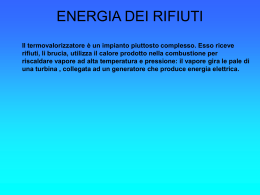
LCA AND WASTE MANAGEMENT a short smart guide LIFE CYCLE ASSESSMENT E WASTE MANAGEMENT Una delle chiavi di successo per la realizzazione di un prodotto ecosostenibile è quello di basare la propria azione su strumenti e politiche efficaci, universalmente condivise e riconosciute. Abbiamo quindi deciso di condensare in questa pubblicazione le informazioni essenziali riguardo al Life Cycle Assessment (LCA) e al Waste Management (WM), che rappresentano rispettivamente lo strumento e la metodologia di lavoro principali, a cui l’ecodesigner deve fare riferimento, per diminuire l’impatto ambientale del packaging. LCA and Waste Management sono quindi intimante legati tra loro, anche se operano su due piani differenti: l’LCA, riguardando l’intero ciclo di vita di un prodotto, considera anche il suo fine vita e quindi il Waste Management, nella definizione e rivisitazione delle proprie procedure e metodologie, si può avvalere dell’LCA, per una approfondita valutazione dell’impatto ambientale di determinate scelte e procedure. LIFE CYCLE ASSESSMENT INTRODUZIONE Il termine LCA è l’acronimo di Life Cycle Assessment e consiste in una metodologia per una corretta e completa valutazione degli impatti ambientali associati a tutte le fasi del ciclo di vita di un prodotto “dalla culla alla tomba”, cioè dall’estrazione delle materie prime passando per i processi di lavorazione dei materiali, l’assemblaggio di prodotti semifiniti e la produzione del prodotto finito, la sua distribuzione, il suo uso, la sua riparazione ed eventuale manutenzione, il suo smaltimento e riciclo. Estrazione e lavorazione delle materie prime Riciclo e smaltimento dei rifiuti al termine della vita utile del prodotto Produzione AMBIENTE Uso, riutilizzo e manutenzione del prodotto Trasporto e distribuzione Attraverso uno studio LCA possiamo comprendere quali siano gli impatti e gli effetti ambientali di un prodotto o di un servizio esistente. Lo scopo può essere il confronto con altri prodotti nel mercato o la valutazione di quali possono essere le implicazioni ambientali ed economiche legate a particolari scelte strategiche e decisionali. La procedura per condurre in maniera corretta uno studio LCA è contemplata dalla norma ISO 14000, standard internazionale per la gestione ambientale; qualsiasi definizione o approfondimento va ricercata quindi in tale norma. LE QUATTRO FASI La norma divide la procedura di LCA in 4 fasi: obiettivi e finalità, inventario, valutazione degli impatti e interpretazione dei risultati. Obiettivi e finalità Inventario INTERPRETAZIONE Analisi degli impatti OBIETTIVI E FINALITÀ È fondamentale iniziare lo studio dichiarandone in maniera chiara lo scopo e spiegandocome e a chi comunicare i risultati. La finalità dichiarata dovrà essere sempre coerente con il proseguo dello studio. Si dovranno fornire informazioni e dettagli tecnici relativi a: - Unità di processo: rappresentano quei processi che modificano la materia prima o il prodotto semilavorato in un ulteriore prodotto. Nel settore del packaging una unità di processo può essere il processo di estrusione dei master polimerici. Ogni unità di processo è collegata con l’ambiente e con altre unità di processo tramite flussi di prodotto, di materia e di energia; - Confini del sistema: rappresenta l’insieme di tutte le unità di processo considerate e definisce quindi ciò che viene considerato sistema da analizzare e ciò che invece è definito come ambiente; - Eventuali ipotesi e limitazioni, riguardanti le unità di processo e i confini del sistema; - Il metodo di allocazione: nel caso in cui un processo sia interessato dai prodotti A e B bisogna specificare come ciascun flusso (materia ed energia) possa essere effettivamente riferito al prodotto A e B. - le categorie di impatto scelte: le più comuni sono il cambiamento climatico, l’esaurimento dell’ozono, acidificazione, eutrofizzazione, ecotossicità, ecc. INVENTARIO In questa fase si deve stilare un elenco dei flussi da e verso l’ambiente (rappresentato solitamente da aria, terra e acqua) degli elementi