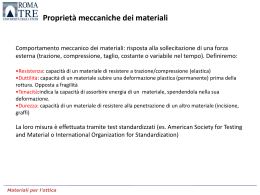
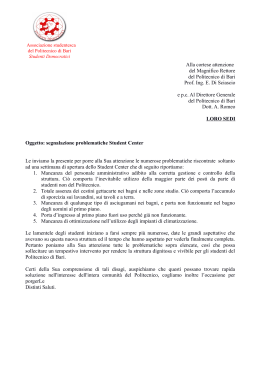
Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE 1. CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE 1.1. INTRODUZIONE Fra i processi di produzione industriale, oggigiorno i processi di deformazioni plastica hanno un’importanza maggiore e il loro campo di applicazione continua ad estendersi anche se nel frattempo vengono sviluppati anche processi non convenzionali di produzione. E’ possibile ormai produrre a freddo pezzi con precisione dimensionale paragonabile a quella ottenibile con macchine utensili ad asportazione di truciolo. Ciò consente, evidentemente, risparmi di materiale e di tempo di lavorazione i quali, specie nella produzione in serie, rendono economicamente convenienti tali tecnologie. Il gran vantaggio dei processi di lavorazione plastica dei metalli è quello di consentire la produzione delle forme e dimensioni desiderate assieme ad un miglioramento delle caratteristiche meccaniche del materiale. Questo caratteristica di processo per i materiali metallici è bene evidenziato dal seguente diagramma, che riporta l’interdipendenza fra la deformazione e le caratteristiche meccaniche (Rm, A5), fig.1. Rm L A5 T ε Fig. 1. Influenza della deformazione sulle proprietà meccaniche Si noti l’incremento delle caratteristiche meccaniche (resistenza di rottura e l’allungamento) con l’aumento della deformazione che viene espressa attraverso il grado di deformazione. Le due curve dalla fig.1, L e T, si riferiscono alle direzioni longitudinale e trasversale per i provini sottoposti alle prove di trazione oppure compressione. La differenza del comportamento del materiale lungo queste direzioni è sempre funzione del grado di anisotropia. Questo fenomeno di © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 1 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE anisotropia è stato ampiamente analizzato e descritto da alcuni modelli, come e quello generalmente conosciuto come metodo di Hill, per la resistenza di deformazione. I principali procedimenti di deformazione plastica dei metalli si realizzano mediante azioni che possono essere prevalentemente di compressione, di trazione, ovvero risultare da una combinazione di esse, secondo la schema presentato nella fig. 2. In esso non sono compressi due procedimenti: la tranciatura di bare o lamiere e l’asportazione di truciolo mediante utensile – che pur realizzandosi mediante una deformazione plastica producono la separazione delle parti. Fig. 2. Processi di deformazione Le tecnologie di deformazione plastica possono anche suddividersi a seconda della temperatura alla quale ha inizio il procedimento, ed anche a seconda il tipo di semilavorato su cui si opera, ad es. su lamiere. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 2 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE 1.2. FUCINATURA LIBERA Con la fucinatura il materiale viene plasmato fino a ottenere la forma desiderata o una prossima ad essa. Specialmente usando materiale ottenuto per fusione, con la deformazione della struttura di fusione, nonché attraverso la chiusura e la saldatura delle cavità, si vogliono creare le premesse per ottenere le proprietà richieste del materiale. La fucinatura, secondo la definizione, avviene per mezzo d’utensili che si muovono in senso tra loro opposto. La formatura libera – spesso definita semplicemente fucinatura – a differenza dello stampaggio (fucinatura su stampa) avviene con utensili che non contengono, o contengono solo parzialmente, la forma del pezzo da ottenere. Nelle fucine accanto alla fucinatura libera, per la deformazione di pezzi anulari, si esegue frequentemente, su laminatoi speciali, anche la laminazione d’anelli e la laminazione di ruote a disco e di pulegge. La gamma dei materiali lavorabili per fucinatura va dall’acciaio al carbonio agli acciai a basso, medio ed alto contenuto di elementi in lega, come i materiali austenitici, fino ai materiali non ferrosi, come il titanio, l’alluminio, il rame e loro leghe. Come già detto in precedenza, la fucinatura impartisce al materiale una maggior resistenza meccanica alle sollecitazioni dinamiche, in quanto la struttura del materiale viene affinata. Qui possono essere individuate diverse operazioni semplici di formatura: a) Ricalcatura b) Stiratura c) Foratura d) Troncatura Tutte queste lavorazioni, nonché le deformazioni per taglio e per torsione, si eseguono prevalentemente dopo un riscaldamento del materiale a temperatura superiore a quella di ricristalizzazione. Ciò è necessario sia per ridurre la forza e il lavoro necessari alla deformazione, sia per migliorare la deformabilità del materiale. Materiali poco deformabili, specialmente allo stato di getto, a causa delle loro tensioni interne, possono essere lavorati soltanto per fucinatura. La fabbricazione di pezzi fucinati (senza stampi) avviene in più stadi. Questi comprendono la preparazione del materiale di partenza, la deformazione vera e propria, il raffreddamento ed il trattamento termico, nonché la lavorazione per asportazione di truciolo. Per la fucinatura libera s’impiegano prevalentemente magli, presse idrauliche e meccaniche e macchine fucinatrici. Negli impianti di fucinatura sono utilizzate presse idrauliche che possono sviluppare una forza di 120MN. Secondo il processo e le dimensioni del pezzo, con esse si possono fucinare pezzi fino a 350-400t di peso. Di solito i sovrametalli di lavorazione e le tolleranze ammesse per pezzi non lavorati e barre di acciaio, che vengono spesso forniti al cliente allo stato grezzo, sono stabiliti nelle norme. Per i pezzi fucinati di forma complessa, i cui sovrametalli di lavorazione e le tolleranze ammesse, non sono stabilite nelle norme, devono essere presi adeguati accordi tra committente e produttore. In fig. 3 sono rappresentati alcuni importanti gruppi di prodotti realizzabili con la fucinatura. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 3 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Fig. 3. A- disco; B- disco forato; C- anello; D- cilindro; E- barra; F- albero per turbina; G- albero a flangia; H- albero a gomiti; J- lingotiera per colata centrifuga; K- bussola; L- carter Le dimensioni dei pezzi producibili vanno da pochi centimetri a molti metri. Oltre alle costruzioni meccaniche, che richiedono circa la metà dei pezzi fucinati, bisogna menzionare l’elettrotecnica, il settore energetico, la cantieristica, le costruzioni di veicoli, l’industria mineraria, l’edilizia in acciaio, l’industria chimica e quelle per le lavorazioni delle pietre e delle terre. Con una giusta scelta del grado e della velocità di deformazione, della temperatura di fucinatura e di un opportuno andamento delle fibre, è possibile raggiungere significativi miglioramenti delle proprietà esistenti nel materiale dopo la fusione. 1.2.1. Stiratura Con quest’operazione si può allungare ed assottigliare una barra cilindrica lavorandola fra mazzette piane, oppure si può eseguire una serie di ricalcature perpendicolarmente alla direzione di stiratura sopra elementi di barra prossimi l’uno all’altro. Dopo l’allungamento lungo l’asse del pezzo, esso è ruotato di 90° intorno all’asse di caduta della mazza, in modo da costipare verso l’interno il materiale defluito ai lati della mazza. In fig. 4 viene illustrato l’abbinamento di utensili per la stiratura e il loro campo di impiego. Come forme finali della sezione trasversale, le più frequenti sono la sezione tonda, quadrata o quella piana. I pezzi con queste sezioni sono prodotti a forma di barra o semilavorati e ricevono la loro forma definitiva in successive lavorazioni (lavorazione meccanica, la laminazione, lo stampaggio, oppure successiva fucinatura libera). La stiratura fino ad una determinata forma della sezione trasversale definitiva non è necessariamente abbinata alla geometria del lingotto. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 4 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE La stiratura può essere considerata semplicemente come una serie consecutiva di singole parziali operazioni di ricalcatura, poiché ogni volta viene deformata sempre una zona ridotta del pezzo. Fig. 4. Tipi di utensili per la stiratura In fig. 5 viene riportata la stiratura in piano con mazze a raggio con rotazione del pezzo. Fig. 5. Esempio di stiratura in piano © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 5 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE 1.2.2. Ricalcatura Ricalcatura è il procedimento più semplice tra i processi compresi nella fucinatura libera. Le superfici della mazza e dell’incudine sono di solito piani, il pezzo, compresso, si dilata, ostacolato solo dall’attrito con le superfici dei due utensili, fig. 6. Fig. 6. Il processo di ricalcatura A differenza della stiratura, nella quale il pezzo viene ogni volta deformato solo parzialmente, nella ricalcatura si deforma prevalentemente il pezzo intero. Nel caso di forza di pressione insufficiente s’impiega spesso una ricalcatura parziale. L’asse longitudinale del pezzo nella ricalcatura è disposto nella direzione della forza. Per la fabbricazione di pezzi fucinati liberamente la ricalcatura costituisce spesso soltanto un’operazione del ciclo di lavorazione. La ricalcatura si effettua per tutte le sezioni prese in considerazione per la stiratura (tondo, quadro, ottagono, poligonale). A causa della deformazione geometrica del pezzo ricalcato, rispetto allo stiramento, si realizzano qui riduzioni di altezza percentualmente molto superiori. Il volume rimosso dall’altezza provoca un aumento delle dimensioni trasversali del pezzo. A causa dell’attrito tra pezzo ed utensile, il pezzo si spancia in modo più o meno accentuato in funzione del rapporto altezza/diametro iniziale. Mentre nei corpi inizialmente tozzi (h/d<1), si forma una semplice forma a botte, nei corpi più sottili si può inizialmente constatare una forma a doppia botte, che si trasforma nella più semplice forma a botte solo a più elevate riduzioni, fig. 6. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 6 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Per influenzare questo rigonfiamento, descritto dal rapporto tra il diametro frontale ed il diametro a ventre dmin/dmax, si possono impiegare stampi di ricalcatura sagomati. Nel caso di forme tropo snelle, esiste il pericolo di flessione (carico di punta), sicché non bisognerebbe superare il grado di snellezza h0/d0<2,5, fig. 7. Fig. 7. Evoluzione delle dimensioni del pezzo Per lingotti con sezione trasversale tonda si utilizza spesso la condizione di costanza del volume. h0 π 2 π d 0 = h1 d 12 = V = ct. 4 4 (1) Per caratterizzare la riduzione di altezza si usa la variazione percentuale di altezza: εh = h1 − h0 ⋅ 100 h0 [%] (2) Il valore della deformazione che si utilizza nelle applicazioni di ricalcatura si esprime con la seguente relazione: ε = ln h1 h0 (3) Si possono definire anche le variazioni di dimensione in direzione radiale e assiale, ma non sono tuttavia necessarie per la descrizione del processo di ricalcatura. Accanto alla indicazione della variazione εh, si definisce un grado di ricalcatura λs, detto anche grado di deformazione su fucinatura. Esso può essere calcolato per la costanza del volume, o mediante le altezze del pezzo, oppure mediante le superfici della sezione trasversale prima e dopo la deformazione. Con le superfici vale: λs = A1 A0 © Politecnico di Torino Data ultima revisione 02/04/01 (4) Pagina 7 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Il grado di ricalcatura calcolato per mezzo delle superfici delle sezioni trasversale, coincide con quello calcolato per mezzo delle superfici delle sezioni trasversali solo nel caso che il processo di ricalcatura avvenga omogeneamente. A causa della presenza