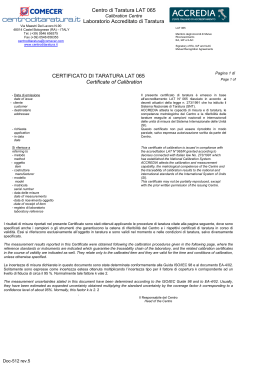
TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 Revisione: 0 Data 2001-11-08 Pagina 1 di 18 Annotazioni: COPIA CONTROLLATA N° CONSEGNATA A: COPIA NON CONTROLLATA N° CONSEGNATA A: 0 Emissione 2001-11-08 Sottocomitato tecnico M. Mosca………. Revisione Descrizione Data Redazione Approvazione TITOLO SIT LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 Revisione: 0 Data 2001-11-08 INDICE 1. Scopo 2. Campo di applicazione 3. Norme e documenti di riferimento 4. Termini e definizioni 5. Condizioni generali del laboratorio 6. Tipica catena metrologica per termoresistenze e termocoppie 7. Procedura di taratura 8. Elaborazione dei dati misurati 9. Stima dell’incertezza di misura 10. Presentazione dei risultati della taratura Pagina 2 di 18 TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 1 Revisione: 0 Data 2001-11-08 Pagina 3 di 18 Scopo Il presente documento ha lo scopo di fornire delle linee guida generali atte ad uniformare le procedure e la presentazione dei risultati delle misure dei laboratori accreditati SIT per la taratura di misuratori di temperatura. 2 Campo di applicazione Questa guida è applicabile dai laboratori accreditati SIT per la taratura dei seguenti misuratori di temperatura: - 3 termoresistenze termocoppie termometri elettronici (a termoresistenza, termistore o termocoppia) termometri meccanici (a espansione di solido, liquido, gas o vapore) Norme e documenti di riferimento EA-4/02 EA-10/08 UNI EN 45001 IEC 60584 IEC 60584-1 (1997) (1997) (1990) IEC 60584-2 (1982) IEC 60584-3 (1989) IEC 60751 (1995) (1995) UNI CEI EN ISO/IEC 17025 (1999) ISO-GUM (1993) ISO-VIM (1993) SIT Doc-504 (1999) SIT Doc-512 (1999) Expression of the Uncertainty of Measurement in Calibration. Calibration of Thermocouples. Criteri generali per il funzionamento dei laboratori di prova. Thermocouples. Part 1: Reference tables Corrispondente CEI 65-48 (1997). Part 2: Tolerances Corrispondente CEI 65-11 (1992). Part 3: Extension and compensating cables: Tolerances and identification system Corrispondente CEI 65-20 (1994). Industrial platinum resistance thermometer sensors Corrispondente CEI 65-8 (1992). General requirements for the competence of testing and calibration laboratories. Guide to the expression of Uncertainty in Measurement. Corrispondente UNI CEI ENV 13005 (2000). International Vocabulary of basic and general terms in Metrology. Procedura gestionale relativa all’accreditamento, mantenimento, rinnovo, estensione del laboratorio. Prescrizione per l’emissione del Certificato di Taratura SIT. TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 SIT Doc-519 (1999) SIT Doc-523 UNI 6893 (1998) (1979) UNI 9010 4 (1987) Revisione: 0 Data 2001-11-08 Pagina 4 di 18 Introduzione ai criteri di valutazione dell’incertezza di misura nelle tarature. (Traduzione della EA-4/02) Guida per la stesura delle procedure di taratura e di prova. Termometri in vetro con riempimento di liquido: Modalità di controllo e verifica. Termometri industriali ad espansione di fluido, bimetallici e di vetro, con custodia metallica e con indicazione a quadrante: Classi di precisione. Termini e definizioni La presente guida applica i termini e le definizioni contenuti nelle norme riportate al punto 3. 