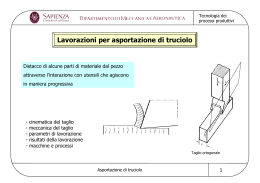
Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Principi fondamentali del processo di taglio Lavorazione per deformazione plastica nel quale un utensile, dotato di moto relativo rispetto a un pezzo, ne asporta uno strato superficiale, detto soprametallo, trasformandolo in truciolo e generando una superficie con elevata precisione. Esempio di taglio ortogonale Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Meccanica di formazione del truciolo: il taglio ortogonale Taglio ortogonale: la formazione del truciolo è regolato da fenomeni bidimensionali: nessuna deformazione nel senso della larghezza del taglio (taglio non vincolato). Lavorazione di piallatura Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Meccanica di formazione del truciolo: il taglio ortogonale Fattore di ricalcamento del truciolo c: s c s1 slL s1l1 L1 Essendo l l1 , s L c s1 L1 Angolo di scorrimento : c s OAsen sen s1 OA cos cos c cos (Relaz trigonome triche) 1 csen 0 c tg tg Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Modello di formazione del truciolo per scorrimento (Pijspanen) Meccanismo di base della formazione del truciolo: lo strato di materiale asportato dall’utensile si distacca per rottura fragile in corrispondenza del piano di taglio OA Calcolo della deformazione s funzione dell’angolo di spoglia superiore e dell’angolo di scorrimento : s s KM KN NM x NL NL NL cot NLtg cot tg NL Minimizzazione della deformazione s: s 0 sen cos 0 45 2 0 45; c 1 s min Deformazione per scorrimento di blocchi rigidi a forma di parallelogramma in corrispondenza del piano di scorrimento OA Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Modello di formazione del truciolo per scorrimento (Pijspanen) c s sen s1 cos tg s c cos ; 0 c tg 1 csen s cot tg x s 0 45 2 0 45; c 1 s min La deformazione s aumenta con la riduzione dell’angolo di spoglia superiore e, di conseguenza, aumentano le forze necessarie a provocare tale deformazione: Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Analisi cinematica del processo di taglio vt velocità del truciolo sul petto dell' utensile v velocità di taglio vs velocità di scorriment o del truciolo sen vc cos cos vs v cos vt v KL vt cos KL vsen NM vs cos NM v cos Calcolo della velocità di deformazione: s d s d s x vs dt dt x s v cos x cos x 0.01 0.001mm s 10 2 106 s 1 Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Meccanismo di formazione del truciolo (Ernst – Merchant) Ipotesi: • taglio ortogonale • Formazione di truciolo continuo per scorrimento • assenza di attrito nel contatto fianco utensile – superficie in lavorazione • strisciamento del truciolo sul petto dell’utensile con attrito costante Obiettivo: Analisi delle forze necessarie alla formazione del truciolo, stabilendo relazioni geometriche tra esse e l’angolo di scorrimento , l’angolo di spoglia superiore e l’angolo r di attrito Analisi grafica: Il truciolo OADE è in equilibrio sotto l’azione della forza risultante R applicatagli dall’utensile e della reazione uguale e contrario R’ applicata dal pezzo in lavorazione in corrispondenza del piano di scorrimento Scomposizione delle forze Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Meccanismo di formazione del truciolo (Ernst – Merchant) Forze in funzione delle componenti misurabili Fz e Fx(calcolo di Fs, Fn, T, N, ) Fs OK cos (OG GK ) cos Fz Fx tg cos Fz cos Fx sen T Rsen r Fx cos Fz sen N R cos r Fz cos Fx sen F Fz tg T tgr x N Fz Fx tg Calcolo di ts, ss: Fs Fs Fz sen cos Fx sen 2 ts sen OA l s l s l Fn Fn Fx sen cos Fz sen 2 ss sen OA l s l s l Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Meccanismo di formazione del truciolo (Ernst – Merchant) Principio della minima energia: La forza di taglio Fz è responsabile del lavoro fatto nel taglio. La forza Fz necessaria a provocare lo scorrimento lungo il piano individuato da (dove ts è massima) è dunque la minima forza per generare il truciolo. Fz Fs cosr t s s l cosr cos sen cos Essendo r e imposte, il minimo è funzione di : dFz cos cos r sensen r 0 cos r 0 2 2 d sen cos r 2 r 90 45 1 2r 0 Angolo di scorriment o che rende minima Fz Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Meccanismo di formazione del truciolo (Ernst – Merchant) Principio della minima energia: 45 1 2r 0 L’angolo di scorrimento diminuisce con l’aumentare dell’angolo di attrito r e aumenta all’aumentare dell’angolo di spoglia superiore dell’utensile. N.B.: Pijspanen (=45°+/2) e ErnstMerchant si differenziano essenzialmente per l’angolo di attrito!!! sen c 1 cos Pertanto, a causa dell’attrito c<1!!! sen(45 r / 2 / 2) 1 cos45 r / 2 / 2 sen(45 / 2) cNO _ ATTRITO 1 cos 45 / 2 c ATTRITO Il principio è valido nei limiti delle ipotesi del modello. La sua validità è minata dal fatto che ts raramente è costante con la temperatura, la deformazione e la velocità di scorrimento. Inoltre, le condizioni di contatto ipotizzate di puro strisciamento non sono realistiche Tecnologia Meccanica 2 Tecnologie e Sistemi di Lavorazione Meccanismo di formazione del truciolo (Ernst – Merchant) Distribuzione reale delle tensioni: Tratto AB: ss è elevata in prossimità del tagliente e si realizzano condizioni di attrito adesivo e ts è pari a alla tensione di snervamento Il materiale aderisce al petto e la deformazione avviene all’interno del truciolo (zona di scorrimento secondaria) Tratto BC: normale attrito di scorrimento (tensione normale + bassa) L’attrito quindi varia tra le due zone (+ alto nel tratto AB) e si può definire un valore medio tra le due zone L’ampiezza delle due zone dipende dall’angolo di T Rsen r F cos F sen spoglia superiore: x z N R cos r Fz cos Fx sen N s s BC Fs OA l F ss n OA l ts F Fz tg T tgr x N Fz Fx tg Condizioni di contatto reali
Scaricare