Manuale
«Riciclaggio a Freddo» Wirtgen
Manuale
«Riciclaggio a Freddo» Wirtgen
Seconda edizione aggiornata al settembre 2001
Wirtgen GmbH
Hohner Strasse 2 · 53578 Windhagen · Germania
Telefono: +49 (0) 26 45 / 131-0
Telefax: +49 (0) 26 45 / 131-242
ISBN 3-936215-02-2
Seconda edizione aggiornata 2001
Prima edizione 1998
Copyright © 1998, 2001 Wirtgen GmbH.
Tutti i diritti sono riservati. Nessuna parte della presente
pubblicazione può essere riprodotta, conservata in un sistema di
reperimento dati o trasmessa in qualsivoglia forma senza previa
autorizzazione della Wirtgen GmbH.
4
Prefazione
A. A. Loudon & Partners è un’impresa affermata che si occupa di consulenza nell’ambito dell’ingegneria.
Questa azienda si è specializzata nella tecnologia riguardante il ripristino delle pavimentazioni. Da oltre
sette anni serve i clienti Wirtgen in tutto il mondo relativamente alle macchine per il riciclaggio e ha
acquisito innumerevoli conoscenze in proposito.
Wirtgen GmbH desidera esprimere il proprio ringraziamento alla A. A. Loudon & Partners per l’assistenza
fornita ai clienti e in modo particolare per la realizzazione del presente manuale.
Siamo certi che questo manuale fornirà le soluzioni a molte problematiche inerenti alle metodologie di
risanamento delle pavimentazioni che adottano il processo di riciclaggio a freddo.
Wirtgen GmbH, settembre 2001
5
Indice
Introduzione
13
Capitolo 1 Pavimentazioni stradali
15
1.1 Aspetti generali
1.2 Condizioni ambientali
1.3 Traffico
1.3.1 Il concetto del carico per Asse Standard Equivalente (ESAL)
1.3.2 Classificazione del traffico
1.3.3 Previsione del Traffico Teorico
1.4 I Componenti della Pavimentazione
1.4.1 Manto Stradale
1.4.2 Struttura della Pavimentazione Stradale
1.4.3 Sottofondo
1.5 Deterioramento delle Pavimentazioni Stradali
1.6 Manutenzione e Risanamento delle Pavimentazioni Stradali
1.7 Alternative di Risanamento
1.7.1 Risanamento del Manto Stradale
1.7.2 Consolidamento Strutturale
15
15
16
16
16
17
18
18
19
19
20
21
23
23
23
Capitolo 2 Il Riciclaggio a Freddo
25
2.1
2.2
2.3
2.4
Aspetti generali
Il Processo del Riciclaggio a Freddo
Vantaggi del Riciclaggio a Freddo
Impiego del Processo di Riciclaggio a Freddo
25
25
27
28
Capitolo 3 Indagine e Progetto delle Pavimentazioni
29
3.1 Introduzione
3.2 Categorie del Riciclaggio a Freddo
3.2.1 Riciclaggio in Profondità
3.2.2 Riciclaggio Superficiale
3.2.3 Miglioramento delle Strade Non Asfaltate
3.3 Indagine della Pavimentazione
3.3.1 Studio delle Informazioni Disponibili
3.3.2 Analisi del Traffico Teorico
3.3.3 Metodi di Indagine
3.3.3.1 Valutazione Visiva
3.3.3.2 Penetrometro a Cono Dinamico
3.3.3.3 Scavi di Prova
3.3.3.4 Carotaggio
3.3.3.5 Misurazione delle Profondità dei Solchi
29
30
30
32
33
34
34
34
34
34
35
36
36
36
3.4
3.5
3.6
3.7
3.3.3.6 Misurazione delle Deflessioni
3.3.3.7 Prove di Laboratorio
Procedure di Indagine per le diverse Categorie di Riciclaggio a Freddo
3.4.1 Riciclaggio in Profondità
3.4.2 Riciclaggio Superficiale
3.4.3 Miglioramento delle Pavimentazioni Stradali Inghiaiate non Asfaltate
Studio delle Miscele
Approcci ai Progetti delle Pavimentazioni
3.6.1 Metodi di Progetto CBR
3.6.2 Metodi di Progetto con il Penetrometro a Cono Dinamico
3.6.3 Metodi basati sulla Deflessione
3.6.4 Metodi di Progetto Meccanicistici
3.6.5 Riassunto degli Approcci ai Progetti delle Pavimentazioni
Tipiche Strutture delle Pavimentazioni Riciclate a Freddo
3.7.1 Aspetti generali
3.7.2 Esempio di Selezione di un Progetto delle Pavimentazioni
36
37
37
37
37
37
38
39
39
39
40
40
41
41
41
41
Capitolo 4 Aspetti Pratici e Funzionali
45
4.1
4.2
4.3
4.4
4.5
45
46
48
49
51
51
52
52
52
54
54
55
56
57
57
57
58
58
59
60
60
Aspetti generali
Programmazione del Riciclaggio
Sistemazione del Traffico Pubblico
Logistica
Operazioni Antecedenti il Riciclaggio
4.5.1 Rimozione degli Ostacoli
4.5.2 Preformatura dello Strato Esistente antecedente al Riciclaggio
4.5.3 Riporto di Nuovo Materiale
4.5.4 Prefresatura antecedente il Riciclaggio
4.6 Giunti e Sovrapposizioni
4.6.1 Giunti Longitudinali
4.6.2 Giunti Longitudinali su Strade di Larghezza Ridotta
4.6.3 Giunti Laterali
4.7 La Procedura di Riciclaggio
4.7.1 Allestimento del Treno di Riciclaggio
4.7.2 Avviamento
4.7.3 Riciclaggio
4.7.4 Posa del Materiale Riciclato
4.7.5 Costipamento
4.7.6 Finitura del Manto
4.8 Controllo qualità
Capitolo 5 Sostanze Stabilizzanti
63
5.1 Tipi di Sostanze Stabilizzanti
5.1.1 Aspetti generali
5.1.2 Sostanze Stabilizzanti Cementizie
5.1.3 Sostanze Stabilizzanti Bituminose
5.2 Procedura di Stabilizzazione con Cemento
5.2.1 Aspetti generali
5.2.2 Incrinature dei Materiali Trattati con Cemento
5.2.3 Impiego del Cemento
5.2.4 Precoce Apertura al Traffico
5.2.5 Parametri per Strati Trattate con Cemento
5.3 Processo di Stabilizzazione con Emulsione Bituminosa
5.3.1 Aspetti generali
5.3.2 Tipi di Emulsione
5.3.3 Impiego di Emulsione Bituminosa
5.3.4 Concetto di Contenuto Totale di Liquido
5.3.5 Parametri per Strati Stabilizzati con Emulsione Bituminosa
5.4 Processo di Stabilizzazione con Bitume Espanso
5.4.1 Aspetti generali
5.4.2 Caratteristiche del Bitume Espanso
5.4.3 Impiego del Bitume Espanso
5.4.4 Parametri per Strati Stabilizzati con Bitume Espanso
5.5 Sommario - Sostanze Stabilizzanti Cementizie e Bituminose
5.5.1 Comparazione dei Processi di Stabilizzazione con Cemento e Bitume
5.5.2 Caratteristiche di Efficienza
63
63
64
64
65
65
65
66
67
67
68
68
69
69
70
70
71
71
72
73
75
76
76
77
Bibliografia
79
Appendici
83
Appendice 1
Esempi di Metodologie di Progetto delle
Pavimentazioni per il Riciclaggio a Freddo
85
A1.1 Riciclaggio in Profondità
A1.2 Riciclaggio Superficiale
A1.3 Miglioramento della Qualità delle Strade Inghiaiate non Asfaltate
87
98
102
Appendice 2
107
Procedure di Studio delle Miscele
A2.1 Procedure di Laboratorio per lo Studio delle Miscele di Materiale
stabilizzato con Cemento
A2.2 Procedure di Laboratorio per lo Studio delle Miscele di Materiale
trattato con Emulsione Bituminosa
109
112
A2.3 Procedure di Laboratorio per lo Studio delle Miscele di Materiale
trattato con Bitume Espanso
A2.4 Strumenti di Laboratorio richiesti per lo Studio delle Miscele di Materiale
stabilizzato con Cemento
A2.5 Strumenti di Laboratorio richiesti per lo Studio delle Miscele di Materiale
trattato con Emulsione Bituminosa e Bitume Espanso
Appendice 3
Attrezzature Ausiliarie per il Riciclaggio a Freddo
114
120
123
127
A3.1 Rulli
A3.2 Livellatrici
A3.3 Spanditrici alla rinfusa
A3.4 Mescolatore di «slurry»
A3.5 Cisterne
A3.6 Altro
129
129
130
130
131
132
Appendice 4
135
Specifiche Standard per il Riciclaggio a Freddo in situ
A4.1 Finalità
A4.2 Materiali
A4.3 Impianto e Attrezzature
A4.4 Costruzione
A4.5 Protezione e Manutenzione
A4.6 Tolleranze di Costruzione
A 4.7 Indagini di Routine e Test
A4.8 Misurazione e Pagamento
Esempio di una tipica Scheda Quantità
137
137
138
139
145
145
146
146
149
Appendice 5
151
Analisi dei Costi
A5.1 Tariffe Base
A5.2 Esempio di Riciclaggio in Profondità
A5.3 Esempio di Riciclaggio Superficiale
A5.4 Esempio di Miglioramento di Strade Inghiaiate non Asfaltate
153
154
158
160
Introduzione
Nel corso degli ultimi cinquant’anni le infrastrutture, in modo particolare le vie di comunicazione, hanno conosciuto
uno sviluppo senza precedenti. In tutto il mondo, infatti, sono state costruite diverse migliaia di chilometri di nuove
strade al fine di soddisfare le esigenze dei volumi di traffico in aumento. Molte di esse sono in uso da oltre vent’anni e, avendo raggiunto il limite della loro vita utile, necessitano di crescenti interventi di manutenzione volti a mantenere livelli accettabili di servizio. Inoltre, negli anni, la quantità media di automezzi è aumentata in modo costante in
quanto un volume più elevato di merci, anziché su rotaie, viene trasportato su strada poiché questo tipo di trasporto offre una maggiore rapidità e flessibilità. Il derivante incremento del traffico e delle sollecitazioni delle ruote, il maggiore carico per asse e «l’età avanzata» sono tutti fattori che concorrono al deterioramento delle sedi stradali.
Con l’avvicinarsi del nuovo millennio, le reti viarie della maggior parte dei paesi presentano i problemi sopra elencati; da ciò deriva la necessità di destinare una quota maggiore del budget per la rete stradale alla sola manutenzione
delle pavimentazioni preesistenti. Ne consegue una minor disponibilità di denaro per l’adozione di provvedimenti di
risanamento o per la costruzione di nuove strade. Molti paesi, addirittura, non dispongono di sufficienti fondi per far
fronte alle mere esigenze di manutenzione con un conseguente rapido deperimento della rete stradale. Al fine, quindi, di ripristinarne i livelli di servizio, risulteranno pertanto necessari interventi di risanamento più costosi. La realizzazione di nuove strade o di progetti di miglioramento, spesso, può essere presa in considerazione soltanto se gli
introiti della tassa di transito giustificano l’esborso di capitali. Si tratta, insomma, di una spirale in discesa.
Questo scenario, alquanto scoraggiante, rappresenta una sfida per gli ingegneri civili. La Banca Mondiale e altri enti hanno messo in evidenza che ogni stato necessita di un solido complesso di servizi pubblici onde garantire la propria salute economica e hanno sottolineato che una rete stradale in buone condizioni costituisce una parte fondamentale di dette infrastrutture. In quei casi in cui i fondi disponibili non siano sufficienti per superare l’attuale crisi,
occorrerà individuare un metodo più redditizio di ripristino della sede stradale. Occorre pertanto fare innovazioni nel
settore al fine di trovare metodi di costruzione alternativi in grado di aumentare la redditività dei budget già fissati;
questo consentirà di ottenere un numero maggiore di metri quadri di piano stradale rigenerati per ogni dollaro speso. Il riciclaggio rappresenta una di queste alternative.
Il riciclaggio delle pavimentazioni stradali quale misura di risanamento è un concetto relativamente nuovo. Fatta eccezione per una serie di documenti tecnici riguardanti specifici argomenti nell’ambito del riciclaggio, non è molto il
materiale pubblicato che gli ingegneri civili hanno a disposizione per conoscere nel dettaglio questo settore. Al fine
di colmare questa lacuna, nell’agosto 1995, la A.A. Loudon & Partners ha pubblicato il suo primo libro intitolato «Riciclaggio a freddo in sito in profondità – Consigli tecnici e specifiche di impiego», da cui è stato tratto un feedback
molto prezioso.
Questa seconda pubblicazione, più esauriente, è stata redatta dalla A.A. Loudon & Partners e pubblicata dalla Wirtgen GmbH. L’opera è stata ampliata allo scopo di integrarla con un’esperienza pratica triennale nel settore del riciclaggio e mira a colmare le lacune riscontrate nella prima edizione. La pubblicazione in oggetto si presenta sotto forma di manuale d’uso che tratta specificamente il riciclaggio a freddo in sito di pavimentazioni flessibili. Non
contempla, invece, il riciclaggio esterno (o in impianto fisso), il rimescolamento a caldo dell’asfalto né il ripristino di
pavimentazioni di calcestruzzo in quanto trattasi di separati campi specialistici.
Il primo capitolo fornisce, sostanzialmente, una visione d’insieme della tecnologia della pavimentazione stradale; esamina lo scopo a cui dette pavimentazioni servono e ne valuta le modalità di deterioramento. Ne consegue la presa
in esame di metodi alternativi di risanamento e l’introduzione del concetto del riciclaggio, argomenti trattati nel Capitolo 2. L’aspetto progettuale del riciclaggio è il soggetto del Capitolo 3 che esamina nei particolari le indagini delle pavimentazioni, le analisi dei materiali e i progetti di pavimentazione per poi concludere con una serie di esempi
di progetto. Il Capitolo 4 si sofferma sugli aspetti pratici del riciclaggio, mentre il Capitolo 5 analizza uno dei componenti più importanti del riciclaggio, le sostanze stabilizzanti.
Le appendici contengono innumerevoli informazioni inerenti all’argomento in questione. Esse includono, a titolo di
guida, esempi di indagine delle pavimentazioni ed esaminano le procedure standard relative allo studio delle miscele,
le attrezzature ausiliarie - componente essenziale del processo di riciclaggio - le specifiche standard d’impiego e
contengono un esempio di determinazione dei costi; il tutto allo scopo di fornire un ausilio all’operatore del settore.
Pur essendo notevolmente attinenti al riciclaggio a freddo, queste informazioni non sono state inserite all’interno del
testo per ragioni di praticità.
13
a
Capitolo 1: Pavimentazioni Stradali
1.1
Aspetti generali
La superficie, o manto stradale, è di solito l’unica parte visibile di una strada. Detto manto riveste la struttura della pavimentazione formata da vari strati di diverso materiale che spesso raggiunge una profondità superiore al metro. La
struttura è quella parte della strada che ha il compito di trasferire il carico, trasmesso sul manto dagli automezzi, alla
«terra», il materiale naturale sottostante (denominato sottofondo). In genere, il sottofondo offre una scarsa portanza;
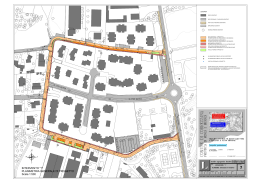
per tale ragione, i carichi ad elevata intensità impartiti dagli automezzi sul manto stradale vengono distribuiti su un’ampia area di sottofondo, come si osserva nella fig. 1.1.
Fig 1.1 Trasferimento del Carico
tramite la struttura della
Pavimentazione
Carico per ruota
Superficie di contatto
a
Manto stradale
Carico
Trasferimento
Struttura della
pavimentazione
Sottofondo
1.2
Condizioni ambientali
Le strade vengono costruite in tutto il mondo in qualsiasi area climatica, dai caldi e secchi deserti alle regioni altamente piovose fino alla gelida tundra. Tuttavia, a prescindere dalle condizioni ambientali, ogni singola strada viene
progettata in modo tale da essere in grado di sostenere i carichi del traffico, mediante lo stesso fondamentale meccanismo di trasferimento, agli strati più bassi, delle forze ad elevata intensità esercitate sul manto dai carichi delle
ruote; sollecitazioni a cui il sottofondo può essere soggetto senza subire deformazioni.
Le condizioni ambientali influiscono sulle strade principalmente in due modi:
•
Il manto stradale. Oltre alle sollecitazioni degli automezzi, le superfici stradali sono soggette all’azione del
sole, del vento, della pioggia, della neve e degli altri elementi naturali, i cui effetti incidono considerevolmente
sulle caratteristiche costruttive del manto stradale; questi si manifestano nel modo di seguito descritto:
- effetti termici che provocano modifiche volumetriche in quanto i materiali si dilatano e si contraggono per
effetto della variazione della temperatura. L’escursione termica quotidiana del manto è un fattore importante. Nelle regioni desertiche, lo strato superficiale di una strada bitumata può essere soggetto, dall’alba
a mezzogiorno, a un’escursione termica di oltre 50°C, mentre i manti stradali del Circolo Artico, durante
l’inverno, vengono seppelliti dalla neve, mantenendo così una temperatura relativamente costante;
- effetti derivanti dal congelamento che provocano quel fenomeno noto come «deformazione da gelo». Ripetuti cicli gelo/disgelo causano ingenti danni al manto stradale;
- effetti dovuti alle radiazioni che causano ai manti stradali quello che denominiamo «deterioramento della superficie stradale provocato dal sole». Le radiazioni ultraviolette a cui è esposto il manto stradale ossidano il
bitume e lo rendono fragile; questo processo è noto come «invecchiamento».
•
La struttura della pavimentazione. L’acqua è il peggiore nemico delle strutture stradali. La saturazione
dell’acqua, infatti, determina un ammorbidimento dei materiali e, nel momento in cui viene impartito il carico,
agisce quale lubrificante intergranulare. La capacità portante di un materiale allo stato secco è sempre maggiore di quella offerta allo stato umido e quanto più coerente (o argilloso) è il materiale, tanto più questo sarà
soggetto all’azione dell’umidità. Si rivela quindi di fondamentale importanza evitare che l’acqua penetri all’interno della struttura della pavimentazione, in modo particolare nei materiali di qualità inferiore situati negli strati più bassi.
Capitolo 1
15
1.3
Traffico
I presunti volumi del traffico e la composizione di quest’ultimo, relativamente alle dimensioni e alla massa degli automezzi, determinano in larga misura i requisiti riguardanti la geometria stradale (allineamento, numero di corsie, ecc.)
e la struttura della pavimentazione. In sede di progettazione è quindi essenziale che la previsione sui futuri dati del
traffico sia il più precisa possibile.
Ai fini del progetto delle pavimentazioni, le caratteristiche del flusso del traffico importanti sono quelle che consentono di determinare l’entità e la frequenza dei carichi che si prevede possano essere impartiti sulla superficie stradale durante la vita presunta della pavimentazione. Il carico trasmesso da un pneumatico al manto stradale è determinato da tre fattori:
- il carico (espresso in kN) realmente sorretto dal pneumatico che, unitamente alla
- pressione di gonfiaggio (espressa in kPa), determina «l’impronta» del pneumatico sulla strada. Detta impronta circoscrive l’area del manto stradale soggetto al carico e, infine
- la velocità di transito che stabilisce il ritmo al quale il manto è soggetto o meno al carico.
Le autovetture sono normalmente dotate di pneumatici aventi pressioni variabili da 180 a 250 kPa; le sollecitazioni di
questi automezzi non superano i 250 kg per pneumatico o i 50 kN per asse. Questo carico è irrilevante se paragonato
a quello trasmesso da un camion di grosse dimensioni, destinato al trasporto di carichi pesanti, pari solitamente a
80 kN per asse, con una pressione di gonfiaggio variabile da 500 a 900 kPa. Risulta quindi ovvio che il carico di detti
mezzi pesanti è l’elemento che inciderà maggiormente sui requisiti di resistenza della pavimentazione.
1.3.1
Il concetto del carico per Asse Standard Equivalente (ESAL)
Dal momento che il caricamento di mezzi pesanti è sempre regolato dalla legge in vigore, le pavimentazioni stradali vengono progettate in conformità alle normative in materia. L’espressione «carico per asse legale» indica il carico
massimo consentito su un singolo asse; questo valore, sebbene differisca da paese a paese, è di solito compreso
tra 80 kN e 130 kN. Ai fini della progettazione di pavimentazioni, occorre tenere presente anche la configurazione
degli assali di un automezzo, la qual cosa è possibile valutando il carico di un mezzo pesante in termini di «Carichi
Per Asse Standard Equivalenti» (ESAL = Equivalent Standard Axle Load).
La tabella sotto riportata può essere utile come guida per determinare il numero di ESAL che verranno applicati sul
manto stradale da varie categorie di mezzi pesanti. Va notato che ai mezzi leggeri non viene attribuito un fattore ESAL
e quindi essi non rivestono alcun ruolo dal punto di vista della progettazione di pavimentazioni.
Tabella 1.1
Carico per Asse Standard Equivalente per automezzo
Tipo di mezzo pesante (con carico)
Numero medio di ESAL per automezzo
Camion a 2 assali
0,70
Autobus a 2 assali
0,75
Camion a 3 assali
1,70
Camion a 4 assali
1,80
Camion a 5 assali
2,20
Camion a 6 assali
3,50
Camion a 7 assali
4,40
1.3.2 Classificazione del traffico
Ai fini della progettazione di pavimentazioni (a differenza della progettazione geometrica), il traffico viene
generalmente classificato in base al numero di ESAL a cui si suppone il manto stradale sarà soggetto durante la propria vita teorica. Questo tipo di suddivisione comporta la determinazione di un quadro temporale e della «vita teorica». I proprietari delle strade si attendono normalmente un profitto dai fondi investiti per la pavimentazione e, nel conteggiare questo utile, vengono generalmente presi in considerazione
lassi di tempo che variano dai 5 ai 20 anni. Questo periodo di ricavo servirà poi a stabilire la vita teorica
della pavimentazione. Il prossimo paragrafo si occuperà delle previsioni relative al traffico teorico (o numero di ESAL previsti durante tale intervallo temporale).
16
Capitolo 1
I termini «leggero/medio/pesante», di uso frequente, sono troppo soggettivi per costituire l’unico strumento
di classificazione dei progetti delle pavimentazioni. Il traffico, pertanto, viene solitamente classificato in
base al numero di ESAL, come si osserva nella Tabella 1.2.
Occorre includere anche una classe «ultrapesante» rivolta a quelle pavimentazioni destinate a servizi «ultrapesanti»; ne sono un esempio le pavimentazioni per piste e per strade per il trasporto di mine. Dette
pavimentazioni, tuttavia, esulano dallo scopo del presente manuale e dovrebbero essere considerate come pavimentazioni per applicazioni speciali.
Tabella 1.2
Classificazione del Traffico
Classe del Traffico
Numero di ESAL
Descrizione
0
meno di 0,3 x 106
Molto leggero
1
da 0,3 a 1 x 106
2
da 1 a 3 x 106
Leggero/Medio
3
da 3 a 10 x 106
Medio
4
da 10 a 30 x 106
Pesante
5
da 30 a 100 x 106
Molto pesante
Leggero
1.3.3 Previsione del Traffico Teorico
I dati storici, qualora disponibili, servono come base per calcolare il volume del traffico e il numero di ESAL a cui si
suppone la sede stradale sarà soggetta nell’arco della propria vita teorica. La formula per determinare il Traffico Teorico tiene conto del Traffico Giornaliero Medio su base Annua (AADT = Annual Average Daily Traffic), della percentuale di traffico pesante (H; Heavy= pesante), del numero medio di ESAL per mezzo pesante e del fattore di crescita del traffico (fy):
Formula 1.1
Traffico Teorico = AADT x H x ESAL x fy
I valori AADT e H vengono spesso determinati in base a precedenti calcoli sul traffico. Nel caso in cui questi conteggi non siano disponibili, occorre effettuare dei calcoli fisici o elettronici per un arco di tempo rappresentativo.
Le stime inerenti al traffico devono comprendere il numero totale di automezzi che transitano ogni giorno su ciascuna
corsia (in entrambe le direzioni) suddivisi per categoria. E’ in base alla classificazione delle strade e alle tecnologie
disponibili che solitamente si stabilisce se il conteggio debba essere effettuato elettronicamente. Oggigiorno esistono sofisticati metodi per il conteggio del numero di assi e dei pesi in movimento ma, essendo costosi, vengono
impiegati soltanto per importanti strade di grande comunicazione. I calcoli fisici sono ancora i più diffusi e, a seconda
del grado di competenza del personale a ciò preposto, si possono raccogliere informazioni attendibili mediante la
suddivisione dei mezzi pesanti in diverse categorie (a seconda del numero di assi) e prendendo nota se questi sono con o senza carico.
Il grado di sovraccarico rappresenta un importante dato statistico in quanto la concezione dei progetti delle pavimentazioni si basa sul carico per asse legale. Poiché il sovraccarico provoca gravi danni alla pavimentazione, è necessario ottenere dagli enti competenti dell’applicazione delle leggi qualsiasi tipo di informazione in merito. In mancanza di dati certi, si consiglia di procedere ad una valutazione compiendo uno studio sul carico; occorre quindi
pesare fisicamente un campione rappresentativo dei mezzi pesanti per stabilire il numero (o la percentuale) di automezzi sovraccaricati e il grado di tale sovraccarico. I risultati ottenuti potranno quindi essere applicati a tutta la categoria di mezzi pesanti.
La formula 1.2 atta a determinare il fattore di crescita del traffico (fy) utilizza, come dato di ingresso (input), il tasso
presunto di crescita del traffico su base annua (i) ,espresso in percentuale, e la vita teorica (y) espressa in anni:
Formula 1.2
Capitolo 1
( 1 + 0,01 x i ) { ( 1 + 0,01 x i )y - 1 }
fy = 365 x
0,01 x i
17
E’ possibile conoscere il fattore di crescita del traffico (fy) facendo riferimento anche a tabelle standard come la
Tabella 1.3 di seguito riportata. Tuttavia, questi prospetti non includono tutti i valori delle variabili i e y e quindi occorre prestare attenzione durante il calcolo dei valori intermedi in quanto l’interpolazione e l’estrapolazione dirette
possono determinare un valore impreciso.
Tabella 1.3
Fattore di crescita del Traffico (fy)
Periodo teorico
y (anni)
Tasso di crescita del Traffico i
2%
4%
6%
8%
10 %
4
1534
1611
1692
1776
1863
6
2348
2517
2698
2891
3097
8
3195
3497
3829
4192
4591
10
4076
4557
5099
5710
6398
15
6438
7600
9005
10703
12756
20
9045
11303
14232
18039
22995
In sede di stima del tasso di crescita annuale del traffico (i), è necessario individuare l’incidenza di fattori di crescita
diversi dalle abituali cause di incremento economico. Il miglioramento della qualità delle sedi stradali e il risanamento
delle pavimentazioni costituiscono, ad esempio, un elemento di richiamo per quel tipo di traffico automobilistico che
normalmente si servirebbe di percorsi alternativi.
Nell’Appendice 1 è contenuto un esempio che illustra come potere utilizzare la formula per determinare il Traffico
Teorico relativamente ad un progetto.
1.4
I Componenti della Pavimentazione
Come descritto in precedenza, le pavimentazioni stradali sono costituite da tre componenti principali: il manto, la struttura e il sottofondo; ognuno di essi ha uno scopo ben specifico e viene quindi esaminato di seguito in modo separato.
1.4.1 Manto Stradale
Il manto stradale, che costituisce l’interfaccia con il flusso del traffico e l’ambiente, serve a proteggere la struttura
della pavimentazione da entrambi questi elementi, offrendo durata nel tempo e impermeabilità.
•
Protezione dal traffico. La rotazione dei pneumatici incide sul manto superficiale in due modi:
- le sollecitazioni trasmesse al manto dai carichi delle ruote sono prevalentemente sul piano verticale; tuttavia, la componente orizzontale può rivelarsi un fattore importante, in particolare nelle curve, nelle forti
pendenze e nei casi in cui l’impianto frenante subisca un danno. Il materiale impiegato per la realizzazione del manto stradale deve possedere caratteristiche di resistenza tali da consentirgli di far fronte a tutte
le citate sollecitazioni senza subire rotture da compressione o deformazioni;
- l’azione di sfregamento esercitata dai pneumatici, in particolare quando si affronta una curva, tende ad
abradere la superficie stradale. Col tempo, questo effetto di levigatura provoca una riduzione delle proprietà di attrito (resistenza allo slittamento) del manto che diventa scivoloso, specialmente se bagnato, e
quindi pericoloso.
•
Protezione dall’ambiente. Come descritto al Paragrafo 1.2, il manto stradale è continuamente soggetto a
due forme principali di attacchi da parte dell’ambiente: gli effetti termici e il «deterioramento provocato dal
sole». Il manto, quindi, deve possedere le seguenti due proprietà:
- Elasticità: consente al manto di dilatarsi e contrarsi ripetutamente in base alle variazioni termiche;
- durata: permette al manto di assorbire il quotidiano bombardamento dei raggi ultravioletti senza invecchiare
precocemente.
Il bitume è uno dei materiali più frequentemente utilizzati per i manti stradali in quanto si contraddistingue per flessibilità, durata ed elevata impermeabilità. L’asfalto a caldo (con una quantità di bitume pari a ~ 5%) viene generalmente adoperato per realizzare i manti stradali di prima qualità delle strade a traffico intenso, mentre i più economici trattamenti superficiali che impiegano l’impermeabilizzante a scagliette vengono utilizzati in quei casi in cui il traffico
automobilistico è ridotto.
18
Capitolo 1
Fig 1.2 Strati tipici della
pavimentazione
a
Ubicazione nella struttura
Realizzato con
a
Manto stradale
Asfalto / impermeabilizzante
Base
Asfalto / bitume stabilizzante
cemento stabilizzato / granulare
Fondazione
Bitume stabilizzato / cemento
stabilizzato / granulare
Sottofondo
Cemento stabilizzato /
granulare / materiale in situ
1.4.2 Struttura della Pavimentazione Stradale
La struttura della pavimentazione ha il compito di trasferire il carico dal manto al sottofondo. Come si osserva nella
Figura 1.1, il carico per ruota a livello del manto viene in realtà ridotto all’interno della struttura in quanto distribuito
su un’ampia area del sottofondo. La struttura della pavimentazione si compone sempre di vari strati di materiale aventi caratteristiche di resistenza differenti; ogni strato ha la funzione di distribuire il carico che riceve dalla parte superiore su un’area più ampia della parte sottostante. Gli strati posti nella parte superiore della struttura sono soggetti
a livelli di sollecitazione maggiori rispetto agli strati inferiori e quindi devono essere costruiti con materiali più resistenti. La Figura 1.2 indica i tipi di materiale solitamente impiegati per la struttura della pavimentazione.
Il tipo di reazione del materiale ad un carico impartito dipende in larga misura dalle proprietà elastiche del materiale e
dalle caratteristiche del carico (ampiezza, ritmo di caricamento, ecc.). Si tratta però di un campo di specializzazione
che va oltre lo scopo di un manuale sul riciclaggio a freddo. Tuttavia, citiamo di seguito le caratteristiche importanti:
•
I materiali granulari, che includono pietrisco e ghiaia, trasferiscono i carichi applicati attraverso i singoli granuli, o armatura, della struttura. L’attrito intergranulare conserva l’integrità strutturale ma, in caso di ripetuti
caricamenti (spesso associati ad un incremento del contenuto di umidità), si verifica un graduale processo
di addensamento man mano che i granuli si avvicinano gli uni agli altri. Questo fenomeno può avere luogo
in qualsiasi livello della struttura della pavimentazione provocando una deformazione della superficie. Tale
deformazione si manifesta di norma sotto forma di solchi che si formano nelle aree di impronta delle ruote.
•
I materiali legati, che includono i materiali stabilizzati e l’asfalto, agiscono piuttosto come una soletta. L’applicazione di un carico verticale sulla superficie di una soletta genera sollecitazioni di compressione orizzontali nella metà superiore della soletta e una sollecitazione di trazione nella metà inferiore, con sollecitazioni massime nelle parti alte e in quelle basse. La deformazione provocata da queste sollecitazioni, in modo
particolare quella derivante da sforzi di trazione nella parte inferiore, causa infine un tipo di rottura da fatica
per effetto delle numerose ripetizioni del carico. Si tratta di incrinature che si formano nella parte inferiore
dello strato per poi propagarsi verticalmente man mano che le ripetizioni del carico proseguono.
Le deformazioni che si creano nel materiale naturale e le incrinature da fatica tipiche del materiale legato sono entrambe correlate al numero di ripetizioni del carico. Questo consente di determinare la vita funzionale di una pavimentazione in termini di numero di volte che questa può essere «caricata» prima di essere soggetta al cedimento; stiamo parlando di quella che viene denominata «Capacità Strutturale» della pavimentazione.
1.4.3 Sottofondo
Il terreno naturale d’impianto della struttura della pavimentazione può essere sia materiale in situ (sterro) o «importato» (riporto). Le caratteristiche di resistenza di questo materiale determinano il tipo di struttura della pavimentazione in grado di distribuire il carico impartito alla superficie in modo tale che questo venga sorretto senza provocare deformazioni permanenti.
Capitolo 1
19
I metodi di progettazione delle pavimentazioni stradali utilizzano generalmente, quale input, la resistenza e la rigidezza del sottofondo e mirano a realizzare una struttura avente una resistenza tale da proteggere il sottofondo. Il
metodo empirico di progettazione basato sull’Indice di Portanza Californiano (CBR = California Bearing Ratio) è uno
dei più vecchi sistemi di progettazione delle pavimentazioni stradali per il quale basta l’indice CBR per stabilire i requisiti della pavimentazione. In generale, strutture della pavimentazione ad elevato spessore sono necessarie per
proteggere il sottofondo di qualità inferiore e tale spessore viene di frequente ottenuto aggiungendo degli strati di
«sottofondo selezionato».
Fig 1.3 Indicatori della pavimentazione
Transitabilità
Profondità del solco
Fessurazione
Tempo / Traffico
1.5
Deterioramento delle Pavimentazioni Stradali
Le pavimentazioni stradali si logorano per diverse ragioni; le due cause più importanti sono rappresentate dagli effetti ambientali e dal carico del traffico. Il deterioramento viene normalmente misurato in modo indiretto mediante la
valutazione della transitabilità senza però tralasciare aspetti visibili quali la profondità del solco e la fessurazione del
manto. La Figura 1.3. mostra come queste tre caratteristiche siano tipicamente correlate al trascorrere del tempo e
all’effetto cumulativo del carico del traffico.
Il graduale deterioramento delle pavimentazioni è provocato da:
•
Fattori ambientali responsabili della maggior parte delle fessure che si formano sul manto. La principale causa di questo fenomeno sono i raggi ultravioletti del sole che provocano, in modo continuo, un lento indurimento del bitume; questo a sua volta causa una riduzione dell’elasticità che determina la formazione di fessure nel momento in cui il manto si contrae in seguito al raffreddamento. Una volta che il manto ha perso la
propria capacità strutturale a causa delle suddette fessure, la pavimentazione tende a deteriorarsi ad un ritmo sempre crescente per effetto della penetrazione di acqua.
•
Gli effetti del carico impartito dal traffico sono responsabili dello sviluppo di solchi e di incrinature che si formano all’interno della struttura della pavimentazione. Ogni veicolo in transito provoca una lieve deformazione temporanea alla struttura della pavimentazione. La deformazione indotta da un veicolo leggero è talmente piccola da essere irrilevante mentre i veicoli ad elevato carico provocano deformazioni relativamente
ampie. Il passaggio di numerosi automezzi ha un effetto cumulativo che genera gradualmente deformazioni permanenti e/o incrinature da fatica. Assali sovraccaricati causano un numero sproporzionato di danni alla struttura della pavimentazione, accelerando così il fenomeno di deterioramento. Quest’ultimo è causato
da due diversi meccanismi che agiscono all’interno della struttura della pavimentazione, vale a dire:
- una deformazione permanente provocata dall’addensamento, ove le ripetute sollecitazioni di carico fanno
sì che i singoli granuli all’interno dello strato della pavimentazione si avvicinino, causando una riduzione
del numero di vuoti. Nel materiale granulare, questa perdita di vuoti comporta un aumento della resistenza (quanto più un materiale è denso e tanto più questo è resistente) ma, nel caso dell’asfalto, si verifica
l’esatto contrario. Una riduzione della quantità di vuoti nell’asfalto non solo provoca solchi nelle aree di
impronta ma fa sì che il bitume inizi ad agire a guisa di un fluido per cui i carichi delle ruote generano
pressioni idrauliche. Questo fenomeno provoca una spinta lungo i bordi della carreggiata; e
- incrinature da fatica dei materiali legati. Queste si sviluppano nella parte inferiore dello strato ove la deformazione da trazione provocata dai carichi delle ruote è al suo massimo livello. Dette incrinature si propagano poi alla superficie. Le deformazioni permanenti del materiale sottostante aggravano questa condizione aumentando di fatto l’entità della deformazione da trazione esercitata dai carichi delle ruote.
20
Capitolo 1
aa
Una volta che l’incrinatura si insinua attraverso il manto protettivo, l’acqua penetra nella struttura sottostante della
pavimentazione. Come descritto in precedenza, l’effetto di ammorbidimento dell’acqua comporta una riduzione della resistenza che a sua volta provoca un aumento del grado di deterioramento in caso di ripetuti carichi per ruota.
Inoltre, l’acqua in un materiale saturo trasmette prevalentemente carichi ruota verticali sotto forma di pressioni che
erodono rapidamente la struttura del materiale granulare e provocano la separazione del bitume dall’aggregato di
asfalto. In queste condizioni le frazioni fini del materiale della pavimentazione vengono espulse verso l’altro attraverso le incrinature (noto come «effetto pompa»), la qual cosa comporta lo sviluppo di vuoti di ampie dimensioni
all’interno della pavimentazione. La formazione di buche e il rapido deterioramento della pavimentazione sono l’immediata conseguenza del logorio della sede stradale.
La Figura 1.4 indica tre delle più comuni forme di deterioramento della pavimentazione.
Fig 1.4 Indicatori di Deterioramento della Pavimentazione
Solchi limitati agli strati di
asfalto
Deformazione del sottofondo che genera incrinature negli strati sovrastanti, provocando la
penetrazione d’acqua e la
conseguente perdita di fini
dalla fondazione granulare
a
Manto
di asfalto
Incrinature da fatica della
base di asfalto con penetrazione di acqua e conseguente perdita di fini dalla
fondazione granulare
Base di asfalto
Fondazione granulare
Sottofondo
In quei casi in cui le temperature scendono al di sotto di 4°C, l’eventuale acqua, presente nella pavimentazione, si
espande creando pressioni idrauliche, persino in assenza dei carichi delle ruote. La deformazione da gelo causata
da ripetuti cicli gelo/disgelo rappresentano l’aspetto più grave per una pavimentazione caratterizzata da fessure; ne
consegue infatti il disfacimento.
Nelle aree desertiche secche, le fessure del manto stradale provocano un altro tipo di problema. Di notte, quando le
temperature sono relativamente basse (spesso sotto zero) il manto stradale si contrae aumentando le dimensioni
delle fessure e comportandosi come un rifugio per la sabbia battuta dal vento. Durante il giorno, quando le temperature salgono, la superficie non riesce ad espandersi a causa della sabbia intrappolata all’interno della fessura, il
che fa sì che grosse forze orizzontali provochino una rottura ai lati della fessura. Queste forze possono poi portare
ad un innalzamento del manto rispetto alla struttura della pavimentazione in prossimità delle fessure influendo sulla qualità, decisamente scadente, della transitabilità.
Un’ulteriore causa della fessurazione superficiale, in modo particolare dei manti sottili di asfalto, è legata alla mancanza di traffico. L’azione di «impastamento» del traffico mantiene «vivo» il bitume. L’ossidazione e il conseguente
indurimento di tale materiale provoca la formazione di fessure termiche a livello della superficie bitumata. La continua esposizione a sollecitazioni del bitume provoca una tensione tale da chiudere queste fessure non appena si formano, evitandone così la propagazione.
1.6
Manutenzione e Risanamento delle Pavimentazioni Stradali
Gli interventi di manutenzione della pavimentazione consistono solitamente nell’evitare che l’acqua penetri all’interno della struttura della pavimentazione. A tale scopo, è necessario che il manto sia sempre impermeabile e che i
provvedimenti di drenaggio siano efficaci al fine di impedire che l’acqua non si depositi lungo il ciglio stradale.
L’acqua penetra normalmente nella struttura superiore della pavimentazione attraverso le fessure del manto stradale su cui spesso si deposita. Le fessure, quindi, devono essere sigillate non appena compaiono e i margini della
strada devono essere rifilati per consentire lo scolo dell’acqua. Se affrontati con un certo anticipo, gli effetti dell’invecchiamento possono essere trattati efficacemente mediante la nebulizzazione di emulsione bituminosa. In caso
di condizioni più gravi occorre applicare un impermeabilizzante a scagliette, qualora il volume del traffico sia ridotto, oppure un sottile rivestimento tradizionale di asfalto miscelato a caldo.
Capitolo 1
21
I suddetti provvedimenti, che mirano a conservare la flessibilità e la durata del manto stradale, risolvono in effetti soltanto il deterioramento dovuto alle condizioni ambientali. Le deformazioni e le incrinature da fatica causate dal carico del traffico non possono essere trattate in modo efficace mediante interventi superficiali di manutenzione; esse
richiedono infatti interventi di risanamento.
L’usura della pavimentazione, solitamente, è un processo relativamente lento. Gli indicatori di deterioramento della
pavimentazione di cui al Paragrafo 1.5 (mostrati anche in Figura 1.3) possono essere utilizzati per monitorare il ritmo del deterioramento. Gli enti competenti impiegano spesso un sistema di database, noto come Sistema di Gestione della Pavimentazione (PMS = Pavement Management System) per controllare continuamente la transitabilità
di tutte le pavimentazioni stradali della loro rete viaria, concentrandosi su quelle che richiedono maggiore attenzione. La Figura 1.5 illustra un grafico di PMS per mostrare l’efficacia di interventi di manutenzione e di risanamento
tempestivi.
Fig 1.5 Manutenzione gestionale / Interventi di risanamento decisi sulla base
del monitoraggio delle condizioni di transitabilità
Transitabilità
Transitabilità
ottenuta
Rifacimento
del manto
Conseguenze del mancato
rifacimento del manto
Risanamento strutturale
Transitabilità terminale
Periodo teorico strutturale
Tempo / Traffico
La figura sopra riportata sottolinea l’importanza di agire in modo tempestivo allo scopo di garantire le migliori condizioni possibili di transitabilità. Il ritmo di deterioramento è un fattore legato alla transitabilità; peggiore è la transitabilità e più rapido sarà il ritmo di deterioramento. Man mano che la qualità della transitabilità si riduce, occorreranno rimedi di più ampia portata con un conseguente aumento dei costi.
La decisione sul tipo di intervento a cui ricorrere per migliorare la pavimentazione stradale o semplicemente per garantirne le attuali condizioni di transitabilità è spesso dettata da vincoli legati al budget. Provvedimenti di conservazione a breve termine possono essere estremamente redditizi. Il ripristino della pavimentazione viene talvolta differito fino a quando non potrà essere associato ad interventi volti a migliorare la geometria stradale e ad aggiungere
corsie supplementari. Ogni decisione relativamente a procedure di risanamento va presa indipendentemente, nell’ambito del contesto dell’intera rete viaria. Del resto, non fare alcunché e lasciare che pavimentazione si deteriori ulteriormente è generalmente la decisione peggiore a causa del tasso esponenziale del grado di deterioramento col
trascorrere del tempo.
22
Capitolo 1
1.7
Alternative di Risanamento
Solitamente sono disponibili diverse alternative volte al il risanamento di una strada deteriorata e talvolta è difficile
stabilire quale sia la migliore tra esse. Tuttavia, la risposta a due importanti domande, da porsi nella fase iniziale, aiuterà a scegliere la soluzione «giusta», quella più redditizia rispetto alle esigenze del proprietario. Queste due importanti domandi sono:
- Quali sono i problemi reali della pavimentazione preesistente? Una rapida indagine basata su un controllo visivo e
sull’esecuzione di alcuni test basilari (es. misure di flessione) di norma basterà per capire il meccanismo di deterioramento. E’ importante stabilire se l’usura è limitata al manto stradale (strati superiori della pavimentazione) o
se è dovuto a problemi di carattere strutturale;
- Che cosa desidera realmente il proprietario della strada? Egli prende in considerazione una vita teorica di 15 anni, o prevede uno sborso di capitale inferiore che blocchi il ritmo attuale di deterioramento e mantenga in uso la
pavimentazione per altri cinque anni?
Le risposte a queste due domande porteranno alla scelta di quelle alternative di risanamento che risultano redditizie, in particolare, nell’ambito della natura del problema e del quadro temporale. Distinguendo l’origine del problema in due categorie (superficiale o strutturale) e separandolo dal quadro temporale (breve e lungo termine) la scelta dell’alternativa ideale sarà più facile.
Un altro punto importante che influisce sulla decisione da prendere è la praticità dei vari metodi di risanamento. Volume del traffico, condizioni temporali e reperibilità delle risorse sono tutti elementi rilevanti ai fini dell’esecuzione del
progetto e possono precludere alcune alternative.
Tutto questo ha un’unica finalità: stabilire la soluzione più redditizia del problema nell’ambito del contesto del progetto.
1.7.1 Risanamento del Manto Stradale
Interventi di risanamento a livello del manto stradale risolvono quei problemi che sono limitati agli strati superiori della pavimentazione; in genere, si tratta dei primi 100 mm, circa. Questi problemi sono solitamente causati dall’invecchiamento del bitume e dalle fessure che si formano sul manto a causa delle pressioni termiche.
I metodi più comunemente usati per risolvere questo tipo di problema includono le operazioni di seguito indicate:
•
Pavimentare un sottile rivestimento (~ 40 mm) di asfalto miscelato a caldo sul manto preesistente. Questa è
la soluzione più semplice per un problema di carattere superficiale in quanto il tempo richiesto per completare l’opera è breve e l’impatto sull’utente è minimo. Leganti modificati sono spesso utilizzati nell’asfalto per
migliorare le prestazioni, aumentando così la vita del rivestimento. Ripetuti rivestimenti, tuttavia, aumentano l’innalzamento del manto stradale in seguito al quale possono sorgere problemi di drenaggio e di accesso.
•
Frantuma e sostituisci, spesso noto come «pialla e pavimenta». Questo metodo rimuove lo strato incrinato
dell’asfalto e lo sostituisce con un asfalto fresco miscelato a caldo, abbinato spesso con un legante modificato. Il processo è relativamente rapido grazie alla elevate capacità produttive delle moderne frese. Il problema è così risolto e i livelli dello strato di asfalto e della pavimentazione rimangono inalterati.
•
Riciclare il materiale nella pavimentazione preesistente (riciclaggio superficiale) che può essere fatto sia in
un impianto fisso trasportando il materiale fresato all’impianto stesso, sia in loco con il processo a caldo o
a freddo. Questo tipo di riciclaggio mira principalmente a «ringiovanire» il legante bituminoso «invecchiato»
presente nell’asfalto preesistente. Inoltre, le proprietà dell’asfalto che viene riciclato possono essere modificate mediante l’aggiunta di nuovi materiali.
1.7.2 Consolidamento Strutturale
I provvedimenti di risanamento volti a risolvere problemi che interessano la parte interna della struttura di una pavimentazione sono in genere considerati una soluzione a lungo termine. Nell’affrontare problemi di carattere strutturale occorre ricordare che è la struttura della pavimentazione che si è deteriorata e non necessariamente i materiali
in essa contenuti.
L’addensamento (o consolidamento) del materiale granulare è, infatti, una forma di miglioramento; maggiore è la densità del materiale e superiori saranno le caratteristiche di resistenza. Tuttavia, le conseguenze dell’addensamento
causano problemi agli strati sovrastanti, specialmente quelli costruiti con materiale legato.
Capitolo 1
23
Di regola, il risanamento strutturale dovrebbe mirare a massimizzare il valore di ricupero della pavimentazione preesistente. Da ciò si evince che il materiale che è stato addensato non va toccato. La continua azione di «impastamento»
del traffico avrà i suoi effetti nell’arco di diversi anni e sarebbe opportuno trarre beneficio dai vantaggi offerti da queste
elevate densità.
Di seguito vengono indicate le varie e diffuse alternative di risanamento strutturale:
•
Rifacimento totale. Questa è l’alternativa spesso preferita quando il risanamento abbinato ad un progetto di
miglioramento richiede variazioni notevoli dell’allineamento della strada. Essenzialmente, il rifacimento comporta quell’operazione volgarmente detta «getta via e ricostruisci». Laddove il volume del traffico è elevato,
spesso si preferisce costruire un nuovo impianto su un allineamento separato evitando in tal modo problemi di accoglimento del traffico.
•
Costruzione di strati supplementari (di materiale granulare e/o asfalto) sulla parte alta del manto preesistente.
Rivestimenti di asfalto di elevato spessore sono di frequente la soluzione più semplice per un problema di
carattere strutturale, laddove il volume del traffico è elevato. Tuttavia, come descritto sopra, un aumento dell’innalzamento del manto spesso causa problemi di drenaggio e di accesso.
•
Riciclaggio nella profondità della pavimentazione nella quale si verifica il problema; in tal modo si crea un
nuovo strato spesso e omogeneo con caratteristiche di resistenza superiori. Strati supplementari possono
essere aggiunti nel caso in cui la pavimentazione debba essere migliorata in modo significativo. Sostanze
stabilizzanti sono spesso aggiunte al materiale riciclato, specialmente nel caso in cui il materiale della pavimentazione preesistente sia di qualità inferiore e richieda un intervento di consolidamento. Il riciclaggio mira a ricuperare il più possibile la pavimentazione preesistente, senza andare ad intaccare la struttura della
pavimentazione posta sotto il livello di riciclaggio.
L’obiettivo che ci si prefigge in sede di valutazione delle varie alternative è quello di individuare la soluzione più redditizia. Le parti del manuale che seguiranno, oltre a prendere in esame un approccio progettuale, mirano a fornire
informazioni sufficienti che consentiranno al lettore di includere il riciclaggio tra una delle citate alternative.
24
Capitolo 1
a
Capitolo 2:
2.1
Il Riciclaggio a Freddo
Aspetti generali
Questo capitolo prende in esame le attuali procedure di riciclaggio soffermandosi, in particolare, sulle attrezzature
necessarie per lo svolgimento di questo tipo di processo. Il capitolo contiene esempi tipici dei vari dispositivi impiegati nel riciclaggio a freddo; metodo che implica vari tipi di applicazioni e l’uso di diverse sostanze stabilizzanti.
Il capitolo contempla altresì i vantaggi, sia evidenti sia intangibili, offerti da questo tipo di processo e sottolinea l’importanza della presa in esame dei fattori locali in quanto essi incidono sulla redazione dei progetti inerenti al riciclaggio a freddo.
2.2
Il Processo del Riciclaggio a Freddo
Le riciclatrici si sono evolute nel corso degli anni; si è passati infatti dalle frese modificate e dalle stabilizzatrici alle
attuali riciclatrici specializzate. Essendo appositamente progettate per il riciclaggio di uno spesso strato di pavimentazione mediante un’unica passata, le moderne riciclatrici sono macchine di grosse dimensioni ad elevate prestazioni che possono essere montate su cingoli (2200 CR) o su pneumatici ad elevata flottazione (WR 2500).
Il «cuore» di queste macchine è costituito da un tamburo di fresatura/miscelatura munito di un elevato numero di appositi utensili da taglio. Il tamburo, mentre ruota, fresa il materiale della pavimentazione stradale preesistente, come
illustrato in Figura 2.1.
Fig 2.1 Configurazione di un tambuto di fresatura/miscelatura e impianti con barre spazziatrici
Iniezione di acqua e/o stabilizzanti fluidi
Strato riciclato
profondo
Direzione di lavoro
Tamburo di fresatura
a
Pavimentazione usurata
Materiale granulare
Mentre il processo di fresatura è in atto, l’acqua, contenuta in una cisterna collegata alla riciclatrice, viene erogata
mediante un tubo flessibile e spruzzata all’interno della camera di miscelatura della stessa. L’acqua, misurata con
precisione tramite un impianto di iniezione gestito da un microprocessore, viene accuratamente miscelata con il materiale fresato onde ottenere il contenuto d’umidità ottimale per effettuare il costipamento.
Le sostanze stabilizzanti fluide, quali l’impasto liquido (o «slurry») di cemento/acqua o l’emulsione bituminosa, singolarmente o abbinati, possono anch’essi essere introdotti direttamente nella camera di miscelatura in modo analogo. Inoltre, il bitume espanso può essere iniettato nella camera di miscelatura mediante una separata barra spruzzatrice appositamente progettata.
Gli stabilizzanti in polvere, come il cemento Portland, vengono normalmente cosparsi sulla superficie stradale preesistente nella parte antistante la riciclatrice. Quest’ultima passa sopra la polvere e la miscela, unitamente all’acqua,
con il materiale sottostante mediante un’unica passata.
