ETA – Danmark A/S
Kollegievej 6
DK-2920 Charlottenlung
Tel. +45 72 24 59 00
Fax +45 72 24 59 04
Internet www.etadanmark.dk
Autorizzato e notificato secondo l’art.
10 della direttiva del Consiglio del 21
Dicembre 1988 per l’armonizzazione
delle
norme
giuridiche
ed
amministrative degli stati membri sui
prodotti per l’edilizia (89/106/CEE)
MEMBER OF EOTA
Benestare Tecnico Europeo ETA-11/0027
Traduzione Italiana preparata da fischer Italia – versione originale in lingua inglese
Nome commerciale:
Viti fischer Power-Fast e viti per costruzioni fischer
FCS
fischer Power-Fast screws and fischer construction
screws FCS
Trade Name:
Proprietario del benestare:
Holder of approval:
fischerwerke GmbH & Co. KG
Weinhalde 14 – 18
D-72178 Waldachtal
Tel. +49 7443 12-4000
Fax + +49 7443 12-4568
Internet www.fischer.de
Oggetto del benestare e
campo di applicazione:
Generic type and use of
construction product:
Viti autofilettanti per le costruzioni in legno
Validità da:
Valid from:
a:
to:
22-03-2011
Impianto di produzione
Manufacturing plant:
fischerwerke GmbH & Co. KG
Weinhalde 14 – 18
D-72178 Waldachtal
Questo Benestare Tecnico
Europeo contiene:
This European Technical
Approval contains:
24 pagine compresi 2 allegati che sono parte
integrante del documento
24 pages including 2 annexes which form an integral
part of the document
Self-tapping screws for use in timber structures
22-03-2016
European Organization for Technical Approvals
Europæisk Organization for Tekniske Godkendelser
Pagina 2 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
I
FONDAMENTI LEGALI E
CONDIZIONI GENERALI
1
Il presente Benestare Tecnico Europeo è emesso
da ETA-Danmark A/S in conformità con:
-
Direttiva del Consiglio n° 89/106/CEE del 21
Dicembre 1988 per l’armonizzazione delle
disposizioni legislative, regolamentari ed
amministrative degli Stati Membri in materia di
prodotti da costruzione1), successivamente
modificata dalla Direttiva del Consiglio n°
93/68/CEE del 22 luglio 19932).
5
Le riproduzioni del presente Benestare Tecnico
Europeo, comprese le trasmissioni per via elettronica,
devono essere effettuate riportando l’intero testo del
documento. Tuttavia sono consentite le riproduzioni
parziali con il consenso scritto di ETA-Danmark A/S.
In questo caso, le riproduzioni parziali devono essere
opportunamente contrassegnate come tali. I testi ed i
disegni degli opuscoli pubblicitari non devono in
nessun modo contraddire il Benestare Tecnico
Europeo né citare in modo improprio il testo in esso
contenuto.
6
Il Benestare Tecnico Europeo è rilasciato da ETADanmark in Lingua Inglese. Questa versione
corrisponde completamente alla versione in
circolazione nell’EOTA. Le traduzioni in altre lingue
devono essere opportunamente indicate come tali. La
presente stesura è una traduzione redatta a cura di
fischer Italia.
-
Decreto 559 del 27 Giugno 1994 (che sostituisce
il Decreto 480 del 25 giugno 1991) relativo
all'entrata in vigore della Direttiva del Consiglio
del 21 Dicembre 1988 per l’armonizzazione delle
disposizioni legislative, regolamentari ed
amministrative degli Stati Membri in materia di
prodotti da costruzione.
-
Regole procedurali comuni per la richiesta, la
predisposizione ed il rilascio dei Benestare
Tecnici Europei in conformità con l’Allegato alla
Decisione della Commissione 94/23/CE3).
2
ETA-Danmark A/S è autorizzato a verificare la
rispondenza a quanto previsto dal presente
Benestare Tecnico Europeo. La verifica può
effettuarsi presso lo stabilimento di produzione.
Tuttavia, la conformità dei prodotti con quanto
stabilito dal Benestare Tecnico Europeo e la loro
idoneità riguardo alla destinazione d’uso è
responsabilità del proprietario del suddetto
Benestare Tecnico Europeo.
3
Il presente Benestare Tecnico Europeo non può
essere trasferito a produttori né a rappresentanti di
produttori che non siano quelli riportati a pagina
1, né ad altri stabilimenti di produzione che non
siano quelli indicati a pagina 1 del presente
Benestare Tecnico Europeo.
4
Il presente Benestare Tecnico Europeo può essere
revocato da ETA-Danmark A/S ai sensi
dell’articolo 5(1) della Direttiva del Consiglio
89/106/CEE.
1)
2)
3)
Gazzetta Ufficiale della Comunità Europea N° L40 del 11 febbraio 1989, p. 12.
Gazzetta Ufficiale della Comunità Europea N° L220 del 30 agosto 1993, p. 1.
Gazzetta Ufficiale della Comunità Europea N° L17 del 20 gennaio 1994, p. 34.
Pagina 3 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
II CONDIZIONI SPECIFICHE DEL
BENESTARE TECNICO EUROPEO
1
Descrizione del prodotto e destinazione
d‘uso
Le viti “fischer Power-Fast” e le “Viti per costruzioni
fischer FCS” sono viti autofilettanti che devono essere
utilizzate nelle costruzioni in legno. Le viti “fischer PowerFast” possono essere parzialmente filettate o
completamente filettate. Le “Viti per costruzioni fischer
FCS” possono essere parzialmente filettate. Le viti devono
essere prodotte da un filo di acciaio al carbonio per i
diametri nominali da 3,0 mm fino a 10,0 mm e da un filo di
acciaio inossidabile per i diametri nominali da 3,0 mm fino
a 6,00 mm. Dove sia richiesta la protezione contro la
corrosione, il materiale o il rivestimento deve essere
dichiarato in accordo con le relative specifiche riportate
nell’Allegato A della EN 14592.
Geometria e Materiale
Il diametro nominale (il diametro esterno della parte
filettata), d, non deve essere meno di 3,0 mm e non deve
essere più grande di 10,0 mm. La lunghezza totale, L, delle
viti non deve essere meno di 20 mm e non deve essere più
grande di 400 mm. Le altre dimensioni sono riportate negli
Allegati da A1 a A10.
Il rapporto tra il diametro interno della parte filettata ed il
diametro esterno della parte filettata di/d, varia da 0,59 a
0,69.
Le viti sono filettate per una lunghezza minima di 4,7·d
(i.e. lg > 4,7·d).
Il passo p (la distanza tra due filetti adiacenti) varia da
0,5·d a 0,67·d.
Nessuna fessura deve essere osservata per angoli inferiori
all’angolo di piega, α, definito come 45/d0,7 + 10 (°).
Destinazione d’uso
Le viti sono usate per connessioni in strutture portanti in
legno tra elementi di legno massiccio (legno di aghifoglia),
legno lamellare, legno lamellare incrociato, stratificato di
sfogliati (LVL), elementi simili incollati, pannelli a base di
legno o acciaio.
Inoltre, le viti “fischer Power-Fast” con un diametro di 6
mm, 8 mm e 10 mm possono anche essere utilizzate per il
fissaggio di pannelli di isolamento termico su travi di
copertura e su facciate verticali.
Le piastre di acciaio ed i pannelli a base di legno, eccetto
quelli in legno massiccio e legno lamellare incrociato,
devono essere solo gli elementi da fissare. Possono essere
utilizzati i seguenti pannelli a base di legno:
- Compensato secondo EN 636 o un Benestare Tecnico
Europeo
- Pannelli in truciolare secondo EN 312 o un Benestare
Tecnico Europeo
- Pannelli in OSB, tipo OSB/3 e OSB/4 secondo EN 300
o un Benestare Tecnico Europeo
- Pannelli di fibre secondo EN 622-2 e 622-3 o un
Benestare Tecnico Europeo (la minima densità
consentita è 650 kg/m³)
- Pannelli in truciolare cementato secondo un Benestare
Tecnico Europeo
- Pannelli in legno massiccio secondo EN 13353 e EN
13986, e pannelli in legno lamellare incrociato secondo
un Benestare Tecnico Europeo
- Stratificato di sfogliati (LVL) secondo EN 14374 o un
Benestare Tecnico Europeo
- Prodotti in legno secondo un Benestare Tecnico
Europeo
Le viti possono essere avvitate nel legno senza preforatura
o dopo aver forato con un diametro non maggiore del
diametro interno della filettatura per la lunghezza pari alla
lunghezza della parte filettata e con un diametro pari al
diametro del gambo liscio per la lunghezza della parte
liscia.
