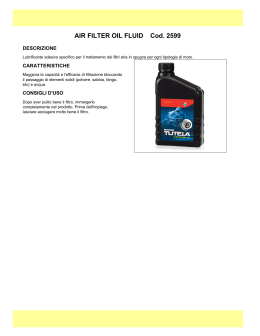
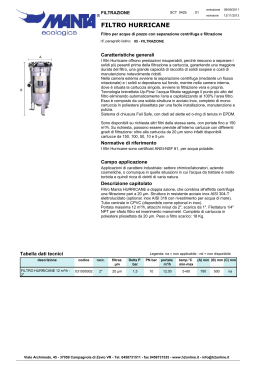
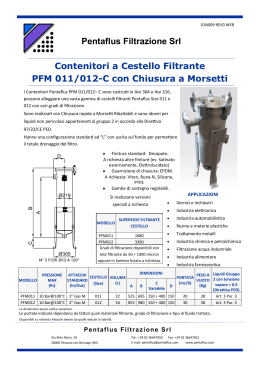
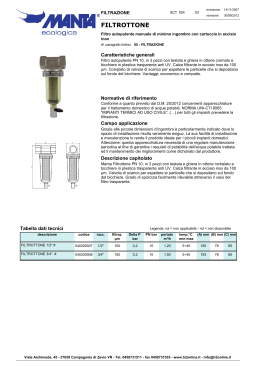
filtrazione L’IMPORTANZA DELLA FILTRAZIONE MASSIMO TORSELLO 4 ANNO VIII – N. 31 – SETTEMBRE 2002 filtrazione Mi è capitato di recente tra le mani un vecchio opuscolo tecnico della Pall Divisione Idraulica, intitolato “Controllo della contaminazione nei sistemi idraulici e di lubrificazione”, che ho trovato interessante per la sua chiarezza divulgativa nello spiegare una serie di termini e di processi relativi alle conseguenze che la contaminazione dei fluidi comporta nei sistemi in cui essi vengono impiegati. Ritengo altresì che l’approfondimento di alcuni concetti e definizioni riguardanti i processi di decontaminazione mediante filtrazione su setti porosi, possa in qualche modo tornare utile anche a chi si occupa di impianti di lavaggio industriale e/o di depurazione dei bagni di lavaggio esausti; in quest’ultimo caso, infatti, anche se le conseguenze della contaminazione del fluido non sono così “distruttive” come nel settore dei sistemi idraulici, è indubbio che la scarsa attenzione verso l’inquinamento del bagno porti ad un inevitabile decremento delle prestazioni di lavaggio, compromettendo il raggiungimento del grado di pulizia richiesto. E’ per tale motivo che propongo al lettore questa recensione. L’opuscolo comincia con una semplice constatazione statistica: circa il 50% delle cause di guasto di un sistema idraulico sono dovute all’usura meccanica delle sue componenti, usura provocata dalla presenza di contaminazione particellare all’interno del fluido impiegato. Ulteriori studi statistici mostrano (figura 1) che circa il 95% di tale contaminazione è dovuta a particelle con dimensioni inferiori a 25 micron e che il 90% della stessa contaminazione è imputabile alle particelle comprese tra 5 e 15 micron. Pressoché la totalità dei sistemi idraulici e di lubrificazione risulta soggetta a contaminazione, il cui grado dipende dalla configurazione del sistema stesso, dall’età operativa e dall’efficienza dei filtri e dei dispositivi adottati: per rendere l’idea, si stima che, mediamente, un litro di fluido oleoidraulico contenga circa 10 milioni di particelle di dimensioni superiori a 1 micron. Le sorgenti di tale contaminazione sono molteplici e diversificate e dipendono anch’esse dalla configurazione del sistema, dalla qualità dei componenti utilizzati, dall’ambiente di funzionamento e dalle procedure di manutenzione. Si possono individuare quattro sorgenti principali di contaminazione: • da costruzione, presente sui com- Figura 1 – Distribuzione granulometrica dei contaminanti in un fluido idraulico METAL CLEANING & FINISHING ponenti utilizzati; • generata dal sistema, da usura dei componenti (soprattutto di quelli dotati di movimento quali pompe, cilindri, cuscinetti, eccetera) e da decomposizione del fluido; • da manutenzione, ad esempio durante il montaggio e lo smontaggio dei componenti; • “ingerita” durante il funzionamento, proveniente dall’esterno. Facendo un confronto, si può vedere come tutti questi esempi possano essere tranquillamente applicati anche agli impianti di lavaggio. La presenza di contaminanti nel fluido idraulico o lubrificante è, al tempo stesso, causa ed effetto della contaminazione stessa e può produrre un effetto a catena che conduce inevitabilmente all’avaria qualora non vengano adottati opportuni interventi di rimozione. Infatti, una delle più importanti cause di contaminazione è la generazione di contaminanti all’interno del sistema stesso, effetto a sua volta innescato e propagato dal contaminante già presente, attraverso alcuni meccanismi, i cui principali sono: • abrasione (figura 2), che si presenta soprattutto quando le particelle di