I treni di riciclaggio possono avere configurazioni diverse a seconda del tipo di applicazione e al tipo di stabilizzante impiegato. In tutti i casi, comunque, la riciclatrice funge da locomotiva e spinge o tira l’attrezzatura ad essa collegata mediante barre di spinta o di traino. Le Figure 2.2, 2.3 e 2.4 illustrano i comuni treni di riciclaggio.
Capitolo 2
25
Il treno di riciclaggio rappresentato in Figura 2.2 viene normalmente usato quando si esegue il riciclaggio a freddo
con cemento. La riciclatrice spinge in avanti un mescolatore di «slurry». In quest’ultimo, il cemento e l’acqua vengono miscelati insieme in precise quantità prestabilite, e lo «slurry» viene trasferito mediante un tubo flessibile e iniettato nella camera di miscelatura della riciclatrice. In alternativa, anziché impiegare un mescolatore di «slurry», il cemento può essere cosparso a mo’ di polvere dinanzi alla riciclatrice.
Una volta riciclato, il materiale è soggetto ad una prima passata di un rullo compressore che lo consolida. Di seguito, viene profilato da una motolivellatrice prima di essere costipato da un rullo vibrante.
Fig 2.2 Tipico treno di riciclaggio con cemento ed emulsione bituminosa mediante riciclatrice gommata
Livellatrice
Rullo
Riciclatrice
WR 2500
Mescolatore di
«slurry» WM 1000
Cisterna di
Emulsione
Nel caso in cui l’emulsione bituminosa venga impiegata insieme al cemento, il treno di riciclaggio può essere disposto
nel modo di seguito illustrato. Si noti, però, che davanti al mescolatore di «slurry» viene posizionata una cisterna contenente l’emulsione bituminosa. Qualora il cemento venga cosparso a mo’ di polvere dinanzi al treno di riciclaggio,
la cisterna viene collegata direttamente alla riciclatrice, come illustrato in Figura 2.3.
Fig 2.3 Treno di riciclaggio con emulsione bituminosa mediante riciclatrice cingolata
Rullo
Riciclatrice cingolata
2200 CR
Cisterna di
Emulsione
In questa figura è rappresentata una riciclatrice cingolata. Il treno di riciclaggio viene solitamente così configurato
quando si esegue il riciclaggio superficiale in quei casi in cui la pavimentazione preesistente sia composta da spessi strati di asfalto e il riciclaggio venga compiuto nell’ambito dello spessore dell’asfalto. Qualora la riciclatrice sia munita di una pavimentatrice-livellatrice, l’utilizzo di una motolivellatrice per profilare la superficie potrebbe risultare superfluo.
La Figura 2.4 illustra due treni di riciclaggio normalmente impiegati per il riciclaggio con bitume espanso.
Fig 2.4 Comuni treni di riciclaggio con bitume espanso, utilizzato da solo o unitamente al cemento
26
Livellatrice
Rullo
Riciclatrice
WR 2500/2200 CR
Livellatrice
Rullo
Riciclatrice
WR 2500/2200 CR
Cisterna di
Bitume
Cisterna d’Acqua
Mescolatore di
«slurry» WM 1000
Cisterna di
Bitume
Capitolo 2
In quei casi in cui si utilizza soltanto il bitume espanso, come accade per il riciclaggio di una pavimentazione composta da asfalto e/o pietrisco di buona qualità, la riciclatrice spinge in avanti due cisterne: dapprima una cisterna
contenente bitume a caldo, quindi una cisterna d’acqua.
Qualora, invece, il bitume espanso venga impiegato insieme al cemento, quest’ultimo può essere aggiunto sotto forma di «slurry», mediante l’apposito mescolatore, oppure cosparso a mo’ di polvere sulla superficie stradale preesistente nella parte antistante il treno di riciclaggio.
2.3
Vantaggi del Riciclaggio a Freddo
Il riciclaggio a freddo offre numerosi vantaggi, alcuni dei quali sono immediatamente evidenti mentre altri risultano
essere meno tangibili:
Vantaggi Ambientali. Per mezzo di questo processo, viene utilizzato tutto il materiale della pavimentazione preesistente. Non occorre quindi trovare apposite aree di deposito, e il volume del nuovo materiale di riporto dalle cave è ridotto al minimo. In tal modo si limitano le deturpazioni all’ambiente inevitabilmente causate dall’apertura di cave a cielo aperto e di cave di prestito. Anche l’entità delle
operazioni di trasporto è inferiore rispetto agli altri processi. Il consumo globale di energia viene pertanto ridotto significativamente così come l’effetto nocivo sulla rete viaria dovuto alla presenza di mezzi di trasporto.
Qualità dello strato riciclato. Viene garantita una miscelatura di elevata e costante qualità dei materiali in situ con acqua e stabilizzanti. L’addizione di fluidi viene eseguita con precisione grazie agli impianti di iniezione gestiti da un microprocessore. E’ assicurata una miscelatura di ottima qualità grazie
alla scrupolosità con cui i vari componenti vengono miscelati insieme all’interno dell’apposita camera.
Integrità strutturale. Il riciclaggio a freddo genera strati spessi, legati e omogenei che non contengono interfacce deboli tra gli strati più sottili della pavimentazione, come avviene talvolta nel caso di pavimentazioni costruite con metodi tradizionali.
Il sottofondo non viene intaccato. I sottofondi di qualità inferiore vengono interessati in modo marginale, se si fa un raffronto con il risanamento delle pavimentazioni mediante attrezzature di costruzione
tradizionali. Il riciclaggio a freddo è un’operazione a singola passata, vale a dire, i cingoli della riciclatrice (nel caso di riciclatrici cingolate) o i pneumatici ad elevata flottazione (nel caso di macchine gommate) passano una sola volta sul sottofondo scoperto. Il sottofondo è soggetto a carichi ripetuti ad elevata sollecitazione nel caso in cui si utilizzino dispositivi tradizionali che creano una sorta di
«appesantimento» e quindi determinano la necessità di sterri e riporti.
Tempi più brevi di costruzione. Le moderne riciclatrici offrono elevati ritmi di produzione che riducono in maniera significativa i tempi di costruzione, se paragonati agli altri metodi di risanamento. I ridotti tempi di costruzione offrono un vantaggio difficilmente tangibile per l’utente della strada: il lasso di
tempo durante il quale il transito degli automezzi è soggetto a fastidi provocati dalla messa in opera di
un determinato progetto viene ridotto.
Sicurezza del traffico. Uno dei vantaggi più importanti è l’elevato grado di sicurezza del transito garantito da questo processo. Il treno di riciclaggio completo può essere collocato in una sola corsia di
scorrimento. Ad esempio, nel caso di strade a doppia corsia, il riciclaggio può essere eseguito in una
metà della larghezza della strada durante il giorno e l’intera larghezza della strada, inclusa la corsia riciclata finita, può essere riaperta al traffico all’imbrunire.
Redditività. L’insieme dei vantaggi sopra descritti porta a ritenere il riciclaggio a freddo quale processo più interessante, in termini di redditività, per il ripristino delle pavimentazioni stradali.
Capitolo 2
27
2.4
Impiego del Processo di Riciclaggio a Freddo
Quando si prende in considerazione il risanamento di pavimentazioni stradali deteriorate, i metodi di restauro più
redditizi tendono ad essere più aderenti ad un progetto, rispetto a quanto accade nel caso della costruzione di nuove strade. Ogni progetto è unico relativamente alla struttura della pavimentazione preesistente e alla qualità dei materiali che compongono gli strati della pavimentazione e il sottofondo. E’ pertanto importante scegliere la soluzione
più pratica e idonea ad ogni singolo progetto tenendo in considerazione alcuni fattori, quali:
Ubicazione. La scelta della soluzione più adatta per un determinato paese o regione dipende dalle condizioni ambientali locali e dal fatto che il progetto da elaborare riguardi una strada urbana ad elevato
traffico (nel qual caso si può operare soltanto di notte) o una strada rurale non asfaltata che necessita
di un immediato intervento di rinnovamento. In questi due casi limite, occorrono soluzioni e standard di
servizio molto diversi. E’ importante informarsi circa le normative locali riguardanti la costruzione di strade e rendersi conto di quali siano le aspettative della popolazione locale rispetto ai livelli di servizio ritenuti da questa accettabili.
Ambiente fisico. La topografia e la geologia vanno tenute in considerazione in sede di determinazione del metodo di rigenerazione più appropriato. In modo particolare, eventuali forti pendenze possono
incidere in modo determinante sul tipo di costruzione che può essere eseguito. Il clima svolge un ruolo fondamentale nella scelta: le esigenze delle regioni desertiche a bassa piovosità saranno infatti diverse da quelle delle zone ad elevata piovosità. Anche l’effetto degli estremi termici, quale la fessurazione termica provocata dai cicli gelo/disgelo, tenderà ad influire sull’approccio adottato.
Reperibilità dei materiali. L’attuabilità delle varie alternative di riciclaggio è fortemente condizionata
dalla reperibilità dei materiali, in particolare degli stabilizzanti. Questi ultimi devono essere disponibili in
quantità tali da offrire uno standard qualitativo costante e accettabile. Le moderne riciclatrici utilizzano
enormi quantità di sostanze stabilizzanti; è quindi indispensabile, nella fase iniziale, assicurarsi che il
volume necessario possa essere reperito e trasportato senza inconvenienti.
28
Capitolo 2
Capitolo 3: Indagine e Progetto delle Pavimentazioni
3.1
Introduzione
Dal momento che sono strettamente correlati, il presente capitolo abbina l’analisi dei piani viabili preesistenti usurati e le varie fasi di progettazione della pavimentazione volta a rigenerare detti piani stradali. Vi sono due regole d’oro che valgono in tutti i casi, vale a dire:
•
E’ necessario comprendere a fondo quali sono le aspettative del proprietario della strada relativamente alla pavimentazione stradale rigenerata; in altre parole:
- Viene richiesta una vita teorica a breve o a lungo termine?
- Quali sono gli standard attesi in fatto di caratteristiche funzionali, quali la transitabilità e la resistenza allo
slittamento?
- Quale sarà l’entità dei finanziamenti destinati alla manutenzione ordinaria della pavimentazione nell’arco della
sua vita teorica? Ci si aspetta, ad esempio, che la pavimentazione non necessiterà pressoché di alcun tipo di
intervento di manutenzione durante la propria vita teorica? Quali sono le risorse locali di manutenzione, in termini di forza lavoro, attrezzature e know-how?
•
Occorre compiere uno studio adeguato al fine di comprendere con chiarezza il comportamento della pavimentazione preesistente. Sarà questo tipo di esame a determinare in larga misura il tipo e la
frequenza dei test richiesti da ogni specifico progetto.
Lo studio della pavimentazione mira a fornire sufficienti informazioni grazie alle quali sarà possibile redigere un adeguato progetto di rigenerazione della pavimentazione. Il tipo e l’entità del lavoro d’indagine varierà in modo significativo a seconda della quantità di informazioni richieste da un determinato progetto; pertanto, la stretta interazione
tra studio e progetto è fondamentale.
I progetti di pavimentazione possono essere ideati in modo tale da essere adatti ad un’ampia varietà di strade, da
quelle inghiaiate non asfaltate a traffico leggero alle superstrade a più corsie soggette a traffico molto intenso. Inoltre, i progetti possono essere concepiti in maniera tale da poter soddisfare le specifiche esigenze del proprietario
della strada quanto a vita teorica e standard funzionali.
Questo capitolo descrive in modo particolareggiato tre categorie fondamentali del riciclaggio a freddo e analizza i
più diffusi metodi d’indagine applicabili ad ognuna di queste categorie. Vengono inoltre utilizzati dei flussogrammi
allo scopo di illustrare la metodologia richiesta da ogni categoria. Esistono vari metodi di progettazione delle pavimentazioni, i quali offrono diversi standard di sicurezza rispetto all’affidabilità del progetto. Il capitolo contiene inoltre una rassegna di alcuni dei più diffusi approcci ai progetti di pavimentazione. Va comunque fatto presente che non
è nelle intenzioni di questo manuale esaminare nei dettagli i diversi metodi di progettazione; ciononostante viene inclusa una bibliografia allo scopo di fornire informazioni relative a detti procedimenti.
Il paragrafo finale di questo capitolo comprende un elenco di tipici progetti di pavimentazione. L’Appendice 1 contiene degli esempi di analisi delle pavimentazioni e delle metodologie di progetto applicabili ad ogni ampia categoria del riciclaggio e si conclude con una scelta di diverse alternative di progetto e con la selezione dell’opzione più
redditizia basata su una comparazione dei costi.
Capitolo 3
29
3.2
aa
Categorie del Riciclaggio a Freddo
Il riciclaggio a freddo può essere diviso, per ragioni pratiche, in tre diverse categorie: riciclaggio in profondità, riciclaggio superficiale e il miglioramento di strade inghiaiate non asfaltate. In molti casi, non esiste una netta distinzione tra i primi due tipi di riciclaggio ed è quindi abbastanza usuale che i due approcci abbiano molti punti in comune.
3.2.1 Riciclaggio in Profondità
Il riciclaggio in profondità copre un ampio spettro di applicazioni che variano dalle strategie di progetti di pavimentazione a medio termine a quelle a lungo termine, volte a consolidare la pavimentazione preesistente usurata. Il conseguente rivestimento della parte superiore dello strato riciclato migliora le caratteristiche funzionali, quali la resistenza allo slittamento e la transitabilità. Normalmente, gli spessori dello strato in caso di riciclaggio in profondità
superano i 150 mm.
Il riciclaggio in profondità è idoneo al consolidamento di pavimentazioni preesistenti deteriorate aventi strati di asfalto sia spessi che sottili. La Figura 3.1 illustra due esempi di riciclaggio in profondità. In entrambi i casi, la profondità
del riciclaggio è pari a 300 mm; mentre l’esempio a sinistra presenta uno strato di asfalto di elevato spessore, lo strato raffigurato nell’esempio di destra, invece, è relativamente sottile.
Una volta terminato il riciclaggio, è necessario stendere un nuovo manto. In caso di strade a traffico leggero, questo manto può essere costituito da un impermeabilizzante a scagliette oppure da un sottile strato di asfalto a caldo.
Laddove, invece, la pavimentazione è soggetta a traffico intenso, potrebbe essere necessario realizzare sia la base
sia il manto in asfalto.
Fig 3.1 Riciclaggio ad una profondità di 300 mm con diversi spessori di asfalto
Asfalto spesso
Asfalto sottile
Direzione del
riciclaggio
a
Direzione del
riciclaggio
70 mm
Asfalto
130 mm
100 mm base
granulare
}
30 mm Asfalto
270 mm base granulare
L’indagine delle pavimentazioni e la metodologia di progetto nel caso del riciclaggio in profondità sono illustrati nel
flussogramma di cui alla Figura 3.2.
30
Capitolo 3
Fig 3.2 Flussogramma dettagliato dell’indagine delle pavimentazioni e della
metodologia di progetto nel caso del riciclaggio in profondità
Fasi
1
Raggiungere un accordo con il propietario della strada in merito ai seguenti punti:
• Vita teorica
• Standard funzionali
• Fondi disponibili per la manutenzione
• Considerazioni pratiche relative alla costruzione
2
Raccogliere le informazioni disponibili in merito a quanto segue:
• Progetto originale della pavimentazione
• Spessore e qualità dello strato come costruito
• Fonti locali di aggregati
• Dati riguardanti il traffico
3
I dati relativi al
traffico sono sufficienti per stimare
il Traffico Teorico?
No
Effettuare calcoli
sul traffico
Computare il Traffico Teorico
4
5
Svolgere un’indagine adeguata della pavimentazione
I risultati dell’indagine
sono sufficienti per accertare il
comportamento della pavimentazione e per applicare
le procedure di progettazione
delle pavimentazioni?
No
Il materiale degli
strati superiori della
pavimentazione preesistente può
essere riciclato senza l’addizione di
aggregati di riporto?
Svolgere
ulteriori indagini
No
Ricercare fonti
alternative di materiale
Attuare le procedure di progettazione delle pavimentazioni allo
scopo di individuare alternative preliminari di rigenerazione, tra cui
il riciclaggio a freddo.
6
Effettuare una comparazione dei costi preliminare che
comprenda il riciclaggio a freddo con vari stabilizzanti, tenuto
conto delle presunte caratteristiche costruttive.
7
Capitolo 3
Considerare altre
alternative di risanamento
No
L’impiego del riciclaggio
a freddo è redditizio rispetto ad altre alternative
di risanamento?
8
Compiere studi delle miscele di laboratorio per verificare
le caratteristiche costruttive del materiale riciclato.
9
Stabilire in via definitiva il progetto della pavimentazione
e i costi di costruzione relativi alla rigenerazione della
pavimentazione mediante il riciclaggio a freddo.
31
3.2.2 Riciclaggio Superficiale
Normalmente si ricorre al riciclaggio superficiale per eliminare gravi fenditure degli strati di asfalto e al contempo per
migliorare la transitabilità dei piani viabili. Questo tipo di riciclaggio, sebbene venga spesso impiegato quale strategia a breve termine, può essere utilizzato anche in quei casi in cui la pavimentazione è solida, eccezion fatta per
alcuni punti deboli degli strati superiori di asfalto. Il riciclaggio superficiale viene svolto a profondità variabili da 80 mm
a 150 mm.
Il riciclaggio superficiale potrebbe comportare un leggero miglioramento della capacità strutturale della pavimentazione grazie alla successiva posa in opera del manto di asfalto. Ne consegue una ridotta penetrazione di acqua negli strati sottostanti che contribuirà anch’essa a prolungare la vita utile della pavimentazione.
L’indagine delle pavimentazioni e la metodologia di progetto nel caso del riciclaggio superficiale sono illustrati nel
flussogramma di cui alla Figura 3.3.
Fig 3.3 Flussogramma dettagliato dell’indagine delle pavimentazioni e della metodologia di progetto
nel caso del riciclaggio superficiale
Fasi
1
Raggiungere un accordo con il proprietario della strada
in merito ai seguenti punti:
• Vita teorica (possibilmente una strategia di progetto a breve termine)
• Standard funzionali
• Considerazioni pratiche relative alla costruzione
2
Raccogliere informazioni pratiche disponibili in merito a quanto segue:
• Progetto originale della pavimentazione
• Spessore e qualità dello strato come costruito
• Fonti locali di aggregati
• Dati riguardanti il traffico
3
Svolgere un’indagine adeguata della pavimentazione
I risultati dell’indagine
sono sufficienti per prendere in esame
altre alternative?
No
4
Effettuare una comparazione
dei costi circa:
• Rivestimento di asfalto
• Fresature e sostituzione
• Riciclaggio a freddo
Svolgere ulteriori
indagini
5
6
Considerare altre
alternative
di risanamento
No
L’impiego del
riciclaggio a freddo è redditizio rispetto
ad altre alternative di
risanamento?
Compiere studi delle miscele
di laboratorio per verificare
le caratteristiche costruttive
del materiale riciclato
Sono necessari aggregati aggiuntivi?
7
32
Si
Prelevare campioni da
fonti alternative di
aggregati
Stabilire in via definitiva il progetto
della pavimentazione e i costi di
costruzione relativi al riciclaggio
superificiale
Capitolo 3
3.2.3 Miglioramento delle Strade non Asfaltate
E’ possibile migliorare le strade inghiaiate non asfaltate, mediante bitumatura, riciclando la ghiaia preesistente addizionata di emulsione bituminosa o di bitume espanso e applicando un manto sottile, come l’impermeabilizzante a
scagliette o lo «slurry». Gli ovvi vantaggi derivanti da questo tipo di intervento consistono in piani viabili privi di polvere con tempo asciutto e piani stradali più sicuri e stabili in caso di tempo piovoso. E’ inoltre assicurato un impiego più utile delle risorse di materiale in quanto la ghiaia non deve essere sostituita ad intervalli regolari; le strade non
asfaltate perdono solitamente 20-30 mm di ghiaia all’anno in seguito all’azione del traffico e agli effetti delle condizioni atmosferiche. In questo modo non verranno più causati quei danni ambientali dovuti all’effettiva necessità di
aprire cave di prestito di ghiaia. Questo tipo di riciclaggio viene normalmente effettuato fino a profondità variabili da
100 mm a 150 mm. Va notato che si possono riciclare le strade inghiaiate prive di rivestimento utilizzando il cemento o la calce spenta; in tal caso, però, lo strato riciclato deve avere uno spessore maggiore, pari a 200 mm, e quindi tale processo rientra nell’ambito del riciclaggio in profondità.
Fig 3.4 Flussogramma dettagliato dell’indagine delle pavimentazioni e della metodologia di progetto
nel caso di miglioramento di strade inghiaiate non asfaltate
Fasi
1
Raggiungere un accordo con il propietario della strada in merito ai seguenti punti:
• Vantaggi ambientali legati al rivestimento della strada
• Standard funzionali
• Esigenze di manutenzione
• Standard geometrici
• Considerazioni pratiche relative alla costruzione
2
Raccogliere le informazioni disponibili in merito a quanto segue:
• Verbali di ringhiaiatura e qualità della ghiaia
• Fonti locali di ghiaia
• Dati riguardanti il traffico, incluso il traffico attratto dall’intervento in questione
3
Svolgere un’indagine adeguata della pavimentazione
I risultati dell’indagine
sono sufficienti per poter attuare le
strategie di miglioramento?
No
4
Svolgere ulteriori
indagini
E’ necessaria ghiaia di
riporto?
Individuare fonti di
ghiaia idonee
Effettuare una comparazione di costi circa:
• Rivestimento di pietrisco
• Rivestimento di ghiaia cementata
• Riciclaggio a freddo della ghiaia preesistente
5
Considerare
altre alternative di
miglioramento
Capitolo 3
Si
No
L’impiego del riciclaggio
a freddo è redditizio rispetto ad altre
alternative di miglioramento?
6
Compiere studi delle miscele
di laboratorio per verificare le
caratteristiche costruttive del
materiale riciclato
7
Stabilire in via definitiva il progetto
della pavimentazione e i costi di
costruzione relativi all’intervento
di miglioramento
33
3.3
Indagine delle Pavimentazioni
L’indagine delle pavimentazioni implica la raccolta delle informazioni disponibili, l’analisi dei dati relativi al traffico e
l’attuazione di opportuni metodi di esame al fine di fornire una quantità di informazioni tale da consentire la redazione del progetto della pavimentazione. Questo paragrafo prende in esame questi diversi aspetti.
3.3.1
Studio delle Informazioni Disponibili
Prima di prendere decisioni definitive in merito al tipo e alla frequenza dei vari metodi d’indagine da utilizzarsi per un
determinato progetto, è necessario compiere uno studio di tutte le informazioni disponibili in merito. E’ utile stabilire se il progetto rientra nell’ambito del sistema di gestione della pavimentazione, nel qual caso, si potrebbero ottenere utili informazioni.
Se disponibili, occorre esaminare i verbali di costruzione per determinare:
- il progetto di pavimentazione originariamente elaborato;
- gli spessori dello strato come costruito ed eventuali variazioni al progetto di pavimentazione redatto;
- i risultati dei test di assicurazione del processo operativo e della qualità in fase di costruzione; e
- fonti e qualità del materiale disponibile nelle cave locali e nelle cave di prestito.
E’ necessario raccogliere il maggior numero di informazioni sul traffico e adoperarsi affinché sia possibile accertare
quanto segue:
- calcoli storici e attuali del traffico;
- percentuale di mezzi pesanti;
- carichi per asse legali;
- statistiche relative al sovraccarico degli automezzi.
3.3.2
Analisi del Traffico Teorico
I metodi adottati per calcolare il traffico teorico sono già stati descritti nel Capitolo 1. E’ indispensabile utilizzare appieno le informazioni disponibili; in quei casi, però, in cui queste siano insufficienti, in particolare quando si intende
attuare un progetto di pavimentazione per strade ad elevato traffico, occorre effettuare dei calcoli suddividendo il
traffico per categorie. E’ importante giungere ad una stima precisa della percentuale di mezzi pesanti che utilizzano
la strada nonché ottenere informazioni circa la gamma dei carichi portati da detti automezzi.
Dettagliate analisi del traffico si rendono indispensabili in caso di progetti di pavimentazione che richiedono una strategia di progettazione a medio e lungo termine, vale a dire una vita teorica di dieci o più anni. Per strategie a brevissimo termine, invece, raramente è necessaria un’analisi elaborata del traffico; ciò non toglie che le informazioni riguardanti il volume del traffico siano richieste onde pianificare i lavori e quindi limitare disordini e congestioni del
traffico durante l’esecuzione dell’opera.
Le informazioni utilizzate per calcolare gli ESAL cumulativi (Traffico Teorico) non sono esatte ed è quindi necessario,
di solito, effettuare un’analisi tangibile per verificare come le variazioni dei dati influiscano sul Traffico Teorico.
3.3.3
Metodi di Indagine
Esistono diversi metodi di indagine la cui scelta dipende dalla loro idoneità ai vari tipi di approcci progettuali. In molti casi, i risultati dei diversi test possono essere confrontati l’uno con l’altro cosicché da avere una doppia conferma
delle cause dell’usura della pavimentazione e comprendere con maggior chiarezza il comportamento della pavimentazione.
I metodi più diffusi verranno descritti in breve nei prossimi paragrafi.
3.3.3.1 Valutazione Visiva
Si tratta di uno degli «strumenti di risanamento» più efficaci e costituisce una parte essenziale di tutti gli esami riguardanti le pavimentazioni. Questa valutazione viene di norma effettuata in due fasi distinte:
34
Capitolo 3
•
Controllo visivo iniziale.
Questo tipo di indagine mira a dare un’idea generale del progetto e a delineare sezioni uniformi che presentano lo stesso tipo e grado di usura della pavimentazione. I controlli visivi iniziali vengono solitamente effettuati guidando, a bassa velocità, per l’intera lunghezza della strada.
•
Controllo visivo dettagliato.
In questi casi, qualora possibile, l’intera lunghezza della strada viene praticamente controllata procedendo a
passo d’uomo. Durante la verifica, vengono presi appunti circa l’usura riscontrata da una parte all’altra dell’intera larghezza della pavimentazione, il tipo di drenaggio, le variazioni geologiche e le caratteristiche geometriche (ad esempio forti pendenze, curve brusche e alti terrapieni). Nei casi in cui l’entità del progetto sia tale da
impedire i suddetti controlli, sarà necessario effettuare un’indagine dettagliata su campioni prelevati da ciascuna sezione uniforme individuata.
Sono state identificate quattro diverse modalità di deterioramento, classificate a loro volta in tipi, come illustrato in Tabella 3.1.
Tabella 3.1
Modalità e tipo di deterioramento
Durante il controllo visivo, le diverse modaModalità di
lità e tipi di deterioramento della pavimenTipo
di
deterioramento
deterioramento
tazione vengono descritti in termini di gravità, frequenza e ubicazione. Il controllo
Solchi, Avvallamenti, Rialzi
Deformazione
visivo fornisce indizi preziosi circa le cause
Screpolature a pelle di coccodell’usura della pavimentazione, in particodrillo, fessure Superficiali e inFessurazione
lare se si utilizzano i risultati ottenuti unitacrinature a Blocchi, fessure
mente agli esiti degli altri metodi di indagiLongitudinali, fessure Traversali
ne. Un esempio di un tipico foglio dati della
Formazione di buche,
valutazione visiva è contenuto nell’AppenDisgregazione del
Sfaldamento, Fenditure,
dice 1.
manto stradale
Fratture in prossimità dei cigli
Lisciatura della tessitura
della superficie
Trasudamento, levigatura
3.3.3.2 Penetrometro a Cono Dinamico
Fig 3.5 Il Penetrometro a Cono Dinamico (DCP)
Il Penetrometro a Cono Dinamico (DCP = Dynamic Cone Penetrometer) è uno strumento relativamente semplice composto da un’asta di acciaio munita di una punta conica di acciaio temprato che viene introdotta all’interno della pavimentazione mediante l’uso di un tradizionale maglio a caduta libera. Per mezzo di questo dispositivo, viene misurata la
velocità di penetrazione negli strati della pavimentazione per
ogni colpo di martello. La velocità di penetrazione è un fattore della resistenza in situ della pavimentazione.
Le misurazioni eseguite con il DCP sono correlate al notissimo Indice di Portanza Californiano (CBR) dei materiali granulari e con la resistenza alla deformazione su compressione in
aria libera (UCS = Unconfined Compressive Strength) dei materiali leggermente cementati. I risultati del DCP possono anche essere usati per valutare il modulo di elasticità dei materiali della pavimentazione.
Oggigiorno esistono sofisticati programmi informatici che facilitano le prove di sondaggio DCP e consentono di valutare
il CBR, l’UCS e i moduli elastici in situ, oltre a dare indicazioni circa l’equilibrio della pavimentazione e la capacità strutturale. Alcuni esempi sono contenuti nell’Appendice 1.
Capitolo 3
Dimensioni del cono
Tacca 0
575 mm
3 mm
Circa 1935 mm
I test vengono solitamente effettuati ad una profondità di
800 mm; questo consente di tracciare un profilo che indica le
effettive caratteristiche in situ dei materiali degli strati della
pavimentazione.
Impugnatura
Arresto superiore
Martello (8 kg)
20 mm
Angolo del
cono di 60°
Incudine ove le aste vengono avvitate insieme
Clip superiore punto di riferimento per la scala
Aste di acciaio, Ø 16 mm
Asta di misurazione con scala regolabile
Clip inferiore
(non conforme alla scala)
35
3.3.3.3 Scavi di Prova
Gli scavi di prova rappresentano una parte importante dell’indagine delle pavimentazioni. Oltre a consentire un’utile valutazione visiva del materiale degli strati della pavimentazione scoperti, situati ai lati dello scavo di prova, detti
scavi offrono l’opportunità di prelevare dei campioni per le prove di laboratorio. Questi campioni possono essere impiegati per effettuare dei test volti a valutare la qualità del materiale degli strati della pavimentazione preesistente e
forniscono inoltre materiale per gli studi delle miscele, i cui risultati verranno utilizzati per individuare il trattamento
più efficace per i materiali da riciclare.
Gli scavi di prova permettono altresì di determinare:
- gli spessori degli strati della pavimentazione;
- il contenuto di umidità in situ;
- le precise misurazioni di costipamento in situ di ciascun strato; e
- le condizioni dei vari strati (ad esempio il grado di fessurazione e la cementazone di ciascun strato della pavimentazione).
Gli scavi di prova vengono solitamente eseguiti nell’area di impronta esterna della ruota della corsia di scorrimento;
in alcuni casi, però, si consiglia di effettuarli in altre posizioni, ad esempio da una parte all’altra della banchina usurata. Gli scavi di prova possono inoltre essere eseguiti sotto forma di scanalatura, da un senso all’altro dell’intera larghezza della corsia di scorrimento, al fine di verificare la profondità a cui la deformazione si estende al di sotto il manto. Di solito, la profondità di questi scavi è pari a 1 metro. Il materiale scavato da ciascuno degli strati che si trovano
nello scavo di prova viene ammucchiato separatamente accanto allo scavo stesso. Man mano che si procede con
lo scavo, si possono effettuare prove di costipamento su ciascun strato successivo.
Una volta ultimato, il profilo dello scavo di prova viene annotato in modo dettagliato e vengono prelevati dei campioni, per le prove di laboratorio, rappresentativi del materiale dei vari strati.
3.3.3.4 Carotaggio
Rispetto agli scavi di prova, il carotaggio è una procedura relativamente rapida che provoca minori disagi al transito degli automezzi ed è decisamente più economica. I campioni di carota consentono di effettuare accurati controlli degli spessori dei materiali legati, quali l’asfalto e gli aggregati cementati, e le carote possono essere immediatamente testate per valutare le caratteristiche costruttive dei materiali.
Gli svantaggi del carotaggio sono legati al fatto che, normalmente, la profondità di campionamento si limita ai primi
200-300 mm della pavimentazione e che gli aggregati e i suoli non legati non possono essere campionati in modo
appropriato; una parte del materiale, infatti, viene solitamente persa durante il carotaggio. In molti casi, questo metodo non consente di stabilire con precisione lo spessore degli strati dei materiali non legati.
3.3.3.5 Misurazioni della Profondità dei Solchi
La misurazione delle profondità dei solchi può essere effettuata manualmente, utilizzando un guardapiano (lungo di
solito 2 metri) posizionato trasversalmente da una parte all’altra delle aree di impronta delle ruote in ciascuna corsia
di scorrimento. In questo modo vengono annotate la profondità massima e la larghezza dei solchi.
Le profondità dei solchi possono essere misurate utilizzando inoltre sofisticati dispositivi mobili che impiegano tecniche di misurazione al laser.
3.3.3.6 Misurazioni delle Deflessioni
Le misurazioni delle deflessioni rappresentano un sistema efficace di valutazione non invasiva della pavimentazione. Quando il carico per ruota di un automezzo in transito viene impartito sulla superficie di una strada, la pavimentazione subisce una deflessione. L’entità della deflessione generata dall’esposizione ad un determinato carico, così come il «pozzetto di deflessione» formatosi per effetto del carico, costituiscono un elemento utile di valutazione
delle proprietà in situ della pavimentazione.
Sono stati messi a punto diversi metodi di misurazione della reazione di una pavimentazione soggetta a carichi. Essi permettono di conoscere le condizioni strutturali e la capacità di sostegno del carico delle pavimentazioni stradali. I più diffusi sistemi di misurazione delle deflessioni comprendono quelli basati sulla Trave Benkelman e quelli
che si riferiscono al principio di caduta libera dei pesi.
36
Capitolo 3
Quest’ultimo metodo richiede la simulazione, da parte di un impulso dinamico, dell’effetto di una ruota in transito mediante l’uso di un dispositivo denominato «Flessimetro a caduta libera dei pesi». Vengono così misurate, contemporaneamente, varie deflessioni a distanze fisse rispetto al punto di applicazione del carico. Questa procedura permette di
determinare al contempo la deflessione della superficie e il pozzetto di deflessione. Le misurazioni delle deflessioni possono essere utilizzate ai fini del progetto delle pavimentazioni nell’ambito di diverse metodologie di progettazione, come descritto al Paragrafo 3.6.3 «Metodi Basati sulla Deflessione».
3.3.3.7 Prove di Laboratorio
I campioni prelevati dagli scavi di prova e le carote vengono sottoposti a prove di laboratorio allo scopo di valutare
la qualità dei materiali degli strati della pavimentazione preesistente e del sottofondo sottostante. Gli aggregati prelevati dalle cave di prestito e dalle cave a cielo aperto, da utilizzarsi nelle miscele riciclate, devono anch’essi essere
oggetto di test di qualità.
Le prove tipiche includono l’analisi granulometrica per stacciatura, la plasticità e l’Indice CBR.
Sulla base dei risultati di queste prove, è possibile scegliere lo stabilizzante o gli stabilizzanti più adatti (vedi il Paragrafo 3.5 «Studio delle Miscele») e valutare la capacità strutturale delle pavimentazioni preesistenti (vedi il Paragrafo 3.6 «Approcci ai Progetti delle Pavimentazioni»).
3.4
Procedure di Indagine per le diverse Categorie del Riciclaggio a Freddo
Il paragrafo 3.3 ha presentato l’intera gamma di metodi normalmente utilizzati per analizzare le pavimentazioni usurate. Tuttavia, è raro che tutti i metodi vengano impiegati per un determinato progetto; di solito, il tipo di indagine è
dettato dalla categoria del riciclaggio. Le tabelle sotto riportate vogliono essere un rapido riferimento relativamente
ai più diffusi metodi di indagine per ciascuna categoria di riciclaggio.
3.4.1
Riciclaggio in Profondità
• Controllo visivo
• Scavi di prova e carotaggio per le prove di laboratorio
• Carotaggio
• Sondaggio con DCP
• Misurazioni delle profondità dei solchi
• Misurazioni delle deflessioni
3.4.2
Riciclaggio Superficiale
• Controllo visivo
• Controlli dello spessore di asfalto, di solito mediante carotaggio
• Misurazioni delle profondità dei solchi
• Scavi di prova bassi alla profondità proposta del riciclaggio
onde prelevare campioni per i test di studio delle miscele
3.4.3
Miglioramento delle Pavimentazione Stradali Inghiaiate non Asfaltate
• Controllo visivo
• Controllo dello spessore della ghiaia
• Sondaggi con DCP
• Campionamento della ghiaia per determinarne la qualità e compiere gli studi delle miscele
Capitolo 3
37
In sede di decisione del metodo da utilizzare, occorre tenere presente l’unicità di ogni singolo progetto e considerare che lo scopo del lavoro di indagine è essenzialmente quello di raccogliere un numero di informazioni tale da
consentire una precisa formulazione del progetto della pavimentazione. Oltre alle indagini delle pavimentazioni, è
necessario effettuare dei controlli circa il reperimento di altri materiali e prodotti necessari al processo di rigenerazione, quali ghiaia, pietrisco, acqua, cemento e bitume. (In questo caso, occorrerà di norma effettuare sopralluoghi
nelle cave locali e nelle cave di prestito di ghiaia allo scopo di prelevare campioni di pietrisco e di ghiaia per le prove di laboratorio. E’ necessario reperire anche campioni di cemento e di bitume.)
3.5
Studio delle Miscele
Lo studio delle miscele rappresenta una parte importante della procedura di indagine delle pavimentazioni; il loro
scopo è quello di individuare il metodo più efficace per trattate i materiali dello strato riciclato.
I campioni rappresentativi prelevati dallo strato da riciclare vengono sottoposti a prove di studio delle miscele. I campioni dovrebbero essere preparati in modo tale da simulare il più possibile la gradazione del materiale raggiunta durante il vero e proprio processo di riciclaggio. Qualora possibile, quindi, si dovrebbe utilizzare una fresa di piccole
dimensioni per fresare i campioni estratti dalla pavimentazione stradale. In alcuni casi, sarà necessario miscelare
questi materiali con gli aggregati di riporto, a seconda della qualità del materiale da riciclare e delle caratteristiche
che dovrà avere il prodotto riciclato finale.
Le procedure di studio delle miscele che possono essere adottate per la stabilizzazione del cemento, dell’emulsione bituminosa e del bitume espanso sono descritte nell’Appendice 2; in sostanza, comunque, il lavoro di studio delle miscele comporta quanto di seguito riportato:
FASE 1
Selezione iniziale degli stabilizzanti; tenere presente quanto segue:
• Costi relativi dei vari stabilizzanti.
• Disponibilità, vale a dire capacità di reperire il materiale nelle quantità giornaliere
richieste, e qualità costante degli stabilizzanti che possono essere forniti.
• Idoneità quanto a tipo e qualità del materiale da riciclare. La selezione iniziale dello
stabilizzante più appropriato si basa sui risultati delle prove di laboratorio eseguite in
fase di studio delle pavimentazioni.
• Caratteristiche costruttive che la miscela riciclata deve avere con riferimento a quelle
richieste dal progetto di pavimentazione.
(Si consiglia di riferirsi al Capitolo 5 «Sostanza stabilizzanti» in quanto fornisce ulteriori
informazioni in merito.) Alla luce di quanto sopra esposto, si decide di proseguire il lavoro di studio delle miscele utilizzando uno o più stabilizzanti insieme, quali l’emulsione
bituminosa e il cemento.
FASE 2
Alcune parti del campione vengono preparate miscelandole con diverse percentuali di
stabilizzante e con una quantità di acqua sufficiente a far sì che la miscela raggiunga il
contenuto di fluido ottimale per il costipamento. Di solito, vengono preparate quattro miscele, ciascuna con un diverso tenore di stabilizzante.
FASE 3
I provini vengono preparati mediante l’impiego di metodi di costipamento standardizzati.
FASE 4
I provini vengono fatti stagionare.
FASE 5
Una volta stagionati, i provini vengono sottoposti a diverse prove per valutarne le caratteristiche costruttive nonché la loro suscettività all’umidità.
38
Capitolo 3
Al fine di stabilire il tenore ottimale dello stabilizzante, gli esiti delle prove vengono comparati con il contenuto di stabilizzante presente in ciascuna delle miscele. Il tenore di stabilizzante che ottimizzerà le caratteristiche desiderate
verrà ritenuto il tenore ottimale dello stabilizzante.
3.6
Approcci ai Progetti delle Pavimentazioni
Nel corso degli anni i vari metodi di progetto delle pavimentazioni si sono evoluti; si è passati, infatti, dai metodi empirici relativamente semplici a più complessi e complicati approcci di configurazione che necessitano di un sofisticato software informatico. I prossimi paragrafi esaminano brevemente i metodi che possono essere applicati nel caso di pavimentazioni per le quali è previsto il riciclaggio a freddo.
La Tabella 3.2 sotto riportata riassume i diversi metodi di progetto delle pavimentazioni secondo un ordine crescente
di complessità e di grado di attendibilità dei risultati.
Ordine crescente di complessità e attendibilità
Tabella 3.2
Applicazione dei vari metodi di progetto
Metodi di progetto
Metodi di Progetto CBR
Metodo di Progetto
con il DCP (penetrometro
a cono dinamico)
Indagini richieste
Test CBR
Prove di laboratorio
CBR/ Resistenza alla deformazione su compressione in aria
libera/ Modulo di elasticità E
Sondaggio DCP
Deflessione
Misurazioni della deflessione
del manto e del Pozzetto
di Deflessione
Modulo E / Coefficiente
di Poisson Spessori
dello strato
DCP
Pozzetto di Deflessione
Prove di Laboratorio
Metodi di Progetto di
Deflessione basato su:
• Deflessione del manto e
• Pozzetti di deflessione
Metodi di Progetto
Meccanicistici
Test/Analisi
Le finalità e l’attuabilità di alcuni di questi metodi vengono brevemente prese in esame nei prossimi paragrafi. Tuttavia, per avere informazioni più dettagliate, si consiglia di leggere la bibliografia che segue il Capitolo 5.
3.6.1 Metodi di Progetto CBR
I metodi di progetto CBR sono metodi empirici che si basano sugli indici CBR di imbibizione dei materiali della pavimentazione. Secondi questi metodi, ogni strato agirebbe in modo indipendente all’interno della struttura della pavimentazione. I tipici metodi di progetto CBR sono quelli messi a punto dall’Asphalt Institute e dal Transportation Road Research Laboratory (TRRL = Laboratorio di Ricerca delle Vie di Comunicazione).
Trattandosi di metodi di progetto empirici, questi dovrebbero essere utilizzati solo a titolo di guida e il progetto in questione dovrebbe essere controllato ricorrendo ad altri metodi.
3.6.2 Metodi di Progetto con il Penetrometro a Cono Dinamico
Il metodo di Progetto DCP è stato messo a punto per consentire di svolgere una valutazione dettagliata della struttura della pavimentazione. Dal momento che questo metodo è di derivazione empirica, si consiglia di abbinarlo ad
altri metodi di progetto.
Il DCP può essere usato per:
- valutare il CBR in situ dei materiali granulari e del suolo nonché la resistenza alla deformazione su compressione
in aria libera degli strati leggermente cementati;
- determinare il profilo di resistenza dello strato della pavimentazione;
- determinare l’equilibrio di resistenza tra gli strati della pavimentazione;
- valutare la capacità strutturale della pavimentazione preesistente;
Capitolo 3
39
- progettare il consolidamento della pavimentazione; e
- valutare gli effettivi moduli elastici dei materiali in situ. Detti moduli possono essere impiegati nell’analisi meccanicistica della struttura della pavimentazione.
3.6.3 Metodi basati sulla Deflessione
I metodi di progetto di risanamento basati sulla deflessione utilizzano l’approccio ad analisi di risposta, in cui la deflessione massima della superficie della pavimentazione viene misurata sottoponendo quest’ultima ad un carico applicato e quindi comparandola con i parametri di efficienza della pavimentazione. Vengono utilizzati due metodi basati sulla deflessione: quello fondato sulla misurazione della deflessione del manto stradale e quello che utilizza le
Misurazioni del Pozzetto di Deflessione.
Quando soggetta al carico delle ruote, la pavimentazione flette verso il basso formando una depressione a forma di
pozzetto, noto come Pozzetto di Deflessione. I Pozzetti di Deflessione possono essere impiegati nella procedura denominata «Controanalisi» per valutare i moduli elastici in situ di ciascun strato della pavimentazione. Mediante tale
procedura, che di solito si avvale di programmi informatici quali MODULUS, ELOMOD o BOWLER, vengono calcolate deflessioni teoriche in presenza di un carico applicato utilizzando moduli presunti per ciascun strato della pavimentazione. Queste deflessioni teoriche vengono confrontate con le deflessioni misurate, riscontrate nel Pozzetto
di Deflessione. I presunti moduli vengono poi modificati seguendo una procedura iterativa fino a quando i Pozzetti
di Deflessione teorici non combaciano con i pozzetti misurati. Si può dare per certo che i moduli derivati sono simili a quelli degli strati della pavimentazione in situ e possono essere utilizzati, unitamente agli spessori degli strati della pavimentazione, nelle analisi meccanicistiche.
Deflessione
La Figura 3.6 sotto riportata illustra un tipico Pozzetto di Deflessione.
Tra i metodi che si avvalgono delle misurazioni delle deflessioFig 3.6 Tipico bacino di deflessione
ni del manto si annoverano quelli dell’Asphalt Institute e del
TRRL. Il metodo messo a punto dall’Asphalt Institute si fonda
sul rapporto che intercorre tra la deflessione di rimbalzo rapCentro del carico
presentativa (RRD = Representative Rebound Deflection) e le
ripetizioni del carico del traffico, mentre il metodo TRRL è basato sul rapporto esistente tra la deflessione standard e il traffico cumulativo. Entrambi i metodi adottano, come parametro
di riferimento della condizione critica della pavimentazione, un
solco di 10 mm.
Deviazione dal centro
del carico
Questi metodi di progetto sono basati su misurazioni della pavimentazione in cui la causa principale dell’usura è legata alla
qualità scadente del sottofondo. Detti metodi possono quindi
essere utilizzati con attendibilità soltanto nel caso in cui si sia
accertato che l’usura della pavimentazione sia stata provocata da un sottofondo debole, piuttosto che da punti deboli presenti all’interno degli strati della pavimentazione.
3.6.4 Metodi di Progetto Meccanicistici
Si registra una netta propensione verso l’utilizzo di metodi di progetto delle pavimentazioni meccanicistici; questi si
fondono su principi fondamentali di ingegneria e generalmente offrono un maggior grado di attendibilità rispetto ai
metodi di progetto di derivazione empirica.
Il metodo di progetto meccanicistico a più strati lineare-elastico è quello più diffuso; esistono, però, altri approcci di
progetto meccanicistici, quali i metodi di analisi non lineari-elastici ed elastoplastici.
Il progetto meccanicistico utilizza programmi informatici quali ELSYM5, CHEV, WESLEA, CIRCLY e NSTRESS per
determinare le risposte della pavimentazione, quali deflessioni, sollecitazioni e deformazioni in ciascuno degli strati
della pavimentazione. Il metodo richiede la conoscenza degli spessori dello strato e delle caratteristiche dei materiali (in termini di modulo elastico e di coefficiente di Poisson) dei vari strati della pavimentazione. Il programma calcola la reazione di ogni strato al carico teorico in termini di deflessione, sollecitazione e deformazione. Questi valori vengono utilizzati insieme ai dati di trasferimento per determinare la capacità strutturale della pavimentazione.
40
Capitolo 3
Il metodo di progetto meccanicistico offre al progetto di risanamento dei vantaggi peculiari in quanto consente di
delineare la configurazione della pavimentazione usurata preesistente e quindi di individuarne eventuali punti deboli. Grazie a questo metodo è possibile ideare varie alternative di risanamento atte a consolidare efficacemente la pavimentazione.
3.6.5 Riassunto degli Approcci ai Progetti delle Pavimentazioni
Le fasi di indagine e di progettazione tendono a sovrapporsi. Il primo obiettivo è quello di capire il comportamento
della pavimentazione; il secondo, invece, consiste nel progettare il tipo di pavimentazione più redditizia, tenendo
conto delle aspettative del proprietario della strada in fatto di vita teorica, caratteristiche funzionali e costi di manutenzione.
I metodi di progetto meccanicistici vengono privilegiati in quanto consentono di verificare l’adeguatezza della pavimentazione preesistente e di individuarne i punti deboli, oltre a permettere l’attuazione del progetto di risanamento.
Altri metodi di progetto possono essere impiegati per controllare i risultati dei progetti meccanicistici.
3.7
Tipiche Strutture delle Pavimentazioni Riciclate a Freddo
3.7.1 Aspetti generali
La Tabella 3.5 illustra i progetti tipici delle pavimentazioni riguardanti piani stradali che comprendono strati riciclati
trattati sia con cemento sia con bitume. L’elenco comprende cinque diverse classi di traffico, da quello leggero a
quello molto pesante.
Va notato che le strutture delle pavimentazioni raffigurate in questa illustrazione devono essere considerate soltanto come indicazione di progetti adatti alle diverse classi di traffico. In questi esempi, si ipotizzano le caratteristiche
dei materiali degli strati riciclati; detti progetti si basano su una rigidezza uniforme del sottofondo di oltre 100 MPa
(equivalente ad un indice minimo CBR di circa 10) e adottano come valore di riferimento un carico per asse pari a
80 kN.
E’ necessario tenere presente che ogni progetto di risanamento di pavimentazioni è unico in termini di tipo, spessore e qualità del materiale degli strati della pavimentazione preesistente e del sottofondo. E’ pertanto necessario
svolgere le indagini e il lavoro di progettazione consigliato dal presente manuale al fine di valutare in modo adeguato la pavimentazione; questo consentirà quindi di individuare il progetto più idoneo. Tuttavia, i progetti indicati nell’elenco possono essere utilizzati a mo’ di guida ai fini della discussione preliminare e della comparazione dei costi.
3.7.2 Esempio di Selezione di un Progetto delle Pavimentazioni
La scelta di un’appropriata struttura della pavimentazione può essere fatta valutando innanzi tutto il Traffico Teorico mediante la Tabella 3.4. La Classe del Traffico viene quindi selezionata sulla base
della Tabella 3.3.
Infine, è possibile individuare le alternative di progetto delle pavimentazioni per gli strati riciclati trattati con cemento o bitume riferendosi alla Tabella 3.5.
Tabella 3.3
Classi del Traffico
Classe di progetto
delle pavimentazioni
Traffico Teorico
80 kN x 106
T1
da 0.3 a 1
T2
da 1 a 3
Esempio
T3
da 3 a 10
Dati sul Traffico:
T4
da 10 a 30
T5
da 30 a 100
Vita teorica della pavimentazione (anni)
Numero di mezzi pesanti su base giornaliera
Numero di ESAL di 80 kN per mezzo pesante
Incremento del Traffico (percentuale, proporzionale)
10
3000
2
4
Dalla Tabella 3.4, si evince che il Traffico Teorico è pari a 27,35 x 106 ESAL. Una pavimentazione nella Classe di Traffico T4 può quindi essere usata come guida preliminare relativamente alla profondità del riciclaggio e allo spessore
dell’asfalto che verrà richiesto per soddisfare le esigenze progettuali.