Le viti sono destinate ad essere utilizzate nelle connessioni
di strutture in legno per le quali i requisiti di resistenza
meccanica, stabilità e sicurezza d’uso ai sensi dei Requisiti
Fondamentali 1 e 4 della Direttiva del Consiglio
89/106/CEE devono essere soddisfatti.
La forma e le dimensioni delle rondelle sono specificate
nell'Allegato 11. Le rondelle devono essere fatte in acciaio.
La progettazione delle connessione deve essere basato sui
valori della resistenza caratteristica delle viti. La resistenza
di progetto deve essere calcolata dalla resistenza
caratteristica in conformità con l’Eurocodice 5 o un’
equivalente Normativa Nazionale (p.e. DIN 1052:200812). Per quanto riguarda le condizioni ambientali, si
applicano le disposizioni nazionali per il sito di
costruzione.
Le viti devono essere utilizzate in connessioni soggette ad
un carico statico o quasi statico.
Le viti in acciaio zincato devono essere utilizzate in
costruzioni in legno in condizioni asciutte, in ambienti
interni definiti dalle Classi di Servizio 1 e 2 della norma
EN 1995-1-1:2008 (Eurocodice 5).
Le viti in acciaio inossidabile soddisfacendo i requisiti
dell’Eurocodice 5 (EN 1995-1-1:2008), possono essere
utilizzate in strutture soggette a condizioni umide definite
come Classe di Servizio 3.
Vita utile prevista
La vita utile delle viti prevista per la destinazione d’uso è
50 anni, ipotizzando un uso appropriato e la manutenzione.
Le informazioni sulla vita utile non devono essere
considerate come garanzia del produttore o dell'organismo
che rilascia l'ETA. Il termine “vita utile prevista” significa
che ci si aspetta che in condizioni d’uso normali la vera vita
utile sia considerabilmente più lunga a meno che i requisiti
fondamentali siano compromessi da un maggior degrado.
Pagina 4 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
2
Caratteristiche del prodotto e metodo di verifica
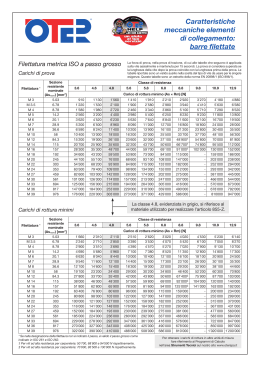
Caratteristica
2.1
2.1.1
Valore della caratteristica
Resistenza meccanica e stabilità*)
Resistenza a trazione
Valore caratteristico ftens,k:
Vite d = 3,0 mm:
Vite d = 3,5 mm:
Vite d = 4,0 mm:
Vite d = 4,5 mm:
Vite d = 5,0 mm:
Vite d = 6,0 mm:
Vite d = 8,0 mm:
Vite d = 10,0 mm:
2,7 kN
3,7 kN
4,8 kN
6,0 kN
7,5 kN
10,7 kN
19,1 kN
29,8 kN
Viti in acciaio inossidabile:
Vite d = 3,0 mm:
1,6 kN
Vite d = 3,5 mm:
2,1 kN
Vite d = 4,0 mm:
2,8 kN
Vite d = 4,5 mm:
3,5 kN
Vite d = 5,0 mm:
4,3 kN
Vite d = 6,0 mm:
6,2 kN
2.1.2
Coppia di avvitamento
Rapporto tra il valore caratteristico della
resistenza a torsione e del valore medio della
coppia di avvitamento:
ftor,k / Rtor,mean > 1,5
2.1.3
Resistenza a torsione
Valore caratteristico ftor,k:
Viti in acciaio al carbonio:
Vite d = 3,0 mm:
1,3 Nm
Vite d = 3,5 mm:
2,0 Nm
Vite d = 4,0 mm:
3,5 Nm
Vite d = 4,5 mm:
5,0 Nm
Vite d = 5,0 mm:
6,5 Nm
Vite d = 6,0 mm:
9,5 Nm
Vite d = 8,0 mm:
25,0 Nm
Vite d = 10,0 mm: 40,0 Nm
Viti in acciaio inossidabile:
Vite d = 3,0 mm:
0,9 Nm
Vite d = 3,5 mm:
1,3 Nm
Vite d = 4,0 mm:
1,9 Nm
Vite d = 4,5 mm:
2,6 Nm
Vite d = 5,0 mm:
3,7 Nm
Vite d = 6,0 mm:
6,5 Nm
2.2
2.2.1
Sicurezza in caso di incendio
Comportamento al fuoco
Le viti sono prodotte in acciaio classificato come
Euroclasse A1 secondo EN 1350-1 e secondo la
Decisione CE 96/603/CE, modificata dalla
Decisione CE 2000/605/CE.
Pagina 5 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
Caratteristica
2.3
2.3.1
Valore della caratteristica
Igiene, salute ed ambiente
Influenza sulla qualità dell’aria
Nessun materiale pericoloso **)
2.4
Sicurezza nell’uso
Non pertinente
2.5
Protezione contro il rumore
Non pertinente
2.6
Risparmio energetico e ritenzione di calore
Non pertinente
2.7
Aspetti relativi alla manutenzione
2.7.1
Durabilità
2.7.2
Funzionalità
Le viti hanno una soddisfacente durabilità e
funzionalità se utilizzate in costruzioni in legno,
con le specie legnose descritte nell’Eurocodice 5
e soggette alle condizioni definite dalle Classi di
Servizio 1 e 2.
2.7.3
Identificazione
Vedere l’Allegato A
*) Vedere pagine 6 del Benestare Tecnico Europeo (ETA)
**) In accordo con http://europa.eu.int-/comm/enterprise/construction/internal/dangsub/dangmain.htm In aggiunta alle clausole specifiche di questo Benestare Tecnico
Europeo, relative alle sostanze pericolose, ci possono essere ulteriori requisiti per i prodotti che rientrano in questa finalità di impiego (p.e. Leggi Europee recepite e Leggi
Nazionali, disposizioni legislative e amministrative). Per soddisfare le disposizioni della Direttiva UE sui Prodotti da Costruzione, anche questi requisiti devono essere
rispettati quando e dove applicati.
Pagina 6 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
2.1 Resistenza meccanica e stabilità
Fax,α,RK
La capacità portante delle viti “fischer Power-Fast” e delle
“Viti per costruzioni fischer FCS” sono applicabili a
materiali a base di legno di cui al paragrafo 1, anche se il
solo termine legno è usato nel seguito del presente
documento.
nef
fax,k
Il valore caratteristico della resistenza ai carichi laterali ed
il valore caratteristico della resistenza a estrazione assiale
delle viti “fischer Power-Fast” e delle “Viti per costruzioni
fischer FCS” dovrebbero essere utilizzati per la
progettazione in accordo con l’Eurocodice 5 o
un’equivalente Normativa Nazionale.
d
lef
Valore caratteristico della resistenza ad estrazione per un angolo α rispetto alla fibratura [N]
Numero efficace di viti secondo EN 1995-11:2008
Valore caratteristico del parametro di estrazione
Vite ∅ 3,0 mm:
fax,k = 13,8 N/mm²
Vite ∅ 3,5 mm:
fax,k = 13,4 N/mm²
Vite ∅ 4,0 mm:
fax,k = 13,0 N/mm²
Vite ∅ 4,5 mm:
fax,k = 12,7 N/mm²
Vite ∅ 5,0 mm:
fax,k = 12,4 N/mm²
Vite ∅ 6,0 mm:
fax,k = 11,9 N/mm²
Vite ∅ 8,0 mm:
fax,k = 11,2 N/mm²
Vite ∅ 10,0 mm:
fax,k = 10,6 N/mm²
Diametro esterno della parte filettata [mm]
Lunghezza di penetrazione della parte filettata
secondo EN 1995-1-1:2008 [mm]
Angolo tra la fibratura e l’asse della vite (α >
30°)
Densità caratteristica [kg/m³]
La profondità di penetrazione della parte filettata deve
essere lef > 4·d, dove d è il diametro esterno della parte
filettata della vite. Per il fissaggio di pannelli di isolamento
termico su travi del tetto, la profondità di penetrazione
della parte filettata deve essere almeno 40 mm, lef > 40
mm.
