
chimica, per cui la condizione di raffreddamento imposta dal processo abbia un opportuno
collocamento rispetto alla velocità di transizione del modo di solidificazione primario. Ciò
assicurerebbe quindi il verificarsi della trasformazione peritettica nei modi in cui essa
156
Capitolo 5. Attività sperimentale
garantisce il massimo beneficio in termini di incremento di resistenza a caldo della struttura,
a seconda del processo di solidificazione considerato.
In alternativa, qualora la composizione chimica della lega non possa essere definita in
funzione delle condizioni di estrazione del calore, è possibile prevedere, attraverso le mappe
di selezione di fase, la prossimità alle condizioni di transizione verso la solidificazione
metastabile. Qualora tale limite fosse lontano, la trasformazione peritettica avverrebbe solo
in minima parte, ed è quindi prevedibile che si debba intervenire, nei processi in cui tale
condizione risulta maggiormente critica, adottando appropriati accorgimenti di natura
analitica, come la minimizzazione degli elementi segreganti, o di processo volti a prevenire
l’insorgenza delle cricche nella struttura di solidificazione.
157
Capitolo 5. Attività sperimentale
Bibliografia del capitolo
[1 ] R.Sanchez, T.Fernandez, C.Campo, J.Botella, High Nitrogen Stainless Steel Conf.,
1996, 353-360
[2 ] F.C.Hull: Welding Research Supplement, 1973, 193-203
[3 ] M. R.Ridolfi, O. Tassa, "Formation of nitrogen bubbles during the solidification of
16-18 Cr high nitrogen austenitic stainless steels" Proc. TOFA 2002", published in
"Intermetallics" Vol. 11, 2003, 1335
[4 ] G.F.Porcu, M.R.Ridolfi, F.Ruffini, O.Tassa, “Solidification of High Nitrogen
Austenitic Structural Steels”, Proceedings of the 8th Ultrasteel Workshop, Tsukuba July 2122 2004
[5 ] G.Balachandran, M.L.Bathia, N.B.Ballan, P.K.Rao ISIJ: 9, 2001, 1018-1027
[6 ] F.Ruffini, O.Tassa, T.Valente, “Primary solidification mode and microstructures of
low-nickel high-nitrogen and manganese austenitic stainless steel”, Proceedings of Int. Conf.
HNS 2004, Oostende 19-22 2004
[7 ] Sugiyama et al., Tetsu to Haganè, 61, 1974, 1094
[8 ] M.Wolf, Metallurgical seminar on “Stainless steel casting”, Zurich, Switzerland,
Concast Service Union AG, 1985.
[9 ] C.M.Hsiao, E.J.Dulis, Trans.Am.Soc.Met., 50, 1958. 773
[10 ] S.Fukemoto, W.Kurz, ISIJ International, 38 (1), 1998, 71-77
[11 ] M.Bobadilla, J.Lacaze, G.Lesoult, Scandinavian Journal of Metallurgy, 25, 1996, 210
[12 ] J.Miettinen, Metallurgical Transactions B, 31, 2000, 365-s
[13 ] C.Marchionni, M.R.Ridolfi, M.Bobadilla, O.Tassa, P.Tolve, J.M.Damasse,
“Solidification and crack formation in twin-roll strip casting”, Proceedings of the 4th
European Continuous Casting Conference, vol.2, Birmingham 2002
158
Capitolo 6. Conclusioni
Gli acciai inossidabili austenitici a ridotto tenore di nickel rappresentano una famiglia di prodotti
innovativi intorno ai quali ruotano grandi interessi commerciali, per le prospettive legate alla
sostituzione, eventualmente anche totale, di tal elemento come principale stabilizzatore della fase γ.