contaminante penetrano nello spazio (“gioco”) tra due superfici in Figura 2 – Usura per abrasione 5 filtrazione moto relativo e, aderendo ad una delle due, agiscono sull’altra come un utensile da taglio rimuovendo materiale • erosione (figura 3), causata dall’impatto di particelle molto veloci sulla superficie del componente. La trasformazione dell’energia cinetica in calore provoca fortissimi surriscaldamenti locali, microfusioni e distacchi di materiale che possono a loro volta dare luogo a punti di innesco di fenomeni di fatica • fatica (figura 4), causata dalle ripetute sollecitazioni della superficie del componente da parte delle particelle intrappolate tra superfici in Figura 3 – Usura per erosione Figura 4 – Fenomeni di fatica 6 ANNO VIII – N. 31 – SETTEMBRE 2002 filtrazione Figura 5 – Meccanismi di filtrazione PROVA MULTI–PASS ISO 4572 PER LA MISURA DEL RAPPORTO BETA. SCHEMA SEMPLIFICATO Figura 6 – Prova Multi-Pass per la misura del rapporto di filtrazione METAL CLEANING & FINISHING 7 movimento • corrosione, causata da fenomeni chimici ed elettrochimici. Tornando al parallelo con i processi di lavaggio, si può vedere come anche in questo campo possano essere riscontrabili simili fenomeni di erosione, corrosione ed abrasione, ad esempio causati da un non ben ottimizzato dispositivo ad ultrasuoni o da un poco adeguato prodotto pulente, oppure ancora da un sistema di pulizia meccanica troppo ”energico”; fenomeni che portano, in aggiunta alle impurità presenti sui pezzi da pulire, ulteriore materiale inquinante al bagno di lavaggio. Di conseguenza, risulta evidente, anche per il settore di nostro interesse, come un’adeguata filtrazione del bagno sia fondamentale per garantire il voluto o prescritto grado di pulizia dei pezzi, soprattutto in quei campi (quali la meccanica di precisione, il settore automotoristico e la refrigerazione) in cui la contaminazione residua presente sui componenti finiti può portare a guasti ed avarie dei sistemi in cui sono installati, per fenomeni di fatica, abrasione ed erosione analoghi a quelli sopra descritti. L’opuscolo prosegue con la definizione e spiegazione di alcuni concetti e parametri specifici dei dispositivi di filtrazione del particolato. Innanzi tutto, per filtrazione si intende la “rimozione di particelle solide da un liquido o da un gas, facendolo passare attraverso un mezzo poroso (filtro o setto filtrante)”. Esistono differenti tipi di setti filtranti, tutti riconducibili a due macrocategorie: i setti a pori stabili (reti di fili metallici sinterizzati; polveri metalliche sinterizzate; membrane; matrici di fibre impregnate di resina) e quelli a pori non stabili (fibre di vetro non legate; sabbia; terre di diatomee; fibre di cellulosa o cotone; materiali di scarto quali carta, stracci o trucioli di legno). I meccanismi di filtrazione vengono invece differenziati tra quelli per filtrazione Figura 7 – Diagramma dei rapporti di filtrazione per diversi tipi di setti filtranti Figura 8 – Variazioni di ßx in funzione della pressione differenziale Figura 9 – Influenza dei trafilamenti sul valore effettivo di ßx impatto inerziale e diffusione e quelli per intercettazione diretta (figura 5); questi ultimi sono da preferirsi e la loro efficienza è maggiore se il setto è del tipo a pori stabili con dimensioni inferiori a quelle delle particelle da trattenere. L’efficienza di filtrazione può essere espressa attraverso tre distinti parametri: • il potere di ritenzione nominale, che é il “valore espresso in micron ed arbitrariamente indicato dal costruttore del filtro per indicarne il grado di filtrazione (specifiche CETOP RP 100H). Non essendo definito un metodo di prova, non risulta riproducibile e quindi è un parametro di riferimento sconsigliato” • il potere di ritenzione assoluto, che “è il diametro in