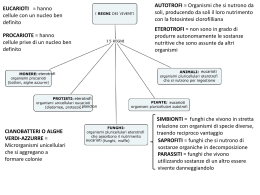
MICROBIOLOGIA DEGLI ALIMENTI DETERIORAMENTO DEGLI ALIMENTI METODI DI CONSERVAZIONE GLI ALIMENTI COME VEICOLO PER LA TRASMISSIONE DI MALATTIE UTILIZZO DEI MICRORGANISMI NELLA PRODUZIONE DI ALCUNI ALIMENTI Deterioramento degli alimenti qualunque modifica dell’aspetto, dell’odore o del sapore di un prodotto alimentare che lo renda inaccetabile al consumatore In alcuni casi il deterioramento può essere causato da microrganismi PATOGENI Lo sviluppo dei microrganismi negli alimenti segue gli standard della crescita microbica La velocità di crescita durante la fase esponenziale dipende dalla temperatura e dalle proprietà nutritive dell’alimento DETERIORAMENTO DEGLI ALIMENTI La proliferazione microbica negli alimenti è influenzata da: FATTORI INTRINSECI correlati con l’alimento stesso FATTORI ESTRINSECI legati all’ambiente in cui il cibo è conservato FATTORI INTRINSECI Sostanze nutritive FATTORI INTRINSECI Temperatura Presenza di gas (CO2 e O2) Tipo e numero di microrganismi presenti pH Contenuto di umidità nell’alimento Attività dell’acqua Potenziale di ossido riduzione Struttura fisica dell’alimento Eventuale presenza di antimicrobici naturali (lisozima nel latte e nelle uova, alcune erbe e spezie) FATTORI CHE INFLUENZANO LA CRESCITA MICROBICA PARAMETRI CHIMICO - FISICI pH ridotto favorisce la crescita di muffe e lieviti pH neutro o alcalino i batteri sono responsabili del deterioramento e della putrefazione macinazione o impastamento aumenta la superficie esposta alla contaminazione e distribuisce i microrganismi contaminanti in tutto l’alimento ATTIVITA’ DELL’ACQUA La crescita ed il metabolismo dei microrganismi richiede acqua Non tutta l’acqua degli alimenti è disponibile per i microrganismi attività dell’acqua (aw) esprime il grado di disponibilità dell’acqua è il rapporto tra la tensione di vapore acqueo di una soluzione e quella dell’acqua pura alla stessa temperatura aw = p sol./pwater 0 < aw < 1 VALORI DI AW DEGLI ALIMENTI E LORO FLORA MICROBICA aw > 0.98 Alimenti Carne fresca Pesce fresco Frutta fresca Vegetali freschi Conserve vegetali in acqua e sale Conserve di frutta in sciroppo leggero (< 3,5% sale, 26% zucchero) 0.93-0.98 Salsicce fermentate Formaggio stagionato Pane Latte evaporato Conserva di pomodoro VALORI DI A NEGLI (10% sale, 50% W zucchero) Flora microbica (C. perfringens Salmonella) (Pseudomonas) (B. cereus, C. botulinum, Salmonella) lattobacilli, bacilli e ALIMENTI E micrococchi Le tecnologie alimentari - parte III - 7 LORO FLORA MICROBICA aw 0.85-0.93 0.6-0,85 < 0.6 Alimenti Salsicce essiccate e fermentate Prosciutto crudo (17% sale, saturato con saccarosio) Frutta secca Farina Cereali Pesce sotto sale Nocciole Dolciumi Miele Uova e latte in polvere Tagliatelle Flora microbica S. aureus Muffe che producono micotossine; lieviti alteranti e muffe Funghi xerofili Alofili Lieviti osmofili Nessuna crescita ma rimane vitale Le tecnologie alimentari - parte III - 8 Ad aw<0.6 gli alimenti iniziano ad essere stabilizzati, poiché non vi è crescita microbica anche se i microrganismi rimangono vitali. Questo significa che non appena viene aggiunta acqua all’alimento deidratato, devono essere adottate le precauzioni richieste per un alimento fresco, poiché i microrganismi sopravvissuti possono nuovamente svilupparsi. LIVELLI MINIMI DI AW CHE CONSENTONO LA CRESCITA (alla temperatura ottimale) Muffe Lieviti Batteri Aspergillus chevalieri Aspergillus ochraceus Aspergillus flavus Penicillium verrucosum Fusarium moniliforme Saccharomyces rouxii Saccharomyces cerevisiae