dell’attrito tra l’utensile e il pezzo durante la deformazione, nel pezzo ricalcato si ottiene una distribuzione della deformazione disomogenea; per il calcolo è importante sapere che i gradi di deformazioni derivati dalla geometria esterna non possono descrivere la deformazione locale. La fig 8 mostra, per due differenti variazioni di altezza, le zone di deformazione che si verificano. Fig. 8. La zona I, in corrispondenza delle superfici di contatto, e la zona III, presentano, rispetto alla zona II, deformazioni considerevolmente più ridotte. Con l’aumento della velocità dell’utensile e della variazione del εh, la distribuzione della deformazione diventa più uniforme. Una informazione molto importante per trovare la forza di ricalcatura si riferisce alla distribuzione della pressione sulla interfaccia di contatto materiale - punzone. Una possibilità per l’andamento delle sollecitazioni normali sulle superfici di corpi assial – simmetrici ricalcati con attrito, in conformità con la teoria della plasticità, ha una forma presentata in fig. 9. Fig. 9. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 8 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Ricorrendo al metodo del elemento sottile di Siebel, la pressione media di contatto pezzopunzone ha la seguente formulazione: 1 µ ⋅d p = k f 1 + ⋅ 3 h (5) dove kf è la sollecitazione di riferimento (tensione di plasticizzazione corrispondente al momento di calcolo). Diventa immediato il calcolo della forza di ricalcatura utilizzando la pressione media e la superficie di contatto istantanea. F = p ⋅ A1 (6) 1.2.3. Troncatura Nella fabbricazione di pezzi ottenuti per fucinatura libera, accanto alle operazioni di deformazione, nella maggior parte dei casi, è anche necessaria un’operazione di separazione (troncatura). Nella fucinatura libera si eseguano operazioni di separazioni normalmente a caldo. Si separano le parti del materiale superflue o quelle destinate a rottame, oppure i diversi pezzi fucinati tra loro. Nella pratica sono comuni i processi come: suddivisione, tranciatura, intaglio, strozzatura, recisione, separazione, spuntatura, taglio ossiacetilenico, foratura ecc.. Le operazioni di troncatura possono aver luogo prima, durante e dopo fucinatura. Le operazioni di separazione prima della fucinatura: nella troncatura a caldo, la cosiddetta testa del lingotto ed il fondo vengono separati dalla parte intermedia da fucinare. Per quest’operazione s’impiegano in misura crescente cannello ossiacetilenico e lancia al ossigeno. E’ possibile tagliare diametri fino a 3000mm. Nella troncatura a freddo l’operazione avviene su billette semplicemente solidificate o prelaminate, mediante asportazione di truciolo, per es. per mezzo di sega, con distacco mediante mola, esecuzione di gole e rottura. Nelle operazioni di troncatura durante la fucinatura la separazione dei pezzi fucinati può avvenire mediante tranciatura con cuneo, per mezzo di utensili speciali, durante oppure dopo la fucinatura. In quest’ultimo caso si sfruttano il calore di fucinatura e la forza esercitata dalle stesse macchine, per es. dalle presse o dai magli. Per la determinazione del peso del pezzo da fucinare è necessario stabilire i sovrammetali di lavorazione. Con l’aumento delle dimensioni del pezzo e quindi del loro peso, si aumentano le aggiunte di sicurezza (sovrammetali) per la lavorazione con asportazione di truciolo. Se si formano più pezzi fucinati da un solo sbozzato o da un lingotto, bisogna anche considerare un’adeguata aggiunta di materiale per l’operazione di separazione. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 9 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE In fig. 10 è rappresentato come esempio il principio di una operazione di taglio con cuneo. Fig. 10. 1.2.4. Foratura Nella produzione di anelli, cilindri e altre forme di corpi cavi, il materiale da asportare viene tolto mediante foratura assiale o più di rado eccentrica, dal pezzo precedentemente ricalcato. Nel caso di forme speciali si usa occasionalmente la tecnologia della foratura parziale, che si distingue in foratura libera e foratura con estrusione inversa. Nel primo processo il flusso del materiale in direzione radiale ed assiale non viene impedito dagli utensili, mentre nel secondo avviene una estrusione inversa fra il mandrino e il recipiente il cui diametro è appena superiore a quello del pezzo introdotto. La fig. 11 presenta un disco, un mandrino pieno ed un mandrino cavo (anello di taglio), che rappresentano tipici utensili di foratura. Per la foratura con estrusione s’impiegano principalmente mandrini pieni. Fig. 11. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 10 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Un esempio di foratura parziale libera (incisione) e propriamente della zona esterna di un disco, è rappresentato in fig. 12. In essa un utensile a forma di anello viene impresso nel materiale e la zona così delimitata viene poi ulteriormente deformata, in modo che ne derivi un disco con mozzo. Fig. 12. La fig. 13a mostra la foratura libera con un mandrino massiccio e con un disco per forare. Con questa operazione, facendo penetrare il mandrino, la maggior parte del materiale della zona del nucleo viene spostata e soltanto una piccola percentuale di essa viene tolta mediante foratura. Fig. 13. a- mandrino; b- pezzo ricalcato; c- disco di taglio La foratura con anello o mandrino cavo è rappresentata in fig. 13b. Questo metodo viene impiegato prevalentemente per i pezzi più grandi. La foratura con il mandrino cavo serve ad asportare la maggior parte delle disomogeneità metallurgiche in corrispondenza dell’asse del lingotto. Il materiale del nucleo viene asportato dall’utensile per forare per il 50% circa del volume del foro e il restante 50% viene spinto nel pezzo fucinato. 