La ragione economica di tale interesse risiede nella possibilità di introdurre sul mercato prodotti
aventi un costo di fabbricazione ridotto, essendo il nickel notoriamente una materia prima costosa
ed il cui prezzo è soggetto inoltre a notevoli fluttuazioni, garantendo allo stesso tempo proprietà
d’impiego analoghe a quelle degli acciai inossidabili convenzionali, in termini di resistenza
meccanica, alla corrosione, e di saldabilità. Da una prospettiva differente, il medesimo problema è
di stretta attualità e provoca dirette ripercussioni sul mercato globale, alla luce della continua
espansione del sistema economico cinese, nel quale l’approvvigionamento del nickel non copre il
fabbisogno interno d’acciaio inossidabile del paese; per tale ragione la ricerca nazionale si muove
nella direzione di sopperire a tale deficit attraverso lo sviluppo di leghe alternative ad alto
manganese ed azoto. Infine, esiste, anche per effetto del riconoscimento di tale problematica da
parte della normativa comunitaria europea, la necessità di contenere l’impiego del nickel negli
acciai inossidabili in tutte quelle applicazioni in cui è previsto il contatto diretto con l’uomo, per il
suo effetto sensibilizzante.
Le molteplici esigenze citate giustificano l’ampio panorama brevettuale esistente nel campo degli
acciai inossidabili austenitici a ridotto tenore di nickel, costituito da un insieme di prodotti
diversificati per caratteristiche e attitudini all’impiego. I brevetti citati in sede introduttiva sono
rappresentativi, pertanto, dell’interesse strategico, da parte dei maggiori gruppi siderurgici mondiali,
a competere nella produzione di tale famiglia d’acciai innovativi. A supporto della varietà di
brevetti, si è sviluppato nel corso degli anni un filone di ricerca volto all’approfondimento delle
conoscenze in merito agli acciai inossidabili austenitici a ridotto tenore di nickel, indirizzato a
valutarne sia gli aspetti metallurgici sia di processo. L’obiettivo che si è potuto individuare nella
maggior parte dei lavori pubblicati, ed in questa sede esaminati, è stato quello di determinare
l’effetto degli elementi di lega impiegati in sostituzione del nickel, vale a dire azoto e manganese
principalmente, rame e carbonio in misura inferiore, sulle caratteristiche microstrutturali dei
prodotti e sulle loro proprietà d’impiego. Nello specifico, sono stati presi in rassegna lavori
riguardanti la previsione, in funzione della composizione chimica, della solubilità dell’azoto nel
bagno metallico, del grado di austeniticità della microstruttura a temperatura ambiente, delle
proprietà meccaniche, della resistenza alla corrosione ed all’ossidazione.
Un aspetto complessivamente trascurato è risultato essere lo studio del comportamento in
solidificazione di tali acciai, nonostante le problematiche che riguardano tale fase del processo
produttivo siano numerose e tutte meritevoli di attenzione. Come si è avuto modo di costatare in
ambiti analoghi, è di fondamentale importanza saper prevedere la modalità di solidificazione
primaria in funzione della composizione chimica e delle condizioni di raffreddamento, poiché tale
caratteristica microstrutturale determina in modo rilevante, attraverso la natura e l’entità della
microsegregazione associata, la resistenza a caldo della struttura nei diversi processi di
solidificazione, più o meno rapidi essi siano. Tale problematica, già di per sé complessa se riferita
agli acciai inossidabili austenitici convenzionali, diviene ancor più critica nei prodotti a ridotto
tenore di nickel, poiché esistono pochi riferimenti, peraltro non univoci, sull’effettivo potere
austenitizzante degli elementi alternativi impiegati, e tali riferimenti divengono evanescenti se
applicati a condizioni di solidificazione lontane dall’equilibrio. Un ulteriore aspetto riguarda la
solubilità dell’azoto, che rappresenta un forte vincolo all’industrializzazione degli inossidabili
159
6. Conclusioni
low-Ni in quanto, in assetti impiantistici in cui non siano previsti dispositivi atti ad operare in
sovrapressione, tale elemento è solubile in tenori limitati e comunque ben lontani dalla possibilità di
sopperire completamente all’assenza del nickel. D’altro canto, la solubilità dell’azoto dipende anche
da altri fattori, fra cui la presenza di altri elementi in soluzione in grado di modificarne l’attività, e
soprattutto è legata alla struttura di solidificazione, in termini sia di fase cui è demandata la
solubilizzazione di tale elemento, sia di dimensioni degli spazi interdendritici entro i quali dovrebbe
eventualmente nucleare la fase gassosa di azoto. Infine, il modo di solidificazione primario, da cui
dipendono l’eventuale verificarsi di una reazione peritettica e la misura in cui essa avviene in
termini di percentuali in volume di fasi coinvolte, unitamente alla scala della microstruttura,
condizionano l’evolvere della stessa durante il raffreddamento ed i successivi trattamenti termomeccanici, con diretti riflessi sulle scelte operative che riguardano le varie fasi del processo
produttivo.