Bacillus cereus Clostridium botulinum (proteolitico) Clostridium botulinum (non proteolitico) Escherichia coli Salmonella Staphylococcus aureus 0.71 0.78 0.80 0.79 0.87 0.62 0.90 0.92 0.93 0.97 0.93 0.95 0.83 Le tecnologie alimentari - parte III - 6 CONTROLLO DEL DETERIORAMENTO ALIMENTARE • RIMOZIONE FISICA DEI MICRORGANISMI (filtrazione) • CAMBIAMENTO DELLA TEMPERATURA • CAMBIAMENTO DELL’ATTIVITA’ DELL’ACQUA • UTILIZZO DI SOSTANZE CHIMICHE • UTILIZZO DI RADIAZIONI • INIBIZIONE DELLA PROLIFERAZIONE INDOTTA DA SOSTANZE DI ORIGINE MICROBICA METODI DI CONSERVAZIONE CAMBIAMENTO DELLA TEMPERATURA BASSE TEMPERATURE (conservazione a freddo) - Refrigerazione a 5°C rallenta la proliferazione microbica - Limite del metodo elimina solo gli organismi più sensibili al freddo TEMPERATURE ELEVATE PASTORIZZAZIONE trattamento a calore controllato di alcuni alimenti che NON sterilizza ma riduce il livello di batteri responsabili del deterioramento 63°C per 5min PASTORIZZAZIONE BASSA 72°C per 15sec PASTORIZZAZIONE-FLASH (alta) 120-150°C per 1-3sec UTH (Ultra High Temperature) RISCALDAMENTO E CONSERVAZIONE IN SCATOLA L’alimento viene sigillato in un contenitore, riscaldato in modo da uccidere qualunque organismo vivente o per escludere la proliferazione di microrganismi rimasti vivi dopo il trattamento ACIDITA’ ATTIVITÀ DELL’ ACQUA (4) (conservazione sott’aceto) ATTIVITA’ dell’ACQUA può ridurre: La aw si può ridurre: •Togliendo acqua (essiccamento) •Diminuendo dell’acqua METODIlaDIdisponibilità ESSICCAMENTO attraverso la cristallizzazione (congelamento) •Diminuendo la disponibilità dell’acqua ATTIVITÀ DELL’ ACQUA (4) Esempi di metodi di essiccamento sono: attraverso agenti leganti come zucchero, sale •Essiccamento al sole La aw•Essiccamento si può ridurre: ad aria •Essiccamento (liofilizzazione) •Togliendo acquaspray (essiccamento) Le tecnologie alimentari - parte III - 9 •Essiccamento per congelamento •Diminuendo la disponibilità dell’acqua attraverso la cristallizzazione (congelamento) Le tecnologie alimentari - parte III - 13 •Diminuendo la disponibilità dell’acqua attraverso agenti leganti come zucchero, sale CONSERVAZIONE MEDIANTE TRATTAMENTO CHIMICO •Propionato di calcio o sodio Pane •Benzoato di sodio Bevande gassose, succhi di frutta, margarine, conserve •Acido sorbico Formaggio, ingredienti per sandwich •Anidride solforosa, solfiti bisolfiti Frutta secca e verdura, vino • Formaldeide da processi di affumicatura Carne, Pesce • Nitrito di sodio Prosciutto affumicato, pancetta IRRADIAZIONE raggi g provenienti da 60Co o da 137Cs MALATTIE DI ORIGINE ALIMENTARE INTOSSICAZIONI ALIMENTARI Derivano dall’ingestione di cibo che contiene tossine microbiche già prodotte Staphylococcus aureus, Clostridium perfringens, Clostridium botulinum provocano serie intossicazioni alimentari. INFEZIONI ALIMENTARI Infezioni attive che derivano dalla ingestione di alimenti contaminati da patogeni. Salmonella, E. coli patogeno, Campylobacter spp., Listeria monocytogenes provocano serie infezioni alimentari. Staphylococcus aureus produce enterotossine termostabili Cibi a rischio: dolci con crema o panna, pollame carne e derivati, salse, insalate di uova e carne Clostridium perfringens la malattia deriva dalla ingestione di grandi quantità di C. perfringens, sporulano nell’intestino innescando la produzione della enterotossina. Altera la permeabilità dell’epitelio intestinale, crampi, diarrea, febbre, vomito Insorge 7-15 ore dopo l’ingestione di cibo contaminato. Clostridium botulinum Consumo di alimenti che contengono la neurotossina che viene distrutta ad