Capitolo 3
41
0.6
2
5
3.5
4.4
10
15
Vita teorica della pavimentazione (anni)
0.6
2
3.5
4.4
0.6
2
3.5
4.4
0.28
0.33
0.40
0.47
0.57
0.67
0.79
0.94
1.42
1.67
1.98
2.35
2.83
3.34
3.96
4.71
14.16
16.72
19.81
23.55
28.33
33.44
39.62
47.09
84.99
100.33
118.87
141.28
141.64
Fattore di carico del mezzo (ESAL 80kN per mezzo pesante)
Stima del Traffico Teorico (ESAL x 106)
Numero di Incremento
mezzi
proporpesanti zionale del
su base
traffico
gionaliera
Tabella 3.4
0.6
2
20
3.5
4.4
0.40
0.32
0.50
0.40
0.63
0.50
0.79
0.63
0.80
0.63
0.99
0.79
1.25
1.00
1.59
1.26
1.99
1.58
2.49
1.98
3.13
2.49
3.97
3.16
3.98
3.17
4.97
3.96
6.26
4.98
7.94
6.31
15.83 19.90
19.78 24.87
24.91 31.31
31.57 39.69
31.66 39.80
39.56 49.74
49.81 62.62
63.14 79.37
94.98 119.41
118.69 149.21
149.44
189.41
aa
42
5000
3000
1000
500
100
50
20
10
2%
4%
6%
8%
2%
4%
6%
8%
2%
4%
6%
8%
2%
4%
6%
8%
2%
4%
6%
8%
2%
4%
6%
8%
2%
4%
6%
8%
2%
4%
6%
8%
0.58
0.62
0.65
0.69
1.16
1.23
1.31
1.39
3.49
3.70
3.93
4.16
5.81
6.17
6.54
6.94
0.39
0.41
0.44
0.46
1.94
2.06
2.18
2.31
3.87
4.11
4.36
4.63
11.62
12.34
13.09
13.88
19.37
20.56
21.81
23.13
0.34
0.36
0.38
0.40
0.68
0.72
0.76
0.81
3.39
3.60
3.82
4.05
6.78
7.20
7.63
8.09
20.34
21.59
22.90
24.28
33.91
35.98
38.17
40.47
0.43
0.45
0.48
0.51
0.85
0.27
0.90
0.31
0.96
0.34
1.02
1.22
4.26
1.37
4.52
1.53
4.80
1.71
5.09
2.45
8.52
2.73
9.05
3.06
9.60
3.43
10.18
7.34
25.57
8.20
27.14
9.18
28.79
10.28
30.53
12.23
42.62
13.67
45.23
15.30
47.98
17.13
50.88
Legenda:
0.41
0.46
0.51
0.57
0.82
0.91
1.02
1.14
4.08
4.56
5.10
5.71
8.15
9.12
10.20
11.42
24.46
27.35
30.60
34.26
40.77
45.58
51.00
57.11
0.36
0.40
0.45
0.50
0.90
1.00
1.12
1.26
1.79
2.01
2.24
2.51
8.97
10.03
11.22
12.56
17.94
20.05
22.44
25.13
53.81
60.16
67.32
75.38
89.68
100.27
112.19
125.63
0.27
0.32
0.39
0.46
0.54
0.64
1.93
2.28
2.70
3.21
3.86
4.56
5.40
6.42
11.59
13.68
16.21
19.27
19.32
22.80
27.02
32.11
< 0,25 x 106 ESALs
0.29
0.32
0.36
0.40
0.71
0.80
0.89
1.00
1.43
1.60
1.78
2.00
7.13
7.98
8.92
9.99
14.27
15.95
17.85
19.99
42.80
47.85
53.55
59.96
71.34
79.76
89.24
99.94
0.26
0.30
0.36
0.43
0.64
0.76
0.90
1.07
1.29
1.52
1.80
2.14
6.44
7.60
9.01
10.70
12.88
15.20
18.01
21.41
38.63
45.61
54.03
64.22
64.38
76.01
90.05
107.03
0.27
0.34
0.43
0.54
0.54
0.68
0.85
1.08
2.71
3.39
4.27
5.41
5.43
6.78
8.54
10.82
16.28
20.35
25.62
32.47
27.14
33.91
42.70
54.12
> 250 x 106 ESALs
0.27
0.32
0.37
0.45
0.53
0.63
0.75
1.13
1.33
1.58
1.87
2.25
2.66
3.15
3.75
11.27
13.30
15.76
18.73
22.53
26.60
31.52
37.46
67.60
79.81
94.56
112.39
112.67
133.02
0.28
0.36
0.36
0.45
0.57
0.72
0.90
1.13
1.42
1.80
1.81
2.26
2.85
3.61
9.05
11.30
14.23
18.04
18.09
22.61
28.46
36.08
54.28
67.82
85.39
108.24
90.46
113.04
142.32
a
a
Capitolo 3
Manto di asfalto
TRATTATO CON CEMENTO
CLASSE DEL TRAFFICO
GAMMA DEL TRAFFICO TEORICO
80 KN ESAL x 106
250
50
T2
1-3
T1
0.3 - 1
TS
Illustrazione delle strutture caratteristiche delle pavimentazioni riciclate
Trattamento superficiale (TS)
LEGENDA
Tabella 3.5
40
3 - 10
T3
strato
40
10 - 30
T4
riciclato
200
50
30 - 100
T5
aa
a
Capitolo 3
Tutti gli spessori degli strati sono
espressi in mm.
Sottofondo
Strato riciclato trattato
con emulsione bituminosa
o bitume espanso
Strato riciclato trattato
con cemento
Base di asfalto
Manto di asfalto
modificato con resine
sintetiche
125
TS
175
40
225
50
300
strato
250
60
40
350
120
riciclato
300
100
50
350
NOTA: progetti tipici delle pavimentazioni per le varie classi del traffico basate su un sottofondo composto di materiale con indice
NOTA: CBR > 10 (Modulo Elastico > 100 MPa)
(additivato con una
percentuale di cemento
dall’1% al 2%)
TRATTATO CON EMULSIONE BITUMINOSA
o
BITUME ESPANSO
300
80
a
a
43
Capitolo 4: Aspetti Pratici e Funzionali
4.1
Aspetti generali
Il capitolo precedente tratta, in modo particolare, i metodi e le procedure comunemente impiegati per individuare
le alternative esistenti per la rigenerazione di pavimentazioni usurate e l’attuabilità di tutte le opzioni di riciclaggio.
In quei casi in cui viene prescelto il riciclaggio, la sfida che si presenta successivamente è quella di eseguire il lavoro vero e proprio. Il presente capitolo esamina in maniera più approfondita le effettive operazioni di riciclaggio,
soffermandosi su alcuni degli aspetti più importanti che garantiscono il successo di un progetto.
Dall’ottica della costruzione, le procedure di progettazione definiscono con chiarezza i due più importanti requisiti
di riciclaggio; vale a dire:
- le caratteristiche di qualità del materiale dello strato riciclato finito; e
- lo spessore dello strato riciclato.
Ovviamente, la prestazione della pavimentazione rigenerata è condizionata al soddisfacimento di questi due requisiti basilari. Essi costituiscono, infatti, le ipotesi chiave formulate in sede di previsione della vita della pavimentazione rigenerata e qualsiasi tipo di manchevolezza rispetto ai suddetti requisiti potrebbe determinare un deterioramento precoce.
A causa della rapidità di esecuzione, i progetti di riciclaggio esigono un adeguato sistema di gestione. Le moderne
riciclatrici dispongono di un enorme potenziale di rendimento; non è insolito che una singola riciclatrice esegua in
un solo giorno la rigenerazione di un chilometro di strada per la sua intera larghezza, anche se, ai fini della programmazione, si preferisce procedere con cautela prendendo normalmente come riferimento un valore pari a 5000 m2.
Allo scopo di trarre il massimo beneficio da questo potenziale, occorre una gestione delle operazioni di riciclaggio
al fine di garantire che la resa soddisfi, in modo costante, i citati requisiti; a tal scopo è necessario quanto segue:
- esaminare nei minimi particolari tutti gli aspetti del riciclaggio avendo cura di programmarli in modo scrupoloso;
- individuare gli ostacoli che intralciano il treno di riciclaggio e rimuoverli tempestivamente;
- valutare con continuità la necessità di materiale (quali gli stabilizzanti), reperire la quantità richiesta e, quando
occorre, trasportarla in loco;
- garantire la disponibilità all’uso della macchina mediante adeguati programmi di manutenzione preventiva;
- istruire opportunamente gli operatori e i supervisori assicurandosi che siano a perfetta conoscenza di tutti gli
aspetti delle operazioni di riciclaggio; e
- esaminare con la dovuta attenzione le questioni relative alla sicurezza, in particolare quando si impiegano stabilizzanti bituminosi a caldo.
I paragrafi che seguono trattano in maniera più ampia gli argomenti citati sopra, soffermandosi su quegli aspetti
del processo di riciclaggio che sono importanti al fine di creare un ambiente di lavoro produttivo. Sebbene si faccia
menzione degli stabilizzanti, questi rappresentano uno degli elementi essenziali del riciclaggio e quindi verranno
esaminati a parte nel prossimo capitolo.
Capitolo 4
45
4.2
Programmazione del Riciclaggio
L’esito positivo di un progetto di riciclaggio, analogamente a tutti i processi di ampia portata caratterizzati da più
operazioni, è condizionato dalla qualità della programmazione. Prima di intraprendere i lavori, è essenziale pensare a fondo alle varie fasi e operazioni da realizzare e, su base quotidiana o ad ogni cambio di turno, tradurre questo
processo mentale in un programma di produzione scritto. In particolare, occorre prendere in considerazione i seguenti aspetti fondamentali:
Tipo di riciclatrice. La scelta di utilizzare una 2200 CR o una WR 2500 per un determinato progetto
è fondamentale. Il tipo di macchina impiegata incide sul ritmo di produzione e determina la larghezza e
la profondità massima di taglio da riciclare ad ogni passata. Con la 2200 CR si può fare a meno di una
motolivellatrice grazie banco rasatore montato sulla macchina cingolata.
Geometria stradale. La larghezza della strada è di primaria importanza in quanto stabilisce il numero di
passate di riciclaggio (tagli) richiesti per coprire l’intera larghezza. Le sezioni rastremate, quali la parte iniziale e terminale di corsie in salita, devono essere considerate con particolare attenzione. Inoltre, la forma della superficie (bombatura o pendenza trasversale) influiscono sulla disposizione dei giunti longitudinali tra i tagli contigui.
«Accoglimento» del traffico. Il volume del traffico che utilizza la strada preesistente, la sua composizione in termini di mezzi leggeri e pesanti e la sua condotta durante le operazioni di riciclaggio determinano
spesso le modalità di esecuzione dei lavori. Di norma, sono prescritte limitazioni degli orari di lavoro e restrizioni di accesso temporanee per i proprietari.
Obiettivo produttivo. L’entità del lavoro di riciclaggio, svolto nell’arco di tempo programmato, deve
chiaramente confarsi alla strada. I lavori vengono in genere programmati in modo tale da completare una
sezione della strada, per l’intera larghezza o per la metà di essa. Il riciclaggio di una solo tratto è insensato; riciclare ad esempio un solo taglio lungo la mezzeria della strada richiede tre tagli per ogni semilarghezza. Questo tipo di procedura causa problemi circa l’abbinamento dei giunti successivi e le semilarghezze riciclate parzialmente, aperte al traffico, creano confusione agli automobilisti, in particolare di
notte.
Requisiti del prodotto finito. Oltre allo spessore degli strati, è necessario definire con precisione i requisiti del prodotto finito. Questo implica: esame di dati dettagliati dei livelli finali e delle tolleranze di forma,
determinazione di obiettivi relativamente al costipamento, considerazioni circa la tessitura della superficie e presa in esame dell’eventuale materiale eccedente.
Materiale della pavimentazione preesistente. Il tipo di materiale della pavimentazione preesistente, la
consistenza e il contenuto d’umidità in situ sono tutti dati di rilievo. Variazioni dello spessore dei diversi materiali che compongono la pavimentazione preesistente (in particolare gli strati di asfalto) possono incidere
significativamente sulla velocità di avanzamento della riciclatrice. Queste differenze potrebbero anche richiedere modifiche al ritmo di applicazione degli stabilizzanti, all’aggiunta di acqua e persino allo spessore
di riciclaggio.
Comportamento del materiale riciclato. Il modo in cui il materiale reagisce quando sottoposto al riciclaggio inciderà sulle modalità di posa, di costipamento e di finitura. Inoltre, eventuali restrizioni temporale relativamente alla posa e al costipamento, normalmente prescritte quando si utilizzano stabilizzanti,
determineranno le modalità di esecuzione dei lavori.
Procedure antecedenti il riciclaggio. Queste includono:
- la rimozione degli ostacoli, quali botole;
- l’installazione di nuovi fognoli o di qualsiasi altra struttura supplementare di drenaggio;
- la prefresatura al fine di raggiungere la forma e/o il livello della superficie eventualmente prescritti;
- il riporto/lo spandimento di materiale nuovo sulla superficie stradale preesistente.
Requisiti specifici da soddisfare prima dell’apertura al traffico. Alcuni progetti prescrivono che la
superficie dello strato finito sia oggetto di un trattamento speciale, come la nebulizzazione di emulsione
bituminosa diluita. Il programma quotidiano deve tenere conto del periodo di tempo necessario per ultimare le citate procedure.
46
Capitolo 4
aa
L’analisi di tutti questi fattori deve essere inclusa in un programma di produzione quotidiano, semplice e immediato, come mostrato in Figura 4.1; si tratta di un esempio di massima che illustra il tipo di programmazione che deve
precedere il riciclaggio.
E’ opportuno redigere un programma più esaustivo che contempli tutti gli aspetti che verranno trattati nei prossimi
paragrafi di questo capito e che contenga dati particolareggiati circa gli stabilizzanti. I programmi di produzione
quotidiani devono consentire una lettura immediata delle seguenti informazioni fondamentali:
- l’intera sequenza di riciclaggio, elaborata in un progetto schematico, il numero di tagli richiesti per coprire l’intera
larghezza della strada (o semilarghezza), dati minuziosi sulla larghezza di rivestimento per ogni giunto longitudinale e l’effettiva larghezza di riciclaggio per ciascun taglio;
- la sequenza di taglio, la direzione operativa e la lunghezza da riciclare prima di procedere all’inversione (rotazione) per effettuare il taglio successivo. Alla fine di ogni taglio, posizionare una freccia indicante la posizione del taglio successivo, sia esso contiguo o longitudinale rispetto alla strada. E’ inoltre utile determinare in anticipo i
tempi richiesti per ogni singola operazione;
- il volume (o la massa) di tutti gli aggregati di riporto, dello/degli stabilizzante/i e dell’acqua necessari per compiere le operazioni del giorno, suddivise in sezioni logiche, o tagli; e
- ogni tipo di ostacolo di cui si è a conoscenza unitamente ai relativi dettagli circa la rimozione o altri tipi di intervento.
Occorre includere uno schema che illustri una sezione della struttura della pavimentazione preesistente e che evidenzi in modo chiaro la profondità da riciclare.
Fig 4.1 Esempio di un programma di produzione di massima quotidiano
SEZIONE
NOTE
C
L
Secondo taglio a 100 mm
sulla mezzeria
Taglio 2
Riciclatrice:
Wirtgen 2200 CR
Taglio di sovrapposizione a 150 mm
Taglio 1
Larghezza del Tamburo:
2 200 mm
Larghezza effettiva di
riciclaggio, cioè aggiunta
di binder (mm)
Larghezza minima di
sovrapposizione:
100 mm
Taglio 2
2100
2050
Taglio 1
Additivo:
2 % cemento della massa
Umidità:
1,5% da aggiungerre, ecc.
Taglio 1
Direzione di taglio
PIANO
Inizio
Fine
Taglio 2
Pavimentazione
preesistente
Pavimentazione
riciclata
a
Obiettivo produttivo di 1000 m
lato destro (netto 4150 m2)
km 4 + 120
Direzione di taglio
km 4 + 120
N
km 3 + 120
Riciclaggio
completo
4,15 m
km 3 + 120
Capitolo 4
50
Base di asfalto
100
Fondazione
granulare
200
C
L
Sovrapposizione
100 mm
Semilarghezza della strada
4,15 m
Manto superficiale di asfalto
250 mm
riciclati
con il 2%
cemento
4150
C
L
Larghezza totale di taglio
8,3 m
4250
Sottofondo
47
4.3
Sistemazione del Traffico Pubblico
Rispetto ad altri processi di rigenerazione delle pavimentazioni che interessano l’intera profondità della strada,
quali lo scavo e la sostituzione degli strati usurati, il riciclaggio a freddo incide minimamente sulla sicurezza del
transito pubblico. La peculiarità della passata singola e gli elevati ritmi di produzione di questo tipo di processo
consentono di chiudere al traffico, in qualunque momento, un solo tratto della strada, equivalente di norma alla larghezza di una sola corsia di scorrimento. Mediante un’accurata programmazione dei lavori, si evitano fastidi al
traffico automobilistico che utilizza l’altra semilarghezza della strada; questo consente di regolare il transito tramite
semplici pannelli di arresto/marcia o di apposite luci.
E’ obbligatorio attenersi alle prescrizioni legali riguardanti la collocazione provvisoria di segnaletiche di avvertimento alle due estremità della sezione della strada sottoposta a riciclaggio. Inoltre, occorre posizionare dei coni stradali e/o dei catadriottri di ampie dimensioni a ~20 m in posizione centrale nel senso della lunghezza della strada
che delimitino la sezione chiusa al traffico. Un controllo poco accurato del transito può provocare gravi fastidi nell’area operativa (ad esempio, automezzi che bloccano il percorso della riciclatrice) e potrebbe persino comportare
l’interruzione dei lavori nel caso in cui si verifichino tamponamenti. Qualora sorgano problemi di questo genere, la
causa è da attribuire immancabilmente ad un controllo negligente del traffico automobilistico. La Figura 4.2 illustra
un esempio tipico di disposizione della segnaletica obbligatoria nel caso di un progetto di riciclaggio.
Fig 4.2 Tipica disposizione della segnaletica in caso di riciclaggio di semilarghezze
600 m
80
500 m
400 m
ZONA DI
AVANZAMENTE
PERICOLOSA
300 m
60
100 m
Catadiottri a circa 20 metri in posizione centrale
100 m
100
0m
100 m
200 m
30 m
CONTROLLO
ARRESTO/MARCIA
0m
AREA DI LAVORO
Lunghezza massima
pari a 1000 m
100 m
30 m
200 m
100
60
300 m
400 m
500 m
80
600 m
48
Capitolo 4
4.4
Logistica
Il riciclaggio a freddo è un tipo di processo rapido; ciò significa che i ritmi di produzione sono elevati e che le macchine devono essere continuamente approvvigionate di stabilizzanti, di acqua e, ove necessario, di aggregati di riporto al fine di raggiungere questi alti ritmi produttivi. Tutto questo risulta complicato nei casi in cui sussistano difficoltà di reperimento dei materiali, qualora le linee di approvvigionamento siano lunghe e/o l’accesso all’area di
lavoro sia limitato.
Occorre stabilire in anticipo quali siano le necessità rispetto ai materiali di riporto, provvedere all’invio degli ordini e al
trasporto delle materie onde garantire il costante rifornimento del processo di riciclaggio. Ovviamente, in mancanza
dei materiali necessari, la produzione verrebbe limitata e risulterebbe pertanto impossibile raggiungere il potenziale
produttivo. Per fare una stima della quantità necessaria di materiale di riporto, di stabilizzanti e di acqua, occorre eseguire calcoli precisi basati sull’obiettivo produttivo giornaliero, come dimostrano gli esempi sotto riportati.
•
Materiale di riporto. Supponiamo che uno strato uniforme di ghiaia naturale, con uno spessore pari a 50 mm,
debba essere cosparso sulla superficie della strada preesistente prima di procedere al riciclaggio. La
richiesta giornaliera di materiali di riporto è la seguente:
1 Obiettivo produttivo giornaliero
2 Spessore dello strato di ghiaia naturale richiesto (sfusa)
5 000,0
m2
50,0
mm
250,0
m3
3 Volume di ghiaia di riporto sfusa
(Art 1 x
Art 2
1000
)
4 Densità della ghiaia cosparsa sulla superficie stradale
1 800,0
kg/m3
5 Tonnellaggio della ghiaia di riporto
(Art 3 x
•
Art 4
1000
450,0
)
t
Stabilizzanti. Supponiamo che le specifiche del progetto richiedano l’addizione di un 1,5% di cemento e
di un 3% di bitume espanso (della massa). La richiesta giornaliera di stabilizzanti è la seguente:
1 Obiettivo produttivo giornaliero
2 Spessore dello strato riciclato
3 Densità del materiale riciclato costipato
Richiesta di cemento
4 Addizione di cemento specificata
5 000,0
m2
250,0
mm
2 250,0
kg/m3
1,5
%
42,2
t
3,0
%
84,4
t
5 Tonnellaggio del cemento richiesto:
(Art 1 x
Art 2
1000
x
Art 3
1000
x
Art 4
100
)
Richiesta di bitume
6 Addizione di bitume espanso specificata
7 Tonnellaggio del bitume richiesto:
(Art 1 x
Capitolo 4
Art 2
1000
x
Art 3
1000
x
Art 6
100
)
49
•
Addizione di acqua per ottenere il contenuto ottimale di umidità
1 Obiettivo produttivo giornaliero
2 Spessore dello strato riciclato
3 Densità del materiale riciclato costipato
5 000,0
m2
200,0
mm
2 250,0
kg/m3
4 Contenuto di umidità ottimale del materiale riciclato
7,5
%
5 Contenuto medio di umidità in situ, prima del riciclaggio
4,0
%
6 Percentuale di acqua da aggiungere onde ottenere il
tenore ottimale (Art 4 - Art 5)
3,5
%
78 750,0
litri
7 Acqua totale richiesta (valore arrotondato)
(Art 1 x
Art 2
1000
x Art 3 x
Art 6
100
)
La percentuale di acqua calcolata nell’esempio di cui sopra è quella richiesta per ottenere il contenuto di umidità
ottimale del materiale riciclato. Quest’acqua viene additivata al materiale, durante il processo di riciclaggio, mediante iniezione all’interno della camera di miscelatura della riciclatrice. Non è assolutamente consentito cospargere di acqua la superficie ultimata per scopi di finitura o indurimento. Relativamente a questo tipo di necessità, occorre stabilire separate disposizioni.
In caso di progetti di riciclaggio di ampia portata, o quando le linee di approvvigionamento sono lunghe, vengono
talvolta installate delle strutture di stoccaggio per evitare ritardi nella fornitura del materiale. Di norma, queste strutture devono avere una capacità tale da contenere almeno la quantità richiesta giornaliera di ogni prodotto. Spesso
vengono costruiti dei silos per contenere il cemento, vengono sistemati dei container in loco per i prodotti imballati e cisterne di materiale alla rinfusa per le sostanze liquide. In linea teorica, questi contenitori dovrebbero essere
riempiti e utilizzati unicamente in caso di scarsità del materiale, evitando così di maneggiare quest’ultimo due volte. Nella pratica, tuttavia, si consiglia di inserire alcune di queste strutture di stoccaggio nell’impianto di riciclaggio
onde evitare ulteriori problemi logistici quali, ad esempio, quelli di seguito indicati:
- la temperatura del bitume a caldo alla rinfusa (> 160°C) immagazzinato in una cisterna ermetica scenderà di circa
un 1°C all’ora. A fronte di ciò, è necessario che il bitume venga riscaldato affinché sia pronto per l’utilizzo nel caso in cui il materiale «fresco» non arrivi. Questa operazione, però, è costosa (spese di riscaldamento) e, al contempo, nociva per il bitume (il bitume si ossida quando viene immagazzinato a temperature elevate per periodo
prolungati);
- non tutte le emulsioni bituminose sono stabili per lunghi periodi. E’ quindi opportuno richiedere al produttore di
tali emulsioni speciali istruzioni di immagazzinamento allo scopo di evitare che il bitume si separi dall’acqua durante il periodo di deposito; e
- il cemento va sempre usato entro tre mesi dalla produzione in quanto, col tempo, perde le proprie caratteristiche
di resistenza. Per di più, occorre sigillare i silos o i container onde prevenire la penetrazione di acqua piovana e
quindi evitare perdite di materiale.
Tutti i fattori sopra indicati devono essere presi in considerazione nel dettaglio in sede di programmazione degli
aspetti logistici del progetto di riciclaggio. Come descritto in precedenza, i calcoli necessari a stabilire la richiesta
giornaliera del materiale sono relativamente semplici e devono essere eseguiti con precisione allo scopo di garantire il raggiungimento dell’elevato potenziale produttivo offerto dal treno di riciclaggio.
50
Capitolo 4
4.5
aa
Operazioni Antecedenti il Riciclaggio
Tutte le operazioni da svolgere prima di procedere al riciclaggio vanno ultimate tempestivamente onde consentire
alla riciclatrice di operare senza interruzioni. L’arresto del treno di riciclaggio, oltre a far perdere tempo prezioso,
determina una discontinuità del prodotto finito. Analogamente alle irregolarità della pavimentazione che si formano
in altre procedure di costruzione (come la pavimentazione con asfalto), queste interruzioni generano potenziali
punti deboli nella pavimentazione che, ovunque possibile, andrebbero evitati.
I progetti di riciclaggio, spesso, prevedono quattro diverse operazioni preliminari, ognuna delle quali viene esaminata separatamente nei prossimi paragrafi.
4.5.1 Rimozione degli Ostacoli
Quando si esegue il riciclaggio di strade urbane, talvolta ci si trova di fronte a botole e ad altre strutture analoghe.
Il modo più adeguato per ovviarvi è di rimuoverle prima di procedere al riciclaggio, come spiega la Figura 4.3. La
rimozione di questi ostacoli, oltre a consentire l’esecuzione ininterrotta del processo di riciclaggio, fa sì che la
struttura della pavimentazione che si ottiene sia costante, sia per quanto riguarda la consistenza che lo spessore
del materiale, e lo strato d’asfalto, pavimentato di solito nella parte superiore dello strato riciclato, possa essere
costruito senza intralci. Una volta ultimata la pavimentazione, la botola può essere ripristinata in corrispondenza
del profilo della nuova superficie, mentre il manto in asfalto aderente alla struttura preesistente si presenterà inevitabilmente sotto forma di cunetta.
Fig 4.3 Rimozione degli ostacoli prima di procedere al riciclaggio
FASE 1
PAVIMENTAZIONE USURATA ESISTENTE
OSTRUITA DA UNA BOTOLA
1. Eseguire uno scavo e rimuovere la copertura della botola
esistente e la muratura in mattoni a ~100mm sotto l’orizzonte
di riciclaggio.
2. Posizionare una lastra di acciaio di grosso spessore sulla botola.
3. Riempire lo scavo con RAP/pietrisco.
Profondità di
riciclaggio
Lastra di
acciaio
FASE 2
FASE 3
1. Riciclare la pavimentazione preesistente.
2. Completare il manto di asfalto.
Strato riciclato
Nuovo manto
di asfalto
1. Eseguire con attenzione uno scavo per rimuovere la lastra di acciaio.
2. Edificare la botola, riempire lo scavo con calcestruzzo magro costipato.
3. Sistemare una nuova copertura per allineare la nuova
superficie di asfalto.
a
Capitolo 4
51
4.5.2 Preformatura dello Strato Esistente antecedente al Riciclaggio
I manti stradali che risultano notevolmente deformati devono essere sistemati prima di iniziare la procedura di riciclaggio. Questa operazione garantisce l’uniformità dello spessore dello strato finito (sia lateralmente, da una parte
all’altra della larghezza della strada, sia trasversalmente) una volta che i livelli della superficie finali necessari sono
stati tagliati con la livellatrice o sistemati con la barra stenditrice; si tratta di un’operazione particolarmente importante nei casi in cui lo strato riciclato sia relativamente sottile (< 125 mm).
Le correzioni di forma comportano la variazione della pendenza trasversale (rialzi o bombatura) oltre a lievi regolazioni della linea di pendenza allo scopo di levigare irregolarità pronunciate, quali le cunette o gli avvallamenti localizzati. Buche e solchi profondi sono da includere tra le suddette irregolarità, mentre assestamenti di maggiore entità e cambiamenti di pendenza superiori allo spessore dello strato riciclato devono essere corretti mediante il
trasferimento a riporto di materiale. La correzione della forma, fondamentalmente, è un’operazione necessaria che
consente di ottenere la forma finale richiesta della superficie, sia nella sezione trasversale sia in quella longitudinale, prima di procedere al riciclaggio, garantendo così l’uniformità geometrica dello strato riciclato.
La preformatura si può ottenere in modo relativamente semplice utilizzando uno solo dei metodi di seguito indicati
oppure più metodi insieme:
- trasportando materiale di riporto e cospargendo quest’ultimo sulla superficie stradale preesistente per ottenere la
forma richiesta. Questo argomento verrà trattato nel sottoparagrafo 4.5.3;
- eliminando il materiale dalla superficie stradale preesistente; di norma questa procedura va effettuata quando la
profondità dell’asfalto è tale da consentire la prefresatura. Questo argomento verrà trattato nel sottoparagrafo
4.5.4; e/o
- sottoponendo ad un nuovo trattamento il materiale degli strati superiori della pavimentazione preesistente per ottenere la forma richiesta della superficie mediante l’uso di una motolivellatrice. Questo metodo è solitamente impiegato solo per le strade inghiaiate in quanto, in questo caso, è relativamente semplice rimuovere e sottoporre a
nuova lavorazione lo strato di usura; occorre però tenere presente che questa procedura va contemplata unicamente nel caso in cui vi sia un rivestimento sufficiente di ghiaia di buona qualità.
4.5.3 Riporto di Nuovo Materiale
Il riporto e lo spandimento di materiale nuovo sulla superficie stradale sono due operazione che vanno svolte prima
di procedere al riciclaggio per le ragioni di seguito indicate:
- correggere una superficie deformata. Il materiale, di qualità idonea alla miscelatura con gli strati superiori della
pavimentazione preesistente, viene trasportato sull’area di lavoro e cosparso all’altezza del profilo richiesto della
superficie stradale e leggermente costipato. Onde evitare che cunei o lenti di materiale vergine permangano sotto lo strato riciclato, è essenziale accertarsi che lo spessore del materiale di riporto non superi la profondità di riciclaggio;
- migliorare la gradazione del materiale riciclato. Spesso, il materiale riciclato, in alcune pezzature, non presenta la
curva di gradazione continua «ottimale», in particolare le frazioni di fini (materiale passante al setaccio di
0,075 mm), quando si ricicla l’asfalto. Il riporto della frazione «mancante» e lo spandimento della stessa sulla superficie stradale preesistente migliora la gradazione del prodotto riciclato. La scelta relativa al tipo di frazione(i) da
aggiungere si basa generalmente sulle gradazioni dei campioni prelevati dalla sede stradale. Occorre pertanto
assicurarsi che detti campioni rappresentino perfettamente il materiale che verrà prodotto in fase di riciclaggio; e
- aumentare lo spessore dello strato riciclato senza compromettere la struttura sottostante. A volte, la quantità di
materiale degli strati superiori della pavimentazione preesistente non basta a fornire lo spessore richiesto dello
strato riciclato. Questo può derivare dalla qualità scadente del materiale sottostante o alla presenza di materiale
inadatto, come basi di roccia di ampie dimensioni costipate a mano. In questi casi, il riporto di materiale consente di ottenere i requisiti di spessore prescritti dal progetto della pavimentazione.
4.5.4 Prefresatura antecedente il Riciclaggio
Le operazioni di prefresatura e di rimozione del RAP formatosi sono normalmente necessarie al fine di mantenere,
dopo il riciclaggio, i livelli preesistenti della superficie stradale; si elimina così il lavoro dispendioso richiesto dalla
sistemazione dei rialzi di drenaggio e di altre strutture. Questa esigenza sorge abitualmente quando si opera in ambiente urbano.
52
Capitolo 4
aaa
Prima di prendere in considerazione qualsiasi procedura di prefresatura, occorre controllare la pavimentazione al
fine di garantire che la parte superiore possa essere rimossa senza compromettere la resistenza complessiva della
struttura. Inoltre, è opportuno analizzare il materiale sottostante per assicurare che lo spessore dello strato riciclato necessario possa essere ottenuto senza rischiare di prelevare materiale di qualità scadente dalla parte inferiore.
Di norma, la prefresatura è limitata alle pavimentazioni composte da più strati di asfalto; si tratta, spesso, di rivestimenti che sono stati applicati nel corso di vari anni.
In sede di stima della profondità del materiale da prefresare, occorre considerare tre fattori; questi sono indicati in
Figura 4.4 e possono essere riassunti nel modo seguente:
- l’effetto che qualsiasi aggregato di riporto avrà sullo spessore dello strato riciclato. Nel caso in cui sia necessario
aggiungere materiale grosso, la valutazione del suddetto effetto è relativamente semplice. Il materiale fine, invece, ha la tendenza ad essere assorbito all’interno degli interstizi del materiale riciclato. Non è insolito che polvere
da frantoio con uno spessore inferiore a 6,7 mm «scompaia» nel materiale riciclato contenente principalmente
asfalto, in particolare quando si aggiunge una percentuale inferiore al 15% per volume. Le particelle fini vengono
effettivamente perse all’interno dei vuoti del materiale riciclato più grosso da cui non deriva alcuna variazione significativa del volume;
- il tipo di materiale della pavimentazione preesistente incide sull’entità del rigonfiamento che si riscontra quando
la strada viene riciclata. L’asfalto si dilata sempre di ~10% quando viene riciclato come strato stabilizzato. Questo fenomeno viene provocato dal relativo aumento del numero di vuoti formatisi tra l’asfalto e il RAP stabilizzato.
Queste dilatazioni, però, sono rare in quei casi in cui si esegue il riciclaggio superficiale con emulsione bituminosa; e
- lo spessore di qualsiasi strato della struttura e/o manto supplementare da costruire sulla parte superiore dello
strato riciclato.
Fig 4.4 Determinazione della profondità di prefresatura
FASE 1
PAVIMENTAZIONE
PREESISTENTE
Prima della
rigenerazione
Livelli della superficie
da mantenere una
volta ultimata la
procedura di
rigenerazione
PREFRESATURA
Per rimuovere il materiale
eccedente consentendo
di mantenere i livelli della
superficie dopo la
rigenerazione
Spessore del materiale
fresato da trasferire
all’esterno dell’area di
lavoro come brecciame
di scorta
FASE 2
MATERIALE DI
RIPORTO
Cosparso a mo’ di
strato uniforme di
spessore sulla
superficie fresata
Spessore dello strato
del materiale di
riporto (di solito pari
a 20 mm)
FASE 3
STRATO
RICICLATO
Spessore dello strato
riciclato (spessore
specificato) dopo il
costipamento e la
rifinitura (di solito pari
a 200 mm)
FASE 4
PAVIMENTATZIONE
RIGENERATA
Finita
Spessore del
nuovo strato del
manto di asfalto
(di solito pari a
40 mm)
aa
CORDOLO
ESISTENTE
Spessore di prefresatura che
consente la posa del manto di
asfalto (e di qualsiasi altro strato
che possa essere collocato sulla
parte superiore dello strato riciclato),
materiale di riporto e l’effettivo
rigonfiamento del materiale nella
pavimentazione preesistente,
dopo la procedura di riciclaggio
e di costipamento (spessore
abituale pari a 70 mm)
Capitolo 4
I ncremento effettivo
dello spessore del
materiale riciclato,
incluso il materiale di
riporto e il rigonfiamento
del materiale della
pavimentazione in situ
(di solito pari a 30 mm)
53
4.6
Giunti e Sovrapposizioni
Durante il riciclaggio ci si imbatte in due tipi di giunti: i giunti longitudinali, che scorrono paralleli alla mezzeria della
strada, e i giunti laterali, che scorrono ad angolo retto verso la mezzeria. Entrambi, altro non sono che irregolarità
della pavimentazione stradale e necessitano di opportuni interventi, altrimenti potrebbero compromettere l’integrità strutturale dello strato riciclato. Essendo molto diversi tra loro, i giunti longitudinali e i giunti laterali vengono
presi in esame in modo separato.
4.6.1 Giunti Longitudinali
La larghezza di taglio della riciclatrice è di norma inferiore a quella della strada o della carreggiata; sono pertanto
necessari varie passate (o tagli) al fine di poter riciclare completamente l’intera larghezza; ciò determina la formazione di una serie di giunti longitudinali tra i tagli contigui. Onde garantire una continuità tra detti tagli, occorrono
delle sovrapposizioni nel senso dell’intera lunghezza di ciascun giunto. Di conseguenza, soltanto il primo taglio riciclerà il materiale vergine per l’intera larghezza del tamburo. In seguito, l’effettiva larghezza di tutti i tagli successivi verrà ridotta della larghezza della sovrapposizione. Tuttavia, gli stabilizzanti devono essere applicati unicamente
per la larghezza del taglio su cui non verrà posta alcuna sovrapposizione. Pertanto, l’ultimo taglio di una sequenza
da una parte all’altra della larghezza della strada (o semilarghezza) deve essere l’unico su cui viene applicato lo
stabilizzante per l’intera larghezza del tamburo. Questo eviterà di rimiscelare, nella larghezza del rivestimento, il
materiale precedentemente trattato.
Il numero di tagli necessari per riciclare l’intera larghezza della strada e l’ubicazione di ciascun giunto longitudinale
dipendono dai seguenti fattori:
- il tipo di riciclatrice impiegata per il progetto e, in particolare, la larghezza del tamburo di fresatura. Inoltre, il lato
destro della 2200 CR e della WR 2500 è progettato in modo tale da tagliare a filo contro la parte frontale del cordolo o di orli similari e di solito viene posizionato contro la parte esterna del primo taglio;
- la larghezza minima di sovrapposizione, generalmente di 100 mm (talvolta viene aumentata per
tenere conto degli strati spessi > 300 mm), la
grossezza di grana del materiale riciclato, il tipo
di stabilizzante e il lasso di tempo che intercorre
tra l’esecuzione di un taglio contiguo e l’altro. In
genere, la larghezza della sovrapposizione aumenta in modo proporzionale all’incremento dello spessore e della grossezza di grana dello strato e nel caso in cui si utilizzino stabilizzanti
cementizi ove il primo taglio viene eseguito più di
dodici ore prima di procedere al taglio contiguo;
- la larghezza della strada da riciclare e le informazioni dettagliate circa la sezione trasversale. Le
strade bombate dovrebbero essere trattate per
la semilarghezza in modo da ottenere una
profondità uniforme del riciclaggio da una parte
all’altra del colmo;
- i giunti longitudinali non devono essere posizionati nell’area di impronta di mezzi pesanti a lenta
andatura.
Come descritto al Paragrafo 4.2, la redazione di un
programma di taglio che esamini nel dettaglio ciascuna sovrapposizione è uno dei primi requisiti di
cui tenere conto in fase di programmazione di un
progetto. La larghezza della sovrapposizione deve
essere sottratta dalla larghezza del tamburo al fine
di stabilire «l’effettiva» larghezza di riciclaggio per
ogni taglio; questo dato, a sua volta, determina la
quantità di acqua e di stabilizzante che occorre
aggiungere, come mostrato in Figura 4.5.
54
Fig 4.5 Tipico programma di taglio che illustra la
sovrapposizione sui giunti longitudinali
Larghezza della strada:
9 000
Larghezza del Tamburo di Fresatura: 2 500
Larghezza minima di sovrapposizione: 100
(tutte le dimensioni sono espresse in mm)
9000
Mezzeria
4500
4500
Taglio 3
Taglio 1
Taglio 4
Taglio 2
Area di impronta
esterna
Area di impronta
esterna
Taglio 3
2500
Taglio 1
2500
Taglio 1
Taglio 3
Larghezza
effettiva 2000
Taglio 4
2500
Taglio 4
Larghezza effettiva
2500
Tagli di
sovrapposizione
3&4
500
Taglio 2
2500
Taglio 2
Larghezza effettiva
2400
Larghezza
effettiva 2100
400
100
Tagli di
sovrapposizione
1&2
Tagli di sovrapposizione
della mezzeria 2 & 4
Capitolo 4
Giunti opportunamente sovrapposti costituiscono una premessa essenziale al fine di garantire le prestazioni finali
dello strato riciclato. Come descritto in precedenza, i giunti sono irregolarità della struttura della pavimentazione
ed occorre quindi tenerne conto con la dovuta attenzione. Nel caso in cui sorgano problemi, questi sono generalmente da ricondurre ad operazioni errate della riciclatrice; a causa di ciò, rimangano tra i tagli contigui delle strisce
non riciclate. Al fine di coadiuvare l’operatore nella guida corretta della riciclatrice, è opportuno stabilire dei chiari
riferimenti dipingendo dei segni sulla superficie stradale preesistente o legando una corda che può essere seguita
facilmente. Di norma, soltanto il primo taglio deve essere contrassegnato; per quelli successivi basterà seguire la
linea del primo. Tuttavia, prima di procedere ad un nuovo taglio, è importante verificare che la linea di direzione sia
chiaramente visibile per l’intera lunghezza del taglio.
4.6.2 Giunti Longitudinali su Strade di Larghezza Ridotta
Nel caso in cui la larghezza della strada sia limitata (< 7 m), è più opportuno operare per l’intera larghezza della
strada anziché per la metà. Nel caso si utilizzi una WR 2500 con un tamburo avente una larghezza standard pari a
2,5 m, occorrono due tagli con una sovrapposizione di ampia larghezza allo scopo di riciclare ciascuna semilarghezza; ne consegue quindi un numero totale di quattro tagli necessari per completare l’intera larghezza della strada. Tuttavia, se si prende in considerazione l’intera larghezza, sono sufficienti tre tagli con sovrapposizioni decisamente più ridotte; questo rende l’operazione più efficace del 25%. La Figura 4.6 illustra un confronto di quanto
sopra esposto.
La scelta dell’alternativa più idonea dipende dai seguenti fattori:
- il volume e la composizione (percentuale di mezzi pesanti) del traffico che utilizza la strada determineranno i requisiti minimi di sistemazione del traffico. Le strade di larghezza ridotta generalmente hanno un basso volume di
traffico relativamente leggero
che può essere «accolto» in moFig 4.6 Alternative di riciclaggio di strade di larghezza ridotta
di diversi;
- una certa diluizione dello stabilizzante o degli stabilizzanti avrà
luogo lungo il colmo a metà del
taglio centrale. Questo fenomeno diventa più importante man
mano che lo spessore di riciclaggio diminuisce. Ad esempio, nel
caso in cui la profondità di riciclaggio sia pari a 200 mm su una
bombatura standard del 2%, la
diluizione sarà superiore al 10%
qualora si stia utilizzando una
WR 2500 con un tamburo largo
2,5 m. Ne consegue che la maggior parte dei limiti di tolleranza
specificati verranno superati;
sarà però possibile eliminare
questo inconveniente aumentando leggermente la velocità di applicazione e riducendo la profondità di taglio (il tutto nell’ambito
dei limiti di tolleranza consentiti); e
- dopo le operazioni di riciclaggio,
occorre riformare il colmo. Si
tratta di un intervento relativamente semplice per il quale si
utilizza la 2200 CR in quanto la
barra stenditrice può essere regolata in modo tale da ottenere
la bombatura richiesta. Quando
si opera con una WR 2500, è necessario utilizzare una livellatrice
per il livellamento finale.
Capitolo 4
Larghezza della strada 7 000
Semilarghezza 3 500
Mezzeria
Semilarghezza 3 500
Taglio 3
Largh.
eff.
1000
Taglio 1
Largh.
eff.
1150
Taglio 4
ALTERNATIVA 1:
Quattro tagli
Riciclare ogni
semilarghezza
separatamente
Taglio 2
Larghezza effettiva 2500
Larghezza effettiva
2350
1 500
150
1 350
Tagli di
sovrapposizione 3;4
Tagli di
sovrapposizione 1;2
Tagli di
sovrapposizione 2;4
Taglio 3
Taglio 1
Larghezza effettiva 2500
Taglio 2
Larghezza
effettiva 2250
Larghezza effettiva
2250
Axione di diluzizione
250
Tagli di
sovrapposizione
2;3
ALTERNATIVA 2:
Tre tagli
Riciclare l’intera
larghezza, taglio
centrale di
inarcamento
della sede
stradale
250
Tagli di
sovrapposizione
1;2
55
4.6.3 Giunti Laterali
I giunti laterali sono irregolarità, da una parte all’altra della larghezza del taglio, che si formano ogniqualvolta si avvia e si termina la procedura di riciclaggio. Ogni sosta, anche quella di pochi minuti necessaria per sostituire le cisterne, provoca la formazione di un giunto che, in sostanza, costituisce una variazione dell’uniformità del materiale
riciclato. Occorre pertanto fare in modo che le interruzioni vengano ridotte al minimo e, qualora inevitabili, sottoporre i giunti formatisi ad un trattamento adeguato.
Il fattore chiave per trattare opportunamente detti giunti è capire chiaramente che cosa avviene all’interno della camera di miscelatura della riciclatrice, in particolare come si svolge il processo di addizione degli stabilizzanti. La
maggior parte dei problemi è da ricondurre ad un’applicazione insufficiente o eccessiva di stabilizzanti e/o di acqua nel giunto. Di seguito sono indicati due dei più importanti aspetti relativi ai giunti laterali:
- quando si comincia il processo di riciclaggio, occorre seguire attentamente tutte le operazioni di messa in funzione, in particolare quelle volte allo spurgo dell’aria dalle linee di erogazione degli stabilizzanti fluidi e dell’acqua.
L’aria intrappolata in dette linee deve essere eliminata prima che il fluido raggiunga la barra spruzzatrice. Nel caso in cui non venga eseguito uno spurgo adeguato, si rischia di riciclare diversi metri senza additivo, la qual cosa
crea una sezione instabilizzata (o secca) della pavimentazione;
- prima di riavviare il treno dopo un arresto temporaneo, il treno deve essere invertito di una misura pari ad almeno
il diametro del tamburo di fresatura (~1,5 m) nel materiale precedentemente riciclato. Questo assicura che, una
volta riavviato il treno, tutto il materiale verrà trattato.
Analogamente alla pavimentazione con asfalto, i problemi legati ai giunti laterali si verificano unicamente in caso di
interruzione delle operazioni. Il treno di riciclaggio deve quindi essere arrestato soltanto quando le cisterne sono
vuote o si debba far fronte a necessità di questo tipo.
56
Capitolo 4
4.7
La Procedura di Riciclaggio
Questo paragrafo prende in esame alcuni degli aspetti più importanti comuni a tutte le operazioni di riciclaggio. Le
questioni inerenti a specifiche sostanze stabilizzanti vengono trattate in modo separato nel prossimo capitolo.
4.7.1 Allestimento del Treno di Riciclaggio
La procedura di riciclaggio deve avere inizio soltanto una volta soddisfatti tutti i requisiti preliminari, i quali, in ordine di sequenza, includono:
- un accurato controllo di tutte le macchine e di tutte le attrezzature da utilizzarsi nelle operazioni di riciclaggio, inclusi i rulli, le spanditrici e le cisterne;
- il controllo della temperatura di tutti gli stabilizzanti bituminosi;
- il controllo fisico della presenza di una quantità sufficiente di acqua e/o stabilizzanti nelle varie cisterne, spanditrici e mescolatori per la lunghezza di taglio stabilita. Laddove possibile, sarebbe opportuno effettuare misurazioni,
mediante l’apposita astina, delle cisterne contenenti gli stabilizzanti bituminosi;
- il montaggio del treno di riciclaggio sulla linea del primo taglio, completo di barre di spinta (e/o cavi traino);
- il collegamento alla riciclatrice di tutti i tubi di mandata, lo spurgo di tutta l’aria dall’impianto e il controllo della
completa apertura delle valvole; e
- la verifica che l’operatore addetto al riciclaggio sia in possesso di tutti i dati relativi alla velocità di applicazione
degli stabilizzanti da inserire nel computer, il controllo della presenza di chiare linee di direzione per l’intera lunghezza di taglio e l’accertamento che tutte le procedure di avvio siano state perfettamente comprese.
I suddetti controlli preliminari sono di rapida e facile esecuzione e devono diventare una prassi abituale da eseguire prima dell’inizio di ogni turno. Oltre all’operatore della riciclatrice, si consiglia di appurare che gli operatori e i
conducenti di tutte le macchine e degli automezzi ausiliari conoscano precisamente le loro responsabilità e quali
sono i compiti che essi devono svolgere per garantire il buon esito delle operazioni di riciclaggio.
4.7.2 Avviamento
La prima sezione che viene riciclata su ogni nuova area di lavoro andrebbe considerata come esercizio per determinare il comportamento del materiale della pavimentazione preesistente. In genere, la prima sezione di avvio dovrebbe estendersi a ~ 100 m e coprire l’intera o metà larghezza della corsia stradale. Questa procedura iniziale
permetterà agli operatori e ai supervisori di valutare i tre aspetti più importanti della procedura di riciclaggio, vale a
dire:
•
La gradazione del materiale riciclato. Il materiale prodotto dalla riciclatrice deve essere controllato onde
verificare se è simile ai campioni utilizzati per le prove di laboratorio indispensabili per lo studio delle miscele. Una rapida analisi granulometrica per stacciatura evidenzierà se vi è corrispondenza con detto studio.
La velocità di rotazione del tamburo di miscelatura e la velocità di avanzamento della riciclatrice incidono
sulla gradazione del materiale riciclato. Sia la 2200 CR sia la WR 2500, tra l’altro, sono dotate di una «barra frantumatrice» che può essere regolata allo scopo di ridurre la massima dimensione dei granuli. Sarebbe opportuno variare questi tre fattori in modo tale da trovare l’abbinamento ottimale che permetta di ottenere la gradazione richiesta.
•
Costipamento. Una delle più importanti variabili della prestazione finale dello strato riciclato è la densità
del materiale costipato. Strati di spessore elevato (> 250 mm) richiedono di frequente speciali tecniche di
costipamento e la sezione iniziale di avvio permette di valutare l’efficacia dei diversi sistemi di rullatura.
•
Incremento del volume. Gli strati di asfalto delle vecchie pavimentazioni logorate hanno la tendenza a
presentare un basso numero di vuoti e i materiali naturali (granulari) sono di solito caratterizzati da un elevato grado di addensamento. Il riciclaggio di tali materiali comporta spesso un aumento del volume che incide sui livelli finali dello strato ultimato.
E’ decisamente utile adoperarsi al fine di poter effettuare una sezione iniziale di partenza in quanto è un’ottima opportunità per gli operatori, i supervisori e per i responsabili dei lavori per rendersi conto concretamente del comportamento dei materiale senza essere condizionati dalle pressioni derivanti dalle esigenze produttive.
Capitolo 4
57
4.7.3 Riciclaggio
Il diligente adempimento delle procedure di allestimento (descritte al sottoparagrafo 4.7.1) consente, nella maggior
parte dei casi, di evitare che sorgano problemi durante le operazioni di riciclaggio. Ciononostante, una volta che il
treno di riciclaggio è in funzione, è necessario che un supervisore esperto effettui dei controlli costanti al fine di garantire che l’operazione in corso offra il rendimento richiesto. È’ altrettanto fondamentale prestare attenzione ai
dettagli, in particolare a quanto segue:
- la profondità di taglio su entrambi i lati della riciclatrice;
- la riciclatrice segue la linea esatta con la larghezza di sovrapposizione richiesta;
- il contenuto di umidità del materiale trattato è sufficiente per garantire un adeguato costipamento. Un supervisore esperto potrà facilmente rendersene conto al tatto; e
- il prodotto riciclato risponde alle aspettative. Il vecchio adagio «se sembra buono, allora lo è», è valido anche per
il riciclaggio così come per la maggior parte dei processi di costruzione.
La determinazione della lunghezza di taglio «ottimale» che va riciclata prima di procedere all’inversione (rotazione)
per effettuare il riciclaggio del taglio contiguo è condizionata dal tipo di stabilizzante che si sta adoperando; ogni
sostanza stabilizzante ha requisiti diversi:
- quando si utilizza il cemento, le sezioni sono solitamente più brevi; ciò consente di avere sufficiente tempo per riciclare un’intera semilarghezza, tagliare i livelli finali, costipare e finire la superficie prima che il bitume abbia avuto modo di idratarsi; e
- la dimensione della cisterna, utilizzata quando si effettua la stabilizzazione con emulsione bituminosa o con bitume espanso (l’ideale sarebbe un abbinamento semitrailer di ~25 000 litri per progetti di ampia portata). E’ una
prassi abituale continuare il taglio fino a quando la cisterna non si vuota prima di procedere all’inversione (rotazione) del treno. La rotazione del treno di riciclaggio richiede generalmente che i vari componenti vengano scollegati; ecco perché di norma si preferisce l’inversione.
Di seguito sono riportati altri due punti fondamentali in merito all’addizione di stabilizzanti:
•
Il materiale fresato tende a spostarsi verso il basso quando la riciclatrice opera su una pendenza trasversale, la qual cosa risulta evidente soltanto quando la pendenza è superiore al 2% ed è più pronunciata nel
caso si stiano riciclando strati sottili (< 150 mm). Si consiglia di servirsi di una motolivellatrice per riportare
il materiale, per mezzo di una lama, alla forma iniziale prima di passare al taglio contiguo; la forma della
strada verrà così mantenuta e il giunto risulterà conforme alle necessità. Va notato, però, che nel caso in
cui la pendenza trasversale superi il 6%, l’entità dello spostamento del materiale è maggiore e quindi è necessario prestare particolare attenzione.
•
L’effettivo consumo di stabilizzanti deve essere sempre controllato fisicamente facendo combaciare la
quantità di stabilizzante fornito con quello effettivamente adoperato.
4.7.4 Posa del Materiale Riciclato
Successivamente al riciclaggio, il materiale trattato deve essere posato in via definitiva e quindi costipato onde soddisfare i requisiti di densità specificati. Come descritto in precedenza, esistono due tipi di riciclatrici: la versione con cingoli e la versione con pneumatici. Ognuna di esse posa il materiale nella parte retrostante in modo differente:
•
La 2200 CR è una macchina cingolata a doppio uso. Si tratta di una versione ampliata della fresa W 2200 le
cui spire, con profilo elicoidale, sono situate sul tamburo di fresatura, che ammassa il materiale verso il
centro. Quando la macchina viene impiegata per il riciclaggio, viene aperto un portello sito nella parte
posteriore della camera di fresatura per consentire al materiale di uscire sotto forma di detrito tra i cingoli
posteriori. Successivamente, il materiale viene posato da una parte all’altra della larghezza del taglio da
una barra stenditrice montata sul retro della macchina.
•
La WR 2500 è una macchina stabilizzatrice/riciclatrice dotata di un diverso tipo di tamburo, il cui diametro
è maggiore rispetto a quello della 2200 CR; le spire della WR 2500 sono sistemate a zig zag per facilitare la
miscelatura. Lo spostamento laterale del materiale è quindi minimo e il materiale miscelato esce dalla camera già cosparso da una parte all’altra della larghezza del taglio, tagliato dal bordo inferiore del portello
posteriore. In questo modo il materiale viene posato in modo efficace; la derivante forma della superficie
(pendenza trasversale) dipende totalmente dalla riciclatrice in quanto il portello è incernierato sulla parte
alta della camera di fresatura.
