1181
1183
Manuale istruzioni
1181-D
1183-D
Questo manuale istruzioni è valido per macchine a partire
dai seguenti numeri di serie:
#
6 001 000
296-12-18 709/005
Betriebsanleitung ital. 06.04
Il presente manuale è valido per tutti i modelli e le sottoclassi indicati nel
capitolo 3 Dati tecnici.
La ristampa, la riproduzione e la traduzione, anche di singoli passi, di manuali di istruzioni
della Pfaff sono consentite solo previa nostra autorizzazione e con indicazione della fonte.
PFAFF Industrie Maschinen AG
Postfach 3020
D-67653 Kaiserslautern
Königstr. 154
D-67655 Kaiserslautern
Indice
Indice ....................................................................................... pag. capitolo
1
1.01
1.02
1.03
1.04
1.05
1.05.01
1.05.02
1.06
Sicurezza ...................................................................................................................
Direttive .....................................................................................................................
Norme generali di sicurezza .......................................................................................
Segnali d’avvertimento ...............................................................................................
Raccomandazioni per l’utente ....................................................................................
Operatori e personale qualificato ................................................................................
Operatori ....................................................................................................................
Personale qualificato ..................................................................................................
Avvertenze di pericolo ................................................................................................
2
Uso conforme alla destinazione .............................................................................. 2 - 1
3
3.01
3.02
Specifiche tecniche .................................................................................................. 3 - 1
PFAFF 1181, PFAFF 1183 .......................................................................................... 3 - 1
Modelli e sottoclassi .................................................................................................. 3 - 2
4
Smantellamento della macchina ............................................................................. 4 - 1
5
5.01
5.02
5.03
5.04
Trasporto, imballaggio e immagazzinaggio ...........................................................
Consegna al cliente ....................................................................................................
Trasporto all’interno dell’azienda del cliente ...............................................................
Smaltimento dell’imballaggio .....................................................................................
Immagazzinaggio .......................................................................................................
6
Legenda dei simboli ................................................................................................. 6 - 1
7
7.01
7.02
7.03
7.04
7.05
7.06
7.07
7.08
7.09
7.09.01
7.09.02
Organi di comando ..................................................................................................
Interruttore generale ..................................................................................................
Tasti sulla testa della macchina ..................................................................................
Pedale ........................................................................................................................
Leva alzapiedino .........................................................................................................
Manopola di regolazione della lunghezza di punto / Tasto di cucitura a ritroso ...........
Leva a ginocchio ........................................................................................................
Dispositivo tagliacimosse -731/01 ..............................................................................
Pulsante per dispositivo scartafilo -909/04 .................................................................
Pannello di comando ..................................................................................................
Dati visualizzati sul display .........................................................................................
Tasti funzione .............................................................................................................
7
7
7
7
7
7
7
7
7
7
7
7
-
1
1
1
2
2
3
3
4
4
5
5
5
8
8.01
8.01.01
8.01.02
8.01.03
8.01.04
8.01.05
Installazione e messa in funzione iniziale ...............................................................
Installazione ...............................................................................................................
Sollevamento del piano tavolo ....................................................................................
Messa in tensione della cinghia di trasmissione .........................................................
Montaggio del copricinghia superiore .........................................................................
Montaggio del copricinghia inferiore ..........................................................................
Montaggio del portarocchetti .....................................................................................
8
8
8
8
8
8
8
-
1
1
1
2
2
3
3
1
1
1
1
1
1
1
1
1
5
5
5
5
5
-
-
1
1
1
2
2
3
3
3
4
1
1
1
1
1
Indice
Indice ....................................................................................... pag. capitolo
8.02
8.03
8.03.01
8.03.02
8.04
8.05
8.06
8.07
8.08
Collegamento di connessioni ad innesto e cavo di terra .............................................
Blocco avviamento .....................................................................................................
Montaggio del blocco avviamento ..............................................................................
Verifica della funzione Blocco avviamento ..................................................................
Posizione base del motore della macchina .................................................................
Messa in funzione iniziale ...........................................................................................
Accensione e spegnimento della macchina ...............................................................
Foro nel piano del tavolo ............................................................................................
Montaggio del piano di lavoro ....................................................................................
8
8
8
8
8
8
8
8
8
-
4
5
5
5
6
7
7
8
9
9
9.01
9.02
9.03
9.04
9.05
9.06
Preparazione .............................................................................................................
Inserimento dell’ago ...................................................................................................
Spolatura del filo inferiore, messa in tensione preliminare del filo ..............................
Estrazione ed inserimento della capsula della spolina ................................................
Infilatura della capsula spolina / Regolazione della tensione del filo inferiore ..............
9
9
9
9
9
-
1
1
2
3
3
10
10.01
10.02
10.03
Cucitura ...................................................................................................................
Programma di rammendo ........................................................................................
Cucitura con conteggio ............................................................................................
Messaggi d’errore ....................................................................................................
11
11.01
11.02
Manutenzione e cura .............................................................................................. 11 - 1
Pulizia ....................................................................................................................... 11 - 1
Riempimento del serbatoio dell’olio (non necessario nel modello 1181-D e 1183-D) .... 11 - 2
12
Componenti usurabili ............................................................................................ 12 - 1
Infilatura del filo superiore / Regolazione della tensione del filo superiore .................. 9 - 4
Input delle travette all’inizio e al termine della cucitura .............................................. 9 - 5
10
10
10
10
-
1
2
2
3
Sicurezza
1
Sicurezza
1.01
Direttive
La macchina è stata costruita in base alle norme europee riportate nella dichiarazione di
conformità e/o nella dichiarazione del fabbricante.