5 Condizioni generali di taratura Un laboratorio metrologico deve avere un impianto di condizionamento autonomo ed assicurare condizioni ambientali stabili. Le grandezze d’influenza ed i valori delle stesse in cui deve operare un Centro SIT accreditato per le misure di temperatura, sono quelli riportati nella tabella seguente: Grandezza d’influenza Valore nominale della temperatura Stabilità attorno al valore nominale Umidità Alimentazione elettrica Disturbi elettromagnetici Vibrazioni Illuminazione Valore da 20 °C a 23 °C da –1,5 °C a +1,5 °C (50 ± 10) %U.R. Stabile entro 5% con distorsione < 5 % Ampiezza < 100 mV m-1 < 1 mm tra 0,1 e 50 Hz < 0,1 m s-2 tra 50 e 500 Hz da 800 lux a 1000 lux Un sistema di monitoraggio, per esempio con termoigrografo, deve essere predisposto con strumenti atti a garantire una incertezza estesa di misura non superiore ad un terzo della campo di variazione permesso, per registrare continuamente o ad intervalli prefissati la temperatura e l’umidità nei locali del laboratorio. L’impianto di condizionamento deve disporre inoltre di filtri antipolvere per filtrare particelle ³ 5 mm. TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 6 Revisione: 0 Data 2001-11-08 Pagina 5 di 18 Tipica catena metrologica per termoresistenze e termocoppie IMGC/CNR Termoresistenza 1a linea Termocoppia 1a linea Bagni o forni comparatori Termoresistenza 2a linea IEN Campione resistenza Campione tensione Campioni prima linea Ohmetro digitale Voltmetro digitale Campioni seconda linea Termocoppia 2a linea Bagni o forni comparatori Termoresistenza da tarare Istituti Metrologici Primari Termocoppia da tarare Sensori da tarare TITOLO SIT LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 Revisione: 0 Data 2001-11-08 7 Procedura di taratura 7.1 Apparecchiature e strumentazione necessaria alla taratura Pagina 6 di 18 Le apparecchiature necessarie alla taratura variano in funzione non solo del tipo di strumento da tarare, ma anche e soprattutto del campo di temperatura che si vuole coprire con la taratura. Ipotizzando un laboratorio metrologico completo accreditato per un campo di temperatura che varia da – 80 °C a 1550 °C le apparecchiature necessarie sono tipicamente le seguenti: Bagni o forni: - bagno termostatato (criostato o bagno ad alcool) per temperature < 0 °C; - bagno termostatato ad acqua per temperature tra 0 °C e 100 °C; - bagno termostatato ad olio per temperature tra 50 °C e 250 °C; - bagno termostatato a sali fusi o letto fluido per temperature tra 200 °C e 600 °C; - forno orizzontale o verticale per temperature tra 400 °C e 1200 °C; - forno per alta temperatura per temperature comprese tra 1000 °C e 1550 °C; Campioni di prima linea: - termoresistenze di platino da 25,5 W per temperature tra – 80 °C a 660 °C; - termocoppie a metallo nobile per temperature tra 600 °C e 1550 °C. Campioni di seconda linea: - termoresistenze di platino per temperature tra – 80 °C a 600 °C; - termocoppie a metallo nobile per temperature tra 600 °C e 1550 °C. - eventuali altri termometri. Altra strumentazione ed apparecchiature: - resistori campione (da 25 W e da 100 W); - ponti per le misure dei rapporti di resistenza; - multimetri di elevata accuratezza (ohmetri e voltmetri); - produttore di ghiaccio tritato da acqua deionizzata; - contenitore termostatico per ghiaccio (vaso dewar); - commutatore manuale o automatico a basso rumore di contatto. TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 7.2 Revisione: 0 Data 2001-11-08 Pagina 7 di 18 Operazioni preliminari Prima di eseguire qualsiasi operazione di taratura, è necessario prendere visione delle procedure di taratura dello strumento in verifica e sottoporlo alle prove preliminari seguenti: - misurare la continuità per termocoppie e termoresistenze; - verificare il funzionamento per strumenti trasmettitori, indicatori e registratori, utilizzando un calibratore come sorgente di forza elettro motrice (f.e.m.) o di resistenza, per simulare i sensori collegabili (termocoppie o termoresistenze). Inoltre, prima della taratura è necessario che lo strumento permanga nel locale del laboratorio in cui vengono eseguite le misure per il tempo necessario affinché raggiunga l’equilibrio termico con l’ambiente, e sia