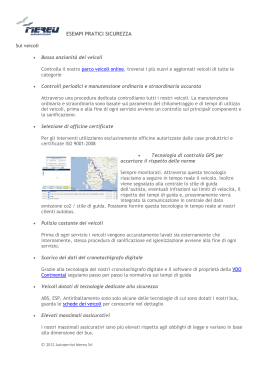
Distribuzione Speciale La logistica automotive Alessandro Creazza, Fabrizio Dallari C-log Centro di Ricerca sulla Logistica, Università Carlo Cattaneo LIUC CONSEGNARE ENTRO DETERMINATE FINESTRE TEMPORALI UN PRODOTTO AD ALTO VALORE UNITARIO, DA TRASPORTARE NON IMBALLATO: ECCO, SINTETIZZATO IN UNA FRASE, LO SFIDANTE OBIETTIVO DELLA LOGISTICA AUTOMOTIVE. UNA SERIE DI CRITICITÀ E DI PROBLEMATICHE GESTIONALI RENDONO COMPLESSO, MA AL CONTEMPO ESTREMAMENTE INTERESSANTE, IL MONDO DELLA LOGISTICA PER LE AUTOVETTURE. I PARTE 24 Il settore dell’automotive Il settore automotive rappresenta da sempre un segmento di estrema rilevanza nelle economie europea, giapponese e americana. La complessità tecnica di un’automobile ha spinto a cercare e implementare nuove tecniche produttive e gestionali più efficienti ed efficaci, che successivamente sono state trasferite anche ad altri settori produttivi. Pertanto, è possibile affermare che attualmente l’industria automobilistica rappresenta una forza trainante nello sviluppo di un Paese. I sintomi di una crisi economica, come verrà mostrato in seguito, si manifestano proprio a partire da un segmento di vitale importanza come l’industria automobilistica. Si tratta di un settore di estrema rilevanza per il volume d’affari originato, il fatturato registrato, l’occupazione e l’indotto generati. In particolare, con riferimento all’anno 2008, il fatturato del settore è stato superiore ai 710 miliardi di euro in Europa, di cui 95 miliardi in Italia (secondo la seguente suddivisione: 41 miliardi generati dai costruttori di automobili, 46 miliardi dai produttori di componentistica e i rimanenti 8 miliardi nelle attività accessorie e di supporto) - fonte: ANFIA, 2009. Gli addetti attivi nell’automotive nell’intero continente ammontano a 2,3 milioni (a cui si devono sommare altri 10 milioni di occupati indiretti), mentre in Italia si attestano a quota 275.000 (con circa 1 milione di impiegati in business indiretti) - ANFIA su dati ACEA, ISTAT, Eurostat, 2009. L’industria dell’automotive è inoltre un settore dove l’innovazione riveste un’importanza a dir poco strategica: per tale ragione la spesa in ricerca e sviluppo è la più elevata per quanto riguarda gli investitori privati. Si parla infatti di 20 miliardi di euro spesi nel 2008 a livello europeo e di 3 miliardi in Italia (ANFIA su dati ACEA, ISTAT, Eurostat, 2009). Il settore in esame è anche il maggior contribuente per quanto riguarda il volume di entrate fiscali: 360 miliardi di euro a livello continentale nel 2008, e 81 miliardi in Italia. La rilevanza del settore è confermata dal peso del fatturato sul PIL: 3,5% in Europa e 6,2% in Italia (pari a 11,4% se si considera anche il settore allargato con l’indotto) - ANFIA su dati ACEA, ISTAT, Eurostat, 2009. I dati raccolti da varie fonti, fra cui ANFIA, ACEA e ANFAC, indicano che sulle strade europee circolano 224 milioni di veicoli, la cui età media è di 8,5 anni e di cui il 35% è di età inferiore ai 5 anni. All’interno dell’Europa, il nostro Paese vede una quota di parco circolante pari a 35 milioni di vetture, la cui età media è pari a 7,5 anni. Il totale di veicoli in uso a livello globale è invece pari a 664 milioni di unità, equivalente a 103 auto per 1000 abitanti. Produzione di autovetture Nell’ambito della filiera automotive i produttori di autovetture rappresentano i player principali della supply chain: essi sono tra i più grandi acquirenti di alluminio, ferro, plastica, gomma, tessuti, acciaio e chip elettronici. Le fusioni tra produttori, avvenute nell’ultima decade, hanno dato vita a grandi conglomerati dei quali, i principali dieci detengono ad oggi l’80% della produzione globale di automobili. Fig. 1 - Gli assorbimenti geografici per regione in Italia nel biennio 2007- 2008 (fonte: ACEA, 2009). Il 2007 è stato un anno indubbiamente positivo per l’industria globale degli autoveicoli, con un incremento della produzione del 5,4% rispetto al 2006 (da 69.257.214 a 73.101.695 vetture). All’interno della crescita della produzione mondiale, le maggiori percentuali di incremento si sono registrate in Paesi quali Argentina (+26%), Cina (+22%), India (+14,4%), Brasile (13,8%), Romania (+13,2%), Turchia (11,3%) e Russia (+10,4%). Nel 2008 si è invece progressivamente andati incontro a un brusco calo della produzione, come effetto della crisi che ha investito l’economia mondiale. Come primo dato, i mercati maturi hanno registrato nella fase di crisi una diminuzione del 2535% dei volumi prodotti. In questa fase, la crisi ha investito tuttavia anche l’area dei Paesi emergenti (i cosiddetti paesi BRIC), che hanno fatto registrare performance di grande rilievo nell’anno precedente. È in ogni caso interessante approfondire l’analisi della produzione mondiale di autoveicoli, per comparare le tendenze in atto rispetto al passato e fornire quindi un quadro di sintesi sulla congiuntura presente: con riferimento all’Europa a 27, la produzione di autovetture nel 2006 ha raggiunto quota 16,2 milioni, mentre nel 2007 tale quota è salita a 17,1 milioni. Con una caduta pari al 6,8%, nel 2008 le vetture prodotte sono state 15,9 milioni. Ripetendo poi l’analisi di dettaglio per l’intera produzione mondiale, si assiste a una sostanziale conferma dell’impatto della crisi, con l’evidenza che l’area NAFTA ha iniziato a risentire del malessere del mercato con un certo anticipo: la recessione si è manifestata in ritardo nell’area EMEA, solo nel quarto trimestre del 2008 (fonte: OICA, 2009). Il 2008 ha pertanto visto la contrazione dei volumi prodotti sui principali mercati. Il calo totale del 3,7% è stato determinato dalla contrazione delle economie mature (soprattutto NAFTA e Giappone) che, a livello di volumi, hanno influenzato l’indicatore globale rispetto alle performance di rilievo dei mercati emergenti (in particolare dell’area BRIC). Vendita di autovetture Per quanto riguarda l’andamento delle vendite nel 2008, lo spaccato per macro-aree geografiche mostra un calo generalizzato: al totale decremento su scala mondiale (-3%) contribuiscono l’area NAFTA (-16%), l’Europa Occidentale (-9%), l’Europa Orientale (-6%) e Giappone e Corea (-2%), rispetto alla controtendenza di Russia e Ucraina (+16%), Centro e Sud America (+10%), Cina (+9%), Asia Pacifico (+6%) e il resto del mondo (+7%). Si può pertanto