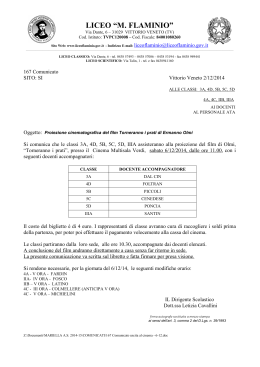
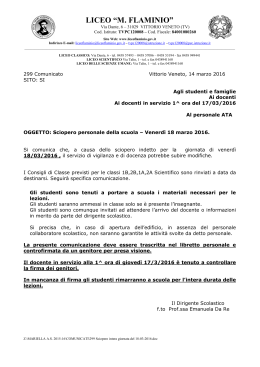
Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 1 di 21 Saldatrice a caldo PQ-18 Manuale d’uso e manutenzione Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 2 di 21 SOMMARIO 0 PREMESSA................................................................................................................................................ 3 1 INFORMAZIONI GENERALI ...................................................................................................................... 3 1.1 1.2 APPLICAZIONE ....................................................................................................................................... 3 INDICAZIONI DI SICUREZZA ...................................................................................................................... 3 1.2.1 Avvertenze generali ..................................................................................................................................... 4 1.2.2 Sicurezza alle persone ................................................................................................................................ 4 1.2.3 Uso improprio .............................................................................................................................................. 4 1.3 1.4 1.5 DICHIARAZIONE CE DI CONFORMITÀ ........................................................................................................ 4 CONDIZIONI DI FORNITURA ...................................................................................................................... 5 ACCESSORI DISPONIBILI ......................................................................................................................... 5 2 DESCRIZIONE GENERALE DELLA MACCHINA .................................................................................... 6 3 DATI TECNICI ............................................................................................................................................ 7 4 MODO DI FUNZIONAMENTO ................................................................................................................... 8 5 MESSA IN FUNZIONE INIZIALE ............................................................................................................... 8 6 SALDATURA DI CINGHIE TONDE ........................................................................................................... 9 7 MANUTENZIONE ..................................................................................................................................... 10 7.1 7.2 7.3 7.4 7.5 7.6 MISURAZIONE DELLA TEMPERATURA DELLE PIASTRE .............................................................................. 10 REGOLAZIONE DEL TERMOSTATO ............................................... ERRORE. IL SEGNALIBRO NON È DEFINITO. SOSTITUZIONE DEL CAVO DI ALIMENTAZIONE ......................................................................................... 10 ORDINE DI ACCESSORI/RICAMBI ............................................................................................................ 11 GARANZIA ........................................................................................................................................... 11 CONSULENZA TECNICA ......................................................................................................................... 11 8 SMANTELLAMENTO DEL PRODOTTO E RELATIVA ROTTAMAZIONE ............................................ 12 9 ASSISTENZA TECNICA .......................................................................................................................... 14 10 PARTI DI RICAMBIO ............................................................................................................................... 16 10.1 10.2 SALDATRICE ........................................................................................................................................ 