alta temperatura (80°C). Cibi a rischio: conservati in barattolo non acidi, pesce fresco o affumicato sotto vuoto BOTULISMO INFANTILE spore nel miele grezzo CEPPI PRODUTTORI DI ENTEROTOSSINA DI TIPO A CEPPI PRODUTTORI DI BETA-TOSSINA MICRORGANISMI E SPORE NELL’INTESTINO DI ANIMALI E NEL SUOLO CONTAMINAZIONIE DELLE CARNI SPORE SOPRAVVIVONO ALLA COTTURA-GERMINAZIONE E MOLTIPLICAZIONE DEI MICRORGANISMI CIBO CUCINATO IN MODO NON ADEGUATO RISCALDAMENTO INSUFFICIENTE INGESTIONE DI UN GRAN NUMERO DI MICRORGAISMI INGESTIONE DI MICRORGANISMI DA PARTE DI PERSONE CON DIETA POVERA DI PROTEINE RISPORULAZIONE E PRODUZIONE DI TOSSINA NELL’INTESTINO DIARREA PRODUZIONE DI BETA-TOSSINA NELL’INTESTINO ENTERITE NECROSANTE MICROBIOLOGIA DEGLI ALIMENTI UTILIZZO DEI MICRORGANISMI NELLA PRODUZIONE DI ALCUNI ALIMENTI • Produzione aceto • Birra, vino ed altre bevande alcoliche fermentate • Prodotti lattiero caseari • Il pane ed altri prodotti vegetali fermentati • Microrganismi come alimenti ed integratori alimentari I lieviti sono tra i più importanti microrganismi utilizzati a scopi industriali e per le produzioni alimentari. Sono organismi eucariotici, funghi unicellulari. In presenza di ossigeno essi sono in grado di effettuare la respirazione aerobica, in assenza di ossigeno il loro metabolismo diventa anaerobico, con ridotta crescita cellulare e produzione di grandi quantità di etanolo. (FERMENTAZIONE ALCOLICA) PRODUZIONE DI BEVANDE ALCOLICHE FERMENTATE: Le bevande alcoliche fermentate vengono prodotte in tutto il mondo da una grande varietà di prodotti vegetali, ricchi di carboidrati facilmente utilizzabili. La FERMENTAZIONE ALCOLICA riveste maggiore importanza, i lieviti utilizzano gli zuccheri naturalmente presenti per produrre alcool FATTORI CHIMICO-FISICI CHE INFLUENZANO LA FERMENTAZIONE Temperatura: i lieviti responsabili della fermentazione sono mesofili con un optimun tra i 30-35°C. Ossigeno: dopo la fase aerobica di avvio fermentazione bisogna limitare l’ossigenazione per evitare fenomeni ossidativi. Acidità: un pH di circa 3 inibisce l’insorgenza di microrganismi diversi dai lieviti alcoligeni. PRODUZIONE della BIRRA Materie prime per la produzione della birra sono vari cereali: orzo, grano riso. Essi contengono proteine ed amidi che devono essere trasformati in miscele di amminoacidi e carboidrati più semplici per essere facilmente utilizzabili. I lieviti utilizzati per la produzione di birra possono essere di due tipi: - LIEVITI DI FONDO (Saccharomyces carlsbergensis) che sedimentano sul fondo del tino di fermentazione. Svolgono una fermentazione a 14-23°C per 5-7 giorni e sono quelli di largo utilizzo. - LIEVITI DI SUPERFICIE (Saccharomyces cerevisiae) che restano distribuiti uniformemente nel mosto e vengono trasportati verso la superficie dalla CO2 prodotta durante la fermentazione. Vengono utilizzati per produrre birre ad elevata gradazione alcolica. Germinazione dell’orzo bagnato ed attivazione dei suoi enzimi con liberazione enzimatica dei carboidrati solubili MALTO Malto + acqua + cereali MACERAZIONE in un TINO PER INFUSIONE Ulteriore attività enzimatica, rilascio di maltosio, destrine e proteine Aggiunta del LUPPOLO (Humulus lupulus) BOLLITURA nella caldaia per la fermentazione -Inibizione dei microrganismi del deterioramento - Inattivazione enzimatica - Aromatizzazione con il luppolo - Chiarificazione Rimozione del LUPPOLO MOSTO di MALTO Aggiunta del LIEVITO FERMENTAZIONE ALCOLICA Lieviti naturali sono presenti sulle uve Lievito da vino Saccharomyces ellipsoideus Aggiunto all’inizio del processo. Il trattamento con