alimentato per un tempo sufficiente alla sua stabilizzazione (dato normalmente fornito dal costruttore). Tutti i collegamenti devono essere realizzati con gli appositi cavi a bassa f.e.m. L’unione dei fili delle termocoppie con i conduttori di rame (giunto di riferimento) può essere effettuata mediante saldatura con stagno a bassa f.e.m. 7.3 Operazioni di taratura 7.3.1 Termometri a resistenza - Effettuare la verifica iniziale a 0 °C al punto del ghiaccio fondente (ovvero in vaso dewar riempito di ghiaccio tritato ottenuto da acqua deionizzata): - inserire i termometri nel ghiaccio fondente per una lunghezza sufficiente affinché l’elemento sensibile raggiunga l’equilibrio termico con il ghiaccio; - effettuare almeno 5 letture del segnale del termometro in taratura; - registrare tali valori ed eventualmente confrontarli con i valori della taratura precedente (se disponibili); - inserire il termometro campione e quelli in taratura nel previsto bagno o forno termostatato nella zona di migliore uniformità ed attendere la stabilizzazione; - assicurarsi che gli elementi sensibili del campione e dei termometri in taratura siano alla stessa profondità; - effettuare almeno 5 letture del segnale del termometro campione e di quelli in taratura; - ripetere le predette operazioni per tutti gli altri punti di taratura previsti (si veda §7.4); - ripetere a fine ciclo di taratura il punto a 0 °C. NOTA 1: Le letture iniziali e finali sul termometro campione danno l’indicazione della stabilità di temperatura del bagno o forno. NOTA 2: Dalle misure a 0 °C , mediando i valori letti nella verifica iniziale e in quella finale, si ricava il valore R0 di resistenza al punto di fusione del ghiaccio con la sua incertezza. NOTA 3: Prima di passare al punto di taratura successivo, è buona norma esaminare la ripetibilità dei dati ottenuti. TITOLO SIT LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 Revisione: 0 Data 2001-11-08 Pagina 8 di 18 7.3.2 Termocoppie - Preparare il riferimento a 0 °C con il punto del ghiaccio fondente oppure con giunto freddo elettronico; - inserire il termometro campione e le termocoppie in taratura nel previsto bagno o forno termostatato nella zona di migliore uniformità ed attendere la stabilizzazione; - assicurarsi che gli elementi sensibili del campione e delle termocoppie in taratura siano alla stessa profondità; - effettuare almeno 5 letture ai punti richiesti; - ripetere le predette operazioni per tutti gli altri punti di taratura previsti (si veda §7.4). NOTA 1: Le letture iniziali e finali sul termometro campione danno l’indicazione della stabilità di temperatura del bagno o forno. NOTA 2: Prima di passare al punto di taratura successivo, è buona norma esaminare la ripetibilità dei dati ottenuti. 7.3.4 Termometri elettronici - Occorre operare sui campioni come indicato ai punti precedenti a seconda dell’utilizzo di termoresistenze o termocoppie - le operazioni di lettura ai punti di taratura devono essere effettuate in modo analogo a quanto già riportato. 7.3.5 Termometri meccanici - Prima di procedere alla taratura occorre verificare l’indicazione dello strumento ad inizio ed a fondo scala, oppure a valori prossimi (5 e 95 %), e ove possibile intervenire per le opportune correzioni sulla base del manuale di uso; - le successive operazioni di lettura ai diversi punti devono essere effettuate in modo analogo a quanto già riportato. 