58
Capitolo 4
L’entità di lavoro della livellatrice, una volta posizionata, è determinata dal tipo di manto che rivestirà lo strato finito. Se si opta per un’alzata di asfalto di elevato spessore, le tolleranze di livello della superficie saranno indiscutibilmente più ampie rispetto ai casi in cui occorre un manto con impermeabilizzante singolo. Quando le tolleranze
sono relativamente strette, la semilarghezza finita (o l’intera larghezza della strada) deve essere ripassata da una livellatrice per eliminare le irregolarità superficiali (piccoli gradini di ~10 mm) che spesso si formano lungo i giunti
longitudinali. Inoltre, la livellatrice è utile per la correzione di scostamenti laterali del materiale che si verificano talvolta nei giunti laterali. Ciononostante, l’impiego della livellatrice deve essere limitato. Alcuni materiali riciclati tendono ad essere a grana grossa, in particolare i materiali delle pavimentazioni che comprendono spessi strati di
asfalto. Questo materiale è facile alla segregazione e quindi andrebbero evitati tutti gli spostamenti inutili.
4.7.5 Costipamento
Il costipamento del materiale riciclato volto ad ottenere la densità richiesta è uno degli elementi che incide maggiormente sulle future prestazioni della pavimentazione rigenerata. Materiali soggetti ad un inadeguato costipamento si addenseranno in seguito alla sollecitazione del traffico, causando la formazione precoce di solchi. Tuttavia, quando il materiale stabilizzato non è opportunamente costipato, il problema si aggrava. Non solo si formano i
solchi, bensì lo strato non avrà la resistenza richiesta e quindi la pavimentazione si deteriorerà anzitempo. E’ pertanto tassativo che il costipamento del materiale riciclato venga effettuato seguendo le stesse modalità con cui si
esegue il costipamento di basi trattate con cemento in caso di nuove costruzioni.
Il costipamento di strati di elevato spessore (> 200 mm) a partire dalla superficie è, attualmente, una pratica standard nella maggior parte dei paesi. Tuttavia, al fine di conseguire un risultato positivo, è necessario utilizzare il rullo
o i rulli appropriati. La maggior parte dei produttori di attrezzature per il costipamento offrono una gamma di servizi specialistici volti sia alla formazione dei clienti in merito all’impiego della loro attrezzatura sia alla scelta del rullo
più adatto per gli usi specifici del cliente. Tenendo conto che la tecnologia in materia di costipamento è oggetto di
numerose ricerche, che su tale argomento vi è un’ampia letteratura e che il mercato offre una vastissima gamma di
rulli, non esiste alcun motivo per cui gli strati di materiale di elevato spessore non debbano essere opportunamente costipati partendo dalla superficie.
Attualmente, lo strumento più diffuso utilizzato per il costipamento di strati spessi è il pesante (massa statica > 15 t)
rullo vibrante a doppia frequenza/ampiezza. Quando si adopera questo tipo di macchine, è importante garantire
che la rullatura iniziale venga svolta con la modalità di vibrazione ad alta ampiezza/bassa frequenza per costipare
la parte inferiore dello strato. Seguirà quindi la rullatura in modalità bassa ampiezza/alta frequenza per costipare la
parte superiore. Occorre inoltre tenere presente i punti di seguito riportati relativi all’impiego di rulli vibranti:
•
La vibrazione ad alta ampiezza/bassa frequenza tende a creare problemi al materiale presente nella parte
alta dello strato, il che determina spesso una deformazione della superficie. Si può facilmente ovviare a
questo inconveniente ripassando la superficie con una livellatrice prima di procedere alla vibrazione in modalità bassa ampiezza/alta frequenza.
•
Il contenuto di umidità rappresenta la variabile più critica per quanto riguarda il raggiungimento del grado
di addensamento richiesto, con il minimo sforzo. A causa del lasso di tempo che intercorre tra il riciclaggio
e la finitura, occorre sempre cospargere la superficie con un po’ d’acqua prima di procedere alla rullatura
finale.
•
Un errore che viene commesso in molti cantieri di costruzione è «l’eccessiva rullatura». Questo fenomeno
si verifica quando viene esercitato uno sforzo di costipamento esagerato; il materiale si romperà e risulterà
meno denso qualora la rullatura prosegua anche una volta raggiunto il massimo grado di densità.
Di seguito sono riportati altri due fattori importanti riguardanti il costipamento del materiale riciclato:
- prima di ripassare la superficie con la livellatrice, è necessario ottenere una certa uniformità di costipamento da
una parte all’altra dell’intera lunghezza del taglio. Dal momento che le ruote posteriori della WR 2500 girano sempre sulla superficie del materiale riciclato, una su ciascun lato del taglio, verrà costipato il materiale delle aree di
impronta e non quello intermedio. Il materiale non costipato deve essere rullato prima di tagliare i livelli onde evitare la conseguente formazione di «inarcamenti» tra le aree di impronta; in caso contrario il costipamento non risulterà uniforme; e
- il materiale finemente livellato con un basso indice di plasticità tende a spezzarsi per effetto dell’azione del rullo
con un conseguente spostamento laterale. L’acqua è il miglior ausilio di costipamento; tuttavia, anche nel caso in
cui si sia in presenza del contenuto d’umidità ottimale, è difficile mantenere un grado di finitura accettabile; ciò
richiede, infatti, un’ulteriore passata con la livellatrice per ripassare le deformazioni provocate dal rullo. Quando si
esegue il taglio finale, però, occorre prestare la massima attenzione onde garantire che l’intera superficie venga
ripassata e che non si depositi alcuna lente sottile di materiale negli avvallamenti poco profondi; questi causerebbero la formazione dei cosiddetti «biscotti» o «wafer» che non sono legati al materiale sottostante.
Capitolo 4
59
4.7.6 Finitura del Manto
La finitura di uno strato riciclato esige una tessitura della superficie stradale a trama fitta a cui spetta il compito di
spandere l’acqua. Questo tipo di tessitura si ottiene generalmente mediante un accorto annaffiamento e una rullatura pneumatica (spesso denominato «slushing» = turamento degli interstizi) grazie a cui la superficie riceve una
quantità sufficiente di fini che vanno a riempire i vuoti presenti tra le particelle a grana più grossa. Queste operazioni di solito vengono svolte alla fine del processo di costipamento; tuttavia, nei casi in cui la strada debba essere
immediatamente riaperta al traffico, o laddove la preparazione di uno stabilizzante cementizio imponga dei limiti
temporali, la procedura di finitura va ultimata tempestivamente.
Analogamente a quanto avviene per le nuove costruzioni, i requisiti in fatto di finitura di uno strato riciclato dipendono dalla natura del materiale e dallo stabilizzante impiegato. Nei casi in cui il materiale fresato contenga un’elevata percentuale di asfalto, il materiale che ne deriva tenderà ad essere a grana grossa e incoerente e quindi difficile da finire. Qualora si riesca ad individuare in anticipo queste condizioni, si può aggiungere del materiale fine
durante il processo di riciclaggio allo scopo di modificare il prodotto e limitare i problemi di finitura.
Qualora si sia a conoscenza in anticipo che lo strato riciclato sarà soggetto all’azione del traffico per un periodo
protratto, la superficie deve essere opportunamente protetta al fine di evitare lo sfaldamento, la formazione di buche o altri tipi di deterioramento. Il volume del traffico, unitamente al materiale e al tipo di stabilizzante, determinano il tipo di interventi preventivi necessari. Un trattamento superficiale leggero a impermeabilizzante unico, mediante l’impiego di sabbia di fiume grossa o un aggregato di pietra nominale di 6,7 mm, offre un’adeguata
protezione; notevoli successi, però, sono stati conseguiti tramite l’utilizzo di emulsione diluita (30% di bitume residuo) nel processo di turamento degli interstizi; la superficie ottenuta risulta così arricchita di bitume a costi minimi.
4.8
Controllo Qualità
Nei paragrafi precedenti si è ampliamento discusso in merito ai controlli del processo di riciclaggio. E’ alquanto ovvio che la qualità del prodotto finito dipende dalla corretta esecuzione delle procedure, dal corretto dosaggio di aggiunta degli additivi necessari e, infine, dalla posa, dal costipamento e dalla finitura appropriati del materiale trattato.
Una volta ultimati i lavori, è indispensabile effettuare dei test di controllo qualità. La sola finalità di queste prove è
quella di determinare il grado di probabilità in base a cui le prestazioni dello strato riciclato risponderanno alle
aspettative, nel qual caso vorrà dire che verrà ottenuta la richiesta capacità strutturale (o vita teorica) della pavimentazione rigenerata. I requisiti di qualità sono solitamente inclusi in una serie concisa di Specifiche di Progetto
che illustrano in modo particolareggiato i relativi criteri di accettazione. I risultati dei test dimostreranno che il prodotto è conforme a tutti i suddetti criteri, consentendo così all’impresa appaltatrice di proseguire i lavori in tutta sicurezza oppure metteranno in evidenza eventuali problemi sui quali occorrerà concentrarsi ai fini della loro immediata risoluzione.
La qualità del lavoro ultimato viene accertata dai risultati dei test, i quali provano:
•
La resistenza del materiale dello strato riciclato. Questo valore può essere determinato in modo indiretto, eseguendo varie prove di laboratorio su un campione del materiale miscelato prelevato dalla parte retrostante la riciclatrice o in modo diretto stabilendo l’effettiva resistenza delle carote estratte dalla strada.
A fronte degli inevitabili lassi di tempo che intercorrono tra la finitura dello strato e il carotaggio, viene privilegiato il primo metodo, quello indiretto. Le carote possono essere estratte soltanto una volta che il materiale ha raggiunto un grado sufficiente di resistenza, il che provoca comunque un ritardo, mentre i risultati
dei test effettuati sui campioni prelevati dalla parte retrostante la riciclatrice possono essere ottenuti in pochi giorni.
•
La densità secca del materiale costipato. Sebbene la misurazione della densità di campo sia la prova
più diffusa nei cantieri di costruzione, occorre tenere presente quanto segue:
- Il livello di costipamento richiesto è sempre specificato, e determinato, in termini di «densità relativa». Si
tratta dell’ effettiva densità (secca) misurata del materiale in situ, espressa come valore percentuale della
«Densità Secca Massima» teorica, o MDD (= Maximum Dry Density). L’MDD non è una proprietà insita
nel materiale; è piuttosto la densità che un materiale raggiunge quando viene sottoposto ad uno sforzo di
costipamento «standard» esercitato in presenza del contenuto di umidità ottimale (o OMC = Optimum
Moisture Content). Vi è un’ampia varietà di standard in fatto di sforzo di costipamento applicati su scala
mondiale; i più comuni sono:
60
Capitolo 4
i.
il «Proctor Standard» che viene effettuato in conformità alla designazione ASTM D698 (o designazione AASHTO (= American Association of State Highway and Transportation Officials) T99) che si
avvale di un costipatore di 2,495 kg (5,5 libbre) che lascia una distanza di 30,48 cm (12 pollici) a
colpo; oppure
ii.
«l’AASHTO modificata» descritta nella designazione ASTM D1557 (o designazione AASHTO T180)
che si avvale di un costipatore di 4, 538 kg (10 libbre) che lascia una distanza di 45,72 cm (18 pollici) a colpo.
Ogni sforzo di costipamento esercitato differisce per ciascun standard, così anche l’MDD. E’ pertanto indispensabile determinare quale standard vada applicato.
- Il materiale riciclato può variare significativamente, sia da un senso all’altro della larghezza della strada
(spesso quale conseguenza di precedenti operazioni di allargamento), sia nel senso della lunghezza della
strada; ciò deriva principalmente dal fatto che sono state utilizzate diverse fonti di materiale per la costruzione della pavimentazione originale. Occorre quindi prestare attenzione quando si seleziona l’MDD
appropriato. In caso di dubbi, si consiglia di prelevare ulteriori campioni per stabilire l’MDD del materiale
in ognuna delle area di prova scelte per i test di densità.
- Densimetri nucleari vengono comunemente utilizzati in loco per determinare il valore della densità. Quando nel materiale riciclato è presente il RAP, il contenuto d’umidità misurato verrà immancabilmente ingrandito, la qual cosa fa sì che vengano registrati valori di densità secche inferiori. Questo fenomeno è
causato dal metodo utilizzato per «misurare» l’umidità: i neutroni rapidi emessi da una fonte (ad esempio
il Berillio) vengono rallentati, o termalizzati, dall’idrogeno. Il numero di neutroni rallentati viene calcolato
servendosi di un dispositivo che non viene interessato dai neutroni rapidi (come l’Elio-3) e che viene impiegato per misurare la quantità di idrogeno contenuta nel materiale.
Le molecole dell’acqua, composte da due atomi di idrogeno, sono la principale fonte di idrogeno del materiale naturale. Tuttavia, molti altri composti contengono idrogeno (come il bitume) e questi rendono impossibile stabilire una diretta correlazione tra il calcolo riguardante l’idrogeno e quello relativo al contenuto d’umidità. I densimetri nucleari possono essere tarati onde consentire la presenza di questi
composti; quando, però, un materiale riciclato contiene RAP in percentuali variabili e il tenore di bitume
del RAP non è costante, queste tarature sono inattuabili. Un modo per ovviare a questo inconveniente è
quello di prelevare un campione da ciascuna area di prova e determinare, in laboratorio, il contenuto d’umidità. In alternativa, può essere utilizzato il test standard di sostituzione con la sabbia, o il metodo del
cono di sabbia (designazione ASTM D1556 o designazione AASHTO T191).
•
Lo spessore dello strato finito. Questa è una di due variabili critiche che incidono sulla prestazione a lungo termine dello strato stabilizzato. (L’altra è la reazione del materiale a ripetuti carichi che si evince dalle
caratteristiche di resistenza e di densità sopra descritte.) Lo spessore viene solitamente controllato mediante misurazione fisiche. Quando si utilizza un densimetro nucleare, sono utili piccoli scavi o carote in
quanto forniscono una prova visiva dello spessore dello strato.
Non si può concludere la trattazione della qualità senza citare l’argomento più importante riguardante le pavimentazioni stradali: il drenaggio. Troppo spesso lavori di pavimentazione vengono ultimati senza tenere conto del deflusso, in caso di pioggia. Un problema frequente è rappresentato dalla formazione di bacini d’acqua sulla superficie ultimata per effetto dei detriti che permangono costantemente lungo il ciglio; ne consegue che il materiale della
pavimentazione si satura e tenderà a formare delle buche quando soggetto all’azione del traffico. Questi problemi
si possono evitare facilmente effettuando opportuni interventi, una volta ultimate le procedure principali.
Capitolo 4
61
Capitolo 5: Sostanze Stabilizzanti
Secondo quanto ci è dato sapere, sono stati i Romani, circa duemila anni fa, i primi ad impiegare sostanze stabilizzanti per la costruzione delle strade. Essi riuscirono ad aumentare la resistenza della pavimentazione percorsa da
carri da trasporto molto pesanti, non solo grazie sistemi di pavimentazione ad elementi separati (ciottoli), ma anche grazie ad un tipo di trattamento a base di calce. Oggi, le sostanze stabilizzanti sono usate in tutto il mondo per
ovviare ai limiti che tipicamente derivano dall’impiego di materiali naturali e che vanno ad influire sulle prestazioni
della pavimentazione. Le sostanze stabilizzanti non solo migliorano le caratteristiche di resistenza di un materiale
ma ne aumentano la durata e la resistenza all’azione dell’acqua.
In molte parti del mondo, è praticamente impossibile reperire materiali da costruzione di buona qualità per la realizzazione di pavimentazioni stradali. I costi di trasporto per l’importazione di un materiale adeguato hanno favorito
lo sviluppo di tecniche di stabilizzazione che permettono di utilizzare risorse disponibili in loco. La resistenza necessaria può spesso essere ottenuta applicando tecniche che prevedono l’utilizzo di un materiale di importanza
secondaria, disponibile sul posto, a cui vengono addizionate piccole quantità di sostanze stabilizzanti aventi un
costo relativamente basso. Queste tecniche sono applicabili sia ai processi di riciclaggio sia in caso di realizzazione di nuove opere stradali. Aggiungendo una sostanza stabilizzante, il materiale recuperato da una pavimentazione preesistente può essere rinnovato, evitando così di dover importare materiale nuovo per dare alla struttura della pavimentazione rigenerata la resistenza necessaria.
«A che cosa servono le sostanze stabilizzanti – Come agiscono – Quand’è che l’uso delle varie sostanze stabilizzanti deve essere previsto oppure escluso?»
Queste sono domande alle quali il presente capitolo cerca di dare una risposta, evitando però di prendere in considerazione idee sbagliate che nonostante tutto esistono ancora oggi.
5.1
Tipi di Sostanze Stabilizzanti
5.1.1 Aspetti generali
Le sostanze stabilizzanti attualmente utilizzate in tutto il mondo sono innumerevoli. La gamma comprende i composti chimici quali il cloruro di calcio, i polimeri a lunga catena e i prodotti sulfanati di petrolio, altri prodotti brevettati e le sostanze più tradizionali come il cemento. Tutte queste sostanze mirano a raggiungere lo stesso obiettivo:
legare insieme le singole particelle per aumentare la resistenza della superficie e/o renderla maggiormente resistente all’acqua. Alcune sostanze sono più efficaci di altre se impiegate con determinati materiali, altre ancora sono economicamente più convenienti; tutte però conservano il loro spazio sul mercato e molte di esse vengono utilizzate al meglio tramite l’impiego delle moderne riciclatrici.
Oggigiorno vengono continuamente messi a punto nuovi prodotti ed è importante per il settore che questi vengano, giustamente, messi alla prova. Le novità dovrebbero essere sempre promosse in quanto nessuna singola sostanza stabilizzante può rappresentare la soluzione ottimale per tutte le diverse applicazioni. Gli ingegneri che si
trovano a dover decidere quale sostanza impiegare in un determinato progetto, devono avere un approccio di larghe vedute. Decisioni di questo tipo sono generalmente influenzate, in ordine d’importanza, dai seguenti fattori:
•
Prezzo. Il costo unitario della stabilizzazione (normalmente espresso in $ al m2 di strato completato) resta
comunque il fattore principale;
•
Reperibilità. Certe sostanze stabilizzanti potrebbero non essere disponibili ovunque; per fare un esempio
citiamo l’emulsione bituminosa che, in alcuni paesi, non viene attualmente prodotta;
•
Caratteristiche del materiale. Alcune sostanze stabilizzanti sono più efficaci di altre, se utilizzate con determinati materiali. Ad esempio, la calce dovrebbe essere usata al posto del cemento, nel caso in cui si
debbano stabilizzare terreni caratterizzati da un indice di plasticità particolarmente elevato;
•
Politica. Le politiche estremamente rigorose di alcuni proprietari di strade, in riferimento all’uso di certe
sostanze stabilizzanti, sono spesso influenzate da precedenti esperienze.
L’approccio nei confronti delle sostanze stabilizzanti varia a seconda del paese in cui ci si trova e a seconda del
proprietario della strada, il nostro interlocutore. Quando queste divergenze sono dettate dalla politica, non sempre
derivano dalle ottime caratteristiche tecniche offerte dalle varie sostanze. La tecnologia non conosce limiti; adottando gli stessi criteri di prova sarà possibile confrontare le caratteristiche di resistenza rilevate in Russia con quelle rilevate in Venezuela. Non esiste, quindi, alcuna ragione valida per scartare una determinata sostanza stabilizzante quando essa risponde ai requisiti tecnici.
Capitolo 5
63
Da parte loro, gli ingegneri tendono, per natura, ad essere prudenti. Essi, infatti, operano ai limiti della tecnologia e
possono trovarsi a vivere esperienze rischiose e solitarie; per questa ragione, spesso preferiscono adottare tecniche già sperimentate e controllate. Le sostanze stabilizzanti cementizie e in minor misura le affini sostanze bituminose, sono state sottoposte a studi accurati; ne viene fatto un largo impiego e i metodi di prova tradizionali permettono di determinare sia le miscele ottimali sia i requisiti che assicurano la qualità. Inoltre, sia il cemento sia il
bitume sono largamente usati nel settore dell’edilizia e sono generalmente disponibili in tutto il mondo; per questo
è normale che siano le sostanze stabilizzanti più comunemente utilizzate.
5.1.2 Sostanze Stabilizzanti Cementizie
La calce, il cemento e i composti ottenuti miscelando questi prodotti con cenere volante, scorie rocciose d’altoforno ed altre sostanze simili, rappresentano le sostanze cementizie stabilizzanti maggiormente utilizzate. Senza considerare la calce, già utilizzata dagli antichi Romani per i loro esperimenti, la sostanza che viene utilizzata da più
lungo tempo è il cemento; per quanto ci è dato sapere, è stato usato per la prima volta negli Stati Uniti, nel 1917,
come sostanza stabilizzante convenzionale.
La funzione principale di queste sostanze è di aumentare la resistenza. Inoltre, la calce rilasciata durante il processo di idratazione, reagendo con le particelle di argilla presenti in un terreno plastico, ne riduce la plasticità. L’uso di
miscele di cemento deve però essere limitato al trattamento di materiali con un Indice di Plasticità inferiore a 10. La
calce resta la migliore sostanza stabilizzante per la maggior parte delle materie plastiche.
La resistenza acquisita è principalmente determinata dalla quantità di sostanza stabilizzante aggiunta, ma allo
stesso tempo varia in base al tipo di materiale trattato. Contrariamente a quanto alcuni ritengono, l’aggiunta di di
una quantità superiore di sostanza stabilizzante allo scopo di ottenere una maggiore resistenza, può ridurre le prestazioni dello strato. Il materiale trattato con una sostanza stabilizzante cementizia tende ad essere mediamente
friabile. Aumentare la resistenza del materiale significa renderlo ancora più friabile e perciò lo strato stabilizzato
sarà caratterizzato da una diminuzione delle proprie caratteristiche da fatica; in tale situazione, le continue sollecitazioni dovute al carico esercitato dagli automezzi comporteranno inevitabilmente un aumento delle incrinature
che, per lo strato di una pavimentazione stradale, rappresentano ovviamente una caratteristica negativa. E’ quindi
fondamentale che i requisiti di efficienza dello strato stabilizzato vengano chiaramente indicati e che venga condotto uno studio adeguato delle miscele su campioni rappresentativi allo scopo di determinare il corretto tasso di
applicazione.
5.1.3 Sostanze Stabilizzanti Bituminose
L’uso del bitume come sostanza stabilizzante, impiegato sia sotto forma di emulsione sia come bitume espanso,
stà diventando sempre più diffuso, principalmente grazie ai progressi fatti in campo tecnologico. Certi bitumi liquidi sono stati usati con successo per stabilizzare strati sottili ma, per la protezione dell’ambiente, questo tipo di sostanza stabilizzante bituminosa non incontra il favore degli utilizzatori.
Quando il materiale viene stabilizzato con il bitume non è soggetto a incrinature da ritiro, tipiche dei materiali trattati con il cemento. La superficie realizzata con materiale stabilizzato con il bitume può essere immediatamente
aperta al traffico, grazie alla legatura iniziale (resistenza) delle particelle in superficie che impediscono lo sfaldamento come conseguenza del passaggio del traffico. Se una superficie stabilizzata con il bitume è correttamente
finita può essere usata subito senza particolari problemi. I mezzi pesanti, compresi i rulli compressori, non devono
essere parcheggiati sulla superficie completata per almeno una settimana, periodo durante il quale la superficie
aumenta la propria resistenza.
Il trattamento con il bitume è un metodo conveniente per aumentare la resistenza di un materiale e per limitare le
conseguenze dell’azione dell’acqua. Lo strato realizzato con materiale legato con bitume è flessibile e presenta caratteristiche di resistenza all’usura superiori alla media se paragonato agli strati trattati con sostanze stabilizzanti
cementizie che permettono di ridurre lo spessore dello strato senza sacrificare la capacità strutturale.
Esistono due tipi molto diversi di processi di riciclaggio che prevedono l’impiego del bitume:
•
Il riciclaggio superficiale che interessa solo l’asfalto. Durante questo tipo di operazione, l’emulsione bituminosa è usata per rigenerare il vecchio strato di bitume sull’asfalto. Si tratta essenzialmente di un procedimento, in situ, di miscelatura a freddo dell’asfalto e non di un processo di stabilizzazione, e
•
un procedimento di stabilizzazione che prevede l’uso del bitume per stabilizzare il materiale riciclato. Normalmente, questo procedimento può essere applicato nei punti in cui lo spessore dello strato è superiore
a 100 mm.
64
Capitolo 5
E’ importante capire che il riciclaggio in profondità con una sostanza stabilizzante bituminosa crea un materiale
stabilizzato con bitume e non una sostanza simile all’asfalto. Una base di asfalto continuamente classificata avrà
un contenuto di vuoti pari, approssimativamente, al 4 %. Contrariamente all’asfalto artificiale, la gradazione ottenuta dal materiale riciclato dipende, in particolar modo, dal tipo di materiale che costituisce la struttura della pavimentazione preesistente. Il materiale stabilizzato con bitume ha, di solito, un contenuto di vuoti compreso tra il 10
ed il 20 % e tende a comportarsi in parte come un materiale granulare, in grado di sopportare la sollecitazione di
rottura a compressione dovuta alla frizione intergranulare, e in parte come un materiale viscoelastico che può sopportare sforzi di tensione ripetuti. Si tratta quindi di un ibrido.
Alcuni materiali di secondaria importanza, trattati con una sostanza stabilizzante bituminosa, presentano una scarsa proprietà di conservazione della resistenza (per esempio, perdono resistenza se immersi in acqua); a ciò è possibile ovviare aggiungendo del cemento. Piccole quantità di cemento o calce (da 0,5 a 2 % per massa) possono
aumentare in modo significativo la capacità d conservazione della resistenza, senza pregiudicare le proprietà da
fatica dello strato. E’ quindi consuetudine, utilizzare il cemento o la calce miscelati a sostanze stabilizzanti bituminose, tranne quando si ricicla il solo RAP.
5.2
Procedura di Stabilizzazione con Cemento
5.2.1 Aspetti generali
Il cemento è la sostanza stabilizzante più comunemente usata; a livello mondiale esso viene usato in percentuale
di gran lunga maggiore rispetto a tutte le altre sostanze stabilizzanti insieme. Ciò dipende principalmente dal fatto
che il cemento è facilmente reperibile. Il cemento è fabbricato in quasi tutti i paesi ed è prontamente reperibile a livello mondiale; esso viene inoltre considerato come materiale da costruzione. Gli standard, i metodi di controllo e
le specifiche che si riferiscono al trattamento con cemento sono innumerevoli. Disponiamo inoltre di un grande numero di esempi relativi a pavimentazioni stradali ben riuscite che presentano anche strati stabilizzati con cemento.
La stabilizzazione con cemento richiede però una particolare attenzione. Tutti i materiali trattati con il cemento, incluso il calcestruzzo, tendono ad essere soggetti a fessurazioni. Nel prossimo paragrafo vedremo come queste incrinature possono essere tenute sotto controllo e come esse non costituiscono necessariamente una caratteristica
pregiudizievole.
5.2.2 Incrinature dei Materiali Trattati con Cemento
E’ importante sapere che i materiali trattati con il cemento tendono a essere soggetti a incrinature per due ragioni
molto diverse. In primo luogo, la fessurazione è una conseguenza della reazione chimica che avviene quando il
cemento si idrata in presenza di acqua; ciò significa che la suddetta reazione non è provocata dal flusso del traffico. In secondo luogo, le incrinature sono una conseguenza diretta delle ripetute sollecitazione da carico provocate
dalla circolazione del traffico. Il modo in cui le incrinature si presentano e si sviluppano è diverso in ogni singolo caso e per questo è necessario fornire spiegazioni specifiche.
•
Incrinature non causate dal traffico.
La formazione delle incrinature è inevitabile quando il materiale viene trattato con cemento. Nel momento
in cui il cemento si idrata, si formano dei cristalli di silicato di calcio aventi forma simile a quella di un dito,
i quali legano fra loro le particelle del materiale. Durante questa reazione chimica, assistiamo ad una fase
in cui viene generato calore e al verificarsi di numerose modificazioni fra cui quella subita dal materiale che
si riduce di volume. Questa contrazione provoca inevitabilmente la formazione di incrinature, comunemente chiamate incrinature da ritiro, che sono tipiche dei processi di lavorazione con il cemento. L'intensità
(spazio tra le incrinature) e l'ampiezza (larghezza), o grado delle incrinature, sono principalmente determinate dai seguenti fattori:
- contenuto di cemento. La riduzione che avviene durante la fase di idratazione dipende dalla quantità di
cemento presente. Di conseguenza, un più alto contenuto di cemento determina un aumento del grado
delle incrinature; questa è una delle ragioni per cui si tende ad addizionare il cemento nelle quantità minime necessarie per ottenere i requisiti indicati nel progetto. L’aggiunta di percentuali molto ridotte (inferiori al 2 % per massa) deve però essere presa in considerazione solo nel caso in cui il cemento venga impiegato nel processo di riciclaggio come «slurry»;
- tipo di materiale stabilizzato. Certi materiali tendono a ritirarsi più di altri quando vengono trattati con il
cemento. Inoltre, certi materiali plastici tendono ad essere attivi cioè a subire significativi cambiamenti di
volume nel passaggio tra lo stato umido e lo stato secco. Quando l’indice di plasticità (PI = Plasticity
Index) del materiale è superiore a 10, l’aggiunta di calce, o di una miscela di calce e cemento riduce la
plasticità, fino ad ottenere idealmente una condizione non plastica del materiale.
Capitolo 5
65
- contenuto di umidità di costipamento. Il grado di fessurazione dipende dalla quantità di umidità che si
disperde durante la fase in cui il materiale si asciuga. E’ possibile ridurre sensibilmente il grado di fessurazione, mantenendo, durante la fase di costipamento, il contenuto di umidità ad un livello inferiore al 75 %
del contenuto di umidità di saturazione; inoltre
- velocità di asciugatura. Quando un materiale trattato con il cemento si ritira, al suo interno si creano
delle tensioni. Il grado di fessurazione è principalmente determinato dalla velocità di sviluppo della resistenza relativamente alla velocità di formazione di sollecitazioni da ritiro. Se il materiale si asciuga rapidamente, le sollecitazioni da ritiro saranno superiori allo sviluppo della resistenza e produrranno intense incrinature (2 m x 2 m) con fessure strette simili a capelli. Un’asciugatura più lenta formerà delle incrinature
meno intense (6 m x 4 m) ma più larghe. Trattando in modo adeguato lo strato, una volta ultimato, si impedirà alla superficie di asciugarsi completamente, riducendo così sia l’intensità sia l’ampiezza delle incrinature.
Le incrinature da ritiro sono normalmente più larghe in superficie di quanto non siano in profondità (il processo di asciugatura inizia in superficie) e la parete dell’incrinatura è irregolare; quest’ultima caratteristica
permette al carico impartito dagli automezzi di propagarsi attraverso l’incrinatura grazie all’interblocco
meccanico.
•
Incrinature dovute al traffico.
Questo tipo di incrinatura si verifica quando il materiale trattato con cemento è sottoposto a sollecitazioni
eccessive oppure se supera la sua durata a fatica. Le incrinature iniziano a formarsi sul fondo dello strato
dove lo sforzo di trazione dovuto al carico del traffico è massimo e dove, di conseguenza, è massima anche la deformazione. Essendo mediamente friabili e avendo una ridotta capacità elastica, gli strati trattati
con cemento risultano essere sensibili al sovraccarico.
Le incrinature da fatica si formano dopo un determinato numero di passaggi ripetuti di carichi. Questa fessurazione non si traduce necessariamente in un imminente frattura; infatti anche in presenza di incrinature,
lo strato può continuare a sostenere il carico del traffico. Tale condizione può essere adattata riducendo il
modulo effettivo dello strato trattato con cemento. L’intensità e l’ampiezza delle incrinature aumentano
con il progressivo deterioramento dello strato sottoposto al continuo passaggio del traffico. La riduzione
dei moduli effettivi continua fino a quando, nella fase finale, il materiale ritorna al suo stato granulare originario.
5.2.3 Impiego del Cemento
Come già detto in precedenza, uno dei problemi con cui ci si deve confrontare quando si opera con materiali trattati con cemento è l’inevitabile formazione di incrinature da ritiro. Il grado di fessurazione e la qualità complessiva
degli strati stabilizzati sono prevalentemente condizionati dai seguenti fondamentali fattori:
•
Studio delle miscele. E’ assolutamente necessario testare adeguate procedure di studio delle miscele su
campioni particolarmente rappresentativi di materiale da trattare con il cemento. (Un esempio di questo tipo di procedura da laboratorio si trova nell’Appendice 2.) Ogni materiale richiede una specifica velocità di
applicazione per raggiungere la resistenza necessaria.
•
Qualità del cemento. Il cemento ha una determinata durata a magazzino e generalmente si sconsiglia di
utilizzarlo dopo un periodo superiore a tre mesi dalla data di produzione. Diventa però difficile riuscire a
determinare «l’età» del cemento, in particolar modo quando ne vengono importate grandi quantità sfuse.
Nel caso in cui non si disponga di alcun dato certo, non solo per quanto riguarda «l’età», ma anche in riferimento ad altre caratteristiche che determinano la qualità del prodotto, è necessario testare alcuni campioni di materiale per controllare i parametri di resistenza.
•
Uniformità di applicazione. Tre sono i diversi metodi che vengono seguiti per l’applicazione del cemento.
I primi due prevedono che la superficie della pavimentazione stradale preesistente venga ricoperta con la
polvere di cemento asciutta, prima di dare il via al riciclaggio. Il terzo metodo prevede invece che si inietti il
cemento sotto forma di «slurry» nella camera di fresatura durante il processo di riciclaggio:
- consegnato in sacchetti e cosparso a mano. Questo metodo è molto comune nei paesi in via di sviluppo, dove la manodopera è sempre disponibile senza alcuna limitazione e a costi particolarmente ridotti. Si possono raggiungere gradi di precisione particolarmente elevati se la superficie della pavimentazione stradale preesistente viene attentamente contrassegnata con un reticolo che indichi la zona da
ricoprire con il contenuto di un sacchetto. Si procede poi a spargere accuratamente la polvere di cemento utilizzando dei raschiatoi di gomma per ottenere uno strato uniforme;
66
Capitolo 5
- Spanditrici alla rinfusa. Questo è il metodo di applicazione maggiormente diffuso. Per spargere il cemento sulla superficie stradale alla giusta velocità, si possono utilizzare svariati sistemi (nastri trasportatori, alimentatori a coclea, soffianti pneumatici); ognuno di questi sistemi presenta naturalmente una serie di pregi e difetti. Per verificare la velocità di applicazione, vengono svolte alcuni test su tela.
Le condizioni climatiche, specialmente il vento e la pioggia, influiscono su qualsiasi metodo di distribuzione a secco del cemento. Il cemento, sotto forma di polvere fine, è soggetto all’erosione del vento e viene
facilmente trasportato dall’aria o dall’effetto «onda di prua» determinato dal passaggio dei camion. Questi
fenomeni riducono la velocità di applicazione in modo difforme. Inoltre, le precipitazioni di carattere piovoso, sullo strato di polvere di cemento, scatenano il processo di idratazione; a questo punto il cemento deve essere mescolato immediatamente oppure deve venire eliminato: inoltre
- iniezione di «slurry». Il modello WM 1000 è stato appositamente progettato per premiscelare il cemento
con l’acqua così da ottenere uno «slurry» a cui è stato aggiunto un quantità di acqua pari a quella necessaria per raggiungere il Contenuto Ottimale di Umidità (Optimum Moisture Content = OMC). Il metodo di applicazione più accurato prevede che lo «slurry», utilizzato come sostanza stabilizzante liquida, venga pompato nella riciclatrice per poi essere iniettato nella camera di miscelatura attraverso una barra spruzzatrice.
•
Uniformità di miscelatura. In molti paesi sono state eseguite delle prove sufficienti a dimostrare che la
capacità di miscelatura delle grandi riciclatrici è simile a quella dei mescolatori degli impianti fissi. Le misure di sicurezza spesso applicate per controbilanciare una miscelazione scadente possono essere ridotte (o
persino evitate) quando vengono impiegate le moderne riciclatrici.
•
Aggiunta di acqua. Solitamente, il materiale trattato con cemento deve essere lavorato per quanto possibile a secco, per ridurre al minimo le incrinature da ritiro. Quando si deve aggiungere acqua, è necessario
che essa venga sempre iniettata nella camera di miscelatura e che il processo venga scrupolosamente
controllato in modo che il contenuto di umidità non superi mai il 75% del contenuto di umidità saturo del
materiale.
•
Maturazione. Una volta completata, la superficie di uno strato stabilizzato con cemento non deve essere
lasciata asciugare completamente per un periodo di almeno 7 giorni. Come già spiegato in precedenza, le
incrinature da ritiro si formeranno in superficie se la velocità di asciugatura è superiore alla velocità di aumento della resistenza. Per impedire che la superficie si asciughi completamente, è sufficiente spruzzare
acqua sulla superficie stessa a intervalli regolari: è consigliabile utilizzare un’autocisterna dotata di una
barra spruzzatrice della medesima larghezza con ugelli molto fini. Come soluzione alternativa è possibile
applicare, prima che siano trascorsi i 7 giorni, un impermeabilizzante provvisorio oppure stendere uno
strato di asfalto che costituirà una membrana protettiva; ciò è particolarmente indicato nel caso in cui si
preveda un traffico intenso per lunghi periodi.
Una volta terminato il lavoro, la qualità dello strato viene spesso giudicata in base alla Resistenza alla Deformazione su Compressione in Aria Libera (UCS = Unconfined Compressive Strength) rilevata su un campione miscelato
prelevato nella parte retrostante la riciclatrice. A questo punto, è importante monitorare regolarmente il periodo di
tempo che trascorre tra il prelievo di campioni in loco ed il momento in cui il provino di materiale viene costipato in
laboratorio. Il test deve simulare le condizioni esistenti sulla superficie da cui si sono prelevati i campioni. Qualsiasi ritardo significativo potrebbe tradursi in una resistenza scadente dovuta all’idratazione del cemento prima che
esso si consolidi.
5.2.4 Precoce apertura al traffico
Al di fuori del normale orario di lavoro, la strada è aperta al traffico su tutta la sua larghezza. Spesso si manifesta
una certa preoccupazione relativamente ad un utilizzo precoce di una pavimentazione stradale realizzata con materiale stabilizzato con cemento. Queste preoccupazioni sono fondate solamente nel caso in cui non vengano seguite le necessarie procedure di maturazione. Se la superficie viene lasciata seccare completamente, si può sfaldare; questo si tradurrebbe in una riduzione della resistenza nella parte superiore dello strato e nella conseguente
formazione di buche. La superficie deve essere inoltre mantenuta umida, spruzzandola frequentemente con piccole quantità di acqua. Inoltre, la superficie non deve essere sottoposta a traffico intenso per lunghi periodi, senza
che venga applicato il necessario impermeabilizzante di protezione.
5.2.5 Parametri per Strati Trattate con Cemento
Le più importanti caratteristiche costruttive delle sostanze stabilizzate con cemento sono:
•
Resistenza. Il test «UCS» è il più comunemente usato per testare i materiali cementati, dato che il «CBR»
non è ritenuto essere sufficientemente sensibile per testare i materiali ad alta resistenza.
Capitolo 5
67
Il test UCS viene normalmente eseguito su provini preparati in precedenza che sono stati conservati per 7
giorni in un ambiente con una temperatura di 22°C e un grado di umidità superiore al 95 %. Alcuni metodi
di controllo permettono di accelerare la maturazione, lasciando per 24 ore i provini all’interno di un forno,
ad una temperatura di 75°C.
Un materiale avente un contenuto di cemento corrispondente ad un valore UCS compreso tra 1,5 e 3 MPa
è normalmente utilizzato come materiale riciclato, destinato alla parte superficiale di una pavimentazione
stradale. Elenchiamo qui di seguito le quantità di cemento necessarie, indicate in percentuale rispetto alla
massa del materiale riciclato:
- RAP / pietrisco (miscela 50/50)
–
da 2,0 a 2,5 %
- Pietrisco
–
da 2,0 a 3,0 %
- Ghiaia naturale (PI < 10, CBR > 30)
–
da 3,0 a 4,0 %
•
Tempo di lavorazione. I processi di miscelatura, posa, costipamento e finitura devono essere completati
con la massima rapidità. In caso di un trattamento che prevede l’impiego di cemento, viene fissato un tempo limite di 4 ore, misurato a partire dal momento in cui il cemento viene per la prima volta a contatto con
il materiale e fino al termine del processo di costipamento. E’ spesso possibile ridurre questo periodo; utilizzando moderne attrezzature di riciclaggio si può infatti riuscire a completare la lavorazione in meno di
un’ora.
•
Densità. Una densità minima (media) corrispondente al 97 % della densità AASHTO modificata viene normalmente specificata per ciascuna area di prova. Occasionalmente, è possibile disporre di una tolleranza
di densità, indicando però un valore di densità «medio». Ciò significa che la densità nel punto più superficiale dello strato potrebbe essere maggiore rispetto alla densità del punto più profondo. Quando indicato,
è normale includere una deviazione massima del 2 % per la densità misurata nella parte più bassa dello
strato; questa parte corrisponde al terzo più profondo dello strato di pavimentazione. Quindi, se la densità
media indicata è 97 %, la densità dello strato che si trova più in profondità dovrà essere superiore a 95 %.
5.3
Processo di Stabilizzazione con Emulsione Bituminosa
5.3.1 Aspetti generali
Le emulsioni bituminose sono state originariamente sviluppate per superare le difficoltà tipiche delle lavorazioni
che prevedono l’impiego di bitume a caldo e, particolare importante per quanto riguarda il processo di stabilizzazione, per realizzare a temperatura ambiente miscele con materiale umido.
Una emulsione è composta da due liquidi immiscibili, uno disperso nell’altro sotto forma di goccioline o di piccoli
globuli. Le più comuni emulsioni bituminose sono formate da goccioline di bitume disperse in una fase acquosa
continua, nella quale le particelle di bitume non possono raggrupparsi a causa della presenza di una sostanza attiva in superficie (un emulsionante) che forma una pellicola protettiva intorno alle particelle. La maggior parte delle
emulsioni usate come sostanze stabilizzanti hanno una componente di «residuo di bitume» del 60 %; ciò significa
che il 60 % del volume dell’emulsione è composto da bitume disperso nel 40 % del volume di acqua.
Dopo aver realizzato la miscela con il materiale, l’acqua viene eliminata e le particelle di bitume si accorpano, formando una pellicola ininterrotta che si deposita sulla superficie dell’aggregato. Si dice comunemente che l’aggregato «rompe»; questo fenomeno è provocato da:
- perdita di acqua attraverso l’evaporazione o l’assorbimento da parte del materiale che viene miscelato;
- coagulazione chimica dovuta ad un processo di reazione tra l’emulsione e l’aggregato;
- disturbi meccanici provocati da eccessive pressioni di pompaggio, processi di miscelatura e sforzo di costipameno; e
- composizione chimica dell’emulsione.
Normalmente il cemento viene utilizzato insieme all’emulsione bituminosa. Oltre ad aumentare la capacità di mantenimento della resistenza, il cemento agisce come una specie di catalizzatore, aumentando le originali caratteristiche di resistenza e favorendo la circolazione del traffico. Una ricerca condotta per studiare gli effetti della miscelatura del cemento ad una emulsione bituminosa ha dimostrato che si può addizionare una quantità di cemento pari
al 2 % per massa senza che vengano ridotte significativamente le caratteristiche da fatica dello strato stabilizzato.
In certi paesi però si è soliti addizionare percentuali più elevate di cemento, mentre il processo di stabilizzazione
avviene aggiungendo una quantità simile di emulsione bituminosa.
68
Capitolo 5
5.3.2 Tipi di Emulsione
Esistono due tipi di emulsioni bituminose, quelle anioniche e quelle cationiche. La differenza fondamentale tra loro
è il carico sugli ioni di bitume sospeso e la «fase» di sospensione. Le particelle di bitume in un’emulsione anionica
hanno una carica negativa in una fase alcalina, mentre le emulsioni cationiche hanno delle particelle di bitume con
carica positiva in una fase acida. Prodotti chimici detti «stabilizzanti» vengono aggiunti in entrambi i tipi di emulsione, per prolungare il tempo di rottura, riducendo in maniera considerevole l’entità della carica sulle particelle di bitume le quali, di conseguenza, non tendono più ad aggregarsi. In questo modo la «rottura», cioè l’attrazione delle
particelle di bitume verso l’aggregato, viene ritardata.
In alcuni paesi, agli operatori del settore che utilizzano le tecniche del riciclaggio non è chiara la differenza fra
emulsioni anioniche e cationiche, in particolar modo per quanto riguarda le loro caratteristiche. La tesi principale
sostiene che un’emulsione anionica si «rompe» solo quando l’acqua che contiene il bitume in sospensione evapora o viene assorbita (dall’aggregato o dal cemento). Le emulsioni cationiche si rompono «chimicamente»; ciò implica che vengono aggiunti, durante il processo di produzione, particolari prodotti chimici i quali provocheranno la
separazione del bitume dall’acqua dopo un determinato periodo di tempo. Questa affermazione non è del tutto
esatta. Entrambi i tipi di emulsione si comportano nello stesso modo: «si rompono» quando l’acqua viene materialmente eliminata e se la carica sulle particelle di aggregato è opposta rispetto a quella sulle particelle bituminose,
determinando così un fenomeno di attrazione.
L’unica ragione per cui si utilizza il bitume emulsionante come sostanza stabilizzante è che esso permette di miscelare il bitume con materiali freddi e umidi. Questa è una fase transitoria; il prodotto finito che si ottiene è un
materiale legato bituminoso che il bitume si separi dalla fase liquida per agire come un legante. Il fattore importante, perciò, sono le condizioni di rottura e non necessariamente l’ambiente nel quale il bitume è sospeso in
acqua.
5.3.3 Impiego di Emulsione Bituminosa
Quando si esegue il riciclaggio con emulsione bituminosa è importante considerare i seguenti punti:
•
Studio delle Miscele. Come in qualsiasi tipo di stabilizzazione, bisogna seguire una adeguata procedura
di studio delle miscele per determinare le quantità corrette necessarie per riuscire a rispondere ai criteri di
resistenza. (Un esempio di questa procedura di laboratorio è descritto nell’Appendice 2.) Ogni materiale richiede uno specifico ritmo di applicazione dell’emulsione bituminosa per raggiungere il grado di resistenza
ottimale.
•
Composizione. Per realizzare un’emulsione «fatta su misura» per una determinata applicazione, vengono utilizzati diversi prodotti chimici in varie proporzioni. Oltre, a determinare la quantità di bitume residuo sospeso nell’acqua, la composizione «su misura» mira a controllare le condizioni in cui il bitume
«rompe». E’ importante che il fabbricante disponga di un campione del materiale da riciclare, dato che il
tipo di materiale che viene miscelato con l’emulsione influisce fortemente sulla stabilità (tempo di «rottura»). Inoltre, perché si possa ottenere la composizione desiderata, è necessario fornire al fabbricante le
informazioni dettagliate relative a qualsiasi sostanza stabilizzante cementizia venga aggiunta all'emulsione bituminosa.
•
Movimentazione. La temperatura e la pressione influiscono sulle emulsioni bituminose. E’ necessario che
gli operatori conoscano bene le condizioni che possono favorire la separazione del bitume dalla sospensione (chiamata «flocculazione» se si svolge lentamente o rottura «flash» se avviene istantaneamente), per
evitare che questo si verifichi durante la lavorazione in cantiere. Inoltre, per permettere di ottenere la corretta composizione, il fabbricante deve conoscere non solo le condizioni presenti in cantiere ma anche i
dettagli relativi a tutte le pompe che saranno usate per trasferire l’emulsione da una cisterna all’altra e per
alimentare la barra spruzzatrice installata sulla riciclatrice.
•
Conteuto totale d liquido. Il controllo dell’umidità contenuta nel materiale riciclato è uno degli aspetti più
importanti della stabilizzazione con emulsione bituminosa ed è quindi un argomento trattato separatamente nel paragrafo 5.3.4.
•
Tempo di costipamento. Quando l’emulsione «si rompe», il bitume si separa dalla sospensione e ritorna alla
sua forma viscosa. Le singole particelle del materiale riciclato saranno ricoperte interamente oppure solo parzialmente da una sottile pellicola di bitume freddo e viscoso che impedisce al materiale di consolidarsi. Per
questo morivo, il processo di costipamento deve concludersi prima che l’emulsione «rompa».
Capitolo 5
69
•
Controllo della qualità. I bricchetti (per le prove di resistenza) sono normalmente realizzati con campioni
prelevati nella parte immediatamente retrostante la riciclatrice. Questi bricchetti devono essere preparati
prima che l’emulsione «si rompa»; in questo modo si ottengono dei provini simili al materiale costipato sulla strada. Spesso, ci si può riuscire solo se si dispone in loco di una Marshall, un’attrezzatura portatile per
il costipamento. In caso contrario, bisognerà attendere che lo strato di cemento sia completamente maturato per poter prelevare dei campioni della parte interna dello strato stesso.
•
Maturazione (velocità di acquisizione della resistenza). Anche se alcuni materiali stabilizzati con un’emulsione bituminosa possono acquisire piena resistenza in un breve periodo di tempo (un mese), altri materiali possono impiegare anche più di un anno per la maturazione. I fattori che determinano la durata effettiva di questo periodo sono i seguenti:
- il tipo e la qualità dell’emulsione bituminosa;
- il contenuto di umidità del materiale durante il costipamento;
- la densità acquisita (cioè il volume di vuoti);
- il tipo di aggregato, comprese le proprietà di gradazione e di assorbimento; e
- la quantità di cemento o calce addizionata.
L’aggiunta di cemento influisce in maniera significativa sulla velocità di acquisizione della resistenza. Vari studi
hanno dimostrato però, che l’aggiunta di un quantitativo corrispondente a più del 2 % per massa influisce negativamente sulle caratteristiche da fatica dello strato stabilizzato. Per questa ragione la percentuale di aggiunta di cemento non supera solitamente il 2 %.
5.3.4 Concetto di Contenuto Totale di Liquido
Per definire il rapporto umidità-densità quando si lavora con le emulsioni bituminose, non si considera il Contenuto di Umidità ma il «Contenuto Totale di Liquido». La densità massima si ottiene in corrispondenza del «Contenuto
Totale Ottimale di Fluido» (OTFC = Optimum Total Fluid Content) che rappresenta la l’unione della massa di umidità ed emulsione bituminosa (prima della «rottura») presente nella miscela. Precedentemente alla «rottura», l’emulsione bituminosa è un liquido con una viscosità simile a quella dell’acqua. Quindi, se aggiungiamo il 5 % per
massa di emulsione bituminosa con un contenuto bituminoso residuo del 60 %, significa che aggiungiamo il 5 %
del fluido, e non solo il 2 % della componente di acqua. Se il contenuto totale di fluido nel materiale (contenuto di
campo del fluido) dovesse superare il «Contenuto Totale Ottimale di Fluido», potrebbe essere difficile che il materiale si consolidi alla densità richiesta. Se invece il contenuto di campo del fluido è così elevato da superare contenuto di fluido di saturazione, allora si svilupperanno delle pressioni idrauliche sotto il rullo che determineranno un
rigonfiamento materiale. In queste condizioni, il materiale non può consolidarsi.
Se si aggiunge un’emulsione bituminosa quando il materiale della pavimentazione preesistente è vicino al «Contenuto Totale Ottimale di Fluido», il contenuto totale di fluido aumenterà oltre il punto di saturazione. Non sarà poi
possibile tornare alle condizioni iniziali, neanche riducendo la quantità di fluido che viene aggiunto. Si potrà risolvere il problema solo parzialmente aggiungendo del cemento. (Come già spiegato in precedenza, la quantità di cemento che si può aggiungere è limitata.) E’ possibile ovviare a questo inconveniente ricorrendo alla prefresatura e
permettendo al materiale di asciugarsi sufficientemente prima della fase di stabilizzazione.
5.3.5 Parametri per Strati Stabilizzati con Emulsione Bituminosa
Le più importanti caratteristiche costruttive delle sostanze stabilizzate con emulsione bituminosa sono indicate di
seguito. Queste proprietà saranno acquisite quando la percentuale di applicazione dell’emulsione bituminosa è ottimale, come stabilito da una procedura di studio delle miscele. Oltre ad aggiungere una percentuale di cemento
compresa tra l’1 ed il 2 %, il campo di bitume residuo di solito corrisponde a:
- RAP / pietrisco (miscela 50/50)
–
da 1,5 a 3,0 %
- Pietrisco
–
da 2,5 a 4,0 %
- Ghiaia naturale (PI < 10, CBR > 30)
–
da 3,0 a 4,5 %
70
Capitolo 5
•
•
a
Resistenza. Il materiale stabilizzato con bitume viene normalmente valutato sulla base dei risultati ottenuti con il test di Resistenza di Trazione Indiretta (ITS). Questo test, più comunemente utilizzato rispetto ai
test Marshall, si esegue su provini di bricchetti Marshall di tipo standard ad un’unica temperatura (25° C).