affermare che la crisi sia stata trascinata dalla caduta dei mercati NAFTA e dell’Europa in generale. Crisi che, come visto per la produzione, si è manifestata in ritardo in Europa rispetto all’area NAFTA. Per quanto riguarda il primo trimestre del 2009, i valori delle vendite mondiali confermano la sostanziale situazione di recessione, con un calo generalizzato del 20-40% rispetto allo stesso trimestre del 2008 (fonti: Roland Berger 2009, Ward’s 2009). Per quanto riguarda le nuove immatricolazioni in Europa nel 2008, il livello si è attestato a vendite poco inferiori ai 15 milioni, ovvero il 7% del parco circolante totale. Per quanto riguarda il nostro Paese, la quota di immatricolazioni è stata pari a 2,2 milioni (ACEA, 2009). In figura 1 è riportata la distribuzione geografica delle immatricolazioni in Italia, che indica una flessione media del 15% rispetto al 2007. A livello di assorbimento regionale, Lombardia e Lazio (sede di importanti società di autonoleggio) rappresentano il 36% del totale, mentre il 60% dell’assorbimento di veicoli nuovi è relativo alle Regioni del Nord Italia (Lombardia, Piemonte, Tri-Veneto, Emilia Romagna, Toscana e Liguria). Con riferimento invece all’andamento del mercato nel 2009, le vendite in Europa 25 Fig. 2 - La supply chain dell’industria automobilistica. hanno subito un evidente rallentamento rispetto al 2008. In particolare, l’Italia ha subito decrementi delle vendite dell’ordine del 15% nei primi 5 mesi del 2009 rispetto agli stessi mesi del 2008. Le vendite nel solo mese di maggio 2009 hanno registrato una contrazione del 10% rispetto allo stesso mese dell’anno precedente (ACEA, 2009). La supply chain dell’automotive L’industria automobilistica non è solo “il prodotto finito”: la value chain inizia con la fornitura delle materie prime e termina con il ritiro dal mercato e dalla circolazione delle autovetture o il riciclo di parti di veicoli. In particolare, la filiera dell’automotive può essere considerata come composta da fabbricazione di autoveicoli, carrozzerie, parti e accessori, nonché servizi di vendita autovetture, manutenzione e riparazione. Come noto, i prodotti del settore automotive sono manufatti di complessità considerevole, caratterizzati da un’elevata numerosità di parti e componenti (basti pensare al motore, alla trasmissione, agli interni, ai dispositivi elettronici attualmente installati, gli impianti e i sottoimpianti 26 Fig. 3 - Le alternative distributive per la consegna di un’auto al rivenditore finale. presenti nelle vetture). Alla complessità di prodotto si aggiunge inoltre una consistente complessità dei processi di approvvigionamento e di produzione: cicli di assemblaggio composti da un elevato numero di fasi e di lavorazioni successive, alimentati da flussi di componenti provenienti da svariati fornitori localizzati in diverse aree geografiche che si estendono su scala globale, e che operano su vari livelli della filiera (fornitori di primo, secondo e terzo livello). Tali caratteristiche di prodotto e di processo vanno pertanto a determinare le criticità gestionali a livello di logistica e di distribuzione, trasferendo e ampliando la complessità generale. Analizzata nel suo insieme, la filiera dell’automotive risulta notevolmente articolata, ma si può considerare composta da due segmenti principali: la sezione legata alla produzione e all’assemblaggio dei veicoli e la sezione riguardante le attività di distribuzione dei veicoli finiti (definiti come “veicoli marcianti”). Come riportato in figura 2, per quanto riguarda la sezione relativa alla produzione e all’assemblaggio, sono presenti flussi provenienti da molti fornitori di parti e componenti, e diretti agli impianti produttivi e di assemblaggio secondo vari approcci gestionali e modalità di trasporto (principalmente gomma, mare e aereo) e frequenze di spedizione. La supply chain a valle del processo di assemblaggio può sembrare meno complessa della sezione LA SOLUZIONE RFID IMPLEMENTATA DA AUTOTRADE & LOGISTICS PRESSO “IL FALDO” (COLLESALVETTI - LIVORNO) a monte in virtù del minor numero di attori coinvolti e della maggiore linearità: infatti, come verrà analizzato in seguito, sono presenti nella quasi totalità dei casi operatori logistici e di trasporto che, come soggetti unici, si fanno carico di trasferire lungo tratte nazionali e intercontinentali i veicoli marcianti fino al concessionario, attraverso terminal portuali, aeroportuali e parchi di stoccaggio temporaneo e lavorazione dei veicoli (i cosiddetti “compound”). Tuttavia, le complessità legate alla logistica, alla movimentazione e al trasporto di tali prodotti conferiscono una criticità notevolissima a tale sezione della supply chain dell’automotive. Infatti, soprattutto in tale sezione, ai problemi di ottimizzazione dei processi produttivi e di assemblaggio presenti nel segmento a monte, si aggiungono problemi di passaggi di responsabilità di un prodotto ad alto valore, di tracciatura e di mantenimento degli standard qualitativi. La logistica automotive La logistica delle autovetture può essere considerata un sotto-settore dell’industria automobilistica. In dettaglio, tale ambito è caratterizzato da elevate barriere all’entrata, rappresentate principalmente dalla necessità di grandi superfici per lo svolgimento delle attività (aree di dimensione non inferiore a 200.000 m2) con piazzali raccordati e, per quanto riguarda il nostro Paese, il più vicino possibile ai porti del Tirreno (tipicamente i maggiori ricettori del flusso di automobili in importazione), dalla difficoltà di ottenere le licenze di realizzazione delle aree per il basso rapporto area utilizzata/occupazione generata e dall’alta specializzazione della manodopera sia diretta che di cooperativa. Un’ulteriore barriera è rappresentata dalla necessità di dotarsi di sistemi informativi sofisticati per la tracciatura delle automobili e delle operations lungo la filiera. Per quanto concerne la descrizione del quadro competitivo, il settore in Italia è altamente concentrato: è presente infatti un numero ristretto di concorrenti di dimensioni simili, che si spartiscono la totalità del mercato. L’impiego della tecnologia RFID è risultato il sistema più idoneo alla buona riuscita del progetto di ottimizzazione logistica dell’azienda. L’utilizzo di un tag attivo garantisce tracciabilità e riduzione dei tempi di lavoro