Data l’importanza di tali tematiche, e le parziali lacune di conoscenza intorno ad esse, nel presente
lavoro, dedicato allo studio degli acciai inossidabili austenitici a ridotto tenore di nickel, sono stati
affrontati proprio i principali temi legati al processo di solidificazione, con specifico riguardo agli
effetti che, su di essi, hanno i tenori degli elementi impiegati in sostituzione del nickel, ovvero azoto
e manganese. L’aspetto qualificante e caratterizzante dell’attività svolta è stato l’aver sviluppato
uno specifico strumento predittivo della solidificazione rapida, sviluppato al fine di fornire
indicazioni non solo sulla natura della microstruttura, in termini di fase primaria di solidificazione,
ma anche sulla scala dimensionale delle dendriti, e sul sottoraffreddamento con cui esse si
accrescono. In modo complementare a tale parte del lavoro, si è fatto ricorso anche ai modelli
termodinamici esistenti e diffusi in commercio, la cui possibilità di applicazione con buona
attendibilità si è dimostrata tuttavia limitata solo in riferimento a condizioni di raffreddamento
blande o comunque riconducibili all’equilibrio. Attraverso l’uso dei modelli, sia appositamente
definiti che già disponibili, si è potuto disporre quindi degli strumenti interpretativi idonei
all’analisi dei risultati della parte sperimentale del lavoro di tesi, in cui sono state esaminate
strutture di solidificazione di acciai a ridotto tenore di nickel di composizioni differenti e realizzate
in diverse condizioni di raffreddamento, variabili in uno spettro molto ampio di ordini di grandezza,
comprendente sia processi di colata convenzionale che di solidificazione rapida, come il laser
welding e lo strip casting.
Il modello sviluppato ha impiegato come base teorica il compendio di un insieme di teorie
riportate in letteratura, ciascuna delle quali valutata criticamente in relazione alla funzionalità, ed
all’adeguatezza, nei diversi passaggi in cui il modello stesso è strutturato. Il cardine è rappresentato
dal criterio di stabilità marginale, attraverso cui è possibile determinare il raggio di curvatura
all’apice di una struttura colonnare in accrescimento, una volta fissate le condizioni di gradiente
termico e di velocità di avanzamento dell’interfaccia solido/liquido.
Tale criterio riprende un’applicazione della teoria delle perturbazioni, e si basa sull’ipotesi che il
raggio di curvatura ricercato corrisponda alla lunghezza d’onda minima di una perturbazione che
rende instabile l’accrescimento di un fronte planare nelle medesime condizioni di estrazione del
calore. La ricerca di tale uguaglianza di risolve nello studio dei domini di stabilità di un fronte
planare in funzione della lunghezza d’onda della sua perturbazione interfacciale, sulla cui
estensione, come si è avuto modo di approfondire, i fenomeni di capillarità e l’entità dei gradienti di
concentrazione dei soluti, che si instaurano nel liquido antistante l’interfaccia, esercitano
un’influenza opposta.