necessari per la realizzazione del prodotto (acqua, energia, materie prime, ecc.). Generalmente il prodotto finale di questa fase è un flow chart che contiene tutte le attività con i rispettivi flussi in ingresso e uscita. Uno dei punti critici dell’inventario è la determinazione dei flussi derivati dall’utilizzo di prodotti secondari artificiali, intesi sia come un prodotto utilizzato nell’unità di processo che non proviene dalla natura ma deriva da una trasformazione dell’uomo (per esempio da una unità di processo al di fuori dei confini del sistema), sia come il lavoro manuale che l’uomo può prestare all’interno del processo. Abitualmente in questo caso si utilizzano banche dati create appositamente per completare le valutazioni di inventario. Ciò comporta l’inserimento di una natura oggettiva allo studio se non si tengono in considerazione dati coerenti con il contesto regionale o nazionale. VALUTAZIONE DEGLI IMPATTI Alla fase di inventario segue la valutazione degli impatti ambientali, definiti come l’insieme degli effetti causati dai flussi considerati in precedenza sull’ambiente. Ciò equivale a stimare la significatività dei potenziali impatti ambientali, basandosi sui precedenti risultati. In questa fase si riprendono le categorie di impatto specificandone gli indicatori di categoria e i modelli di calcolo utilizzati. La fase più importante è la classificazione, dove si collegano i dati emersi dalla fase di inventario a ciascuna specifica categoria. Per esempio, se la categoria di impatto è l’eutrofizzazione, l’indicatore di categoria è la nitrificazione espressa come quantità di SO2 che entra o esce dal sistema. Verranno quindi classificati i flussi dei composti di azoto che possono causare l’impatto e si specificherà quali modelli chimico-fisici si considereranno. In questa fase è anche possibile comparare i risultati ottenuti con gli impatti totali nel territorio in analisi, per capire se l’impatto del prodotto è significativo rispetto agli impatti che si verificano nel territorio in analisi (dalla singola regione all’intera nazione), raggruppare e classificare le categorie di impatto, ottenere degli indici relativi normalizzati al fine di poter indicare con un singolo valore numerico la somma di tutti gli impatti registrati nell’analisi. INTERPRETAZIONE Per interpretazione dei risultati si intende una analisi degli output della fase di inventario e di valutazione degli impatti al fine di ottenere una serie di conclusioni e di raccomandazioni da applicare nel prossimo futuro. In questa fase sarà inoltre possibile verificare completezza sensibilità e coerenza dello studio. Un punto chiave della fase di interpretazione è determinare il livello di confidenza dei risultati finali e comunicarli nella maniera più completa accurata ed efficace. Difficilmente l’interpretazione sarà un semplice confronto di dati. Se il prodotto A impatta 1 e il prodotto B impatta 2, l’interpretazione non si ferma ad una conclusione scontata “il prodotto A è preferibile al prodotto B”, ma dovranno essere individuati gli elementi che contribuiscono in maniera significativa a ciascuna categoria di impatto, e valutata la sensibilità dello studio; ogni raccomandazione o conclusione dovrà essere conseguenza di una piena comprensione di come sia stato condotto lo studio. UTILIZZO DELL’LCA I principali utilizzi dell’LCA riguardano: - - - - - - - Supporto di strategia di business; Supporto di decisioni legate alla ricerca e sviluppo di prodotto; Definizione dei principi di progettazione di prodotto e di processo; Educazione ambientale; Etichettatura e dichiarazione ambientale di prodotto. Politiche integrate per la gestione dei rifiuti (waste management) Studi per la quantificazione e la riduzione dell’inquinamento ambientale Un recente studio LCA condotto dalla IFEU (Intitute for Energy and Environmental Research) ha recentemente affermato che le confezioni del latte UHT in cartone multistrato presentano minori emissioni di CO2 nell’ambiente rispetto alle bottiglie in PET o HDPE. OVERVIEW LCA RESULTS BEVERAGE CARTON VS PET BOTTLE AND HDPE