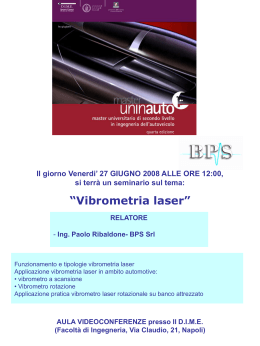
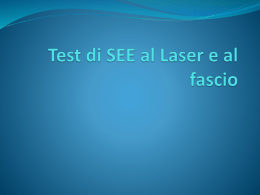
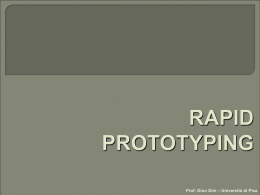
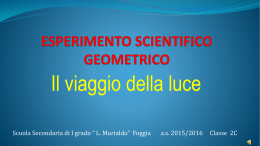
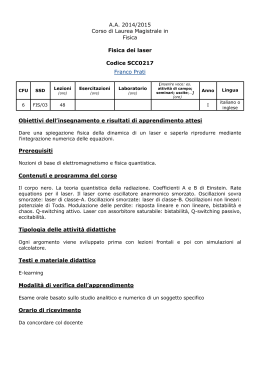
XIV Congreso Internacional de Ingeniería Gráfica Santander, España – 5-7 junio de 2002 CONFRONTO TRA DIVERSE TECNICHE DI DIGITALIZZAZIONE DELLE FORME PER IL REVERSE ENGINEERING G.B. Broggiato (1), F. Campana (1), S. Gerbino (2), M. Martorelli (2) (1) Università di Roma La Sapienza Dipartimento di Meccanica e Aeronautica Via Eudossiana 18, 00184 Roma – Italia e-mail: [email protected] e-mail: [email protected] (2) Università degli Studi di Napoli Federico II Dipartimento di Progettazione e Gestione Industriale P.le Tecchio 80, 80125 Napoli – Italia e-mail: [email protected] e-mail: [email protected] SOMMARIO Gli attuali strumenti per il rilievo di forma consentono di riprodurre con un’elevata accuratezza e ripetibilità le caratteristiche geometriche di oggetti anche complessi. Per questo motivo il loro impiego è in continua crescita: dal Reverse Engineering (RE) per l'analisi della concorrenza al controllo di qualità di prodotti industriali; dalla creazione di modelli da inserire in ambienti creati attraverso la realtà virtuale alla ricostruzione o al restauro di manufatti appartenenti al campo dei beni culturali. Per una così vasta gamma di applicazioni sono stati sviluppati ed adottati sistemi basati su differenti principi di funzionamento (sensori meccanici, ottici, laser) ma una valutazione dei campi di applicabilità di ciascuno non è ancora stata realizzata in maniera univoca. In considerazione di ciò, nel lavoro viene proposto un confronto tra diverse tecniche di acquisizione di forma applicate a tre diverse tipologie di componenti con lo scopo di valutare la loro capacità di adeguarsi a problemi differenti (rilievo di un componente meccanico, di un pezzo in lamiera stampata e di un oggetto artistico). A tale scopo è stato predisposto un protocollo di confronto basato su diversi criteri di giudizio: accuratezza, risoluzione, velocità, facilità di utilizzo, costo ed adeguatezza all’applicazione prescelta. Le nuvole di punti relative ai tre componenti considerati sono state poi post-elaborate per analizzare qualitativamente e quantitativamente le acquisizioni effettuate. Parole chiave: Rilievo di Forma, Ingegneria Inversa, Olografia Conoscopica, Sistema a Luce Strutturata ABSTRACT Nowadays, shape acquisition systems have reached enough capabilities to reproduce geometric profiles of objects (even complex) with a high accuracy and repeatability. For this reason, their use is in continuous growth: from Reverse Engineering (RE) applications for the analysis of the competition, to the quality control of industrial products; from the creation of models for virtual reality environments to the reconstruction and restoration of objects that belong to cultural heritage. For all these kinds of application a large number of systems, based on different approaches (mechanical, optic, laser based sensors), have been developed and used but a critical evaluation of their applicability fields has not yet been carried out in an univocal manner. The authors propose a comparison among different techniques applied to three components with the aim of evaluating their suitability to different kinds of problem (digitalisation of mechanical components, stamped panels or artistic objects). To assess the different acquisitions each other, an evaluation protocol based on several criteria (accuracy, resolution, speed, ease of use, cost, etc.) is proposed. The point clouds of the considered components have been then post-processed to analyse from both a quality and quantity point of view the different acquisitions. Key words: Shape Acquisition, Reverse Engineering, Conoscopic Holography, Structured Light System. 