Un ulteriore tassello del modello è rappresentato dalle teorie cinetiche che sono state utilizzate per
la determinazione sia della più appropriata espressione dei coefficienti di partizione in condizioni
lontane dall’equilibrio, sintetizzate nel Continuous Growth Model, sia di una relazione in grado di
definire esplicitamente i contributi al sottoraffreddamento complessivo con cui avviene
l’accrescimento della struttura solida in un sistema multicomponente. Per la generale validità delle
teorie individuate, il modello sviluppato gode quindi di un’applicabilità molto estesa, poiché
160
6. Conclusioni
consente lo studio della solidificazione di un qualsiasi sistema multicomponente, con particolare
riguardo a quei casi in cui possano verificarsi fenomeni di accrescimento competitivo fra due o più
fasi. Nel presente lavoro è stato infatti applicato dapprima alla solidificazione rapida degli acciai
inossidabili austenitici convenzionali, per verificarne la correttezza dell’implementazione ed
effettuarne la taratura rispetto a sistemi complessivamente noti, e poi più diffusamente agli acciai
inossidabili a ridotto tenore di nickel, rispetto ai quali si è rivelata di fondamentale importanza, ai
fini dell’accuratezza dell’output, la scelta del database termodinamico per la generazione dei
parametri di input.
Il modello di selezione della fase primaria sviluppato nel presente lavoro, rivelatosi
particolarmente adeguato in termini di correttezza delle previsioni fornite, ha inoltre il merito di
prestarsi a sviluppi ulteriori, dal momento che è possibile prevedere una sua interfaccia con codici
di calcolo termotensionale allo scopo di valutare la risposta delle strutture in accrescimento, in
termini di resistenza meccanica, alle sollecitazioni indotte dal processo di solidificazione. Inoltre, il
modello risulta allo stesso tempo complementare, e funzionale, alla definizione delle condizioni al
contorno, nei riguardi delle teorie che investigano i fenomeni microsegregativi, dai quali dipendono
molte delle proprietà fisiche e metallurgiche delle strutture di solidificazione.
Quanto detto pone quindi in evidenza la peculiarità del lavoro svolto, che non si è limitato alla
caratterizzazione di strutture di solidificazione della famiglia di acciai di interesse, realizzate in un
insieme anche vasto di condizioni sperimentali, ma ha inteso spiegare i fenomeni osservati alla luce
delle teorie costitutive della disciplina che studia la solidificazione, secondo le metodologie e le
nozioni che ne costituiscono i fondamenti, raccolte e strutturate in modo organico attraverso lo
sviluppo di un proprio modello.
Entrando nel merito dei risultati conseguiti, ciò che si è potuto verificare nella solidificazione
degli acciai inossidabili austenitici a ridotto tenore di nickel, è la rilevanza di fenomeni differenti a
seconda delle condizioni di raffreddamento. E’ bene precisare, anche in questa sede, che nel
presente lavoro l’attenzione è stata rivolta verso un’ampia famiglia di acciai, contraddistinta da uno
spettro di tenori di azoto e manganese comprendente, in ragione del panorama brevettuale
esaminato, sia prodotti afferenti il campo degli acciai inossidabili austenitici general purpose,
ovvero proponibili in sostituzione dei prodotti convenzionali, sia leghe alto-resistenziali per
impieghi strutturali.