BOTTLE (in kg crude oil equivalent)* Non-renewable primary energy (in giga joule)* Total primary energy consumption (in giga joule)* Use of nature (in m²)* Climate change (in kg CO2 equivalent)* Acidification (in g SO2 equivalent)* Eutrophication (in g PO4 equivalent)* Human toxicity PM10 (in g PM10 equivalent)* Carton significantly better No significant difference Carton significantly worse 1 - 57 % - 56 % - 50 % - 46 % - 36 % - 30 % + 95 % + 95 % - 45 % - 34 % - 43 % - 14 % - 16 % + 22 % - 39 % - 97 % * per packaging required for 1,000 L UHT milk 1 at a 10 % significance level Resource - related impact categories Fossil resource consumption carton vs. HDPE Emission - related impact categories carton vs. PET CLIMATE CHANGE FOSSIL RESOURCE CONSUMPTION (in kg CO2 equivalent: per packaging required for 1,000 L UHT milk) (in kg kg crude oil equivalent: per packaging required for 1,000 L UHT milk) 85.46 129.18 155.16 - 45 % 85.46 50.84 52.28 HDPE - bottle PET - bottle - 57 % - 56 % - 34 % Beverage carton HDPE - bottle PET - bottle Beverage carton TOTAL PRIMARY ENERGY CONSUMPTION (in in giga joule: per packaging required for 1,000 L UHT milk) 2.13 3.06 3.35 HDPE - bottle PET - bottle - 36 % - 30 % Beverage carton La validità di uno studio LCA dipende fortemente dalla quantità, dalla accuratezza e dall’aggiornamento dei dati che si hanno a disposizione. Per quanto riguarda la quantità, quando si confrontano risultati di LCA di prodotti diversi, è di cruciale importanza che per entrambi gli studi siano stati disponibili dati equivalenti. Se per esempio per un prodotto sono disponibili una elevata quantità di dati, non è possibile semplicemente confrontarne i risultati con quelli di uno studio che ne ha di meno. Di notevole importanza è l’aggiornamento dei dati. I dati riguardanti i processi derivano da indagini condotte internamente dalle aziende che producono il prodotto di interesse, a seconda dei confini di sistema decisi all’inizio dello studio. A causa della globalizzazione e dell’elevato ritmo della ricerca e sviluppo, nuovi materiali e nuovi metodi di produzione e lavorazione sono disponibili nel mercato. Per questo motivo, al fine di interpretare al meglio uno studio LCA è di fondamentale importanza conoscere nel dettaglio materiali e processi innovativi. Nello stesso tempo, uno studio LCA non rappresenta una verità assoluta, ma va continuamente aggiornato introducendo le innovazioni che coinvolgono ciascuna unità di processo. L’aggiornamento va fatto a seconda degli sviluppi tecnologici del settore e sul prodotto. Studi LCA su prodotti di elettronica, per esempio gli smartphone, vanno aggiornati ogni 9-12 mesi. Come detto, uno studio LCA completo considera il prodotto dalle sue origine (materie prime) al suo fine vita. In alcuni casi, decisi a priori o a seguito di un LCA completo, può essere più interessante sottoporre il prodotto ad un LCA focalizzato su una parte del ciclo di vita, perché più significativa. Tra questi, gli esempi più diffusi e importanti sono: - LCA che riguarda le fasi che vanno dall’estrazione dalle materie prime fin prima della distribuzione del prodotto. Lo studio, non coinvolgendo la fase di utilizzo e fine vita, può essere applicato anche ai singoli materiali. I risultati possono rappresentare un EPD (Environmental Declaration Product) o, se si tratta di un sottoprodotto, essere utilizzati come dati la fase di inventario dell’LCA del prodotto completo; - LCA che riguarda solo la fase di produzione del prodotto. Le decisioni che ne conseguiranno saranno certamente di rapida messa in opera, dato che i risultati valuteranno l’efficienza di processi produttivi interni dell’azienda. Un esempio è lo studio LCA di una passata di pomodoro confezionata condotto da CIPACK, che dimostra come il packaging primario e secondario abbiano un contributo ben oltre il 50% degli impatti ambientali in qualsiasi categoria. Per esempio nel settore del packaging, un recente studio LCA della DuPont dimostra come la tecnica di stampa flessografica comporti minori emissioni di CO2 rispetto alla tecnica a rotocalco. 