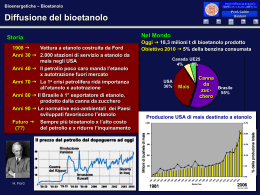
BIOETANOLO La biomassa trova impiego nella produzione dei biocarburanti. Sotto il nome di biocarburanti o biocombustibili rientrano i combustibili derivanti dalla lavorazione di sostanze organiche. Bioetanolo: derivante dalla fermentazione di prodotti agricoli ricchi di zuccheri. Può sostituire la benzina nelle macchine funzionanti a ciclo Otto. Può essere utilizzato • direttamente come componente per benzine (attualmente viene miscelato con la benzina tradizionale fino ad una quantità pari al 30% in volume, senza che il motore abbia bisogno di particolari accorgimenti tecnici) •per la preparazione dell'ETBE (etil-terbutiletere), un derivato altoottanico alternativo all'MTBE (metil-terbutiletere), quindi con migliori caratteristiche antidetonanti. CH3 CH3 H3C O CH3 ETBE C2H5 H3C O CH3 MTBE CH3 Le materie prime per la produzione di bioetanolo possono essere racchiuse nelle seguenti classi: • Coltivazioni ad hoc (mais, sorgo, orzo, bietola, e canna da zucchero); • Residui di coltivazioni agricole e forestali; • Eccedenze agricole temporanee ed occasionali; • Residui di lavorazioni delle industrie agrarie e agro-alimentari; • Rifiuti urbani. Il bioetanolo può anche essere ottenuto dalle biomasse di tipo cellulosico e dai sottoprodotti delle coltivazioni. Le principali materie prime finora utilizzate per la sua produzione restano pertanto i cereali, la canna da zucchero e le barbabietole. Le materie prime – Disponibilità I residui agricoli (t/ha) Paglia di frumento tenero Paglia di frumento duro Stocchi di mais Tutoli e brattee di mais Sarmenti di vite Frasche di ulivo Le materie prime – 3-6 3-5 4,5-6 1,5-2,5 3-4 1-2,5 FORSU (Frazione Organica del Rifiuto Solido Urbano) Composizione Verde Residui alimentari 30 % cellulosa 30 % emicellulosa 20 % cellulosa Le materie prime – Le colture dedicate Disponibilità Composizione Sorgo 25 t/ha Canna 25 t/ha Panico 17 t/ha 11 % cellulosa 18 % emicellulosa 31 % cellulosa 22 % emicellulosa 31 % cellulosa 20 % emicellulosa CARATTERISTICHE INDICATIVE DI ALCUNE BIOMASSE PER LA PRODUZIONE DI ENERGIA produttività t/ha s.s. % P.C.I. TIPO Sorgo Kenaf Miscantus Arundo Donax (canna) Topinambur Ginestra Robinia Pioppo Salice Paglia Stocchi di mais Stocchi di girasole Potature di vite Sansa Lolla 1 anno 5 anni 10 anni 18 25 30 15 15 20 18 20 25 22 25 30 10 15 20 6 8 10 15 15 22 30 55 50 18 20 22 3 4 4 8 8 8 4 4 4 1,5 2 2 tal quale 30 30 70 60 70 50 50 50 50 85 40 60 50 70 85 kCal/kg s.s. 4200 4100 4200 4200 4100 4300 4300 4200 4200 4100 4100 4300 4100 4100 3600 Topinambur Kenaf Hibiscus Cannabinis Panico Il Brasile cominciò a produrre bioetanolo nel 1975, utilizzando canna da zucchero come materia prima, è il principale produttore a livello mondiale, e copre con questo carburante circa il 20% dei consumi per i trasporti. Nei Paesi Industrializzati, le biomasse contribuiscono per appena il 3% agli usi energetici primari, mentre nell’Unione Europea è pari al 3,5% dei consumi energetici totali, con punte del 18% in Finlandia e del 17% in Svezia. Produzione mondiale di benzina Produzione mondiale di bioetanolo 1236 Miliardi di litri/anno 36,5 Miliardi di litri/anno Processi di produzione per l’ottenimento del Bioetanolo •PRETRATTAMENTO •DETOSSIFICAZIONE •IDROLISI •FERMENTAZIONE •DISTILLAZIONE PRETRATTAMENTO Chimico, Steam explosion, AFEX, Microbiologico Chimico: NaOH (aq) al 8-12 %, a 80-120 °C, durata 30-60 minuti Steam explosion: fase 1: saturazione con vapore acqueo a 1,5-4 MPa a 180-230 °C per 1-10 minuti fase 2: trasferimento a pressione atmosferica e