In aggiunta alle presenti istruzioni, osservare anche le disposizioni e norme di legge generali
ed altre (anche quelle del paese in cui viene installata la macchina) e le disposizioni vigenti in
materia di difesa ambientale!
Osservare sempre le vigenti disposizioni nazionali dell’ente antinfortuni o di altre autorità di
controllo!
1.02
Norme generali di sicurezza
● Usare la macchina solo dopo aver preso visione delle relative istruzioni; la macchina dovrà
essere usata solo da operatori appositamente addestrati!
● Prima della messa in funzione, leggere attentamente anche le norme di sicurezza e il
manuale di istruzioni del costruttore del motore!
● Osservare le avvertenze e i segnali di pericolo apportati sulla macchina stessa!
● Usare la macchina solo conformemente alla sua destinazione e sempre con i relativi
dispositivi di sicurezza, tenendo conto di tutte le pertinenti norme di sicurezza.
● Per la sostituzione di pezzi della macchina (come per es. ago, piedino, placca d’ago e
bobina), l’infilatura, l’abbandono del posto di lavoro e gli interventi di manutenzione,
disinserire la macchina staccando la spina dalla presa di corrente o azionando l’interruttore
generale!
● I lavori di manutenzione ordinaria giornaliera devono essere eseguiti esclusivamente da
personale appositamente addestrato!
● Riparazioni e lavori di manutenzione straordinaria devono essere eseguiti esclusivamente
da personale qualificato o appositamente addestrato!
● Gli interventi su apparecchi elettrici devono essere eseguiti esclusivamente da personale
qualificato!
● Non eseguire lavori su componenti ed apparecchiature sotto tensione! Per le eccezioni si
rimanda alle norme EN 50110.
● Per modifiche o rimaneggiamenti della macchina, osservare assolutamente tutte le
pertinenti norme di sicurezza!
● Per riparazioni utilizzare esclusivamente pezzi di ricambio da noi autorizzati! Facciamo
presente esplicitamente che ricambi ed accessori non di nostra consegna non sono stati
da noi né testati né autorizzati. Il montaggio e/o l’uso di tali prodotti può quindi
eventualmente modificare negativamente le caratteristiche costruttive di fabbrica della
macchina. Non rispondiamo di danni causati dall’uso di pezzi non originali.
1-1
Sicurezza
1.03
Segnali d’avvertimento
Zona pericolosa!
Avvertenze da tenere presente attentamente.
Pericolo di lesioni per operatori e personale qualificato!
Attenzione
E'obbligatorio l'uso del mezzi di protezione
antinfortunistica in dotazione alla macchina.
Prima di effettuare l'infilatura o regolazioni sulla
macchina, spegnere sempre l'interruttore principale.
I
1.04
Raccomandazioni per l’utente
● Le presenti istruzioni sono parte integrante della macchina e devono essere tenute in
qualsiasi momento a portata di mano dall’operatore.
Leggere le istruzioni prima di mettere in funzione per la prima volta la macchina.
● Istruire gli operatori ed il personale qualificato sui dispositivi di sicurezza della macchina e
su metodi di lavoro sicuri.
● L’utente è tenuto a mantenere la macchina in perfetto stato.
● L’utente è tenuto a controllare che i dispositivi di sicurezza non vengano smontati o
disattivati.
● L’utente è tenuto ad assicurarsi che la macchina venga usata esclusivamente da personale autorizzato.
Per ulteriori informazioni si prega di rivolgersi al rivenditore competente.
1-2
Sicurezza
1.05
Operatori e personale qualificato
1.05.01
Operatori
Gli operatori sono le persone responsabili del montaggio, dell’azionamento e della pulizia
della macchina, nonché della riparazione di anomalie derivanti dalle operazioni di cucito.
Gli operatori sono tenuti ad osservare le seguenti norme di comportamento:
● osservare per tutti i lavori le norme di sicurezza riportate nel manuale di istruzioni!
● non eseguire alcuna operazione che possa pregiudicare la sicurezza della macchina!
● indossare indumenti attillati ed evitare di portare gioielli come collane o anelli!
● accertarsi anche loro che solo persone autorizzate si trovino nella zona di pericolo della
macchina!
● avvisare subito l’utente se la sicurezza della macchina, in seguito all’apporto di modifiche,
non è più garantita!
1.05.02
Personale qualificato
Il personale qualificato è rappresentato da elettricisti, elettrotecnici ed elettromeccanici,
responsabili della lubrificazione, manutenzione, riparazione e messa a punto delle macchine.
Il personale qualificato è tenuto ad osservare le seguenti norme di comportamento:
● osservare per tutti i lavori le norme di sicurezza riportate nel manuale di istruzioni!
● prima di procedere a lavori di messa a punto e riparazione, spegnere l’interruttore
generale ed assicurarsi che la macchina non si riaccenda!
● prima di procedere a interventi di messa a punto e riparazione, attendere che si spenga
del tutto (non deve nemmeno lampeggiare) la spia luminosa sul quadro di comando!
● non eseguire lavori su componenti e dispositivi sotto tensione! Per le eccezioni si rimanda
alle norme EN 50110.
● dopo lavori di riparazione o manutenzione, rimettere a posto i ripari e richiudere il vano
comandi elettrici.
1-3
Sicurezza
1.06
Avvertenze di pericolo
Durante il funzionamento tenere sgombro davanti e dietro la macchina uno
spazio di 1 m per potervi avere libero accesso in qualsiasi momento.
Non avvicinare mai le mani agli aghi durante le operazioni di cucito!
Pericolo di lesioni causate dall’ago!
Non lasciare alcun oggetto sul tavolo da lavoro durante le operazioni di messa a
punto! Potrebbero incastrarsi o venire scagliati! Pericolo di lesioni dovute a
oggetti volanti!