7.3.6 Registrazione dei dati di misura I dati rilevati del campione e dei termoelementi in prova devono essere registrati in una tabella che riporti i valori medi di ogni singolo punto di taratura: TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 Revisione: 0 Matricola del campione Valore medio del campione Valore Valore letto corrispondente [°C] [W] , [mV] 7.4 Data 2001-11-08 Pagina 9 di 18 Matricola termometro in prova Valore medio del misurando Valore in unità del misurando [W] , [mV] , [mA] , [°C] Esecuzione delle misure Un ciclo di taratura può essere eseguito normalmente sia partendo dalla temperatura più bassa che da quella più alta. Se la taratura della termoresistenza deve avvenire su un campo maggiore di 400 °C, oppure se la termocoppia deve operare oltre 800 °C, è consigliabile eseguire dei cicli iniziali di ricottura fino alla massima temperatura di impiego. Ogni volta che si esegue una misura, occorre attendere un tempo sufficiente affinché si stabilizzi la temperatura; questo tempo dipende dalle dimensioni del termoelemento e dalla capacità termica del bagno o forno comparatore; indicativamente, comunque, con bagni liquidi o con forni comparatori a tubo di calore, 30 minuti di stabilizzazione, dopo il raggiungimento della temperatura desiderata, sono sufficienti a garantire un buon livello di stabilità della temperatura; mentre con forni con blocco equalizzatore è richiesto un tempo di stabilizzazione di almeno 60 minuti. Normalmente la taratura avviene su un minimo di 4 punti (compreso il punto di fusione del ghiaccio, se compreso nell’intervallo di taratura), secondo la tabella seguente. Intervallo di temperatura Numero di punti (*) 4 £ 250 °C 5 £ 600 °C 6 £ 1100 °C 7 £ 1550 °C (*) Per le tarature il cui campo si estende sotto -40 °C, in aggiunta vanno eseguiti: - 1 punto a – 40 °C ; - 1 punto tra – 40 e – 80 °C. TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 7.5 Revisione: 0 Data 2001-11-08 Pagina 10 di 18 Richieste possibili da parte del cliente Su espressa richiesta da parte del cliente è possibile eseguire tarature degli strumenti misuratori di temperatura su un numero di punti di misura minore di quello previsto dalle relative procedure normalmente applicate per la taratura completa. A tal scopo è necessario che il laboratorio provveda a redigere una sintetica e specifica procedura che citi le suddette procedure previste per la taratura completa ed evidenzi l’eccezione riguardante la sola parte che attiene al numero ed alla scelta dei punti di misura. In questo caso nella stesura della seconda pagina del certificato SIT è necessario: · · · · 8 Citare, oltre alla procedura in questione (taratura mediante un numero ridotto di punti di misura), quelle relative normalmente applicate per la taratura completa; Riportare solo i dati sperimentali senza ulteriori elaborazioni; Aggiungere sempre la dicitura: ”La taratura è stata eseguita su un numero ridotto di punti di misura, su espressa richiesta del cliente intestatario del certificato”; Dichiarare l’incertezza tenendo conto dell’incertezza riconosciuta al laboratorio per lo strumento ed il campo di misura specifici (nel caso siano interessati più campi di misura dovrà essere riportato il valore di incertezza più grande) Elaborazione dei dati misurati 8.1 Generalità Le termoresistenze e le termocoppie tarate possono essere caratterizzate anche attraverso la determinazione delle costanti specifiche della curva che rappresenta l'andamento del loro segnale in funzione della temperatura (t). La curva è rappresentata numericamente da una funzione polinomiale del tipo: y = a 0 + a1t + a 2 t 2 + a 3 t 3 + L + a p t p [1] in cui y rappresenta R/R0 nel caso delle termoresistenze, la differenza tra le f.e.m. DE per le termocoppie (si veda §8.3) oppure l’indicazione d’uscita del termometro elettronico o meccanico. L’elaborazione dei dati permetterà di ricavare i coefficienti a0, a1,… ap del polinomio e la loro matrice di varianza-covarianza e la tabella di taratura a partire dai punti ricavati sperimentalmente, ad esempio con il metodo dei minimi quadrati (1). TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 8.2 Revisione: 0 Data 2001-11-08 Pagina 11 di 18 Termoresistenze Per le termoresistenze, l’equazione [1] si trasforma secondo quanto riportato nella IEC 60751: - polinomio del 2° ordine sopra 0 °C: R R0 = 1 + At + Bt 2 - polinomio del 4° ordine sotto 0 °C: R R0 = 1 + At + Bt 2 + C (t - 100 )t 3 Per le termoresistenze da utilizzare sotto 0 °C, si consiglia (2, 3) di: - estrapolare la curva ricavata sopra 0 °C fino a – 40 °C; - determinare il coefficiente C per temperature inferiori a – 40 °C. 8.3 Termocoppie Per le termocoppie, valgono le equazioni riportate nella IEC 60584 (polinomi dell’n-esimo ordine in relazione al tipo di termocoppia ed all’intervallo di temperatura considerato). La stima dei coefficienti di queste equazioni, in genere di grado elevato, richiede molti punti di taratura, pertanto per la loro caratterizzazione si ricorre al calcolo di un polinomio di secondo grado, che approssima la curva delle differenze (DE) tra i valori misurati (Em) e quelli di riferimento (Er): DE = Em - Er [2] Essi vengono elaborati con il metodo dei minimi quadrati utilizzando l’equazione: DE = a0 + a1 × t + a2 × t 2 [3] Per la determinazione del polinomio di interpolazione della termocoppia in taratura, si deve combinare il polinomio di riferimento della termocoppia con il polinomio delle differenze dell’eq. [3], ottenendo così un unico polinomio che consenta di ottenere la tabulazione dei valori puntuali (in gradi Celsius) e delle loro derivate (in mV/°C) del segnale della termocoppia in taratura. TITOLO SIT LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 Revisione: 0 Data 2001-11-08 Pagina 12 di 18 9 Stima dell’incertezza di misura 9.1 Generalità Secondo la Guida Internazionale ISO-GUM e la Guida Europea EA-4/02, l'incertezza di misura può essere classificata in due categorie: A - incertezze stimate con metodi statistici; B - incertezze stimate con altri metodi. L’incertezza di categoria A è quella che si ottiene calcolando lo scarto tipo di una serie di misure indipendenti. L’incertezza di categoria B, invece, si ottiene valutando informazioni relative a dati di misura disponibili a priori, non oggetto delle osservazioni effettuate durante la misurazione ma che influenzano in modo determinante il misurando, come ad esempio la distribuzione di temperatura all'interno del comparatore, la deriva a lungo termine del termometro campione, la sensibilità alle condizioni ambientali dei multimetri o ponti utilizzati (dati forniti dai certificati di taratura e dalle specifiche dei costruttori). Si sottolinea inoltre che un'incertezza di categoria A associata ad una misura può diventare di categoria B se è usata come stima di ingresso per altre misure. 9.2 Valutazione dell’incertezza di misura La valutazione della incertezza di misura si ottiene tenendo conto dei contributi dovuti almeno dalle seguente cause, ipotizzando per ognuna una distribuzione di probabilità statistica come previsto dalla normativa: - taratura del campione (dal certificato di taratura); - stabilità del campione (dati sperimentali e del costruttore); - eventuale interpolazione sul campione (si veda § 8.3 e § 9.3); - stabilità del comparatore (dati sperimentali e del costruttore); - uniformità di temperatura nel comparatore (dati sperimentali e del costruttore); - incertezza dello strumento di misura del campione (certificato di taratura); - incertezza dello strumento di misura eventuale del termometro in taratura (dati del costruttore); - risoluzione dello strumento in taratura (per i termometri elettronici: la risoluzione del visualizzatore; per quelli meccanici: metà dell’intervallo minimo della scala di misura); - forze elettromotrici parassite, compresa quella introdotta