16 PINZA GUIDA CON DISPOSITIVO DI BLOCCAGGIO ..................................................................................... 17 11 ACCESSORI NECESSARI ...................................................................................................................... 19 11.1 TRONCHESE ........................................................................................................................................ 19 12 A1 - LISTA DI CONTROLLO DI MANUTENZIONE PREVENTIVA ........................................................ 20 13 A2 - SCHEDA RIASSUNTIVA DEGLI INTERVENTI DI MANUTENZIONE PREVENTIVA.................... 21 Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 3 di 21 0 Premessa La saldatrice a caldo PQ-18 è un dispositivo per la saldatura di cinghie tonde in materiale termoplastico. L’operazione di giunzione avviene mediante saldatura a smusso: l’estremità della cinghia vengono fuse premendole contro la superficie di una piastra di saldatura calda, regolata con precisione. Dopo un adeguato riscaldamento, le estremità vengono premute l’una contro l’altra con una pressione definita e lasciate raffreddare. Dopo aver eliminato la bava presente sul punto di raccordo con una lama o mediante rettifica, si ottiene una cinghia tonda di ottima qualità. La saldatrice PQ-18 è adatta all’installazione in loco e per la fabbricazione di serie medio/piccole in officina. Con la sigla PQ-18 vengono indicati indistintamente i modelli: PQ-18/6 per tensione di alimentazione di 120 V PQ-18/8 per tensione di alimentazione di 230 V 1 Informazioni generali 1.1 Applicazione La saldatrice a caldo PQ-18 è stata specificamente progettata per la saldatura rapida e sicura di cinghie tonde termoplastiche fino ad un diametro di 15 mm / 0,6 pollici. La saldatrice PQ-18 è stata costruita in base a principi tecnici riconosciuti e con una tecnologia avanzata, ed è conforme alle norme vigenti. Il presente manuale d’uso presuppone che tutti i lavori di montaggio, manutenzione e riparazione nonché il funzionamento del dispositivo di saldatura a caldo vengano eseguiti da personale qualificato o sotto la supervisione di specialisti responsabili ed esperti. Per motivi di spazio, le presenti istruzioni non possono coprire ogni aspetto del funzionamento, manutenzione o riparazione. Le indicazioni fornite nel presente manuale riguardano l’uso delle macchine per l’impiego previsto da parte di personale qualificato. In caso di dubbi o di necessità di ulteriori informazioni dettagliate, si prega di rivolgersi al produttore. 1.2 Indicazioni di sicurezza Nel presente manuale d’uso sono stati inseriti i simboli di ATTENZIONE e NOTA. Questi simboli indicano pericoli o particolarità da osservare. ATTENZIONE Se ignorato, sussiste il pericolo di gravi lesioni e/o danni materiali. NOTA Segnala un’informazione tecnica importante e non evidente anche per personale esperto. Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 1.2.1 Pagina 4 di 21 Avvertenze generali Leggere tutte le avvertenze di pericolo e le istruzioni operative In caso di mancato rispetto delle avvertenze di pericolo e delle istruzioni operative si potrà creare il pericolo di scosse elettriche, incendi e/o incidenti gravi. La spina di allacciamento alla rete del dispositivo deve essere adatta alla presa. Evitare assolutamente di apportare modifiche alla spina. Non impiegare spine adattatrici. Le spine non modificate e le prese adatte allo scopo riducono il rischio di scosse elettriche. Custodire il tool al riparo dalla pioggia o dall’umidità. La penetrazione dell’acqua nel tool aumenta il rischio di una scossa elettrica. Non usare il cavo per scopi diversi da quelli previsti ed, in particolare, non usarlo per trasportare o per appendere il dispositivo oppure per estrarre la spina dalla presa di corrente. Non avvicinare il cavo a fonti di calore, olio, spigoli taglienti e neppure a parti della macchina che siano in movimento. I cavi danneggiati o aggrovigliati aumentano il rischio d’insorgenza di scosse elettriche. 