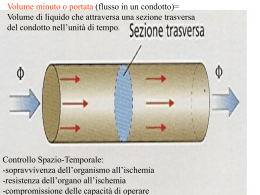
Proposta di verifica automatizzata dello stato di danneggiamento da creep da repliche metallografiche digitalizzate G. Augugliaro(1), M. Biancolini(2), F. Ciuffa(3), C. De Petris(1), D. Lega(3), S. Porziani (2) (1) ISPESL – DTS – Laboratorio Controlli non Distruttivi - Centro Ricerche Monte Porzio Catone (RM) [email protected] – tel: 06 94181494 [email protected] – tel: 06 94181492 (2) Università degli Studi Roma Tor Vergata – Dipartimento Ingegneria Meccanica– tel: 06 72597124 [email protected] [email protected] (3) ISPESL – DTS – Laboratorio Chimico e Tecnologico dei Materiali – Centro Ricerche Casilino [email protected] [email protected] Lo scorrimento viscoso o scorrimento plastico permanente (creep) è la deformazione di un materiale sottoposto, ad alta temperatura, a sforzo costante, e si manifesta al di sopra della temperatura di scorrimento (Ts). Il fenomeno non è costante nel tempo, ma può essere diviso in differenti fasi, che corrispondono a sempre maggiore danneggiamento, a seconda delle velocità di deformazione; a queste fasi è associata una differente evoluzione microstrutturale. Negli acciai al carbonio e basso legati, per individuare la stato di danneggiamento da creep si verifica la formazione o allineamento di microvuoti, o la loro trasformazione in micro e macro cricche. La valutazione del danneggiamento da creep è realizzata da un operatore esperto, tramite l’osservazione al microscopio ottico della replica metallografica del pezzo in esame. In questo lavoro si propone una metodologia di verifica del danneggiamento da creep tramite analisi dell’immagine digitalizzata della replica. Questa metodologia proposta è stata automatizzata grazie all’applicazione di algoritmi tipici dell’analisi delle immagini per cercare di ottenere una valutazione il più possibile oggettiva, per agevolare l’operatore nella sua valutazione. Parole chiave: scorrimento viscoso, danneggiamento, analisi immagini. Key words: creep, damage, image analysis 1. Lo scorrimento viscoso Lo scorrimento viscoso è un fenomeno attivato a temperature tali da favorire il movimento delle dislocazioni o fenomeni di diffusione nelle matrici metalliche. La temperatura che sancisce il limite oltre il quale si verifica scorrimento viscoso viene convenzionalmente fissata a valori superiori a circa un terzo della temperatura assoluta di fusione (Tf). In molti casi si può verificare scorrimento viscoso anche per temperature più basse, tuttavia per la maggior parte dei materiali metallici tale limite si può comunque considerare compreso fra 0,3·Tf e 0,4·Tf. A queste temperature i materiali metallici iniziano a comportarsi come materiali viscosi, deformandosi nel tempo anche sotto un carico costante inferiore a quello di snervamento. Si può dunque scrivere ε=ε(σ,θ,t). Le prove a scorrimento viscoso si conducono generalmente mantenendo temperatura θ e carico monoassiale o sforzo monoassiale σ costanti. In queste condizioni ε=ε(t). Le caratteristiche di scorrimento viscoso di un materiale metallico ferritico vengono indicate mediante un grafico del tipo di quello illustrato in figura 1, nel quale la deformazione ε viene espressa in funzione del tempo di prova t. Figura 1: curva di scorrimento a temperatura e sforzo nominale costante Tali diagrammi evidenziano generalmente tre fasi che seguono la deformazione istantanea ε0 (somma di una parte elastica e di una plastica). Una fase primaria, detta creep primario, caratterizzata da una velocità di deformazione decrescente; nel tempo il materiale si deforma con velocità che diminuisce col tempo fino ad un valore costante che caratterizza la fase successiva. Una fase secondaria, detta creep secondario, caratterizzata da un valore di velocità di deformazione (dε/dt) minima e costante, dando generalmente luogo ad una considerevole deformazione del materiale. Al termine di tale stadio la velocità di deformazione tende nuovamente ad aumentare. Una fase terziaria, detta creep terziario, con deformazioni molto rapide (l’allungamento percentuale