α
Per gli elementi strutturali possono essere considerati, se
applicabili, i relativi Benestare Tecnici Europei.
La resistenza ad estrazione assiale è limitata dalla resistenza
allo sprofondamento della testa della vite e dalla resistenza a
trazione della vite.
Per i pannelli a base di legno devono essere considerati, dove
applicabili, i relativi Benestare Tecnici Europei.
Resistenza ai carichi laterali
Il valore caratteristico della resistenza ai carichi laterali
delle viti “fischer Power-Fast” e delle “Viti per costruzioni
FCS” deve essere calcolato secondo EN 1995-1-1:2008
(Eurocodice 5) usando il diametro esterno della filettatura d
come diametro nominale della vite. Il contributo
dell’effetto fune può essere considerato.
Il valore caratteristico del momento di snervamento può
essere calcolato con le seguenti equazioni:
Viti in acciaio al carbonio con 3,0 mm < d < 3,5 mm:
My,k = 0,15 · 500 (N/mm²) · d2,6
[Nmm]
Viti in acciaio al carbonio con 4,0 mm < d < 10,0 mm:
My,k = 0,15 · 600 (N/mm²) · d2,6
[Nmm]
Viti in acciaio inossidabile con:
My,k = 0,15 · 350 (N/mm²) · d2,6
[Nmm]
dove:
d
è il diametro esterno della parte filettata [mm]
Resistenza ad estrazione assiale
Il valore caratteristico della resistenza ad estrazione assiale
delle viti “fischer Power-Fast" e delle “Viti per costruzioni
fischer FCS” in elementi di legno massiccio (legno di
aghifoglia), legno lamellare o legno lamellare incrociato
con un angolo di 30° ≤ α ≤ 90° rispetto alla direzione di
fibratura, deve essere calcolato secondo EN 1995-1-1:2008
con la seguente equazione:
Fax,α ,Rk
Dove
ρ
=
⋅ k
2
2
1, 2 ⋅ cos α + sin α 350
n ef ⋅ f ax,k ⋅ d ⋅ l ef
0,8
[N]
ρk
Resistenza allo sprofondamento della testa della vite
Il valore caratteristico della resistenza allo sprofondamento
della testa delle viti “fischer Power-Fast” e delle “Viti per
costruzioni fischer FCS” può essere calcolato secondo EN
1995-1-1:2008 con la seguente equazione:
0,8
ρ
[N]
Fax,α ,Rk = n ef ⋅ f head,k ⋅ d h2 ⋅ k
350
dove:
Fax,α,RK Valore caratteristico della resistenza allo
sprofondamento della testa della vite per un
angolo α > 30° rispetto alla fibratura [N]
nef
Numero efficace di viti secondo EN 1995-11:2008
fhead,k
Valore caratteristico del parametro di
sprofondamento della testa [N/mm²]
dh
Diametro della testa della vite [mm]
Densità caratteristica [kg/m³], per i pannelli a
ρk
base di legno si assume ρk = 380 kg/m³
Il valore caratteristico della resistenza allo sprofondamento
della testa per viti con diametro della testa ≤ 21 mm in
connessioni con legno e con pannelli a base di legno con
spessore sopra i 20 mm:
fhead,k = 12 N/mm²
Il valore caratteristico dello sprofondamento della testa per
viti con diametro della testa 21 mm < dh ≤ 32 mm in
connessioni con legno e con pannelli a base di legno con
spessori sopra i 20 mm:
fhead,k = 10 N/mm²
Il valore caratteristico dello sprofondamento della testa per
viti in connessioni con legno e con pannelli a base di legno
con spessori tra i 12 mm ed i 20 mm:
fhead,k = 8 N/mm²
Pagina 7 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
Le viti in connessioni con pannelli a base di legno con
spessore sotto i 12 mm (minimo spessore dei pannelli a
base di legno di 1,2·d con d diametro esterno della parte
filettata):
fhead,k = 8 N/mm²
limitato a Fax,Rk = 400 N
Il diametro della testa dh deve essere più grande di 1,8·ds
dove ds è il diametro della parte liscia o del nocciolo.
Altrimenti la capacità caratteristica di sprofondamento della
testa Fax,α,Rk = 0.
Il diametro esterno delle rondelle dh > 32 mm non deve
essere considerato.
Lo spessore minimo dei pannelli a base di legno secondo il
paragrafo 2.1 deve essere rispettato.
Nelle connessioni acciaio-legno la capacità
sprofondamento della testa non è decisivo.
di
Resistenza a trazione
Il valore caratteristico della resistenza a trazione ftens,k delle
viti “fischer Power-Fast” e delle “Viti per costruzioni
fischer FCS” è:
Viti in acciaio al carbonio:
Vite d = 3,0 mm:
2,7 kN
Vite d = 3,5 mm:
3,7 kN
Vite d = 4,0 mm:
4,8 kN
Vite d = 4,5 mm:
6,0 kN
Vite d = 5,0 mm:
7,5 kN
Vite d = 6,0 mm:
10,7 kN
Vite d = 8,0 mm:
19,1 kN
Vite d = 10,0 mm: 29,8 kN
Viti in acciaio inossidabile:
Vite d = 3,0 mm:
1,6 kN
Vite d = 3,5 mm:
2,1 kN
Vite d = 4,0 mm:
2,8 kN
Vite d = 4,5 mm:
3,5 kN
Vite d = 5,0 mm:
4,3 kN
Vite d = 6,0 mm:
6,2 kN
Per viti usate in combinazione con piastre in acciaio, la
resistenza allo strappo della testa della vite dovrebbe essere
più grande della resistenza a trazione della vite.
Viti caricate sia assialmente sia lateralmente
Per connessioni con viti soggette ad una combinazione di
carico assiale e carico laterale, la seguente espressione
dovrebbe essere soddisfatta:
Fax,Ed
Fax,Rd
dove
Fax,Ed
Fla,Ed
Fax,Rd
2
Fla,Ed
+
Fla,Rd
2
≤ 1
è l’azione assiale di progetto della vite
è l’azione laterale di progetto della vite
resistenza di progetto di una vite caricata
assialmente
Fla,Rd
resistenza di progetto di una vite caricata
lateralmente.
Materiale di isolamento termico sulle travi del tetto
Le viti “fischer Power-Fast” con un diametro esterno della
filettatura di d = 6 mm, 8 mm e 10 mm possono essere
usate per il fissaggio di materiale di isolamento termico
sopra le travi di copertura.
Lo spessore di isolamento può essere fino a 300 mm.
L’isolamento deve essere posizionato sopra travi in legno
massiccio o in legno lamellare o su elementi in legno
lamellare incrociato ed essere fissato da listelli posizionati
parallelamente alle travi o da pannelli a base di legno
posizionati sopra l’isolamento stesso. Le regole riportate
valgono anche per l'isolamento delle facciate verticali.
Le viti devono essere avvitate nelle travi in un unico
passaggio attraverso i listelli o i pannelli e l’isolamento
senza preforatura.
L’angolo α tra l’asse della vite e la direzione della fibratura
sulla trave dovrebbe essere tra 30° e 90°.
I listelli devono essere di legno massiccio (legno di
aghifoglie) secondo EN 338:2003-04. Lo spessore minimo
dei listelli è 40 mm e la larghezza minima è 60 mm per viti
con un diametro esterno della filettatura d = 10 mm. Per
viti con un diametro esterno della filettatura d = 6 mm e 8
mm il minimo spessore dei listelli è 30 mm e la minima
larghezza 50 mm.