1.2.2 Sicurezza alle persone Non utilizzare mai il tool in caso di stanchezza oppure quando ci si trovi sotto l’effetto di droghe, bevande alcoliche e medicinali. Indossare sempre un equipaggiamento protettivo individuale, nonché guanti protettivi. Quando il tool non viene utilizzato, conservarlo al di fuori del raggio di accesso di bambini. Non fare usare il tool a persone che non siano istruite ad usarlo o che non abbiano letto le presenti istruzioni. 1.2.3 Uso improprio La saldatrice a caldo PQ-18 è stata concepita esclusivamente per le applicazioni descritte nel manuale d’uso. Non sono ammessi un uso improprio e un’applicazione per scopi diversi da quelli descritti nelle istruzioni. Habasit declina ogni responsabilità per le conseguenze di un uso improprio. Osservare tutte le indicazioni di montaggio, esercizio e manutenzione delle macchine, nonché tutti i dati tecnici! Questo eviterà eventuali problemi e/o danni a persone o materiali. Il termine PERSONALE QUALIFICATO si riferisce a persone autorizzate ad eseguire i lavori richiesti. Queste persone sono state sufficientemente addestrate ed hanno acquisito un’esperienza tale nel loro campo di attività da essere in grado di riconoscere ed evitare pericoli. Sono a conoscenza delle disposizioni e dei regolamenti di sicurezza del caso. 1.3 Dichiarazione CE di conformità La saldatrice PQ-18 utilizza un saldatore 120Vac o 230Vac certificato CE dal produttore. Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 1.4 Condizioni di fornitura Q.tà 1 1 1 1 1.5 Pagina 5 di 21 Articolo Saldatore 1x230V~ EURO per PQ-18/8 Saldatore 1x120V~ USA per PQ-18/6 Pinze guida con dispositivo di bloccaggio PQ-18/0 Manuale d’uso Accessori disponibili Vedere anche capitolo “ACCESSORI NECESSARI”. Dispositivo di taglio S-16 (H080690010). Figure 5: Cutting device S-16 Codice H08N060924 H08N060925 H080690240 Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 6 di 21 2 Descrizione generale della macchina 12 9 2 1 11 10 4 3 8 6 5 7 Illustrazione: 1 Vista generale Pos. Descrizione 1 PIASTRA DI RISCALDAMENTO 2 SALDATRICE 3 MOLLA DI CHIUSURA 4 STAFFA DI FISSAGGIO 5 PINZE GUIDA 6 DISPOSITIVO DI BLOCCAGGIO 7 VITE DI CHIUSURA 8 TARGHETTA 9 PERNO ASSE 10 BARRA DI GUIDA 11 TESTE DI GUIDA 12 DADI ZIGRINATI Illustrazione 2: Giunto Polycord con cordone Illustrazione 3: Giunto Polycord dopo eliminazione del cordone Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 7 di 21 3 Dati tecnici Caratteristiche - Potenza complessiva installata W 1x230 V 50/60 Hz (PQ-18/8) 1x120 V 50/60 Hz (PQ-18/6) 80 - Diametro cinghia mm [inc] - Temperatura Max °C [°F] 250 [482] - Scostamento Max temperatura piastra °C [°F] ± 10 [± 18] [min] 2÷15 [0,08 ÷0,6] 15 INGOMBRI - Dimensioni (lunghezza x profondità x altezza) Vac PRODUZIONE - Tempo di preriscaldamento Valore ELETTRICHE - Tensione nominale di alimentazione UM mm [inc] 420L x 140W x 115H [16,5L x 5,5W x 4,5H] kg [libbre] 0,68 [1,50] PESI - Peso netto Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 4 Pagina 8 di 21 Modo di funzionamento La potenza termica e il controllo della saldatrice [2], in combinazione con la piastra di riscaldamento [1], sono ottimizzati alla richiesta di energia necessaria alla saldatura delle estremità delle cinghie tonde termoplastiche. Il design della testa di guida [11] sulle pinze di guida [5], regolabile in 3 posizioni, consente di congiungere le estremità delle cinghie tonde termoplastiche con pressioni di saldatura ottimali. La targhetta posta sulle pinze di guida [5] indica la posizione della molla per i relativi diametri della cinghia tonda termoplastiche. Il dispositivo di bloccaggio [6] ne facilita l'utilizzo. E’ possibile un’efficiente produzione in serie con un numero adeguato di pinze di guida [5] e dispositivi di bloccaggio [6]. 