1 Introduzione Il rilievo di forma è senza dubbio uno degli argomenti di maggiore attualità nel campo dell’ingegneria industriale, poiché trova una vasta gamma di possibili applicazioni soprattutto nell’ambito del Reverse Engineering. Si va dall'analisi della concorrenza attraverso la restituzione digitale delle forme, al controllo di qualità di prodotti industriali; dalla creazione di modelli da inserire in ambienti creati attraverso la realtà virtuale, alla ricostruzione o al restauro di manufatti appartenenti al campo dei beni culturali. Questa crescente richiesta di strumenti di digitalizzazione delle forme oggi può essere soddisfatta da numerosi sistemi di acquisizione reperibili sul mercato. Tuttavia l'elevato numero di ditte che offrono questo genere di prodotti e, soprattutto, la grande varietà di metodologie utilizzate testimoniano la mancanza, non solo, di un sistema totalmente soddisfacente ma anche di una univoca direzione di sviluppo che sia in grado di realizzare in un unico strumento le doti di accuratezza, velocità, versatilità e facilità d'impiego che sono richieste sia dall'utenza industriale che dal mondo della ricerca. Questa constatazione è stata di stimolo per la comunità scientifica che negli ultimi anni ha prodotto numerosi lavori in cui vengono proposti nuovi approcci al problema ma, soprattutto, sviluppi di dispositivi di misura noti ed integrazioni software a metodologie in qualche modo deficitarie, che attraverso una logica di controllo più sofisticata oppure attraverso tecniche di post-elaborazione avanzate cercano di allargare il loro campo di impiego e di migliorare le loro prestazioni metrologiche. Allo scopo di fare il punto della situazione, nel presente lavoro si cercherà di dare una esauriente panoramica delle tecniche attualmente più promettenti sia che siano già disponibili sul mercato come sistemi pronti all'uso, sia che siano in fase di sviluppo e che, quindi, compaiano solo nella letteratura scientifica [1]. Tra tutti questi sistemi ne sono stati individuati tre, su cui sono stati eseguiti una serie di test comparativi allo scopo di evidenziarne pregi e difetti nel loro utilizzo in applicazioni di Reverse Engineering. A tale scopo è stato definito un protocollo di confronto e sono stati scelti tre oggetti campione, relativi a differenti aree di interesse quali la lavorazione delle lamiere, la lavorazione per asportazione di truciolo e i beni culturali. Infine sono state generate ed elaborate le nuvole di punti con un apposito software commerciale per analizzare qualitativamente e quantitativamente i risultati delle acquisizioni effettuate. 2 Tecniche di digitalizzazione delle forme In via preliminare, le metodologie per il rilievo di forma attualmente dibattute e presenti sul mercato possono essere distinte in metodi intrinsecamente (o propriamente) tridimensionali oppure basati su sensori mono o bidimensionali che acquisiscono le 2 forme integrandosi con sistemi di posizionamento in grado di rilevarne la posizione e l'orientamento nello spazio. In questa seconda categoria rientrano due strumenti ampiamente adottati in campo industriale: le macchine CMM (Coordinate Measurement Machine) ed i sistemi Laser Tracker. Le prime sono costituite dall’abbinamento di un tastatore meccanico con un sistema di posizionamento cartesiano, mentre i secondi sono composti da un interferometro laser montato su un sistema di puntamento a teodolite. Per avere un quadro sintetico dello stato dell’arte relativo ai dispositivi di digitalizzazione delle forme è sembrato utile organizzare delle tabelle fondate su quattro categorie: sistemi intrinsecamente tridimensionali (tab. 1), sensori monodimensionali (tab. 2), sensori bidimensionali (tab. 3) e sistemi di posizionamento (tab. 4). La distinzione tra tipo di sensore e sistema di posizionamento è sembrata necessaria in considerazione del fatto che, nel caso d’impiego di sensori mono o bidimensionali, possono realizzarsi numerose combinazioni, che danno luogo a sistemi con prestazioni