In condizioni prossime all’equilibrio e nell’intervallo di variabilità degli elementi considerato, il
modo di solidificazione primario degli acciai inossidabili austenitici a ridotto tenore di nickel è una
caratteristica non alterabile, in quanto in tutti i casi sperimentali osservati, e congruentemente con le
previsioni compiute attraverso il codice di calcolo termodinamico all’equilibrio Thermocalc, le
microstrutture sono risultate costituite da austenite, prodotta dalla trasformazione di una struttura di
solidificazione primaria di tipo ferritico. L’effetto dei tenori di azoto e di manganase, e
principalmente del primo dei due elementi, è quello di modificare la temperatura di inizio della
reazione peritettica, per cui tenori di azoto crescenti innalzano tale parametro verso la Tliq,
determinando pertanto una formazione della fase austenitica in presenza di una scarsa quantità di
fase ferritica primaria ed in un intervallo di temperatura elevato. Entrambi gli aspetti concorrono a
rendere più efficaci i processi diffusivi che sono alla base della trasformazione peritettica, per cui
quest’ultima ha modo di giungere a completamento, e la microstruttura a temperatura ambiente che
ne consegue risulta formata completamente da austenite, con al più un pattern microsegregativo non
omogeneizzato dalla diffusione allo stato solido, memoria della partizione di elementi avvenuta
durante l’accrescimento della struttura ferritica primaria. L’effetto osservato del manganese, è stato
quello di una modesta stabilizzazione della fase ferritica, ed è stato spiegato, attraverso l’uso di
Thermocalc, alla luce del restringimento indotto da tale elemento sull’estensione della regione
peritettica e sullo spostamento della trasformazione stessa verso temperature inferiori, alle quali i
processi diffusivi sono meno efficaci. Tali aspetti sono stati inoltre affrontati prendendo a
riferimento la specifica modellistica di previsione dell’evoluzione microstrutturale, riportata in
161
6. Conclusioni
letteratura, definita in relazione agli acciai inossidabili a ridotto tenore di nickel, e sono stati
analizzati proponendone una chiave interpretativa di carattere quantitativo, per cui è stata
individuata una soglia del tenore di azoto, nell’intervallo di composizioni investigato, necessaria al
conseguimento di una struttura completamente austenitica a temperatura ambiente. I risultati emersi
nel corso di questa parte dell’attività sperimentale sono stati divulgati nel corso della conferenza
internazionale dedicata agli acciai ad alto azoto, l’HNS 2004.
Nei processi di solidificazione in condizioni prossime all’equilibrio, un ulteriore aspetto che è
emerso con particolare significatività, peraltro prevedibile, è risultato essere quello della solubilità
dell’azoto, il cui superamento può determinare la formazione di porosità nelle strutture di
solidificazione, indesiderata in qualsiasi processo produttivo perché compromette l’integrità dei
manufatti e ne comporta necessariamente un condizionamento, costoso e riduttivo della resa
complessiva dei processi medesimi. I modelli previsionali all’equilibrio consentono con buona
confidenza di prevedere la nucleazione di azoto in forma gassosa nel liquido, in base alla
determinazione dell’energia libera di tale fase; su tale equilibrio hanno influenza sia, ovviamente, il
tenore di azoto presente, sia tutti gli altri elementi che concorrono a modificarne l’attività nel bagno
metallico: fra questi compare il manganese, come uno dei principali elementi che riducono l’attività
dell’azoto e ne aumentano quindi la solubilità. Trasferite ai casi reali, tali considerazioni di carattere
termodinamico, sebbene costituiscano la condizione necessaria affinché si verifichi la nucleazione,
non sono tuttavia sufficienti ad indurre l’insorgenza di porosità. Una teoria che è stata ripresa ed
approfondita nel corso del presente lavoro, e presentata recentemente ad un workshop sugli acciai
alto-resistenziali, affronta tale problematica considerando la condizione fisica affinché la
nucleazione possa aver luogo, in termini di superamento, da parte della pressione parziale d’azoto,
della pressione locale del liquido e della tensione interfacciale necessaria alla formazione di una
nuova fase.
La formazione di pori può essere soppressa, pur sussistendo i requisiti termodinamici affinché ciò
avvenga, nei casi in cui il battente ferrostatico sia elevato, e/o gli interstizi della microstruttura siano
sufficientemente piccoli da comportare un innalzamento del contributo di pressione, legato alla
tensione interfacciale, tale da superare la pressione parziale d’azoto. Ciò si verifica, ad esempio, nei
processi industriali di colata continua caratterizzati da una solidificazione molto rapida, come lo
strip casting, per cui la spaziatura interdendritica, che costituisce il limite geometrico alla
formazione di bolle di gas, è così ridotta da far sì che la nucleazione sia inibita proprio dai vincoli
indotti dalla tensione interfacciale liquido/gas. E’ per tale ragione, quindi, che le maggiori speranze
di industrializzazione dei prodotti inossidabili austenitici a ridotto tenore di nickel appare legata
all’applicazione di processi tecnologici anch’essi innovativi, come lo strip casting, nei quali si
raggiungono le condizioni di raffreddamento più rapide rispetto al panorama della colata continua.