dal commutatore (dati sperimentali); - giunto freddo per le termocoppie (dati sperimentali). Se si opera secondo le condizioni previste dalla EA-4/02 (le componenti indipendenti dell’incertezza prese in considerazione, e tra loro non trascurabili, devono essere almeno tre e le componenti di categoria A devono essere stimate a partire da almeno 10 osservazioni indipendenti), l'incertezza estesa (U) espressa a livello di fiducia di circa 95% risulta pari a 2 TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 Revisione: 0 Data 2001-11-08 Pagina 13 di 18 volte la radice quadrata della somma quadratica delle incertezze tipo (ui) dei singoli contributi considerati: åu 2 i i U = 2×u = 2× [4] Quando non si può questa regola semplificata bisogna calcolare il numero di gradi di libertà effettivi della misura applicando le considerazioni dell’Appendice E della EA-4/02. L’incertezza estesa U risulta pari a: U=k·u dove k è il fattore di copertura per ottenere un livello di fiducia di circa il 95 %, che si ottiene dalla Tabella 1. 9.3 Valutazione dell’incertezza di interpolazione per termoresistenze e termocoppie. L’incertezza di interpolazione deriva dalla dispersione delle misure, che provoca incertezza sulla stima dei coefficienti del polinomio interpolatore. La stima dell'incertezza tipo del polinomio interpolatore (uint) si ottiene calcolando la radice quadrata della somma in quadratura dei "residui" (Mi), cioè delle differenze, tra i valori misurati e quelli calcolati con il polinomio interpolatore (convertiti entrambi in gradi Celsius), divisa per i gradi di libertà, ovvero: u int = dove: Mi åM i 2 i n-m = (y m.i. – y c.i.) / (dy/dt c.i) [5] con: y m.i. : valore misurato al punto i-esimo y c.i. : valore calcolato al punto i-esimo dy/dt c.i. : valore calcolato della derivata al punto i-esimo n m = numero di punti di taratura = numero di coefficienti calcolati del polinomio interpolatore: - per termoresistenze: m = 2, in quanto sono determinati per via statistica (minimi quadrati) i soli valori stimati dei coefficienti A e B del polinomio per t ³ 0 °C, se ne consiglia poi l’estrapolazione, se necessaria, fino a – 40 °C. m = 3, per t < - 40 °C - per termocoppie: m = 3, poiché il polinomio interpolatore è del secondo ordine. I gradi di libertà del processo di interpolazione sono n – m. Tabella 1. TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 Revisione: 0 Data 2001-11-08 Pagina 14 di 18 Gradi di libertà 1 2 3 4 5 6 7 8 9 10 20 30 40 50 100 ¥ Fattore di copertura 12.7 4.30 3.18 2.78 2.57 2.45 2.36 2.31 2.26 2.23 2.09 2.04 2.02 2.01 1.98 1.96 10 Presentazione dei risultati della taratura (certificato) La presentazione dei risultati della taratura deve essere conforme alle prescrizioni del SIT (SIT Doc-512) e fornire almeno: · · · - · · - in prima pagina: i dati della richiesta della taratura; i dati relativi allo strumento in taratura; la dichiarazione che l’incertezza è espressa al livello di fiducia del 95 % circa. in seconda pagina: i campioni di prima linea completi delle informazioni relative ai certificati, dai quali parte la catena di riferibilità metrologica; le procedure di taratura generali e particolari seguite per la verifica dello strumento in taratura; le condizioni di funzionamento dello strumento in taratura (posizione, alimentazione, collegamento se del caso); le condizioni ambientali (temperatura ed umidità relativa); le condizioni di taratura (comparatore utilizzato e profondità di immersione); l’incertezza estesa nei diversi campi di misura . in terza pagina: la tabella dei risultati della taratura e delle incertezze ai punti di misura. - 10.1 per le termoresistenze - 10.2 per le termocoppie - 10.3 per i termometri elettronici - 10.4 per i termometri meccanici in