Normalmente si ottengono i seguenti risultati, espressi in valori ITS (secco);
- RAP / pietrisco (miscela 50/50)
–
da 350 a 750 kPa
- Pietrisco
–
da 400 a 800 kPa
- Ghiaia naturale (PI < 10, CBR > 30)
–
da 250 a 500 kPa
Rigidezza. Il modulo di resilienza del materiale stabilizzato con bitume è misurato sottoponendo un provino a ripetuti test di carico. I valori di riferimento sono:
- RAP / pietrisco (miscela 50/50)
–
da 2500 a 5000 MPa
- Pietrisco
–
da 3000 a 6000 MPa
- Ghiaia naturale (PI < 10, CBR > 30)
–
da 2000 a 4000 MPa
•
Tempo di lavorazione. Non ci sono particolare limiti di tempo per la lavorazione con le emulsioni bituminose; la sola condizione necessaria è che l’intero processo di realizzazione, costipamento e finitura sia
concluso prima che l’emulsione «si rompa».
•
Densità. Una densità minima (media) del 98 % della densità AASHTO modificata viene normalmente indicata per ogni area di prova. Come già spiegato in precedenza per il materiale trattato con cemento, si aggiunge
a volte il termine «medio», quando può risultare accettabile anche una tolleranza di densità all’interno dello
strato. Ove consentito, la densità nell’ultimo terzo dello strato, quello più in profondità, non deve essere più
del 2 % al di sotto del valore medio indicato.
5.4
Processo di Stabilizzazione con Bitume Espanso
5.4.1 Aspetti generali
Fig 5.1 Camera di espansione
Bitume a caldo
Acqua
fredda
Aria
a
L’espansione si forma quando piccole quantità di acqua
vengono a contatto con il bitume a caldo; la superficie complessiva aumenta e la viscosità del bitume viene sensibilmente ridotta. Il bitume diventa allora particolarmente adatto per essere miscelato con un aggregato freddo e umido. Il
Professor Landis Csanyi della Engineering Experiment Station (Stazione di Esperimenti di Ingegneria) presso la Iowa
State University (Università Statale dell’Iowa) fu il primo, nel
1956, a rendersi conto delle potenzialità del bitume espanso
utilizzato come legante a freddo. In quel periodo, gli operatori della Stazione di Esperimenti producevano schiuma utilizzando un processo di iniezione di vapore. In seguito, questa tecnologia è stata perfezionata dalla Mobil Oil, che ha
acquistato i diritti di brevetto dal Prof. Csanyi. La Mobil Oil
ha poi realizzato il primo sistema che miscelava il bitume all’acqua per ottenere una sostanza schiumosa. Il sistema
sviluppato da Wirtgen a metà degli anni Novanta inietta aria
ed acqua nel bitume contenuto in una camera di espansione, così come illustrato in figura 5.1.
Il bitume espanso può essere usato come sostanza stabilizzante con molti materiali; dal pietrisco di buona qualità
alla ghiaia più scadente con una plasticità relativamente
alta. I principali vantaggi della stabilizzazione ottenuta con
il bitume espanso, piuttosto che con l’emulsione bituminosa,
sono i seguenti:
Bitume
espanso
- una riduzione dei costi sostenuti per il legante e per il suo trasporto; questo perché il bitume espanso è costituito
da un tipo di bitume avente un indice di penetrazione standard e da una piccola percentuale di acqua, corrispondente al 2 % per massa del bitume. Utilizzando il bitume espanso non bisogna sostenere alcun costo di produzione; l’unico investimento che viene richiesto inizialmente è quello per l’acquisto delle attrezzature;
Capitolo 5
71
-
subito dopo aver realizzato la miscela utilizzando il bitume espanso, il materiale ottenuto può essere posto
in opera e costipato; il piano stradale può così essere immediatamente aperto al traffico;
-
il materiale trattato con il bitume espanso rimane lavorabile per lunghi periodi e, di conseguenza, può essere lavorato in avverse condizioni climatiche senza che si corra il rischio che eventuali precipitazioni che
lavino via il bitume dall’aggregato.
Così come avviene per la stabilizzazione con emulsione bituminosa, il cemento o la calce vengono solitamente addizionate in piccole quantità al materiale trattato con il bitume espanso; ciò permette non solo di migliorare la capacità di mantenimento della resistenza, bensì aiuta anche a disperdere il bitume aumentando la frazione pari a
meno 0,075 mm del materiale, come descritto nei successivi paragrafi.
5.4.2 Caratteristiche del Bitume Espanso
I principali fattori che determinano l’impiego del bitume espanso come sostanza stabilizzante sono:
•
Caratteristiche di espansione. Le caratteristiche del bitume espanso sono il rapporto di espansione e il
tempo di semitrasformazione. Il rapporto di espansione è il rapporto tra il volume massimo del bitume allo
stato espanso e allo stato non espanso. Il tempo di semitrasformazione corrisponde al tempo, misurato in
minuti secondi, che la schiuma impiega a depositarsi fino a raggiungere metà del volume massimo ottenuto.
Le caratteristiche di espansione più importante sono:
- temperatura del bitume. Le caratteristiche di espansione della maggior parte dei bitumi migliorano in presenza di temperature elevate;
- quantità di acqua addizionata al bitume. Generalmente, il rapporto di espansione aumenta con l’aumentare della quantità di acqua addizionata, mentre il periodo corrispondente al tempo di semitrasformazione si accorcia;
- pressione di iniezione del bitume nella camera di espansione. Livelli bassi di pressione, inferiori a 3 bar,
influiscono negativamente sia sul rapporto di espansione che sul tempo di semitrasformazione; e
- presenza di sostanze antischiuma come i composti di silicio.
Queste caratteristiche vengono di solito rapFig 5.2 Caratteristiche di espansione tipiche
presentate graficamente, come si può vedere
in figura 5.2.
LEGENDA
20
Rapporto di espansione
Generalmente, la schiuma «migliore» è quella
che riesce ad ottimizzare sia l’espansione che
il tempo di semitrasformazione. Osservando la
figura 5.2, vediamo come, lavorando ad una
temperatura superiore a 170°C e aggiungendo
circa un 2,5% di acqua, si ottiene una schiuma
avente un rapporto di espansione corrispondente a 11 e un tempo di semitrasformazione
di 9 secondi. Le caratteristiche schiumogene
non devono essere considerate come misure
precise ma piuttosto come ordini di grandezza. Per questo motivo, il rapporto di espansione, indicato nel precedente esempio, deve essere interpretato come «maggiore» di 10
oppure compreso fra 10 e 15. Allo stesso modo, il tempo di semitrasformazione avrà una
durata compresa fra i 5 e 10 secondi.
2 Indica la percentuale
di acqua aggiunta
per produrre la
schiuma
5
5 5
4
160 °C
4
4
170 °C
3
180 °C
3
3
10
2
2
2
1
1
1
0
5
10
15
20
25
Si può quindi concludere che, migliori sono le
Tempo di semitrasformazione (secondi)
caratteristiche schiumogene, migliore sarà la
qualità della miscela ottenuta. Non esistono limiti assoluti che determinano queste caratteristiche quando si usa il bitume espanso quale sostanza stabilizzante. Elevati rapporti di espansione, raggiunti a scapito del tempo di semitrasformazione, o viceversa, generalmente producono una miscela di qualità più scadente rispetto alla miscela ottenuta
quando entrambe le caratteristiche sono ottimali. La qualità di una miscela deve essere valutata, non solo tramite
controllo visivo, bensì anche sottoponendo dei provini di bricchetti Marshall standard a test di resistenza. Quando
però le caratteristiche schiumogene risultano essere al di sotto del limite minimo (il rapporto di espansione è inferiore
a 5 e il tempo di semitrasformazione è inferiore a 5 secondi), la qualità della miscela ottenuta sarà difficilmente accettabile. A quel punto si deve prendere in considerazione l’impiego di un bitume di diversa provenienza oppure si può
decidere di addizionare una sostanza schiumogena.
72
Capitolo 5
•
Indice del bitume e reologia. I bitumi più morbidi presentano generalmente delle caratteristiche schiumogene migliori. Il tipo di bitume da utilizzare (indice di penetrazione) viene scelto principalmente in base alle temperature ambiente. I bitumi più duri (indice di penetrazione inferiore a 100) vengono utilizzati preferibilmente in
condizioni climatiche con temperature molto alte. Se si decide di utilizzare bitumi più morbidi, è comunque
necessario eseguire test di resistenza comparativi per accertarsi di aver scelto il giusto tipo di bitume.
Inoltre, un’eccessiva presenza di asfalteni nel composto di bitume influisce negativamente sulle caratteristiche schiumogene. Si può quindi concludere che la qualità della schiuma sarà tanto più scadente quanto
maggiore è la quantità di asfalteni presenti nel bitume.
•
Dispersione del bitume. Contrariamente all’asfalto a caldo, il materiale stabilizzato con il bitume espanso
non è di colore nero. Questo succede perché le particelle più grosse di aggregato non sono ricoperte e sono
solitamente prive di bitume. Quando il bitume espanso viene a contatto con l’aggregato, le bolle di bitume
scoppiano dando origine a milioni di minuscole «macchioline» che scovano le particelle di fini, in particolar
modo quelle con le frazioni pari a meno 0,075 mm, e aderiscono alla loro superficie. Si ottiene così un filler legato con bitume che agisce a mo’ di mortaio tra le particelle grosse. Dopo il processo di lavorazione, perciò,
il colore del materiale si scurisce solo leggermente.
L’aggiunta di cemento, calce o altri materiali fini (il 100% passa al setaccio da 0,075 mm), favorisce la dispersione del bitume, in particolar modo nei casi in cui il materiale riciclato abbia una quantità insufficiente di
fini (per esempio, meno del 5 % passa attraverso il setaccio da 0,075 mm).
5.4.3 Impiego del Bitume Espanso
Quando si lavora con il bitume espanso, è importante considerare gli argomenti trattati qui di seguito:
•
Aspetti della Sicurezza. Perché l’acqua possa reagire e dar luogo alla formazione di una schiuma di qualità accettabile, la temperatura del bitume deve essere elevata (in media 170 °C). A temperature così elevate, il bitume si trasforma in una sostanza estremamente pericolosa la quale, se maneggiata senza le dovute precauzioni, può essere letale. Coloro che producono l’asfalto e che lavorano ogni giorno con il bitume
bollente conoscono benissimo quali sono i possibili rischi. Al contrario, chi opera nel settore del riciclaggio
e per la prima volta vince un appalto per la realizzazione di un progetto che prevede l’impiego di bitume
espanso, deve assicurarsi che il proprio personale venga adeguatamente istruito e preparato.
•
Idoneità del materiale. Il materiale che ha un numero insufficiente di fini non potrà essere ben miscelato
con il bitume espanso. Come si può osservare in figura 5.3, la quantità minima che può passare attraverso
un setaccio da 0,075 mm (N. 200) è il 5%. Quando un materiale non ha abbastanza particelle fini, il bitume
espanso non si disperde in maniera adeguata e tende a formare delle agglomerazioni ricche di bitume
(dette «venature») in tutto il materiale riciclato. Queste venature possono essere di varie dimensioni a seconda della quantità di fini mancante. Un’elevata carenza di fini sarà evidenziata da una forte presenza di
larghe «venature» che tenderanno ad agire come un lubrificante all’interno della miscela, riducendo così la
resistenza e la stabilità della miscela stessa.
Fig 5.3 Idoneità del materiale al trattamento con bitume espanso
Percentuale cumulativa di materiale
uscito dal setaccio
26,5
19,0
13,2
9,50
6,70
4,75
2,36
1,70
1,180
0,600
0,425
0,250
Metrica
mm
100
100
90
90
80
70
80
Grana troppo fine
70
60
60
50
50
Idoneo
40
40
30
30
Grana troppo grossa
20
20
10
10
0
200
Capitolo 5
0,150
0,075
0,053
Analisi granulometrica per stacciatura
100
60
40 30
16
10 8
4 1/4"
1/2"
1"
0
No. US
imperial
73
Semplici test di laboratorio eseguiti su campioni rappresentativi prelevati dalla strada preesistente indicheranno ogni eventuale carenza relativamente al contenuto di fini. A questo problema si può ovviare, procurandosi del materiale idoneo, sufficientemente fine, e distribuendolo sulla superficie stradale prima di procedere al riciclaggio. I materiali coerenti devono però essere maneggiati con cura perché le gradazioni
standard di laboratorio indicano che la percentuale di materiale passante al setaccio da 0,075 mm è elevata; al contrario, sul campo, la qualità della miscelatura è spesso scadente. Questo è dovuto alla natura
coerente del materiale che induce i fini ad aggregarsi; così facendo non sono più disponibili per il bitume
espanso. Comparando i risultati dei test di gradazione del materiale dilavato e non eseguiti in laboratorio,
risulterà evidente che è quasi certo che questi problemi si verranno a creare; la gradazione del materiale
dilavato darà una indicazione della quantità di particelle fini disponibile.
Il materiale che presenta una carenza di fini, può essere migliorato addizionando cemento, calce o altro
materiale che possa passare completamente (100 %) attraverso i fori del setaccio da 0,075 mm. Si deve
però evitare l’aggiunta di cemento in quantità superiori al 2 % per massa; infatti, quantità maggiori provocherebbero effetti negativi sulle caratteristiche da fatica dello strato stabilizzato.
•
Consistenza del bitume. Quando si collega un nuovo serbatoio alla riciclatrice, bisogna accertarsi che il
bitume che sta per essere utilizzato sia idoneo per l’espansione. Per questo motivo si deve seguire una
procedura che prevede due diversi controlli di base:
- controllo della temperatura del bitume all’interno del serbatoio utilizzando un termometro tarato (in genere, i rilevatori installati sui serbatoi sono inaffidabili);
- controllo della qualità schiumogena utilizzando l'ugello per i test installato sulla riciclatrice. Per poter
prelevare un campione veramente rappresentativo del materiale, è necessario attendere che almeno
100 litri di bitume siano passati attraverso la barra spruzzatrice, durante le operazioni di riciclaggio, prima di
procedere con il prelievo.
•
Flusso di bitume. Il bitume, portato in cantiere all’interno di cisterne dotate di condotti riscaldati con il
fuoco, può risultare «inquinato» da particelle di carbone che si formano sulle pareti dei condotti durante la
fase di riscaldamento. Se si fanno fuoriuscire dalla cisterna anche le ultime tonnellate di prodotto, le particelle indesiderate verranno trascinate nell’impianto di riciclaggio che resterà ostruito. Si può facilmente
evitare l’insorgere di un simile problema, accertandosi che il filtro posizionato sulla linea di alimentazione
sia perfettamente funzionante. Un qualsiasi aumento anomalo della pressione indicherà che il filtro deve
essere pulito; le operazioni di pulizia del filtro devono comunque essere eseguite con regolarità (ad esempio, alla fine di ogni turno).
•
Applicazione di una sostanza stabilizzante cementizia con bitume espanso. Come già detto in precedenza, è una prassi comune addizionare una piccola quantità di cemento o altra sostanza stabilizzante cementizia quando si effettua il riciclaggio con bitume espanso. E’ necessario prestare particolare attenzione,
durante la fase di premiscelatura del cemento, della calce o di qualsiasi altra sostanza simile con un materiale, in occasione della prima passata. Il processo di cementazione, che inizia non appena la polvere asciutta
viene a contatto con l’umidità, tenderà a legare i fini, riducendo sensibilmente la frazione di 0,075 mm. Si procederà poi ad aggiungere il bitume espanso; conseguentemente a ciò, la qualità della miscela risulterà scadente quando i fini non saranno presenti in quantità sufficiente a disperdere le particelle di bitume.
•
Trattare di nuovo lo strato finito. Il materiale trattato con bitume espanso può essere sottoposto ad un
ulteriore trattamento senza comprometterne la resistenza finale; ciò a condizione che il contenuto di umidità sia mantenuto approssimativamente allo stesso livello registrato al momento del costipamento. Questa caratteristica del materiale trattato con bitume espanso rappresenta un vantaggio quando si opera su
di una strada che deve essere aperta al traffico in breve tempo, ancor prima di aver completato le fasi del
processo di finitura. Il materiale può essere lavorato ancora il giorno seguente (solitamente effettuando inizialmente una rifresatura), e solo in seguito finito adeguatamente. Se però il materiale viene rilavorato, dopo averlo lasciato asciugare completamente, la resistenza finale del materiale verrà compromessa.
•
Controllo qualità. Non è necessario far consolidare i campioni prelevati nella parte retrostante la riciclatrice entro un determinato limite di tempo, purché essi vengano conservati in un recipiente ermetico. Se necessario, i bricchetti possono essere preparati durante una fase successiva o addirittura parecchi giorni
più tardi.
74
Capitolo 5
5.4.4 Parametri per Strati Stabilizzati con Bitume Espanso
Le più importanti caratteristiche costruttive del materiale stabilizzato con bitume espanso sono indicate qui di seguito. Queste proprietà saranno acquisite quando il tasso di applicazione del bitume espanso è ottimale, come
stabilito dalla procedura relativa allo studio delle miscele. Oltre ad aggiungere una percentuale di cemento compresa tra l’1 e il 2 %, il tenore di bitume di solito corrisponde a:
•
•
- RAP / pietrisco (miscela 50/50)
–
da 1,5 a 3,0 %
- Pietrisco
–
da 2,5 a 4,0 %
- Ghiaia naturale (PI < 10, CBR > 30)
–
da 3,0 a 4,5 %
Resistenza. Il materiale stabilizzato con il bitume viene normalmente valutato sulla base dei risultati ottenuti con il test di Resistenza di Trazione Indiretta (ITS). Questo test, più comunemente utilizzato rispetto ai
test Marshall, si esegue su provini di bricchetti Marshall di tipo standard, ad un’unica temperatura (25° C).
Normalmente si ottengono i seguenti risultati, espressi in valori ITS (secco);
- RAP / pietrisco (miscela 50/50)
–
da 350 a 800 kPa
- Pietrisco
–
da 400 a 900 kPa
- Ghiaia naturale (PI < 10, CBR > 30)
–
da 250 a 500 kPa
Rigidezza. Il modulo di resilienza del materiale stabilizzato con bitume è misurato sottoponendo un provino a
ripetuti test di carico. I valori di riferimento sono:
- RAP / pietrisco (miscela 50/50)
–
da 2500 a 5000 MPa
- Pietrisco
–
da 3000 a 6000 MPa
- Ghiaia naturale (PI < 10, CBR > 30)
–
da 2000 a 4000 MPa
•
Tempo di lavorazione. Non ci sono particolari limiti di tempo per la lavorazione con il bitume espanso; se
il contenuto di umidità del materiale viene mantenuto sul livello del contenuto di umidità ottimale, allora il
periodo di lavorazione può essere prolungato all’infinito.
•
Densità. Una densità minima (media) corrispondente al 98 % della densità AASHTO modificata viene normalmente indicata per ogni area di prova sullo strato riciclato. Come già spiegato in precedenza, a volte
viene aggiunto il termine «medio», quando può risultare accettabile anche una tolleranza di densità all’interno dello strato. In questo caso, la densità nell’ultimo terzo dello strato, quello più in profondità, non deve essere più del 2 % al di sotto del valore medio indicato.
Capitolo 5
75
5.5
Sommario – Sostanze Stabilizzanti Cementizie e Bituminose
Questo ultimo paragrafo riassume «i pro e i contro» delle tre sostanze stabilizzanti più comunemente usate, indicando per ciascuna delle tre specifiche caratteristiche costruttive:
5.5.1 Comparazione dei Processi di Stabilizzazione con Cemento e Bitume
CEMENTO
Vantaggi
Svantaggi
Reperibilità: il cemento è disponibile in tutto il
mondo, in sacchi oppure sfuso.
Le incrinature da ritiro sono inevitabili, ma il fenomeno può essere ridotto al minimo.
Costo: rispetto al bitume, il cemento è solitamente molto più conveniente.
Aumenta la rigidità; ciò riduce le caratteristiche da
fatica.
Facilità di applicazione: non avendo a disposizione
spanditrici e mescolatore di «slurry» è sempre possibile spargere il cemento manualmente.
Richiede una maturazione adeguata. Una precoce apertura al traffico può danneggiare la superficie.
Accolto facilmente: il cemento è ben conosciuto
nel settore edile. Sono generalmente disponibili
metodi standard di controllo e specifiche tecniche.
Notevole miglioramento delle caratteristiche da
fatica con la maggior parte dei materiali.
Migliora la resistenza all’acqua dei materiali.
EMULSIONE BITUMINOSA
Vantaggi
Svantaggi
Pavimentazione flessibile: la stabilizzazione con
bitume forma un materiale elastico e viscoso con
caratteristiche a fatica superiori alla media.
Costo: le emulsioni bituminose normalmente non
sono fabbricate in loco – il trattamento richiede
dei controlli di qualità severi e le sostanze emulsionanti sono costose. Si trasporta anche acqua,
non solo bitume.
Facilità di applicazione: la riciclatrice è collegata
al serbatoio alla rinfusa con una barra spruzzatrice.
Accolte facilmente: le emulsioni bituminose sono
ben conosciute nel settore dell’edilizia. Sono generalmente disponibili metodi standard di controllo e specifiche tecniche.
Il contenuto di umidità del materiale nella pavimentazione preesistente a volte è troppo elevato
e si satura con l’aggiunta di emulsione.
La maturazione può richiedere molto tempo.
L’aumento della resistenza dipende dalla perdita
di umidità.
Reperibilità: la formulazione richiesta per il riciclaggio non sempre è disponibile.
76
Capitolo 5
BITUME ESPANSO
Vantaggi
Svantaggi
Facilità di applicazione: analoga all'emulsione bituminosa distribuita con una speciale barra spruzzatrice
una volta collegata la cisterna alla rinfusa del materiale.
Il processo di espansione richiede un bitume molto
caldo, (in media 170 °C). Per raggiungere queste temperature, è necessaria una attrezzatura speciale dotata
di determinate misure di sicurezza.
Pavimentazione flessibile e resistente: il materiale trattato con bitume espanso ha una malta flessibile che
lega le particelle più grosse. Ha quindi una resistenza
alla deformazione e a fatica, superiore alla media.
Qualità del bitume: la qualità del materiale stabilizzato
è determinata dalle caratteristiche schiumogene che
dipendono ampiamente dalla qualità del bitume.
Costo: il bitume espanso è composto da bitume
avente un indice di penetrazione standard. Non vi sono
costi di produzione.
Tipo di materiale e condizioni: il materiale saturo e il
materiale caratterizzato da una carenza di fini non può
essere trattato con bitume espanso.
Tasso di aumento della resistenza: il materiale può
sopportare il carico del traffico subito dopo la posa.
5.5.2 Caratteristiche di Efficienza
Le seguenti tabelle riassumono le caratteristiche costruttive dei tre materiali di uso più comune nei progetti di riciclaggio; si tratta di materiali stabilizzati con solo cemento e con combinazioni di cemento e
bitume, sia come emulsione che espanso.
RAP / PIETRISCO (miscela 50/50)
Parametro del test
Stabilizzato
con cemento
2 - 21/2 %
di cemento
Stabilizzato con cemento
1 - 11/2 % di cemento +
1 % di cemento +
21/2 - 5 % di emulsione 11/2 - 3 % di espanso
Densità % AASHTO modificata
da 96 a 98
da 98 a 100
da 98 a 102
Resistenza alla deformazione su
Compressione in aria libera (MPa)
da 1,5 a 3
non disponibile
non disponibile
non disponibile
non disponibile
~ 5000
350 to 750
> 75
350 to 800
> 75
da 2500 a 5000
da 2500 a 5000
Resistenza alla Trazione Indiretta (ITS) (kPa)
Percentuale di mantenimento della resistenza
Modulo di resilienza (MPa)
(prima dell’incrinatura)
PIETRISCO (misura massima 53 mm, Indice di Plasticità < 6, CBR > 80)
Parametro del test
Stabilizzato
con cemento
2-3%
di cemento
Stabilizzato con cemento
1 - 11/2 % di cemento +
1 % di cemento +
31/2 - 6 % di emulsione 11/2 - 3 % di espanso
Densità % AASHTO modificata
da 96 a 98
da 98 a 100
da 98 a 102
Resistenza alla deformazione su
Compressione in aria libera (MPa)
da 1,5 a 3
non disponibile
non disponibile
non disponibile
non disponibile
~ 5000
da 400 a 800
> 60
da 400 a 900
> 60
da 3000 a 6000
da 3000 a 6000
Resistenza alla Trazione Indiretta (ITS) (kPa)
Percentuale di mantenimento della resistenza
Modulo di resilienza (MPa)
Capitolo 5
(prima dell’incrinatura)
77
GHIAIA NATURALE (Indice di Plasticità < 10, CBR ~ 30)
Parametro del test
Stabilizzato
con cemento
3-4%
di cemento
Stabilizzato con cemento
1 - 11/2 % di cemento +
1% di cemento +
4 - 7 % di emulsione 11/2 - 3% di espanso
Densità % AASHTO modificata
da 95 a 97
da 97 a 100
da 98 a 100
Resistenza alla deformazione su
Compressione in aria libera (MPa)
da 1,5 a 3
non disponibile
non disponibile
da 250 a 500
> 50
da 250 a 500
> 50
da 2000 a 4000
da 2000 a 4000
Resistenza alla Trazione Indiretta (ITS) (kPa)
non disponibile
Percentuale di mantenimento della resistenza non disponibile
Modulo di resilienza (MPa)
78
~ 4000
(prima dell’incrinatura)
Capitolo 5
Bibliografia
AASHTO guide for design of pavement structures. 1993. Washington D.C.: American Association of
State Highway and Transportation Officials.
A guide to the structural design of bitumen-surfaced roads in tropical and sub-tropical countries.
1993. 4th Edition. Crowthorne, Berkshire: Transport Research Laboratory (TRL). (Overseas road note 31).
Claessen, A.I.M, and Ditmarch, R. Pavement evaluation and overlay design. The Shell Method. Proceedings of the Fourth International Conference on the Structural Design of Asphalt Pavements. Vol.1,
Ann Arbor, 1977.
Claessen, A.I.M and Valkering, C.O. and Ditmarch, R. Pavement evaluation with the falling weight
deflectometer. Proceedings of the AAPT, Vol 46, New Orleans, 1976.
Claessen, A.I.M. and Ditmarch, R. Presentation and discussion of the paper. Pavement evaluation and
overlay design. The Shell Method. Proceedings of the Fourth International Conference on the Structural
Design of Asphalt pavements. Vol. 2 Ann Arbor, 1977.
De Beer, M., Kleyn, E.G., & Savage, P.F. Advances in pavement evaluation and overlay design with
the aid of the Dynamic Cone Penetrometer. (NITRR report; RR 648). In: Proceedings of the International symposium on pavement evaluation and overlay design, 2nd, Rio de Janeiro, Brazil, 1989.
De Beer, M. & Grobler, J.A. Towards improved structural design criteria for Granular Emulsion
Mixes (GEMs). In: Conference on asphalt pavements for Southern Africa, Cape Town, South Africa, (CAPSA), 6th, October 1994. Proceedings Vol 1. Session III: Innovation in design and construction.
De Beer, M. Developments in the failure criteria of the South African mechanistic design procedure
for asphalt pavements. In: Proceedings of the International conference on asphalt pavements (ISAP), 7th:
Volume Three: Design and performance, University of Nottingham, Nottingham, UK, August 1992.
De Beer, M. 1990. Aspects of the design and behaviour of road structures incorporating lightly cementitious layers. Ph.D dissertation, University of Pretoria, Pretoria.
De Beer, M. 1991. Use of the Dynamic Cone Penetrometer (DCP) in the design of road structures.
In: Proceedings of the Regional conference for Africa on soil mechanics and foundation engineering, 10th
and the International conference on tropical and residual soils, 3rd, Maseru, September 1991.
De Beer, M. 1985. Behaviour of cementitious subbases in bitumen base road structures. M.Eng
Thesis, University of Pretoria, Pretoria.
Flexible pavement rehabilitation investigation and design. 1996. Pretoria: Committee of State Road
Authorities (CSRA), Department of Transport (DoT). (DoT technical recommendations for highways; draft
TRH12).
Freeme, C.R. Evaluation of pavement behaviour for major rehabilitation of roads. NITRR Technical
Report PR/19/83, Pretoria, CSIR, 1983.
Freeme, C. R., Maree, J.H. and Viljoen, A.W. 1982. Mechanistic design of asphalt pavements and verification using the Heavy Vehicle Simulator. In: International conference on the structural design of
asphalt pavements, 5th, Delft, Holland.
GEMS - The design and use of granular emulsion mixes. 1993. Cape Town. South African Bitumen
and Tar Association (SABITA). (SABITA; manual 14).
Guidelines for road construction materials. 1985. Pretoria Committee of State Road Authorities
(CSRA), Department of Transport (DoT). (DoT technical recommendations for highways; draft TRH14).
Horak, E. Aspects of deflection basin parameters used in mechanistic rehabilitation design procedures for flexible pavement in South Africa. PhD Thesis, University of Pretoria, Pretoria, 1988.
Jooste, J.P. The measurement of deflection and curvature of road surfaces. CSIR Manual K16, National Institute for Road Research, CSIR, Pretoria, 1970.
Jordaan, G.J., An assessment of the TRRL surface deflection method for pavement rehabilitation
design. DRTT Research Report DVPT 54, CSIR, Pretoria, 1989.
79
Jordaan, G.J. and VAN AS, S.C. Pavement evaluation: testing frequency requirements for deflection
bowl parameters. Proceedings of the Conference on Asphalt Pavements for Southern Africa (CAPSA
94), Cape Town, South Africa, 1994.
Jordaan, G.J. Towards improved procedures for the mechanistic analysis of cement-treated layers
in pavements. Proceedings of the 7th International Conference on Asphalt Pavements, Nottingham, England, 1992.
Jordaan, G.J. The classification of pavement rehabilitation design methods. DRTT Research Report
DPVT5, CSIR, Pretoria, 1988.
Jordaan, G.J. Guidelines towards the use of the Asphalt Institutes method for pavement rehabilitation design. DRTT Research Report DPVT 55, CSIR, Pretoria, 1989.
Jordaan, G.J. Guidelines towards the use of a rehabilitation design methods based on dynamic cone penetrometer (DCP) measurements as developed in South Africa. DRTT Research Report DPVT
43, CSIR, Pretoria, 1989.
Jordaan, G.J. An assessment of the South African (SA) mechanistic pavement rehabilitation design
method based on the linear elasticity theory. DRTT Research Report DPVT 69, CSIR, Pretoria, 1990.
Jordaan, G.J. Pavement rehabilitation design based on maximum surface deflection measurements. Research Report 91/243. Department of Transport, Pretoria, 1994.
Jordaan, G.J. Pavement rehabilitation design based on pavement layer component tests (CBR and
DCP). Research Report 91/241, Department of Transport, Pretoria, 1994.
Jordaan, G.J. The South African mechanistic pavement rehabilitation design method. Research Report 91/242, Department of Transport, Pretoria, 1994.
Jordaan, G.J., Servas, V.P. and Marais, C.P. The effective use of non-destructive testing methods in
pavement rehabilitation design. Proceedings of the 1986 Conference on Bearing Capacity of Roads
and Airfields, Plymouth, England, 1986.
Kennedy C.K and Lister, N.W. Prediction of pavement performance and design overlays. TRRL Laboratory Report 833, Crowthorn Berkshire, TRRL, 1978.
Kennedy, C.K. Pavement deflection: operating procedures for use in the United Kingdom. TRRL
Laboratory Report 835, TRRL, Crowthorn. 1978.
Kennedy, C.K. Fevre, P and Clarke, C.S. Pavement deflection equipment for measurement in the
United Kingdom. TRRL Laboratory Report 834, Berkshire, 1978.
Kleyn, E. G. 1982. Aspects of pavement evaluation and design as determined with the aid of the
Dynamic Cone Penetrometer (DCP). M.Eng. Thesis (In Afrikaans), University of Pretoria, Pretoria.
Kleyn, E.G., Maree, J.H. and Savage, P. F. The application of a portable dynamic cone penetrometer
to determine in situ bearing properties of road pavement layers and subgrades in South Africa.
Proceedings of the Second European Symposium on Penetration Testing. The Netherlands, 1982.
Kleyn, E.G., Van Heerden, M.J.J. and Rossouw, A.J. An investigation to determine the structural capacity and rehabilitation utilization of a road pavement using the pavement Dynamic Cone Penetrometer. Proceedings of the International Symposium on Bearing Capacity of Roads and Airfields.
Trondheim, Norway, 1982.
Kleyn, E.G. and Van Heerden, M.J.J. Using DCP soundings to optimize pavement rehabilitation. Proceedings of the 1983 Annual Transportation Convention. Johannesburg.
Kleyn, E.G. and Savage, P.F. The application of the pavement DCP to determine the bearing properties and performance of road pavements. Proceedings of the International Symposium on Bearing
Capacity of Roads and Airfields. Trondheim, Norway, 1982.
Koole, R.C. Overlay design based on falling weight deflectometer measurements. Pavement evaluation and overlay design. A Symposium and related papers. Transportation Research Record 700,
TR5, National Academy of Sciences, Washington, DC, 1979, pp 59-72.
80
Lacante, S.C. and De Beer, M. Deflection basin analysis. Project Report 88/025, Department of Transport, Pretoria, 1991.
Lister, N.W. Deflection criteria for flexible pavements. TRRL Laboratory Report 375, TRRL, Crowthorn, 1972.
Loudon, A A & Partners. Cold deep in place recycling: Technical Recommendations and Application
Specification, Publication 1995, ISBN 0620-19413-8, South Africa.
Maree, J.H. Structural classification of pavement structures using measured deflection bowl
parameters. The IDMP program. Scott & de Waal Inc, Sandton 1990.
Norman, P.J. Snowdon, R.A. and Jacobs, J.C. Pavement deflection measurements and their application to structural maintenance and overlay design. TRRL Report LR 571, Berkshire, 1973.
Standard nomenclature and methods for describing the condition of asphalt pavements. 1985.
Pretoria: Committee of State Road Authorities (CSRA), Department of Transport (DoT). (DoT technical
recommendations for highways; TRH6).
The Asphalt Institute. Asphalt overlays and pavement rehabilitation. Asphalt Institute Manual (MS-17),
USA, 1969.
R.N. Walker, W.D.O. Patterson, C.R. Freeme, and C P. Marais. The South African mechanistic design
procedure. In: Proceedings of the 4th International conference on the structural design of asphalt pavements, 4th, Ann Arbor, Michigan, August, 1977; Vol. 2.
Theyse, H.L., De Beer, M. & Rust, F.C. 1996. Overview of the South African mechanistic design
analysis method. In: Transportation Research Board (TRB) meeting. 75th, January 7 11, 1996. (Paper
accepted for publication).
81
Appendici
Appendice
no
1
Pagina
Esempi di Metodologie di Progetto delle
Pavimentazioni per il Riciclaggio a Freddo
85
2
Procedure di Studio delle Miscele
107
3
Attrezzature Ausiliarie per il Riciclaggio a Freddo
127
4
Specifiche Standard per il Riciclaggio a Freddo in sito
135
5
Analisi dei Costi
151
83
Appendice 1
Esempi di Metodologie di Progetto delle
Pavimentazioni per il Riciclaggio a Freddo
A1.1 Riciclaggio in Profondità
87
A1.2 Riciclaggio Superficiale
98
A1.3 Miglioramento della qualità delle Strade Inghiaiate non Asfaltate
102
Questa sezione prende in esame le metodologie che possono essere applicate a
ciascuna delle categorie del riciclaggio; le applicazioni abituali vengono spiegate
con il supporto di esempi semplificati. La scelta finale dell’alternativa più redditizia di progetto delle pavimentazioni si basa su una comparazione dei costi delle
varie opzioni. Questi esempi seguono i flussodiagrammi di ogni categoria di riciclaggio illustrati nel Capitolo 3. L’Appendice 5 contiene dati dettagliati sui costi e
ne espone le varie analisi.
85
A1.1 Riciclaggio in Profondità
FASE 1
a
Determinazione delle Esigenze del Proprietario della Strada
La prima fase del progetto di risanamento consiste nel valutare, insieme al proprietario
della strada, i punti di seguito riportati:
- La vita teorica richiesta per la pavimentazione risanata prima che si renda necessario
qualsiasi ulteriore processo di consolidamento.
- L’entità degli interventi di manutenzione ordinaria che il proprietario della strada si
aspetta vengano effettuati durante la vita teorica della pavimentazione.
- Standard funzionali richiesti della pavimentazione riciclata, come la qualità di transitabilità.
- Dati sul traffico.
- Informazioni disponibili sulla pavimentazione preesistente.
- Tipo e ubicazione dei servizi interessati dalla costruzione.
- Problemi pratici relativamente alla costruzione; ad esempio, la sistemazione del traffico
durante l’esecuzione dei lavori e il controllo del transito durante la fase di indagine.
FASE 2
Raccolta delle Informazioni Disponibili
Occorre raccogliere informazioni dal Sistema di Gestione delle Pavimentazioni (PMS = Pavement Management System]) nonché altra documentazione in merito. Di seguito viene
illustrato una tipica costruzione originale della pavimentazione:
Manto in calcestruzzo di asfalto di 40 mm.
Base di asfalto di 120 mm.
40
120
a
Pietra di calce frantumata 300 mm.
FASE 3
Informazioni sul Traffico
300
E’ necessario raccogliere più dati possibili sul traffico onde poter calcolare il Traffico Teorico.
L’esempio che segue mostra come può essere utilizzata la formula data nel Capitolo 1, al
Paragrafo 1.3.3, per determinare il Traffico Teorico relativamente ad un determinato progetto.
Appendice 1
87
Tabella A1.1
Calcolo del Traffico Teorico
Valore
VOCE Descrizione
1
Traffico Quotidiano Medio su Base Annua (AADT)
2
Percentuale del traffico costituita da mezzi pesanti (H)
3
Carichi per asse standard equivalente medi / mezzi pesanti (ESAL)
1,8
4
Tasso di crescita del traffico previsto (i, percentuale)
4
5
Vita teorica (y, in anni)
6
Fattore di crescita del traffico (fy) calcolato con la Formula 1.2
(pagina 17) o ricavato dalla Tabella 1.3 (pagina 18)
7
Traffico Teorico in ESAL,
calcolato secondo la Formula 1.1 (Art 1 x
5000
20
10
Art 2
100
4557
8,2 x 106
x Art 3 x Art 6)
(Traffico classe T3)
*
* rif. Tabella 3.3, pagina 41
FASE 4
Analisi della Pavimentazione
Come descritto al paragrafo 3.4, l’intera gamma di metodi di indagine viene solitamente
utilizzata per progetti che prevedono il riciclaggio dello strato profondo, di cui alcuni esempi tipici vengono esaminati di seguito.
• Controllo Visivo
L’usura visiva deve essere annotata nei particolari. Questi dati possono poi essere analizzati in termini di percentuale di lunghezza della strada che presenta vari tipi di deterioramento, come illustrato nell’esempio della Tabella A1.2 sotto riportata.
L’esempio mostra che la strada rientra nella categoria «grave» per quanto riguarda le incrinature e nella zona «allarme» quanto a deformazione e a lisciatura del manto.
Il controllo visivo fornisce inoltre l’opportunità di osservare problemi, quali quelli legati
al drenaggio, alle limitazioni di altezza sotto le strutture, all’instabilità causata da terrapieni ripidi. I risultati dell’analisi visiva dettagliata possono essere abbinati con quelli di
altri parametri in un diagramma composito, come quello rappresentato nella Figura A1.1.
Questo tipo di raffigurazione permette di avere un’impressione generale delle condizioni della pavimentazione.
Tabella A1.2
Analisi visiva del deterioramento
Modalità di
deterioramento
88
% di lunghezza della strada sull’intera
larghezza della strada che presenta
un grave deterioramento
Criteri di efficienza per ogni
modalità di deterioramento
(% di lunghezza della strada)
Buono
Allarme
Grave
Incrinatura
18
<5
5 to 15
> 15
Deformazione
14
<5
5 to 15
> 15
Disgregazione
3
< 10
10 to 15
> 15
Lisciatura del manto
35
< 20
20 to 40
> 40
Appendice 1
FILL
Deformazione
Rottura ai bordi
Disgregazione
(Superficie)
Incrinatura
Formazione
di solchi
Deflessione
Transitabilità
Grave
Allarme
Buono
Valutazione condizioni
CUT
Valutazione
visiva
Misurazione con
strumenti
STRUTTURA DELLA
PAVIMENTAZIONE
Cava di pietra
(TP = Testpit)
Commenti
444
245
55
1000
FILL
• Sabbia
limosa
• Ghiaia
naturale
• Pietrisco
• Asfalto
TP1
CUT
1000
415
210
60
1
CUT CUT(NB)
TO
TO
FILL FILL(SB)
• Sabbia
argillosa
• Ghiaia
naturale
• Pietrisco
• Asfalto
TP2
2
CUT(NB)
TO FILL(SB)
Installare canali
di scolo laterali
0
50
1000
448
270
3
4
FILL
CUT(NB)
TO
FILL(SB)
CUT
FILL
• Arenaria morbida
disgregata
• Ghiaia
naturale
• Pietrisco
• Asfalto
TP3
Scarso drenaggio
Installare canali di
scolo laterali
km
5
CUT(NB) TO FILL(SB)
CUT FILL
6
Grave
deterioramento dal
km 6,2 al km 7,6
Fig A1.1 Valutazione della pavimentazione
CUT(NB)
TO
FILL(SB)
CUT FILL
7
8
10
FILL
• Sabbia
limosa
• Ghiaia
naturale
• Pietrisco
• Argilla
TP4
1000
455
270
60
9
CUT(NB)
CUT
CUT FILL CUT(NB) TO FILL(SB) FILL TO CUT
TO
FILL(SB)
FILL
Migliorare il
drenaggio su
entrambi i lati
della strada
Appendice 1
89
a
• Scavi di prova e Carotaggi
Il numero di cave di pietra che devono essere scavate onde avere informazioni sulla
struttura della pavimentazione esistente dipende in larga misura dalla quantità di informazioni disponibili dai registri, così come dalla variabilità dei materiali presenti nella pavimentazione. Gli scavi di prova costituiscono uno strumento essenziale per esaminare
la struttura della pavimentazione in situ e ottenere campioni di certe dimensioni per le
prove di laboratorio.
Informazioni utili sulle caratteristiche in situ dei materiali riscontrati in ognuno degli strati della pavimentazione, così come dati precisi sugli spessori degli strati, si possono ricavare esaminando attentamente il prospetto dello scavo di prova, un esempio del quale è contenuto nella Figura A1.2.
Fig A1.2 Prospetto dello scavo di prova
Legenda
Terreno
Profondità
(mm)
Colore
50
Manto di asfalto
140
Base di
asfalto
Consistenza
Descrizione del terreno
Condizione
Struttura
di umiditá
Tipo di terreno
Origine
Campionatura
2 grandi borse
Gravemente incrinato
4 grandi borse
(circa 80 kg)
Marrone verde
chiaro
Sfuso
Leggermente
umido
Frantumato
Arenaria quarzosa
gradata frantumata
Di riporto
3 grandi borse
(circa 70 kg)
Marrone
scuro
Media
densità
Leggermente
umido
Intatto
Ghiaia naturale
Di riporto
3 grandi borse
(circa 70 kg)
Marrone
grigio scuro
Denso
Umido
Incrinato
310
a
550
Sabbia argillosa,
arenaria altamente
disgregata
Residuo
3 grandi borse
(circa 70 kg)
1000
Da ciascuno scavo di prova, occorre prelevare una quantità di materiale sufficiente per
eseguire le prove di laboratorio, per valutare la qualità del materiale degli strati e del sottofondo, nonché compiere studi delle miscele utilizzando gli stabilizzanti scelti.
In presenza di traffico intenso, il numero degli scavi di prova deve essere ridotto al numero minimo indispensabile per fornire sufficienti informazioni circa la struttura della pavimentazione che consentiranno di attuare con sicurezza il progetto di risanamento. In
questo caso occorre fare un uso assennato delle carote; l’estrazione di questi campioni può essere effettuata in modo più rapido causando minori fastidi al transito.
I risultati dei test effettuati sui campioni prelevati dallo scavo di prova devono essere registrati nel modo rappresentato nella Tabella A1.3. E’ necessario estrarre delle carote allo scopo di integrare i risultati dello scavo di prova (in questo esempio le carote vengono utilizzate per controllare lo spessore dello asfalto).
Tabella A1.3
T/P
No
90
Risultati riassuntivi degli scavi di prova
Descrizione
Prof.
(mm)
Contenuto di Umi- Contento d’Umidità
dità del campo (%)
Ottimale (%)
CBR
Plasticità
1
Asfalto
150
Calcare frantumato
300
Argilla sabbiosa
> 540
–
4,5
13,8
–
6,0
14,2
–
85
9
–
6
12
2
Asfalto
160
Calcare frantumato
290
Argilla sabbiosa
> 540
–
5,2
15,3
–
6,3
14,5
–
95
7
–
7
16
Appendice 1
I test relativi allo spessore dello strato, unitamente ai moduli elastici derivati dal CBR,
alla gradazione e all’indice di plasticità possono essere utilizzati nel progetto meccanicistico, mentre i risultati riguardanti i tenori di umidità possono essere impiegati allo scopo di valutare se la pavimentazione presenta problemi connessi all’umidità. A titolo di
dimostrazione, nell’esempio sopra riportato, oltre ad un contenuto d’umidità leggermente elevato nel sottofondo della Scavo di prova n° 2, i tenori di umidità dei vari strati sono inferiori rispetto ai tenori di umidità ottimali, stando ad indicare che il deterioramento non è attribuibile ad elevati contenuti di umidità.
• Sondaggio con il Penetrometro a Cono Dinamico
Il DCP è uno strumento, relativamente economico, tramite il quale si può valutare la struttura della pavimentazione. Un aspetto da non trascurare è la difficoltà di introdurre la
sonda del DCP attraverso spessi strati di asfalto o di materiali fortemente cementati.
Quando lo spessore degli strati di asfalto della pavimentazione esistente è superiore a
30 mm, è opportuno, una volta rimosso lo strato di asfalto, eseguire il sondaggio con il
DCP nell’area dello scavo di prova oppure perforare tale strato prima di procedere al
sondaggio. Ovviamente si sconsiglia di eseguire la prova nei buchi delle carote qualora
l’acqua sia stata utilizzata come refrigerante durante il carotaggio; l’umidità influenzerebbe infatti i risultati. Se i sondaggi con il DCP vengono intrapresi dopo la rimozione
dello strato di asfalto, occorre tenere conto dello spessore dell’asfalto in sede di analisi con il DCP. Questa operazione viene normalmente eseguita assegnando un ritmo di
penetrazione di 1 mm a colpo per l’intero spessore dello strato di asfalto.
Fig A1.3 Analisi del Pozzetto di Deflessione
0
10
20
30
40
50
60
70
80
499
90
414 299
169
53
22
9
2
CBR
0
PROFONDITÀ DELLA PAVIMENTAZIONE (mm)
PROFONDITÀ DELLA PAVIMENTAZIONE (mm)
0
100
200
300
400
500
600
100
PROFILO DCP
200
CURVA TEORICA
DCP IN CASO DI
TRAFFICO INTENSO
300
400
500
600
700
700
0.1
1
3551
800
NUMERO DI COLPI
ILLUSTRAZIONE DI UNA TIPICA CURVA DCP
E (MPa)
10
0
100
1000
10000
3103
2262
10
1369
493
227
DN
103
27
UCS
DIAGRAMMA DI RESISTENZA DELLO STRATO CON
RESISTENZE IN SITU TRACCIATE INSIEME ALLA
CURVA TEORICA DCP IN CASO DI SOLLECITAZIONI
DA TRAFFICO INTENSO
100
PROFONDITÀ (mm)
200
300
400
MODULI
IN SITU
MODULI
TEORICI IN
CASO DI
TRAFFICO
INTENSO
500
600
700
Appendice 1
MODULI E (MPa) DIAGRAMMA RESISTENZA STRATO
91
E’ opportuno analizzare i sondaggi con il DCP utilizzando un programma informatico
adeguato. Un esempio della stampa è fornito dalla Figura A1.3 che mostra una tipica
curva DCP ove il ritmo di penetrazione viene raffigurato sotto forma di colpi in opposizione alla profondità. Viene inoltre rappresentato il diagramma di resistenza dello strato che consente di valutare i valori CBR in situ e le resistenze alla deformazione su compressioni in aria libera dei vari strati della pavimentazione e del sottofondo. Il prospetto
DCP viene raffigurato insieme alla Curva Teorica del DCP per vari livelli di sollecitazione del traffico - in questo esempio specifico in caso di traffico intenso. Nel caso in cui il
profilo DCP si trovi alla destra della Curva Teorica, ciò significa che la resistenza in quel
tratto di pavimentazione è inadeguata. In questo esempio i primi 200 mm della pavimentazione mostrano di avere una resistenza insufficiente. Il programma valuta altresì i
moduli elastici dei materiali in situ e raffigura i moduli in opposizione alla profondità della pavimentazione.
• Misurazioni della Profondità dei Solchi
Le misurazioni della profondità dei solchi possono essere tracciate anche in opposizione
alle misurazioni della deflessione della superficie per individuare l’ubicazione di punti deboli all’interno della struttura della pavimentazione, come mostra la Figura A1.4. In questo
esempio, la correlazione indica che i punti deboli sono situati all’interno degli strati superiori della pavimentazione. La larghezza del solco è anch’essa un utile indicatore; un solco ampio indica un’usura della pavimentazione profonda mentre un solco relativamente
stretto denota che questo è localizzato negli strati superiori della pavimentazione.
Fig A1.4 Esempio di un diagramma dei dati relativi alla profondità
dei solchi da deflessione
Profondità solco (mm)
25
20
Base e fondazione
di qualità
scadente
15
10
5
0
0
0.5
1.0
1.5
2.0
Deflessione (mm)
• Misurazioni delle Deflessioni
Le misurazioni delle deflessioni della superficie possono essere utilizzate comparandole con i criteri di efficienza. Nell’esempio semplificato riportato nella Tabella A1.4, l’analisi della 95° deflessione percentile rivela che la strada rientra nella categoria «grave»,
vale a dire la pavimentazione preesistente non è idonea ad essere soggetta a traffico intenso e necessita pertanto di un consolidamento.
Va notato che questi criteri di efficienza variano significativamente a seconda del tipo di
pavimentazione e devono essere considerati unicamente come esempio di riferimento che
indica come possono essere utilizzati i risultati della misurazione della deflessione.
Tabella A1.4
92
Analisi delle deflessioni della superficie
Deflessione della
superficie 95°
percentile (micron)
Buono
Allarme
Grave
700
< 200
200 - 600
> 600
Criteri di deflessione della superficie
Appendice 1
Le deflessioni della superficie vengono utilizzate unitamente ai metodi di progetto delle pavimentazioni come quelli messi a punto dall’Asphalt Institute e dal TRRL. Detti metodi servono a valutare la vita residua della pavimentazione e lo spessore del rivestimento di asfalto, dati utili in sede di stima del Traffico Teorico. Tuttavia, non sono
facilmente applicabili ai progetti delle pavimentazioni che prevedono il riciclaggio in
profondità.
Le misurazioni del Pozzetto di Deflessione possono essere utilizzate per calcolare vari
parametri che possono essere confrontati con i criteri di efficienza, come quelli indicati nella Tabella A1-5, di seguito riportata, relativamente alle pavimentazioni di asfalto a
traffico intenso.
Tabella A1.5:
Analisi del Pozzetto di Deflessione
Parametri del Pozzetto
di Deflessione
Limiti tipici
(micron)
Risultati tipici
Indice di curvatura della superficie
da 50 a 70
75
Indice di danno della base
da 25 a 40
35
Indice di curvatura della base
da 10 a 15
13
L’indice di curvatura della superficie riflette la relativa rigidezza del tratto superiore della pavimentazione (di solito gli strati di asfalto) mentre l’indice di danno e l’indice di curvatura della base indicano la rigidezza relativa dei materiali situati nella parte bassa della pavimentazione. In questo esempio, l’elevato indice di curvatura della superficie
indica la presenza di un punto debole negli strati superiori della pavimentazione.
Un altro metodo utile per misurare il Pozzetto di Deflessione in caso di analisi di pavimentazioni, per le quali si prevede il riciclaggio, è quello di utilizzare i risultati per ottenere i moduli elastici già calcolati. Questi moduli possono essere impiegati nella configurazione del progetto meccanicistico di entrambe le pavimentazioni esistenti, nonché
per analizzare l’effetto del riciclaggio del tratto superiore della pavimentazione.
Un metodo che può essere utilizzato per avere un’idea più precisa dell’ubicazione dei
punti deboli di una pavimentazione è quello di correlare le deflessioni della superficie
con le profondità dei solchi. La Figura A1.5 a) dimostra l’esistenza di una certa correlazione tra la deflessione e la profondità dei solchi con un incremento generale della
profondità dei solchi proporzionale alla crescita delle deflessioni. Ciò sta ad indicare
un sottofondo debole. Nella Figura A1.5 b), tuttavia, non è evidente alcuna correlazione tra la profondità del solco e la deflessione, il che indica la presenza di punti deboli
negli strati superiori della pavimentazione.