1
4
2
5
Fig. 1 - 01
3
Non azionare la macchina senza la protezione della leva tendifilo 1!
Pericolo di lesioni dovute al movimento della leva!
Non azionare la macchina senza il salvadito 2!
Pericolo di lesioni causate dall’ago!
Non azionare le macchine con motore integrato senza blocco d’accensione 3!
Pericolo di lesioni dovute all’avviamento involontario della macchina!
Nel caso che si utilizzi un motore esterno, non azionare la macchina senza il
copricinghia 4 e 5! Pericolo di lesioni dovute alla cinghia!
1-4
Uso conforme alla destinazione
2
Uso conforme alla destinazione
La PFAFF 1181 è una cucitrice rapida monoago esente da lubrificazione, con trasporto ago e
trasporto inferiore
La PFAFF 1183 è una cucitrice rapida monoago ad alta potenza, con trasporto inferiore.
La PFAFF 1181-D è una cucitrice rapida monoago esente da lubrificazione, con trasporto ago
e trasporto inferiore
La PFAFF 1183-D è una cucitrice rapida monoago esente da lubrificazione, con trasporto inferiore.
Queste macchine servono alla realizzazione del doppio punto annodato nell’industria tessile.
Ogni uso della macchina non autorizzato dal costruttore è considerato non
conforme alla destinazione! Il costruttore non risponde di danni derivanti da un
uso non conforme alla destinazione! Un uso conforme alla destinazione
presuppone, fra l’altro, l’osservanza delle norme imposte dal costruttore per
l’azionamento, la messa a punto, la manutenzione e la riparazione della
macchina!
2-1
Specifiche tecniche
3
Specifiche tecniche ▲
3.01
PFAFF 1181, PFAFF 1181-D, PFAFF 1183, PFAFF 1183-D
Tipo di punto: ......................................................................... 301 (doppio punto annodato)
Sistema d’ago: ....................................................... 134 e/o 134 KK per sottoclasse 731/01
Titolo degli aghi (Nm) in 1/100 mm:
Modello A: .................................................................................................................60 - 70
Modello B: ............................................................................................................... 80 - 100
Modello CN: .......................................................................................................... 110 - 120
Diametro effettivo del volantino: .............................................................................. 65 mm
Passaggio sotto il piedino: ..................................................................................... 9-13 mm
Larghezza del passaggio: ....................................................................................... 260 mm
Altezza del passaggio: ............................................................................................ 125 mm
Dimensioni della piastra base: ...................................................................... 476 x 177 mm
Dimensioni della testa (macchina senza tavolo)
Lunghezza: ..................................................................................................... circa 550 mm
Larghezza: ...................................................................................................... circa 180 mm
Altezza (su tavolo): ......................................................................................... circa 300 mm
Max. lunghezza punto:
Modello A : .............................................................................................................. 3,0 mm
Modello B: ............................................................................................................... 4,5 mm
Modello CN: ............................................................................................................ 6,0 mm
Velocità max. PFAFF 1181 / 1183
Modello A e B ........................................................................................... 5500 punti/min ◆
Sottoclasse -731/01: .................................................................................. 4500 punti/min ◆
Sottoclasse -948/51: .................................................................................. 5000 punti/min ◆
Sottoclasse -8/44: ..................................................................................... 3000 punti/min ◆
Modello CN ............................................................................................... 3800 punti/min ◆
Velocità max. PFAFF / 1181-D / 1183-D
Modello A e B: .............................................................................................. 4000 Sti/min ◆
Sottoclasse -8/44: ......................................................................................... 3000 Sti/min ◆
Corsa della barra d’ago:: ................................................................................ 30 e/o 36 mm
Dati di allacciamento:
Tensione di esercizio: .....................................................................230 V ± 10 %, 50/60 Hz
Max. potenza assorbita: ........................................................................................... 400 VA
Fusibili: ......................................................................................... 1 x 16 A, azione ritardata
3-1
Specifiche tecniche
Rumorosità:
Livello di pressione acustica delle emissioni sul posto di lavoro alla velocità indicata
( Misura della rumorosità secondo DIN 45 635-48-A-1, ISO 11204, ISO 3744, ISO 4871)
PFAFF 1181-D a n = 3200 min-1: .............................................................. LpA < 76,0 dB(A) ■
PFAFF 1183-D a n = 3200 min-1: ............................................................. LpA < 76,5 dB(A) ■
PFAFF 1181 a n = 4400 min-1: .................................................................. LpA < 80,0 dB(A) ■
PFAFF 1183 a n = 4400 min-1: ................................................................. LpA < 80,5 dB(A) ■
Peso netto della testa: ....................................................................................... circa 30 kg
Peso lordo della testa: ........................................................................................ circa 38 kg
3.02
▲
Con riserva di modifiche tecniche
◆
3800 punti/min con corsa della barra d’ago 36 mm
■
KpA = 2,5 dB
Modelli e sottoclassi
Modello A: ........................................................................ per la lavorazione di materiali fini
Modello B: ..................................................................... per la lavorazione di materiali medi
Modello CN ..................................................... per la lavorazione di materiali medio-pesanti
Dispositivi supplementari:
Sottoclasse –731/01 ..................................................................... dispositivo tagliacimosse
sottoclasse -900/24 ................................................................................. dispositivo rasafili
sottoclasse -909/04 ............................................................................. dispositivo scartafilo
sottoclasse -910/06 ........................................................................ premistoffa automatico
sottoclasse -911/37 ....................................................................... dispositivo di bloccaggio
3-2
Smaltimento della macchina
4
Smaltimento della macchina
● Uno smaltimento regolare della macchina è compito del cliente.