durante tutto l’iter di preparazione (identificazione, prelievo, allestimento, spedizione veicoli). Ogni processo diventa quindi trasparente e le informazioni ottenute in tempo reale. Nel caso specifico, 12.000 autovetture sono state equipaggiate con un tag montato sullo specchietto retrovisore interno (figura 7). In questo modo, può essere localizzato a un centinaio di metri di distanza. Sei Minibus a 7 posti con conducente sono stati equipaggiati con un interrogatore e 2 antenne. I dati delle vetture da ricercare vengono trasmessi via WLAN dal centro operativo. L’operatore esegue il percorso lungo il perimetro dell’area di sosta, alla ricerca degli autoveicoli. Quando l’auto viene localizzata un led sul transponder si accende e un segnale acustico avvisa a bordo del veicolo di ricerca dell’avvenuto ritrovamento. La vettura viene così individuata a sinistra o a destra del minibus in base all’antenna che l’ha identificata. Un operatore scende quindi dal Minibus per prelevare il mezzo e per eseguire le operazioni previste per la spedizione. Al momento dell’uscita dell’automezzo dal deposito, il tag viene rimosso e riutilizzato. Fig. 7 - Tag attivo per l’identificazione dei veicoli all’interno del compound (cortesia Autotrade&Logistics e HiPro Solutions). Queste aziende, tutte caratterizzate da pluriennale esperienza, operano in una nicchia di superspecializzazione nel mercato della logistica integrata. Questi player principali sono attivi in un ambiente competitivo ove è presente un più elevato numero di concorrenti/fornitori (padroncini) per il solo trasporto. Il percorso distributivo delle auto si compone di varie fasi. In particolare, nella fase di consegna dai plant produttivi, i veicoli possono essere consegnati al rivenditore tramite differenti modalità e percorsi e subire ulteriori lavorazioni (ad esempio PDI – Pre-Delivery Inspections). Le alternative possibili, che innescano il ciclo di consegna, come descritto in dettaglio, possono essere così riassunte (figura 3): • trasporto delle auto su navi per raggiungere i porti prossimi al mercato di riferimento. Scaricati in porto, i veicoli vengono stoccati in apposite aree da dove successivamente, tramite automezzi o treno (a seconda della distanza, del costo del trasporto e del possibile bilanciamento del carico di ritorno), vengono inviate a compound (piazzali, anche dotati di aree coperte, dove le auto vengono stoccate, e dove possono subire ulteriori lavorazioni, in attesa di essere inviate al concessionario); • trasporto delle auto con automezzi o treno direttamente dal plant ai compound, ove possono avvenire le attività sopra descritte, e da qui tramite gomma avviene il trasferimento presso il rivenditore; • consegna diretta dal plant al rivenditore delle auto tramite l’utilizzo di automezzi. I fattori che guidano la scelta tra le diverse alternative descritte sono funzione delle distanze geografiche e parzialmente dei flussi logistici presenti tra il primo nodo (plant) e l’ultimo nodo (rivenditore) della catena. È molto importante sottolineare che, mentre il flusso dei processi presentati prima rimarrà invariato anche nel futuro, ciò che potrà subire variazioni, in termini di attività svolte e suddivisione tra attori coinvolti, saranno le lavorazioni tecniche che dovranno essere realizzate sulle automobili sia nuove che usate durante l’attraversamento della supply chain. 27 Fig. 4 - Un compound auto (cortesia I compound automotive L’analisi della filiera distributiva delle autovetture mostra come un nodo particolarmente critico nella supply chain dell’automobile sia rappresentato dai compound (figura 4): essi costituiscono infatti l’ultimo punto di disaccoppiamento dei flussi logistici verso il cliente, nonché l’ultima area dove effettuare le lavorazioni finali prima della consegna e garantire pertanto le personalizzazioni dedicate agli specifici mercati locali.Le funzioni dei compound sono cambiate negli anni adattandosi ai nuovi bisogni del mercato e introducendo nuovi processi e servizi. Tali nodi sono diventati da meri punti di distribuzione veri centri servizi a valore 28 La logistica dei veicoli sta progressivamente diventando un aspetto critico in un mercato che per le sue caratteristiche e requisiti richiede sforzi manageriali di particolare intensità. È necessario quindi studiare strategie ben progettate per rendere al cliente un livello di servizio di assoluto rilievo. Tali strategie devono essere incentrate attorno a una serie di fattori critici di successo, che per il settore in esame possono essere considerati i seguenti: • capacità di deposito - disponibilità piazzali con raccordo ferroviario e posizionati baricentricamente rispetto alle destinazioni finali; • Lead Time di consegna - “mantenere le promesse”; • flessibilità operativa - capacità di reazione alle punte o eventi straordinari; • ampiezza della gamma delle operazioni - capacità di svolgere attività ispettive, montaggio e sistemazione dotazioni, interventi di officina e di carrozzeria, rapporti con dogane e autorità portuali, immatricolazioni; • qualità delle operations - oggettività, serietà e precisione di valutazione danni e basso livello di difettosità provocata dalla struttura o da subfornitori; • integrazione informatica con i clienti - scambio dati, tracciatura e gestione rapporti con i clienti; • disponibilità di mezzi dedicati automezzi e vagoni ferroviari moderni e ben mantenuti e in numero sufficiente a sostenere le punte; • fidelizzazione padroncini - padroncini esclusivi a km annuali garantiti. Il settore è e rimarrà asset driven: compound, navi, vagoni e automezzi necessitano di investimenti per rinnovarsi, modernizzarsi e rimanere competitivi, espandendosi ulteriormente. Esistono tuttavia vari fattori che influenzano la dinamica del settore. È possibile suddividere tali fattori di influenza in due gruppi principali: il primo gruppo è legato alla dinamica di comportamento dei clienti e all’evoluzione dei loro requisiti; il secondo è invece legato a elementi di contingenza ambientale, fra cui l’impianto normativo che regola il settore. Nell’attuale condizione del mercato automotive, particolare rilevanza stanno rivestendo i fattori di influenza legati ai clienti: infatti, se già in passato in condizioni di domanda sostanzialmente favorevole l’attenzione dei costruttori di automobili nei confronti