1.2.5. Applicazione – ricalcatura libera di rame ricotto Descrizione del problema: Si vuole realizzare una ricalcatura libera di un cilindro di rame ricotto di altezza e diametro pari a 10 millimetri, fino ad un'altezza di 7 millimetri. Calcolare la forza e il lavoro necessari per eseguire l'operazione, sapendo che: © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 11 di 35 Autore: Donel BASUC Sistemi di Produzione Politecnico di Torino CeTeM 1 ! CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE il materiale in questione presenta una caratteristica tensione - deformazione approssimabile con una legge del tipo: σ = Kε n (fig. 14) in cui: K=460 N/mm2, n=0.54 σ σ=Kε σ= εn ε Fig. 14. Dipendenmza σ-ε ! ! il coefficiente di attrito tra il pezzo e le pareti degli stampi è stimabile ad un valore di 0.1 il rendimento dell'operazione può essere ritenuto pari a 0.7 Risoluzione: Viste le dimensioni del pezzo risulta impossibile l'eventualità di inflessione laterale dello stesso, non bisogna verificare il rapporto di ricalcatura. Tenendo conto della conservazione del volume, tipica dello stato plastico, è immediato ricavare il diametro del pezzo al termine dell'operazione di ricalcatura; nell'ipotesi che il pezzo rimanga cilindrico il suo diametro varrà quindi: h0 π 2 π d 0 = h1 d 12 = V = ct. 4 4 d 0 ⋅ h0 10 2 ⋅ 10 = = 11,95mm h1 7 2 d1 = La deformazione del materiale a fine operazione avrà raggiunto il valore: © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 12 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 ε F = ln CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE h1 7 = ln = −0,356 h0 10 Come è noto questo valore di deformazione corrisponde, a meno del segno, alla deformazione equivalente: ε F* = ε F A tale valore di deformazione corrisponde un carico di plasticizzazione, ricavabile dalla caratteristica del materiale σ-εdi: n σ F ≡ σ F = K ⋅ ε F* = 460 ⋅ 0,356 0.54 = 263,6 N / mm 2 Diventa quindi immediato ricorrendo alla relazione di Siebel per il calcolo della pressione media di contatto, al termine dell'operazione (valore massimo): _ 1 µ ⋅ d1 1 0,1 ⋅ 11,95 2 = 263,6 ⋅ 1 + ⋅ p F = σ F ⋅ 1 + ⋅ = 278,6 N / mm 7 3 3 h1 La forza di ricalcatura nel medesimo istante sarà: π π 2 ⋅ d 1 = 278,6 ⋅ ⋅ 11,95 2 = 31,25 kN 4 4 Il lavoro di deformazione ideale per eseguire l'operazione può essere facilmente calcolato integrando l'espressione della caratteristica tensione-deformazione del materiale. Il lavoro di deformazione ideale per unità di volume vale: _ FF = p F ⋅ l ID = εF ∫ σ ⋅ dε * (fig. 15.) εI σ σ=Kε σ= εn l ID ε Fig. 15. Il lavoro di deformazione ideale per unità di volume © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 13 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Nel caso particolare della legge costitutiva considerata l'espressione del lavoro di deformazione diventa: LID n +1 εF K ⋅ ε F* π 2 *n * = ∫ K ⋅ ε ⋅ dε ⋅ VPEZZO = ⋅ ⋅ d1 ⋅ h1 = ε n +1 4 I = 460 ⋅ 0,356 0.54 +1 π ⋅ ⋅ 11,95 2 ⋅ 7 = 47772 Nmm 47,7 J 0,54 + 1 4 Il lavoro reale si ottiene da quello ideale dividendo per l'opportuno rendimento dell'operazione: LREALE = LID / η = 68,25 J © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 14 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE 1.3. STAMPAGGIO 1.3.1. Elementi generali Lo stampaggio viene definito come formatura a compressione con utensili caratterizzati da cavità – gli stampi – che si muovono in senso opposto. Il pezzo si deforma in direzioni definite e non più liberamente come durante la fucinatura. Gli utensili circondano il pezzo completamente o quasi e ne contengono la sua forma. Solitamente la deformazione avviene entro campi di temperatura, per i quali si possono sviluppare processi di ricristallizzazione. Alte temperature servono a migliorare la deformabilità del materiale, nonché a ridurre le forze necessarie alla deformazione e le sollecitazioni. Il processo di deformazione eseguito a temperatura ambiente, si definisce stampaggio a freddo. Ad eccezione di alcuni acciai, si deformano a freddo principalmente i materiali metallici non ferrosi. Lo stampaggio si presenta generalmente assieme ad altri processi di formatura: accanto alla troncatura ed alla saldatura, troviamo altri processi di deformazione, quali la laminazione e la fucinatura libera. Lo stampaggio costituisce un importante settore dei processi di lavorazione dei materiali metallici. I pezzi stampati trovano impiego in molti campi e vanno dal semplice organo di collegamento (viti, dadi, bulloni ecc.) fino a componenti per l’industria automobilistica ed aeronautica (bielle, ruote dentate ecc.). Le quantità prodotte vanno da piccoli quantitativi a serie di milioni. Secondo valutazioni effettuate, esistono oltre 600.000 tipi di pezzi ottenuti per stampaggio e il loro peso può variare da alcuni grammi ad una tonnellata. La gamma degli stampati abbraccia sia pezzi semplici, per quali è prevista una successiva lavorazione ad asportazione del truciolo, sia pezzi di elevata precisione, come per esempio le pale di turbine, che devono essere successivamente lavorate solo in corrispondenza dell’attacco. Proprio nelle costruzioni dei veicoli, dove sono richieste resistenze e gradi di sicurezza elevati per le parti dinamicamente sollecitate, il pezzo stampato svolge il suo compito in modo eccellente. L’acciaio fucinato sopporta elevate sollecitazioni statiche e dinamiche; grazie all’assenza di difetti interni – assenza di cavità, struttura compatta e omogenea – un pezzo stampato può essere facilmente controllato. Inoltre, a causa della sua duttilità, può sopportare anche sovraccarichi. La gamma dei materiali che ben si prestano allo stampaggio è molto estesa (dagli acciai ai materiali metallici non ferrosi); una loro corretta scelta nonché un appropriato trattamento termico successivo, permette di realizzare un pezzo con caratteristiche idonee a soddisfare la maggior parte delle esigenze qualitative e funzionali. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 15 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE In questi processi il pezzo è completamente racchiuso fra gli stampi. Fanno parte di questo gruppo di processi: - stampaggio di sbozzatura: sul pezzo si verificano locali aumenti di sezione, senza formazione di bava; - stampaggio con bava: il pezzo viene deformato con compressione fra due utensili, e il materiale eccedente fluisce verso la camera scartabava; - stampaggio senza bava: il materiale in questo processo non può fluire all’esterno della cavità dello stampo; - coniatura con stampo: sotto l’azione degli utensili il pezzo subisce solo piccole riduzioni di altezza o di spessore. In fig. 16. È illustrata l’evoluzione del processo e della forza di stampaggio, funzione delle fasi distinte dell’operazione, per ottenere un pezzo cilindrico semplice. Stampo superiore a- Ricalcatura libera fino al contatto con i pareti laterali dello stampo Materiale da stampare Stampo inferiore b- Deformazione nella cavità dello stampo del materiale fino alla uscita di esso nel canale di bava Canale di bava c- Riempimento totale della cavità e uscita del sovrametallo nel canale di bava Fig. 16. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 16 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE La deformazione della belletta può avvenire attraverso una ricalcatura, una estrusione oppure tutte due, funzione della differenza di configurazione tra la belletta e la cavità dello stampo. In fig. 17. sono presentati due tipi di stampaggio, con ricalcatura (a) e con estrusione (b), per lo stesso pezzo finale. Fig. 17. a- stampaggio con ricalcatura; b- stampaggio con estrusione © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 17 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Per ottenere il pezzo stampato a caldo, dal disegno del pezzo finito, è necessario prevedere alcune tappe, e dimensionare i sovrametalli richiesti dalle esigenze tecnologiche del processo. Fig. 18 presenta questo percorso per una ruota dentata. A- pezzo finale e scelta del piano di divisione B- sovrametalli previsti nella zona dei denti e dal canale laterale C- sovrametalli previsti per la successiva lavorazione ad asportazione di truciolo D- sovrametalli previsti per l’angolo di sformo e per la foratura parziale E- pezzo stampato Fig. 18. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 18 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Il canale di bava presenta in pratica diverse forme costruttive, fig.19. Fig. 19. Il dimensionamento del canale di bava si fa attraverso relazioni empiriche e tabelle. Il ciclo di lavorazione completo di un’operazione di stampaggio per un pezzo complesso comprende: -una lavorazione intermedia con cui si ottengono una disposizione più conveniente delle masse di materiale, l’eventuale piegamento dell’asse del pezzo, sezioni prossime a quelle definitive; -lo stampaggio finale con il raggiungimento delle quote previste, la formazione del cordone di sbavatura. -la sbavatura. 1.3.2. Applicazione – Stampaggio a caldo di una billetta cilindrica Descrizione del problema: Si vuole stampare a caldo (1120°C) il pezzo illustrato in fig. 20. Partendo da una billetta cilindrica di acciaio ( ρ=7850kg/m3) Fig. 20. Calcolare la billetta di partenza (corrispondente allo stampaggio con ricalcatura e con estrusione) e la forza necessaria ad ottenere il pezzo conoscendo: ! il diametro del pezzo in piano di divisione e di 66mm ! il peso del pezzo stampato e sbavato e pari a 1,124 kg ! il materiale stampato ha una limite di snervamento nelle condizioni di deformazione di: σF=120 N/mm2 © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 19 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Risoluzione Occorre innanzi tutto calcolare il pezzo del massello grezzo, necessario per ottenere il pezzo stampato. Se indichiamo con M il peso del massello, questi varrà: M = (m P + mB ) ⋅ A con: ! mP peso del pezzo finito ! mB peso del materiale destinato al canale scartabava ! A coefficiente che tiene conto delle perdite per ossidazione In funzione della complessità del pezzo il peso del materiale destinato al canale di bava si trova in un intervallo di circa 5%-15% rispetto al peso del pezzo stampato. Il peso del cordone di bava può essere calcolato partendo anche dalle dimensioni del canale scartabava, utilizzando un coefficiente di riempimento di esso. Dal momento che la complessità del pezzo in discussione è abbastanza bassa, si considera in questo caso un valore medio per il materiale nel canale di bava del 7% mp. mb = 0,07 ⋅ m p = 0,07 ⋅ 1,124 = 0,08 Kg È possibile perciò calcolare il peso del massello grezzo, considerando che le perdite per ossidazione nel processo di riscaldamento sono di circa 3-5% dal peso del materiale riscaldato. M = (m P + m B ) ⋅ A = (1,124 + 0,08) ⋅ 1,05 = 1,26 kg E’ possibile ora calcolare il volume della billetta da utilizzare per lo stampaggio. V= M 1,26 = = 160868 mm 3 ρ 7850 Per effettuare uno stampaggio con ricalcatura, il diametro della belletta deve corrispondere ad un valore che è minore dal diametro della cavità inferiore (45 mm) π ⋅ Db2 ⋅ H 4 4 ⋅V 4 ⋅ 160868 Hr = = = 100 mm 2 π ⋅ Db π ⋅ 45 2 V= Quando si fa uno stampaggio con estrusione il diametro del massello deve essere maggiore dal diametro della cavità piccola e minore del diametro del pezzo in piano di divisione: Db ≈ 0,8 ÷ 0,9 ⋅ D = 0,9 ⋅ 66 = 60 mm © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 20 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Risulta in questo caso come lunghezza del massello: He = 4 ⋅V 4 ⋅ 160868 = 57 mm = 2 π ⋅ Db π ⋅ 60 2 La forza di stampaggio può essere trovata con una relazione semplice empirica: F = K p ⋅σ F ⋅ S p In cui: Kp è un coefficiente di complessità che dipendente dalla configurazione del pezzo: 3-5 per lo stampaggio di pezzi semplici senza canale di bava; 5-8 per pezzi semplici con canale di