diverse. Le prime tre classi gli strumenti sono state valutate sulla base di quattro parametri di giudizio: (I) la sensibilità, che sintetizza le prestazioni dello strumento in termini di accuratezza, ripetibilità e risoluzione; (II) la velocità, che tiene conto sia del tempo di acquisizione del singolo dato che dei tempi di messa a punto e calibrazione del sistema; (III) la robustezza di funzionamento, che sintetizza sia la sensibilità dello strumento alle fonti di disturbo esterne (luci parassite, vibrazioni) sia la facilità di impiego e la necessità o meno di operatori specializzati. Infine, (IV) il rapporto prestazione/costo che rappresenta una stima del valore dell’hardware del sistema in relazione alle massime prestazioni di misura che può consentire. Tabella 1 – Sistemi tridimensionali: valutazione qualitativa Sistemi intrinsecamente 3-D Sensibilità velocità Fotogrammetria Luce strutturata Moiré Interferometria/olografia Fourier transform profilometry + + +– ++ – – ++ + + ++ robustezza di funz.nto +– +– – +– – prestazione/ costo +– ++ – +– ++ Tabella 2 – Sistemi monodimensionali: valutazione qualitativa Sensori monodimensionali Tastatori meccanici Sensori optoelettronici a triangolazione Sensori ad ultrasuoni Sensori ad olografia conoscopica Interferometri laser Radar laser + – robustezza di funz.nto ++ +– +– ++ ++ + ++ + + + +– – – +– +– +– Sensibilità velocità prestazione/ costo + ++ + – –– –– Tabella 3 – Sistemi bidimensionali: valutazione qualitativa Sensori bidimensionali Sensori a triangolazione laser Microscopi confocali Sensibilità velocità +– + ++ +– robustezza di funz.nto +– + prestazione/ costo + – Per quanto riguarda i sistemi di posizionamento, oltre al parametro prestazione/costo sono state utilizzate come voci di confronto l'accuratezza assoluta di posizionamento, la versatilità di funzionamento e di utilizzo, con particolare riguardo all’attitudine ad adattarsi a forme complesse, e la trasportabilità, che tiene conto in particolare del 3 rapporto tra le dimensioni dell’apparecchiatura e quelle del più voluminoso oggetto misurabile. Tabella 4 – Sistemi di posizionamento: valutazione qualitativa Sistemi di posizionamento Meccanici cartesiani Meccanici “a teodolite” Bracci manuali tipo “Faro Arm” Robot industriali Fotogrammetrici con diodi IR Fotogram.ci inversi tipo “Aicon – ProCam” 3 ++ + +– –– +– Versatilità di funz.nto + +– ++ + +– + + Accuratezza –– ++ + – + prestazione/ costo +– + + –– + +– + trasporta-bilità Descrizione dei sistemi messi a confronto Nell’ottica di fornire un primo screening tra i vari strumenti di acquisizione per valutarne la versatilità in applicazioni ingegneristiche che variano dal Reverse Engineering al controllo qualità, sono stati scelti e messi alla prova tre sistemi: uno di scansione laser, il secondo basato sul principio dell’olografia conoscopica ed il terzo costituito da un metodo ottico a “luce strutturata”. Il primo strumento è un sistema laser a scansione della Laser Design, modello RPS-150 (Rapid Profile Sensors). È composto da un emettitore di raggio laser a lama, situato centralmente rispetto a due sensori CCD, che basandosi su principi di triangolazione consente di rilevare fino a 32 punti/mm. La scansione nello spazio avviene mediante un sistema cartesiano equipaggiato con viti a ricircolazione di sfere con una accuratezza di posizioamento di circa 0.05 mm. Il volume di misura complessivo è di 450×350×300 mm. La sensibilità dichiarata va da 10 a 100 µm. Il secondo sistema impiegato si basa sul principio dell’olografia conoscopica. È formato da un sensore Conoprobe della Optimet con 70 mm di campo di montato su un sistema di posizionamento cartesiano x-y in grado di ricoprire un’area di 330×570 mm con un’accuratezza di posizionamento di 0.05 mm. La sensibilità del sensore con l’obiettivo utilizzato nella presente applicazione è di 5µm. Il terzo ed ultimo sistema rientra nella categoria dei sistemi intrinsecamente 3D basati sull’approccio cosiddetto a luce strutturata. È composto da una telecamera ad alta risoluzione (1280×1024 pixel, 10 bit) e da un proiettore LCD per la proiezione delle frange. La configurazione utilizzata consente di coprire un volume di 300×400×200 mm, con una sensibilità dell’ordine dei 20 µm corrispondenti a 1/25000 della diagonale del volume di misura. Nel seguito si ritiene utile descrivere brevemente i principi teorici che caratterizzano il funzionamento delle tre macchine prescelte. 