0.40 90 0.35 80 0.30 70 0.25 60 0.20 50 0.15 40 0.10 30 0.05 20 0.00 00 Average Aligned Flexo Average Aligned Gravure Heat Credit & Recycling Plate or Cylinder Cardboard Cores Combusted VOCs Electricity Ink & Solvent Production Dryer & Oxidizer Fuel Substrate Film Average Aligned Flexo Non-Renewable Energy Use (MJ per m2 of product) Greenhouse Gas Emission (kg CO2 per m2 of product) ORIGINAL LCA FLEXOGRAPHY VS. ROTOGRAVURE Average 50% Savings with Flexographic Printing Average Aligned Gravure FLEXOGRAPHY: - Higher viscosity inks reduces solvent use - Reduced energy & missions for drying - Reduced substrate waste - LCA che riguarda soltanto la fase di trasporto e distribuzione. Si possono quindi confrontare sistemi di trasporto differenti e valutare l’apertura di nuovi siti di produzione - LCA che riguardano solo la fase di utilizzo e manutenzione Se si considera per esempio l’LCA di un’auto o di un aeroplano, la fase di vita più impattante è quella dell’utilizzo, dovuta al notevole consumo di carburante. Per questo si dovranno studiare innovazioni per ridurre l’impatto ambientale in questo step, considerando per esempio materiali più leggeri per la struttura, come la fibra di carbonio che sostituisce l’alluminio. A questo punto però si dovrà rivalutare tutto lo studio in quanto cambiando le materie prime cambiano le valutazioni fatte riguardo la prima parte della vita del prodotto. WASTE MANAGEMENT INTRODUZIONE Il Waste Management (in italiano “gestione del rifiuto”) è comunemente inteso come l’insieme di politiche, procedure e metodologie per la gestione dei rifiuti, dalla loro produzione fino alla destinazione finale; si interviene già nella prima fase di generazione dei rifiuti, cercando di incentivare la loro prevenzione e riduzione, passando poi alla fase di raccolta, di trasporto, di trattamento (riciclaggio o smaltimento) fino al riutilizzo dei materiali di scarto. L’obiettivo primario del WM è quello di assicurare che i rifiuti, qualunque sia la loro sorte, producano il minimo impatto sull’ambiente e sulla salute umana. Il WM si occupa di tutti i tipi di rifiuti: quelli provenienti da attività produttive industriali, commerciali, da usi residenziali e istituzionali e da attività agricole; include anche i rifiuti speciali, cioè quelli provenienti da industrie farmaceutiche e attività mediche, e materiali radioattivi. Si applica sia nei paesi industrializzati che in quelli in via di sviluppo. Il WM può seguire procedure diverse a seconda del paese di riferimento, ognuno regolato da specifiche legislature o indicazioni socio-economiche. Il WM è un componente chiave per ottenere e mantenere la certificazione ambientale ISO14001. DESCRIZIONE ATTIVITÀ PREVISTE DAL WM Nel 2008 il Parlamento Europeo ha adottato una direttiva «che stabilisce misure volte a proteggere l’ambiente e la salute umana prevenendo o riducendo gli impatti negativi della produzione e della gestione dei rifiuti, riducendo gli impatti complessivi dell’uso delle risorse e migliorandone l’efficacia». Questa direttiva stabilisce una “gerarchia dei rifiuti” che stabilisce in generale un «ordine di priorità» di ciò che costituisce «la migliore opzione ambientale nella normativa e nella politica dei rifiuti». GERARCHIA EUROPEA DEI RIFIUTI PREVENZIONE RIUTILIZZO RICICLAGGIO ALTRE FORME DI RECUPERO SMALTIMENTO RECUPERO WASTE MANAGEMENT Nell’applicare questa gerarchia dei rifiuti, precisa la direttiva, gli Stati membri devono adottare misure volte a incoraggiare le opzioni «che danno il miglior risultato ambientale complessivo». Devono anche tenere conto dei principi generali di precauzione e sostenibilità in materia di protezione dell’ambiente, della fattibilità tecnica e praticabilità economica, della protezione delle risorse nonché degli impatti complessivi sociali, economici, sanitari e ambientali. In testa alla gerarchia figura la prevenzione, ossia misure prese prima che una sostanza, un materiale o un prodotto sia diventato un rifiuto - che riducono la quantità di rifiuti, gli impatti negativi dei rifiuti prodotti sull’ambiente e la salute umana