decompressione esplosiva AFEX: steam explosion con impiego di ammoniaca Microbiologico: degradazione della lignina con funghi (Phanerochaete crysosporium) La detossificazione •Le soluzioni in fase di sperimentazione Chimica: opzione 1: precipitazione variando il pH con Ca(OH)2 e H2SO4 –fase 1: pH 9-10, a 50-60 °C –fase 2: pH 6, a 30 °C –fase 3: filtrazione a 0,2 μm opzione 2: adsorbimento su carbone attivo, terra di diatomee o resine a scambio ionico Fisica: –separazione per evaporazione sottovuoto degli inibitori volatili (acido acetico, furfurale) IDROLISI Chimica L’idrolisi avviene in una torre di distillazione detta “colonna cromatografica” costituita di silice o allumina, e si effettua in due stadi: 1. Si utilizza come catalizzatore H2SO4 0,7% in peso; la temperatura è elevata e tempi di permanenza di circa 3 minuti. Il queste condizioni piuttosto blande si idrolizza solamente l’emicellulosa, la quale si scinde nei suoi monomeri di xilosio, arabinosio, glucosio. xilosio arabinosio 2. Si utilizza come catalizzatore ancora H2SO4, a concentrazioni molto elevate (70%); la temperatura è di circa 50°C e il tempo di permanenza di 3 minuti. In queste condizioni si idrolizza la cellulosa, la quale si scinde nei suoi monomeri di Glucosio. In testa alla colonna di distillazione si ricava l’acido solforico, mentre sul fondo si raccoglie la miscela acido-zuccheri, allontanando l’eventuale residuo solido non reagito, contenente lignina. Questo residuo viene nuovamente inviato alla colonna dove subisce un processo ciclico fino alla completa separazione della lignina (lo scarto effettivo) dai composti che devono ancora idrolizzarsi. Gli zuccheri semplici in uscita dalla colonna cromatografica possono ora convertirsi in bioetanolo tramite il processo di fermentazione. •Enzimatica: -endocellulasi (1,4–β-D-4-glucanidrolasi) -esocellulasi (1,4-β-D-glucan glucanoidrolasi o cellodestrinasi): β-glucoside glucoidrolasi FERMENTAZIONE Operata da una particolare classe di enzimi, i Saccaromices, dei quali il più comune è il Cerevisiae, presente ad esempio nel lievito di birra. Si svolge in due fasi: L’enzima Cerevisiae scinde, i disaccaridi. La reazione chimica è la seguente: invertasi C12H22O11 + H2O C6H12O6 + C6H12O6 per cui dal saccarosio (zucchero di canna) si formano monosaccaridi ed isomeri Glucosio Fruttosio Dagli zuccheri semplici si ha la formazione di etanolo tramite il processo di fermentazione alcolica. In condizioni anaerobiche si verifica dapprima la glicolisi, dove la molecola di glucosio, difosforilata da due ATP si scinde in due molecole C3H6O3, Successivamente, ad opera dell'enzima saccarasi, forma acido piruvico, con formula bruta CH3COCOOH con due gruppi carbossilici, questo, disidratandosi, forma come intermedio 2 molecole α-metil glicossale (piruvato). L'assenza di ossigeno determina il passaggio ai processi caratteristici della fermentazione. Spezzando il gruppo COOH, l'acido viene privato di una molecola di anidride carbonica, liberata all’esterno, per formare come prodotto l’acetaldeide, con formula bruta CH3COH. Infine, l’acetaldeide si lega a due ioni idrogeno grazie al NADH (nicotinammideadenindinucleotide), il cui ruolo biologico consiste nel permettere le ossidoriduzioni, tramite la sua liberazione di ioni idrogeno. Il NADH ricarica così le molecole di NAD+, mentre l’acetaldeide, grazie ai due ioni idrogeno, forma l'etanolo. C12H22O11 + H2O → C6H12O6 + C6H12O6 O OH Glicolisi O HO HO O -O OH piruvato CH3 OH + H Piruvatodecarbossilasi CO2 H H OH O H CH3 CH3 etanolo NAD+ NADH + H+ Alcool-deidrogenasi acetaldeide
Scaricare