3.1 Sistema laser a scansione Questo tipo di sensore è costituito da una sorgente laser di bassa o bassissima potenza che, attraverso un’ottica opportuna, produce una lama di luce coerente e monocromatica rilevata da due CCD e successivamente elaborata mediante un processo di triangolazione (figura 1). La scelta del raggio laser ha il vantaggio di rendere quasi nullo l’angolo di divergenza, permettendo di generare lame di spessore limitato e costante su grandi profondità di proiezione. Inoltre, essendo la luce laser monocromatica, è possibile montare davanti al CCD un filtro passa-banda centrato sulla frequenza di emissione del laser rendendo il sensore robusto rispetto a sorgenti di luce parassite. Come avviene per la maggior parte dei sensori a triangolazione, per far sì che il piano individuato dalla lama laser sia perfettamente a fuoco su tutta la profondità di misura è 4 opportuno che l’obiettivo sia angolato rispetto al piano del CCD (come mostrato nello schema di figura 1) [2,3]. Sorgente laser Sensore CCD Obiettivo Campo di lavoro Figura 1 – Sistema laser a scansione 3.2 Sensori basati sull’olografia conoscopica L'olografia conoscopica si fonda sulla proprietà di alcuni cristalli birifrangenti che permette di dividere il raggio incidente in un raggio primario, che si propaga nel cristallo a velocità costante, e in un raggio secondario che si propaga a una velocità variabile che dipende dall'angolo di incidenza. Il raggio ordinario e quello straordinario sono quindi caratterizzati da una differenza di fase. Qualora questi raggi siano monocromatici, la loro interferenza dà luogo ad un'immagine caratterizzata da frange concentriche il cui periodo è, in ultima analisi, proporzionale alla distanza tra sensore e superficie inquadrata. La misura del periodo delle frange è effettuata elaborando il segnale restituito dal CCD lineare su cui va a cadere l'immagine formata dall'ottica del sensore (figura 2). Poiché la lettura del CCD può essere ripetuta con una frequenza di alcune migliaia di hertz, alla stessa velocità è anche possibile ottenere le misure. L'illuminazione monocromatica dell'area inquadrata avviene attraverso un diodo laser, che proietta, coassialmente all'ottica di misura, un punto luminoso sulla superficie da misurare. Sorgente laser Splitter Obiettivo Sensore CCD Filtro polarizzatore Cristallo birifrangente Figura 2 – Sensore Conoprobe Il vantaggio principale di questo tipo di sensori consiste nella possibilità di effettuare le misure sfruttando l’apertura molto limitata del cono di osservazione dell’ottica del sensore, consentendo quindi di misurare fori o interstizi che con altri sistemi (ad es. quelli a triangolazione) non sono misurabili. Inoltre questi strumenti sono scarsamente 5 sensibili alla riflettività della superficie inquadrata, alla sua inclinazione e al fatto che questa sia in movimento anche a velocità non trascurabili [4, 5, 6]. 