bava; 8-12 per pezzi complessi con canale di bava; σF è il limite di snervamento del materiale nelle condizioni di processo; Sp è la superficie del pezzo nel piano di divisione, incluso canale di bava. Risulta perciò necessario determinare le dimensioni del cordone di bavatura. Lo spessore del canale di bava è dato dalla relazione empirica (Vieregge): 1 s = 0.017 ⋅ D + D+5 D e il diametro nel piano di divisione del pezzo s = 0,017 ⋅ 66 + 1 66 + 5 = 1,25mm A tale valore corrisponde uno spessore del canale scartabava data della relazione: b 62,5 = s D b 62,5 = = 7,07 s 66 b = 8,8mm Noto lo spessore del canale scartabava, è immediato il dimensionamento dell'intero canale utilizzando le tabelle disponibili nei libri di testo. La forza di stampaggio è: π (D + 2 ⋅ b ) 4 2 π ⋅ (66 + 2 ⋅ 8,8) F = 6 ⋅ 120 ⋅ = 3950 KN 4 F = K p ⋅σ F ⋅ 2 © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 21 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE 1.4. ESTRUSIONE 1.4.1. Considerazioni generali L’estrusione è un procedimento di deformazione che consiste nel disporre una belletta ottenuta per fusione od uno spezzone di barra entro una matrice e nel sottoporli, tramite uno spintore, ad una pressione così elevata da costringere il materiale ad uscire attraverso un’apertura praticata o nella matrice (estrusione diretta) o nello spintore (estrusione inversa) od in entrambi (estrusione mista). Questo processo è economicamente conveniente quando i profili da ottenere sono tanto complessi da non consentire la laminazione e la lavorazione ad asportazione di truciolo non è economica. Si potrebbe distinguere due processi diversi di estrusione: il primo è quello di estrusione continua di manufatti di lunghezza variabile e sezione generalmente costante; il secondo è quello di estrusione per pezzi singoli che opera sui semilavorati. L’estrusione continua si fa solitamente a caldo ed a velocità relativamente basse, per le billette di fusione per i metalli non ferrosi oppure di laminazione di acciaio. Per l’estrusione continua si usano presse orizzontali capaci di esercitare forze rilevanti. In fig. 21 sono indicati vari procedimenti di estrusione continua: a- estrusione diretta di barre; b- estrusione diretta di tubi; cestrusione inversa di barre; d- estrusione inversa di tubi. Fig. 21. 1-spintore; 2-matrice; 3-cilindro contenitore; 4-massello © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 22 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE L’estrusione permette di ottenere sezioni particolarmente complesse che non possono essere prodotte con nessun altro processo per deformazione plastica. Inoltre la qualità delle superfici ottenute nel processo di estrusione è molto alta (rugosità bassa). In fig. 22 vengono illustrati diversi tipi di profilati estrusi in alluminio debolmente legato per l’industria edilizia ed elettrica. Fig. 22. Tipi di profili ottenuti per estrusione 1.4.2. Flusso di materiale e le deformazioni locali nel processo di estrusione La complessità dei processi di lavorazione plastica necessita di analisi e studio con metodi e tecniche diverse. Fra questi metodi e tecniche si possono distinguere: metodi sperimentali; metodi sperimental - teorici e metodi teorici. Nel caso dei metodi sperimentali si realizza una simulazione fisica dei processi di lavorazione plastica. Un materiale che viene spesso utilizzato per la simulazione fisica dei processi di lavorazione plastiche a caldo è il piombo. La ragione per quale il piombo può essere usato per la simulazione fisica, dei processi di lavorazione plastica a caldo, deriva dal fatto che il piombo è un metallo con struttura cristallina che ha la temperatura di ricristallizzazione a ca. “-350C”. Per questa, il piombo deformato alla temperatura di 20 °C si deforma a caldo è nel processo sono presenti tutti due fenomeni dalla deformazione plastica a caldo: incrudimento e ricristallizzazione della struttura nello stesso tempo. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 23 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Un esempio di metodo sperimental- teorico, è quella della visioplasticità mediante reticolo per l’analisi del flusso di materiale e della deformazione locale durante l’estrusione. In questo caso si usa una prova di piombo composta da due semicilindri. Sulla faccia interiore di uno dei due semicilindri, viene serigrafata (tracciata) un reticolo equidistante ad un intervallo uguale con l0, fig.23. D) Fig. 23. A- billetta intera; B- billetta sezionata con reticolo C- billetta sezionata e ricomposta; D- dim. reticolo Il provino viene estruso inverso o diretto, in funzione del tipo di processo che si desidera analizzare, e successivamente si possono misurare le deformazioni della retta iniziale per trovare le deformazioni locali nel prodotto estruso. Per il caso di un’estrusione diretta la forma finale della retta è illustrata in fig. 24. Fig. 24. Forma del reticolo dopo l’estrusione Certamente che le dimensioni e la forma del reticolo dopo l’estrusione dipendono dai parametri utilizzati nel processo d’estrusione: angolo della matrice, coefficiente di attrito, forma del punzone, dimensioni iniziale del provino, etc. In fig. 25 sono presentati diverse forme ottenibili per il reticolo nel massello che viene deformato. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 24 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Fig. 25. La deformazione locale può essere trovata usando la prossima relazione: ln − l0 l0 Dove ln e la lunghezza delle celle dopo l’estrusione. La non uniformità della deformazione può essere calcolata con la seguente relazione: ∆l n = (7) ∆ε n = ∆l n − ∆l min (8) L’andamento della non uniformità di deformazione nell’asse longitudinale del prodotto estruso ha una forma che viene riportata in fig.26. Curva torica Curva Fig. 26. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 25 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Alla fine si osserva una differenza tra la curva teorica e quella che si ottiene sperimentalmente. Questa differenza è dovuta al fatto che, sempre nei processi di estrusione, rimane alla fine una parte di billetta non estrusa e quindi le ultime celle del reticolo non sono deformate completamente. Un aspetto molto importante che bisogna prendere in considerazione nella simulazione fisica dei processi di lavorazione plastica, è quello che è descritto dalla legge di similitudine. Questa legge e stata formulata in 1885 dal tedesco F. Kick come una legge della proporzionalità delle resistenze, verificandola alla deformazione per trazione. Per applicare questa legge ai materiali metallici le prove devono essere simili dal punto di vista geometrico, ed avere la stessa composizione chimica e struttura, essere deformati nelle stesse condizioni di temperatura, grado di deformazione, velocità di deformazione e condizioni di attrito sulla superficie di contatto. La legge della similitudine ha una grande importanza pratica, perché su questa base possono essere simulate in condizioni di laboratorio diversi processi di lavorazioni plastiche industriali, oppure possono essere estrapolati risultati ottenuti in sperimenti di laboratorio per condizioni industriali. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 26 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE 1.5. LAMINAZIONE 1.5.1. Elementi teorici Con la laminazione si riduce la sezione trasversale del pezzo esercitando contro di esso un’azione di schiacciamento accompagnata da allungamento e sovente da allargamento. La deformazione è imposta generalmente attraverso due rulli che si ruotano in senso opposto, fig. 27. HI HF Fig. 27. Il processo di laminazione piana Per laminazione si produce una vasta gamma di prodotti industriali, fra cui barre, profilati, lamiere, rotaie, tubi. L’operazione avviene di solito al disopra della temperatura di ricristallizzazione, cioè a caldo, quando le riduzioni di sezione sono molto forti (laminazione di lingotti e billette), oppure al disotto della suddetta temperatura, cioè a freddo allorché la sezione del pezzo da laminare è prossima a quella del pezzo finito, con i vantaggi di attribuire migliori proprietà meccaniche al pezzo e più elevata precisione. Per questo processo si ricordano i termini seguenti: -rapporto di riduzione : © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 27 di 35 Autore: Donel BASUC Sistemi di Produzione Politecnico di Torino CeTeM CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE 1 ∆l n = ln − l0 l0 (9) oppure: ε= - - ho − h1 ∆h = h0 h0 ; ε = ln h1 h0 (10) pressione di laminazione: pressione esistente alla superficie di contatto fra cilindri e il materiale; la pressione di laminazione è normale alla superficie di contatto e si fa sovente coincidere con la propria componente verticale, data l’esiguità dell’angolo di contatto fra cilindro e materiale; forza di laminazione: forza verticale complessiva (per cilindri orizzontali) interagente fra ciascun cilindro ed il laminato. lunghezza del arco di contatto fra rullo e lamiera determinata da considerazioni geometriche: lc = R∆h - (11) coppia di laminazione necessario per trovare il momento motore applicato ai rulli. Il momento motore comprende la coppia di laminazione per deformazione, il momento per vincere diversi attriti ed il momento equilibratore delle forze di inerzia. Trascurando le ultime, il rendimento di un laminatoio è dipendente in larga misura dalle perdite per attrito nei supporti dei rulli e può oscillare fra 0,3 e 0,9 Quando si conosce l’entità della forza trasmessa dai rulli al semilavorato, il calcolo della coppia di laminazione viene a dipendere dalla direzione e posizione di essa. Nel caso normale di laminazione, le forze esercitate dai due rulli sono dirette perpendicolarmente alla superficie del laminato. Il punto di applicazione di queste forze, si individua, sul arco di contatto, mediante l’angolo α1 corrispondente al punto neutro, fig. 28. O F Punto neutro α b R LD HI/2 HF/2 Fig. 28. Il punto neutro © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 28 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Rispetto all angolo α del arco di contatto si trova: a= α1 = 0,5 α per laminazione a caldo a= α1 = 0,35......0,45 α per laminazione a freddo Il braccio di leva rispetto all’asse di rotazione dei cilindri si ottiene con la seguente relazione: b= α1 R∆h α In conseguenza la coppia (il momento) di laminazione si ricava dalla seguente equazione: C = 2F α1 R∆h α (12) 1.5.2. Applicazione – laminazione a freddo di una lamiera di alluminio Descrizione del problema Si vuole laminare a freddo una lamiera di alluminio (ρ=2700 kg/m3) di spessore pari a 6 millimetri e larghezza 1600 millimetri, fino a portarla ad uno spessore di 3 millimetri. Calcolare la coppia necessaria per eseguire l'operazione, la forza agente sui rulli e la produzione oraria di materiale sapendo che: ! il materiale laminato presenta una caratteristica tensione - deformazione descritta con una legge del tipo: σ = Kε n in cui: K=160 N/mm2, n=0.16 ! i rulli del laminatoio hanno un diametro di 400 millimetri e presentano una velocità periferica di 120 m/min © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 29 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE Risoluzione La deformazione lungo lo spessore della lamiera a fine operazione raggiunge il valore: ε F = ln A0 h 6 = ln 0 = ln = 0.693 AF hF 3 A tale valore di deformazione corrisponde una tensione media durante il processo, fig. 29, che si può ricavare partendo dalla considerazione che il lavoro di deformazione nei due casi deve essere uguale: εF ∫ K ⋅ε *n ⋅ dε * = σ ⋅ ε F εI K ⋅ ε Fn +1 = σ ⋅εF n +1 E quindi la tensione media durante il processo sarà: K ⋅εF 160 ⋅ 0,69 0.3 = = 130 N / mm 2 σ = n +1 0,16 + 1 n σ σ=Kε σ= εn σ εF ε Fig. 