● I materiali utilizzati per la macchina sono acciaio, alluminio, ottone e diverse materie
plastiche.
L’impianto elettrico è costituito da plastica e rame.
● La macchina deve essere smaltita in conformità alle norme di tutela dell’ambiente vigenti
in logo; incaricare eventualmente un’impresa specializzata.
Fare attenzione che le parti sporche di lubrificante siano smaltite separatamente
in conformità alle norme di tutela dell’ambiente vigenti in loco!
4-1
Trasporto, imballaggio e magazzinaggio
5
Trasporto, imballaggio e magazzinaggio
5.01
Trasporto all’azienda del cliente
Le macchine sono consegnate completamente imballate
5.02
Trasporto all’interno dell’azienda del cliente
Il produttore non risponde del trasporto all’interno dell’azienda del cliente e nei singoli luoghi
d’impiego. Fare attenzione che le macchine siano trasportate unicamente in posizione
verticale.
5.03
Smaltimento dell’imballaggio
L’imballaggio di queste macchine consiste in carta, cartone e flisellina.
Il cliente è tenuto a smaltire correttamente l’imballaggio.
5.04
Magazzinaggio
In caso di non utilizzo, la macchina può restare in magazzino fino a 6 mesi. In tal caso deve
essere protetta dalla sporcizia e dall’umidità.
In caso di magazzinaggio della macchina per un periodo prolungato, proteggere i singoli
componenti ed in particolare le loro superfici di scorrimento dalla corrosione, per esempio
con un velo d’olio.
5-1
Simbologia
6
Simbologia
Nel presente manuale d’uso, i lavori da svolgere o le informazioni importanti sono
sottolineate mediante simboli. I simboli utilizzati hanno il seguente significato:
Nota, informazione
Pulizia, cura
Lubrificazione
Manutenzione, riparazioni, registrazioni, manutenzione straordinaria
(interventi eseguiti esclusivamente da personale specializzato).
6-1
Organi di comando
7
Organi di comando
7.01
Interruttore generale
● La macchina viene accesa e spenta
ruotando l’interruttore generale 1.
77-005
1
Fig. 7 - 01
7.02
Tasti sulla testa della macchina
● Premendo il rispettivo tasto, vengono
eseguite le seguenti funzioni
Tasto 1: cucitura a ritroso
Tasto 2: sopprime o abilita la formazione
automatica della travetta all’inizio o
alla fine della cucitura
3
Tasto 3: posiziona in alto o in basso l’ago
durante le interruzioni di cucito
2
1
Fig. 7 - 02
7-1
Organi di comando
7.03
Pedale
0
0
=
posizione di riposo
1
=
cucire
2
=
sollevare piedino (per macchine
con dispositivo -910/06)
3
=
tagliare filo (per macchine con
dispositivo -900/24)
1
2
3
Fig. 7 - 03
7.04
Leva alzapiedino
● Ruotando la leva 1, si solleva il piedino.
1
Fig. 7 - 04
7-2
Organi di comando
7.05
Manopola di regolazione della lunghezza di punto / Tasto di cucitura a ritroso
● Per regolare la lunghezza di punto basta
premere e contemporaneamente ruotare
la manopola 1.
● Per cucire a ritroso basta premere il
tasto 2.
1
2
Fig. 7 - 05
7.06
Leva a ginocchio
● Premendo la leva a ginocchio 1 nel senso
della freccia, si solleva il piedino.
1
Fig. 7 - 06
7-3
Organi di comando
7.07
Dispositivo tagliacimosse –731/01
Non toccare la lama in
funzione! Pericolo di lesioni!
● Premendo o sollevando il tasto 1, si
inserisce o disinserisce il dispositivo
tagliacimosse.
1
Fig. 7 - 07
7.08
Pulsante per dispositivo scartafilo -909/04
● Cambiando la posizione dell’interruttore 1
si inserisce o disinserisce il dispositivo
scartafilo.
Posizione l : dispositivo inserito
Posizione 0 : dispositivo disinserito
I
Fig. 7 - 08
7-4
1
Organi di comando
7.09
Pannello di comando
2
4
1
3
SPEED
TE
ERROR
3
3
3
A
B
C
3
D
Il pannello di comando è composto dal display 1 e dai tasti funzione descritti di seguito. Il
display 1 è composto da un display LCD alfanumerico a 7 segmenti, ad una riga di 8 caratteri.
I testi 2 disposti sopra e accanto al display LCD mostrano lo stato dei rispettivi tasti funzione
e gli stati operativi della macchina.
Alla sua accensione, il pannello di comando attiva automaticamente per un breve tempo tutti
i segmenti LCD e il segnale acustico. Nel display compare quindi la scritta PFAFF fino a
quando il comando di ordine superiore non invia ordini al pannello di comando.
I tasti funzione sono disposti intorno al display 1 e consistono in una tastiera a membrana
senza definizione in rilievo dei tasti e senza risposta tattile. Ai tasti sono attribuite funzioni
fisse, vedi Capitolo 7.09.02 Tasti funzione.
7.09.01
Dati visualizzati sul display
● Le funzioni attivate sono contrassegnate con un simbolo triangolare 3 sotto o accanto al
rispettivo tasto funzione.
● Durante la cucitura vengono visualizzati tutti i dati di cucitura importanti, che possono
essere modificati direttamente a seconda dello stato della macchina, vedi anche Capitolo
10 Cucitura.
● All’immissione dei parametri, il numero di parametro selezionato viene visualizzato
insieme al relativo valore, vedi Capitolo 13.11.02 Esempio di immissione parametri
nelle istruzioni di regolazione.