3.3 Sistema 3-D a luce strutturata Il sistema a luce strutturata prescelto si basa sulla combinazione del metodo noto con il nome di ‘gray coding’ e della tecnica PMP (phase measurement profilometry) più comunemente nota con la denominazione di metodo ‘phase shift’ (figura 3). Il primo con pochi e semplici calcoli permette di ottenere velocemente un’accuratezza relativa grossolana (~1/100 della diagonale del volume di misura), che poi viene raffinata dal secondo fino ad ottenere un’accuratezza relativa finale di 1/25000. Metodologia Gray Coding: Proiettando in sequenza le immagini a frange mostrate a lato e acquisendo contemporaneamente attraverso la tele-camera, ogni pixel del CCD apparirà illuminato o meno a seconda che cada in una frangia bianca o nera. Quindi, proiettando 5 immagini per ogni pixel del CCD, può essere ricavato un codice binario a 5 bit che è univocamente legato alla posizione della porzione di superficie inquadrata. Perfezionamento attraverso la tecnica Phase Shift: Durante la proiezione delle immagini mostrate a lato, il tono di grigio di ciascun pixel del CCD varierà con andamento sinusoidale di periodo uguale a quello delle frange proiettate e fase dipende dalla altezza della zona inquadrata. Per ricavare le posizioni dalle fasi (che possono essere valutate a meno 2π) è necessario combinare questa analisi con quella più grossolana ottenuta attraverso il Gray Coding. Figura 3 – Sistema 3-D basato su luce strutturata: schema delle frange proiettate La fase di gray coding si basa sulla proiezione e sulla simultanea acquisizione e memorizzazione di una sequenza di immagini a frange bianche e nere il cui periodo viene via via dimezzato. Poiché le direzioni di proiezione e acquisizione sono tra loro angolate, ciascun punto dell’oggetto inquadrato apparirà in alcune immagini della sequenza illuminato e in altre no, in dipendenza dalla sua posizione nello spazio. Procedendo in questo modo, si ottiene per ciascun pixel dell’immagine acquisita un codice binario in cui a ciascun bit corrisponde una diversa immagine proiettata ed al cui valore (0 o 1) è associato il fatto che quel pixel vada o meno ad inquadrare un’area illuminata della superficie. Una opportuna calibrazione del volume di misura permette di trasformare i codice binari in posizioni tridimensionali. Attraverso la tecnica phase shift si può migliorare il risultato ottenuto con il gray coding procedendo in questo modo: viene creata una immagine con frange parallele, profilo sinusoidale e passo prossimo a metà di quello adottato nell’ultima proiezione del gray coding; questa immagine viene poi proiettata variando l’angolo di fase delle frange in modo che queste appaiano scorrere sulla superficie del pezzo. Contemporaneamente alle proiezioni, la telecamera acquisisce una sequenza di immagini in cui il tono di grigio di ciascun pixel varia sinusoidalmente con una frequenza pari a quella delle frange proiettate ed un angolo di fase dipendente dalla posizione nello spazio dell’areola di superficie inquadrata. Combinando il risultato di questa analisi con quello ottenuto dal 6 gray coding è possibile risolvere la non univocità tra posizioni e fasi dovuta al fatto che queste ultime sono calcolabili a meno di multipli di 2π [7, 8]. 4 Campioni misurati e protocollo di confronto Allo scopo di evidenziare pregi e difetti dei tre sistemi descritti nei paragrafi precedenti e di valutare la loro capacità di applicazione a differenti problemi, sono state individuate tre diverse tipologie di componenti con diversa e crescente complessità di forma, su cui sono stati eseguiti una serie di test comparativi. Il primo è una maschera in terracotta, il secondo è un elemento di supporto di una macchina impacchettatrice ed il terzo un foglio di lamiera imbutito da cui viene ricavato il coperchio del differenziale di automezzi pesanti (figura 4). Il primo oggetto esaminato rientra nella categoria “beni culturali” caratterizzato da una superficie opaca e porosa e da variazioni di forma irregolari. In questo caso la velocità di acquisizione può essere messa in secondo piano mentre è importante valutare la sensibilità allo stato superficiale e la risoluzione. L’acquisizione dell’elemento di supporto consente invece operazioni di Reverse Engineering per l’ottimizzazione del progetto e la verifica virtuale delle funzionalità dell’assemblato. Inoltre, grazie alla sua forma, permette il confronto dei sistemi prescelti nel