Nella sperimentazione condotta, tale teoria ha permesso quindi la comprensione delle
macrostrutture di solidificazione dei lingotti prodotti, nei quali si è osservata una porosità di volta in
volta differente per entità e distribuzione, e sulla quale hanno influito appunto sia la scala
microstrutturale locale, indotta dalla variazione delle condizioni di raffreddamento, sia l’andamento
del battente ferrostatico.
Nella solidificazione rapida degli acciai inossidabili austenitici a ridotto tenore di nickel, gli effetti
documentati ed interpretati sono stati di natura diversa. In condizioni di raffreddamento lontane
dall’equilibrio, il sottoraffreddamento con cui si accresce la struttura ferritica può rendere tale fase
cineticamente sfavorita rispetto all’austenite. Tale eventualità comporta quindi una transizione del
modo di solidificazione primario dalla ferrite-δ in forma dendritica all’austenite cellulare, sotto
opportune condizioni di velocità di avanzamento del fronte di solidificazione, ed indipendentemente
dal gradiente termico locale. Per velocità di avanzamento dell’interfaccia ancor più elevate si può
verificare infine la transizione del modo di solidificazione primario verso l’austenite in forma
planare.
162
6. Conclusioni
Sulle condizioni di transizione δd/γc, la maggior influenza è esercitata dal rapporto Creq/Nieq che
esprime sinteticamente il bilanciamento fra gli elementi austenitizzanti e ferritizzanti presenti nel
sistema considerato; fra questi, nella famiglia di acciai investigata, il ruolo più rilevante è svolto dal
tenore di azoto, in quanto elemento fortemente stabilizzante della fase γ. Agli effetti della
solidificazione rapida, una riduzione del rapporto Creq/Nieq, indotto da un incremento del tenore
percentuale in peso di azoto, comporta una riduzione del valore di velocità di transizione verso la
solidificazione in modalità austenitica primaria. Il manganese ha un’influenza meno pronunciata
sulle velocità critiche di transizione δd/γc, e ciò che si è osservato è una modesta stabilizzazione
della fase ferritica in corrispondenza dei tenori estremi di tale elemento nell’intervallo investigato.
La transizione verso l’austenite planare è invece condizionata in modo opposto dai tenori di azoto
e manganese, aumentando rispettivamente per una riduzione del primo ed un incremento del
secondo.
Le transizioni della modalità di solidificazione primaria che si osservano ad alte velocità di
avanzamento dell’interfaccia, rappresentano condizioni critiche per il processo di solidificazione, in
quanto condizionano la morfologia della microstruttura, i fenomeni microsegregativi ad essa
associati, e conseguentemente la resistenza meccanica della struttura solida in accrescimento. La
possibilità di fornire previsioni attendibili, soprattutto nell’ambito di prodotti non convenzionali
come gli inossidabili austenitici a ridotto tenore di nickel, rappresenta quindi un supporto
indispensabile per l’individuazione delle condizioni opportune atte a garantire, in riferimento ai
diversi processi di solidificazione, la prevenzione del rischio di insorgenza di difetti strutturali,
come le cricche. A tal fine, i risultati dello studio della solidificazione rapida degli acciai
inossidabili austenitici a ridotto tenore di nickel, sono stati sintetizzati in mappe di selezione di fase
specifiche per tale famiglia di prodotti, differenziate in funzione dei parametri indipendenti di volta
in volta più appropriati, ovvero i tenori di azoto e manganese, od il rapporto Creq/Nieq del sistema
considerato.