del fattore di costo era particolarmente evidente, l’attuale crisi che ha investito il mercato sta spingendo i clienti a porre ulteriore pressione sui costi di gestione delle operations, fra cui i servizi di logistica. Per tale ragione, un fattore critico di successo di maggiore rilevanza diventa appunto la capacità di saper fornire servizi di logistica a costi più contenuti, senza tuttavia compromettere la qualità del servizio offerto. aggiunto, dove un ampio numero di attività viene realizzato insieme alle operazioni necessarie affinché le auto vengano messe a disposizione del cliente finale nei tempi di consegna previsti e secondo le specifiche qualitative e di personalizzazione richieste. Esistono tre categorie principali di compound, ciascuna finalizzata alla fornitura di specifici servizi: • Factory compound: situati a fine della linea produttiva, ricevono i veicoli che devono essere stoccati e successivamente caricati per il trasporto; • Port compound: finalizzati all’esportazione e importazione dei veicoli, è in questi punti che avviene il cambio di modalità di trasporto, da automezzo o treno a nave o viceversa nel caso di importazione; • Stock and Distribution (inland) compound: possono essere sia re-gionali che internazionali. Tali facility comprendono i compound di transito intermodale (dedicati principalmente allo stoccaggio temporaneo e l’interscambio modale ferrovia-stradamare) e i compound ove sono effettuate svariate lavorazioni sui veicoli. Nei Port e Stock & Distribution compound sono realizzate attività complementari (figura 5), principalmente sulle auto di importazione, quali lavaggio e riparazione di piccoli danni, e attività PDI – PreDelivery Inspections (tutte le operazioni “L’automobile continua ad essere per gli italiani, particolarmente per i 25-44enni, una fonte di felicità, in quanto rafforza la possibilità di accedere a esperienze variegate, rappresenta per molti uno dei pochi luoghi ove ragionare e pensare alle cose importanti, è uno strumento chiave di socializzazione e mezzo per accedere alle bellezze naturali del Paese, dà attimi di felicità anche a chi conduce una vita insoddisfacente – in particolare quando se ne fa un uso responsabile” (da: “Come siamo felici” Enrico Finzi). 29 Fig. 5 - Attività complementari svolte presso un compound (cortesia Gefco). Fig. 6 - La mappa dei compound auto in Italia. 30 che consistono nella preparazione del veicolo per la consegna al concessionario, ad esempio il controllo della pressione delle gomme, l’inserimento dei tappetini, il controllo dei livelli, registrazioni varie, altri interventi eventualmente richiesti). Lo svolgimento di tali attività, e dell’attività logistica e distributiva in generale, richiede un’elevata tracciabilità di filiera: attraverso adeguati strumenti informativi, i compound devono essere in grado di ricevere le informazioni riguardanti gli autoveicoli in ingresso, aggiornarle e integrarle con l’inserimento di nuovi dati legati al processo che ciascun autoveicolo ha subito nel compound, e permettere di conservarle trasmettendole anche ai vettori di trasporto e ai destinatari una volta che il veicolo ha lasciato il compound. Per quanto riguarda poi la tecnologia adottata per l’identificazione dei veicoli nell’ambito delle attività dei piazzali, eccezion fatta per casi isolati (Collesalvetti - Autotrade & Logistics), che hanno adottato tecnologie basate su sistemi RFId (implementando una sorta di Real Time Location System per la localizzazione delle automobili sul piazzale - box pagina 513), nella quasi totalità dei casi la tecnologia di identificazione dei veicoli all’interno dei compound è basata sui tradizionali sistemi barcode. Ciò è indice della necessità di innovazione nei processi di gestione dei compound e, in particolar modo, degli impianti di maggiori dimensioni ove vengono effettuate operazioni di transhipment e di import/export, nonché lavorazione di autovetture, e dove la localizzazione e la tracciatura dei veicoli rappresentano elementi di grande criticità per garantire uno svolgimento ottimizzato delle operations. È opportuno precisare che ciascun player operante nel settore in esame dispone di più compound localizzati sull’intera superficie del nostro paese. Tali facility sono localizzate in aree strategiche per il trasporto. Ognuno di essi vanta caratteristiche diverse, per dimensioni, capacità di stoccaggio, presenza di raccordo ferroviario (molto importante per offrire un trasporto multimodale), vicinanza e connessione portuale, tipi di lavorazioni che vengono effettuate in strutture dedicate al suo interno. Nella figura 6 è rappresentata la mappa dei compound localizzati in Italia, corredata dalla tabella, contenente informazioni di dettaglio sulle caratteristiche e funzionalità dei vari compound mappati. La mappa proposta classifica le diverse facility in funzione della loro dimensione e riporta congiuntamente gli assorbimenti delle vendite di autovetture per ogni provincia, al fine di facilitare il lettore nell’identificazione della correlazione fra posizione dei compound e concentrazione delle vendite. Come si può notare, in Italia vi sono oltre 30 compound, che coprono un’area complessiva di circa 5.800.000 m2 per un transito di autoveicoli in ingressi di circa 2.000.000 vetture all’anno, evidenziando come il settore si serva di grandi superfici per lo svolgimento delle proprie attività. Il 90% dei compound dispone di un raccordo ferroviario e di strutture dedicate a lavorazioni sui veicoli, la cui dimensione media è di circa 3.000 m2. Un’ulteriore tendenza riscontrata dall’analisi dei compound è la ricerca di sinergie ed economie di scala attraverso la condivisione di facility da parte degli operatori, per mezzo di società partecipate. Ad esempio a Civitavecchia (RM) è presente la piattaforma di CTA, società partecipata da Ambrosetti Autologistics SpA, Bertani Trasporti SpA, F.lli Elia Trasporti Srl e Mercurio SpA. Tale compound si estende su un’area di oltre 400.000 m2 ed è in grado di far transitare e stoccare oltre 200.000 veicoli all’anno. Il secondo esempio di facility sharing è rappresentato dal centro logistico di Pontecagnano (SA), gestito da Automar SpA (partecipata da Ambrosetti Autologistics, Bertani Trasporti, F.lli Elia Trasporti, Grimaldi Group e Mercurio). Distribuzione Speciale La logistica automotive Alessandro