caso dell’acquisizione di oggetti tuttotondo. Per finire la restituzione digitale della forma del terzo componente è necessaria per applicazioni di Reverse Engineering indirizzate alla messa a punto degli stampi o per il controllo in linea della qualità della forma ottenuta [9]. In questo secondo caso la velocità dell’acquisizione è di sicuro il requisito fondamentale, mentre l’accuratezza deve essere in grado di competere con le macchine CMM attualmente in uso in sala metrologica. Figura 4 – Campioni messi a confronto. Alla luce di queste considerazioni preliminari il protocollo di valutazione è stato distinto in base a quattro aspetti fondamentali: (a) la qualità della misura; (b) la versatilità di impiego; (c) le caratteristiche di post processing; ed (d) il costo. Il primo criterio è formato dai parametri fondamentali che definiscono la qualità di un sensore: la risoluzione (distinta in risoluzione laterale, vale a dire ortogonalmente alla direzione di vista del sensore, e risoluzione frontale) per definire il minimo dettaglio distinguibile, l’accuratezza che quantifica il margine di errore rispetto alla misura reale e la velocità di scansione. Nella versatilità di impiego sono state inclusi sottocriteri come l’ampiezza del volume di misura, la sensibilità allo stato superficiale del pezzo ed ai disturbi ambientali ed i parametri relativi alla velocità di scansione. Infine le nuvole di punti acquisite sono state importate nell’ambiente software commerciale di Geomagic Studio 4 della Raindrop Geomagic per l’analisi dei dati acquisiti e la ricostruzione delle forme. 7 5 Discussione dei risultati I rilievi mediante il sistema laser a scansione sono stati realizzati, con un sistema commerciale disponibile presso il centro di Reverse Engineering della Technimold S.r.l. di Genova mentre gli altri due sistemi sono stati sviluppati ad hoc per specifiche attività di ricerca. Il sensore Conoprobe è un sistema nato non per applicazioni di tipo generale ma per rilevare difettosità superficiali di piccola ampiezza su oggetti piani ed estesi. Ciò comporta che il suo volume di lavoro sia definito dalla corsa delle due guide di posizionamento e dal campo di lavoro del sensore nella terza dimensione. Nel caso specifico sul sensore è stato montato l’obiettivo che consente un campo di lavoro di 70 mm, che per il Conoprobe, rappresenta il miglior compromesso tra ampiezza del campo di lavoro e consistenza della misura. Il sistema laser ed il Conoprobe, essendo entrambi movimentati mediante un sistema di posizionamento, presentano gli stessi limiti di precisione e messa a punto legati alla presenza delle slitte di movimentazione. Al contrario il sistema di misura a luce strutturata utilizzato, essendo intrinsecamente tridimensionale, non ha parti in movimento e, pertanto, è possibile realizzare il sostegno per telecamera e proiettore costruito con semplici profilati in allumino. La struttura così ottenuta è facilmente riconfigurabile per adattarla alla misura di oggetti di differenti dimensioni e tipologia. In tabella 5 si riporta un riepilogo dei rilievi eseguiti sui tre pezzi in termini di durata dell’acquisizione e numero di punti acquisiti. Il vantaggio in termini di velocità di scansione del sistema a luce strutturata è lampante, grazie alla sua natura tridimensionale. Nel caso del sistema laser a scansione si è riscontrata una maggiore sensibilità allo stato superficiale dei pezzi metallici richiedendo l’opacizzazione in entrambi i casi, mentre gli altri due sistemi hanno richiesto un tale trattamento solo per il componente stampato. La ricostruzione delle geometrie è un’attività laboriosa che richiede molti strumenti software per l’editing delle nuvole di punti, ed esperienza da parte dell’utente. I dati disponibili contengono, infatti, sempre una quantità di punti che non appartiene all’oggetto ma relativi alle aree limitrofe all’oggetto (supporto, piano di appoggio). Inoltre, quando