La conclusione del lavoro, che sarà prossimamente oggetto di pubblicazione dedicata, è
rappresentata quindi da uno strumento appropriato per la valutazione del comportamento in
solidificazione rapida degli acciai inossidabili austenitici a ridotto tenore di nickel. La consultazione
delle mappe di selezione di fase consente infatti di individuare, in relazione agli specifici processi
industriali, di colata continua o di saldatura, la prossimità delle condizioni di transizione del modo
di solidificazione primario. In tal modo, è possibile indirizzare le condizioni operative, ed
eventualmente anche correggere analiticamente il sistema che solidifica, verso quelle condizioni che
di volta in volta si sono dimostrate più opportune nel conseguimento di strutture esenti da difetti
strutturali.
Il lavoro svolto, quindi, ha avuto una duplice finalità: da un lato sono stati approfonditi gli aspetti
di base legati alla solidificazione di una famiglia di acciai innovativi, come gli inossidabili
austenitici a ridotto tenore di nickel. Dall’altro, secondo le specificità di un’attività di natura
ingegneristica, si è concretizzato in uno strumento di supporto tecnologico, in grado di fornire
direttive sull’individuazione delle condizioni operative più appropriate per i diversi processi
industriali in cui ha luogo la solidificazione.
163
Lista dei simboli
Simbolo
Significato
Unità di misura
Ce
Cl
Cl*
Cs
Cs*
Di
Dl
Ds
G
Gc
Gl
Gs
I
JA
JB
JD+
JDKB
Kl
Ks
Nn0
Pc
QD
R
ur
V
Va
Vc
VD
VB
uuur
Vhkl
Vs
T*
Te
Tm
Tl
Tliq
Ts
Tsol
T&
concentrazione eutettica
concentrazione del liquido
concentrazione del liquido all’interfaccia
concentrazione del solido
concentrazione del solido all’interfaccia
coefficiente di diffusione all’interfaccia
coefficiente di diffusione nel liquido
coefficiente di diffusione nel solido
gradiente di temperatura all’interfaccia
gradiente di concentrazione nella fase liquida all’interfaccia
gradiente di temperatura nella fase liquida
gradiente di temperatura nella fase solida
frequenza di nucleazione
flusso atomico del solvente all’interfaccia
flusso atomico del soluto all’interfaccia
flusso atomico totale uscente dall’interfaccia
flusso atomico totale entrante nell’interfaccia
costante di Boltzmann
conducibilità termica del liquido
conducibilità termica del solido
numero di clusters stabili
numero di Péclet
energia di attivazione per la diffusione attraverso l’interfaccia
raggio di curvatura della dendrite
velocità di movimento dell’interfaccia
velocità limite di stabilità assoluta
velocità limite di stabilità costituzionale
velocità diffusiva all’interfaccia
velocità di avanzamento della sorgente termica nelle saldature
velocità di accrescimento nella generica direzione cristallografica
velocità di propagazione di un’onda sonora
temperatura dell’interfaccia liquido/solido
temperatura eutettica
temperatura di fusione
temperatura della fase liquida
temperatura di liquidus
temperatura della fase solida
temperatura di solidus
velocità di raffreddamento
wt%
wt%
wt%
wt%
wt%
m²/s
m²/s
m²/s
K/m
wt%/m
K/m
K/m
s-1
atomi/m²s
atomi/m²s
atomi/m²s
atomi/m²s
J/K
W/mK
W/mK
f
fs
k
fattore geometrico interfacciale
frazione di fase solida
coefficiente di ripartizione fuori equlibrio (Cs/Cl)
J/molK
m
m/s
m/s
m/s
m/s
m/s
m/s
m/s
K
K
K
K
K
K
K
K/s
164
ke
m
m’
r
tf
vm
z
coefficiente di ripartizione all’equlibrio (Cs/Cl)