7.09.02
Tasti funzione
I tasti funzione descritti di seguito servono sostanzialmente ad attivare e disattivare le
funzioni della macchina. Ogni pressione di un tasto deve essere confermata con almeno un
beep semplice. L’azionamento di tasti non validi, indipendentemente dal rispettivo stato
operativo della macchina, e il raggiungimento di valori limite sono segnalati con un doppio
beep.
Se è necessario stabilire un determinato valore per la funzione attivata, esso viene impostato
per mezzo del relativo tasto +/- . Tenendo premuto il relativo tasto +/- , il valore numerico
corrispondente 4 varia dapprima lentamente. Se il relativo tasto +/- è tenuto premuto più a
lungo, i valori variano più rapidamente.
7-5
Organi di comando
Travetta all’inizio della cucitura
● Premendo questo tasto, si attiva o disattiva il blocco ad inizio cucitura (formazione della
travetta all’inizio della cucitura). Il numero di punti in avanti (A) o di punti indietro (B) della
travetta all’inizio della cucitura è modificato premendo il sottostante tasto +/- . La
conversione da travetta doppia a travetta semplice è attuata azzerando il relativo numero
di punti.
Travetta al termine della cucitura
● Premendo questo tasto, si attiva o disattiva il blocco a fine cucitura (formazione della
travetta al termine della cucitura). Il numero di punti indietro (C) o di punti in avanti (D) è
modificato premendo il sottostante tasto +/- . La conversione da travetta doppia a travetta
semplice è attuata azzerando il relativo numero di punti.
Posizione ago
● Premendo questo tasto si attiva o disattiva la funzione "Ago in posizione alta dopo una
interruzione di cucito". Quando la funzione è attivata, l’ago si posiziona dopo
un’interruzione del cucito al p.m.s.
Posizione piedino dopo un arresto
● Premendo questo tasto si attiva o disattiva la funzione "Piedino in posizione alta dopo una
interruzione di cucito". Quando la funzione è attivata, il piedino viene sollevato dopo
un’interruzione del cucito.
Posizione piedino dopo un taglio
● Premendo questo tasto si attiva o disattiva la funzione "Piedino in posizione alta dopo un
taglio del filo". Quando la funzione è attivata, il piedino viene sollevato dopo un taglio del
filo.
Dispositivo rasafili
● Premendo questo tasto si attiva o disattiva la funzione "Taglio del filo".
Programma di rammendo (questa funzione è usata prevalentemente nell’industria tessile)
● Premendo questo tasto si attiva o disattiva la funzione Programma di rammendo. La
funzione Cucitura con conteggio viene disattivata automaticamente.
Cucitura con conteggio
● Premendo questo tasto si attiva o disattiva la funzione Cucitura con conteggio. La
funzione Programma di rammendo viene disattivata automaticamente.
TE/Speed
● Premendo una volta questo tasto, si attiva il limite di velocità in cucitura.
● Premendo due volte questo tasto (entro 5 secondi), si passa dalla modalità cucitura alla
modalità Input.
7-6
Installazione e messa in funzione iniziale
8
Installazione e messa in funzione iniziale
L’installazione e messa in funzione della macchina è da affidare esclusivamente
a personale qualificato! Dovranno essere osservate attentamente tutte le
pertinenti norme di sicurezza!
Se la macchina è stata fornita senza tavolo, accertarsi che l’impalcatura e il
supporto presenti siano in grado di reggere il peso della macchina e del motore.
Deve essere garantita la sufficiente stabilità del supporto, anche durante le
operazioni di cucito.
8.01
Installazione
Sul luogo d’installazione devono essere disponibili idonei attacchi per l’alimentazione
elettrica, vedi capitolo 3 Dati tecnici.
Accertarsi che sul luogo d’installazione siano presenti adeguati collegamenti alla rete
elettrica, che il terreno sia piano e solido e che l’illuminazione sia sufficiente.
A seconda del modello, per motivi tecnici d’imballaggio il piano tavolo della
macchina viene abbassato. Per il sollevamento e la regolazione in altezza del piano tavolo, attenersi alla seguenti istruzioni.
8.01.01
Sollevamento del piano tavolo
1
1
2
Fig. 8 - 01
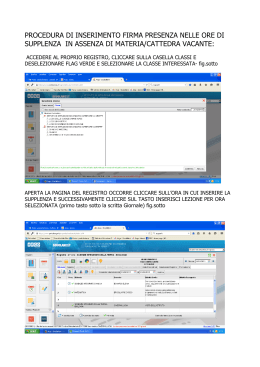
● Allentare le viti 1 e 2 e portare il piano tavolo all’altezza desiderata.
● Stringere bene le viti 1.
● Regolare il pedale nella posizione desiderata e riavvitare la vite 2.
8-1
Installazione e messa in funzione iniziale
8.01.02
Messa in tensione della cinghia di trasmissione
Questa operazione non è necessaria nel caso in cui la macchina sia dotata di
motore integrato.
● Allentare i dadi 1.
● Mettere in tensione la cinghia di
trasmissione con il bilanciere del
motore 2.
● Stringere i dadi 1.
2 cm
La fig. 8-02 mostra un motore
Quick. Nel caso si usi un
motore diverso, procedere
come descritto nel manuale di
istruzioni del motore.
2
1
Fig. 8 - 02
8.01.03
Montaggio del copricinghia superiore
Questa operazione non è necessaria nel caso in cui la macchina sia dotata di
motore integrato.
5
● Staccare l’elemento copricinghia 1 sui
punti contrassegnati con le frecce.
● Fissare il copricinghia 2 sui fori 3.
● Avvitare il copricinghia 4 con le viti 5 al
corpo della macchina.
5
4
2
3
5
3
5
3
3
Fig. 8 - 03
8-2
Installazione e messa in funzione iniziale
8.01.04
Montaggio del copricinghia inferiore
Questa operazione non è necessaria nel caso in cui la macchina sia dotata di
motore integrato.