quarta pagina: (*) l’equazione ed i coefficienti del polinomio interpolatore l’incertezza di interpolazione (si veda §9.3) in quinta pagina e successive: (*) la tabulazione dei risultati derivati dal polinomio interpolatore. (*) Solo per le termoresistenze e le termocoppie tarate secondo il numero di punti minimi previsti nella Tabella riportata al §7.4 e delle quali si fornisce nel certificato l’elaborazione dei dati misurati secondo il procedimento riportato al §8. TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 Revisione: 0 Data 2001-11-08 Pagina 15 di 18 10.1 Certificato di una termoresistenza Numero punti Temperatura riferimento Resistenza misurata Resistenza riferimento IEC 60751 (*) /W Differenza (Rmis– Rrif) Differenza (t mis – trif) / °C /W /W 1 2 3 4 5 6 7 8 9 10 (*) Valori per termoresistenze aventi coefficiente di temperatura: a = 3,85 10 –3 °C-1 Incertezza di misura / °C Sul certificato è necessario riportare anche i seguenti dati: - Dichiarare il tipo di collegamento utilizzato (a 2, 3, 4 fili); - Dichiarare il valore della corrente di misura utilizzata (normalmente 1 mA); - Dichiarare i coefficienti della curva di interpolazione nel campo di taratura, se richiesto; - Dichiarare l'incertezza relativa al procedimento di interpolazione. / °C TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 Revisione: 0 Data 2001-11-08 Pagina 16 di 18 Differenza (f.e.m.mis – f.e.m.rif) Differenza (t mis – trif) Incertezza di misura / mV / °C / °C 10.2 Certificato di una termocoppia Numero punti Temperatura riferimento f.e.m. misurata / °C / mV f.e.m. riferimento IEC 60584 / mV 1 2 3 4 5 6 7 8 9 10 Sul certificato è necessario riportare anche i seguenti dati: - Dichiarare se la termocoppia in taratura è munita di cavo di collegamento; - Dichiarare, in alternativa, il cavo di collegamento usato e la relativa tolleranza (IEC 60584); - Dichiarare i coefficienti della curva di interpolazione nel campo di taratura, se richiesto; - Dichiarare l'incertezza relativa al procedimento di interpolazione. TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 Revisione: 0 Data 2001-11-08 Pagina 17 di 18 10.3 Certificato di una termometro elettronico (o catena termometrica) Numero punti Temperatura riferimento Temperatura indicata Differenza (trif– tind) Incertezza di misura / °C / °C / °C / °C 1 2 3 4 5 6 7 8 9 10 Sul certificato è necessario riportare anche i seguenti dati: - Dichiarare il tipo di alimentazione (interna o esterna); - Dichiarare la risoluzione dello strumento in taratura (p. e. la cifra meno significativa della lettura). TITOLO LINEA GUIDA PER LA TARATURA DI MISURATORI DI TEMPERATURA SIT Servizio di Taratura in Italia Identificazione: SIT/Tec-002/01 Revisione: 0 Data 2001-11-08 Pagina 18 di 18 10.4 Certificato di una termometro meccanico Numero punti Temperatura riferimento Temperatura indicata (*) Differenza (trif - tind) Incertezza di misura / °C / °C / °C / °C 1 2 3 4 5 6 7 8 9 10 (*) Per i termometri in vetro a immersione parziale occorre fornire anche la temperatura della colonna emergente. Sul certificato è necessario riportare anche i seguenti dati: - Dichiarare il tipo di immersione (parziale o totale, per termometri in vetro); - Dichiarare il tipo di montaggio (verticale o orizzontale, per termometri a quadrante); - Dichiarare la risoluzione dello strumento in taratura (p.e. ½ divisione della scala di misura). BIBBLIOGRAFIA 1. J. V. Beck, K. J. Arnold, Parameter estimation in engineering and science, John Wiley & Sons, 1977. 2. A. Actis, L. Crovini, Temperature. Its Measurement and Control in Science and Industry, vol. 5, pp. 819-828 (1982). 3. L. Crovini et al., Temperature. Its Measurement and Control in Science and Industry, vol. 6, pp. 1077-1082 (1992).
Scaricare