SO2 ha un effetto antiossidante e antisettico. il lievito da vino è resistente alla concentrazione di anidride solforosa, che ostacola la crescita di lieviti indesiderati e altri microrganismi Fermentazione condotta in contenitori di varie dimensioni con una valvola di sola uscita da cui la CO2 può uscire ma non può entrare aria Travaso e separazione del vino dal Sedimento di lieviti e vari precipitati. Altro trattamento con SO2 per eliminare i lieviti residui ed eventuali specie indesiderate FERMENTAZIONE MALO-LATTICA Quando tutti gli zuccheri sono stati fermentati ad etanolo, i livelli dei lieviti diminuiscono e si può avere la crescita dei batteri lattici (Lactobacillus plantarum, Lactobacillus casei, Pediococcus, Leuconostoc oenus, Oenococcus) Questi batteri sono responsabili della FERMENTAZIONE MALO-LATTICA in cui l’acido malico viene decarbossilato ad acido lattico con produzione di CO2, ad opera dell’enzima malolattico. La fermentazione malolattica segue di alcuni giorni quella alcolica e il suo valore principale è quello di deacidificare il vino. BATTERI LATTICI CHE PARTECIPANO ALLA FERMENTAZIONE MALO-LATTICA Oenococcus oeni Leuconostoc ALTERAZIONI DI NATURA MICROBICA La crescita incontrollata degli stessi microrganismi responsabili delle fermentazioni o di microrganismi non desiderati, può determinare alterazioni del vino. FIORETTA: provocata da lieviti del genere Candida. Essi determinano una diminuzione del livello di alcol etilico che viene ossidato con produzione di CO2 e acqua. Si manifesta come un velo bianco rugoso sul collo e le pareti della bottiglia. SPUNTO ACETICO: dovuto alla proliferazione di Acetobacter che ossida l’alcol etilico con produzione di acido acetico. SPUNTO LATTICO: dovuto agli stessi batteri lattici (eterofermentanti) che producono composti secondari oltre all’acido lattico (mannite, glicerolo, acido acetico, acido propionico e butirrico) PRINCIPALI CARATTERISTICHE DEI BATTERI LATTICI: Microrganismi gram +, asporigeni, generalmente immobili, di morfologia piuttosto variabile; Sono privi di citocromi e ottengono l’energia necessaria attraverso la fosforilazione del substrato, piuttosto che dal trasporto degli elettroni e dalla fosforilazione ossidativa Sono anaerobi microaerofili, tollerano cioè basse concentrazioni di ossigeno; I batteri lattici si distribuiscono nei seguenti generi: Lactobacillus Lactococcus Streptococcus Leuconostoc Pediococcus Alcuni effettuano la FERMENTAZIONE OMOLATTICA, altri quella ETEROLATTICA PRODUZIONE DI FORMAGGI I formaggi sono tra gli alimenti più antichi presenti nella dieta dell’uomo; Se ne producono oltre 2000 varietà. Tutti derivano dal processo di fermentazione dell’acido lattico dal latte e il processo può essere diviso in 4 fasi distinte: • COAGULAZIONE DEL LATTE PER FORMARE LA CAGLIATA • SEPARAZIONE DELLA CAGLIATA DAL SIERO • MESSA IN FORMA DELLA CAGLIATA • STAGIONATURA PER ACCENTUARE IL SAPORE E LA CONSISTENZA 1. CORREZIONE DEL GRASSO. Alcuni latti vengono scremati (per affioramento) per ottenere formaggi semigrassi (es. Parmigiano Reggiano), altri vengono addizionati di crema (a volte Provolone e Gorgonzola) per ottenere formaggi grassi. 2. PASTORIZZAZIONE. Per la fabbricazione di formaggi freschi e, a volte, per abbassare la carica microbica di determinati latti, si effettua la pastorizzazione. 