cresce sempre più rapidamente nel tempo) fino a portare a rottura il provino. Questo periodo può essere ricollegabile sia ad una riduzione della sezione resistente (a livello macroscopico o microscopico) che a fenomeni di addolcimento. Ovviamente aumentando lo sforzo, l’ampiezza delle tre fasi diminuisce e la rottura avviene ad un tempo inferiore. La frattura da creep avviene a seguito dell’evoluzione dei difetti nel materiale, in particolare dislocazioni (a bassa temperatura) e precipitati (ad alta temperatura). Se lo scorrimento viscoso avviene a temperature basse o con elevate sollecitazioni, il moto delle dislocazioni viene favorito dalla sollecitazione, mentre la temperatura non è tale da favorire la coalescenza dei difetti. La rottura in questo caso avviene per impilaggio delle dislocazioni, tipicamente in corrispondenza dell’intersezione di tre bordi grano, con la formazione di microcricche a cuneo che inducono la decoesione intergranulare. Se invece lo scorrimento viscoso avviene ad alte temperature o con sollecitazioni basse (creep diffusivo), prevale il fenomeno della cavitazione a bordo grano, specialmente in presenza di microprecipitati. In questo caso le condizioni sono tali da permettere la coalescenza delle dislocazioni e la condensazione di vacanze a bordo grano, specialmente sui bordi trasversali alla direzione dello sforzo principale, fino alla formazione di punti critici per la rottura. 2. Il danneggiamento da scorrimento viscoso Negli acciai ferritici, esistono vari aspetti che possono essere considerati validi per valutare il danneggiamento da creep, ed in particolare: L’evoluzione microstrutturale La formazione di microvuoti a bordo grano L’evoluzione dei carburi La distanza interparticellare. L’evoluzione microstrutturale è dovuta principalmente agli effetti della temperatura e non è così strettamente connessa all’applicazione del carico [1]. È comunemente accettato come un indice di degradazione termica qualitativo evidenziabile attraverso: - tendenza a sferoidizzazione della perlite/bainite, - crescita dei precipitati nella matrice ferritica e a bordo grano, - ampliamento delle zone vuote (assenza di precipitati) lungo i bordi di grano. La formazione di micro vuoti a bordo grano è generalmente rilevata mediante le repliche metallografiche; questa metodologia è stata studiata e sviluppata inizialmente negli anni ’70 ed è nota ed applicata come la classificazione di Neubauer. Il principio si basa sul fatto che l'evoluzione da creep di acciai resistenti ad alte temperatura è legata alla comparsa di cavità e alla loro evoluzione prima della rottura. Queste cavità successivamente si allineano e gradualmente, tramite coalescenza, formano microcricche che portano ad avviare la rottura. Dimensione e densità della cavità aumenta quando il creep progredisce dallo stadio secondario a quello terziario. La dimensione delle cavità è in gran parte dipendente dal tipo di materiale, ma è dell’ordine dei micron (spesso anche valori più bassi), quindi di solito queste sono chiamate "microvoids" o "microcavità". A causa delle loro dimensioni ridotte, i microvuoti non possono essere rilevati dalle tecniche non distruttive convenzionali come PT, UT, MT, RT, e gli esami metallografici sono obbligatori. Un approccio semplificato alla classificazione di Neubauer è stata introdotta nelle Linee Guida ISPESL “Valutazione della vita residua di componenti in regime di scorrimento viscoso”, in cui vengono individuate 5 classi di danneggiamento (tabella 1), e si lascia l’operatore libero di indicare, in caso di non completa corrispondenza con il livello suddetto, il valore intermedio (es. 2-3) [2]. Anche in assenza di danneggiamento da creep occorre comunque valutare l’eventuale evoluzione microstrutturale del materiale. Un esempio tipico relativo ad acciai al carbonio e bassolegati è riportato in tabella 2. 