Creazza, Fabrizio Dallari C-log Centro di Ricerca sulla Logistica, Università Carlo Cattaneo LIUC Si conclude, con questa seconda parte, lo speciale sul mondo della logistica per le autovetture. II parte La movimentazione e il trasporto dei veicoli: criticità e aspetti gestionali Come analizzato nei paragrafi precedenti, la logistica riveste un ruolo di primaria importanza nel settore automotive, in quanto rappresenta l’elemento di connessione fra la produzione e la vendita delle autovetture, e pertanto assicura continuità e costanza al flusso informativo e fisico legato alle transazioni. Non solo: la logistica assicura anche la velocità e l’affidabilità delle consegne ai clienti, in quanto tali elementi rappresentano i fattori critici di successo per i costruttori, che operano in un mercato di massa dove i tempi di consegna possono essere gli unici elementi differenziali fra i vari brand presenti in un contesto altamente competitivo. La movimentazione e il trasporto dei veicoli, inoltre, sono fortemente influenzati dalla natura del prodotto “autovettura”. Innanzitutto, tale prodotto è caratterizzato da un elevato valore unitario. Oltre a ciò, la delicatezza delle superfici delle autovetture e la peculiarità rappresentata dall’assenza di imballaggio del prodotto influenzano in maniera determinante le criticità gestionali delle pratiche di movimentazione e trasporto degli autoveicoli. Al fine di analizzare in dettaglio le problematiche connesse alla distribuzione degli autoveicoli, si descriverà un generico processo di consegna di veicoli marcianti a partire da un impianto produttivo, fino al punto di destinazione del carico, vale a dire il concessionario. Il processo di distribuzione ha inizio con l’uscita dei veicoli dalla linea produttiva presso lo stabilimento di assemblaggio. 24 Fig. 8a - Una bisarca carica per il trasporto di autovetture (cortesia Gefco). Dai confini dello stabilimento, le vetture vengono spostate dal personale incaricato del produttore di autoveicoli presso l’area di spedizione. In taluni casi si tratta di veri e propri piazzali di stoccaggio, estesi anche fino a 50.000 m2, in altri casi si tratta di aree di dimensioni più contenute in grado di accogliere fino a una settimana di stock di veicoli. Riprendendo la figura 2, la seconda fase riguarda il carico degli autoveicoli sui mezzi di trasporto che si occuperanno del trasporto primario, ovvero fino ai compound o fino ai porti di esportazione. In alcuni casi, è possibile che il carico dei veicoli marcianti all’esterno delle fabbriche sia destinato ai concessionari, attraverso consegne dirette. Tale soluzione viene necessariamente effettuata su gomma attraverso automezzi (bisarche - figura 8a e 8b): si tratta di veicoli industriali speciali dotati di un apposito pianale a due livelli con corsie e alloggiamenti per accogliere i veicoli, che vengono caricati “guidando” il veicolo nel pianale. I due livelli sono separati da montanti idraulici o pneumatici, che consentono l’abbassamento del livello superiore per il carico e poi la successiva estensione per caricare il livello inferiore. I pianali di carico sono dotati di fermi per le ruote e di cinghie per la messa in sicurezza di ciascun autoveicolo caricato. La capacità di carico delle bisarche si misura in metri lineari e la configurazione di tali automezzi replica sostanzialmente le opzioni disponibili per il trasporto su gomma dei beni comuni: infatti, le bisarche possono essere configurate come autoarticolati (trattore con semirimorchio), motrici isolate (molto rare), autotreni (motrice con rimorchio). La trazione primaria destinata ai compound o ai porti può essere effettuata mediante le stesse bisarche o vagoni ferroviari appositamente allestiti per il carico di autovetture (figura 9). La modalità ferroviaria è spesso utilizzata quando l’impianto produttivo pianifica grandi lotti di spedizione, in quanto i convogli ferroviari sono dotati di una grande capacità di carico e pertanto sono in grado di poter “svuotare” il piazzale di una fabbrica attraverso un numero limitato di carichi. Ciò consente di consegnare una maggiore quantità di veicoli in un’unica soluzione, anche se è necessario pianificare la spedizione con largo anticipo in funzione della disponibilità di slot ferroviari per il trasferimento vero e proprio. Per contro, le bisarche hanno capacità di carico decisamente inferiore ma risultano più flessibili dal punto di vista della pianificazione dei trasporti e possono offrire servizi personalizzati doorto-door, grazie alla maggiore capillarità di consegna. Con la predisposizione del trasporto primario si incontrano le prime criticità dal punto di vista della gestione delle operazioni di movimentazione, carico e trasporto delle vetture. Le automobili escono dalla fabbrica dotate di adesivi di protezione (figura 10) che, unitamente alle cere protettive, garantiscono una certa protezione dalle intemperie e dagli agenti aggressivi nelle parti della carrozzeria più esposte. In funzione del valore dei veicoli, possono essere applicati ulteriori elementi di protezione, finalizzati anche a ridurre i rischi di danneggiamento dovuti alle movimentazioni. Ad esempio, alcuni produttori di alta gamma applicano fascette di gommapiuma o schiuma di poliuretano sui bordi delle portiere e sui paraurti al fine di ridurre la possibilità di danneggiamento da contatto di tali parti esposte. Nonostante tali accorgimenti, l’eventuale possibilità di danni dovuti alle manovre e agli agenti esterni rimane considerevole. Per tale ragione, è necessario che gli addetti alle operazioni di movimentazione effettuino i carichi in maniera particolarmente curata. In 25 Fig. 8b - Operazioni di carico di una bisarca tramite l’abbassamento del pianale (cortesia Gefco). Fig. 9 - Un vagone ferroviario allestito per il trasporto di autoveicoli (cortesia Gefco). particolare, per il carico delle bisarche (così come dei vagoni ferroviari) è necessario adottare delle procedure che garantiscano risultati ottimali: la sequenza operativa è composta da alcune fasi, quali la guida a velocità minima sul pianale, la frenatura prima con i comandi e poi con il freno a mano, la messa in tensione della cinghia di sicurezza e infine l’applicazione del fermo per le ruote. Dal punto di vista pratico, oltre alla sicurezza e al mantenimento della qualità dei veicoli, la gestione