più acquisizioni sono necessarie per rilevare l’oggetto fisico da differenti angolazioni, è richiesta un’operazione di merging delle nuvole di punti. Ciò implica la necessità di gestire una grande mole di dati che devono essere manipolati per ottenere l’insieme finale di punti a partire dal quale ricostruire la forma digitale. Nell’ambiente Geomagic Studio 4 tutte le nuvole di punti acquisite sono state elaborate identificando le feature geometriche dell’oggetto (fori, raccordi, smussi, spigoli vivi) [10]. La figura 5 mostra il modello digitale della maschera in terracotta ottenuto dall’acquisizione con sistema di scansione laser. L’elevato numero di punti acquisiti con i tre sistemi di scansione ha consentito un’elevata accuratezza nella ricostruzione delle forme. Il componente di lamiera imbutito con forme smooth non ha presentato particolari difficoltà per la ricostruzione del modello digitale con i sistemi considerati (deviazione media circa 0.08 mm). Nel caso di nuvole di punti ottenute da più acquisizioni è stata riscontrata un’elevata variabilità nel fitting di corpi cilindrici (fori) a causa dell’errore derivante dall’operazione di merging delle nuvole di punti. La figura 6 mostra la mappa delle variazioni tra il modello del componente meccanico ricostruito dall’acquisizione laser ed il modello originale CAD. Le maggiori differenze sono localizzate sul fondo di due piccoli fori ciechi praticati sul corpo cilindrico. 8 Figura 5 - Modello digitale della maschera in terracotta ottenuto dall’acquisizione con sistema di scansione laser. Figura 6 – Confronto tra modello acquisito con sistema laser e relativo modello CAD del componente meccanico (Deviation Average Distance 0.044; Standard Deviation 0.098). In termini di qualità della misura i dati di confronto sono stati riepilogati nella tabella 6. In linea di massima il Conoprobe registra una maggiore capacità di risoluzione (dell’ordine del micron), ma assieme al sistema di scansione laser ha un’accuratezza laterale funzione della precisione delle slitte. Il terzo sistema invece è estremamente legato alla bontà della calibrazione. La tabella 7 riepiloga la versatilità di utilizzo dei tre sistemi. Come già detto il Conoprobe ha una profondità limitata a 70 mm. Il sistema a luce strutturata è senza dubbio il più veloce potendo acquisire 65000 punti al secondo. Esso tuttavia richiede attenzioni nei confronti di disturbi esterni (vibrazioni, luci, ecc.). Pezzo stampato Tabella 5 – Riepilogo dei rilievi eseguiti Laser a scansione Conoprobe Luce strutturata 30 min (passo 1 mm) 15 min (passo 1 mm) 20 s 1180000 79400 326000 spray opacizzante polvere di talco per opacizzare - 120 min (passo 0.5 mm) 120min (passo 1 mm) 20 s (per vista) numero di punti 236000 (per singola vista) 19200 (per singola vista) 326000 numero di viste 6 6 6 accorgimenti spray opacizzante nessuno - tempo di scansione 50 min (passo 0.25 mm) 120 min (passo 0.1 mm) 20 s 1520000 29400 440000 - - - tempo di scansione numero di punti accorgimenti Maschera Supporto tempo di scansione numero di punti accorgimenti 9 Tabella 6 – Confronto tra le prestazioni ‘misuristiche’dei tre sistemi utilizzati Laser a scansione Conoprobe Luce strutturata Risoluzione laterale 0.03 mm 0.001 mm 0.25 mm Risoluzione frontale 0.01 mm 0.005 mm 0.02 mm varia cambiando la velocità di scansione varia con la focale e la velocità di scansione varia cambiando il setup del sistema Accuratezza laterale +/-0.05 mm +/-0.05 mm +/-0.25 mm (in funzione della calibrazione) Accuratezza frontale +/-0.01 mm +/-0.01 mm +/-0.05 mm (in funzione della calibrazione) Risoluzione fissa o variabile Tabella 7 – Confronto in termini di versatilità di impiego tra i tre sistemi utilizzati Laser a scansione Conoprobe Luce strutturata 14400 punti al secondo 5000 punti al secondo 65000 punti al secondo 450×350×300 mm 330×570×70 mm 300×400×200 mm No No facilmente smontabile bassa nessuna Medio/alta Tempo