5 Messa in funzione iniziale Controllare che la tensione specificata nel capitolo “DATI TECNICI” corrisponda alla tensione elettrica allacciata. Il tool con l’indicazione di 230 V può essere collegato anche alla rete di 220 V. Analogamente per la versione a 120 V, l’alimentazione a 110V è tollerata. Fissare il dispositivo di bloccaggio [6] al piano di lavoro mediante la vite apposita [7]. Posizionare le pinze di guida [5] sul dispositivo di bloccaggio. Controllare la regolazione parallela della piastra di saldatura rispetto all’area di supporto piana della maniglia della saldatrice [2]. Una volta appoggiata su un piano, la piastra di saldatura non può toccare la superficie di supporto. Controllare che la tensione specificata sulla targhetta delle caratteristiche corrisponda alla tensione elettrica allacciata. Controllare che la piastra di riscaldamento [1] siano pulite. Collegare la saldatrice [2] alla rete di alimentazione e porla su una superficie sufficientemente piana. Rispettare il tempo di preriscaldamento di 14 min. Controllare la temperatura della piastra riscaldante. La temperatura è preimpostata in fabbrica a 250 °C / 482 °F. ATTENZIONE Non toccare le superfici calde! Tenere lontani dal dispositivo acqua e materiali fusibili. Non sospendere mai la saldatrice [2] per il cavo con la piastra di riscaldamento [1] ciondolante. Il calore che sale dalla piastra di riscaldamento [1] può distruggere il regolatore elettronico della saldatrice [2]. In caso di necessità (ad es. quando si salda una cinghia in una macchina), piegare un filo nel gancio di supporto, in maniera da agganciare la saldatrice per la piastra di saldatura. Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 9 di 21 6 Saldatura di cinghie tonde Procedimento: fare riferimento alla guida Habasit per giunzione Polycord Tagliare a misura la cinghia tonda termoplastica ad angoli retti con il dispositivo di taglio S-16 (accessori disponibili). Per determinare la lunghezza della cinghia si faccia riferimento alla guida Habasit. Bloccare la molla di chiusura [3] in posizione appropriata. Aprire le pinze di guida [5] e fissarle chiudendo la staffa [4]. Aprire le teste di guida [11] ruotando i dadi zigrinati [12]. Introdurre le estremità della cinghia lateralmente nelle teste di guida [11] e lasciare che le estremità fuoriescano per 2÷4 mm / 0,08÷0,16 pollici, a seconda del diametro (sporgenza maggiore con diametri più grandi). Bloccare le estremità della cinghia ruotando i dadi zigrinati [12]. NOTA Bloccare la cinghia senza torcerla, ovvero secondo la propria “disposizione interna”! Introdurre la saldatrice [2] con la piastra di riscaldamento [1] tra le teste di guida [11]. Sbloccare la staffa di fissaggio [4] e chiudere con cautela le pinze di guida [5]. Lasciare fondere le estremità della cinghia fino a quando il cordone di saldatura misura circa 1-2 mm / 0,04-0,08 pollici, a seconda del diametro della cinghia. Quindi bloccare manualmente le maniglie delle pinze di guida [5], in modo che le pinze di guida [5] non possano chiudersi ulteriormente. Questo fa sì che le estremità della cinghia rimangano in contatto con la piastra di riscaldamento ma senza determinare una pressione (circa 5-10 s, a seconda del diametro della cinghia). Questo consente alle estremità della cinghia di fondersi completamente senza allargare ulteriormente il cordone di saldatura. ATTENZIONE! Un accidentale contatto tra la cinghia e la superficie della lama calda può generare fumi dannosi alla salute. Non inalare i vapori generati durante la saldatura. Eseguire la saldatura delle cinghie termoplastiche solo in presenza di un’adeguata aerazione! L’applicazione di adeguati dispositivi di aspirazione e/o protezione individuale deve essere valutata dall’utilizzatore in base alle caratteristiche del luogo di lavoro e alla vigente legislazione locale. Aprire leggermente le pinze di guida [5] premendo le maniglie. Estrarre la saldatrice [2] e appoggiarla su un piano. Allo stesso tempo chiudere con cautela le pinze di guida [5] (congiungendo le due sezioni fuse). ATTENZIONE Non toccare le superfici calde! Tenere lontani dal dispositivo acqua e materiali fusibili. Lasciare raffreddare la giunzione nelle pinze di guida [5] per circa 1-2 min. Aprire le teste di guida [11] allentando i dati zigrinati [12] e rimuovere la cinghia saldata. Aprire le pinze di guida [5] e bloccare la staffa di fissaggio [4]. Quando la saldatrice non viene utilizzata, staccare la spina di alimentazione. Rimuovere il cordone di saldatura utilizzando pinze, lima o mola smerigliatrice. Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 10 di 21 ATTENZIONE Dopo l’uso scollegare il dispositivo di pressatura a caldo dall’alimentazione e lasciarlo raffreddare completamente prima di riporlo nel suo imballo. 7 Manutenzione Mantenere sempre pulito il dispositivo di saldatura. Pulire regolarmente la piastra di riscaldamento [1] e rimuovere tutti i residui di materiale. Pulire la piastra di riscaldamento [1] con un panno di cotone quando è calda. La pulizia della pressa deve essere effettuata a dispositivo scollegato dalla rete elettrica, con panno imbevuto di acqua o solvente. Non ricollegare l’alimentazione di rete finché la pressa non è completamente asciutta. Pericolo di scottature! Utilizzare un panno di cotone ripiegato più volte su se stesso per assicurare un buon isolamento termico. Prestare attenzione a non toccare le superficie calde! Non pulire mai la piastra di riscaldamento [1] con oggetti duri (come cacciavite o spatole)! Pericoli di danni al rivestimento in teflon. Controllare che le pinze di guida [5] funzionino correttamente. Se necessario pulire e lubrificare leggermente il perno sull’asse [9] e la barra di guida [10]. Controllare periodicamente il cavo di alimentazione e la spina per verificare che non presentino difetti (isolamento danneggiato ecc.) e se necessario rimuoverli o sostituirli con ricambi dello stesso tipo. 7.1 Misurazione della temperatura delle piastre Una volta al mese controllare che la temperatura di processo della piastra riscaldante sia corretta. Effettuare questo controllo in un luogo chiuso privo di correnti d’aria e con una temperatura ambiente compresa tra 18 e 25°C. - Far riscaldare la saldatrice per 15 minuti. Appoggiare un sensore di temperatura di precisione sulla piastra di riscaldamento [1] L’indicatore della temperatura deve segnare 250°C ± 10°C / 482°F ± 18°F Qualora la temperatura misurata si discosta da questa sopra indicata, sostituire il saldatore. 7.2 Sostituzione del cavo di alimentazione Periodicamente controllare il cavo di alimentazione. In caso fosse rovinato, sostituirlo con lo stesso tipo (H05-RNF). Per esser certi che questa riparazione venga effettuata esclusivamente da personale addestrato saranno necessari attrezzi speciali. Tutti gli interventi sul dispositivo di pressatura a caldo che interessano componenti elettrici possono essere eseguiti soltanto da tecnici specializzati. Rispettare le normative locali concernenti la formazione richiesta per questo personale. Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 11 di 21 7.3 Ordine di accessori/ricambi Ricambi e accessori possono essere ordinati direttamente al produttore al seguente indirizzo: Habasit Italiana S.p.A. Via del Lavoro, 50. 31016 CORDIGNANO (TV) Tel.: +39 0438 9113 Fax: + 39 0438 912374 E_mail : [email protected] Internet : www.habasit.com Si prega di specificare chiaramente il codice delle parti ordinate. Indicare i codici in base alle immagini del capitolo “PARTI DI RICAMBIO”, se è possibile, la tensione elettrica richiesta per il collegamento alla rete. Non è consentito l’impiego di ricambi di marche diverse non conformi alle specifiche Habasit. Habasit declina ogni responsabilità derivante da impiego di ricambi non originali Habasit. 7.4 Garanzia Tutti gli utensili sono sottoposti ad un accurato controllo finale. Sono garantiti per 1 anno da difetti di materiale e di fabbricazione a condizione che vengano utilizzati correttamente. 7.5 Consulenza tecnica I nostri esperti sono a disposizione per qualsiasi consulenza. Per domande tecniche relative al funzionamento e alle condizioni del dispositivo di pressatura a caldo contattare il produttore all’indirizzo sopracitato. Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Manuale d’uso e manutenzione PQ-18 Pagina 12 di 21 8 Smantellamento del prodotto e relativa rottamazione Le operazioni di disinstallazione devono essere eseguite da tecnici del Servizio Assistenza HABASIT o da tecnici autorizzati HABASIT, che posseggano esperienza in: Montaggio/smontaggio di macchine Montaggio/smontaggio d’impianti elettrici, pneumatici, idrici e consultazione schemi relativi. Il prodotto viene dismesso e smantellato normalmente solo quando se ne decide la sua sostituzione. L’operazione può essere effettuata da ditte specializzate o in proprio; in ogni caso è necessario attenersi alla normativa vigente. Se la demolizione viene fatta con proprio personale, occorrerà suddividere i vari componenti separandoli per tipologia e incaricando successivamente ditte specializzate (ed autorizzate) allo smaltimento dei vari prodotti. Ricordiamo che i più importanti materiali impiegati nella costruzione della macchina sono i seguenti: Acciai Alluminio Cavi elettrici Materiali plastici Gomma Habasit Italiana Spa ha adottato adeguate misure per ridurre al minimo lo smaltimento dei RAEE generati dall’impiego di AEE incorporate nelle macchine di propria costruzione, al fine di ridurre al minimo i RAEE sotto forma di rifiuti urbani misti, per assicurarne il trattamento corretto e un elevato livello di raccolta differenziata dei RAEE stessi. Habasit provvede alla raccolta dei RAEE generati dalle proprie attività di produzione, manutenzione ed assistenza in conformità dell’art 13 della direttiva 2012/19/UE. La ditta Habasit, al fine di ridurre la presenza di sostanze pericolose per il riciclaggio contenute nelle nuove AEE, richiede ai propri fornitori di AEE la conformità alla direttiva 2012/19/UE e di fornire con l’AEE anche un’esplicita dichiarazione di conformità alla direttiva 2002/95/CE (RoHS). Questa macchina è stata progettata e realizzata con materiali e componenti che possono essere riutilizzati. Se la demolizione viene fatta con proprio personale, occorrerà suddividere i vari componenti separandoli per tipologia. I RAEE devono essere raccolti separatamente (art. 3-h) e smaltiti conformemente all’art. 6 della direttiva 2012/19/UE. ATTENZIONE! Prima di eseguire qualsiasi intervento sulla macchina occorre assicurarsi che gli impianti (elettrico, idrico e pneumatico) siano scollegati dalle fonti d’alimentazione d’energia, che l’impianto pneumatico e idrico sia opportunamente depressurizzato e che non ci siano residui d’energia potenziale sugli organi mobili. Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Manuale d’uso e manutenzione PQ-18 Pagina 13 di 21 ATTENZIONE! Seguire la logica di disconnessione di seguito indicata: - Scollegare il circuito elettrico - Procedere con lo smontaggio meccanico Se la pressa viene immagazzinata per un certo tempo predisporla come indicato nella sezione successiva. Se dovrà essere immediatamente movimentata riferirsi alla sezione pertinente. Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 14 di 21 9 Assistenza tecnica L’assistenza tecnica di Habasit Italiana S.p.A. è a disposizione per rispondere alle vostre richieste ed è rintracciabile al seguente indirizzo: Habasit Italiana S.p.A. Via del Lavoro, 50. 31016 CORDIGNANO (TV) Tel.: +39 0438 9113 Fax: + 39 0438 912374 E_mail : [email protected] Internet : www.habasit.com Responsabilità legata al prodotto, considerazioni relative all'applicazione Il cliente è responsabile della corretta scelta e applicazione dei prodotti Habasit, compreso il relativo ambito della sicurezza del prodotto. Tutte le indicazioni e le informazioni sono raccomandazioni e vanno ritenute affidabili, ma nessun genere di asserzione, garanzia o promessa viene reso in merito alla accuratezza o idoneità di tali informazioni in caso di applicazioni particolari. I dati qui forniti si basano su prove di laboratorio effettuate con apparecchiature