…in a World Class Factory ...
Maintenance Standards
Visual Management of KPI’s
and Improvement activities
1.0 Efeso Introduction
Efeso © 2004
Autonomous Maintenance
Standards
-1-
…in a World Class Factory ...
World Class Machine Management
1.0 Efeso Introduction
Efeso © 2004
-2-
…in a World Class Factory ...
…we must be
proud to show
our factory
to customers
1.0 Efeso Introduction
Efeso © 2004
-3-
…achieving a visible “WORLD CLASS STATE”
1.0 Efeso Introduction
Efeso © 2004
-4-
Sintesi dei contenuti del WCOM
- 5-
Loss
intelligence
1.0 Factory Model
P.C.
The Factory Model links KPI’s & OPI’s to economical values,
targets and guidelines are described in the Project Summary
Loss
eradication
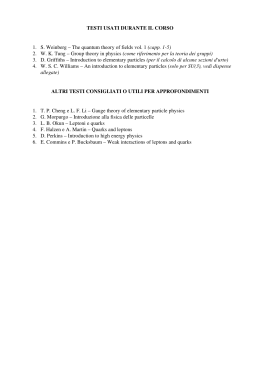
One loss one route:
- 13 -
riferimento file
i.e. The Route for defects reduction
Factory
Factory
Model
Model
Loss
prevention
6
Improve
Improve the
the quality
qualitysystem
system
to
to hold
hold the
the gains
gains
5
Analyse
Analyse every
everydefect
defect
4
Implement
Implement improvement
improvement
actions
actions
3
Find
Find out
out root
root causes
causes
for
for recurring
recurringdefects
defects
2
Restore
Restore basic
basicconditions
conditions
on
oncritical
critical areas
areasand
and set
set standards
standards
1
Identify
Identifythe
the origins
origins
of
of defects
defects
Efeso © 1999
1. Organise the defect analysis
2. Define the defect analysis procedure
3. Train all people on machine defect
analysis procedure and forms
4. Implement the system & continuously
follow up analyses and results
1. Understand the root causes for
recurring defect modes: 5 why
analysis
2. Attribute root causes to “Machine,
Method, Man and Material” (4M)
3. Produce final QA Matrix from 5 Why
1. Analyse the historical data
2. Rank defect data and produce Pareto
graph
3. List and describe defect modes
4. Produce the QA Matrix and set the
targets
5. Set-up data collection system
1. Define quality factors that guarantee
the desired quality
2. Create Check lists and standards to
maintain the defined conditions
3. Improve the reactivity to defects
4. Improve the control systems
5. Set the Machine Board
1. Define action plan from Step 3
2. Standardise countermeasures by
mean of OPLsand improved
standards
3. Introduce a training system
4. Record and plot results
1. Identify critical areas
2. Perform Initial Cleaning and Tagging
3. Manage the Tags
4. Define and Implement Cleaning,
Inspection and Lubrication standards
5. Restore all the Operating Standards
- 15 -
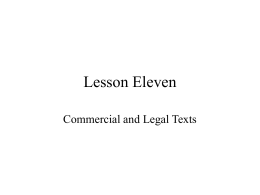
1.0 T&E Overview.
The Activities for World Class Training
1. Define Training Packages for all kinds of skill
gaps
2. Training Execution & Follow up (follow the
training plan defined at step 4)
3. Manage the training process of PCE's, PKE's
and PBE's
4. Periodically reassess the skills to check that
the training gaps have been closed
5. Define the training System for new
operators/employees and/or new processes
6. Periodically check that the training activities
are in line with other pillars and company
priorities
1. Define training efficiency performance
indicators
2. Assess KPI's & identify improvement areas
3. Training Value adding analysis & Continuous
Improvement
7
Improve
Improve training
trainingefficiency
efficiency
6
S
Systematic
ystematic skill
skill management
management
5
Build
Build training
traininginfrastructures
infrastructures
4
Carry
Carry out
out skill
skill assessment
assessment
and
and define
define the
the vision
vision
3
Define
Define the
the skill
skill management
management
system
system
2
Training
Trainingprojects
projects
1
Define
Define training
trainingpriorities
prioritieslinked
linked to
to
company
company targets
targets
1. Build up suitable rooms for short On-thejob Training Sessions
2. Define the standards for Visual Management
of Training (e.g. OPL's)
3. Build up a technical training room to
support AM and PM
4. Build up points for Interactive Training
5. Build up a Training Database
1. Define the ideal profile for Operators,
Employees, Supervisors, Staff and
Management
2. Link to the other Pillars to create
Improvement Methodology Experts
3. Plan the introduction of PCE's, PKE's, PBE's
& define their skill profile
4. Develop assessment checklists for each skill
profile
5. Assess current skill level
6. Define skill targets for each area & measure
the gap
7. Define the Training Needs and the Training
plan to close the gaps
1. Define the structure of the Skill System
(how many levels, scoring system)
2. Define the training items for each of the
levels defined
3. Define the Assessment System (who, how,
how often)
4. Test the system in a pilot area and refine
5. Formalise the Expansion Plan of the system
6. Build up a Data Support System
1. Carry out Training Pilot Projects on the
priorities identified
2. Evaluate the results and formalise the
Methodology Steps
3. Select the Training Experts & Train them
4. Assess the effectiveness of the Training
Experts
1. Link Training to Losses and Factory KPI's
2. Introduce the concept of the Skill
Measurement System
3. Understand where the existing training
system can be improved
4. Define T&E Pillar mission, Master Plan and
link the pillar strategy to KPI's and other
W COM pillars targets.