di messa a punto della misura 60 min (una tantum) 15 min 60 min (una tantum) Operazioni di messa a punto prova percorso scansione, spray opacizzante regolazione intensità laser, se necessario talco calibrazione, se necessario talco Sì Sì Non applicabile perché 3D Velocità di scansione Ampiezza del volume di misura Sistema mobile Sensibilità ai disturbi ambientali (illumina-zione, vibrazioni,…) Possibilità di scansioni in direzioni specificate dall’utente 6 Conclusioni Dal confronto delle acquisizioni realizzate con tre diversi sistemi di acquisizione (un sistema laser a scansione di tipo commerciale, un sistema conoprobe ed uno ottico a luce strutturata) sono emerse le seguenti considerazioni. I metodi ottici intrinsecamente tridimensionali, come quello a luce strutturata, sono notevolmente più veloci con risoluzione frontale dell’ordine del decimo di millimetro. I sistemi basati su sensori mono-bidimensionali consentono una maggiore precisione ma hanno un’accuratezza limitata dalla precisione del sistema di movimentazione. La precisione dei sistemi adottati ha permesso in generale una buona ricostruzione dei sistemi testati. Il sistema laser è risultato tuttavia più accurato. La digitalizzazione di oggetti di forma complessa richiede l’acquisizione di più viste e ciò induce errori nella fase di ricomposizione (dell’ordine di 1 – 3 mm) di tali viste. L’impiego di opportuni piccoli markers posti sugli oggetti ed utilizzati come riferimenti nell’assemblaggio delle viste può migliorare il merging delle nuvole di punti, riducendo gli errori a circa 0.1 0.5 mm. Una più accurata valutazione dei risultati ottenuti dalle acquisizioni è possibile quando è disponibile il modello CAD dell’oggetto fisico. 7 Ringraziamenti Il presente lavoro si inserisce nel programma di ricerca scientifica PRIN 2001 “Archiviazione e restauro di reperti archeologici mediante tecniche CAD-RP”. 10 Gli autori desiderano ringraziare la Technimold S.r.l. di Genova ed i tecnici del Dipartimento di Meccanica e Aeronautica dell’Università di Roma La Sapienza e del Dipartimento di Meccanica dell’Università di Ancona che hanno contribuito all’allestimento ed alla realizzazione delle prove con i sistemi RE descritti nel lavoro. Bibliografia 1) CHEN, F., BROWN, G. M., SONG, M., Overview of three-dimensional shape measurement using optical methods, Optical Engineering, vol. 39, n. 1, pp. 10-22, 2000. 2) KARBACHER, S., HÄUSLER, G., SCHONFELD, H., Reverse Engineering using optical Range Sensors, Handbook of Computer Vision and Applications Volume 3Systems and Applications, Academic Press ISBN 0-12-379773-X, 1999. 3) HALIOUA, M., LIU, H.C., Optical Three-Dimensional Sensing by Phase Measruing Profilometry, Optics and Lasers in Engineering, Vol. 11, pp. 185-215, 1989. 4) SIRAT, G., PSALTIS, D., Conoscopic Holography, SPIE vol. 523 Application of Holography, 1985. 5) CONTI, P., NIGRELLI, V., PETRUCCI, G., Computer aided holographic investigation of the deformation of cylindrical shells, Proceedings of the International Conference on Non-destructive testing & stress-strain measurement, FENDT '92, Tokyo, 1992. 6) LOMBARDO, E., MARTORELLI, M., NIGRELLI, V., Non-Contact Roughness Measurement in Rapid Prototypes by Conoscopic Holography, XII ADM International Conference, Rimini, Italy, 5-7 september 2001. 7) CLOUD, G.L., Optical Methods of Engineering Analysis, Cambridge University Press, 477-491, 1998. 8) PERRY, K.E., McKELVIE, J., Reference Phase Shift Determination in PhaseShifting Interferometry, Optics and Lasers in Engineering, Vol. 22, pp. 79-90, 1995. 9) BROGGIATO, G.B., CAMPANA, F., GERBINO, S., Shape deviation analysis on sheet-metal parts through reverse engineering techniques, Proceedings of the 12th ADM International Conference on Design Tools and Methods in Industrial Engineering, Sept. 5-7, Rimini (Italy) 2001. 10) Raindrop Geomagic, Geomagic Studio 4 User Guide, Raindrop Geomagic, Inc., 2001. 11
Scaricare