3. INNESTO DI FERMENTI LATTICI – COAGULAZIONE DELLE PROTEINE DEL LATTE Le moderne tecnologie per la produzione di molti formaggi impiegano ormai abitualmente fermenti lattici selezionati. L’aggiunta di innesto apporta al latte una flora batterica che assicura una decisa prevalenza dei batteri caseofili che conferiscono elevata acidità, favoriscono la coagulazione e contrastano i batteri butirrici (agenti del gonfiore tardivo). Questo insemenzamento può essere effettuato in vari modi: - mediante innesto naturale, che consiste in colture di batteri già presenti naturalmente nel latte il cui sviluppo viene favorito col riscaldamento del latte (latteinnesto) o del siero (sieroinnesto), - mediante innesto selezionato, che consiste in colture di batteri appositamente selezionati per conferire al formaggio caratteristiche organolettiche omogenee e costanti (lattofermento e sierofermento). 4. SEPARAZIONE DELLA CAGLIATA DAL SIERO La cagliata viene riscaldata e pressata per rimuovere la parte acquosa; 5 MESSA IN FORMA DELLA CAGLIATA 6. STAGIONATURA PER ACCENTUARE IL SAPORE E LA CONSISTENZA Viene quindi cosparsa di sale e fatta stagionare con o senza l’aggiunta di microrganismi; In alcuni formaggi viene effettuato un secondo inoculo per produrre un’altra fermentazione: -Propionibacterium viene inoculato per produrre il formaggio “Svizzero”. Questi batteri trasformano acido latticoacido propionico, acetico e CO2 L’anidride carbonica produce i buchi caratteristici di questo formaggio - L’inoculazione microbica si usa nella produzione dei formaggi erborinati (gorgonzola, roquefort) aggiungendo spore di Penicillium roqueforti alla cagliata prima della fase finale di produzione PREPARAZIONE DELLO YOGHURT LATTE DI BUONA QUALITA’ STANDARDIZZAZIONE DEL TITOLO DI GRASSO LATTE INTERO 3,3-3.6% DI GRASSO SEMIGRASSO 1,5% DI GRASSO MAGRO 0,1% DI GRASSO OMOGENIZZAZIONE DEI GLOBULI DI GRASSO TRATTAMENTO TERMICO DEL LATTE 80-90°C per 20 min 95°C per 5 min INOCULO CON BATTERI LATTICI Streptococcus thermophilus Lactobacillus bulgaricus Lactobacillus delbrueckii FERMENTAZIONE A 42-45°C per circa 3 ore RAFFREDDAMENTO CON ROTTURA DEL COAGULO O A COAGULO COMPATTO Fino a 10-12°C per rallentare le attività metaboliche dei batteri lattici e favorire la gelificazione EVENTUALE AGGIUNTA DI FRUTTA O AROMI CONFEZIONAMENTO CONSERVAZIONE A 4-5°C ALCUNI CEPPI GRANDI PRODUTTORI DI POLISACCARIDI CONTRIBUISCONO A RENDERE IL PRODOTTO PIU’ CREMOSO IMPIEGHI INDUSTRIALI DEL LIEVITO E DEI SUOI PRODOTTI Produzione di cellule di lievito Lievito per panettieri Lievito essiccato come integratore alimentare Lievito essiccato per mangimi animali Prodotti del lievito Estratti per mezzi di coltura microbici Vitamina B e vitamina D Enzimi Prodotti di fermentazione da lieviti Etanolo Glicerolo Bevande alcoliche Birra, vino Bevande distillate Whisky, brandy, vodka, rum Il lievito viene cresciuto in condizioni aerobiche in fermentatori aerobi allo scopo di ottenere grandi quantità di cellule. Per la crescita vengono utilizzate le melasse che contengono grandi quantità di zucchero come fonte di carbonio ed energia. L’inoculo viene fatto in piccolo volume, poi si procede allo scale up. Le cellule cresciute in fermentatore vengono recuperate per centrifugazione, e confezionate a seconda degli utilizzi. Nel processo di panificazione la crescita del lievito si esplica in condizioni aerobiche. Ciò comporta un aumento della produzione di CO2 e un minimo accumulo di alcool. La fermentazione del pane avviene in varie fasi: - le a e b amilasi presenti nell’impasto umido liberano maltosio e saccarosio dall’amido; - successivamente si aggiunge un ceppo di Saccharomyces cerevisiae contenente gli enzimi maltasi, invertasi e zimasi; - la CO2 prodotta dal lievito fa lievitare l’impasto, con la cottura la CO2 viene poi eliminata
Scaricare