oppure il contenuto di sostanze pericolose in materiali e prodotti. Tecnicamente, secondo le ultime definizioni della direttiva europea, la prevenzione non fa parte del Waste Management, dal momento che è riferita a oggetti o sostanze che non sono ancora diventate un rifiuto. Il ‘riutilizzo’ di prodotti o di componenti che non sono ancora diventati rifiuti e che vengono usati ripetutamente per lo stesso fine sono quindi riconducibili a questa fase. Alcuni esempi di prevenzione: La confezione di yogurt priva dell’imballo in cartone. L’azienda, grazie alla riprogettazione del prodotto e ad una modifica del processo produttivo, è riuscita ad eliminare il packaging secondario che svolgeva la doppia funzione di contenimento (tenere uniti due vasetti) e di comunicazione. Prima Dopo le bottiglie d’acqua realizzate con minor quantità di materiale plastico. Anche in questo caso l’azienda, attraverso una mirata attività di eco-design, ha ottenuto un prodotto che, pur garantendo le stesse prestazioni meccaniche della bottiglia tradizionale, impiega una quantità inferiore di polimero che si traduce a fine vita in una minore quantità di rifiuto. Shopper non usa-e-getta; alcune aziende, grazie ad una riprogettazione della borsa shopper tradizionale, realizzata ad esempio con materiali più robusti, invitano il consumatore a non buttare via il prodotto, una volta usato, bensì a riutilizzarlo più volte. Come riportato negli ultimi aggiornamenti tecnici relativi alla direttiva europea, una volta eseguita la prevenzione hanno inizio le prime vere procedure per un corretto Waste Management; le due macroaree sono il ‘recupero’ e lo ‘smaltimento’. Il recupero comprende tre attività: “preparazione al riutilizzo”, “riciclaggio” e “altro recupero”. La ‘preparazione al riutilizzo’, comprende le operazioni di controllo, pulizia e riparazione attraverso cui prodotti o componenti di prodotti diventati rifiuti sono preparati in modo da poter essere reimpiegati senza altro pretrattamento. La differenza tra il ‘riutilizzo’, compreso all’interno della prevenzione, e ‘la preparazione al riutilizzo’ sta nel fatto che in quest’ultimo caso il materiale o l’oggetto è già un rifiuto, mentre nel primo caso non lo è ancora. Un esempio di ‘preparazione al riutilizzo’: Crema da corpo in vasetto in vetro con chiusura ermetica; qualche modifiche nella forma e nell’aspetto estetico-emozionale del packaging possono suggerire altri possibili riusi del prodotto (es. contenimento di conserve, marmellate, etc..). La seconda attività del ‘recupero’ è il riciclaggio, considerato come qualsiasi operazione di recupero attraverso cui i materiali di rifiuto sono trattati per ottenere prodotti, materiali o sostanze da utilizzare per la loro funzione originaria o per altri fini. Esso include il ritrattamento di materiale organico ma non il recupero di energia né il trattamento per ottenere materiali da utilizzare quali combustibili. Alcuni esempi di ‘riciclaggio’: Casette in plastica per la frutta ottenuto da riciclo di altre cassette Feltri per il settore dell’auto o della filtrazione ottenuto dal riciclo di bottiglie in plastica (PET); queste vengono tagliate, sminuzzate e ridotte, tramite opportuni passaggi, ad una forma simile ai granuli plastici del polimero di partenza. è possibile quindi inserire queste scaglie in un nuovo processo produttivo, che può portare alla realizzazione di altre bottiglie oppure di prodotti completamente diversi, come questi feltri. Molti paesi hanno già raggiunto ottimi livelli nella gestione dei rifiuti riciclabili, che avviene soprattutto tramite la ‘raccolta differenziata’. Nella figura sottostante sono riportate le percentuali di rifiuti riciclati raggiunte nel 2010 dagli stati dell’Unione Europea rispetto al target richiesto pari al 55%. TARGET DEADLINE Denmark Belgium Netherlands Germany Austria 2008 Luxemburg Italy Spain France UK Finland Sweden 2011 Ireland Greece Portugal 2012 Czech Republic Slovenia Lithuania Estonia Hungary Cyprus Slovakia 2013 Romania Malta 2014 Bulagaria Poland 2015 Latvia 0% 10% 20% 30% Member States’ 2010 recycling