Fig A1.5
b) Esigua correlazione tra la
deflessione e la profondità del solco
a) Buona correlazione tra la
deflessione e la profondità
del solco
30
Profondità del solco (mm)
Profondità del solco (mm)
30
20
10
0
0
0.2
0.4
0.6
0.8
1.0
1.2
Deflessione (mm)
Appendice 1
1.4
1.6
1.8
2.0
20
10
00
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
Deflessione (mm)
93
FASE 5
Determinazione del Comportamento della Pavimentazione
La fase successiva consiste nel correlare i risultati dell’indagine e di utilizzarli per identificare e definire le cause del deterioramento della pavimentazione. E’ spesso utile raffrontare i
risultati delle varie analisi con i metodi di progetto. In questa fase, potrebbe risultare evidente
la necessità di effettuare ulteriori indagini per comprendere appieno il comportamento della pavimentazione. Ad esempio, potrebbero occorrere ulteriori scavi di prova e sondaggi con
il DCP nel caso in cui si noti una notevole variazione dei risultati.
I metodi di progetto dell’Asphalt Institute e del TRRL sono utili in questo caso per determinare l’idoneità della capacità strutturale della pavimentazione preesistente; detti metodi ricorrono alle misurazioni delle deflessioni del manto.
Il metodo di progetto meccanicistico può essere impiegato anche per determinare la capacità struttura le residua della pavimentazione usurata. Gli input che consentono di eseguire un’analisi meccanicistica della pavimentazione preesistente comprendono:
- Spessori dello strato della pavimentazione;
- Moduli elastici derivati dai risultati delle prove di laboratorio, dei sondaggi con il DCP e
delle misurazioni del Pozzetto di Deflessione;
- Coefficiente di Poisson dei materiali dei vari strati della pavimentazione.
FASE 6
Progetto Preliminare di Risanamento
Una volta individuata la causa del deterioramento, si può dare avvio alla fase successiva
della metodologia di progetto; questa consiste nell’ottenere varie opzioni riguardanti il progetto preliminare di risanamento. E’ possibile esaminare una serie di opzioni. In questo
esempio, si è preso in considerazione quanto segue:
- l’intera ricostruzione della pavimentazione;
- il rivestimento di asfalto;
- il riciclaggio in sito.
Il progetto inerente agli spessori degli strati della pavimentazione nell’ambito delle suddette alternative, volto a determinare il Traffico Teorico, dovrebbe essere intrapreso utilizzando alcune delle procedure di progetto già discusse, come i metodi dell’Asphalt Institute e del TRRL nonché il progetto meccanicistico. Una volta ultimato, è possibile scegliere
il progetto finale della pavimentazione sulla base di una valutazione di carattere economico delle varie alternative.
La sequenza della fase di progettazione preliminare viene spiegata facendo l’esempio di
seguito riportato:
94
•
Un tratto di una superstrada su cui transita un traffico intenso è gravemente deteriorata, vale a dire presenta incrinature e solchi.
•
In sede di discussione con gli enti stradali si conviene che la vita teorica necessaria
ammonta a dieci anni. Per tutto il periodo necessario per la redazione del progetto,
considerare interventi esigui di manutenzione.
•
Vengono analizzati i dati sul Traffico e il Traffico Teorico viene valutato in 10 milioni di ESAL.
•
Le analisi effettuate indicano che la capacità strutturale della pavimentazione
preesistente è molto al di sotto di quella richiesta per sostenere il Traffico Teorico
e il tratto superiore della pavimentazione tende ad essere debole.
Appendice 1
•
a
Gli scavi di prova mostrano che la pavimentazione consiste di:
40 mm di manto di asfalto
130 mm di base di asfalto (pavimentato in due strati)
40
50
80
a
250 mm di pietrisco
330 mm di ghiaia naturale
sottofondo di sabbia limosa
250
330
Le tre opzioni prese in esame nella fase di progettazione preliminare sono raffigurate a mo’
di diagramma nella Figura A1.6 e vengono descritte in modo particolareggiato qui di seguito. Tutte e tre le opzioni prevedono capacità strutturali in grado di far fronte ad un Traffico Teorico pari a 10 milioni di ESAL.
Opzione 1:
Ricostruzione della Pavimentazione
Questa opzione richiede la rimozione dell’intero spessore (170 mm) di asfalto fortemente
incrinato, l’eliminazione di quest’ultimo e quindi un nuovo costipamento dello strato della base di pietrisco scoperto. Un ulteriore strato di 150 mm di pietrisco viene trasportato
in loco e sistemato sulla parte alta dello strato nuovamente costipato. Infine, vengono pavimentati 80 mm di base di asfalto e uno strato del manto di asfalto di 50 mm viene pavimentato allo scopo di ultimare la pavimentazione rigenerata. Il costo preventivato di questa opzione ammonta a US$ 30,12 al m2 (vedi Appendice 5).
Opzione 2:
Rivestimento di Asfalto
Rimuovere e rappezzare le aree localizzate che mostrano deterioramenti molto gravi sotto forma di screpolature a pelle di coccodrillo, solchi e buche prima di procedere alla pavimentazione del rivestimento di asfalto. Si presume che il 12% dell’area che presenta il
deterioramento più grave venga trattata fresandola ad una profondità di 90 mm e rappezzandola con asfalto. Una volta ultimata la rappezzatura, l’intera larghezza della pavimentazione viene rivestita di asfalto, dapprima con uno strato di base di 80 mm e quindi con uno strato d’usura di 50 mm di asfalto. Il costo preventivato di questa alternativa
ammonta a US$ 20,40 al m2.
Opzione 3:
Riciclaggio in Profondità
Il riciclaggio dello strato profondo può essere effettuato utilizzando vari stabilizzanti, inclusi il cemento, l’emulsione bituminosa e il bitume espanso. Un’esigua percentuale di cemento (di norma l’1,5%) viene impiegata unitamente all’emulsione bituminosa e al bitume espanso.
Le alternative di riciclaggio che prevedono l’impiego di vari stabilizzanti sono indicate nella Figura A1.6. Va notato che tutte le opzioni offrono capacità strutturali simili.
Appendice 1
95
PAVIMENTAZIONE
PREESISTENTE
USURATA
50
Pavimentazione
risanata
Pavimentare una
nuova base di
asfalto e uno
strato d’usura
40
50
50
Pavimentazione
risanata
Pavimentare una
nuova base di asfalto
e uno strato d’usura
OPZIONE 2
RIVESTIMENTO DI
ALFALTO
OPZIONE 1
RICOSTRUZIONE
DELLA
PAVIMENTAZIONE
Fig A1.6 Opzioni di risanamento per il riciclaggio in profondità
3a
50
Riciclaggio in loco
con cemento
3b
Pavimentare
una nuova
base di
asfalto e
uno strato
d’usura
50
Riciclaggio in loco
con abbinamento di
emulsione bituminosa
e cemento o bitume
espanso e cemento
RICICLAGGIO
IN
PROFONDITÀ
OPZIONE 3
a
a
96
Base di
pietrisco
Strati di
asfalto
incrinati
250
80
40
50
250
150
80
Sottofondo
Materiale riciclato
Asfalto usurato
Pietrisco di riporto
300
80
Pietrisco preesistente
250
80
Rappezzare il
12% di aree che
presentato il
deterioramento
più grave
Nuovo asfalto
Base di
pietrisco
preesistente
Rimuovere
l’asfalto
preesistente
incrinato e
sostituirlo con
pietrisco
100
Pavimentare uno strato
d’usura di asfalto
Riciclare
300 mm
con il 3%
di cemento
225
Riciclare 225 mm
con il 4% di
emulsione più
1,5% di cemento
o il 2,5% di bitume
espanso e l’1,5%
di cemento
a
Appendice 1
Opzione 3a: Riciclaggio con Cemento
Riciclare la pavimentazione esistente ad una profondità di 300 mm mediante l’impiego di
un 3% di cemento come stabilizzante. Uno strato di base di asfalto di 80 mm e uno strato d’usura di asfalto di 50 mm vengono successivamente pavimentati sullo strato riciclato. Il costo preventivato per questa alternativa ammonta a US$ 18,86 al m2.
Option 3b:
Riciclaggio con abbinamento di Emulsione Bituminosa e Cemento o Bitume Espanso e Cemento
225 mm di profondità della pavimentazione preesistente vengono riciclati abbinando un
4% di emulsione bituminosa con un 1,5 % di cemento, oppure un 2,5% di bitume espanso con un 1,5% di cemento. Uno strato d’usura di asfalto di 50 mm viene pavimentato
sullo strato riciclato. In questo caso, il costo preventivato per metro quadro utilizzando
l’emulsione bituminosa è pari a US$ 12,07; utilizzando invece il bitume espanso, il costo
preventivato ammonta a US$ 10,72.
FASE 7
Scelta del Progetto di Risanamento
La comparazione dei costi sotto indicata mostra che le opzioni del riciclaggio in profondità sono le più redditizie e che quindi varrebbe la pena di analizzare nel dettaglio l’impiego di questo processo.
L’opzione del riciclaggio in profondità che utilizza una combinazione di bitume espanso e
cemento è quella che ha il costo minore al metro quadro.
Tabella A1.6
Comparazione dei Costi
Opzione
FASE 8
Costo al m2 (US$)
1. Ricostruzione della pavimentazione
30,12
2. Rivestimento di asfalto
20,40
3. Riciclaggio a freddo che utilizza:
• cemento
• abbinamento di emulsione bituminosa o
bitume espanso con cemento
18,86
12,07
10,72
Studio delle Miscele di Laboratorio
Queste stime preliminari dei costi sono basate su ipotesi formulate in base a precedenti
esperienze relative ai tenori di stabilizzanti e alle caratteristiche costruttive dei materiali riciclati. A questo punto è necessario eseguire un controllo per appurare quanto sopra riportato mediante un lavoro adeguato di studio delle miscele. In questa fase, può rivelarsi necessaria l’aggiunta di materiale allo scopo di migliorare la gradazione o la qualità della miscela
(ad esempio per ridurne la plasticità).
FASE 9
Completamento del Progetto di Pavimentazione
Il progetto di pavimentazione finale può quindi essere proposto prendendo in considerazione
il tenore di stabilizzante e le caratteristiche costruttive della miscela riciclata e l’incidenza di
quest’ultima sui costi del risanamento. Qualora sia necessario unire dell’aggregato aggiuntivo, il costo extra di questo materiale va preso in esame in questa fase al fine di valutare il
costo finale del lavoro.
Appendice 1
97
A1.2 Riciclaggio Superficiale
FASE 1
a
Determinazione delle Esigenze del Proprietario della Strada
E’ opportuno effettuare un controllo visivo iniziale prima di incontrare il proprietario della strada al fine di avere maggiori informazioni circa il tipo e il grado di deterioramento. In questa
fase, il proprietario della strada è probabilmente pienamente consapevole che la transitabilità è peggiorata e della necessità di misure di risanamento. La preferenza del proprietario
della strada per il riciclaggio superficiale può essere basata sul fatto che il deterioramento
è limitato agli strati superiori della pavimentazione o che, in seguito a una carenza di fondi,
può essere affrontata soltanto un strategia di conservazione a breve termine.
E’ molto importante che il proprietario della strada comprenda che il riciclaggio superficiale non consoliderà in modo sostanziale la pavimentazione.
Durante la discussione con il proprietario della strada, è necessario raccogliere le seguenti
informazioni:
- Dati disponibili sul traffico
- Registri di manutenzione della pavimentazione preesistente
- Informazioni disponibili sulla pavimentazione preesistente
- Tipo e posizione dei servizi che possono essere interessati dalla costruzione
- Problemi pratici relativi alla costruzione; ad esempio, la sistemazione del traffico durante la
costruzione e l’assistenza per il controllo del traffico necessaria durante la fase di indagine
FASE 2
Informazioni disponibili
Dai registri del proprietario della strada, un tipico esempio di dati disponibili potrebbe essere il seguente:
•
Pavimentazione esistente
2 x 50 mm di rivestimento di asfalto
50 mm di manto di asfalto
150 mm di base di asfalto
50
50
50
50
150
a
300 mm di calce frantumata
•
FASE 3
300
Dati sul Traffico
Nei casi in cui si ricorra al riciclaggio superficiale quale strategia di risanamento a
breve termine, i ritmi di crescita del traffico e la vita residua della pavimentazione
non sono fattori determinanti per la strategia di progetto. Le informazioni sul flusso del traffico servono principalmente per elaborare uno schema pratico dei programmi relativamente alla costruzione in modo che il traffico possa essere «accolto» nel modo più efficiente possibile durante tale operazione.
Analisi della Pavimentazione
La gamma di metodi di indagine e per il riciclaggio superficiale include:
- Controllo visivo
- Controlli dello spessore, di solito mediante carotaggio
- Prelevamento di campioni alla profondità proposta di riciclaggio ai fini dello studio delle miscele
98
Appendice 1
• Controllo visivo
L’indagine visiva deve evidenziare le aree in cui la pavimentazione è ancora in buono stato
così come le zone in cui il deterioramento della pavimentazione è evidente.
Il controllo visivo registrerà in dettaglio le varie forme di deterioramento che possono poi
essere analizzate in termini di percentuale di lunghezza della strada.
Un esempio tipico è mostrato nella Tabella A1.7.
Tabella A1.7
Analisi visiva del deterioramento
Modalità di
deterioramento della
pavimentazione
% di lunghezza della strada
sull’intera larghezza della
carreggiata che presenta
un grave deterioramento
Criteri di efficienza per ogni
modalità di deterioramento
(% di lunghezza della strada)
Buono
Allarme
Grave
Incrinatura
28
<5
5 to 15
> 15
Deformazione
7
<5
5 to 15
> 15
Disgregazione
10
< 10
10 to 15
> 15
Lisciatura della superficie
38
< 20
20 to 40
> 40
L’esempio evidenza che l’incrinatura rientra nella categoria «grave» dei criteri di efficienza, mentre la deformazione e la disintegrazione (buche) e la tessitura della superficie appartengono tutte alla categoria «allarme». Questi sono risultati tipici di una pavimentazione che sarà sottoposta al riciclaggio superficiale.
• Carotaggio
Le carote vengono prelevate in luoghi casuali lungo il tratto per verificare lo spessore dello strato di asfalto.
Un esempio tipico dei risultati delle carote viene rappresentato nella Tabella A1.8.
Tabella A1.8
Analisi dello spessore dello strato
1
2
3
Distanza in chilometri
11 000
11 400
11 800
Corsia di scorrimento
A nord
A sud
A nord
51
150
39
156
53
149
Numero carote
Spessore dello strato: Manto
(mm)
Base
• Campionatura per gli Studi delle Miscele
Le carote sono troppo piccole per ottenere una quantità sufficiente di materiale per lo studio delle miscele. I campioni necessari a tale scopo devono essere ottenuti fresando un
breve tratto della pavimentazione alla profondità proposta utilizzando una piccola fresa.
Il campione così ottenuto sarà simile a quello che si ottiene utilizzando la riciclatrice al
completo.
Appendice 1
99
FASE 4
aa
Opzioni di Risanamento
Si possono prendere in esame tre opzioni di risanamento che offrono all’incirca le stesse
capacità strutturali. Esse vengono illustrate nella Figura A1.7.
Opzione 1
Rivestimento di Asfalto
E’ necessario ripristinare le aree che presentano un gravissimo deterioramento prima di
procedere al rivestimento, altrimenti si possono formare delle fratture precoci isolate caratterizzate da incrinature che si propagano sino alla superficie. In questo esempio, si presume la fresatura e la rappezzatura di un 12% preventivato della superficie ad una profondità di 100 mm.
Una volta ultimate queste procedure di riparazione, un rivestimento di asfalto di 80 mm
viene pavimentato sull’intera larghezza della strada. Il costo preventivato per questa opzione ammonta a US$ 12,00 al metro quadro (vedi Appendice 5).
Opzione 2
Fresatura e Sostituzione degli Strati di Asfalto Usurati Preesistenti
La pavimentazione preesistente viene fresata ad una profondità di 100 mm e sostituita con
100 mm di asfalto a caldo. In questo caso, il costo preventivato al metro quadro è pari a
US$ 15,60.
Opzione 3
Riciclaggio a Freddo
Questo processo viene effettuato riciclando uno spessore di 100 mm con un 3% di emulsione bituminosa. Un manto di asfalto di 40 mm viene poi pavimentato sulla parte alta dello strato riciclato. Il costo preventivato al metro quadro ammonta a US$ 8,00.
Fig A1.7 Opzioni di risanamento per il riciclaggio superficiale
PAVIMENTAZIONE
PREESISTENTE
DETERIORATA
OPZIONE 1
OPZIONE 2
OPZIONE 3
RIVESTIMENTO
DI ASFALTO
FRESATURA E
SOSTITUZIONE
RICICLAGGIO
A FREDDO
80
Strati di
asfalto
incrinati
Base di
asfalto
50
50
50
50
50
50
150
150
Pavimentare
un nuovo
rivestimento
di asfalto
100
50
150
Fresare la
pavimentazione
preesistente ad
una profondità
di 100 mm,
pavimentare
100 mm di
nuovo asfalto
100
50
150
Pavimentare
un nuovo manto
di asfalto
Riciclare
100 mm
della strada
preesistente
con un 3%
di emulsione
bituminosa
a
Rappezzare
il 12%
dell’area che
presenta il
deterioramento più
grave ad una
profondità
di 100 mm
40
Pietrisco
300
100
300
300
Nuovo asfalto
Sottofondo
Asfalto deteriorato
Pietrisco esistente
300
Materiale riciclato
Appendice 1
FASE 5
Comparazione dei Costi
Come si può vedere dalla stima dei costi di seguito riportata, l’opzione del riciclaggio dello strato sottile ha il costo più basso al metro quadro.
Tabella A1.9
Comparazione dei costi
Opzione
1. Rivestimento di asfalto
12,00
2. Fresatura e sostituzione
15,60
3. Riciclaggio a freddo
FASE 6
Costo al m2 (US$)
8,00
Studio delle Miscele di Laboratorio
La fase successiva consiste nello stabilire definitivamente la percentuale di emulsione
bituminosa da utilizzare compiendo uno studio delle miscele di laboratorio che ricorre
all’impiego di un campione di materiale fresato prelevato dalla strada. Prima di attuare il
suddetto progetto, devono essere effettuati dei test di gradazione sul campione allo scopo
di appurare se è necessaria l’aggiunta di un materiale finemente gradato come la polvere
da frantoio al fine di migliorare la gradazione del prodotto riciclato.
FASE 7
Completamento del Progetto delle Pavimentazioni
A questo punto il progetto delle pavimentazioni può essere ultimato. Il costo preventivato è stato rivisto in base ai risultati dello studio delle miscele riguardante il tenore di bitume così come l’eventuale aumento dei costi dovuto all’aggiunta di polvere da frantoio.
Appendice 1
101
A1.3 Miglioramento della Qualità delle Strade Inghiaiate non Asfaltate
FASE 1
Determinazione delle Esigenze del Proprietario della Strada
Durante le fasi iniziali della discussione con il proprietario della strada, occorre stabilire se
la geometria orizzontale e verticale esistente della pavimentazione è conforme ai requisiti corrispondenti. Questo è particolarmente importante a causa della maggiore velocità
alla quale i mezzi transiteranno una volta che la strada è provvista di manto. Un altro fattore importante di cui tenere conto è il miglioramento del drenaggio esistente così come
i requisiti riguardanti elementi della strada come i guardrail, la segnaletica stradali, ecc.
L’azione che la strada con manto è destinata ad avere sui pattern del traffico esistente deve anch’essa essere presa in esame in sede di discussione. Le strade con manto tendono ad attirare il traffico che inevitabilmente produrrà degli effetti sulla vita teorica della strada. Benefici ambientali, quali ad esempio l’inutilità di riaprire cave di prestito, e l’eliminazione
dei problemi causati dalla polvere, vanno anch’essi messi in evidenza.
FASE 2
Informazioni Disponibili
Il proprietario della strada potrebbe essere in possesso di informazioni utili, quali:
- Registri di righiaiatura e della qualità della ghiaia
- Fonti locali di ghiaia
- Dati sul traffico
FASE 3
Analisi della Pavimentazione
Di norma vengono utilizzati i seguenti metodi di indagine:
- Controllo visivo
- Controlli dello spessore della ghiaia
- Campionatura dello strato di ghiaia per le prove di laboratorio
- Sondaggi con il DCP
• Controllo Visivo
Quando si eseguono controlli visivi volti al miglioramento delle strade ghiaiate prive di
manto, occorre prestare particolare attenzione a quanto segue:
- Larghezze della strada preesistente
- Condizioni della superficie di ghiaia preesistente; presenza di detriti di lavaggio locali o
di rocce di grosse dimensioni
- Drenaggio
- Irregolarità geometriche, ad esempio curve brusche o tratti eccessivamente pendenti
- Ubicazione delle cave di prestito
- Prove che evidenziano una qualità particolarmente scadente del sottofondo; ad esempio
in quei punti in cui la strada incrocia aree paludose poco profonde
• Controlli della Profondità e Campionatura
Piccoli scavi di prova dovrebbero essere eseguiti nella superficie stradale ad intervalli di
circa 200 m, allo scopo di verificare lo spessore dello strato d’usura della ghiaia. I campioni per le prove riguardanti la gradazione e la plasticità devono essere prelevati ad intervalli
non superiori al chilometro, o laddove vi sia una modifica visiva della qualità della ghiaia.
102
Appendice 1
Grossi campioni (~ 100 kg) di ghiaia devono essere prelevati per sottolineare eventuali
cambiamenti significativi della qualità della ghiaia. Questi campioni vengono utilizzati per
compiere gli studi delle miscele.
• Sondaggio con il Penetrometro a Cono Dinamico
In questo esempio i sondaggi con il DCP vengono utilizzati quale strumento per valutare le aree di scarso supporto del sottofondo.
Il sondaggio con il DCP deve normalmente essere svolto ad intervalli di 500 mm; ad intervalli più brevi, però, nel caso in cui si riscontra che il sottofondo è in cattivo stato. L’analisi dei sondaggi con il DCP viene effettuata, come già precedentemente esposto, utilizzando un apposito programma informatico. Un tipico grafico di un sondaggio con il DCP
è illustrato nella Figura A1.8 che mostra i valori CBR in situ insieme alla Curva Teorica DCP
per strade a traffico leggero.
Si osserva nel diagramma della resistenza dello strato che le resistenze dello strato si trovano alla destra della Curva Teorica DCP, stando ad indicare la presenza di un punto debole nella parte alta della pavimentazione. La capacità strutturale della pavimentazione
sarà quindi oggetto di interventi di miglioramento.
Fig A1.8 Tipica stampa a computer di una curva DCP e di un diagramma della
resistenza dello strato
0
10
20
30
40
50
60
70
80
499
90
100
200
300
400
500
600
700
414 299 169
53
22
9
2
CBR
0
PROFONDITÀ PAVIMENTAZIONE (mm)
PROFONDITÀ PAVIMENTAZIONE (mm)
0
Prospetto
DCP
100
200
300
400
Curva Teorica DCP
Sollecitazioni da traffico
leggero
500
600
800
NUMERO DI COLPI
CURVA DCP
0.1
3551
700
1
3103 2262 1369
10
493
227
DN
103
2 7 UCS
DIAGRAMMA DELLA RESISTENZA DELLO STRATO
FASE 4
Qualora sia necessario il riporto di altra ghiaia per far fronte alle carenze dovute a spessori della ghiaia della pavimentazione preesistente non idonei, occorre prelevare dei campioni dalle opportune cave di prestito e includere gli stessi nel programma delle prove.
FASE 5
Opzioni di Risanamento
Le tipiche opzioni di risanamento che possono essere prese in esame per migliorare la qualità di una strada ghiaiata non asfaltata sono illustrate sotto forma di diagramma nella Figura
A1.9. La pavimentazione preesistente è rappresentata come strato di ghiaia non asfaltato di
150 mm situato su un sottofondo non trattato.
Opzione 1
Rivestimento di Pietrisco
Rivestire la ghiaia esistente con uno strato di base di pietrisco bel livellato spesso 125 mm.
Applicare un manto di impermeabilizzante a scagliette. Il costo preventivato al metro quadro per questa opzione ammonta a US$ 9,25 (vedi Appendice 5).
Appendice 1
103
aa
Opzione 2
Rivestimento di Ghiaia Naturale Cementata
Rivestire la ghiaia esistente con uno strato di 125 mm composto da ghiaia naturale stabilizzata con il 3% di cemento. Applicare un manto di impermeabilizzante a scagliette. In questo caso il costo preventivato è pari a di US$ 6,85 al m2.
Opzione 3
Riciclaggio a Freddo
Vengono prese in esame due opzioni di riciclaggio in loco:
a)
Riciclare la ghiaia esistente con un 5% di emulsione bituminosa e l’1 1/2 % di cemento ad una profondità di 100 mm. Applicare un manto di impermeabilizzante a
scagliette.
b)
Riciclare la ghiaia esistente con un 3% di bitume espanso e l’1 1/2 % di cemento ad
una profondità di 100 mm. Applicare un manto di impermeabilizzante a scagliette.
Il costo preventivato al metro quadro per l’opzione che utilizza l’emulsione bituminosa è
di US$ 6,10, mentre quella che impiega il bitume espanso costa US$ 5,34.
Fig A1.9 Opzioni di miglioramento della qualità della strada inghiate non asfaltate
STRADA
INGHIAIATA
PREESISTENTE
NON
ASFALTATA
OPZIONE 1
OPZIONE 2
RIVESTIMENTO
DI PIETRISCO
RIVESTIMENTO
DI GHIAIA
NATURALE
CEMENTATA
RICICLAGGIO
A FREDDO
Applicare un
trattamento
superficiale con
impermeabilizzante a scagliette
Costruire un
rivestimento
di ghiaia
stabilizzata
utilizzando un
3% di cemento
Applicare un
impermeabilizzante
a scagliette
a
Applicare un
trattamento
superficiale con
impermeabilizzante a scagliette
Costruire un
rivestimento
di pietrisco
OPZIONE 3
125
Strato
d’usura
di ghiaia
150
150
Trattamento superficiale
con imermeabilizzazione
a scagliette
Sovrapposizione
di pietrisco
104
125
150
100
50
Ghiaia naturale stabilizzata
Sottofondo
Strato di usura della
ghiaia preesistente
Materiale riciclato
Riciclare lo strato
d’usura della ghiaia
esistente con il
5% di emulsione
bituminosa e
l’11/2 % di cemento
oppure con il 3% di
bitume espanso e
l’11/2 % di cemento.
Appendice 1
Comparazione dei Costi
Dalla comparazione dei costi riassunta nella Tabella A1.10, risulta evidente che il riciclaggio
a freddo che impiega il bitume espanso rappresenta l’opzione più redditizia.
Tabella A1.10 Comparazione dei Costi
Opzione
FASE 6
Costo al m2 (US$)
1. Rivestimento di pietrisco
9,25
2. Rivestimento di ghiaia naturale cementata
6,85
3. Riciclaggio a freddo che utilizza
• Emulsione bituminosa
• Bitume espanso
6,10
5,34
Studio delle Miscele
La fase successiva consiste nella realizzazione di studi delle miscele utilizzando dei campioni che rappresentino i vari tipi di ghiaia riscontrata; ciò permette di determinare il tenore
ideale di legante e le caratteristiche costruttive dei materiali trattati con bitume espanso. Nei
casi in cui sia richiesto il riporto di altra ghiaia, gli studi delle miscele devono essere realizzati su miscele della ghiaia campionata prelevata dalla strada preesistente con il materiale
campionato estratto dalle opportune cave di prestito.
FASE 7
Completamento del Progetto
A questo punto si può ultimare il progetto per il miglioramento della qualità della strada sulla base dei risultati degli studi delle miscele e dei costi.
Appendice 1
105
Appendice 2
Procedure di Studio delle Miscele
A2.1 Procedure di Laboratorio per lo Studio delle
Miscele di Materiale stabilizzato con Cemento
109
A2.2 Procedure di Laboratorio per lo Studio delle
Miscele di Materiale trattato con Emulsione Bituminosa
112
A2.3 Procedure di Laboratorio per lo Studio delle
Miscele di Materiale trattato con Bitume Espanso
114
A2.4 Strumenti di Laboratorio richiesti per lo Studio
delle Miscele di Materiale stabilizzato con Cemento
120
A2.5 Strumenti di Laboratorio richiesti per lo Studio delle
Miscele di Materiale trattato con Emulsione Bituminosa
e Bitume Espanso
123
107
A2.1
Procedure di Laboratorio per lo Studio delle Miscele di Materiale stabilizzato con
Cemento
A2.1.1 Preparazione dei Provini
•
Preparare circa 150 kg, di materiale essiccato in aria.
•
Miscelare accuratamente il campione.
•
Suddividere il materiale in cinque lotti di circa 7 kg ciascuno.
A2.1.2 Determinazione del Contenuto d’Umidità Igroscopica
•
Prelevare due campioni rappresentativi che pesano dai 500 ai 1000 g ciascuno dal materiale
residuo e sistemarli in adeguati recipienti allo scopo di determinarne il contenuto d’umidità.
Maggiore è la grana del materiale e più grande deve essere il campione.
•
Pesare immediatamente i campioni con una precisione massima di 0,1 g ed essiccarli a massa
costante in un forno ad una temperatura variabile dai 105°C ai 110°C.
•
Depositare il materiale residuo in recipienti ermetici.
A2.1.3 Determinazione del Contenuto di Umidità Ottimale (OMC) e della Densità Secca Massima
(MDD) del Materiale Stabilizzato
•
Pesare un 4% dello stabilizzante per massa della materia prima essiccata in aria per ciascuno
dei cinque lotti di cui al punto A2.1.1.
•
Determinare il Contenuto di Umidità Ottimale del materiale stabilizzato come da test del rapporto modificato densità/contenuto d’acqua, designazione AASHTO T180. Lo stabilizzante deve essere additivato alla materia prima e miscelato immediatamente prima di aggiungere l’acqua. Al fine di simulare le stesse condizioni della strada, il costipamento del materiale
stabilizzato viene ritardato di un’ora dopo la miscelatura dello stabilizzante e dell’acqua. Il materiale bagnato viene coperto con una tela umida e accuratamente mescolato ogni mezz’ora con
una cazzuola.
A2.1.4 Preparazione dei Provini per la Determinazione della Resistenza alla Deformazione su
Compressione in aria libera (UCS)
•
Utilizzando il materiale essiccato in aria rimasto nei recipienti ermetici, suddividere quest’ultimo
in tre lotti simili, ciascuno di circa 21 kg (essiccati al forno). Rendere la massa dei tre lotti uguale aggiungendo o togliendo parte del materiale in modo che il peso di ciascun lotto sia di 21 kg
(essiccato nel forno). (Calcolare la massa del materiale essiccato in aria richiesta per ciascun
lotto, tenendo conto del contenuto d’umidità del materiale essiccato in aria determinato sui
campioni di cui al punto A2.1.2.)
•
Selezionare tre diversi tenori di stabilizzante in base a cui occorre realizzare i provini per la determinazione dell’UCS. Questi sono solitamente rappresentati da incrementi di due punti percentuali, p.es. 2%, 4%, 6% per massa del materiale totale essiccato al forno. Calcolare e pesare i tre tenori di stabilizzante richiesto per ciascuno dei tre lotti di materiale preparati.
•
Calcolare e misurare la quantità di acqua necessaria per portare ogni lotto all’OMC (vedi nota
ii). La quantità di acqua richiesta corrisponde alla differenza tra la quantità di acqua presente
nel materiale essiccato in aria (come stabilito al punto A2.1.2) e la quantità di acqua necessaria
per ottenere l’OMC (determinato al punto A2.1.3).
•
Miscelare lo stabilizzante e quindi l’acqua e trattarli per quattro ore seguendo le stesse modalità di determinazione dell’MDD e dell’OMC di cui al punto A2.1.3.
•
Pesare gli stampi da utilizzare per il costipamento dei provini.
•
Costipare tre campioni di ciascun lotto seguendo lo stesso metodo standard utilizzato per determinare il rapporto modificato umidità-densità (designazione AASHTO T180).
Appendice 2
109
•
Pesare gli stampi con i provini costipati.
•
Togliere i provini dagli stampi smontando gli stampi divisi o, se si utilizzano stampi tradizionali,
estrudere i campioni con il cilindro di estrusione (vedi Nota iii). Si ottengono così i provini UCS.
•
I provini UCS, posizionati su piastre da trasporto, sono ora pronti per la stagionatura.
Calcoli
•
Contenuto d’umidità (%) (con precisione dello 0,1%)
WMoist =
Dove
•
(a – b)
(b – c)
Quantità di stabilizzante da aggiungere al materiale (con precisione al grammo)
Dove
100
x [MSample x (1+
CAdd
)]
100
[formula A 2.1.2]
[g]
[g]
[% in massa]
Contenuto d’Umidità da aggiungere al materiale (con una precisione al ml)
Dove
WOMC
100
x [(MSample + MCement ) – (MSample air – MSample)]
[formula A 2.1.3]
[g]
MWater = massa dell’acqua da aggiungere
= contenuto d’umidità ottimale
[% in massa]
WOMC
MSample = massa a secco del campione
[g]
MSample air = massa del campione essiccato in aria
[g]
MCement = massa della calce o del cemento aggiunto
[g]
Densità Secca dei Provini UCS con una precisione di 5 kg/m3
D=
Dove
110
CAdd
MCement = massa della calce o del cemento
da aggiungere
MSample = massa a secco del campione
CAdd
= percentuale di calce o di cemento
richiesta
MWater =
•
[formula A 2.1.1]
WMoist = contenuto d’umidità
[% del materiale essiccato]
a
= massa dello stampo e del materiale umido
[g]
b
= massa dello stampo e del materiale essiccato
[g]
c
= massa dello stampo
[g]
MCement =
•
x 100
100
(WMoist + 100)
x
4 x M Briq.
(π x d 2 x h)
x 1000
D
= densità secca
WMoist = contenuto d’umidità del campione
durante il costipamento
MBriq. = massa del bricchetto subito dopo
il costipamento
h
= altezza media del bricchetto
d
= diametro del bricchetto
[formula A 2.1.4]
[kg/m3]
[% in massa]
[g]
[cm]
[cm]
Appendice 2
Nota
i
Nei casi in cui il materiale contenga dell’aggregato friabile tenero che sarà soggetto a rotture durante il costipamento (ad esempio certi tipi di cemento armato, crostone calcareo, arenaria tenera, ecc.), è opportuno che tale aggregato venga rotto prima. In casi limite, l’operatore, a propria
discrezione, valuterà l’entità di rottura di questi granuli.
ii
In sede di calcolo della quantità necessaria di acqua da miscelare, è opportuno favorire l’evaporazione aggiungendo un quantità maggiore di acqua, variabile da 0,3 a 0,5%, a seconda delle
condizioni atmosferiche. L’effettiva quantità viene scelta a discrezione dell’operatore.
iii
Con alcuni materiali incoerenti, potrebbe essere conveniente lasciare i provini negli stampi per
24 ore in modo che si consolidino prima di estrarli. Se ciò risulta necessario, i provini negli stampi
devono essere conservati in un locale umido o coperti con un telo umido.
A2.1.5 Stagionatura dei Campioni
•
Lasciar stagionare i campioni per sette giorni ad un umidità relativa dal 95 al 100% e a una
temperatura variabile da 22 a 25°C in un apposito locale o in borse di plastica immerse in un
adeguato bagnomaria.
•
Dopo sette giorni, togliere i provini dal locale di stagionatura e dalle borse di plastica e immergerli nell’acqua per quattro ore. La temperatura dell’acqua deve rimanere tra i 22 e i 25°C.
•
Un metodo alternativo di stagionatura è di lasciare maturare i provini sigillati in contenitori stagni all’umidità dai 70 ai 75°C per 24 ore.
A2.1.6 Determinazione della Resistenza a Compressione
•
Togliere i provini dall’acqua.
•
Frantumare ogni provino fino alla rottura totale mediante la macchina per prove alla compressione. Il carico deve essere applicato sui lati piatti del provino e la velocità di applicazione del carico
deve essere di 140 kPa/s.
•
Registrare il carico con una precisione di 1 kN.
•
Calcolare la resistenza alla deformazione su compressione in aria libera con una precisione di
10 kPa come segue:
U=
Dove
P
πr2
=
P
0,01824
U = resistenza alla deformazione su compressione
in aria libera (UCS)
P = carico richiesto per frantumare il campione
r = raggio del lato del provino (0,0762 m)
[formula A 2.1.5]
[kPa]
[kN]
•
Al fine di determinare il tenore di stabilizzante necessario per produrre una miscela conforme all’UCS specificata, sono necessari tre provini per ogni tenore di stabilizzante. (Nel caso di un
campione per un controllo di campo, è sufficiente un provino per campione.)
•
Allo scopo di stabilire il tenore di stabilizzante necessario per produrre una miscela stabilizzata
conforme alla UCS specificata, registrare i risultati UCS e tracciare un grafico del tenore dello stabilizzante in opposizione alla resistenza. Utilizzare l’UCS media dei tre provini per ciascun tenore
di stabilizzante, tralasciando risultati ovviamente errati dovuti ad eventuali danni subiti dal provino
prima di essere sottoposto ai test.
•
La miscelazione di Cemento di Scoria con Cemento Portland Tradizionale (OPC = Ordinary Portland Cement) ritarda la stagionatura iniziale. Nel caso di una miscela 1:1 dei due stabilizzanti, il
consolidamento, dopo sette giorni, è pari a circa l’ 83% del consolidamento con OPC.
Appendice 2
111
A2.2
Procedure di Laboratorio per lo Studio delle Miscele di Materiale trattato con
Emulsione Bituminosa
A2.2.1 Finalità
Questa procedura descrive lo studio delle miscele di materiali granulari utilizzando una combinazione di
stabilizzanti con cemento ed emulsione bituminosa. Detta procedura può essere divisa come segue:
•
Determinazione del Tenore di Fluido Ottimale (OFC); e
•
Determinazione del tenore di bitume residuo ottimale con l’OFC.
A2.2.2 Aggregati
•
Eseguire prove standard per determinare la gradazione e l’Indice di Plasticità (PI).
•
Se necessario, variare la gradazione al fine di soddisfare qualsiasi requisito relativo alla gradazione dell’involucro.
•
Essiccare al forno il campione ad una massa costante a 105°C.
•
Lavorare il campione alla lima per stampi fino a una dimensione utile. Sono richiesti cinque
campioni di ~1150 g ciascuno per determinare l’OFC, oltre ad altri quattro campioni di ~ 4000 g
ciascuno per la procedura di studio delle miscele.
•
Aggiungere al campione una quantità compresa dall’ 1 al 2% di cemento o di calce, in base al
PI. Nel caso in cui il PI sia superiore a 10, vanno prese in considerazione percentuali di calce
più elevate.
A2.2.3 Determinazione del Tenore di Liquido Ottimale (OFC)
•
Miscelare 5 litri di emulsione bituminosa con 5 litri di acqua.
•
Determinare il Contenuto di Umidità Ottimale (OMC) per il materiale trattato, utilizzando una miscela di emulsione bituminosa/acqua per l’aggiunta di liquido e il test di rapporto modificato
umidità/densità, designazione AASHTO T180. L’OMC così ottenuto è l’OFC. Di seguito gli incrementi consigliabili per l’aggiunta di liquido:
- Ghiaia naturale
- Pietrisco gradato
•
2 % tra 2 % e 12 %
1 % tra 1 % e 6 %
Registrare la Densità Secca Massima (MDD) e l’OFC.
Calcolare la densità secca dei provini costipati utilizzando la seguente formula:
D=
Dove
Nota.
100
(WFluid + 100)
x
4 x M Briq.
(π x d 2 x h)
D
= densità secca
WFluid = tenore di fluido del campione
durante il costipamento
MBriq. = massa del bricchetto subito
dopo il costipamento
h
= altezza media del bricchetto
r
= diametro del bricchetto
100
(WFluid + 100)
x 1000
[formula A 2.2.1]
[kg/m3]
[% in massa]
[g]
[cm]
[cm]
è il fattore utilizzato per convertire la densità umida in densità secca.
Non sottoporre ad ulteriori prove nessun bricchetto la cui densità secca differisca dalla densità
secca media, del lotto campione, di oltre 30 kg/m3.
112
Appendice 2
A2.2.4 Determinazione del Tenore di Bitume Residuo Ottimale
• Preparazione del campione.
- Preparare 1150 g di campione essiccato al forno;
- pesare e aggiungere la percentuale richiesta di calce e/o cemento e miscelare con l’aggregato;
- abbinare il bitume, l’emulsione e l’acqua in percentuali tali da mantenere un OFC costante per
diversi tenori di legante come risulta dalla seguente formula:
Wadd = OFC – WE – 0,5 x BE
[formula A 2.2.2]
Dove
Wadd = acqua aggiuntiva nella miscela
OFC = tenore di fluido ottimale
WE = acqua nell’emulsione bituminosa
BE = bitume residuo nell’emulsione bituminosa
[%]
[%]
[%]
[%]
- aggiungere la miscela di emulsione bituminosa/acqua all’aggregato e miscelare accuratamente.
•
Procedura per il costipamento dei provini (produzione di bricchetti)
- Preparare lo stampo e il martello Marshall pulendo lo stampo, il collare, la piastra di base e la
parte frontale del martello da costipamento.
- posizionare un disco rotondo di plastica o di carta sul fondo dello stampo;
- pesare una quantità di materiale sufficiente per raggiungere un’altezza costipata di 63,5 ± 1,5 mm
(di solito bastano 1150 g). Picchiettare la miscela con una spatola 15 volte intorno al perimetro e picchiettare il resto della superficie 10 volte lasciando quest’ultima leggermente
arrotondata;
- costipare la miscela mediante 75 colpi di martello da costipamento prestando attenzione alla
caduta libera del martello;
- togliere lo stampo e il collare dal supporto, invertirlo /(ruotarlo), quindi sostituirlo e premerlo
verso il basso in modo che si blocchi saldamente sulla piastra di base,
- costipare l’altro lato del bricchetto con altri 75 colpi.
•
Stagionatura
- Dopo il costipamento, togliere lo stampo dalla piastra di base e lasciar stagionare il provino per
24 ore nello stampo a temperatura ambiente prima di estruderlo mediante l’apposito cilindro;
- sistemare i campioni su un vassoio piatto e liscio e farli stagionare in un forno a tiraggio forzato per altre 72 ore a 40°C.
•
Determinazione della Resistenza di Trazione Indiretta (ITS = Indirect Tensile Strength)
Il test ITS standard viene utilizzato per testare i bricchetti sia a secco sia imbibiti. L’ITS è determinata misurando il carico che porta alla rottura di un provino soggetto ad un ritmo costante di
deformazione pari a 50,8 mm/minuto sul proprio asse diametrale. La procedura è la seguente:
- lasciare i bricchetti stagionati per una notte a temperatura ambiente prima di sottoporli ai test,
- misurare l’altezza di ogni bricchetto in quattro posti a distanza uniforme intorno alla circonferenza e calcolare l’altezza media, L (m);
- misurare il diametro di ciascun provino, D (m),
- sistemare i bricchetti nella cassetta d’aria a 25°C ± 1°C per almeno 1 ora e per non più di 2 ore
prima di sottoporli ai test;
Appendice 2
113
- togliere un provino dalla cassetta d’aria e sistemarlo nel dispositivo di carico;
- posizionare il campione in modo tale che i nastri di carico siano paralleli e centrati rispetto al piano diametrale verticale;
- posizionare la piastra di trasferimento sul nastro di supporto superiore e collocare il gruppo al
centro sotto la slitta di carico del dispositivo di prova alla compressione;
- applicare il carico al provino, senza choc, ad una velocità di avanzamento pari a 50,8 mm al minuto fino a quando non viene raggiunto il carico massimo;
- registrare questo carico, P (in kN), preciso allo 0,1 kN.
Al fine di determinare l’ITS dei campioni imbibiti, utilizzare la seguente procedura prima di effettuare il test:
- sistemare il provino maturato in un essiccatore a vuoto e ricoprirlo con acqua a 25°C ± 1°C;
- applicare un vuoto di 50 mm di mercurio per 60 ± 1 minuti a partire dal momento in cui è stato
raggiunto il vuoto richiesto. Nel caso in cui non sia disponibile alcun essiccatore a vuoto, imbibire il provino per 24 ore a 25°C ± 1°C;
- rimuovere il provino, essiccare superficialmente ed eseguire il test per il carico di trazione massimo, come descritto sopra.
Calcolare l’ITS per ogni campione con una precisione di 1 kPa utilizzando la seguente formula:
ITS =
Dove
•
2xP
πxhxd
ITS = Resistenza di Trazione Indiretta
P = carico massimo applicato
h = altezza media del bricchetto
d = diametro del bricchetto
[formula A 2.2.3]
[kPa]
[kN]
[m]
[m]
Determinazione del Tenore di Bitume Teorico
Tracciare un grafico dell’ITS misurato in opposizione al tenore di bitume (bitume addizionato) per
tutti i campioni (sia secchi sia imbibiti) sullo stesso set di assi. Il bitume aggiunto nel quale l’ITS
imbibito è al suo valore massimo viene considerato come Tenore di Bitume Teorico per la miscela
trattata con emulsione bituminosa.
A2.2.5 Determinazione delle Caratteristiche della Miscela Aggiunta con il Tenore di Legante Teorico
Ove richiesto, si possono eseguire test supplementari, quali il modulo di resilienza e i test di deformazione
dinamica con il tenore di bitume teorico. I risultati di detti test sono necessari per il progetto strutturale degli strati costruiti con materiale trattato con emulsione bituminosa. Per effettuare queste prove, occorre
realizzare e fare stagionare i provini aggiuntivi con il Tenore di Bitume Teorico, come descritto sopra.
A2.3
Procedure di Laboratorio per lo Studio delle Miscele di Materiale trattato con Bitume
Espanso
A2.3.1 Determinazione delle Caratteristiche di Espansione del Bitume
L’obiettivo è quello di determinare la temperatura e la percentuale di iniezione di acqua che ottimizzerà
le caratteristiche di espansione di un particolare bitume massimizzando il ritmo di espansione e il tempo
di semitrasformazione del bitume espanso. Ciò si ottiene nel seguente modo:
•
Tarare le portate del bitume e dell’acqua,
•
Selezionare tre temperature a cui le caratteristiche di espansione vanno misurate, solitamente
160°C, 180°C, 200°C. Portare la temperatura del bitume alla temperatura richiesta e mantenere detta temperatura per almeno 10 minuti prima di procedere alla produzione di espanso. Quindi,
114
Appendice 2
per ogni temperatura, misurare le caratteristiche di espansione di cinque campioni di bitume
espanso ai ritmi di iniezione di acqua variabili dall’1% al 5 % per massa del bitume, con incrementi dell’1%, come segue:
- per ogni campione, scaricare 500 g di espanso nel tamburo di acciaio di 20 litri;
- tracciare un grafico del ritmo di espansione e del tempo di semitrasformazione in
opposizione al contenuto d’umidità per
tutti i campioni sullo stesso set di assi, come mostrato in Figura A2.1. Questo consentirà di ottimizzare il contenuto d’umidità di espansione.
Fig A2.1
Caratteristiche tipiche di espansione
LEGENDA
20
2 Indica l’aggiunta in
percentuale di acqua
aggiunta per produrre la schiuma
5
5 5
Ritmo di espansione
- contrassegnare con una matita sul lato del
tamburo il volume massimo a cui la schiuma
si espande. Utilizzando un cronometro, misurare il tempo in secondi che occorrono alla schiuma per dissiparsi per la metà del volume massimo. Questo è definito come
tempo di semitrasformazione. Calcolare il ritmo di espansione del bitume espanso dividendo il volume di espansione massimo per
il volume di bitume contenuto nel tamburo
dopo che la schiuma si è completamente
dissipata (occorrono almeno 3 minuti);
4
160 °C
4
4
170 °C
3
180 °C
3
3
10
2
2
2
1
1
1
0
10
5
15
20
25
Tempo di semitrasformazione (in secondi)
A2.3.2 Preparazione dell’Aggregato
•
•
•
•
•
•
Effettuare test standard per determinare la gradazione e l’indice di plasticità (PI) degli aggregati;
eseguire qualsiasi miscelatura di un numero di aggregati superiore a uno, ove necessario, per garantire la gradazione richiesta;
determinare il Contenuto d’Umidità Ottimale (OMC) come da test del rapporto modificato umiditàdensità, designazione AASHTO T180;
essiccare al forno il materiale ad una massa costante a 105°C. In caso di materiali bituminosi ricuperati, l’essiccamento deve essere effettuato ad una temperatura più bassa onde evitare il serraggio dei granuli;
determinare il tenore di legante dei materiali bituminosi ricuperati;
una volta secco, lavorare il campione alla lima per stampi, pesarlo e suddividerlo in cinque lotti da
10 kg.
A2.3.3 Determinazione del Tenore di Bitume Ottimale
•
Preparazione del campione e trattamento con bitume espanso
Preparazione del campione
Tutti e cinque i lotti da 10 kg sono trattati con bitume espanso con diverso tenore di bitume,
tranne l’1%. Per ogni lotto, eseguire la seguente procedura:
- posizionare gli interi lotti da 10 kg nella vaschetta del mescolatore meccanico (WLB10 unità/
mescolatore di laboratorio di bitume espanso);
- aggiungere la percentuale necessaria (per massa) di calce e/o cemento in base alla seguente
formula:
MCement =
Dove
Appendice 2
CAdd
100
x [ MSample x ( 1 +
CAdd
)]
100
[formula A 2.3.1]
MCement = massa della calce o del cemento da aggiungere
[g]
MSample = massa a secco del campione
[g]
CAdd
= percentuale di calce o di cemento richiesta [% in massa]
115
(E’ buona norma utilizzare le seguenti percentuali di calce o di cemento a titolo di guida:
• se l’indice di plasticità PI del campione è maggiore di 10 e minore di 16, aggiungere l’1%
di calce spenta;
• se l’indice di plasticità PI è uguale a o maggiore di 16, aggiungere il 2% di calce spenta;
• se l’indice di plasticità PI è uguale a o minore di 10, aggiungere l’1% di cemento Portland
comune.)
• Ridurre il contenuto ottimale di acqua per ottenere una miscelazione ottimale in base all’equazione A2.3.2 e aggiungere acqua al campione in base alla formula A 2.3.3.
WAdd = WOMC – WMoist – WReduc.
[formula A 2.3.2]
MWater =
WReduc., riduzione del
contenuto d’umidità
[% in massa]
Dove
WAdd
100
x (MSample + MCement )
[formula A 2.3.3]
WAdd
= tenore di acqua da aggiungere
al campione
[% in massa]
WOMC = contenuto d’umidità ottimale
[% in massa]
WMoist = contenuto d’umidità nel campione
[% in massa]
WReduc. = riduzione del tenore di acqua in base
alla figura A2.2 per il contenuto d’umidità ottimale
di miscelatura = (0,3 x WOMC) - 0,6
[% in massa]
MWater = massa dell’acqua da aggiungere
[g]
MSample = massa a secco del campione
[g]
MCement = massa della calce o del cemento da aggiungere [g]
5
4
3
2
1
0
0
2
4
6
8
10
12 WOMC, contenuto d’umidità
ottimale [% in massa]
Fig. A2.2: Riduzione del contenuto d’umidità per il contenuto d’umidità ottimale di miscelatura
Nota. Aggiungendo il 2% di calce spenta per ridurre la plasticità (ove l’indice PI del campione
sia maggiore di 16), aggiungere acqua e mescolare accuratamente nel mescolatore meccanico
fino ad ottenere un impasto omogeneo. Posizionare quindi il campione in un recipiente ermetico e lasciarlo riposare per 24 ore prima di continuare.
116
Appendice 2
Trattamento con bitume espanso
• aggiungere bitume espanso al campione preparato in base alla formula A 2.3.4:
MBitumen =
Dove
MBitumen
Badd
MSample
MCement
Badd
100
x (MSample + MCement )
[formula A 2.3.4]
= massa del bitume espanso da aggiungere
[g]
= contenuto di bitume espanso
[% in massa]
= massa a secco del campione
[g]
= massa della calce o del cemento aggiunto
[g]
• Impostare il timer del mescolatore di laboratorio di bitume espanso Wirtgen WLB 10 in base
alla seguente formula:
T = factor x (
MBitumen
)
QBitumen
Dove
•
•
[formula A 2.3.5]
T
= tempo da impostare sul timer del WLB 10
[s]
MBitumen = percentuale di bitume da aggiungere [% in massa]
QBitumen = portata di bitume per il WLB 10
[g/s]
factor = fattore di compensazione delle perdite di
bitume sul braccio mescolatore e nella
vaschetta (l’esperienza insegna che un
fattore di 1,25 dà risultati accettabili)
- posizionare il mescolatore meccanico vicino all’unità di espansione in modo che il bitume
espanso possa essere scaricato direttamente nella vaschetta di miscelatura;
- miscelare il materiale e l’acqua nella vaschetta di miscelatura fino ad ottenere un impasto omogeneo;
- senza arrestare il mescolatore, scaricare la massa richiesta di bitume espanso nella vaschetta di
miscelatura;
- proseguire la miscelatura per altri 30 secondi;
- trasferire il materiale trattato con bitume espanso in un recipiente ermetico;
- ripetere questa procedura per ottenere cinque campioni di materiale trattato con bitume espanso con i tenori di bitume richiesti. Detti campioni sono ora pronti per la produzione di bricchetti;
- determinare il tenore di bitume di ogni campione trattato con bitume espanso. Il tenore di bitume aggiunto corrisponde alla differenza tra il tenore di bitume dopo il trattamento meno il
tenore di bitume prima del trattamento.