29. Il valore della tensione media La lunghezza dell'arco di contatto rullo–materiale si ricava da considerazioni geometriche, ovvero: l c = R ⋅ ∆h = 200 ⋅ 3 = 24.49 mm La forza verticale risultante su di un rullo vale: © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 30 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE F = p ⋅ Ac La pressione media di contatto in questo caso si considera pari alla tensione media. L’area di contatto rullo – materiale Ac si determina dalla lunghezza dell’arco di contatto e la larghezza della lamiera b. F = σ ⋅ l c ⋅ b = 130 ⋅ 24,49 ⋅ 1600 = 5093920 N La coppia necessaria ai fini dell'operazione risulta: C = 2 ⋅ (F ⋅ a ⋅ l c ) Si considera il coefficiente a al valore massima di 0,45 dell’intervallo per la laminazione a freddo. C= 2 ⋅ (5093920 ⋅ 0,45 ⋅ 24,49) = 1122753 N ⋅ m = 112,3 KNm 10 3 La portata in massa di materiale prodotta dal laminatoio si esprime nella forma: ⋅ m = ρ ⋅ h1 ⋅ b ⋅ v F ! ! ρ densità del materiale laminato ( 2700 kg/m3) vF velocità della lamiera in uscita dal rullo, che vale: vF = ! ! v R ⋅ hN h1 vR velocità tangenziale del rullo hN altezza della lamiera in corrispondenza del punto neutro. L’altezza della lamiera nel punto neutro si trova con la seguente relazione: hN = h1 + 2( R − R ⋅ cos α ) con: sinα = lc 2⋅ R © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 31 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE con i dati del problema in oggetto si ottiene: α = arcsin lc 24,49 = arcsin = 0,0612 rad 2⋅ R 2 ⋅ 200 hN = h1 + 2( R − R ⋅ cos α ) = h1 + 2( R − R ⋅ 0,998) = 3,75 mm vF = ⋅ v R ⋅ hN 120 ⋅ 1000 ⋅ 3,75 mm = 2500 = h1 s 60 ⋅ 3 m = ρ ⋅ h1 ⋅ b ⋅ v F = 2700 ⋅ 3 ⋅ 1600 ⋅ 2500 ⋅ 3.6 = 117 t / h 10 9 © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 32 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE 1.6. TRAFILATURA 1.6.1. Generalità La trafilatura consiste nel far passare attraverso un utensile (filiera o matrice) il materiale da deformare riducendone la sezione. La forza di trafilatura viene applicata mediante un organo di pressa sul lato di uscita del pezzo. In questo modo nella zona di deformazione si instaura uno stato di sollecitazione sia di trazione sia di compressione. La deformazione viene eseguita solitamente a temperatura ambiente. In fig. 30 è illustrato lo schema del processo per barre e tubi. Fig. 30. a- filiera o matrice; b- direzione di trafilatura; c- pezzo La trafilatura può avvenire a secco, usando lubrificanti in polvere con grassi o ad umido, mediante lubrificanti liquidi in cui il materiale viene completamente immerso. Nel caso della produzione di filo di acciaio si trafila a freddo un filo proveniente dalla laminazione, di diametro non inferiore a 5mm, e non superiore a 16mm, oppure fili a sezione quadra di lato compreso fra 5 e 15 mm. A secondo degli scopi cui viene destinato si usa acciaio con contenuto in carbonio variabile in percentuale da pochi decimi ad 1,6. L’utilizzazione del filo trafilato d’acciaio può dipendere dalla sua elevata temprabilità (filo per aghi) oppure dalla possibilità di ottenere, mediante patentamento e trafilatura, buone resistenze combinate con caratteristiche di tenacità (filo per funi, molle, corde per pianoforti). Prima di essere introdotta in filiera la vergella viene disossidata e appuntita. Dopo la trafilatura i fili di acciaio sono ancora sottoposti a trattamenti termici onde accrescerne la duttilità o la durezza. Attualmente i processi di trafilatura non trovano solo applicazioni nella fabbricazione di fili e barre o tubi a sezione assialsimmetrica, ma anche nella fabbricazione dei profilati. Si lavorano materiali metallici di tutti i tipi, cioè acciai e materiali non ferrosi. I materiali di alta resistenza vengono lavorati a caldo. © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 33 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE 1.6.2. Applicazione - Trafilatura di una barra di acciaio Descrizione del problema Si vuole trafilare una barra di acciaio di diametro pari a 10 millimetri , fino a portarla ad un diametro di 8 millimetri, fig. 31. vI vF DF DI FILIERA Fig. 31 Calcolare la forza e la potenza necessaria per eseguire l'operazione, nonché la pressione all'uscita della filiera , sapendo che: ! il materiale in questione presenta una caratteristica tensione deformazione ben approssimabile con una legge del tipo: σ = Kε n in cui: K=1300 N/mm2, n=0,3 ! ! la velocità del materiale all'ingresso della filiera vale 1 m/s il rendimento dell'operazione può essere ritenuto pari a 0.7 Risoluzione del problema La deformazione del materiale a fine operazione avrà raggiunto il valore: ε F = ln AI D 10 = 2 ln I = 2 ln = 0,45 AF DF 8 © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 34 di 35 Autore: Donel BASUC Politecnico di Torino CeTeM Sistemi di Produzione 1 CENNI SUI PROCESSI DI LAVORAZIONE PER DEFORMAZIONE e coincide con la deformazione equivalente. A questo valore di deformazione corrisponde una tensione media durante il processo che si può ricavare dalla caratteristica del materiale di: K ⋅εF 1300 ⋅ 0,45 0.3 = = 785 N / mm 2 σ = n +1 0,3 + 1 n σ σ=Kε σ= εn σ εF ε Fig. 32. La forza ideale di trafilatura è data dalla seguente equazione: A FTR − ID = A1 ⋅ σ ⋅ ln 0 ⋅ A1 e quindi: π π 2 FTR − ID = σ ⋅ ε F ⋅ ⋅ DF = 785 ⋅ 0,45 ⋅ ⋅ 8 2 = 17,5 kN 4 4 Introducendo il rendimento della lavorazione si ottiene la forza reale di trafilatura: F 17,5 FTR = TR − ID = = 25 kN 0.7 η Ai fini del calcolo della potenza necessaria per l'operazione è necessario calcolare la velocità del materiale all'uscita della filiera; applichiamo la conservazione della portata volumica ( siamo in campo plastico) : v I ⋅ AI = v F ⋅ AF per cui: AI 10 2 ⋅ v I = 2 ⋅ 1 = 1,55 m / s AF 8 ne deriva una potenza di trafilatura pari a: vF = PTR = FTR ⋅ v F = 25 ⋅ 1,55 = 37 kW © Politecnico di Torino Data ultima revisione 02/04/01 Pagina 35 di 35 Autore: Donel BASUC
Scaricare