per test su scala ridotta e in condizioni standard e non rispecchiano necessariamente le prestazioni del prodotto nell'uso industriale. Nuove conoscenze ed esperienze potranno apportare il prodotto modifiche e cambiamenti in tempi brevi e senza alcun preavviso. POICHÉ LE CONDIZIONI D'USO SONO FUORI DAL CONTROLLO DELLA HABASIT O DELLE SUE SOCIETÀ AFFILIATE, NON POSSIAMO ASSUMERCI ALCUNA RESPONSABILITÀ IN MERITO ALL'IDONEITÀ E ALL' AFFIDABILITÀ DEI PRODOTTI QUI INDICATI. CIÒ SI ESTENDE ANCHE AI RISULTATI DEI PROCESSI DI LAVORAZIONE, ALLE CARATTERISTICHE DEL PRODOTTO FINALE, COSÌ COME AGLI EVENTUALI DIFETTI, DANNI E ALTRE CONSEGUENZE CHE POTREBBERO DERIVARE. Il presente manuale di uso e manutenzione e suoi allegati sono redatti in lingua originale (Italiano) Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 15 di 21 Saldatrice a caldo PQ-18 Allegati Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 16 di 21 10 Parti di ricambio 10.1 Saldatrice 20 23 22 21 WELDER POS. 20 21 22 23 23 CODE H080700024 H080701015 H08N060926 H08N060925 H08N060924 DESCRIPTION PIASTRINA DI SALDATURA TEFLONATA M4X8 GRANO A TESTA PIANA SUPPORTO APPOGGIO SALDATORE SALDATORE A 120VAC CON SPINA MODELLO USA SALDATORE A 230VAC CON SPINA EURO Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 10.2 Pagina 17 di 21 Pinza guida con dispositivo di bloccaggio 24 25 33 34 26 27 35 36 28 37 38 39 29 30 31 32 40 42 41 43 Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 POS. QT.A’ 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 Pagina 18 di 21 H080690240 PINZA DI BLOCCAGGIO CODICE H080700534 H080702021 H080701020 H080700029 H080702020 H080701021 H080701019 H080701018 H080702022 H080700025 H080701022 H080701017 H080700027 H080702516 H080708035 H080702019 H080700529 H080701016 H080700026 H080700028 DESCRIZIONE DADI ZIGRINATAI GANCIO CHIUSO MORS. TEN. CING. PQ-18 PERNO GUIDA MORS TEN CING PQ-18 BLOC. GUIDA MORS. TEN. CING. PQ-18 PERNO ASSE PERNO STAFFA DI FISSAGGIO AL TAVOLO PERNO CD-60/CD-61/PQ-18 TAPPO SPINA PRESSA PQ-18 ANELLO DI TENUTA Ø 4MM TARGHETTA MANICO CD-60/CD-61/PQ-18 DISPOSITIVO DI BLOCCAGGIO MOLLA DI CHIUSURA STAFFA DI FISSAGGIO Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 19 di 21 11 Accessori necessari 11.1 Tronchese Il tronchese S-16 è uno strumento manuale per il taglio di cinghie tonde termoplastiche alla lunghezza desiderata prima che abbia luogo la procedura di giunzione Quickmelt. Il tronchese S-16 permette di eseguire un taglio ad angolo retto preciso fino a 15 mm / 0.6 in. di diametro. Illustrazione 5 Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 20 di 21 12 A1 - Lista di controllo di manutenzione preventiva Responsabili: A: Operatore di macchina B: Tecnico di manutenzione Lavoro da eseguire (per ulteriori informazioni e numeri di riferimento si veda manuale d’uso) Ogni giorno Esecuzione periodica (mensile) Osser1 6 vazione 1. 1.1 Pulizia Pulire il dispositivo dopo l’uso, rimuovere i residui depositati 2. Ispezionare il cavo di allacciamento 2.1 Esaminare cavo e spina per verificare l’assenza di difetti B 3. 3.1 Misurazione della temperatura della piastra riscaldante Procedere come indicato nel capitolo “MANUTENZIONE”. B Osservazioni e appunti: Codice ricambio Criterio di valutazione A isolamento danneggiato, raccordi difettosi Habasit Italiana S.p.A. Via del Lavoro 50 I-31016 – Cordignano (TV) Tel.: +39 0438 9113 Fax: +39 0438 912374 Manuale d’uso e manutenzione PQ-18 Autore: AA Edizione: 03/2014 Sostituisce: 06/2013 Pagina 21 di 21 13 A2 - Scheda riassuntiva degli interventi di manutenzione preventiva Macchina tipo: Macchina n.: Data di messa in funzione: Azioni da eseguire – vedere lista di controllo (lavori giornalieri non registrati) 2.1 Controllare eventuali danni del cavo 3.1 Misurare temperatura piastra riscaldante Osservazioni, riparazioni: controllo successivo eseguito visto data controllo successivo eseguito visto data controllo successivo eseguito visto data controllo successivo eseguito visto data
Scaricare