micron della più grande particella sferica indeformabile che passa attraverso un filtro in condizioni di prova determinate (AFNOR-E-48676). Tale metodo però non tiene conto dello stato di intasamento del filtro e delle perdite di carico finali del filtro stesso” • il rapporto di filtrazione (ßx), che “è il rapporto tra il numero di particelle di dimensioni superiori ad un certo valore “x” (in micron) in entrata nel filtro, ed il numero delle stesse particelle in uscita, con numeri riferiti allo stesso volume di fluido. Questa definizione deve essere associata ad una metodologia di prova ben definita...che comporti la misura del rapporto per differenti gradi di intasamento del filtro sino al massimo valore di perdita di carico ammesso (AFNOR-E-48676 e ISO 4572)”. Il rapporto di filtrazione ßx risulta essere il più idoneo a rappresentare quelle che sono le prestazioni di un filtro in esercizio; il suo valore viene determinato attraverso la cosiddetta “prova Multi-Pass” (ISO 4572), il cui schema semplificato è mostrato in figura 6. La correlazione tra il valore di ßx e l’efficienza del filtro testato è mostrata in Tabella A. Ogni filtro è caratterizzato dall’avere valori di ßx differenti a seconda delle dimensioni delle particelle prese in considerazione: questa variabilità viene rappresentata attraverso una curva logaritmica che fornisce un’indicazione dell’attitudine di quel setto a trattenere le differenti classi di particelle contaminanti . In figura 7 viene mostrato un esempio di diagramma in cui sono confrontate differenti tipologie di filtri. Nella tabella di fianco al diagramma, per ogni tipo di setto viene riportata (in colonna centrale) la dimensione minima delle particelle per cui ogni setto abbia rapporto ßx=200 (equivalente ad una efficienza del 99,5%), mentre nella colonna destra viene mostrato il valore che assume il parametro ßx quando la dimensione minima della particella è pari a 10 micron (x = 10). Ma non è solo la dimensione della particella che influenza il valore di ßx di un certo filtro; esso può dipendere anche da altri fattori quali i seguenti: • pressione differenziale (indica il grado di intasamento del setto filtrante) e il suo incremento può portare ad 8 ANNO VIII – N. 31 – SETTEMBRE 2002 filtrazione Tabella A – Significato dei valori di ßx e correlazione con l’efficienza di filtrazione una diminuzione del valore di ßx, soprattutto nei filtri a pori non stabili. Il meccanismo è intuitivo: un incremento della pressione differenziale può provocare la dilatazione dei pori, lasciando passare un maggior numero di particelle, con conseguente riduzione del rapporto di filtrazione e quindi dell’efficienza del filtro (figura 8) • trafilamenti, che provocano il bypass del filtro da parte di una percentuale più o meno elevata di fluido contaminante. Anche in questo caso il meccanismo è intuitivo: la mancata filtrazione di una parte di fluido viene rilevata come diminuzione del valore di ßx (figura 9) • variazione della portata di fluido METAL CLEANING & FINISHING (se il materiale filtrante non è in grado di resistere alle sollecitazioni provocate da questa condizione di esercizio, può subire deformazioni che portano alla riduzione del rapporto di filtrazione). Come si può ben capire, quindi, la conoscenza di questo parametro è piuttosto importante sia per verificare e confrontare le effettive prestazioni di filtri differenti operanti correttamente in condizioni di regime, sia come eventuale indice, nel tempo, dell’affidabilità e resistenza all’usura di un filtro specifico, soprattutto nel caso di filtri rigenerabili. ◆ Per ulteriori informazioni segnare 1 sull’apposita cartolina in fondo alla rivista 9 Metal Cleaning & Finishing si é trasferita. La nuova sede é: Via Imbriani, 19/A. Tutti i numeri restano invariati
Scaricare