In alternativa ai listelli, possono essere usati tavolati con un
minimo spessore di 20 mm di compensato secondo EN
636, di pannelli di truciolare secondo EN 312, di pannelli
di OSB/3 e OSB/4 secondo EN 300 o secondo un
Benestare Tecnico Europeo e di pannelli in legno massiccio
secondo EN 13353.
La trave può essere di legno massiccio (legno di aghifoglie)
secondo EN 338, legno lamellare secondo EN 14081, legno
lamellare incrociato, stratificato di sfogliati (LVL) secondo
EN 14374 o secondo un Benestare Tecnico Europeo o
elementi simili incollati secondo un Benestare Tecnico
Europeo ed avere una minima larghezza di 60 mm.
L’isolamento deve ottemperare ad un Benestare Tecnico
Europeo.
L’isolamento deve avere una minima tensione di
compressione σ10% = 0,05 N/mm² al 10% di deformazione
secondo EN 826:1996-05.
L’analisi del fissaggio dell’isolamento e dei listelli o dei
tavolati, rispettivamente, può essere eseguito usando il
modello statico riportato nell’Allegato B. I listelli o i
tavolati, rispettivamente, devono avere sufficiente
resistenza e rigidezza. La massima pressione tra i listelli o i
tavolati, rispettivamente, e l’isolamento non deve superare
1,1·σ10%.
Pagina 8 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
Il valore caratteristico della resistenza ad estrazione assiale
di viti per l’isolamento su travi o su facciata deve essere
calcolato con l’equazione:
Fax , α ,Rk
fax,k ⋅ d ⋅ l ef ⋅ k 1 ⋅ k 2 ρk 0,8
1, 2 ⋅ cos 2 α + sin 2 α 350
= min
0,8
2 ρ
f head ,k ⋅ d h ⋅ k
350
[N]
dove
Fax,α,RK
fax,k
d
lef
α
k1
k2
tHI
σ10%
fhead,k
dh
ρk
Valore caratteristico della resistenza ad
estrazione della connessione per un angolo α
rispetto alla fibratura [N]
Valore caratteristico del parametro di
estrazione [N/mm²]
Diametro esterno della filettatura [mm]
Lunghezza di penetrazione della parte filettata
secondo EN 1995-1-1:2008 [mm]
Angolo tra la fibratura e l’asse della vite (α >
30°)
Min. {1; 220/tHI}
Min. {1; σ10%/0,12}
Spessore dell’isolamento termico [mm]
Tensione di compressione sull’isolamento
termico al 10% di deformazione [N/mm²]
σ10% ≥ 0,05 N/mm²
Valore caratteristico del parametro di
sprofondamento della testa [N/mm²]
Diametro esterno della testa della vite [mm]
Resistenza caratteristica [kg/m³]
Le forze di attrito non devono essere considerate nel
calcolo della resistenza caratteristica all’estrazione assiale
delle viti.
La resistenza all’estrazione assiale è limitata dalla resistenza
allo sprofondamento della testa della vite (vedere 2.1).
L’ancoraggio contro le forze di suzione del vento oltre alle
tensioni flessionali nei listelli o nei tavolati,
rispettivamente, devono essere considerati nel
dimensionamento. Ulteriori viti perpendicolari alla
fibratura della trave (angolo α = 90°) possono essere
disposte se necessario.
Le viti per l’ancoraggio di isolamento su travi devono
essere disposte secondo quanto riportato nell’Allegato B.
Il massimo interasse tra le viti è eS = 1,75 m.
2.7 Aspetti relativi alla manutenzione
2.7.1 Protezione contro la corrosione per le Classi di
Servizio 1, 2 e 3.
Le viti “fischer Power-Fast” e le “Viti per costruzioni
fischer FCS” sono prodotte in acciaio al carbonio. Le viti
fatte di acciaio al carbonio sono zincate gialle o bianche.
Lo spessore minimo della zincatura è 5µm.
L’acciaio n° 1.4567 e 1.4578 è usato per viti fatte in
acciaio inossidabile.
Pagina 9 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
3
Attestazione di conformità e marcatura
CE
3.1 Sistema di attestazione di conformità
Il sistema di attestazione di conformità è 2+, come
descritto nella Direttiva del Consiglio 89/106/CEE
(Direttiva sui prodotti da costruzione) Allegato III.
I risultati del controllo di produzione in stabilimento
sono registrati e valutati. I documenti devono
includere almeno le seguenti informazioni:
a)
Compiti del produttore:
-
(1) Controllo di produzione in stabilimento,
(2) Prove di tipologia iniziali del prodotto,
-
b)
Compiti dell’ente certificatore:
(1) Ispezione iniziale dello stabilimento e
controllo di produzione in stabilimento,
(2) Sorveglianza continua
3.2
Responsabilità
3.2.1 Compiti del produttore
3.2.1.1 Controllo di produzione in stabilimento
Il produttore ha controllo di produzione in
stabilimento ed esercita un controllo interno continuo
della produzione. Tutti gli elementi, i requisiti e le
disposizioni adottati dal produttore devono essere
documentate in modo sistematico sotto forma di
policy e procedure scritte. Questo sistema di
controllo della produzione assicura che il prodotto sia
in conformità con il Benestare Tecnico Europeo.
Il produttore deve utilizzare solo materie prime
fornite con i pertinenti documenti di ispezione come
previsto nel piano di controllo4. Le materie prime in
arrivo devono essere soggette a controlli e test dal
produttore prima dell’accettazione. La verifica dei
materiali, come i fogli di metallo, deve includere il
controllo dei documenti di ispezione presentati dai
fornitori (comparazione con i valori nominali)
verificando le dimensioni e determinando le proprietà
del materiale, p.e. la composizione chimica, le
proprietà meccaniche e lo spessore della zincatura.
I componenti prodotti sono verificati visualmente e
sulle dimensioni.
Il piano di controllo, che è parte della documentazione tecnica di questo Benestare Tecnico Europeo,
include i dettagli dell’estensione, natura e frequenza
4
dei test ed i controlli che devono essere eseguiti
all’interno del controllo di produzione in stabilimento
e questo deve essere concordato tra il proprietario del
benestare ed ETA Danmark.
Il piano di controllo deve essere depositato presso
ETA-Denmark ed è reso disponibile solo agli
organismi autorizzati coinvolti nella procedura di
attestazione della conformità.
-
Identificazione del prodotto, delle materie prime
e dei componenti;
Tipo di controllo o prova;
Data di fabbricazione del prodotto e la data di
test del prodotto o del materiale di partenza e dei
componenti;
Risultato del controllo e delle prove e, se del
caso, comparazione con i requisiti;
Firma della persona responsabile per il controllo
di produzione in stabilimento.
I documenti devono essere presentati da ETA
Danmark su richiesta.
3.2.1.1 Prove di tipologia iniziali del prodotto
I risultati dei test eseguiti per l’ottenimento del
Benestare Tecnico europeo devono essere usati come
prove di tipologia iniziali a meno che non ci siano
cambiamenti nella linea di produzione o
dell’impianto. In questi casi le prove di tipologia
iniziali devono essere concordati tra ETA Danmark e
l’ente certificatore.
3.2.2. Compiti dell’ente certificatore
3.2.2.1 Ispezione iniziale dello stabilimento e controllo di
produzione in stabilimento.
L’organismo autorizzato deve accertare che, in
accordo con il piano di controllo, lo stabilimento, in
particolare lo staff e l’equipaggiamento, ed il
controllo di produzione in stabilimento, siano adatti
per assicurare una continua ed ordinata produzione
delle viti con le specifiche indicate nella parte 2.
3.2.2.2 Sorveglianza continua
L’organismo autorizzato deve visitare lo stabilimento
almeno due volte l’anno per ispezioni di routine. Si
deve verificare che il sistema del controllo della
produzione in stabilimento e gli specifici processi di
produzione siano mantenuti, tenendo in conto il
piano di controllo.