Copyright © by Efeso Consulting
Efeso © 1999
- 19 -
0
10
30
Types of safety bolt s
and functioning
Equipment for
individual safety
Emergency measures
Indif.
40
Cost Oriented
Teams
∆ - Low
{ - Medium
~ - High
Planned Gain
0,93 $/ton
5
4
3
2
1
Machine A Cost 14,72 $/ton
86%
Machine A 14%
Other 10 machines 86%
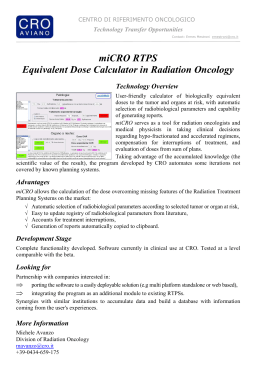
Actions in 1997:
Assembly Cost 102 $/ton
89%
D anger sour ces
N ames
20
Machine A
Total losses
7,71 $/ton
Com.
Lubr ication standard
O the rs
Fi lli ng operations
B /D
E ne rg y
Safety
Step 3
Lubrication points
~
~
~
T agging
{
9 ,1
O t he r s
AM Skills
Step 1 - 2
Set- up/ Adjust.
Small anomaly
identificati on
~
{
N VA A
Q uality
Cleaning experi ence
3 ,1
{
~
{
O p.
princ.
T ransmi ssion or gan
r eplacement
3 ,4
Sc r a p
~
P la n. M a i nt.
Cyl inder r eplacement
5,8
M i n o r St o p s
{
Adjustment posit. N .5
23,1
B/ D
56%
48%
11%
NVA A
O perational skills
Material
Skills
~
Cycle parameter
control
Adjustment/
Component
52%
23,2
{
{
{
PF Q uality Contr ol
Total losses
P l an. M ai nt .
{
{
{
{
{
{
Material loadingunloading
effect
44%
14%
Objective
Planned Gain
AM Train. NVAA Setup CBM Cause/
Scrap B/D
32,3
Stock Management
Potential %
E ne r g y
Material quality
control at entr y
Individual Improvement
Problem
Potential losses
Standards are defined and visible at the workplace, and
they are spread all over the company
Types of lubr icants
Planned Gain
riferimento file
Cleaning Check list
riferimento file
Machine reset
- 14 -
Effective teams management
Machine star t- up
riferimento
file
riferimento file
The link from company targets to teams targets
Mat er ials identificati on
9 -- 21
¾ Scrap Reduction from 1,6% to 0,9%
Assembly 11%
¾ Breakdown Reduction from 8% to 6%
¾ Output machine A +3,5%
Others
¾ Absenteeism Reduction from 3,2% to 2,7%
Total Plant Cost 929 $/ton
Copyright © by Efeso Consulting
Copyright © by Efeso Consulting
Copyright © by Efeso Consulting
Copyright © by Efeso Consulting
1.0 Efeso Introduction
Efeso © 2004
-5-
How far are your operations from world class level?
In which step of industrial progress are you now?
1. REGAIN CONTROL
Reduce production costs
2. BECOME COMPETITIVE
Reduce the product and service
cost
3. BECOME « WORLD CLASS »
Create value
1.0 Efeso Introduction
Efeso © 2004
-6-
Scaricare