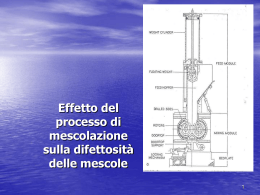
Variabili pratiche nel processo di mescolazione 1 Profili di energia e di temperatura Criteri che pilotano l’evoluzione delle fasi della mescolazione: • Tempo di mixing • Temperatura del batch • Energia di mescolazione • Tempo di mixing:variabile aperta usata in genere per determinare i tempi di caricamento dei vari materiali • Temperatura: può essere misurata nelle spalle o nella cuspide ed è correlata sia alla energia fornita nella mescolazione, sia alla velocità con cui essa è estratta. Fornisce una buona indicazione sullo stato della mescolazione ed è usata generalmente come criterio di scarico della mescola. • Energia di mescolazione:è la differenza fra l’energia data al motore, meno quella necessaria per far girare la macchina a vuoto. Dà utili indicazioni delle performances del mixing anche se non tiene conto della velocità con cui l’energia è fornita. La velocità è proporzionale al torque del rotore ed è perciò direttamente correlata alle forze applicate agli agglomerati di particelle durante il mixing dispersivo • Il tempo di mixing e l’energia sono spesso usati per determinare quando i materiali dovrebbero essere caricati nel mixer durante l’addizione sequenziale, mentre la temperatura è usata spesso come criterio di scarico. • La potenza del motore del mixer è spesso usata come criterio per l’addizione del materiale (olio in particolare) dopo che il picco di potenza per il mixing dispersivo è stato raggiunto • Tutti i criteri di mescolazione indicati sono indicatori indiretti dello stato di mescolazione e quindi devono essere correlati con le caratteristiche dei materiali in mescolazione sia per i processi a valle sia per le caratteristiche del prodotto • Le caratteristiche del prodotto sono abbastanza ben evidenziate dall’energia di mixing • Strumenti sono a disposizione in commercio per generare segnali di controllo del mixing una volta raggiunti livelli di energia predefiniti • Quando si usano i criteri di mescolazione con il parametro Energia anche l’effetto primi batch è ridotto 2 Velocità dei rotori • Il mixing distributivo è influenzato positivamente dall’aumento della velocità dei rotori, mentre il mixing dispersivo viene influenzato negativamente perché aumenta la temperatura che diminuisce la viscosità • Restrizioni di temperatura e quindi di velocità sono indispensabili quando si mescolano sostanze sensibili alla temperatura come i vulcanizzanti • Proprietà come l’isteresi e la resistenza a fatica sono migliorate se si usa una bassa velocità dei rotori • Il controllo della velocità dei rotori permette in taluni casi di effettuare la mescola in un solo passaggio 3 Fill factor • Il fill factor definisce la proporzione del volume di camera di mescolazione occupata dalla mescola • I fill factors che si usano vanno da 0,65 a 0,85. Quando i fill factor sono molto alti c’è una transizione dal mixing esponenziale a quello laminare con ridotta efficienza di mixing • I flussi di ricircolo (free folding) forniscono un modo eccellente di trasferire materiale alle superfici fredde dei rotori o della camera per lo scambio termico secondo la convezione forzata • Se il fill factor aumenta, la mescola tende a fluire in flussi chiusi e lo scambio termico di tipo conduttivo diventa predominante e quindi il raffreddamento diventa assai inefficiente per lo scarso potere di raffreddamento della mescola • La conseguenza pratica dell’influenza del fill factor sullo scambio di calore è che la temperatura del batch, misurata o a tempo di mixing o ad energia costanti aumenta sostanzialmente quando il fill factor aumenta • Quando il fill factor è troppo basso o troppo alto anche il peso pressatore ha un’azione poco efficace.Un modo pratico di valutare il fill factor ottimale è quello di osservare che il peso pressatore raggiunga la fine corsa appena prima che la curva di potenza arrivi al picco massimo 4 Pressione del pistone • La funzione del pistone è quella di far sì che la forza applicata ad esso assicuri che il materiale caricato nel mixer interagisca rapidamente con i rotori e prevenga il sollevamento dello stesso ed il formarsi di regioni stagnanti all’interno del mixer • Durante le varie fasi di mescolazione il movimento del pistone è ciclico e dà luogo a movimenti che favoriscono le normali fasi di mescolazione • Se la pressione è troppo bassa il materiale non raggiunge un elevato grado di compattezza e l’azione del dispersive mixing non è efficiente; se la pressione è troppo alta si possono avere livelli di compattezza troppo alti che fanno sì che la mescola non si muova adeguatamente fra le due semicamere (tunnelling) 5 Temperatura del batch • Ha una forte influenza sulle caratteristiche fisico-meccaniche della mescola come dimostra l’effetto primo batch • Un controllo accurato dello scambio termico nella camera, nei rotori e nella drop door mediante sistemi di temperizzazione migliora l’uniformità • Quando si mescola ad Energia costante aumentando la temperatura si abbassa il tempo di mixing a detrimento delle proprietà del materiale; se si mescola con scarico a Temperatura questi effetti aumentano • I migliori risultati si ottengono con la temperatura di regolazione a 30°C anche se per diminuire l’effetto primi batch la temperatura andrebbe aumentata • La velocità variabile ed il tipo di rotori giocano un ruolo importante nella regolazione della temperatura (differenza By ed Intermix) Correlazione shear stress shear rate per la gomma naturale in funzione della pressione • Tali correlazioni permettono di valutare lo sforzo in funzione della velocità di deformazione a diverse pressioni e permettono da acquisire utili informazioni per lo studio del ciclo di mescolazione • Lo sforzo infatti è direttamente correlato all’efficienza della mescolazione e dipende dal prodotto della viscosità del materiale (che è funzione della temperatura) e dalla velocità di deformazione 6 Simulazioni in laboratorio di una mescolazione industriale • Servono per studiare in pratica passaggi di scala da un mescolatore di laboratorio ad un mescolatore industriale dato che è impossibile somministrare la stessa energia specifica alla stessa temperatura date le diverse dimensioni delle macchine. • Si usa come parametro l’unità di lavoro definita come energia di mixing per unità di volume di materiale • L’obiettivo è quello di ottenere le proprietà dei batch prodotti con le stesse caratteristiche di quelli industriali • Nel grafico seguente è riportata la viscosità Mooney in funzione dell’unità di lavoro: Viscosità Mooney in funzione dell’unità di lavoro con diversi macchinari (Brabender, BRBanbury, IA Banbury, 11Banbury, 27Banbury) • Il primo stadio della simulazione di una mescolazione industriale deve essere l’uso di un valore di unità di lavoro simile a quella che sarebbe usata nella macchina di fabbrica • L’energia di mixing per la macchina di laboratorio si ottiene dalla relazione El=Vl/Vf x Ef dove Vl e Vf sono i volumi del batch del mixer di laboratorio e di quello di fabbrica solitamente espressa in m³ ed Ef è l’energia di mixing usata per il mescolatore industriale espressa in joule. I valori dell’unità di lavoro sono normalmente nel range 400-1200MJ/ m³ dipendentemente dal tipo di mescola
Scaricare