I risultati della certificazione del prodotto e della
sorveglianza continua devono essere resi disponibili
su richiesta dall’ente certificatore a ETA Danmark.
Pagina 10 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
Dove le disposizioni del Benestare Tecnico Europeo
e del piano di controllo non siano più soddisfatte, il
certificato di conformità deve essere revocato
dall’ente certificatore.
3.3
Marcatura CE
La marcatura CE deve essere apposta su ogni
confezione di viti. Le lettere “CE” devono essere
seguite dal numero di identificazione dell’ente
certificatore e devono essere accompagnate dalle
seguenti informazioni addizionali:
- Nome o marchio identificativo del
produttore
- Le ultime due cifre dell’anno di
apposizione della marcatura CE
- Numero del Benestare Tecnico Europeo
- Nome del prodotto
- Diametro esterno della filettatura e
lunghezza della vite autofilettante
- Tipo e spessore medio della protezione per
la corrosione
- Numero del Certificato di Conformità CE
Pagina 11 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
4 Ipotesi di approvazione correlate alla
valutazione d’idoneità del prodotto per
l’impiego previsto
4.1 Produzione
Le viti Power-Fast e le Viti per costruzione fischer FCS
sono prodotte in accordo con le disposizioni di questo
Benestare Tecnico Europeo usando i processi di
produzione identificati durante l’ispezione dell’impianto da
parte dell’organismo notificato per l’ispezione e previste
nella documentazione tecnica.
4.2 Installazione
4.2.1 L’installazione deve essere eseguita in accordo con
l’Eurocodice 5 o una equivalente Normativa Nazionale a
meno che non sia definito come nel seguito. Le istruzioni
di fischerwerke GmbH Co. KG dovrebbero essere
considerate per l’installazione.
4.2.2 Le viti sono utilizzate per connessioni in strutture
portanti in legno tra elementi di legno massiccio (legno di
aghifoglie), legno lamellare, legno lamellare incrociato,
stratificato di sfogliati (LVL), elementi simili incollati,
pannelli a base di legno o elementi di acciaio.
Le viti possono essere utilizzate per connessioni in strutture
portanti in legno con elementi strutturali in accordo con un
Benestare Tecnico Europeo associato, se l’accordo con il
Benestare Tecnico Europeo dell’elemento strutturale
permette una connessione in strutture portanti con viti.
Inoltre le viti possono anche essere utilizzate per il fissaggio
dell’isolamento sopra le travi o su facciate verticali.
Nelle connessioni in strutture portanti di legno dovrebbero
essere utilizzate minimo due viti.
La minima lunghezza di penetrazione negli elementi
strutturali fatti di legno massiccio, lamellare o lamellare
incrociato è 4·d.
I pannelli a base di legno e le piastre in acciaio dovrebbero
essere fissati dal lato della testa della vite. Il minimo spessore
dei pannelli a base di legno dovrebbe essere 1,2·d. Inoltre il
minino spessore per i seguenti pannelli a base di legno
dovrebbe essere:
•
•
•
Compensato, pannelli di fibre: 6 mm
Pannelli di truciolare, Pannelli in OSB, Pannelli di
truciolare cementato: 8 mm
Pannelli in legno massiccio: 12 mm
Per elementi strutturali secondo i Benestare Tecnici Europei i
termini dei Benestare Tecnici Europei devono essere
considerati.
Se le viti con un diametro esterno della parte filettata d > 8
mm sono utilizzate in strutture portanti in legno, il legno
massiccio o il legno lamellare, lo stratificato di sfogliati
(LVL) e gli elementi simili incollati devono essere di abete
rosso, pino o di abete. Questo non si applica se le viti sono
inserite con preforatura.
L’angolo minimo tra l’asse della vite e la direzione della
fibratura è α = 30°.
4.2.3 Le viti devono essere inserite nel legno con o senza
preforatura. Il diametro massimo di preforatura è il
diametro interno della filettatura per la lunghezza della
parte filettata e il diametro della parte liscia per la
lunghezza della parte liscia. Il foro negli elementi in acciaio
deve essere eseguito con un diametro adatto.
Solo l’equipaggiamento prescritto da fischerwerke GmbH
Co. KG deve essere utilizzato per l’inserimento delle viti.
Nelle connessioni con viti con testa svasata secondo
l’Allegato A la testa deve essere a filo con la superficie
dell’elemento strutturale connesso. Non è consentita una
svasatura più profonda. Questo si applica anche alle viti
con testa flangiata piana con l’eccezione dell’altezza della
testa k.
Le viti in acciaio al carbonio con testa svasata secondo
l’Allegato A possono essere utilizzate insieme a rondelle
secondo l’Allegato A11. Le rondelle dovrebbero avere
l’intera superficie di contatto portante.
4.2.4 Per gli elementi strutturali in legno, i minimi interassi
e distanze dal bordo per le viti con preforatura sono
riportati in EN 1995-1-1:2008 (Eurocodice 5) paragrafo
8.3.1.2 e tabella 8.2 come per i chiodi con preforatura. Qui
il diametro esterno d della filettatura deve essere
considerato.
Per viti senza preforatura, i minimi interassi e distanze dal
bordo sono riportati in EN 1995-1-1:2008 (Eurocodice 5)
paragrafo 8.3.1.2 e tabella 8.2 come per i chiodi senza
preforatura.
Per elementi in abete Douglas i minimi interassi e distanze
parallele alla fibratura deve essere incrementata del 50%.
Le minime distanza dall’estremità sollecitata o non
sollecitata devono essere 15·d per viti con preforatura con
un diametro esterno della filettatura d > 8 mm e spessori di
legno t < 5·d.
La minima distanza dall’estremità non sollecitata
perpendicolare alla fibratura può essere ridotta a 3·d anche
per spessori di legno t < 5·d, se l’interasse parallelo alla
fibratura e la distanza dal bordo è almeno 25·d.
Il minimo spessore per elementi strutturali è t = 30 mm per
viti con un diametro esterno della filettatura d ≤ 8 mm e t =
40 mm per viti con un diametro esterno della filettatura d =
10 mm.
Pagina 12 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
4.3 Manutenzione e riparazione
La manutenzione non è richiesta durante la vita utile
prevista. Qualora la riparazione sia necessaria, è normale
sostituire la vite.
Pagina 13 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
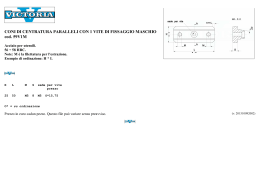
Allegato A
Dimensioni vite e materiali
Marchio
d
d1
dhead
lgf
ht ds
Impronta
POZI PZ
Alettature
autosvasanti
sottotesta*
* opzionali
Vite autoperforante (testa svasata piana ridotta) con filettatura totale o con filettatura parziale
Diametro Ø
Diametro nominale
filettatura
d
Deviazione amm.
Diametro nucleo
Deviazione amm.
Diametro testa
dhead
Deviazione amm.
Diametro gambo
ds
Deviazione amm.
ht
Altezza testa
Passo filettatura
p
Deviazione amm.
Impronta POZI PZ
ls
d1
Dimensione
nominale
20
25
30
3,0
3,5
4,0
3,15
3,65
4,15
-0,40
2,20
2,50
-0,25 / +0,10
5,00
6,00
7,00
-0,50 / +0,10
2,00
1,90
1,50
2,10
1,80
±10%
2,50
2,00
1
2
Lunghezza standard della filettatura lgf = Filettatura totale lgp = Filettatura parziale Tolleranza: ± 2,0
min
max
lgf
18,95
23,75
28,75
21,05
26,25
31,25
16
21
26
lgp
lgf
16
21
lgp
lgf
20
Lunghezze intermedie ls sono possibili
Tutte le dimensioni sono in mm
Trattamento superficiale consentito: zincatura gialla, zincatura bianca
Materiale: Acciaio al carbonio
fischer Power-Fast e Viti per costruzioni fischer FCS
Dimensioni e Materiali
Allegato A1
del Benestare Tecnico Europeo
ETA-11/0027
Pagina 14 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
Marchio
ht
d1
d
dhead
lgf
ds
lr
Impronta
POZI PZ
lgp
Alettature
autosvasanti
sottotesta*
Impronta
TORX TX
Nervature
fresanti sul
gambo*
* opzionali
Vite autoperforante (testa svasata piana) con filettatura totale o con filettatura parziale
Diametro Ø
Diametro nominale
filettatura
d
Deviazione amm.