● Montare il copricinghia 1 in modo tale che
sia la puleggia del motore che la cinghia
di trasmissione si muovano liberamente.
● Stringere le viti 2.
La fig. 8-04 mostra un motore
Quick. Nel caso si usi un
motore diverso, procedere
come descritto nel manuale di
istruzioni del motore.
2
1
2
Fig. 8 - 04
8.01.05
Montaggio del portarocchetti
● Montare il portarocchetti come indicato
nella fig. 8-05.
● Quindi inserire il portarocchetti nel foro
del piano tavolo e fissarlo con i dadi in
dotazione.
Fig. 8 - 05
8-3
Installazione e messa in funzione iniziale
8.02
Collegamento dei connettori ad innesto e del cavo di terra
3
B
A
2
90-004
1
Fig. 8 - 06
●
●
●
●
8-4
Inserire tutti i connettori sul quadro di comando 1 in base alla loro descrizione.
Avvitare il cavo di terra della testa e dell’interruttore generale sul punto di terra A.
Collegare per mezzo del cavo di terra 2 il punto di terra A ed il punto di terra B.
Avvitare il cavo di terra 3 del motore sul punto di terra B.
Installazione e messa in funzione iniziale
8.03
Blocco avviamento
8.03.01
Montaggio del blocco avviamento
● Inserire la macchina nel piano di lavoro.
● Svitare le viti 2 e regolare l’interruttore 1
in modo che l’interruttore 1 sia azionato
quando la testa è applicata.
● Stringere le viti 2 in questa posizione.
2
1
Fig. 8 - 07
8.03.02
Verifica della funzione Blocco avviamento
ERROR
E
9
● Accendere la macchina con l’interruttore generale e ribaltare la testa. Nel pannello di
comando deve comparire il messaggio d’errore "E9".
● Se il messaggio non compare, verificare le impostazioni dell’interruttore di sicurezza 1.
● Risollevare la testa e confermare il messaggio d’errore premendo il tasto TE/ Speed .
La macchina è nuovamente operativa.
8-5
Installazione e messa in funzione iniziale
8.04
Posizione base del motore della macchina
● Accendere la macchina.
2x
● Premere due volte il tasto TE/ Speed per richiamare la modalità operativa Input.
TE
101
on
A
● Premendo il relativo tasto +/- selezionare il parametro "798" e scegliere il livello assistenza
"C" , vedi Capitolo 13.11.01 Selezione del livello dell’utente nelle istruzioni di
regolazione.
TE
798
11
C
● Selezionare il parametro "800" premendo il relativo tasto +/- (senso di rotazione del
motore).
● Immettere il valore "0" premendo il relativo tasto +/-.
TE
800
0
C
● Selezionare il parametro "700" premendo il relativo tasto +/-.
TE
700
B
● Azionando il pedale, cucire un punto.
● Ruotare il volantino in senso orario fino a quando la punta dell’ago è all’altezza del bordo
superiore della placca d’ago.
● Terminare l’impostazione del motore della cucitrice premendo il tasto TE/ Speed.
8-6
Installazione e messa in funzione iniziale
8.05
Messa in funzione iniziale
1
2
● Prima della messa in funzione iniziale
accertarsi che la macchina, ed in
particolare i cavi di collegamento elettrici
della macchina non siano danneggiati.
● Pulire a fondo la macchina (vedi anche
cap. 10 "Manutenzione e cura").
● Far controllare a personale qualificato se
il motore della macchina può essere
alimentato con la tensione di rete
presente, e se è collegato correttamente.
In caso di discrepanze, non mettere
assolutamente in funzione la macchina.
● Prima della prima messa in funzione,
togliere il tappo 1 dal recipiente dell’olio 2.
Fig. 8 - 08
8.06
Il tappo 1 serve solo come
sicurezza durante il trasporto e
non deve essere utilizzato
durante la cucitura.
Accensione e spegnimento della macchina
● Accendere la macchina (Vedi capitolo 7.01 interruttore generale)
8-7
Installazione e messa in funzione iniziale
8.07
8-8
Foro nel piano del tavolo
Vista:
lato inferiore del
piano di lavoro
Trasduttore valore
nominale
Posizione del telaio
906-3550-005/895
8.08
Sistema di comando
Tasto a ginocchio
SRP / -948/51
Installazione e messa in funzione iniziale
Montaggio del piano di lavoro
91-264 343-95
Vers. 08.12.04
8-9
Preparazione
9
Preparazione
Rispettare tutte le norme e istruzioni contenute nel presente manuale.
Prestare particolare attenzione alle norme di sicurezza!
Tutti i lavori di preparazione devono essere eseguiti esclusivamente da personale addestrato. Durante tutti i lavori di preparazione, staccare l’alimentazione
elettrica della macchina premendo l’interruttore generale e staccando di cavo di
alimentazione dalla presa!
9.01
Inserimento dell’ago
Spegnere la macchina!
Pericolo di lesioni in caso di
avviamento improvviso della
macchina!
1
2
Fig. 9 - 01
Utilizzare esclusivamente aghi
del sistema previsto per la
macchina, vedi Capitolo 3 Dati
tecnici.
● Portare la barra d’ago nella posizione più
alta.
● Allentare la vite 1 e inserire l’ago 2 fino in
fondo.
● La scanalatura longitudinale dell’ago
deve essere rivolta verso la testa della
macchina.
● Stringere la vite 1.
La scelta dell’ago giusto dipende dal tipo di macchina, nonché dal filo e dal materiale in lavorazione (si veda capitolo 3 Specifiche tecniche).