Procedura per il costipamento dei provini (produzione di bricchetti)
- Preparare lo stampo e il martello Marshall pulendo lo stampo, il collare, la piastra di base e la parte
frontale del martello da costipamento;
- posizionare un disco rotondo di plastica o di carta sul fondo dello stampo;
- pesare una quantità di materiale sufficiente per raggiungere un’altezza costipata di 63,5 ± 1,5 mm
(di solito bastano 1150 g). Picchiettare la miscela con una spatola 15 volte intorno al perimetro e
picchiettare il resto della superficie 10 volte lasciando quest’ultima leggermente arrotondata;
- costipare la miscela mediante 75 colpi di martello da costipamento prestando attenzione alla caduta libera del martello;
- togliere lo stampo e il collare dal supporto, invertirlo (ruotarlo), quindi sostituirlo e premerlo verso il
basso in modo che si blocchi saldamente sulla piastra di base;
- costipare l’altro lato del bricchetto con altri 75 colpi.
Stagionatura
- Dopo il costipamento, togliere lo stampo dalla piastra di base e lasciar maturare il provino per
24 ore nello stampo a temperatura ambiente prima di estruderlo mediante l’apposito cilindro;
- sistemare i campioni su un vassoio piatto e liscio e farli maturare in un forno a tiraggio forzato per altre
72 ore a 40°C.
Appendice 2
117
•
Densità secca
Calcolare la densità secca dei provini costipati utilizzando la formula A 2.3.6:
D=
Dove
Nota.
100
(WMoist + 100)
x
4 x M Briq.
(π x d 2 x h)
x 1000
D
= densità secca
WMoist = contenuto d’umidità del campione
durante il costipamento
MBriq. = massa del bricchetto subito
dopo il costipamento
h
= altezza media del bricchetto
d
= diametro del bricchetto
100
(WMoist + 100)
[formula A 2.3.6]
[kg/m3]
[% in massa]
[g]
[cm]
[cm]
è il fattore utilizzato per convertire la densità umida in densità secca.
Non sottoporre ad ulteriori prove nessun bricchetto la cui densità secca differisca dalla densità
secca media, del lotto campione, di oltre 50 kg/m3.
•
Determinazione della Resistenza di Trazione Indiretta (ITS = Indirect Tensile Strength)
Il test ITS standard viene utilizzato per testare i bricchetti sia a secco sia imbibiti. L’ITS è determinata misurando il carico che porta alla rottura di un provino soggetto ad un ritmo costante di deformazione pari a 50,8 mm/minuto sul proprio asse diametrale. La procedura è la seguente:
- lasciare i bricchetti stagionati per una notte a temperatura ambiente prima di sottoporli ai test;
- misurare l’altezza di ogni bricchetto in quattro posti a distanza uniforme intorno alla circonferenza e
calcolare l’altezza media, L (m);
- misurare il diametro di ciascun provino, D (m);
- sistemare i bricchetti nella cassetta d’aria a 25° C ± 1°C per almeno 1 ora ma per non più di
2 ore prima di sottoporli ai test;
- togliere un provino dalla cassetta d’aria e sistemarlo nel dispositivo di carico;
- posizionare il campione in modo tale che i nastri di carico siano paralleli e centrati rispetto al piano diametrale verticale;
- posizionare la piastra di trasferimento sul nastro di supporto superiore e posizionare il gruppo al
centro sotto la slitta di carico del dispositivo di prova alla compressione;
- applicare il carico al provino, senza choc, ad una velocità di avanzamento pari a 50,8 mm al minuto fino a quando non viene raggiunto il carico massimo;
- registrare questo carico, P (in kN), preciso allo 0,1 kN.
Al fine di determinare l’ITS dei campioni imbibiti, utilizzare la seguente procedura prima di effettuare il test:
- sistemare il provino maturato in un essiccatore a vuoto e ricoprirlo con acqua a 25°C ± 1°C;
- applicare un vuoto di 50 mm di mercurio per 60 ± 1 minuti a partire dal momento in cui è stato
raggiunto il vuoto richiesto. Nel caso in cui non sia disponibile alcun essiccatore a vuoto, imbibire
il provino per 24 ore a 25°C ± 1°C;
- rimuovere il provino, essiccare superficialmente ed eseguire il test per il carico di trazione massimo, come descritto sopra.
118
Appendice 2
Calcolare l’ITS per ogni campione con una precisione di 1 kPa utilizzando la seguente formula:
ITS =
Dove
ITS
P
h
d
2xP
πxhxd
= Resistenza di Trazione Indiretta
= carico massimo applicato
= altezza media del provino
= diametro del provino
[formula A 2.3.7]
[kPa]
[kN]
[m]
[m]
L’ITS residuo (Retained ITS) è il rapporto tra l’ITS secco (Dry ITS) e l’ITS imbibito (Soaked ITS) per
uno specifico tenore di bitume.
Retained ITS =
•
Soaked ITS
Dry ITS
[formula A 2.3.8]
Determinazione del Tenore di Bitume Teorico
Tracciare un grafico dell’ITS misurato in opposizione al tenore di bitume (bitume addizionato) per
tutti i campioni (sia secchi sia imbibiti) sullo stesso set di assi. Il bitume aggiunto nel quale l’ITS
imbibito è al suo valore massimo viene considerato come Tenore di Bitume Teorico per la miscela
trattata con emulsione bituminosa.
A2.3.4 Determinazione delle Caratteristiche della Miscela Aggiunta con il Tenore di Legante
Teorico
Ove richiesto, si possono eseguire test supplementari, quali il modulo di resilienza e i test di deformazione
dinamica con il tenore di bitume teorico. I risultati di detti test sono necessari per il progetto strutturale degli strati costruiti con materiale trattato con bitume espanso. Per effettuare queste prove, occorre realizzare e far stagionare i provini aggiuntivi con il Tenore di Bitume Teorico, come descritto sopra.
Appendice 2
119
A2.4
Strumenti di Laboratorio richiesti per lo Studio delle Miscele di Materiale stabilizzato con Cemento
A2.4.1 Elenco delle Attrezzature Richieste
•
Un locale per la stagionatura a umido in grado di mantenere un’umidità relativa dal 95% al 100%
e una temperatura da 22 a 25°C o buste di plastica atte a contenere i provini e i dispositivi di trasporto in una condizione di ermeticità in bagnomaria, come descritto di seguito.
•
Bagnomaria con comando termostatico in grado di mantenere una temperatura dai 22 ai 25°C.
•
Macchina per prove alla compressione in grado di applicare un ritmo di carico di 140 kPa/s e di
misurare un carico di 200 kN, con una precisione di 1 kN.
•
Stampi da costipamento divisi a due o tre segmenti, 152,4 mm di diametro e 152,4 mm di altezza
con un collare amovibile, una piastra di base e un piastra distanziatrice spessa 25,4 mm fissata alla piastra di base, o
Stampi da costipamento di 152,4 mm di diametro e 152,4 mm di altezza con un collare amovibile,
una base da costipamento con una piastra distanziatrice di 25,4 mm fissata con un apposito cilindro di estrusione per estrudere i provini dallo stampo. In entrambi i casi, la piastra di base deve essere fissata ad un blocco di calcestruzzo spesso almeno 150 mm e con un peso di almeno 200 kg.
•
Un martello di 4536 g ± 20 g con un lato frontale avente un diametro di 50,8 mm ± 1,0 mm con
una guaina che garantisce una caduta di 457,2 mm ± 2 mm.
•
Guardapiano di acciaio, con una lunghezza di circa 300 mm e con un bordo smussato.
•
Lime per stampi.
•
Bilancia per pesare fino a 15 kg, precisa a 5 g.
•
Bilancia per pesare fino a 2 kg, precisa a 0,1 g.
•
Martello di acciaio o piccolo frantumatore da laboratorio.
•
Setacci: da 0,075 mm a 37,5 mm.
•
Malta metallica e pestello di ferro e un pestello con punta di gomma.
•
Catini, di circa 350 mm di diametro.
•
Catino di miscelatura, di circa 500 mm di diametro.
•
Paletta da giardiniere.
•
Spatola.
•
Recipienti atti a contenere circa 1000 g di materiale per la determinazione del contenuto d’umidità.
•
Forno di essiccazione, comandato da un termostato e in grado di mantenere una temperatura da
105 a 110°C.
•
Cilindri di misurazione, con una capacità di 1000 ml e 500 ml.
•
Spruzzatore d’acqua o innaffiatrice.
•
Carta da filtro, 150 dischetti.
•
Vasche di miscelatura di ferro zincato 450 mm x 650 mm x 200 mm di profondità (almeno tre).
•
Vassoi idonei al trasporto atti a contenere i provini.
•
Recipienti ermetici muniti di coperchio, con una capacità di circa 20 litri (almeno 4).
•
Lastra di vetro 180 mm x 180 mm con uno spessore di circa 7 mm.
•
Grasso di lubrificazione.
•
Pipetta da 5 ml.
•
Termometro che misuri da 0 a 50°C.
120
Appendice 2
A2.4.2 Lista completa
Descrizione
Quantità
Setacci
Descrizione
Quantità
Forno Essiccatore (termostatico)
(a)
37,5 mm
Diametro di 450 mm
1
(a) 400 litri
1
(b)
19,0 mm
»
»
»
1
(b) 240 litri
1
(c)
4,75 mm
»
»
»
1
(c)
1
(d)
75,0 mm
1
Contenitore aggiuntivi
(e)
63,0 mm
»
»
»
1
(a) 400 litri
3
(f)
53,0 mm
»
»
»
1
(b) 240 litri
3
(g)
37,5 mm
»
»
»
1
(c)
3
(h)
26,5 mm
»
»
»
1
(i
19,0 mm
»
»
»
1
(j)
63,0 mm
(k)
53,0 mm
»
»
»
1
(l)
37,5 mm
»
»
»
1
(m) 26,5 mm
»
»
»
1
Catini
(n)
19,0 mm
»
»
»
1
(a) diametro di 500 mm
10
(o)
13,2 mm
»
»
»
1
(b) diametro di 400 mm
10
(p)
9,5 mm
»
»
»
1
Vaschette
(q)
4,75 mm
»
»
»
1
(a) quadrata di 300 mm
10
(r)
2,36 mm
»
»
»
1
(b) rotonda di 250 mm
10
(s)
2,0 mm
»
»
»
1
(c) 350 x 250 mm (acciaio inox)
10
(t) 0,425 mm
»
»
»
1
Malta – Ferro (150 mm)
(u) 0,075 mm
»
»
»
1
(v) Piatto/vasca
»
»
»
1
Comparatore
(w) Coperchio
»
»
»
1
(a) divisioni 0,01 mm
1
1
(b) divisioni 0,127 mm
1
Diametro di 300 mm
Diametro di 200 mm
(x) Scuotitore meccanico del setaccio
1
40 litri
40 litri
Bilancia (elettronica)
(a) 8 - 12 kg / + 0,1 g
1
(b) 200 - 300 g / + 0,01 g
1
(c) 20 - 30 kg / + 1 g
1
Dischi di garza di rame o ottone
Lime per stampi
Lima (aperture di 37 mm)
1
Vaschette di raccolta (aperture di 37 mm)
3
Lima (aperture di 25 mm)
1
12
Dispositivi di Misurazione
Riga di acciaio (300 mm)
2
1
Metro a nastro
(a) 3 m
1
Vaschette di raccolta (aperture di 25 mm)
3
(b) 30 m
1
Piastra calda (elettrica)
2
Asta graduata
2
Gas di Combustione e Piastre di Amianto
2
Pala
2
Damigiana per acidi (25 l: Acqua Distillata)
1
Vanga
2
Spazzola metallica di scalfitura (calibro 26)
1
Appendice 2
121
Descrizione
Quantità
Contenitori Ermetici
(a) 20 litri (CBR)
20
(b) 10 litri
20
Contenitore per Rifiuti
1
Carriola
1
Fogli di tela robusta (2 m x 2 m)
5
Scope
(a) dure
2
(b) morbide
1
Guanti (amianto)
1
Vasca di macerazione CBR
(1 m x 1 m x 0,5 m)
3
Stampi (divisi: completi)
3
Bagnomaria (termostatico)
1
Bilancia (meccanica)
(a) 2.610 g
2
(b)
1
122
20 kg
Appendice 2
A2.5
Strumenti di Laboratorio richiesti per lo Studio delle Miscele di Materiale trattato
con Emulsione Bituminosa e Bitume Espanso
A2.5.1 Elenco delle Attrezzature Richieste
Gli studi delle miscele per il bitume espanso richiedono un’unità di laboratorio di bitume espanso in grado
di produrre del bitume espanso ad un ritmo che varia da 50 g a 200 g al secondo. Il metodo di produzione
deve riprodurre il più fedelmente possibile la produzione su grande scala del bitume espanso. L’impianto
deve essere provvisto di una caldaia a comando termostatico che contenga una massa di 10 kg di bitume
ad una temperatura tra i 150°C e 205°C entro una gamma di ± 5°C. Inoltre, deve essere inclusa un’erogazione di aria compressa a bassa pressione di 0 – 500 kPa con una precisione di ± 25 kPa. L’impianto deve
essere dotato di un dispositivo di addizione di acqua fredda al bitume a caldo, variabile da 0 al 5% (per
massa del bitume) con una precisione dello 0,2%. L’impianto deve essere progettato in modo tale che la
schiuma possa essere scaricata direttamente nella vasca di miscelatura di un mescolatore di laboratorio a
comando elettrico, con una capacità di almeno 10 kg.
L’unità di laboratorio WLB10 Wirtgen soddisfa questi requisiti ed è stata progetta specificamente per riprodurre il bitume espanso prodotto sul campo da una WR 2500, una 2200 CR e da una KMA 150.
•
Stampi da costipamento Marshall con un diametro di 101,6 mm ± 0,5 mm e un’altezza di 87,3 mm
± 1 mm con una piastra di base e un collare di estensione adeguati agli stampi.
•
Un martello da costipamento Marshall con un lato frontale piatto di diametro 98,5 mm ± 0,5 mm e
un peso di, scorrimento di 4.636 g ± 5 g con una caduta libera di 457 mm ± 3 mm. L’utilizzo di un
martello meccanico è opzionale.
•
Un supporto da costipamento composto da un palo di legno di 203 mm x 203 mm x 457 mm coperto da una piastra di acciaio quadrata di 305 mm. Il supporto deve essere installato in modo tale che il palo sia a piombo, che il coperchio sia a livello e deve essere provvisto di una guida verticale rigida per il martello. Il palo di legno deve essere fissato ad una lastra di calcestruzzo solido.
•
Un portastampo atto a contenere lo stampo in posizione durante il costipamento.
•
Un estrattore di provini atto a togliere il bricchetto dallo stampo senza provocare danni.
•
Una bilancia che pesa fino a 5 kg, precisa ad 1 g.
•
Una spatola con una lama lunga circa 150 mm.
•
Una macchina di prove alla compressione in grado di applicare un carico di almeno 20 kN ad un
ritmo di 50,8 mm al minuto collegata ad un dispositivo di misurazione del carico per misurare il
carico di almeno 15 kN e preciso a 0,1 kN.
•
Una cassetta d’aria in grado di mantenere una temperatura di 25°C ± 1°C.
•
Due nastri di carico di acciaio temprato, larghi 13 mm ± 0,1 mm, ognuno con una superficie concava con un raggio di curvatura di 51 mm ± 1 mm e lunga almeno 70 mm. I bordi della superficie
di supporto devono essere leggermente arrotondati per togliere i bordi a spigoli vivi. I nastri di
supporto devono essere montati in un telaio atto ad allineare i nastri sul provino di prova.
•
Una piastra di acciaio di trasferimento del carico, rotonda o quadrata, per trasferire il carico dalla
macchina di prove alla compressione ai nastri di supporto superiori senza provocare deformazioni. Le sue dimensioni devono essere tali da coprire almeno la lunghezza del provino da testare sul
nastro di supporto.
•
Calibri per la misurazione della lunghezza e del diametro dei provini di prova con una precisione di
0,5 mm.
•
Grasso od olio di silicone (es. il grasso per rubinetto di arresto).
•
Un dessiccatore a vuoto o un altro recipiente appropriato e una pompa a vuoto in grado di ridurre
la pressione a meno 50 mm mercurio, collegata ad un manometro.
•
Un termometro in grado di misurare una temperatura tra 0°C e 50 °C ± 0,2 °C.
Appendice 2
123
A2.5.2 Lista Completa
Descrizione
Quantità
Quantità
Bilance (elettroniche)
Setacci
(a) 53,0 mm
Descrizione
Diametro di 200 mm
1
(a) 5 - 8 kg / 0,1 g
1
(b) 37,5 mm
»
»
»
1
(b) 2 kg / 0,01 g
1
(c) 26,5 mm
»
»
»
1
Pompa a vuoto
1
(d) 19,0 mm
»
»
»
1
Bagnomaria per RD (termostatico)
1
(e) 13,2 mm
»
»
»
1
(f)
9,5 mm
»
»
»
1
(g)
6,7 mm
»
»
»
1
(h) 4,75 mm
»
»
»
1
(i)
3,35 mm
»
»
»
1
(j)
2,36 mm
»
»
»
1
(k)
1,18 mm
»
»
»
1
(l) 0,600 mm
»
»
»
1
(m) 0,425 mm
»
»
»
1
(n) 0,300 mm
»
»
»
(o) 0,150 mm
»
»
(p) 0,075 mm
»
(q) Piatto
(r) Coperchio
Catini
(a) diametro di 400 mm
2
(b) diametro di 500 mm
1
Piatti: 350 x 250 mm (acciaio inox)
10
Bottiglia a Vuoto di 2 l
4
Asta di agitazione
1
Centrifuga
1
1
Attrezzatura Marshall
Martello Meccanico Marshall
1
»
1
Pressa Marshall
1
»
»
2
Stampi Marshall
8
»
»
»
1
Piastra di base Marshall
2
»
»
»
1
Collare di estensione Marshall
1
1
Cilindro di estrusione
1
Coppe di centrifugazione
4
Ventilatore (elettrico)
1
Manometro con estremità chiusa
1
1
(s) Scuotitore meccanico del setaccio
Lime per stampi
Lima (aperture di 37 mm)
1
Vaschette di raccolta (aperture di 37 mm)
3
Lima (aperture di 25 mm)
1
Vaschette di raccolta (aperture di 25 mm)
3
Cronometro / Timer
(a) Timer
Gas di combustione e piastre di amianto
3
(b) Digitale (elettronico)
1
Piastra calda (elettrica)
2
Bicchieri (acciaio inox)
(a) 2000 ml
1
Forno essiccatore (termostatico)
(a) 400 litri
1
(b) 600 ml
1
(b) 40 litri
1
Recipienti ermetici per campioni
2
Pipetta (100 ml)
1
Spruzzetta
2
Aste graduate supplementari
(a) 400 litri
3
(b) 40 litri
3
124
Appendice 2
Descrizione
Quantità
Termometri
(a) Vetro 0 - 50 °C
1
(b) Vetro 0 - 200 °C
1
(c) del Tipo Quadrante
1
(d) Digitale (Elettronico)
1
(e) Superficie
1
Dispositivo di misurazione
Riga di Acciaio (300 mm)
1
Metro a nastro
(a) 30 m
1
(b) 3 m
1
Spazzole
(a) Ottone o Rame
1
(b) Punzone (Setola dura)
1
(c) Protettivo 50 - 100 mm
1
(d) Protettivo 25 - 50 mm
1
Palette (da giardiniere)
2
Cucchiaio
1
Spatola 200 x 20 mm
2
Calibro a corsoio
1
Imbuti
(a) Vetro
1
(b) Metallo
1
Pompa carburante (manuale)
1
Recipienti di Plastica (20 l)
1
Bruciatore Bunsen
1
Tubazioni di gomma
2
Guanti
(a) Gomma
2
(b) Amianto
1
Bagnomaria (termostatico; Marshall)
1
Testa di Rottura ITT (Marshall)
1
Appendice 2
125
Appendice 3
Attrezzature Ausiliarie per il Riciclaggio a Freddo
A3.1 Rulli
129
A3.2 Livellatrici
129
A3.3 Spanditrici alla rinfusa
130
A3.4 Mescolatore di «slurry»
130
A3.5 Cisterne
131
A3.6 Altro
132
Questa appendice contiene informazioni dettagliate degli organi dell’impianto e
delle attrezzature (esclusa la riciclatrice primaria) necessarie per il riciclaggio.
127
A3.1
Rulli
Livellatrice
Rullo
Riciclatrice
WR 2500
Mescolatore di
Cisterna di Bitume
«slurry» WM 1000
A3.1.1 Rulli vibranti con tamburo di acciaio
Il costipamento di un materiale stabilizzato si esegue allo scopo di ridurre i vuoti riempiti d’aria e acqua,
in modo da incrementare la densità e quindi la portanza di uno strato. I rulli monotamburo sono normalmente impiegati per il costipamento degli strati stabilizzati in combinazione con rulli gommati. Quando si
sceglie il tipo e la dimensione del rullo, si consiglia di prendere in considerazione i seguenti punti:
•
Peso/dimensione del rullo
- massa statica da 10 a 15 t per il costipamento di strati riciclati spessi fino a 200 mm;
- massa statica da 15 a 20 t per il costipamento di strati riciclati di spessore compreso
tra 200 e 400 mm.
•
Frequenza ed ampiezza della vibrazione
- gamma di frequenza della vibrazione da 29 a 35 Hz;
- gamma di ampiezza della vibrazione da 0,91 a 1,66 mm;
- grande ampiezza/bassa frequenza per il costipamento iniziale, penetrazione profonda di energia;
- piccola ampiezza/alta frequenza per il costipamento finale, penetrazione superficiale di energia.
A3.1.2 Rulli Gommati
•
•
•
•
Massa statica da 12 a 30 t;
Minimo di quattro ruote, sia anteriori sia posteriori;
Minimo di 50 mm di rivestimento per ogni area di impronta della ruota; e
Distribuzione uniforme del carico su ogni pneumatico.
A3.2
Livellatrici
Livellatrice
Rullo
Riciclatrice
WR 2500
Mescolatore di
«slurry» WM 1000
Cisterna di Bitume
Queste livellatrici devono avere una potenza sufficiente da spandere, posizionare e livellare il materiale
riciclato. I dati di seguito riportati possono essere utili a titolo di guida:
•
Potenza del motore pari a 100 kW;
•
Lunghezza della lama pari a 3,66 m con nastri di usura del versoio sostituibili;
•
Altezza della lama di 610 mm; e
•
Comandi idraulici per il posizionamento della lama a velocità costante.
Appendice 3
129
A3.3
Spanditrici alla rinfusa
Livellatrice
Riciclatrice
WR 2500
Rullo
Cisterna
d’Acqua
Spanditrice
alla rinfusa
Il mercato offre diversi tipi di spanditrici per l’applicazione degli stabilizzanti secchi in polvere sulla superficie stradale. Le caratteristiche importanti di tutte le spanditrici sono:
•
Larghezza variabile onde adattarsi alle variazioni di larghezza del riciclaggio (sovrapposizione)
•
Possibilità di taratura (kg/m2) onde produrre un ritmo di spandimento preciso; e
•
Capacità (t) sufficiente per poter soddisfare le varie esigenze di riciclaggio.
A3.4
Mescolatore di «slurry»
Livellatrice
Riciclatrice
WR 2500
Rullo
Mescolatore di
Cisterna di Bitume
«slurry» WM 1000
Il mescolatore di «slurry» WM 1000 viene generalmente impiegato nei casi in cui l’area di lavoro richieda:
•
Un elevato grado di precisione del ritmo di applicazione del cemento; e/o
•
Nessuna contaminazione dalla polvere di cemento battuta dal vento (es. in ambiente urbano).
In un treno di riciclaggio composto bitume/cemento, la WM 1000 deve essere sempre posizionata immediatamente prima della 2200 CR o della WR 2500, in quanto la cisterna del bitume è il mezzo che conduce
il treno.
La WM 1000 ha una produzione massima di 1000 litri di acqua/«slurry» di cemento al minuto. Questa capacità soddisfa l’esigenza di una WR 2500 che stabilizza uno strato spesso 300 mm con un 4 % di cemento ad una velocità di avanzamento pari a oltre 10 m/min.
Di seguito le caratteristiche principali della WM 1000:
Stazione di
alimentazione
Serbatoio
acqua
11000 l
Serbatoio cemento
25 m3
Area
sospesa
WM 1000
130
Appendice 3
A3.5
Cisterne
Livellatrice
Rullo
Riciclatrice
WR 2500
Cisterna
di Bitume
Cisterna d’Acqua
A3.5.1 Cisterne d’Acqua
La maggior parte delle operazioni di riciclaggio, per le quali è previsto l’impiego di stabilizzanti, necessita
dell’aggiunta di acqua onde raggiungere il conteunto di umidità accettabile per ottenere il grado richiesto di
costipamento. (L’acqua necessaria per espandere il bitume è diversa dalla normale acqua usata per il costipamento; di fatti, viene adoperata soltanto acqua potabile erogata dall’apposito serbatoio montato sulla
WR 2500 o sulla 2200 CR.)
Per il rifornimento di acqua possono essere impiegate cisterne con varie configurazioni; tutte, però, devono soddisfare i seguenti requisiti:
•
La capacità minima del serbatoio varia a seconda dell’operazione particolare da svolgere. Di norma, il ritmo di produzione e quindi la necessità di acqua sono molto elevati. Per evitare costosi
tempi morti, la capacità della cisterna d’acqua deve essere bilanciata con i requisiti del treno di riciclaggio, con la profondità di riciclaggio, con il tenore d’umidità del materiale in situ e con la distanza rispetto alla fonte.
La maggior parte dei progetti, a prescindere dagli stabilizzanti utilizzati, richiedono almeno due cisterne da 10.000 litri per il rifornimento dell’acqua per il costipamento. Mentre una è collegata al
treno, l’altra viene riempita dalla fonte d’acqua idonea più vicina.
•
Pompe di iniezione dell’acqua aventi una portata minima di 500 litri/minuto.
•
I tubi di mandata variano a seconda della configurazione del treno di riciclaggio. Di solito, la cisterna d’acqua è il primo automezzo del treno e quindi il tubo dell’acqua è il tubo di mandata
più lungo. Onde evitare la carenza d’acqua, il diametro minimo interno di tutti i tubi di mandata
deve essere di 100 mm. Detti tubi devono essere flessibili e non soggetti a piegature in fase di
aspirazione.
•
Dal momento che le cisterne d’acqua devono essere sostituite molto spesso durante le operazioni di riciclaggio, è necessario che tutti i collegamenti dispongano di attacchi a sgancio rapido.
A3.5.2 Cisterne di Bitume
Tutti i tipi di stabilizzanti bituminosi necessitano di cisterne alla rinfusa per assicurare il rifornimento della riciclatrice; dette cisterne devono essere accuratamente selezionate onde evitare qualsiasi tipo di inconveniente. Il trasporto del bitume viene spesso affidato a terzi (es. un subappaltatore nel settore dei
trasporti) che potrebbe disporre di vari tipi di cisterne, alcune delle quali adatte a far parte del treno di riciclaggio. Queste ultime devono soddisfare i seguenti requisiti:
•
Unità singola o trailer a motrice unica con una capacità minima del serbatoio pari a 10.000 litri
o, preferibilmente, 20.000 litri. Per progetti che prevedono un elevato ritmo di produzione, si
consiglia di prendere in considerazione capacità superiori ai 20.000 litri.
•
La cisterna e le tubazioni che portano alla valvola di uscita devono essere ermetiche;
•
Una valvola di scarico avente un diametro minimo interno pari a 75 mm a completa apertura,
montata sulla parte posteriore della cisterna atta ad effettuare lo scarico del serbatoio;
Appendice 3
131
• Un raccordo «standard» sul tubo di scarico per collegare il tubo di mandata alla riciclatrice;
• Bozzelli di spinta/ganci di traino montati sia anteriormente sia posteriormente per consentire al serbatoio di essere posizionato al centro del treno;
• Un’astina di misura tarata, facente parte della dotazione, in grado di misurare il contenuto del serbatoio con una precisione di ~ 100 litri; e
• Un termometro tarato che indichi la temperatura del materiale nel terzo inferiore del serbatoio.
Quando si esegue la stabilizzazione con bitume espanso, altri due requisiti vanno presi in considerazione:
• Placcatura tutto tondo per un efficace isolamento; e
• un dispositivo di riscaldamento in grado di aumentare la temperatura del contenuto del serbatoio di
almeno 10°C all’ora, nel caso in cui la temperatura del contenuto del serbatoio sia inferiore a 100°C.
A3.6
Altro
A3.6.1 Tubi
Per i vari additivi, quali lo «slurry» di cemento, l’emulsione bituminosa o il bitume a caldo per l’espansione, sono necessari tubi separati. E’ indispensabile che i vari elementi dell’impianto e i relativi tubi siano
collegati mediante attacchi a sgancio rapido; ciò ridurrà al minimo i ritardi e, fattore ben più importante,
aumenterà la sicurezza del personale.
Il tubo di mandata che assicura il collegamento tra le cisterne di bitume a caldo e la riciclatrice è un organo fondamentale facente parte dell’attrezzatura ausiliaria; detto tubo deve soddisfare i requisiti minimi
di seguito indicati:
• deve essere costruito con materiale di acciaio flessibile che possa essere riscaldato da un cannello
per rimuovere eventuali tappi a freddo;
• ad ogni estremità, devono essere installati gli agganci appropriati per garantire il collegamento alla cisterna e alla riciclatrice; detti attacchi devono essere conformi a tutte le norme di sicurezza;
• il tubo deve avere un diametro minimo interno pari a 75 mm; e
• deve avere una lunghezza tale da consentire alla cisterna di ruotare conformemente alla riciclatrice
senza provocare un lasco eccessivo. Nel caso in cui un mescolatore di «slurry» WM 1000 entri a far
parte del treno di riciclaggio, la cisterna di bitume sarà sempre l’automezzo che conduce. Per questo
tipo di configurazione sono richiesti due tubi di alimentazione, uno per collegare la cisterna al tubo di
trasferimento sul mescolatore di «slurry», l’altro per collegare il mescolatore di «slurry» alla riciclatrice.
A3.6.2 Barre di spinta
Queste barre devono essere abbastanza resistenti da evitare deformazioni dovute ad elevate forze di
compressione che si sviluppano tra i vari organi dell’impianto tra loro collegati. Una barra di spinta di
questo tipo viene fornita come dotazione standard della WR 2500 o della 2200 CR.
A3.6.3 Barra di Traino
Queste barre possono avere la forma di catene o di imbrachi sintetici aventi un grado di resistenza tale
da contrastare le elevate forze di trazione che si sviluppano tra i vari organi dell’impianto.
132
Appendice 3
Appendice 4
Specifiche Standard per il Riciclaggio
a Freddo in situ
A4.1 Finalità
137
A4.2 Materiali
137
A4.3 Impianto e Attrezzature
138
A4.4 Costruzione
139
A4.5 Protezione e Manutenzione
145
A4.6 Tolleranze di Costruzione
145
A4.7 Indagini di Routine e Test
146
A4.8 Misurazione e Pagamento
146
Esempio di una tipica Scheda Quantità
149
Questa appendice contiene una gamma completa di specifiche che prescrivono i
requisiti generali in fatto di costruzione di un nuovo strato di pavimentazione mediante il riciclaggio del materiale in situ. La finalità di dette specifiche è volutamente ampia allo scopo di contemplare il concetto generale del processo di riciclaggio a freddo in sito e quindi l’uso del termine «standard»
Queste Specifiche Standard dovrebbero essere integrate ai documenti contrattuali unitamente ad altre specifiche standard simili, richieste per le varie fasi del
progetto di risanamento. Ulteriori procedure possono essere costituite dalla disposizione di strutture di drenaggio aggiuntive, dalla costruzione di strati di asfalto, dalla sistemazione del traffico pubblico e dalle altre procedure che normalmente fanno parte degli interventi di risanamento delle pavimentazioni.
Tutte le specifiche standard sono di carattere generale e devono pertanto essere
adattate ad ogni singolo progetto. E’ questa la ragione per cui i documenti contrattuali contengono le «Specifiche di Progetto» che esaminano nel dettaglio i requisiti specifici di un determinato progetto. Mediante le Specifiche Standard viene fatto riferimento alle suddette Specifiche di Progetto ed è compito degli autori
dei documenti contrattuali assicurare che questi requisiti vengano soddisfatti
nell’ambito delle Specifiche di Progetto particolari di loro interesse.
135
A 4.1
Finalità
Queste Specifiche Standard contemplano le procedure connesse alla costruzione di un nuovo strato
di pavimentazione che ricorrono, principalmente,
all’impiego del materiale riciclato degli strati superiori di una sede stradale prepreesistente. Dette
procedure comprendono quanto segue:
• frantumazione e ricupero del materiale degli
strati superiori delle pavimentazioni della strada
preesistente;
• modifica della gradazione del materiale ricuperato mediante l’aggiunta di materiale di riporto;
• approvvigionamento, rifornimento e miscelatura
degli stabilizzanti e di acqua; e
• posa in opera e costipamento volti ad ottenere
un nuovo strato di pavimentazione.
Queste Specifiche Standard sono, volutamente, di
carattere generale la cui applicazione va adattata
al tipo di progetto in questione. Dette specifiche
contengono una serie di rimandi alle «Specifiche
di Progetto» che costituiscono una parte dei documenti contrattuali e che mirano a integrare e/o
emendare le Specifiche Standard.
I requisiti riguardanti il prodotto finito riciclato sono contenuti sia nelle Specifiche Standard sia nelle Specifiche di Progetto. Sarà compito dell’impresa appaltatrice organizzare ed eseguire le
operazioni di sua competenza in modo da soddisfare detti requisiti.
le procedure di campionatura e il genere di dati
messi a disposizione, non è possibile garantire
che tutte le informazioni siano per forza esatte o
comunque rappresentative delle condizioni in situ
nel momento della costruzione. Il fatto che l’impresa ritenga queste informazioni attendibili è a
suo rischio e pericolo; essa dovrà procedere all’esecuzione di separate prove che gli consentano di
determinare le condizioni che prevalgono al momento della costruzione.
A4.2.2
Materiale Naturale di Riporto
Potrebbe essere necessario miscelare il materiale
naturale (sabbia, ghiaia, ecc.) e/o prodotti di pietrisco (prodotti gradati, polvere da frantoio, ecc.) al
materiale riciclato allo scopo di:
• variare la gradazione del materiale già riciclato;
• eseguire modifiche meccaniche; e/o
• integrare il materiale riciclato per correggerne la
forma.
I requisiti specifici relativi al riporto del materiale
verranno esaminati nel dettaglio nelle Specifiche
del Progetto.
A4.2.3
Sostanze Stabilizzanti
Gli stabilizzanti comprendono sia le sostanze chimiche sia quelle bituminose. Le proprietà del singolo stabilizzante o dell’abbinamento degli stabilizzanti impiegati saranno analizzate in maniera
approfondita nelle Specifiche di Progetto.
A4.2
Materiali
A4.2.3.1 Stabilizzanti Chimici
A4.2.1
Materiale in situ
Gli stabilizzanti chimici possono includere una o
più delle seguenti sostanze:
Le analisi effettuate, unitamente ai risultati dei test
eseguiti su campioni rappresentativi dei materiali
presenti nella struttura della pavimentazione preesistente, verranno esaminati nel dettaglio nelle
Specifiche di Progetto o in separata sede. Dette
analisi devono contenere almeno le seguenti informazioni:
• una descrizione particolareggiata della struttura
della pavimentazione preesistente;
• la gradazione, la plasticità e le altre proprietà previste del materiale degli strati superiori della pavimentazione che verranno ricuperati e riciclati; e
• Calce stradale. La calce stradale deve soddisfare i requisiti delle norme corrispondenti applicabili alla produzione di calce stradale.
• Cemento Portland. Il cemento Portland deve
essere conforme alle norme corrispondenti applicabili alla produzione di cemento (p.es. BS 12:
cemento Portland e cemento Portland a presa
rapida). Va notato che il cemento Portland a presa rapida non va utilizzato quale stabilizzante.
• contenuto di umidità all’atto dell’analisi.
• Cemento Portland ad alto forno. Il cemento
Portland ad alto forno deve rispondere alle relative norme.
Sebbene queste informazioni vengano fornite in
buona fede, nell’ambito delle circostanze inerenti
• Altri stabilizzanti chimici. Le proprietà di ogni
altra sostanza stabilizzante chimica, quali la cenere volatile, concentrati modificati di terra a base
Appendice 4
137
di zolfo idrosolubile, ecc. devono essere analizzate nel dettaglio nelle Specifiche di Progetto.
Nota. Dal momento dell’acquisto al momento dell’impiego, tutti gli stabilizzanti chimici in polvere devono essere tenuti al coperto e protetti dall’umidità, in conformità alle
raccomandazioni del produttore o del fornitore. Le partite di questi stabilizzanti devono
essere utilizzate seguendo lo stesso ordine
di arrivo sull’area di lavoro. Materiali immagazzinati da oltre tre mesi possono essere
impiegati solo previa autorizzazione.
A 4.2.3.2 Sostanze Stabilizzanti Bituminose
Gli stabilizzanti bituminosi devono essere composti da una delle seguenti sostanze e devono rispondere alle relativi specifiche:
• bitume con indice di penetrazione, o
A4.2.4
Acqua
L’acqua deve essere pulita e priva di concentrazioni nocive di acidi, alcali, sali, zuccheri e di altre
sostanza organiche o chimiche. Qualora l’acqua
utilizzata non provenga dalla conduttura principale
di acqua potabile pubblica, è necessario effettuare delle prove di idoneità.
A4.3
Impianto e Attrezzature
A4.3.1
Generali
L’intero impianto deve essere fornito e utilizzato in
modo tale da riciclare il materiale in sito alla profondità specificata e costruire un nuovo strato con
un’unica passata, in conformità ai requisiti e alle
specifiche. L’impianto e le attrezzature impiegate
devono avere una capacità nominale adeguata ed
essere in buone condizioni operative. Un impianto
obsoleto, oggetto di esigui interventi di manutenzione e in cattivo stato non è consentito in loco.
• emulsione bituminosa.
Tutti gli stabilizzanti bituminosi devono essere
scaldati, immagazzinati e utilizzando nel pieno rispetto di tutti i requisiti esposti indicati nelle Specifiche di Progetto. Tutti gli stabilizzanti bituminosi
devono essere consegnati in loco in cisterne alla
rinfusa. Per ognuna di esse, occorre emettere un
«Certificato di Carico» riportante le seguenti informazioni:
• dati identificativi della cisterna;
• identificazione del prodotto (es. bitume con grado di penetrazione 150/200);
• certificazione di pesatura ufficiale indicante la
massa netta del prodotto;
• nome del fornitore;
• numero lotto e data di produzione;
• grado di temperatura a cui è stato caricato il
prodotto;
• data, tempo e località di carico;
• commenti sulle condizioni igieniche della cisterna al momento del carico, sui dati del precedente carico trasportato e sull’eventuale presenza di
residui; e
A4.3.2
Impianto per il Riciclaggio a Freddo in
Profondità in Sito
Il riciclaggio a freddo in sito deve essere eseguito
utilizzando una riciclatrice o una fresa modificata
per effettuare la fresatura, alla profondità specificata, del materiale degli strati superiori della pavimentazione preesistente insieme a qualsiasi altro
materiale di riporto e ottenere così la gradazione e
la consistenza della miscela richiesti, il tutto mediante una sola passata. E’ possibile aggiungere
un’altra macchina per la lavorazione del materiale
fresato, pezzato e miscelato.
Una riciclatrice deve almeno avere le seguenti caratteristiche:
• essere in grado di eseguire una fresatura a
profondità di almeno 300 mm a passata singola
ed essere dotata di un sensore automatico per
mantenere con precisione la profondità di taglio
prestabilita;
• un tamburo di fresatura che ruota verso l’alto
nella direzione di avanzamento e raggiunge una
larghezza di taglio pari ad almeno 2,0 m a passata singola; e
• dettagli di qualsiasi sostanza chimica o altro addizionata al prodotto prima, durante o dopo la
procedura di carico (es. agente legante).
• un impianto di controllo della gradazione composto da una barra regolabile, o da una trave,
posizionata anteriormente al tamburo di fresatura per favorire la frammentazione del materiale
sottoposto a riciclaggio.
Nota. I riferimenti alle «sostanze stabilizzanti fluide» contenuti nelle corrispondente specifiche devono riguardare tutte le forme degli
stabilizzanti bituminosi.
Allo scopo di miscelare il materiale fresato con acqua e/o stabilizzanti, la riciclatrice, o l’unità di lavorazione separata, devono includere i seguenti
componenti:
138
Appendice 4
• un impianto comandato da un microprocessore
che regola l’impiego di acqua e/o stabilizzante/i
fluido /i in relazione alla velocità di avanzamento
e la massa del materiale riciclato.
• un impianto di pompaggio e di dosaggio doppio
che applica contemporaneamente l’acqua e stabilizzanti fluidi. L’impianto di pompaggio deve essere tarato in modo tale da erogare le sostanze
nell’ambito di una tolleranza di ± 3% per volume;
• un impianto di ugelli autopulenti che consentono
l’applicazione uniforme di acqua e/o stabilizzanti
fluidi da una parte all’altra della larghezza del
trattamento. Questo sistema deve essere regolabile onde adattarsi alle variazioni delle larghezze di trattamento;
• quando si utilizza il bitume espanso come stabilizzante, l’impianto di espansione del bitume deve essere provvisto di un ugello di prova in grado di produrre un duplicato del campione del
bitume espanso iniettato nel materiale riciclato; e
• quando la profondità di fresatura supera i 300 mm,
il volume effettivo della camera di miscelatura deve aumentare in relazione alla profondità di taglio
onde contenere il materiale supplementare generato dall’aumento della profondità di taglio.
Il materiale riciclato deve uscire dalla camera di miscelatura in un modo che prevenga la segregazione
delle particelle. Lo spandimento e la posa volti a
formare il nuovo strato devono essere effettuati da
una motolivellatrice o da una barra stenditrice montata sul retro della riciclatrice.
A4.3.3
Rulli
Il materiale posizionato deve essere costipato
mediante rulli vibranti semoventi e/o gommati. Nel
caso di rulli vibranti aventi una massa statica superiore a 15 t, deve essere possibile regolarne la
frequenza e l’ampiezza.
A4.3.4
Cisterne per l’Approvvigionamento di
Stabilizzanti Bituminosi
La riciclatrice deve essere rifornita di stabilizzanti bituminosi soltanto mediante cisterne aventi una capacità superiore a diecimila (10000) litri. Ognuna di
esse deve essere provvista di due ganci di traino a
perno incassati, uno anteriore e uno posteriore, grazie ai quali la cisterna può essere spinta dalla riciclatrice da dietro e al contempo può spingere in avanti la cisterna d’acqua. Non sono autorizzate sull’area
di lavoro cisterne anermetiche. Inoltre, ogni cisterna
deve essere dotata di:
• un termometro indicante la temperatura del con-
Appendice 4
tenuto nel terzo inferiore del serbatoio;
• una valvola di alimentazione posteriore, avente
un diametro minimo interno di 75 mm a completa apertura, che esegua il drenaggio del contenuto della cisterna;
• una placcatura tutto tondo che trattenga il calore;
• un impianto di riscaldamento che aumenti la
temperatura del contenuto della cisterna di almeno 20°C all’ora; e
• un asta di livello tarata, contrassegnata ad intervalli inferiori a 100 litri, che misuri il contenuto
del serbatoio.
A4.4
Costruzione
A4.4.1
Limitazioni e Requisiti Generali
A4.4.1.1 Limitazioni Atmosferiche
E’ vietato operare in presenza di nebbia o di umidità, nel caso in cui sussista il rischio di non poter
ultimare i lavori prima che si presentino dette condizioni o qualora la temperatura ambiente sia inferiore a 5°C. Nessuna procedura ulteriore, fatte salve la finitura o il costipamento, è consentita se la
temperatura dell’aria scende al di sotto dei 10°C
durante le operazioni.
Lo spandimento di sostanze stabilizzanti chimiche
in polvere sul tratto della strada antistante la riciclatrice non è ammesso nel caso in cui l’azione
del vento ostacoli l’esecuzione delle operazioni.
A4.4.1.2 Sistemazione del Traffico
Spetta all’impresa garantire il transito agevole del
traffico pubblico dei tratti stradali di cui è in possesso e dovrà sempre adoperarsi per proteggere
gli utenti e facilitare appunto il transito. Le Specifiche di Progetto determineranno l’entità delle misure di sicurezza del caso.
Prima di procedere al riciclaggio, è necessario
soddisfare tutti i requisiti relativamente «all’accoglimento» del traffico esposti nelle Specifiche di
Progetto.
A4.4.1.3 Determinazione del Contenuto di
Umidità in Situ
Il materiale da riciclare deve essere sottoposto a
controlli volti a determinare il conteunto di umidità
in situ. La frequenza delle prove dovrà essere stabilita in base alla variabilità dei risultati dei test iniziali; almeno una linea di campioni deve comunque
139
essere prelevata a 2,0 m di intervallo da una parte
all’altra della larghezza della strada, ad intervalli di
500 m, e in quei casi in cui è nota una modifica del
materiale della pavimentazione preesistente.
Le prove relative al contenuto di umidità non devono essere eseguite più di una settimana prima
dell’inizio delle operazioni di riciclaggio a freddo.
Occorre accertarsi che i campioni prelevati siano
rappresentativi del materiale in situ. E’opportuno
effettuare dei controlli nel caso in cui, tra i test iniziali e l’inizio dei lavori per ciascuna sezione, si
presentino condizioni di umidità.
schizzo deve inoltre indicare il tempo previsto
per ultimare ciascun taglio;
• l’area in cui i campioni sono stati prelevati al fine
di determinare il contenuto di umidità, e i risultati delle prove;
• l’addizione di acqua proposta per ogni taglio e
l’area in cui qualunque tipo di modifica debba essere apportata nell’ambito di quella sequenza;
• la località e la quantità del materiale di riporto;
• la quantità e il tipo di stabilizzante o stabilizzanti
che vanno applicati ad ogni taglio;
A4.4.1.4 Limitazioni Temporali
• programma proposto relativo ai test di controllo; e
Il lasso di tempo massimo che intercorre tra la miscelatura del materiale riciclato con lo stabilizzante e il costipamento del materiale posizionato è
determinato dal tipo di stabilizzante impiegato.
Nel caso in cui si abbinino due o più stabilizzanti,
la limitazione temporale, per ciascun agente, deve
essere la più breve possibile; vale a dire:
• ogni altra informazione del caso che permetta di
valutare al meglio le operazioni proposte.
• cemento. Tre (3) ore;
La persona responsabile incaricata dall’impresa è
tenuta a conservare sempre il programma di produzione giornaliero nell’area di lavoro.
• calce stradale. Ventiquattro (24) ore se mantenuta umida;
• emulsione bituminosa. Prima che l’emulsione
si rompa;
• bitume espanso. Sette (7) giorni se mantenuto
umido,
• sostanze chimiche brevettate. Conformemente
alle istruzioni del produttore.
A4.4.2
Procedure antecedenti l’Inizio del
Riciclaggio
A4.4.2.1 Programma di Produzione
Ogni giorno, prima di cominciare ad operare, l’appaltatore deve redigere un programma di produzione che esponga nei particolari le sue proposte
relativamente alle operazioni da svolgersi il giorno
successivo. In questo piano deve essere incluso
quanto segue:
• uno schizzo che illustri l’intera configurazione
della lunghezza e della larghezza della strada da
riciclare quel giorno, basato sulla suddivisione
dei tagli paralleli richiesti per raggiungere la larghezza stabilita e le dimensioni dei rivestimenti
per ciascun giunto situato tra i tagli;
• la sequenza e la lunghezza di ogni taglio da riciclare prima di procedere al taglio contiguo successivo;
• una stima del tempo richiesto per la fresatura, la
miscelatura e il costipamento di ogni taglio. Lo
140
Salvo diversamente indicato nelle Specifiche di Progetto, i giunti longitudinali devono essere pianificati
in modo tale da coincidere con ogni singola variazione di pendenza da un senso all’altro della larghezza,
a prescindere dalla larghezza di rivestimento.
A4.4.2.2 Segnalazione del Piano Orizzontale
Prima di avviare qualsiasi operazione di riciclaggio, il piano orizzontale preesistente dovrà essere
segnalato mediante una serie di picchetti (o pali)
da posizionarsi su entrambi i lati della strada.
Questi picchetti (o pali) devono essere sistemati al
di fuori dell’area di lavoro ad una distanza costante, e ad angolo retto rispetto alla mezzeria preesistente e dovranno essere utilizzati come riferimento per ricostruire la mezzeria una volta ultimate le
operazioni di riciclaggio. La distanza tra i picchetti
(o poli) successivi non deve superare i 20 m sulle
curve o i 40 m sulle tangenti (rettilinei).
A4.4.2.3 Preparazione del Manto Stradale
Prima di iniziare qualsiasi lavoro, occorre preparare la superficie stradale preesistente nel modo di
seguito indicato:
• rimuovere tutta la vegetazione, i rifiuti e ogni altra sostanza estranea dall’intera larghezza della
strada, inclusa ogni corsia contigua e i margini
che non vanno riciclati;
• eliminare l’acqua stagnante;
• prefresare l’area in cui devono essere rimosse
eventuali protuberanze (se necessario); e
• contrassegnare con precisione le previste linee
di taglio longitudinali sulla superficie stradale
preesistente.
Appendice 4
Inoltre, l’impresa dovrà annotare l’ubicazione di
tutti i dispositivi di contrassegnazione della strada;
dovrà prendere nota ad esempio dei dati relativi
alle linee di sbarramento che verranno poi cancellate durante il riciclaggio.
A4.4.2.4 Forma della Superficie e Requisiti di
Livello
Salvo diversamente indicato nelle Specifiche di
Progetto, i disegni del progetto non illustreranno
nel dettaglio i requisiti finali di livello della superficie stradale risanata.
Nei casi in cui la linea di pendenza e la forma in
sezione trasversale della strada preesistente non
siano eccessivamente deformate, sarà compito
dell’impresa effettuare le operazioni di sua competenza in modo tale da assicurare che i livelli superficiali dello strato riciclato ultimato siano
conformi a quelli esistenti prima del riciclaggio.
Qualora sia necessario correggere difetti e/o apportare modifiche alla linea di pendenza, le Specifiche di Progetto esporranno in modo particolareggiato i nuovi requisiti di livello della superficie.
Questi ultimi possono essere soddisfatti prima del
riciclaggio mediante la prefresatura, volta a rimuovere il materiale in sito, oppure attraverso il riporto
di materiale che verrà poi accuratamente cosparso sulla superficie stradale preesistente.
Salvo diversamente indicato nelle Specifiche di
Progetto, l’integrità strutturale della pavimentazione preesistente dovrà essere mantenuta tale e
quale limitando la quantità di materiale in situ rimosso tramite prefresatura. Lo spessore di detto
materiale potrà essere superiore ai 50 mm solo
previa autorizzazione.
A4.4.2.5 Aggiunta di Materiale Naturale di Riporto
Nel caso in cui le Specifiche di Progetto prevedano il riporto di materiale integrativo allo scopo di
correggere la forma, questo materiale dovrà essere trasportato in loco e distribuito sulla superficie
stradale prima di procedere alla fresatura. Il metodo di posa e di spandimento del materiale di riporto deve essere tale da consentire di ottenere i livelli superficiali richiesti; potrebbe quindi essere
necessario ricorrere all’uso di una pavimentatrice,
una motolivellatrice o di macchine simili.
Nel caso in cui lo spessore del materiale di riporto
superi la profondità di fresatura voluta, i requisiti riguardanti la correzione della forma dovranno essere modificati procedendo ad una nuova gradazione
della superficie su entrambi i lati del punto basso.
Appendice 4
In quei casi in cui le Specifiche di Progetto prevedano il riporto di materiale allo scopo di modificare la
gradazione successiva alla fresatura del materiale riciclato o di effettuare modifiche meccaniche, il materiale prestabilito dovrà essere trasportato sull’area
di lavoro e:
• applicato alla superficie stradale preesistente come uno strato di spessore uniforme anteriormente alla fresatura, come descritto sopra; oppure
• adurante il processo di miscelatura successivamente alla fresatura.