Diametro nucleo
d1
Deviazione amm.
Diametro testa
dhead
Deviazione amm.
Diametro gambo
ds
Deviazione amm.
ht
Altezza testa
Passo filettatura
p
Deviazione amm.
Lunghezza delle
costole sul gambo
lr *
Deviazione amm.
Impronta TORX TX
Impronta POZI PZ
ls
Dimensione
min
max
nominale
20
18,95
21,05
25
23,75
26,25
30
28,75
31,25
35
33,50
36,50
40
38,50
41,50
45
43,50
46,50
50
48,50
51,50
55
53,50
56,50
60
58,50
61,50
70
68,50
71,50
80
78,50
81,50
90
88,25
91,75
100
98,25 101,75
110
108,25 111,75
120
118,25 121,75
130
128,00 132,00
140
138,00 142,00
150
148,00 152,00
160
158,00 162,00
180
178,00 182,00
up to
300
298,00 302,00
3,0
3,5
4,0
4,5
5,0
6,0
3,15
3,65
4,15
4,65
5,15
6,15
2,00
6,00
2,25
1,90
1,50
3,75
-0,40
2,20
2,50
2,70
-0,25 / +0,10
7,00
8,00
8,80
-0,50 / +0,10
2,55
2,90
3,25
-0,30 / +0,10
2,10
2,50
2,70
1,80
2,00
2,20
±10%
4,25
4,75
3,10
3,80
-0,30 / +0,10
9,70
11,60
3,55
4,30
3,00
2,50
3,40
3,00
6,0
7,0
5,5
±0,75
±1,0
10
20
30
1
2
3
Lunghezza standard della filettatura lgf = Filettatura totale lgp = Filettatura parziale Tolleranza: ± 2,0
lgf
21
26
31
36
41
lgp
18
24
24
30
lgf
lgp
lgf
lgp
lgf
16
21
26
31
36
41
46
18
18
24
24
30
30
20
25
30
35
40
45
50
18
18
24
24
30
30
36
36
42
50
20
25
30
35
40
45
50
lgp
lgf
18
24
24
30
30
36
36
42
50
24
29
34
39
44
49
lgp
lgf
24
24
30
30
36
36
42
50
60
60
70
70
28
33
38
43
48
53
63
73
lgp
24
30
30
36
42
50
60
60
70
70
70
70
70
70
70
70
Lunghezze intermedie ls sono possibili
Tutte le dimensioni sono in mm
Trattamento superficiale consentito: zincatura gialla, zincatura bianca, zincatura bonus, bronzato, nichelato,
ottonato
*Viti con filettatura parziale di lunghezza > 50 mm hanno nervature sul gambo Materiale: Acciaio al carbonio
fischer Power-Fast e Viti per costruzioni fischer FCS
Dimensioni e Materiali
Allegato A2
del Benestare Tecnico Europeo
ETA-11/0027
Pagina 15 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
ht
dhead
Marchio
lgp
Impronta
POZI PZ
Alettature
autosvasanti
sottotesta*
* opzionali
Vite autoperforante (testa svasata piana con foro centrale) con filettatura totale o con filettatura parziale
Diametro Ø
Diametro nominale
filettatura
d
Deviazione amm.
Diametro nucleo
d1
Deviazione amm.
Diametro testa
dhead
Deviazione amm.
Diametro gambo
ds
Deviazione amm.
ht
Altezza testa
Passo filettatura
p
Deviazione amm.
Diametro gambo
ds1
Deviazione amm.
Impronta POZI PZ
ls
Dimensione
min
max
nominale
25
23,75
26,25
27
25,75
28,25
30
28,75
31,25
35
33,50
36,50
40
38,50
41,50
45
43,50
46,50
50
48,50
51,50
55
53,50
56,50
60
58,50
61,50
70
68,50
71,50
80
78,50
81,50
90
88,25
91,75
100
98,25 101,75
4,0
4,5
5,0
6,0
4,15
4,65
5,15
6,15
-0,40
2,50
2,70
3,10
3,80
-0,25 / +0,10
-0,30 / +0,10
8,00
8,80
9,70
11,60
-0,50 / +0,10
2,90
3,25
3,55
4,30
-0,30 / +0,10
2,50
2,70
3,00
3,40
2,00
2,20
2,50
3,00
±10%
3,70
3,85
4,05
4,20
-0,10
2
3
Lunghezza standard della filettatura lgf = Filettatura totale lgp = Filettatura parziale Tolleranza: ± 2,0
lgf
lgp
17,5
19,5
22,5
27,5
32,5
37,5
42,5
47,5
50
lgf
lgp
19
24
29
34
39
44
49
59
59
59
lgf
lgp
lgf
29
34
39
44
49
60
60
60
60
lgp
41
46
51
60
60
60
60
Lunghezze intermedie ls sono possibili
Trattamento superficiale consentito: zincatura bianca
Materiale: Acciaio al carbonio
fischer Power-Fast e Viti per costruzioni fischer FCS
Dimensioni e Materiali
Tutte le dimensioni sono in mm
Allegato A3
del Benestare Tecnico Europeo
ETA-11/0027
Pagina 16 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
ht
Marchio
dd21
dd1
dhead
lgf
ds
Impronta
POZI PZ
lgp
Impronta
TORX TX
Vite autoperforante (testa svasata con calotta) con filettatura totale o con filettatura parziale
Diametro Ø
Diametro nominale
filettatura
Deviazione amm.
Diametro nucleo
d1
Deviazione amm.
Diametro testa
dhead
Deviazione amm.
Diametro gambo
ds
Deviazione amm.
ht
Altezza testa
Passo filettatura
p
Deviazione amm.
Impronta TORX TX
Impronta POZI PZ
ls
Dimensione
min
max
nominale
20
18,95
21,05
25
23,75
26,25
30
28,75
31,25
35
33,50
36,50
40
38,50
41,50
45
43,50
46,50
50
48,50
51,50
55
53,50
56,50
60
58,50
61,50
70
68,50
71,50
80
78,50
81,50
d
3,0
3,5
4,0
4,5
5,0
6,0
3,15
3,65
4,15
4,65
5,15
6,15
-0,40
2,20
2,50
2,70
3,10
3,80
-0,25 / +0,10
-0,30 / +0,10
6,00
7,00
8,00
8,80
9,70
11,60
-0,50 / +0,10
2,25
2,55
2,90
3,25
3,55
4,30
-0,30 / +0,10
1,90
2,10
2,50
2,70
3,00
3,40
1,50
1,80
2,00
2,20
2,50
3,00
±10%
10
20
30
1
2
3
Lunghezza standard della filettatura lgf = Filettatura totale lgp = Filettatura parziale Tolleranza: ± 2,0
2,00
lgf
16
21
26
31
lgp
18
24
24
30
lgf
16
21
26
31
36
lgp
lgf
18
18
24
24
30
30
16
21
26
31
36
41
46
lgp
lgf
18
18
24
24
30
30
36
36
42
50
20
25
30
35
40
45
lgp
lgf
18
24
24
30
30
36
36
42
50
24
29
34
39
44
lgp
lgf
24
24
30
30
36
36
42
50
28
33
38
43
53
63
73
Lunghezze intermedie ls sono possibili
Tutte le dimensioni sono in mm
Trattamento superficiale possibile: zincatura gialla, zincatura bianca, strato di zinco addizionale,
bronzato, nichelato, ottonato
Materiale: Acciaio al carbonio
fischer Power-Fast e Viti per costruzioni fischer FCS
Dimensioni e Materiali
Allegato A4
del Benestare Tecnico Europeo
ETA-11/0027
Pagina 17 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
ht
Marchio
d
d1
dhead
lgf
ds
Impronta
POZI PZ
lgp
Impronta
TORX TX
Viti autoperforante (testa cilindrica) con filettatura totale o con filettatura parziale
Diametro Ø
Diametro nominale
filettatura
d
Deviazione amm.