9-1
Preparazione
9.02
Spolatura del filo inferiore, messa in tensione preliminare del filo
4
-
+
6
3
1
2
5
Fig. 9 - 02
● Inserire una bobina vuota 1 sul fuso 2 della spolina.
● Infilare il filo come illustrato nella figura 9-02 e avvolgerlo alcune volte in senso antiorario
sulla spolina 1.
● Accendere la spolatrice, premendo contemporaneamente sul fuso 2 e sulla leva 3.
La bobina si riempie automaticamente durante la cucitura.
Se la macchina viene utilizzata solo come spolatrice (senza cucire), è necessario
inserire la capsula della spolina nel crochet ! Pericolo di danni al crochet!
● Regolare se necessario la tensione del filo sulla bobina 1 agendo sulla vite zigrinata 4.
● La spolatrice si arresta automaticamente, quando la bobina 1 è piena.
Se il filo viene spolato in modo irregolare:
● Allentare il dado 5.
● Ruotare corrispondentemente il guidafilo 6.
● Riavvitare il dado 5.
9-2
Preparazione
9.03
Estrazione ed inserimento della capsula della spolina
Spegnere la macchina!
Pericolo di lesioni in caso di
avviamento improvviso della
macchina!
1
Per estrarre la capsula della bobina:
● Ribaltare la macchina all’indietro.
2
● Sollevare la staffa 1 e sfilare la capsula 2
della bobina.
Per inserire la capsula della bobina:
● Spingere la capsula 2 nel portacapsula,
fino ad avvertirne lo scatto.
Raddrizzare la macchina
servendosi di entrambe le mani!
Pericolo di schiacciarsi le dita
fra la macchina e il piano tavolo!
Fig. 9 - 03
9.04
Infilatura della capsula spolina / Regolazione della tensione del filo
inferiore
5 cm
● Inserire la spolina nella capsula.
● Infilare il filo attraverso la fessura sotto la
molla, come nella figura 9.04.
● Regolare la tensione del filo agendo sulla
vite 1.
Con lo svolgersi del filo, la
bobina deve girare nel senso
della freccia.
1
Fig. 9 - 04
9-3
+
Preparazione
9.05
Infilatura del filo superiore / Regolazione della tensione del filo superiore
+
1
Fig. 9 - 05
Spegnere la macchina!
Pericolo di lesioni in caso di avviamento improvviso della macchina!
● Infilare il filo superiore come nella fig. 9.05.
● Regolare la tensione del filo superiore agendo sulla manopola 1.
9-4
Preparazione
9.06
Input delle travette all’inizio e al termine della cucitura
● Accendere la macchina.
3
3
3
A
B
C
3
D
● Disattivare eventualmente la funzione "Rammendo" o "Cucitura con conteggio" , vedi
Capitolo 10.01 Programma di rammendo e/o Capitolo 10.02 Cucitura con conteggio.
● Selezionare il valore desiderato per il numero di punti avanti (A) della travetta all’inizio della
cucitura, premendo il relativo tasto +/- ("A") .
● Selezionare il valore desiderato per il numero di punti a ritroso (B) della travetta all’inizio
della cucitura, premendo il relativo tasto +/- ("B") .
● Selezionare il valore desiderato per il numero di punti a ritroso (C) della travetta al termine
della cucitura, premendo il relativo tasto +/- ("C").
● Selezionare il valore desiderato per il numero di punti avanti (D) della travetta al termine
della cucitura, premendo il relativo tasto +/- ("D").
● Attivare la funzione premendo i tasti Travetta all’inizio della cucitura e / o Travetta al
termine della cucitura (freccia accanto al relativo tasto funzione).
9-5
Cucitura
10
Cucitura
Nella modalità Cucitura tutte le impostazioni importanti per la cucitura sono visualizzate sul
display. Le funzioni possono essere attivate e disattivate premendo un tasto, i valori della
travetta all’inizio e al termine della cucitura oppure del punto finale possono essere modificati
direttamente.
Accendendo la macchina, viene attivata sempre la modalità operativa Cucitura.
● Accendere la macchina.
3
3
3
A
B
C
3
D
● Disattivare eventualmente la funzione "Rammendo" o "Cucitura con conteggio" , vedi
Capitolo 10.01 Programma di rammendo e/o Capitolo 10.02 Cucitura con conteggio.
Per le funzioni di cucitura manuale, vedi anche capitolo 7.09.02 Tasti funzione:
Travetta all’inizio della
cucitura on/off
Piedino in alto dopo la fine della cucitura
on/off
Travetta al termine della
cucitura on/off
Dispositivo rasafili on/off
Posizione ago in alto on/off
Programma di rammendo on/off
Piedino in alto on/off
Cucitura con conteggio on/off
La cucitura è effettuata per mezzo delle funzioni del pedale, vedi capitolo 7.02 Pedale.
Le funzioni "Programma di rammendo" e "Cucitura con conteggio" sono illustrate
più chiaramente nel Capitolo 10.01 Programma di rammendo e/o Capitolo
10.02 Cucitura con conteggio.
10 - 1
Cucitura
10.01
Programma di rammendo
15 15 5
A
B
1
C
1
Il tasto Programma di rammendo consente di attivare e disattivare direttamente la relativa
funzione; la funzione "Cucitura con conteggio" viene disattivata automaticamente. È possibile
richiamare diversi programmi di rammendo con diverse cuciture parziali A e/o B. Il numero
desiderato di programmi di rammendo può essere selezionato azionando il tasto +/- 1 . Il
numero di punti della singola cucitura parziale A e/o B può essere selezionato azionando il
relativo tasto +/- . Per il programma di rammendo selezionato è possibile selezionare un
fattore di ripetizione "C" premendo il relativo tasto +/- .