1 Nessuna microcavità da scorrimento 2 -A Microcavità singole isolate 3-B Microcavità orientate 4-C Microcricche 5-D Macrocricche Tabella 1: classificazione di Neubauer semplificata A: Ferrite e perlite lamellare B: Inizio di sferoidizzazione, precipitazione di carburi a bordo grano C: Stadio intermedio di sferoidizzazione, la perlite ha iniziato la sferoidizzazione ma lamelle sono ancora evidenti D: Sferoidizzazione completa, ma i carburi sono ancora raggruppati nei loro grani perlitici originari E: Carburi omogeneamente dispersi (nessuna traccia della struttura precedente ferritica/perlitica) F: Carburi omogeneamente dispersi, ma alcuni carburi sono cresciuti tramite coalescenza Tabella 2: Classificazione del danneggiamento microstrutturale Una volta individuata la classe di Neubauer del campione in esame, è necessario correlare questo parametro al danneggiamento da creep. Una prima proposta di correlazione tra la presenza di cavità e lo stato di creep è indicata dallo stesso Neubauer: la formazione di cavità osservabili a bordo grano avviene alla fine del creep secondario. Sono stati successivamente pubblicati altri lavori con grafici della curva di creep (deformazione - tempo), e posizionamento di immagini tipo rappresentative del danneggiamento sul grafico. Un esempio di questi grafici è riportata in figura 2, in cui sono indicate anche le azioni da intraprendere sull’impianto a seconda del risultato osservato. Anche se gli esempi in letteratura mostrano un posizionamento delle immagini sulla curva non sempre univoco, si può assumere che il grado 4 e 5 sia rappresentativo del creep terziario, mentre il grado 3 può essere considerato il punto di transizione tra il secondario ed il terziario, ed il grado 2 può essere considerato rappresentativo del creep secondario. Figura 2: esempio di classificazione di danneggiamento da creep sulla curva di creep 3. Le repliche La metodica della replicazione è una tecnica di controllo in grado di realizzare un’indagine metallografica su componenti di impianto, senza eseguire campionamenti distruttivi. Fin dal 1940 la tecnica è stata ampiamente utilizzata e nel corso degli anni ha subito una più uniforme codifica esecutiva [3]. La natura del materiale e le modalità di esecuzione della replica sono dettagliate in una serie di norme UNI [4,5,6], nelle Linee Guida ISPESL [2] e nello standard tecnico ASTM [7]. Il materiale comunemente impiegato e riconosciuto nelle Linee Guida ISPESL è un film plastico di acetato di cellulosa; in aggiunta lo standard tecnico ASTM prevede l’impiego di una resina polimerica, quale mezzo di replicazione più pratico e flessibile [8,9]. Il metodo di controllo mediante replica metallografica è vantaggiosamente impiegato nella valutazione dello stato microstrutturale di un componente a pressione impiegato in condizioni di scorrimento viscoso, ai fini della valutazione della vita residua di esercizio. L’osservazione della replica al microscopio ottico metallografico (LOM), consente una valutazione morfologica e cavitazionale del materiale, così da poterne definire, unitamente ad altre tecniche di indagine non distruttive, il grado di danno da scorrimento viscoso. A tal fine, l’impiego dei fogli di acetato è un metodo consolidato per l’ottenimento di una replica strutturale. 4. Verifica automatizzata delle immagini ottenute da repliche metallografiche La parte più delicata dell’individuazione del grado di danneggiamento è la capacità dell’operatore, una volta osservata la replica, di correlare univocamente l’immagine alla classificazione di Neubauer. La complessità di tale fase è confermata dal fatto che la Linea Guida ISPESL dà la possibilità all’operatore di scegliere, nei casi incerti, una classificazione intermedia tra due successive. La verifica automatica dello stato di danneggiamento è utile se inteso come strumento di supporto all’operatore per la decisione della classe di danneggiamento del componente analizzato. Per questo lavoro si è partiti dalla digitalizzazione di immagini di repliche, e quindi con problemi di non perfetta definizione. Per un prossimo futuro sarà fondamentale accedere o a repliche da cui ottenere immagini digitali o direttamente alle immagini digitali, in modo da ottenere una definizione