Diametro nucleo
d1
Deviazione amm.
Diametro testa
dhead
Deviazione amm.
Diametro gambo
ds
Deviazione amm.
ht
Altezza testa
Passo filettatura
p
Deviazione amm.
Impronta TORX TX
Impronta POZI PZ
ls
Dimensione
min
max
nominale
20
18,95
21,05
25
23,75
26,25
30
28,75
31,25
35
33,50
36,50
40
38,50
41,50
45
43,50
46,50
50
48,50
51,50
55
53,50
56,50
60
58,50
61,50
70
68,50
71,50
80
78,50
81,50
90
88,25
91,75
100
98,25 101,75
3,0
3,5
4,0
3,15
3,65
4,15
4,5
5,0
6,0
4,65
5,15
6,15
-0,40
2,00
2,20
2,50
2,70
3,10
3,80
-0,25 / +0,10
-0,30 / +0,10
6,00
7,00
8,00
9,00
9,90
11,90
-0,50 / +0,10
2,25
2,55
2,90
3,25
3,55
4,30
-0,30 / +0,10
2,30
2,50
2,90
3,10
3,40
3,40
1,50
1,80
2,00
2,20
2,50
3,00
±10%
10
20
30
1
2
3
Lunghezza standard della filettatura lgf = Filettatura totale lgp = Filettatura parziale Tolleranza: ± 2,0
lgf
16
21
26
31
lgp
18
24
24
30
lgf
16
21
26
31
36
lgp
lgf
lgp
lgf
18
18
24
24
30
30
20
25
30
35
40
45
18
18
24
24
30
30
36
36
42
50
20
25
30
35
40
45
lgp
lgf
18
24
24
30
30
36
36
42
50
24
29
34
39
44
lgp
lg
24
24
30
36
36
42
50
50
60
60
28
33
38
43
53
63
73
lgp
24
30
36
42
50
60
70
Lunghezze intermedie ls sono possibili
Tutte le dimensioni sono in mm
Trattamento superficiale possibile: zincatura gialla, zincatura bianca, strato di zinco addizionale,
bronzato, nichelato, ottonato
Materiale: Acciaio al carbonio
fischer Power-Fast e Viti per costruzioni fischer FCS
Dimensioni e Materiali
Allegato A5
del Benestare Tecnico Europeo
ETA-11/0027
Pagina 18 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
Marchio
ht
Alettature
Autosvasanti
sottotesta*
d1
d
dhead
lgf
ds
lgp
lr *
Impronta
POZI PZ
Nervature fresanti
sul gambo*
Impronta
TORX TX
*
* opzionali
Vite autoperforante (testa svasata piana) con filettatura totale o con filettatura parziale
Diametro Ø
Diametro nominale
filettatura
Deviazione amm.
Diametro nucleo
d1
Deviazione amm.
Diametro testa
dhead
Deviazione amm.
Diametro gambo
ds
Deviazione amm.
ht
Altezza testa
Passo filettatura
p
Deviazione amm.
Lunghezza costole
del gambo
lr *
Deviazione amm.
Impronta TORX TX
Impronta POZI PZ
ls
Dimensione
min
max
nominale
20
18,95
21,05
25
23,75
26,25
30
28,75
31,25
35
33,50
36,50
40
38,50
41,50
45
43,50
46,50
50
48,50
51,50
55
53,50
56,50
60
58,50
61,50
70
68,50
71,50
80
78,50
81,50
90
88,25
91,75
100
98,25 101,75
110
108,25 111,75
120
118,25 121,75
130
128,00 132,00
140
138,00 142,00
150
148,00 152,00
160
158,00 162,00
180
178,00 182,00
Up to
300
298,00 302,00
d
3,0
3,5
4,0
3,15
3,65
4,15
4,5
5,0
6,0
4,65
5,15
6,15
-0,40
2,00
2,20
2,50
2,70
-0,25 / +0,10
7,00
8,00
8,80
-0,50 / +0,10
2,55
2,90
3,25
-0,30 / +0,10
2,10
2,50
2,70
1,80
2,00
2,20
±10%
6,00
2,25
1,90
1,50
3,75
4,25
4,75
3,10
3,80
-0,30 / +0,10
9,70
11,60
3,55
4,30
3,00
2,50
3,40
3,00
6,0
7,0
5,5
±0,75
±1,0
10
30
1
2
3
Lunghezza standard della filettatura lgf = Filettatura totale lgp = Filettatura parziale Tolleranza: ± 2,0
lgf
16
21
26
31
36
41
lgp
18
24
24
30
20
lgf
lgp
lgf
lgp
lgf
16
21
26
31
36
41
46
18
18
24
24
30
30
20
25
30
35
40
45
50
18
18
24
24
30
30
36
36
42
50
20
25
30
35
40
45
50
lgp
lgf
18
24
24
30
30
36
36
42
50
24
29
34
39
44
49
Lunghezze intermedie ls sono possibili
Materiale: acciaio inossidabile
fischer Power-Fast e Viti per costruzioni fischer FCS
Dimensioni e Materiali
lgp
lgf
24
24
30
30
36
36
42
50
60
60
70
70
28
33
38
43
48
53
63
73
lgp
24
30
36
42
50
60
60
70
70
70
70
70
70
70
70
Tutte le dimensioni sono in mm
Allegato A6
del Benestare Tecnico Europeo
ETA-11/0027
Pagina 19 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
ht
Marchio
d
d1
dhead
lgf
ds
Impronta
POZI PZ
lgp
Impronta
TORX TX
Vite autoperforante (testa svasata con calotta) con filettatura totale o con filettatura parziale
Diametro Ø
3,0
3,5
4,0
4,5
5,0
6,0
Diametro nominale
filettatura
d
Deviazione amm.
Diametro nucleo
d1
Deviazione amm.
Diametro testa
dhead
Deviazione amm.
Diametro gambo
ds
Deviazione amm.
ht
Altezza testa
Passo filettatura
p
Deviazione amm.
Impronta TORX TX
Impronta POZI PZ
ls
Dimensione
min
max
nominale
20
18,95
21,05
25
23,75
26,25
30
28,75
31,25
35
33,50
36,50
40
38,50
41,50
45
43,50
46,50
50
48,50
51,50
55
53,50
56,50
60
58,50
61,50
70
68,50
71,50
80
78,50
81,50
3,15
3,65
4,15
4,65
5,15
6,15
-0,40
2,20
2,50
2,70
3,10
3,80
-0,25 / +0,10
-0,30 / +0,10
6,00
7,00
8,00
8,80
9,70
11,60
-0,50 / +0,10
2,25
2,55
2,90
3,25
3,55
4,30
-0,30 / +0,10
1,90
2,10
2,50
2,70
3,00
3,40
1,50
1,80
2,00
2,20
2,50
3,00
±10%
10
20
30
1
2
3
Lunghezza standard della filettatura lgf = Filettatura totale lgp = Filettatura parziale Tolleranza: ± 2,0
2,00
lgf
16
21
26
31
lgp
18
24
24
30
lgf
16
21
26
31
36
lgp
lgf
18
18
24
24
30
30
16
21
26
31
36
41
46
lgp
lgf
18
18
24
24
30
30
36
36
42
50
20
25
30
35
40
45
lgp
lgf
18
24
24
30
30
36
36
42
50
24
29
34
39
44
Lunghezze intermedie ls sono possibili
Materiale: acciaio inossidabile
fischer Power-Fast e Viti per costruzioni fischer FCS
Dimensioni e Materiali
lgp
lgf
24
24
30
30
36
36
42
50
28
33
38
43
53
63
73
Tutte le dimensioni sono in mm
Allegato A7
del Benestare Tecnico Europeo
ETA-11/0027
Pagina 20 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
ht
Marchio
d
d1
dhead
lgf
ds
Impronta
POZI PZ
lgp
Impronta
TORX TX
Vite autoperforante (testa cilindrica) con filettatura totale o con filettatura parziale
Diametro Ø
Diametro nominale
filettatura
Deviazione amm.