delle operations comprende anche problematiche di produttività. Per tale ragione, sono state studiate semplici procedure che consentono di ottenere significativi incrementi di produttività nelle operazioni di carico. Ad esempio, per consentire di spostare e conservare il minor numero possibile di chiavi dei veicoli (al fine di minimizzare gli smarrimenti, gli errori di prelievo e i tempi di selezione delle chiavi per i successivi spostamenti), è possibile chiudere le serrature del veicolo in testa al carico e lasciare le sue chiavi all’interno del veicolo successivo della fila caricata, chiudendo poi quest’ultimo e lasciando le sue chiavi all’interno del terzo veicolo e così via. Così facendo tutte le vetture verranno lasciate in sicurezza, conservando solo la chiave dell’ultimo veicolo. Analogamente, per quanto riguarda invece il carico dei vagoni ferroviari, data la rilevante lunghezza dei convogli si procederà a “spezzare” in due o più parti il treno e consentire agli operatori di completare il carico dei veicoli minimizzando i percorsi sia alla guida, sia a vuoto per il ritorno al recupero dei veicoli da caricare. Solo in alcuni casi di autovetture di lusso, alla bisarca o al vagone ferroviario si sostituisce l’utilizzo di autoarticolati cassonati attraverso i quali le vetture viaggiano al coperto garantendo pertanto la massima protezione. Oltre a problematiche di movimentazione, al momento della predisposizione del carico di trasporto primario si entra in contatto con problematiche di tipo L’OPERATORE SPECIALIZZATO 26 GEFCO (Les Groupages Express de Franche Comté) è una società francese operante nel settore dei trasporti e della logistica e rappresenta uno dei primi 10 gruppi europei attivi in tale ambito. L’azienda nasce in Francia nel 1949 su iniziativa della Société des Automobiles Peugeot. L’obiettivo della società automobilistica era quello di garantire un flusso regolare di approvvigionamento, a costi ottimizzati, presso il proprio stabilimento di Sochaux, l’unico allora attivo. Negli anni ‘70 l’azienda inizia a espandersi in Europa grazie all’apertura di nuove sedi in Germania e nel Benelux. La crescita del gruppo raggiunge livelli notevoli nei vent’anni successivi grazie all’insediamento di Gefco nel resto dell’Europa Occidentale (Regno Unito, Austria, Svizzera) e in alcuni Paesi del bacino mediterraneo, tra cui l’Italia (10 filiali dirette dislocate tra Nord e Sud). Da allora questo processo di internazionalizzazione non si è mai arrestato e ha portato, più recentemente, alla creazione di nuove filiali nell’Europa dell’Est, in America Latina e in Asia. Oggi Gefco vanta una dimensione internazionale grazie alle sue 420 filiali distribuite in oltre 80 Paesi, con i suoi 10.500 dipendenti e un fatturato di oltre 3,5 miliardi di euro. Gefco impegnata nell’offerta di un servizio efficiente e integrato: a tal fine, il gruppo ha realizzato legali, connesse ai passaggi di presa in carico dei prodotti e all’attribuzione delle responsabilità relative alla qualità e allo stato dei veicoli. Infatti, l’elemento cardine che innesca le dinamiche relazionali fra gli attori della catena distributiva dell’automotive è rappresentato dai danneggiamenti ai veicoli. In caso di danni, è essenziale poter attribuire la responsabilità al soggetto che effettivamente ha arrecato il danno al veicolo. Per tale ragione, una caratteristica peculiare della filiera automotive è rappresentata dalla presenza di controlli effettuati al 100% del carico ad ogni stadio della supply chain: al momento della predisposizione della spedizione presso il piazzale degli impianti produttivi, al carico presso i compound o presso i porti per la distribuzione secondaria verso i concessionari, considerando tutti i passaggi intermedi per poter giungere infine presso i concessionari. Il primo passaggio di responsabilità avviene con la trazione primaria: le vetture un progetto di centralizzazione del sistema informativo, che ha condotto alla nascita di un sistema proprietario comune a tutte le filiali del mondo, flessibile e adattabile ai clienti inbound e outbound. Tale sistema consente la gestione dei flussi informativi su rete EDI, con la quale è possibile gestire numerose complessità (documenti di trasporto, portafoglio clienti, stato avanzamento dell’ordine, livelli di giacenza, tracking & tracing della merce). L’offerta globale di Gefco è strutturata in diversi segmenti: oltre ai servizi Automotive, divisione storica della società che include logistica, preparazione, ricondizionamento Fig. 10 - Autovetture dotate di adesivi di protezione caricate su un treno (cortesia Gefco). sono prese in carico dal trasportatore, che pertanto diviene responsabile delle autovetture. Si suppone che le vetture vengano consegnate in condizioni perfette dalla linea di produzione: le eventuali anomalie, se rilevate dal trasportatore prima del carico, sono da ascrivere al posizionamento dalla linea fino al piazzale o alla predisposizione della fila prima del trasferimento sulle bisarche o i vagoni. I contenziosi devono essere risolti prima che il trasportatore intraprenda le operazioni di trasferimento, dato che la presa in carico dei veicoli implica l’accettazione dello stato dei veicoli senza successive recriminazioni ammesse. Al momento della presa in carico dei veicoli viene compilato un modulo che riporta lo stato dei veicoli, indicando gli eventuali danni riscontrati. Tale documento accompagnerà il carico per tutta la spedizione, venendo aggiornato ad ogni passaggio di responsabilità con l’aggiunta di ulteriori moduli di controllo che riporteranno i danni di trasporto, e trasporto di veicoli su bisarche e vagoni ferroviari, l’attività comprende: progettazione di soluzioni logistiche, gestione di flussi informativi e fisici, stoccaggio e operazioni a valore aggiunto sulle piattaforme (Logistics Solutions), trasporti stradali (Overland Network Solutions), marittimi, ferroviari e aerei (Oversea Solutions), dogana e rappresentanza fiscale. Gefco Italia è nata nel 1987 e, con un fatturato di 200 milioni di euro, conta quasi 500 addetti operanti in 22 filiali distribuite sul territorio nazionale, attive sulle 4 business unit del gruppo. In particolare, la divisione Automotive si occupa del trasporto di veicoli finiti dagli impianti produttivi ai compound, di qualunque natura essi siano. Se per il