maggiore. Immagine iniziale Processamento delle immagini digitali Riduzione del rumore Miglioramento del contrasto Estrazione delle caratteristiche Riconoscimento dell’allineamento END Figura 3: procedura per l’analisi delle immagini In tabella 3 sono elencate le immagini analizzate, la trasformazione delle immmagini dopo il preprocessamento e l’immagine dopo l’estrazione delle caratteristiche (microcavità). Nell’ultima colonna della tabella è indicato il grado di danneggiamento valutato dall’operatore con l’esame visivo della replica. Immagine iniziale Processamento Estrazione caratteristiche grado 1 1-2 2 2 2-3 3 Tabella 3: analisi delle immagini fino all’estrazione delle caratteristiche Immagine 1 2 3 4 5 6 Grado danneggiamento % area caratteristiche Num. caratteristiche 1 1.922 48 1-2 2.506 100 2 1.125 38 2 1.433 46 2-3 1.659 33 3 1.5556 44 Tabella 4: caratteristiche individuate nelle immagini analizzate Dalla tabella 4 si può evidenziare come la sola informazione sul numero delle caratteristiche individuate o la loro area percentuale non è sufficiente. Per questa ragione è stato messo a punto un algoritmo per il riconoscimento dell’allineamento dei difetti a bordo grano, che si basa sull’analisi del coefficiente di correlazione di Pearson; le fasi dell’algoritmo sono le seguenti: − Identificazione dei difetti limitrofi; − Calcolo del coefficiente R2 per i gruppi di punti identificati; − Isolamento dei gruppi di difetti con un coefficiente di correlazione al di sopra di un valore di soglia; − Calcolo della distanza media tra i difetti allineati. Immagine 1 2 3 4 5 6 Grado Correlazione Distanza media danneggiamento 1 1-2 2 2 2-3 3 2 gruppi 88 pixels Tabella 5: Risultati dell'algoritmo di identificazione dei difetti allineati. Come è possibile vedere dalla tabella 5, impostando livello di soglia per il coefficiente R2 pari a 0.75, l’algoritmo identifica solamente per l’immagine con difetti di livello 3 due gruppi di punti correlati, aventi tra di loro una distanza media pari a 88 pixels (riportati in figura 4). Tale risultato dipende dal valore di soglia per R2, sarà quindi necessaria una campagna di taratura su un campione di repliche opportunamente selezionato. Figura 4: posizione dei difetti allineati identificati 5. Conclusioni L’obiettivo proposto in questo lavoro é la realizzazione di uno strumento che sia di sostegno agli operatori per la valutazione del danneggiamento da scorrimento viscoso tramite l’osservazione di repliche metallografiche. In particolare ,la verifica automatizzata proposta parte dall’immagine digitale della replica e, tramite algoritmi di processamento, di estrazione delle caratteristiche e di verifica di allineamento, dà come risultato il grado di danneggiamento del materiale analizzato. Al momento questo strumento non è ancora affinato, ma i risultati ottenuti sono confortanti e promettenti per gli sviluppi futuri. [1] ECCC RECOMMENDATIONS - VOLUME 6 [Issue 1] Residual Life Assessment and Microstructure – 27/07/05 [2] Linea Guida ISPESL – Valutazione della vita residua di componenti in regime di scorrimento viscoso - 2003 [3] ASM Handbook - Volume 9 - Metallography and Microstructures [4] UNI 6327.68 - Esame microscopico dei materiali metallici - Metodo di esame mediante replica con vernici o con film [5] UNI 9993.92 - Giunti saldati - Repliche in opera per l’esame microscopico [6] UNI 7329.74 - Esame al microscopio elettronico dei materiali metallici mediante replica - Preparazione delle repliche per l’esame microstrutturale [7] ASTM E 1351.06 - Production and Evaluation of Field Metallographic Replicas [8] S. Jana, Non-destructive in-situ replication metallography, Journal of Materials Technology, 49 (1995) pp. 85-114 [9] D. Zuljan, J. Grum, Non-destructive metallographic analysis of surfaces and microstructures by means of replicas, The 8th International Conference of the Slovenian Society for Non-Destructive Testing - Application of contemporary Non-destructive testing in Engineering - September 1-3, 2005, Portoroz, Slovenia, pp. 359-368
Scaricare