Il secondo caso può essere ammesso soltanto
qualora l’impianto sia configurato in modo tale da
separare il processo di fresatura da quello di miscelatura e da consentire l’aggiunta di materiale di
riporto durante la miscelatura. L’addizione di materiale di riporto deve essere controllata dallo
stesso impianto munito di microprocessore che
regola la velocità di avanzamento per l’aggiunta
controllata di acqua e/o stabilizzanti fluidi.
L’impresa deve elaborare un sistema di controllo
esaustivo che garantisca la rispondenza della
qualità di tutto il materiale di riporto ai requisiti indicati nelle Specifiche di Progetto.
A4.4.2.6 Procedura in caso di Materiale ad
Elevato Contenuto di Umidità
Nel caso in cui i risultati dei test dimostrano che il
contenuto di umidità in situ del materiale da riciclare supera le limitazioni in merito descritte nel
sottoparagrafo A4.4.3.4, sarà necessario effettuare un pretrattamento prima di procedere al riciclaggio. Le Specifiche di Progetto descriveranno i
requisiti di tale pretrattamento.
A4.4.3
Aggiunta di Stabilizzanti
Il/I tipo/i di stabilizzante/i e il/i tasso/i di applicazione, espressi come valore percentuale della
massa del materiale da stabilizzare, verranno
esposti nel dettaglio nelle Specifiche di Progetto.
A4.4.3.1 Stabilizzanti Chimici
Il metodo di applicazione dello stabilizzante chimico
sarà a discrezione dell’impresa; lo stabilizzante può
essere:
• cosparso come uno strato uniforme di stabilizzante secco sul manto stradale preparato prima
della fresatura; o
• fluidificato come «slurry» premiscelandolo con
acqua e quindi iniettato nel processo di miscelatura; oppure
• premiscelato in un impianto di dosaggio e cosparso sulla superficie stradale unitamente al
141
materiale di riporto, come descritto nel sottoparagrafo A4.4.2.5.
Gli stabilizzanti secchi devono essere cosparsi in
modo uniforme sull’intera larghezza della strada
da riciclare durante ogni passata della fresa (o ricilatrice), mediante una spanditrice meccanica al ritmo di applicazione prescritto in un processo continuo o a mano.
Quando lo spandimento del materiale viene eseguito manualmente, occorre posizionare dei sacchi e delle borse contenenti lo stabilizzante ad
equa distanza lungo ogni singolo taglio. Le borse
devono essere vuotate e il loro contenuto cosparso uniformemente sull’intera area di taglio, ad
esclusione di tutti i rivestimenti.
I mescolatori a comando meccanico devono essere impiegati per la produzione di «slurry» a partire
da stabilizzanti secchi in polvere e da acqua. Il mescolatore deve essere provvisto di uno schermo
munito di aperture inferiori ai 5 mm e deve essere in
grado di produrre uno «slurry» di consistenza uniforme e con un contenuto di umidità costante al ritmo
richiesto dalla stabilizzazione. Il sistema impiegato
per trasferire il «slurry» al processo di fresatura/miscelatura deve essere conforme ai requisiti indicati
nel sottoparagrafo A4.4.3.3.
A4.4.3.2 Sostanze Stabilizzanti Bituminose
Gli stabilizzanti bituminosi devono essere aggiunti
al processo di fresatura/miscelatura iniettandoli
dalle cisterne alla rinfusa mobili, che possono essere spinte avanti, anteriormente alla fresa (o riciclatrice), oppure trainate da dietro. E’consentito lo
scarico delle cisterne dal lato della fresa (o riciclatrice) in cui la configurazione della corsia è tale per
cui il transito non viene interessato.
Le cisterne devono essere provviste di un termometro incorporato e di strutture di riscaldamento
per assicurare che lo stabilizzante bituminoso
venga mantenuto entro i 5°C della temperatura di
applicazione indicata nelle Specifiche di Progetto.
Gli stabilizzanti bituminosi, che sono stati riscaldati
al di sopra della temperatura massima riportata nelle Specifiche di Progetto, non devono essere utilizzati e devono essere rimossi dall’area di lavoro.
Quando si opera con bitume espanso, entro cinque
minuti prima di procedere al riciclaggio con ogni nuovo carico della cisterna, le caratteristiche di espansione del bitume devono essere determinate misurando un campione prelevato dall’ugello di prova.
A4.4.3.3 Aggiunta di Sostanze Stabilizzanti
Fluide
L’impianto di pompaggio necessario per iniettare
lo stabilizzante fluido nel processo di miscelazione
deve essere controllato dallo stesso impianto munito di microprocessore che controlla la velocità
operativa per la verifica dell’aggiunta di acqua.
A4.4.3.4 Controllo del Contenuto di Umidità
del Materiale Riciclato
Una quantità sufficiente di acqua deve essere aggiunta durante il processo di riciclaggio per soddisfare i requisiti di umidità specificati di seguito.
L’acqua va aggiunta soltanto mediante il sistema
di controllo con microprocessore situato sulla riciclatrice prestando particolare attenzione onde
evitare che qualsiasi parte del lavoro effettuato si
inumidisca oltre misura.
Qualsiasi tratto lavorato che diventa troppo umido, verrà scartato e spetterà all’impresa, a sue
spese, provvedere alla correzione del conteunnto
d’umidità essiccando e rilavorando il materiale insieme allo stabilizzante fresco in quei casi in cui si
utilizza lo stabilizzante cementizio.
All’atto del costipamento, il tipo di stabilizzante
adoperato determinerà il contenuto d’umidità del
materiale riciclato:
i) Stabilizzanti cementizi
Il contenuto di umidità durante la fase di costipamento non deve mai superare il 75% del contenuto di umidità di saturazione del materiale naturale
privo dello stabilizzante, calcolato alla Densità
Secca Massima (MDD).
Il contenuto di umidità col grado specificato di saturazione va determinato nel seguente modo:
Wv = Sr x (
Il sistema adottato per aggiungere lo stabilizzante
bituminoso al processo di riciclaggio deve soddisfare i requisiti indicati nel sottoparagrafo A4.4.3.3.
Dove
Occorre prelevare un campione (1litro) di stabilizzante bituminoso da ogni carico delle cisterne e
conservarlo in un recipiente ermetico come scorta
per le prove da eseguirsi in un secondo tempo.
142
Xw
1000
Xd
Gs
)
Wv = contenuto di umidità del
materiale con il grado di
saturazione specificato
[%]
Sr = grado specificato di saturazione [%]
Xw = densità dell’acqua
[kg/m3]
Appendice 4
Xd = densità secca massima
del materiale naturale
Gs = densità apparente del
materiale
A4.4.4.4 Rivestimento dei Giunti Longitudinali
[kg/m3]
[kg/m3]
ii) Stabilizzanti non cementizi e materiale riciclato
senza stabilizzanti
Per garantire il riciclaggio completo da un senso
all’altro dell’intera larghezza della strada, i giunti
longitudinali tra i tagli successivi devono avere un
rivestimento di almeno 50 mm.
iii) Stabilizzanti ad emulsione bituminosa
Le linee di taglio contrassegnate in precedenza sulla
superficie stradale devono essere controllate allo
scopo di assicurare che soltanto il primo taglio abbia
la stessa larghezza del tamburo di fresatura. Tutte le
profondità dei tagli successivi devono essere inferiori alla larghezza del tamburo di almeno 50 mm.
Il tenore di fluido totale del materiale durante la fase
di costipamento non deve superare il tenore di fluido ottimale totale. Quest’ultimo va determinato
sommando la quantità totale di emulsione bituminosa applicata (non solo la frazione di acqua) al
contenuto di umidità in situ prima della miscelatura,
oltre ad ogni altra quantità di acqua applicata a prescindere dalla frazione d’acqua dell’emulsione.
La riciclatrice deve essere guidata in modo da tale da seguire esattamente le linee di taglio già
contrassegnate. Qualsiasi deviazione superiore
ai 50 mm deve essere rettificata immediatamente
mediante inversione nel punto un cui la deviazione ha inizio e compiendo nuovamente l’operazione lungo la linea corretta, senza aggiungere altra
acqua o stabilizzante.
A4.4.4
La larghezza di rivestimento deve essere confermata prima di iniziare una nuova sequenza di taglio e
occorre effettuare qualsiasi tipo di regolazione onde
garantire che la quantità d’acqua e di stabilizzante
fluido da aggiungere venga ridotta in maniera proporzionale alla larghezza del rivestimento.
Il contenuto di umidità durante la fase di costipamento non deve superare il contenuto di umidità
ottimale né deve essere scendere oltre il 2% al di
sotto del Contenuto di Umidità Ottimale.
Riciclaggio a Freddo in Sito
La riciclatrice deve essere allestita e utilizzata in
modo tale da assicurare che i requisiti fondamentali di seguito indicati siano soddisfatti:
A4.4.4.1 Gradazione del Materiale Riciclato
La velocità di avanzamento della riciclatrice, il ritmo di rotazione del tamburo di fresatura e la posa
della trave di controllo della gradazione devono essere impostati in modo tale che il materiale in situ
venga frantumato ad una gradazione accettabile.
L’impresa dovrà adottare gli opportuni provvedimenti al fine di garantire che la gradazione derivante dal processo di riciclaggio sia conforme a
quella stabilita durante la fase dimostrativa, come
descritto nel paragrafo A4.4.7.
A4.4.4.2 Aggiunta di Acqua e Stabilizzanti Fluidi
Il sistema di controllo con microprocessore per
l’aggiunta di acqua e di stabilizzanti fluidi deve essere installato e controllato attentamente per assicurare la rispondenza ai requisiti relativi all’umidità
di costipamento e al tenore di stabilizzante.
Le cisterne alla rinfusa di bitume devono essere
inclinate alla fine di ogni taglio onde verificare l’utilizzo effettivo del materiale in esse contenuto rispetto alla necessità teorica calcolata.
A4.4.4.3 Controllo dello Spessore di Taglio
L’effettiva profondità di taglio deve essere misurata fisicamente in entrambe le estremità del tamburo di fresatura almeno una volta ogni 100 m nel
senso della lunghezza del taglio.
Appendice 4
A4.4.4.5 Continuità dello Strato Stabilizzato
L’impresa deve assicurare che tra i tagli successivi
(lungo la stessa linea di taglio longitudinale) non rimanga alcun interspazio di materiale non riciclato e
che non si formino cunei non trattati dall’entrata del
tamburo di fresatura nel materiale preesistente.
Il punto esatto in cui termina ogni taglio deve essere contrassegnato con esattezza. Questo contrassegno deve coincidere con il centro del tamburo di fresatura nel punto in cui la fornitura di
stabilizzante è cessata.
Per garantire la continuità dello strato stabilizzato,
il taglio successivo va iniziato ad almeno 0,5 m
(500 mm) dietro questo contrassegno.
A4.4.5
Instabilità del Sottofondo
Nel caso in cui venga riscontrata un’instabilità del
sottofondo mediante un’indagine preliminare o
durante il processo di riciclaggio, occorre procedere come segue:
• ricuperare il materiale degli strati della pavimentazione che ricoprono il materiale instabile mediante
la fresatura o lo scavo e caricarlo su camion per il
trasporto a cumuli provvisori di materiale;
• scavare il materiale instabile alla profondità prescritta e rimuovere lo stesso al fine di conservarlo come materiale da deposito;
143
• trattare la massicciata scoperta nel modo indicato; e
• riempire lo scavo con brecciame di scorta o il
materiale di riporto.
Il riempimento deve essere effettuato in quegli
strati, il cui spessore non sia superiore a 200 mm
dopo aver effettuato la compattazione e deve proseguire agli strati successivi fino a quando non
viene raggiunto il livello della strada preesistente
che continuerà ad essere sottoposto al riciclaggio.
Laddove si ritiene necessario, le Specifiche di
Progetto esporranno nel dettaglio i requisiti relativi
alla profondità di scavo, il trattamento della massicciata scoperta e la qualità del materiale di riporto. Saranno altresì indicate le aree del sottofondo
che presentano un’eventuale grado di instabilità.
A4.4.6
Costipamento e Finitura
A4.4.6.1 Controllo del Livello e della Forma
Il materiale lavorato deve essere cosparso per
riempire il vuoto del taglio. Questa operazione
può essere eseguita mediante una barra stenditrice collegata alla parte posteriore della riciclatrice
o tramite una motolivellatrice posta dietro. Occorre prestare attenzione mentre si effettua lo spandimento onde evitare una segregazione eccessiva,
in particolare nei casi in cui lo spessore dello strato supera i 200 mm e il materiale riciclato è composto anche da asfalto.
Al fine di impedire che la superficie finale sia soggetta a spaccature o a tagli, i requisiti relativi al livello e
alla forma in sezione trasversale dovranno essere
soddisfatti prima che il materiale sia sottoposto al
massimo sforzo di costipamento. I livelli e la forma
del manto necessari si possono raggiungere:
• preimpostando la barra stenditrice montata sulla
parte posteriore della macchina; e/o
• effettuando il taglio con una motolivellatrice.
A4.4.6.2 Costipamento
Una volta posto in opera e opportunamente corretto quanto alla forma, il materiale riciclato deve
essere rullato mediante un’apposita attrezzatura
onde raggiungere il grado di costipamento indicato. La rullatura deve iniziare non appena si ritiene
si possa realizzare e deve seguire la sequenza
prestabilita indicata nel Paragrafo A4.4.7.
I requisiti relativi alla densità dovranno essere illustrati in modo particolareggiato nelle Specifiche di Progetto; occorre inoltre eseguire un controllo relativamente a quanto segue:
• la densità media raggiunta per l’intero spessore
144
dello strato; e
• la densità del terzo più basso dello strato che
non deve essere inferiore alla densità media per
l’intero spessore dello strato, meno 2%.
A4.4.6.3 Innaffiamento, Finitura e Indurimento
Successivamente alla compattazione, il manto
stradale deve essere trattato con una leggera applicazione di acqua o di emulsione bituminosa diluita laddove indicato nelle Specifiche di Progetto
e rullato con rulli gommati onde creare una tessitura a trama fitta.
La superficie dello strato riciclato ultimato deve
essere tenuta continuamente umida mediante frequenti e leggere irrigazioni. Un fondo bituminoso,
un rivestimento di tenuta o un impermeabilizzante
non devono essere applicati al manto fino a quando il contenuto di umidità dello strato è pari ad almeno il 2% al di sotto del tenore d’acqua di saturazione.
Lo strato finale ultimato deve essere privo di:
• stratificazioni della superficie;
• tratti che presentano la segregazione dei granuli
fini e dell’aggregato a grana grossa; e
• scanalature o qualsiasi altro difetto che possa
compromettere le prestazioni dello strato.
A4.4.6.4 Apertura al Traffico
Salvo diversamente indicato nelle Specifiche di
Progetto, la strada deve essere aperta al traffico
per l’intera lunghezza al di fuori delle normali ore
di lavoro diurne. Tutti i segnali stradali provvisori, i
catadiottri e gli altri dispositivi di controllo del transito, come spiegato nei corrispondenti paragrafi
delle Specifiche di Progetto, devono essere posizionati prima che la strada venga riaperta al traffico.
A4.4.7
Tratti Dimostrativi
All’inizio del progetto, l’impresa deve riunire tutti i
componenti dell’impianto e delle attrezzature che
si prefigge di utilizzare per il riciclaggio a freddo in
sito e deve procedere alla lavorazione del primo
tratto di strada da risanare in modo da:
• dimostrare che l’attrezzatura e le procedure che
egli intende utilizzare sono in grado di costruire lo
strato riciclato in conformità ai requisiti specificati;
• determinare l’effetto sulla gradazione del materiale riciclato variando la velocità di avanzamento della riciclatrice e il ritmo di rotazione del tamburo di fresatura; e
• stabilire la sequenza e le modalità di rullatura necessarie per ottenere i requisiti minimi di costipamento.
Appendice 4
Un tratto dimostrativo deve avere una lunghezza
di almeno 100 m nel senso dell’intera o metà larghezza della corsia. Nel caso in cui l’impresa apporti qualsiasi modifica ai metodi, alle procedure,
alle attrezzature e al materiale utilizzato, o qualora
non sia in grado di rispettare in modo coerente le
specifiche a causa di variazioni del materiale in situ,
o per qualsiasi altra ragione, potrebbe essere invitato ad effettuare ulteriore dimostrazioni prima di intraprendere le operazioni di riciclaggio permanenti.
A4.5
Protezione e Manutenzione
L’impresa deve adottare gli opportuni provvedimenti volti alla protezione e alla manutenzione dello strato riciclato finito fino a quando non verrà applicato lo strato o il manto successivo. Oltre ad
irrigazioni leggere e frequenti per evitare che la superficie si secchi, occorre effettuare anche degli
interventi di manutenzione, tra cui la riparazione
immediata di qualsiasi danno o difetto dello strato,
che andranno ripetuti ogniqualvolta necessario. Le
riparazioni devono essere eseguite in modo tale da
assicurare che la superficie, una volta ultimate dette
operazioni, sia uniforme e piana. Il costo di queste
riparazioni è a carico dell’impresa tranne nel caso in
cui il danno sia provocato dal normale deterioramento derivante da un transito anzitempo. Il danno
causato dal transito prolungato generato dall’applicazione tardiva dello strato o del manto successivo
non può essere considerato come il risultato di una
normale usura qualora detto ritardo sia dovuto a circostanze sotto controllo da parte dell’impresa.
A4.6
Tolleranze di Costruzione
Solo nel caso in cui le Specifiche di Progetto prevedano la prefresatura allo scopo di raggiungere
la forma prescritta prima di procedere al riciclaggio,
sia i livelli della superficie sia lo spessore dello strato devono essere sottoposti ad analisi statistiche.
Lo strato riciclato ultimato deve essere conforme
alle tolleranze di costruzione indicate di seguito.
A4.6.1
Livelli della Superficie
misurazioni dello spessore dello strato. Il lotto risponderà ai requisiti specificati qualora soddisfi le
seguenti tolleranze:
• D90 ≥ 20 mm (vale a dire almeno il 90% di tutte le
misurazioni dello spessore sono uguali o hanno
uno spessore maggiore di quello specificato,
meno 20 mm);
• Dmean ≥ Dspec –
Dspec
20
(vale a dire lo spessore medio dello strato per il
lotto non deve essere inferiore allo spessore dello
strato specificato, meno lo spessore dello strato
specificato diviso per venti); e
• Dmax < 30 mm (vale a dire nessuna singola misurazione dello spessore dello strato deve essere
inferiore allo spessore specificato meno 30 mm).
A4.6.3
Larghezza
In nessun caso la larghezza dello strato riciclato
deve essere inferiore alla larghezza indicata nelle
Specifiche di Progetto.
A4.6.4
Sezione trasversale
Quando la sezione viene controllata con un guardapiano posto a squadra rispetto alle mezzeria
della strada, la superficie non deve deviare dalla
parte bassa del guardapiano di oltre 10 mm.
A ciascuna sezione trasversale, la differenza di livello tra qualsiasi due punti non deve variare dalla
differenza di livello calcolata dalla sezione trasversale richiesta di oltre 15 mm.
A4.6.5
Regolarità della Superficie
Quando si sottopone a un controllo lo strato riciclato finito con un guardapiano standard di rotazione, il numero delle irregolarità del manto non
deve essere superiore a:
• 6, per il numero medio di irregolarità per 100 m
uguale o superiore ai 6 mm qualora misurato per
lunghezze dai 300 ai 600 m; e
La grandezza del lotto deve essere di almeno 50
livelli presi a caso. Il lotto risponderà ai requisiti
specificati qualora soddisfi le seguenti tolleranze:
• 8, per il numero di irregolarità uguale a o superiore ai 6 mm qualora misurato su una sezione
unica di 100 m.
• H90 ≤ ~ 20 mm (vale a dire almeno 90% di tutti i
livelli della superficie misurati sono, all’incirca,
entro i 20 mm dei livelli specificati); e
Ogni singola irregolarità misurata con il guardapiano a rotazione, o un regolo per superfici di 3 m,
posto parallelamente alla mezzeria della strada,
non deve superare i 10 mm.
• Hmax ≤ 25 mm (vale a dire i singoli punti non devono scostarsi di oltre 25 mm dai livelli specificati).
A4.6.2
Spessore dello Strato
La grandezza del lotto deve essere di almeno 20
Appendice 4
Tuttavia, in quei casi in cui è possibile dimostrare
che le irregolarità sono causate da fattori al di fuori del controllo dell’impresa, i suddetti requisiti saranno meno rigidi.
145
A4.7
Indagini di Routine e Test
Prima di aprire la strada al traffico al termine dei
lavori giornalieri, l’ingegnere eseguirà analisi e test
di routine volti a determinare se la qualità del materiale e dell’esecuzione è conforme ai requisiti
delle specifiche. I risultati e le misurazioni dei test
verranno valutati in conformità alle disposizioni indicate nelle Specifiche di Progetto. Le proprietà tipiche che potrebbero essere soggette ad uno
schema di valutazione e la selezione di tali proprietà verranno determinate dallo stabilizzante o
stabilizzanti impiegati:
i) stabilizzazione chimica
• densità relativa (costipamento);
• tenore di legante cementizio;
base alle dimensioni della larghezza autorizzate
moltiplicate per la lunghezza effettiva misurata
lungo la mezzeria della strada.
Il prezzo offerto deve includere il compenso globale per tutte le operazioni necessarie a pulire la
strada dall’acqua, dalla vegetazione, da rifiuti e da
qualsiasi sostanza estranea e per il lavoro di rimozione, trasporto e smaltimento delle derivanti scorie, nel rispetto delle modalità specificate.
Prodotto
Unità
A4.02 Riciclaggio a Freddo in
sito di tutti i materiali per
la costruzione di nuovi
strati della pavimentazione
• resistenza alla Trazione Indiretta; e/o
a) strato ultimato con uno spessore
di …mm (specificare)
• resistenza alla deformazione su compressione in
aria libera
i) Larghezza della strada pari o
inferiore a 5,0 m
metri
cubi (m3)
ii) stabilizzazione bituminosa
ii) Larghezza della strada superiore
ai 5,0 m ma inferiore ai 6,0 m
metri
cubi (m3)
• densità relativa (costipamento);
iii) ecc. per gli incrementi della
larghezza della strada di 1 m.
• tenore di legante; e/o
• resistenza alla Trazione Indiretta.
b) ecc. per ogni spessore dello
strato specificato.
Le grandezze minime del lotto e i criteri di accettazione dello stesso per ogni caratteristica sottoposta a giudizio devono essere indicate nelle Specifiche di Progetto.
A4.8
Misurazione e Pagamento
Nella descrizione di alcuni prodotti a pagamento,
viene asserito che le quantità verranno determinate dalle «dimensioni autorizzate». Con questa
espressione si intendono le dimensioni specificate
o indicate su qualsiasi disegno o istruzione scritta
data all’impresa per le quali non è prevista alcuna
tolleranza. Se il lavoro viene eseguito in conformità alle dimensione autorizzate, nell’ambito delle
tolleranze ammesse, le quantità verranno calcolate in base alle dimensioni autorizzate a prescindere dalle effettive dimensioni.
Prodotto
Unità
A4.01 Preparazione della superficie
stradale preesistente per il
metri
Riciclaggio a freddo in sito quadri (m2)
L’unità di misura deve essere il metro quadrato
della superficie stradale preesistente da risanare
mediante il riciclaggio a freddo in loco, calcolata in
146
L’unità di misura deve essere il metro cubo dello
strato della pavimentazione ultimato, costruito
mediante il riciclaggio a freddo in sito del materiale in loco, a prescindere dalla durezza o dal tipo di
tale materiale, con o senza l’inclusione di materiale di riporto. La quantità deve essere calcolata in
base alle dimensioni autorizzate relativamente alla
larghezza e allo spessore dello strato finito, moltiplicato per la lunghezza effettiva misurata lungo la
mezzeria della strada. La larghezza autorizzata
non deve essere aumentata allo scopo di includere eventuali tolleranze per il rivestimento minimo
specificato tra i tagli contigui, né per il numero di
tagli necessari per coprire l’intera larghezza della
strada.
Il prezzo offerto deve includere l’intero compenso
per l’impostazione dei lavori, per il riciclaggio di
tutti i tipi di materiale della struttura della pavimentazione preesistente alla profondità specificata unitamente a qualsiasi stabilizzante e/o materiale di riporto che possa essere stato aggiunto,
per il rifornimento e l’aggiunta di acqua, per la miscelatura, la posa e il costipamento del materiale,
per la rigenerazione di tutti i materiali nei tagli contigui di rivestimento, a prescindere dal numero di
tagli o dalla larghezza del rivestimento necessaria
Appendice 4
per coprire l’intera larghezza della strada, per l’indurimento, la protezione e la manutenzione dello
strato, e per l’esecuzione di tutti i processi e delle
indagini, le misurazioni e i test di controllo di accettazione.
Prodotto
Unità
A4.03 Voce extra rispetto all’ A4.02
per strati di materiale asfaltato
nella porzione riciclata della
pavimentazione preesistente dove
lo spessore medio dell’asfalto è:
a) superiore a 50 mm, ma inferiore
o pari a 75 mm
metri
cubi (m 3)
i) superiore a 75 mm, ma inferiore
o pari a 100 mm
metri
cubi (m3)
c) ecc. per incrementi di 25 mm.
L’unità di misura deve essere la stessa della voce
A4.02, la misurazione extra è valida per l’intero
spessore dello strato, a prescindere dalle proporzioni relative dell’asfalto e di altro materiale che compone il materiale dello spessore totale dello strato
fresato. Nessun pagamento aggiuntivo deve essere
effettuato nel caso in cui lo spessore dell’asfalto sia
inferiore o pari a 50 mm.
I prezzi offerti devono includere l’intero compenso
per tutti i costi aggiuntivi diretti e indiretti derivanti
dal riciclaggio del materiale che include strati di
asfalto aventi uno spessore superiore a 50 mm.
Questi costi supplementari devono includere anche il deterioramento extra dell’impianto e delle
attrezzature, gli attrezzi supplementari di penetrazione del terreno, i costi aggiuntivi insorti nei casi
in cui la velocità di avanzamento stabilisca che la
pavimentazione va fresata prima di essere stabilizzata, e tutte le indennità per i ritardi dovuti dal derivante basso ritmo di produzione.
Prodotto
Unità
A4.04 Materiale di Riporto per
l’aggiunta nel processo di
Riciclaggio a freddo in Sito
a) Prodotti a base di pietrisco
da fonti commerciali:
i) Grandezza e descrizione del prodotto
frantumato
tonnellate (t)
ii) ecc. per ogni grandezza e tipo
di prodotto.
b) Ghiaie naturali e sabbie da fonti
commerciali:
Appendice 4
i) Grandezza e descrizione del
prodotto Naturale
metri
cubi (m3)
ii) ecc. per ogni tipo di materiale
naturale
c) ecc. per ogni diverso materiale
di riporto.
L’unità di misura per i prodotti a base di pietrisco
acquistati da fonti commerciali deve essere la tonnellata di materiale portato in loco e incorporato al
materiale riciclato. La misurazione deve essere
basata sui tagliandi della pesa. L’unità di misura
per il materiale naturale, acquistato da fonti commerciali o prelevato da cave di prestito, deve essere il metro cubo misurato come 70% del volume
battuto del mezzo di traino.
Il prezzo offerto deve includere l’intero compenso
per l’approvvigionamento, il rifornimento e la distribuzione del materiale di riporto sulla strada
preesistente come strato di correzione del livello,
o come strato di spessore uniforme, o per il ribaltamento nella tramoggia di ricevimento di un’unità
di riciclaggio in cui la fresatura viene effettuata separatamente dal riciclaggio, per il trasporto del
materiale dal punto di arrivo alla posizione finale
sulla strada, per l’nnaffiamento e la rullatura leggera, ove necessario, e per qualsiasi scarto.
Prodotto
Unità
A4.05 Sostanze Stabilizzanti Chimiche:
a) Cemento Portland tradizionale
tonnellate (t)
b) ecc. per ogni tipo di stabilizzante
chimico specificato.
L’unità di misura deve essere la tonnellata dello
stabilizzante effettivamente consumato nel processo di riciclaggio a freddo in sito. La misurazione deve essere basata sui tagliandi della pesa ove
il rifornimento è alla rinfusa oppure sui conti concordati, nel caso in cui il materiale venga fornito in
sacchetti o borse.
Il prezzo offerto deve includere l’intero compenso
per l’approvvigionamento e la fornitura dello stabilizzante, per la sua aggiunta nel processo di riciclaggio a freddo in sito, incluso il trasporto, la movimentazione, lo stoccaggio al coperto, ove
necessario, la rimovimentazione e la distribuzione
o la fluidificazione in uno «slurrry» e l’introduzione
dello stesso nel processo, per tutte le misure di sicurezza e i provvedimenti relativi agli scarti necessari durante la movimentazione e per lo smaltimento di tutti gli imballaggi.
147
Prodotto
Unità
A4.06 Sostanze stabilizzanti bituminose:
a) Emulsione bituminosa:
i) il 60% del bitume residuo,
cationico
tonnellate (t)
ii) ecc. per ogni diverso tipo di
emulsione bituminosa.
b) Bitume espanso, prodotto da:
i) 80/100 di bitume con indice di
penetrazione.
tonnellate (t)
ii) ecc. per ogni diverso tipo di bitume.
c) ecc. per ogni altro tipo di stabilizzante
bituminoso.
L’unità di misura deve essere la tonnellata di stabilizzante bituminoso effettivamente consumato nel
processo di riciclaggio a freddo in sito. La misurazione deve essere basata inserendo fisicamente
l’asta di livello nelle cisterne alla rinfusa, effettuate
prima e dopo l’applicazione dello stabilizzante bituminoso, comprovate dai tagliandi della pesa
emessi per ogni carico della cisterna nel punto
della fornitura.
Il prezzo offerto deve includere l’intero compenso
per l’approvvigionamento e la fornitura dello stabilizzante bituminoso, per la sua aggiunta nel processo di riciclaggio a freddo in sito, per qualsiasi
sostanza chimica o alti additivi introdotti, per l’acqua aggiunta al fine di raggiungere l’espansione,
ove necessario, per il trasporto, il riscaldamento,
la movimentazione, lo stoccaggio e l’introduzione
nel processo mediante l’impianto di iniezione, per
tutte gli scarti e per l’adozione di tutte le misure di
sicurezza necessarie durante la movimentazione.
148
Appendice 4
Esempio di una Tipica Scheda Quantità
Strada lunga 30 km, larga 7,3 m, riciclata ad una profondità di 175 mm con l’aggiunta di un 3% di emulsione bituminosa, 11/2 % di cemento e uno strato nominale di 25 mm di polvere da frantoio cosparsa
sulla superficie prima del riciclaggio. Si supponga che la pavimentazione preesistente sia costituita da
80 mm di asfalto su una base granulare con alcuni rappezzi profondi (110 mm). (E’ prevista una scorta
nel caso di un riciclaggio a maggiore profondità – 250 mm – in caso di instabilità.)
Voce n°
Descrizione
Unità Quantità Prezzo
Importo
Sezione A 4000. Riciclaggio a freddo in loco
A4.01
Preparazione della superficie stradale preesistente per il riciclaggio a freddo in loco
A4.02
Riciclaggio a freddo in loco di tutti i materiali per la costruzione di nuovi strati della
pavimentazione:
m2
220 000
m3
40 000
m3
1 000
a) Superiore a 75 mm ma inferiore o pari a
100 mm
m3
40 000
b) Superiore a 100 mm inferiore o pari a
125 mm (PROV)
m3
1 000
t
10 000
t
1 500
t
3 000
a) strato finito avente uno spessore pari a
180 mm:
i) Larghezza della strada superiore a
7,0 m ma inferiore a 7,5 m
b) Strato finito avente uno spessore pari
a 250 mm:
i) Larghezza della strada superiore ai
7,0 m ma inferiore a 7,5 m (PROV)
A4.03
A4.04
Voce extra rispetto alla A4.02 per strati di
materiale di asfalto nella porzione riciclata
della pavimentazione preesistente ove lo
spessore medio dell’asfalto è:
Materiale di riporto per l’aggiunta nel processo di riciclaggio a freddo in sito:
a) prodotti di pietrisco da fonti commerciali
i) polvere da frantoio inferiore a 6,7 m
A4.05
Stabilizzanti Chimici:
a) Cemento Portland ad alto forno
A4.06
Stabilizzanti bituminosi
a) Emulsione bituminosa
i) 60% di bitume residuo, cationico
Sezione totale A 4000 eseguita per scopi riassuntivi
Appendice 4
149
Appendice 5
Analisi dei Costi
A5.1 Tariffe Base
153
A5.2 Esempio di Riciclaggio in Profondità
154
A5.3 Esempio di Riciclaggio Superficiale
158
A5.4 Esempio di Miglioramento di Strade Inghiaiate non Asfaltate
160
151
A5.1 Tariffe Base
Questa Appendice analizza le varie opzioni di riciclaggio descritte nell’Appendice 1 ai fini di una comparazione dei costi relativamente a ciascuna alternativa.
Le tariffe unitarie riguardanti le diverse voci di ogni opzione di riciclaggio sono riportate nella tabella qui
di seguito; queste si basano sulle tariffe contrattuali applicabili nel settore della costruzione di strade nel
Sudafrica nel Agosto 2001 e convertite in US$ con una rapporto di conversione pari a US$ 1 = R 8,50.
VOCE
Tariffa (US$)
Unità
2
m2
Fresatura e smaltimento di RAP
15
t
Asfalto a caldo (rifornimento e pavimentazione)
50
t
Bitume: indice di penetrazione
200
t
Bitume: emulsione
200
t
Rifornimento di pietrisco
20
t
Rifornimento di polvere da frantoio
10
t
Cemento
70
t
Rifornimento di ghiaia
12
t
Riciclatrice, e attrezzature ausiliarie*
Lavorazione di nuovi strati
Rappezzatura di piccole aree
Manto di impermeabilizzante a scagliette
1,5
m2
20
m2
2
m2
* Sebbene in questi esempi si sia ipotizzata una tariffa di US$ 2 al m2 va messo in evidenza che tale tariffa dipende da numerose variabili (es. dimensione delle macchine, finalità del progetto, limitazioni
temporali, ecc.). Questa tariffa può variare da US$ 1/m2 a oltre US$ 10/m2 a seconda del progetto.
Appendice 5
153
A5.2 Esempio di Riciclaggio in Profondità
In questo esempio (vedi Fig. A1.6 Appendice 1) la pavimentazione usurata è composta da 3 strati di
asfalto fessurato per un totale di 170 mm di spessore che ricoprono 250 mm di pietrisco. Di seguito sono indicate le alternative di risanamento prese in considerazione:
Opzione 1
Ricostruzione della Pavimentazione
In questa opzione, i 170 mm di strati di asfalto incrinato verrebbero fresati e messi da parte come
materiale di deposito. In seguito, uno strato di 150 mm di pietrisco verrebbe cosparso e trattato. Una
nuova base di asfalto di 80 mm e un manto di asfalto di 50 mm verrebbero quindi pavimentati sullo
strato di pietrisco.
1)
Rimozione dell’asfalto
1 Spessore di asfalto
170,00
mm
2 Densità dell’asfalto
2,40
t/m3
15,00
US$/t
6,12
US$/m2
3 Fresatura & smaltimento di RAP
4 Costo della rimozione di asfalto (
2)
Art 1
1000
x Art 2) x Art 3
Rifornimento di pietrisco
1 Spessore di pietrisco
2 Densità di pietrisco
3 Rifornimento di pietrisco
4 Costo della rimozione di pietrisco (
3)
Art 1
1000
x Art 2) x Art 3
mm
2,30
t/m3
20,00
US$/t
6,90
US$/m2
1,50
US$/m2
Lavorazione del pietrisco
1 Strato di lavorazione
4)
150,00
Asfalto
1 Spessore di asfalto
130,00
mm
2,40
t/m3
50,00
US$/t
15,60
US$/m2
Rimozione di 170 mm di asfalto
6,12
US$/m2
Riporto di 150 mm di pietrisco
6,90
US$/m2
Lavorazione dello strato
1,50
US$/m2
Spessore di asfalto di 130 mm
15,60
US$/m2
Costo totale
30,12
US$/m2
2 Densità di asfalto
3 Rifornimento e pavimentazione con asfalto
4 Costo dell’asfalto (
Art 1
1000
x Art 2) x Art 3
Riepilogo dei costi
154
Appendice 5
Opzione 2
Rivestimento di Asfalto
In questa opzione si presume che soltanto un 12% di asfalto incrinato debba essere rimosso ad una
profondità di 90 mm e quindi rappezzato con nuovo asfalto. Dopo questa operazione, una nuova base di
asfalto di 100 mm e un manto di asfalto di 50 mm verranno pavimentati sulla superficie rappezzata.
1)
Rappezzatura della superficie esistente
1 Area da rappezzare
12,00
%
2 Rappezzatura di piccole aree
20,00
US$/m2
2,40
US$/m2
3 Costo della rappezzatura (
2)
Art 1
100
x Art 2)
Asfalto
1 Spessore di asfalto
150,00
mm
2,40
t/m3
50,00
US$/t
18,00
US$/m2
2,40
US$/m2
Spessore di asfalto di 150 mm
18,00
US$/m2
Costo totale
20,40
US$/m2
2 Densità di asfalto
3 Rifornimento e pavimentazione di asfalto
4 Costo dell’asfalto (
Art 1
1000
x Art 2) x Art 3
Riepilogo dei costi
Rappezzatura del 12% di superficie
Opzione 3a
Riciclaggio di 300 mm in sito con cemento
Il riciclaggio in sito con cemento richiede la fresatura dell’asfalto preesistente incrinato di 170 mm, di
130 mm di strato di pietrisco e di un 3% di cemento, per massa, allo scopo di formare uno strato omogeneo di 300 mm. In seguito, una nuova base di 80 mm di asfalto e un manto di 50 mm verrebbero pavimentati sullo strato riciclato.
1)
Riciclatrice
1 Riciclatrice & attrezzature ausiliarie
2)
2,00
US$/m2
Aggiunta di Cemento
1 Spessore dello strato riciclato
300,00
mm
2 Densità del materiale riciclato
2,00
t/m3
3 Cemento da aggiungere
3,00
%
70,00
US$/t
1,26
US$/m2
4 Spessore di asfalto di 130 mm
5 Costo del cemento (
Appendice 5
Art 1
1000
x Art 2) x (
Art 3
100
x Art 4)
155
3)
Asfalto
1 Spessore di asfalto
130,00
mm
2,40
t/m3
50,00
US$/t
15,60
US$/m2
Riciclatrice
2,00
US$/m2
3% di cemento
1,26
US$/m2
Spessore di asfalto di 130 mm
15,60
US$/m2
Costo totale
18,86
US$/m2
2 Densità di asfalto
3 Rifornimento e pavimentazione di asfalto
4 Costo dell’asfalto (
Art 1
1000
x Art 2) x Art 3
Riepilogo dei Costi
Opzione 3b(i) Riciclaggio in sito con emulsione bituminosa e cemento
Il riciclaggio in sito con emulsione bituminosa e cemento richiede la fresatura di 170 mm dell’asfalto preesistente incrinato, di 55 mm di strato di pietrisco, allo scopo di formare uno strato omogeneo di 225 mm, nell’ambito di un 4% di emulsione bituminosa e dell’1,5% di cemento. In seguito, un nuovo manto di 50 mm verrebbe pavimentato sullo strato riciclato.
1)
Riciclatrice
1 Riciclatrice & attrezzature ausiliarie
2)
2,00
US$/m2
Aggiunta di cemento
1 Spessore dello strato riciclato
225,00
mm
2 Densità del materiale riciclato
2,00
t/m3
3 Cemento da aggiungere
1,50
%
70,00
US$/t
0,47
US$/m2
4 Cemento
5 Costo del cemento (
3)
Art 1
1000
x Art 2) x (
Art 3
100
x Art 4)
Aggiunta di emulsione bituminosa
1 Spessore dello strato riciclato
225,00
mm
2 Densità del materiale riciclato
2,00
t/m3
3 Emulsione bituminosa da aggiungere
4,00
%
4 Tasso di emulsione bituminosa
5 Costo dell’emulsione bituminosa
(
156
Art 1
1000
x Art 2) x (
Art 3
100
x Art 4)
200,00
3,60
US$/t
US$/m2
Appendice 5
4)
Asfalto
1 Spessore di asfalto
50,00
mm
2,40
t/m3
50,00
US$/t
6,00
US$/m2
Riciclatrice
2,00
US$/m2
1,5 % di cemento
0,47
US$/m2
4% di emulsione bituminosa
3,60
US$/m2
Spessore di asfalto di 50 mm
6,00
US$/m2
12,07
US$/m2
2 Densità di asfalto
3 Rifornimento e pavimentazione di asfalto
4 Costo dell’asfalto (
Art 1
1000
x Art 2) x Art 3
Riepilogo dei costi
Costo totale
Opzione 3b(ii)
Riciclaggio in sito come bitume espanso e cemento
Questa opzione è simile all’opzione 3b(i) di cui sopra. Il 4% di emulsione bituminosa viene sostituito da un
2,5 % di bitume espanso. Il cemento e il manto rimangono invariati.
1)
Riciclatrice
1 Riciclatrice & attrezzature ausiliarie
2)
2,00
US$/m2
Aggiunta di cemento
1 Spessore dello strato riciclato
225,00
mm
2 Densità del materiale riciclato
2,00
t/m3
3 Cemento da aggiungere
1,50
%
70,00
US$/t
0,47
US$/m2
4 Cemento
5 Costo del cemento (
3)
Art 1
1000
x Art 2) x (
Art 3
100
x Art 4)
Aggiunta di bitume espanso
1 Spessore dello strato riciclato
225,00
mm
2 Densità del materiale riciclato
2,00
t/m3
3 Bitume espanso da aggiungere
2,50
%
4 Tasso di bitume espanso
5 Costo del bitume espanso
Art 1
( 1000 x Art 2) x (
Appendice 5
Art 3
100
x Art 4)
200,00
2,25
US$/t
US$/m2
157
4)
Asfalto
1 Spessore di asfalto
50,00
mm
2,40
t/m3
50,00
US$/t
6,00
US$/m2
Riciclatrice
2,00
US$/m2
1,5 % di cemento
0,47
US$/m2
2,5 % di bitume espanso
2,25
US$/m2
Spessore di asfalto di 50 mm
6,00
US$/m2
10,72
US$/m2
2 Densità di asfalto
3 Rifornimento e pavimentazione di asfalto
4 Costo dell’asfalto (
Art 1
1000
x Art 2) x Art 3
Riepilogo dei costi
Costo totale
A5.3 Esempio di Riciclaggio Superficiale
In questo esempio (vedi Fig. A1.7, Appendice 1) la pavimentazione usurata presenta uno strato di asfalto di 300 mm. I primi 150 mm consistono di 3 strati, ciascuno di 50 mm incrinati. Di seguito sono indicate le opzioni di risanamento prese in considerazione:
Opzione 1
Rivestimento di Asfalto
In questa opzione si presume che il 12% dei due primi strati di 50 mm sono gravemente deteriorati e richiedono una rappezzatura. In seguito verrà pavimentato un nuovo rivestimento di asfalto di 80 mm.
1)
Rappezzatura della superficie esistente
1 Area da rappezzare
12,00
%
2 Rappezzatura di piccole aree
20,00
US$/m2
2,40
US$/m2
80,00
mm
2,40
t/m3
50,00
US$/t
9,60
US$/m2
3 Costo della rappezzatura (
2)
Art 1
100
x Art 2)
Asfalto
1 Spessore di asfalto
2 Densità di asfalto
3 Rifornimento e pavimentazione dell’asfalto
4 Costo dell’asfalto (
158
Art 1
1000
x Art 2) x Art 3
Appendice 5
Riepilogo dei costi di rivestimento
Rappezzatura del 12% di manto
2,40
US$/m2
Spessore di asfalto di 80 mm
9,60
US$/m2
12,00
US$/m2
Costo totale
Opzione 2
Fresatura e Sostituzione
In questa opzione i due strati superiori di 50 mm incrinati vengono fresati ed eliminati. Un nuovo strato di
asfalto di 100 mm viene pavimentato per sostituire quello incrinato.
1)
Rimozione dell’asfalto
1 Spessore di asfalto
100,00
mm
2,40
t/m3
2 Densità di asfalto
3 Fresatura e smaltimento di RAP
4 Costo della rimozione di asfalto (
2)
Art 1
1000
x Art 2) x Art 3
15,00
US$/t
3,60
US$/m2
Manto di asfalto
1 Spessore di asfalto
100,00
mm
2,40
t/m3
50,00
US$/t
12,00
US$/m2
3,60
US$/m2
Spessore di asfalto di 100 mm
12,00
US$/m2
Costo totale
15,60
US$/m2
2 Densità di asfalto
3 Rifornimento e pavimentazione di asfalto
4 Costo dell’asfalto (
Art 1
1000
x Art 2) x Art 3
Riepilogo dei costi
Rimozione di asfalto
Opzione 3
Riciclaggio a Freddo con Emulsione Bituminosa
In questa opzione i due strati superiori di asfalto di 50 mm vengono riciclati mediante fresatura e miscelati con un 3% di emulsione bituminosa. Lo strato riciclato viene quindi rivestito con un manto di asfalto
di 40 mm.
1)
Riciclatrice
1 Riciclatrice & attrezzature ausiliarie
Appendice 5
2,00
US$/m2
159
2)
Aggiunta di emulsione bituminosa
1 Spessore dello strato riciclato
100,00
mm
2 Densità del materiale riciclato
2,00
t/m3
3 Emulsione bituminosa da aggiungere
3,00
%
4 Tasso di emulsione bituminosa
5 Costo dell’emulsione bituminosa
200,00
US$/t
1,20
US$/m2
40,00
mm
2,40
t/m3
50,00
US$/t
4,80
US$/m2
Riciclatrice
2,00
US$/m2
3% di emulsione bituminosa
1,20
US$/m2
Spessore di asfalto di 40 mm
4,80
US$/m2
Costo totale
8,00
US$/m2
(
3)
Art1
1000
x Art 2) x (
Art 3
100
x Art 4)
Asfalto
1 Spessore di asfalto
2 Densità di asfalto
3 Rifornimento e pavimentazione di asfalto
4 Costo dell’asfalto (
Art 1
1000
x Art 2) x Art 3
Riepilogo dei costi
A5.4 Esempio di Miglioramento di Strade Inghiaiate non Asfaltate
In questo esempio (vedi Fig. A1.9 Appendice 1), viene asfaltata una strada priva di rivestimento con
150 mm di strato d’usura inghiaiato. In ogni opzione, il manto è costituto da un sottile impermeabilizzante a scagliette.
Opzione 1
Rivestimento di Pietrisco
Questa opzione prevede che uno strato di 125 mm di pietrisco venga costruito sulla parte alta della strada preesistente e quindi che venga applicato un manto di impermeabilizzante a scagliette.
1)
Pietrisco di riporto
1 Spessore del pietrisco
2 Densità del pietrisco
3 Rifornimento del pietrisco
4 Costo del pietrisco (
160
Art 1
1000
x Art 2) x Art 3
125,00
mm
2,30
t/m3
20,00
US$/t
5,75
US$/m2
Appendice 5
2)
Lavorazione del pietrisco
1 Lavorazione dello strato
3)
1,50
US$/m2
Applicazione del manto di impermeabilizzante a scagliette
1 Manto di impermeabilizzante a scagliette
2,00
US$/m2
125 mm di pietrisco
5,75
US$/m2
Lavorazione dello strato
1,50
US$/m2
Impermeabilizzante a scagliette
2,00
US$/m2
Costo totale
9,25
US$/m2
Riepilogo dei Costi
Opzione 2
Rivestimento di Ghiaia Naturale Cementata
In questa opzione uno strato di ghiaia naturale spessa 125 mm, stabilizzata con un 3% di cemento, viene utilizzata al posto dello strato di pietrisco utilizzato nell’opzione 1. Viene impiegato lo stesso manto
dell’opzione 1.
1)
Ghiaia di riporto
1 Spessore di ghiaia
2 Densità della ghiaia
3 Rifornimento di ghiaia
4 Costo della ghiaia (
2)
Art 1
1000
x Art 2) x Art 3
mm
1,90
t/m3
12,00
US$/t
2,85
US$/m2
1,50
US$/m2
Lavorazione della ghiaia
1 Lavorazione dello strato
3)
125,00
Aggiunta di cemento
1 Spessore dello strato riciclato
125,00
mm
2 Densità del materiale riciclato
1,90
t/m3
3 Cemento da aggiungere
3,00
%
70,00
US$/t
0,50
US$/m2
2,00
US$/m2
4 Tariffa del cemento
5 Costo del cemento (
4)
Art 1
1000
x Art 2) x (
Art 3
100
x Art 4)
Applicazione dell’impermeabilizzante a scagliette
1 Manto di impermeabilizzante a scagliette
Appendice 5
161
Riepilogo dei costi
125 mm di ghiaia
2,85
US$/m2
Lavorazione dello strato
1,50
US$/m2
3% di cemento
0,50
US$/m2
Impermeabilizzante a scagliette
2,00
US$/m2
Costo totale
6,85
US$/m2
Opzione 3(i) Riciclaggio a Freddo di 100 mm con Emulsione Bituminosa e Cemento
Questa opzione riguarda il riciclaggio in sito della ghiaia preesistente ad una profondità di 100 mm con
l’aggiunta del 5% di emulsione bituminosa e l’1,5% di cemento. In seguito viene applicato un manto di
impermeabilizzante a scagliette.
1)
Riciclatrice
1 Riciclatrice & attrezzature ausiliarie
2)
2,00
US$/m2
Aggiunta di cemento
1 Spessore dello strato riciclato
100,00
mm
2 Densità del materiale riciclato
1,90
t/m3
3 Cemento da aggiungere
1,50
%
70,00
US$/t
0,20
US$/m2
4 Tariffa del cemento
5 Costo del cemento
Art 1
( 1000 x Art 2) x (
3)
Art 3
100
x Art 4)
Aggiunta di emulsione bituminosa
1 Spessore dello strato riciclato
100,00
mm
2 Densità del materiale riciclato
1,90
t/m3
3 Emulsione bituminosa da aggiungere
5,00
%
4 Tariffa dell’emulsione bituminosa
5 Costo dell’emulsione bituminosa
(
4)
Art 1
1000
x Art 2) x (
Art 3
100
US$/t
1,90
US$/m2
2,00
US$/m2
x Art 4)
Applicazione dell’impermeabilizzante a scagliette
1 Manto di impermeabilizzante a scagliette
162
200,00
Appendice 5
Riepilogo dei costi
Riciclatrice
2,00
US$/m2
1,5% di cemento
0,20
US$/m2
5% di emulsione bituminosa
1,90
US$/m2
Impermeabilizzante a scagliette
2,00
US$/m2
Costo totale
6,10
US$/m2
Opzione 3(ii) Riciclaggio a Freddo di 100 mm con Bitume Espanso e Cemento
Questa opzione è simile all’opzione 3(i). Anziché utilizzare un 5% di emulsione bituminosa, si impiega un
3% di bitume espanso. Il cemento e il manto rimangono gli stessi dell’opzione 3(i).
1)
Riciclatrice
1 Ricilatrice & attrezzature ausliarie
2)
2,00
US$/m2
Aggiunta di cemento
1 Spessore dello strato riciclato
100,00
mm
2 Densità del materiale riciclato
1,90
t/m3
3 Cemento da aggiungere
1,50
%
70,00
US$/t
0,20
US$/m2
4 Tariffa del cemento
5 Costo del cemento
(
Art 1
1000
3)
x Art 2) x (
Art 3
100
x Art 4)
Addizione di bitume espanso
1 Spessore dello strato riciclato
100,00
mm
2 Densità del materiale riciclato
1,90
t/m3
3 Bitume espanso da aggiungere
3,00
%
4 Tariffa del bitume espanso
5 Costo del bitume espanso
(
4)
Art 1
1000
x Art 2) x (
Art 3
100
200,00
US$/t
1,14
US$/m2
2,00
US$/m2
x Art 4)
Applicazione dell’impermeabilizzante a scagliette
1 Manto di impermeabilizzante a scagliette
Appendice 5
163
Riepilogo dei costi
Riciclatrice
2,00
US$/m2
1,5% di cemento
0,20
US$/m2
3% di bitume espanso
1,14
US$/m2
Impermeabilizzante a scagliette
2,00
US$/m2
Costo totale
5,34
US$/m2
164
Appendice 5
Wirtgen GmbH e A.A. Loudon & Partners hanno curato in modo particolare la preparazione
del presente manuale in modo da essere certi che esso contenga le conoscenze
essenziali più aggiornate in materia. Inoltre queste conoscenze sono state
valutate e confermate sul campo.
L’applicazione di questo manuale nella progettazione di opere di ingegneria richiede una
matura capacità di giudizio e abilità in questo campo. Di conseguenza, Wirtgen GmbH e
A.A. Loudon & Partners declinano ogni responsabilità per difetti o problemi, che
dovessero insorgere nelle pavimentazioni, nelle analisi o nella progettazione,
derivanti dalla inadeguata applicazione delle informazioni
contenute nel presente manuale.
165
ISBN 3-936215-02-2
Scarica