Se sono attive anche le funzioni travetta, viene visualizzato solo lo stato travetta on o travetta
off. I singoli parametri della travetta possono essere modificati escludendo la funzione
"Programma di rammendo", vedi Capitolo 9.06 Input delle travette all’inizio e al termine
della cucitura.
10.02
Cucitura con conteggio
160
1
A
1
Il tasto Cucitura con conteggio consente di attivare e disattivare direttamente la relativa
funzione; la funzione "Programma di rammendo" viene disattivata automaticamente. È
possibile richiamare diverse cuciture parziali con conteggio. Il numero desiderato di cucitura
parziale può essere selezionato azionando il tasto +/- 1 . Il numero desiderato di punti "A"
della cucitura parziale selezionata può essere selezionato azionando il relativo tasto +/- .
Se sono attive anche le funzioni travetta, viene visualizzato solo lo stato travetta on o travetta
off. I singoli parametri della travetta possono essere modificati escludendo la funzione
"Cucitura con conteggio", vedi Capitolo 9.06 Input delle travette all’inizio e al termine
della cucitura.
10 - 2
Cucitura
10.03
Messaggi d’errore
In caso di guasto, sul display compare il testo „ERROR“ insieme ad un codice d’errore. Un
messaggio d’errore è causato da impostazioni errate o elementi difettosi, nonché da stati di
sovraccarico.
Per le spiegazioni dei codici d’errore vedi capitolo 13.13 Spiegazioni dei messaggi d’errore
nelle istruzioni di regolazione.
ERROR
E
9
● Eliminare l’errore.
● Confermare l’eliminazione dell’errore premendo il tasto TE/Speed.
10 - 3
Manutenzione e cura
11
Manutenzione e cura
Pulizia ............................................... ogni giorno, più volte in caso di esercizio prolungato
Controllo del livello dell’olio .... mensilmente▲ (non necessario nel modello 1181-D e 1183-D)
▲
11.01
Questo intervallo di manutenzione presuppone un esercizio medio della
macchina, in aziende ad un solo turno di lavoro. In caso di esercizio più
intenso occorre osservare intervalli più brevi.
Pulizia
Spegnere la macchina!
Pericolo di lesioni in caso di
avviamento improvviso della
macchina!
● Ribaltare la macchina all’indietro.
● Pulire il crochet e il vano del crochet una
volta al giorno, o più spesso in caso di
esercizio prolungato.
03
Raddrizzare la macchina
servendosi di entrambe le mani!
Pericolo di schiacciarsi le dita
fra la testa e il piano tavolo!
Fig. 11 - 01
11 - 1
Manutenzione e cura
11.02
Riempimento del serbatoio dell’olio (non necessario nel modello 1181-D e 1183-D)
La PFAFF 1181-D e la PFAFF 1183-D sono completamente esenti da
manutenzione e non necessitano di olio.
Il serbatoio deve sempre
contenere olio.
1
2
● Se necessario, ribaltare la macchina
all’indietro sul supporto della testa.
● Riempire olio nel serbatoio 2 attraverso
l’apertura 1, fino allo spigolo anteriore
(vedi freccia).
Raddrizzare la macchina
servendosi di entrambe le mani!
Pericolo di schiacciarsi le dita
fra la testa e il piano tavolo!
Fig. 11 - 02
Utilizzare esclusivamente olio con una viscosità media di 10,0 mm²/s a 40°C ed
una densità di 0,847 g/cm3 a 15°C!
Consigliamo di usare olio per macchine da cucire PFAFF, numero
d’ordinazione 280-1-120 105.
11 - 2
Componenti usurabili
12
Componenti usurabili
Questa lista riporta i principali componenti usurabili.
Una lista completa dei ricambi della macchina è inserita negli accessori.
Qualora la lista ricambi venga smarrita, può essere scaricata gratuitamente
all’indirizzo internet www.pfaff-industrial.com/de/service/download/
index.php3. In alternativa al download via internet, la lista ricambi può essere
richiesta anche in forma cartacea al N. ordine 296-12-18 709.
Sottoclasse -731/01
91-264 154-25 (2x)
91-701 179-15 (2x)
11-330 958-15
11-108 174-25
Sistema 134
Sistema 134 KK
( -731/..)
11-330 085-15
PFAFF 1181-D; 1183-D
PFAFF 1181; 1183
91-264 300-91
91-262 250-91
91-262 377-91
91-262 377-91
99-137 192-05
99-137 192-05
99-137 191-05
99-137 191-05
99-137 193-05
99-137 193-05
99-137 194-05
99-137 194-05
91-262 376-91
91-264 310-91
99-137 190-05 (3x)
99-137 190-05 (3x)
99-137 187-15 (2x)
99-137 187-15 (2x)
99-137 188-15
91-264 299-91
99-137 188-15
99-137 186-05
99-137 405-05 (4x)
99-137 186-05
91-262 437-05
12 - 1
99-137 405-05 (4x)
Componenti usurabili
11-108 087-15
91-262 235-15
91-264 240-05
91-264 338-15
11-108 084-15 (2x)
91-108 222-15
99-137 151-45
91-171 049-05
91-171 042-05
Sottoclasse
distanza di taglio
numero matricola
-731/01-8/11 A
5,0
91-069 595-04/002
-731/01-8/11 B
3,5
91-169 395-04/002
-731/01-8/11 B
4,0 - 7,0
91-069 595-04/002
12 - 2
PFAFF Industrie Maschinen AG
Postfach 3020
D-67653 Kaiserslautern
Königstr. 154
D-67655 Kaiserslautern
Telefon: (0631) 200-0
Telefax: (0631) 17202
E-Mail: [email protected]
Scarica