pendenza locale della superficie di liquidus all’equilibrio
pendenza locale della superficie di liquidus fuori equilibrio
raggio del germe di solidificazione
tempo di solidificazione
volume molare della fase solida
coordinata perpendicolare all’interfaccia planare solido/liquido
α
β
δ
δc
ε
φ
γ
κe
λi
λe
λ1
λ2
θ
numero di Fourier, entropia adimensionale di fusione
angolo di contatto
spessore dell’interfaccia solido/liquido
strato limite diffusivo all’interfaccia
ampiezza della perturbazione del fronte planare
grado di sottoraffreddamento costituzionale
tensione superficiale
parametro di partizione
lunghezza d’onda corrispondente al limite di stabilità marginale
spaziatura delle lamelle in un sistema eutettico
spaziatura dendritica primaria
spaziatura dendritica secondaria
angolo compreso fra le direzioni normale al fronte di
solidificazione e della sorgente termica
energia specifica d’interfaccia
potenziale chimico standard
potenziale chimico di redistribuzione
numero d’onda di una perturbazione sinusoidale
angolo compreso fra la normale all’interfaccia e la generica
direzione cristallografica [hkl]
σ
µ
µ’
ω
ψ
∆C0
∆g
∆G
∆Gd
∆Gn0
∆Hf
∆Sf
∆T
∆Tc
∆Tk
∆Tr
∆Ts
∆Tth
∆T0
∆T’
Ω
Γ
differenza di concentrazione fra liquido e solido in equilibrio
alla temperatura di solidus
variazione di energia libera per unità di volume
variazione di energia libera
energia di attivazione per il trasferimento di atomi all’interfaccia
energia libera critica di formazione di agglomerati stabili
calore molare latente di fusione
entropia molare di fusione
sottoraffreddamento totale
sottoraffreddamento costituzionale
sottoraffreddamento cinetico
sottoraffreddamento dovuto alla capillarità
sottoraffreddamento di diffusione
sottoraffreddamento termico
intervallo di solidificazione alla concentrazione C0
differenza di temperatura fra l’apice e la radice della dendrite
grado adimensionale di soprasaturazione
coefficiente di Gibbs-Thompson
K/wt%
K/wt%
m
s
m³/mol
m
rad
m
m
m
K/m
N/m
m
m
m
m
rad
J/m²
J/mol
J/mol
m-1
rad
wt%
J/m³
J
J
J
J/mol
J/molK
K
K
K
K
K
K
K
K
Km
165
Ringraziamenti
Al termine di tre anni d’attività, l’autore sente il bisogno di rivolgere un sentito ringraziamento a
tutti coloro che, in tempi e modalità differenti, hanno dato il loro contributo a far sì che essa
giungesse appropriatamente a completamento.
In primo luogo, il riconoscimento va a chi è intervenuto perché l’attività di collaborazione con la
facoltà di Ingegneria dell’Università “La Sapienza” di Roma, formalizzata nella frequentazione del
corso di Dottorato di Ricerca, avesse inizio, individuandone sin da allora meriti e prospettive. In tal
senso i ringraziamenti vanno al Prof.T.Valente, ed internamente al Centro Sviluppo Materiali, al
Dr.Bruno, all.Ing.Abbruzzese, all’Ing.Segala, al Dr.Barteri ed al Dr.Granati.
L’autore esprime poi il più sentito apprezzamento verso i ricercatori che, nel corso dell’attività, lo
hanno assistito, indirizzato e consigliato, sia nella fase di impostazione del lavoro, sia nel suo
svolgimento, sia infine nella redazione del presente documento. L’esperienza maturata al loro
fianco è stata veramente preziosa, in quanto ha consentito all’autore il raggiungimento di obiettivi
significativi ed una crescita professionale considerevole. Un profondo ringraziamento, nonché la
dedica del presente lavoro, va quindi alle colleghe Dr.ssa Tassa ed Ing.Ridolfi.
166
Scaricare