trasporto su gomma il vettore è responsabile dei danni, per il trasporto ferroviario la responsabilità può essere sia del trazionista (per i danni riportati alle autovetture in fase di carico/scarico, per il mancato rispetto delle procedure di messa in sicurezza, per gli atti vandalici e i danneggiamenti volontari da parte di ignoti) sia del gestore della rete/linea (per la cattiva manutenzione della massicciata e del tracciato – e.g. presenza di rami non potati o di vegetazione fuori sagoma lungo la linea). Una volta terminata la trazione primaria presso il compound o presso il porto di imbarco viene effettuata la seconda verifica. Tale attività può essere compiuta effettuando il cosiddetto “giro di controllo” (figura 11), vale a dire una particolare sequenza di operazioni di controllo regolate dal manuale RUA (Referenciaire Universale Automotive): l’operatore non è tenuto a controllare l’autoveicolo nella sua totalità, ma è invece tenuto a controllare in prima istanza il lato fino ai concessionari. La divisione Overland Network Solution offre sia servizi di trasporto groupage/carichi completi per prodotti di numerose merceologie che di distribuzione di ricambistica per le autovetture sul territorio nazionale e internazionale. La divisione Logistic Solutions offre in 12 differenti piattaforme logistiche attività di stoccaggio, preparazione ordini e lavorazioni particolari sia a monte che a valle della supply chain mentre la divisione Oversea Solution consente ai clienti nazionali di raggiungere oltre 300 destinazioni nel mondo grazie ai collegamenti intercontinentali via mare e via aerea di Gefco. della vettura a partire dalla portiera del guidatore, dalla quale dovrà accedere all’interno dell’abitacolo per verificare lo stato di soffitto, plancia e selleria, proseguendo all’esterno la valutazione delle condizioni da una distanza di 1,5 m, a partire dalla ruota anteriore sinistra, parte frontale del veicolo, fiancata destra fino al portabagagli, che dovrà essere aperto per poter controllare l’integrità del sacco degli accessori, inserito all’interno del vano bagagli dagli operatori dell’impianto di assemblaggio. Per valutare l’entità dei danni rilevati, gli operatori sono dotati di speciali calibri che consentono di misurare la dimensione (lunghezza e diametro) di graffi, segni e scalfiture della carrozzeria. Ogni anomalia dovrà essere registrata sull’apposito modulo. La gestione dei contenziosi può essere supportata da un perito, che è generalmente presente in maniera continuativa presso le strutture in fase di avvio dell’attività per fornire assistenza e training agli operatori, e che successivamente viene interpellato in caso di contenziosi considerevolmente complessi. Anche in tale caso, le perizie vengono condotte in contraddittorio. Le vetture scaricate vengono posizionate nel compound (del terminal inland o portuale). In tale fase, le criticità delle operazioni riguardano la cura nella movimentazione dei veicoli per evitare danni da sportellate (“bing”) o collisioni con elementi del compound o altri veicoli. Anche in questo caso gli operatori, per evitare di danneggiare le carrozzerie, non vestono elementi potenzialmente pericolosi quali orologi, collane, orecchini e simili, così come vestono tute sprovviste di chiusure lampo, che potrebbero segnare le superfici dei veicoli per contatti accidentali. Presso i compound i veicoli sono trattati in funzione della loro destinazione e delle caratteristiche della domanda. In generale, le vetture vengono gestite a lotti omogenei e identificate secondo 27 Fig. 11 - Il “giro di controllo” di un’autovettura (cortesia Gefco). diversi parametri, quali il numero di telaio (definito VIN – Vehicle Identification Number), marca, modello, destinazione. In funzione della giacenza, poi, possono essere effettuate operazioni differenti. Infatti, i veicoli a bassa rotazione, vale a dire che sosteranno presso il compound a lungo, subiranno trattamenti di rimozione degli adesivi di protezione (onde evitare fenomeni di diversa colorazione delle vernici in funzione dell’esposizione al sole e alle intemperie), verranno spostati onde evitare l’ovalizzazione degli pneumatici, le batterie verranno scollegate onde evitare la scarica delle stesse. Oltre a tali operazioni, in funzione dell’allestimento e delle caratteristiche specifiche di prodotto e di domanda, nei compound vengono eseguite le operazioni di officina e le già citate operazioni PDI. Le lavorazioni finali possono prevedere l’installazione di elementi non forniti direttamente dalla fabbrica a bordo vettura: ciò significa che è necessario sincronizzare e pianificare i flussi di materiale da diversi fornitori. Tale attività di pianificazione è in carico al gestore del compound ed è finalizzata a minimizzare le toccate delle vetture e il numero di spostamenti per completare il ciclo di lavorazione e quindi minimizzare i rischi di danneggiamento. Per quanto riguarda la sicurezza, i compound possono essere considerati come sicuri, essendo presente una recinzione estesa con filo spinato, fossati e varchi sorvegliati 24 h. Una volta completate le operazioni previste e formati i lotti di spedizione, le vetture vengono predisposte in zone vicine alle aree di arrivo delle bisarche oppure a bordo banchina per i terminal portuali. Dopo il controllo in uscita, le auto vengono caricate sui mezzi per la consegna ai concessionari o all’export su nave. In particolare, le operazioni di carico sulle navi sono più complesse e critiche anche per la maggiore LE NUOVE SFIDE DELL’INDUSTRIA AUTOMOBILISTICA 28 Negli ultimi anni il settore automotive ha testimoniato una crescente attenzione nei confronti delle problematiche ambientali, sotto la spinta degli organi di governo internazionali e di una crescente attenzione a tali temi da parte dell’opinione pubblica. In particolare, i produttori di autovetture si sono impegnati nel promuovere programmi di ricerca e sviluppo per la realizzazione di propulsori più rispettosi dell’ambiente. Se negli anni ’70 le priorità erano rappresentate dall’incremento della qualità dell’aria (con lo studio delle normative Euro per le emissioni in atmosfera e le direttive EU per la qualità dell’aria in città) e la realizzazione di veicoli più sicuri (con la presentazione della normativa Euro NCap sulla sicurezza), nel corso degli anni 2000 la presa di coscienza