performance against the 55% recycling target 40% 50% 60% 55% TARGET RATE 70% 80% 90% A seguire nella scala gerarchica viene il cosiddetto “altro recupero”, che include tutte le operazioni che differiscono dalla ‘preparazione al riutilizzo’ e dal ‘riciclaggio’. Si fa riferimento nello specifico al recupero di energia e ad altre operazioni il cui principale risultato sia di «permettere ai rifiuti di svolgere un ruolo utile sostituendo altri materiali». I rifiuti vengono perciò sottoposti a trattamenti termici, grazie ai quali si recupera energia elettrica e calore. Di questi trattamenti esistono diverse tipologie, tra cui l’incenerimento (che avviene negli inceneritori), la pirolisi e la gassificazione. Negli inceneritori i rifiuti sono bruciati in forni e ridotti in ceneri di volume assai ridotto rispetto a quello di partenza (si parla del 20-30% rispetto al volume iniziale); l’energia termica dei fumi prodotti viene usata per produrre vapore acqueo che, tramite una turbina, genera energia elettrica. La quantità di energia elettrica recuperata rispetto a quella impiegata è piuttosto bassa (19-25%), mentre quella termica è molto maggiore. A questo proposito, la direttiva precisa che gli impianti di incenerimento dei rifiuti solidi urbani possono essere intesi come attività di recupero unicamente se rispondono a determinati requisiti di “efficienza energetica” fissati dalla direttiva stessa. Infatti l’incenerimento è un processo soggetto a molte controversie, legate all’emissione di gas inquinanti (diossine, furani, ecc.), che derivano da una non perfetta combustione all’interno dell’inceneritore. Gli impianti invece che sfruttano le tecnologie dalla pirolisi e della gassificazione non si fondano sulla combustione bensì sulla dissociazione molecolare, ottenendo in tal modo molecole in forma gassosa più piccole e meno inquinanti rispetto alla originarie (syngas) e scorie solide o liquide. I rifiuti infatti non vengono bruciati ma riscaldati a temperature variabili (da 400 a 1200 °C a seconda del processo), in condizioni di assenza di ossigeno (con la pirolisi) o in presenza di una limitata quantità di questo elemento (con la gassificazione). Come gli inceneritori, anche questi impianti producono energia elettrica ma i rendimenti sono maggiori e l’impatto delle emissioni gassose risulta sensibilmente ridotto. L’ultima fase, denominata smaltimento, comprende tutto ciò che non è riconducibile alla macrocategoria “recupero”. Tra I tipi di smaltimento la discarica è la tipologia più nota e diffusa; seguono poi, la biodegradazione di rifiuti liquidi o fanghi nei suoli, l’iniezione dei rifiuti pompabili in pozzi, in cupole saline o in faglie geologiche naturali, l’incenerimento o il deposito permanente (ad es. sistemazione di contenitori in una miniera). Queste attività possono comportare un recupero di sostanze e/o di energia, che però, a differenza delle attività di recupero, costituiscono un effetto marginale e secondario. In molti paesi la discarica è ancora oggi il metodo più utilizzato per lo smaltimento dei rifiuti, che rappresenta quello più dannoso per l’ambiente. Le discariche mal gestite o progettate possono generare molti problemi all’ambiente circostante: dispersione dei rifiuti, proliferazione di parassiti, generazione di liquami e produzione di gas di decomposizione (solitamente metano e anidride carbonica), che, oltre a generare cattivi odori, distruggono la vegetazione limitrofa e alimentano l’effetto serra. Le discariche moderne, progettate secondo criteri tecnici e normativi di riferimento, utilizzano sistemi e soluzioni tecnologiche che in parte riducono e minimizzano i problemi sopra esposti: l’impiego di membrane plastiche o d’argilla permette il contenimento dei liquami; grazie a ciò, i rifiuti vengono poi compattati per aumentarne la densità e la stabilità e coperti per prevenire la proliferazione dei parassiti; molte discariche sono inoltre dotate di sistemi in grado di estrarre e trasportare i gas prodotti che vengono bruciati e sfruttati, ad esempio, per la produzione di energia elettrica.
Scaricare