dei cambiamenti climatici ha indotto l’Unione Europea e l’ACEA (l’Associazione Europea dei produttori di automobili) a definire nuove strategie per la riduzione delle emissioni di anidride carbonica e polveri sottili (omologazioni Euro X, Accordo Volontario ACEA) derivanti dal consumo di idrocarburi, sulla base di input quali il Protocollo di Kyoto. In particolare, le omologazioni Euro X hanno come obiettivo la riduzione di oltre il 90% delle emissioni, con l’adozione dello standard Euro 6 nel 2014, rispetto al livello medio di emissioni del 1992 (Euro 1). A tendere, le nuove sfide dell’industria automobilistica riguardano le fonti energetiche alternative: già oggi è possibile trovare sul mercato auto ibride (ovvero dotate anche di propulsori elettrici) o che utilizzano il gas metano o il GPL come combustibile. I processi di innovazione sono oggi fortemente concentrati sull’utilizzo di nuovi carburanti quali i biocombustibili e l’idrogeno, e verso l’introduzione di massa dei motori totalmente elettrici. difficoltà operativa (le navi traghetto sono caratterizzate da elevata capacità di carico ma spazi angusti e soffitti molto bassi, oltre al fatto che le vetture devono essere fissate attraverso cinghie (chiamate “rizze”) ad anelli presenti sulle pavimentazioni dei piani delle navi). Per le traversate intercontinentali, è possibile prevedere delle protezioni speciali per le autovetture, che altrimenti potrebbero risultare eccessivamente sporcate (e potenzialmente danneggiate) durante i lunghi trasferimenti marittimi. Per tale ragione vengono applicati film termoretraibili sull’intero corpo della vettura (come nel porto di Le Havre figura 12) che consentono pertanto una maggiore protezione delle superfici. Predisposta la spedizione, i veicoli vengono caricati sulle bisarche, dopo eventualmente aver completato un tratto di trasferimento marittimo e aver sostato presso un compound portuale, ove previsto. Una volta effettuata la distribuzione secondaria e raggiunto il concessionario (operazione che avviene nella totalità dei casi mediante bisarche), è necessario effettuare l’ultimo controllo Fig. 12 - Vetture coperte dal rivestimento speciale per le tratte oceaniche (cortesia Gefco). prima della consegna. Lo scarico deve avvenire in aree private e non sul suolo pubblico, in quanto le vetture non sono state ancora immatricolate e pertanto nono potrebbero circolare (anche se solo per brevi tratti) liberamente se non previa applicazione della targa di prova: il concessionario, pertanto, dovrebbe essere dotato di cortile. Dato che spesso in ambito urbano la carenza di spazi non consente la possibilità di disporre di un cortile, è possibile effettuare un controllo prima dello scarico totale dei veicoli dal mezzo per non incorrere in sanzioni o sequestri dei veicoli stessi. Come si può notare, la gestione della distribuzione delle vetture è complessa e coinvolge criticità su differenti livelli: produttivi, distributivi e legali. Per poter tener traccia dei veicoli e poter attribuire le responsabilità in maniera inoppugnabile, è necessario pertanto sapere in ogni momento dove si trovano i veicoli, il loro stato e la loro destinazione. Tale necessità è presente sia nell’ambito dei compound, sia lungo l’intera catena distributiva. Per tale ragione, è necessario l’utilizzo di un sistema informativo ANFIA - ASSOCIAZIONE NAZIONALE FILIERA INDUSTRIA AUTOMOBILISTICA Con oltre 280 aziende associate, che esprimono un fatturato di quasi 60 miliardi di euro all’anno e occupano circa 130.000 dipendenti, ANFIA - Associazione Nazionale Filiera Industria Automobilistica - è una delle maggiori associazioni di categoria aderenti a Confindustria. ANFIA ha l’obiettivo di rappresentare gli interessi delle Associate nei confronti delle istituzioni pubbliche e private, nazionali e internazionali e di provvedere allo studio e alla risoluzione delle problematiche tecniche, economiche, fiscali, legislative, statistiche e di qualità del comparto automotive. In particolare, ANFIA si occupa di gestire le relazioni istituzionali presso gli organi di governo (per esempio la gestione degli incentivi al rinnovo del parco), offre supporto all’internazionalizzazione delle imprese italiane, organizza corsi di formazione economico-giuridico e nell’area della gestione della qualità ed effettua una serie di studi e statistiche finalizzate alla diffusione di informazioni sul settore (e.g. studio sulla mobilità e inquinamento, analisi dell’impatto dei bonus rottamazione, comunicati stampa riguardo le nuove immatricolazioni). L’Associazione si compone di 9 Gruppi merceologici, ciascuno coordinato da un presidente e guidato da un comitato direttivo: Autobus, Autoveicoli, Autovetture Sportive e Speciali, Carrozzieri Autovetture, Carrozzieri Veicoli Industriali, Componenti, Pneumatici, Produttori Camper, Rimorchi. integrato che consenta di monitorare l’intera filiera e tenere una completa tracciatura del percorso dei veicoli e la durata della permanenza a piazzale o a stock, per poter adottare coerentemente una politica FIFO. Non solo: al fine di garantire le consegne dei veicoli nei tempi concordati e il mantenimento del livello di servizio richiesto, è necessario che la filiera sia pianificata dall’origine alla destinazione dei flussi. In tale contesto, la collaborazione fra gli attori della supply chain è fondamentale. L’operatore logistico, pertanto, deve perseguire un’ampia integrazione con il produttore, al fine di poter pianificare una catena distributiva complessa e caratterizzata da lead time di consegna che per talune tratte possono essere molto considerevoli (si pensi al trasporto marittimo, ove le consegne possono avvenire anche in tre/cinque settimane). Pertanto la collaborazione fra tutti gli attori (produttori, operatore logistico, trasportatore) è fondamentale e vitale per garantire il giusto timing all’intera supply chain (ovvero “avere la macchina giusta al momento giusto”). Per comprendere la portata dell’importanza di una pianificazione collaborativa e condivisa basti pensare alle problematiche di sincronizzazione e di timing della distribuzione per i lanci delle nuove autovetture, che devono essere presenti in tutti i concessionari della rete di vendita in uno o più esemplari. Si desidera ringraziare per la collaborazione Andrea Corbetta e Silvia Pozza (GEFCO Italia) 29
Scaricare