Diametro nucleo
d1
Deviazione amm.
Diametro testa
dhead
Deviazione amm.
Diametro gambo
ds
Deviazione amm.
ht
Altezza testa
Passo filettatura
p
Deviazione amm.
Impronta TORX TX
Impronta POZI PZ
ls
d
Dimensione
nominale
20
25
30
35
40
45
50
55
60
70
80
90
100
3,0
3,5
4,0
4,5
5,0
6,0
3,15
3,65
4,15
4,65
5,15
6,15
-0,40
2,20
2,50
2,70
3,10
3,80
-0,25 / +0,10
-0,30 / +0,10
6,00
7,00
8,00
9,00
9,90
11,90
-0,50 / +0,10
2,25
2,55
2,90
3,25
3,55
4,30
-0,30 / +0,10
2,30
2,50
2,90
3,10
3,40
3,40
1,50
1,80
2,00
2,20
2,50
3,00
±10%
10
20
30
1
2
3
Lunghezza standard della filettatura lgf = Filettatura totale lgp = Filettatura parziale Tolleranza: ± 2,0
2,00
min
max
lgf
18,95
23,75
28,75
33,50
38,50
43,50
48,50
53,50
58,50
68,50
78,50
88,25
98,25
21,05
26,25
31,25
36,50
41,50
46,50
51,50
56,50
61,50
71,50
81,50
91,75
101,75
16
21
26
31
lgp
18
24
24
30
lgf
16
21
26
31
36
lgp
lgf
lgp
lgf
18
18
24
24
30
30
20
25
30
35
40
45
18
18
24
24
30
30
36
36
42
50
20
25
30
35
40
45
lgp
lgf
18
24
24
30
30
36
36
42
50
24
29
34
39
44
Lunghezze intermedie ls sono possibili
Materiale: acciaio inossidabile
fischer Power-Fast e Viti per costruzioni fischer FCS
Dimensioni e Materiali
lgp
lgf
24
24
30
36
36
42
50
50
60
60
28
33
38
43
53
63
73
lgp
24
30
36
42
50
60
70
Tutte le dimensioni sono in mm
Allegato A8
del Benestare Tecnico Europeo
ETA-11/0027
Pagina 21 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
Alettature autosvasanti sulla testa
e nervature fresanti sul gambo*
Marchio
d1
d
dhead
ht
lgp
lr
Star
recess
Impronta
Type TX
TORX
TX
* opzionali
Vite autoperforante (vite per costruzioni testa svasata piana) con filettatura totale o
con filettatura parziale
Diametro Ø
Diametro nominale
filettatura
Deviazione amm.
Diametro nucleo
d1
Deviazione amm.
Diametro testa
dhead
Deviazione amm.
Diametro gambo
ds
Deviazione amm.
ht
Altezza testa
Passo filettatura
p
Deviazione amm.
Lunghezza costole
sul gambo
lr
Deviazione amm.
Impronta TORX TX
ls
Dimensione
min
max
nominale
80
78,50
81,50
90
88,25
91,75
100
98,25 101,75
110
108,25 111,75
120
118,25 121,75
130
128,00 132,00
140
138,00 142,00
150
148,00 152,00
160
158,00 162,00
180
178,00 182,00
Fino a
400
398,00 402,00
d
8,0
10,0
8,00
10,00
-0,50 / +0,15
5,40
6,35
-0,35 / +0,15
14,80
18,60
-0,80
-0,60
5,90
7,10
-0,30 / +0,10
6,0-7,0
7,5-8,5
5,20
5,60
±10%
12,0
±1,0
40
Lunghezza standard della filettatura lgf = Filettatura totale lgp = Filettatura parziale Tolleranza: ± 2,0
lgf
lgp
lgf
lgp
50
50
50
75
75
75
75
75
75
75
52
52
52
80
80
80
80
80
80
80
75
80
Lunghezze intermedie ls sono possibili
Tutte le dimensioni sono in mm
Trattamento superficiale possibile: zincatura gialla e zincatura bianca
Materiale: Acciaio al carbonio
fischer Power-Fast e Viti per costruzioni fischer FCS
Dimensioni e Materiali
Allegato A9
del Benestare Tecnico Europeo
ETA-11/0027
Pagina 22 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
ht
nervature fresanti
sul gambo*
dhead
d1
d
Marchio
lgp
lr
Impronta
Star
recess
TORX
TX
Type TX
* opzionali
Vite autoperforante (vite per costruzioni testa flangiata) con filettatura totale o con filettatura parziale
Diametro Ø
Diametro nominale
filettatura
Deviazione amm.
Diametro nucleo
d1
Deviazione amm.
Diametro testa
dhead
Deviazione amm.
Diametro gambo
ds
Deviazione amm.
ht
Altezza testa
Passo filettatura
p
Deviazione amm.
Lunghezza costole
sul gambo
lr
Deviazione amm.
Impronta TORX TX
ls
Dimensione
min
max
nominale
80
78,50
81,50
90
88,25
91,75
100
98,25 101,75
110
108,25 111,75
120
118,25 121,75
130
128,00 132,00
140
138,00 142,00
150
148,00 152,00
160
158,00 162,00
180
178,00 182,00
Fino a
400
398,00 402,00
d
8,0
10,0
8,00
10,00
-0,50 / +0,15
5,40
6,35
-0,35 / +0,15
21,00
27,00
+/-1,00
-3,00
5,90
7,10
-0,30 / +0,10
2,5-4,5
3,7-5,7
5,20
5,60
±10%
12,0
±1,0
40
Lunghezza standard della filettatura lgf = Filettatura totale lgp = Filettatura parziale Tolleranza: ± 2,0
lgf
lgp
lgf
lgp
50
50
50
75
75
75
75
75
75
75
52
52
52
80
80
80
80
80
80
80
75
80
Lunghezze intermedie ls sono possibili
Tutte le dimensioni sono in mm
Trattamento superficiale possibile: zincatura gialla e zincatura bianca
Materiale: Acciaio al carbonio
fischer Power-Fast e Viti per costruzioni fischer FCS
Dimensioni e Materiali
Allegato A10
del Benestare Tecnico Europeo
ETA-11/0027
Pagina 23 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
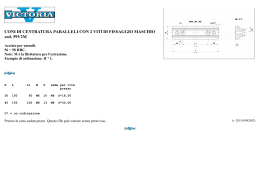
Rondella per Power-Fast e Viti per costruzioni
Dimensione
db
da
b
h
Diametro interno
Deviazione ammissibile
Diametro esterno
Deviazione ammissibile
Altezza massima
Deviazione ammissibile
Altezza minima
Deviazione ammissibile
6
8
10
6,7
-0,4
20,5
-1,0
4,7
-0,4
1,5
-0,15
8,7
-0,4
25,5
-1,0
5,2
-0,4
1,8
-0,15
11,2
-0,4
30,5
-1,0
6,2
-0,4
2,0
-0,15
Tutte le dimensioni sono in mm
Trattamento superficiale possibile: zincatura gialla e zincatura bianca
Materiale: acciaio al carbonio
fischer Power-Fast e Viti per costruzioni fischer FCS
Accessori
Allegato A11
del Benestare Tecnico Europeo
ETA-11/0027
Pagina 24 di 24 del Benestare Tecnico Europeo N° ETA-11/0027
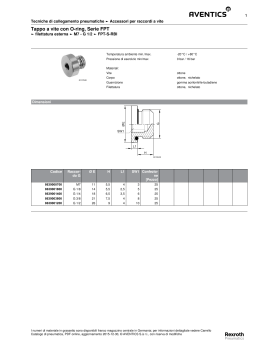
Allegato B
Fissaggio di sistemi di isolamento su coperture
Listello di
ventilazione
Isolamento
Trave
es
Barriera vapore
α
Tavolato di
copertura
β
Asse del listello di
ventilazione
lef
Vento
Peso proprio dL e
azione della neve sL
Ws
Wp
es
Trave
es
Le pressioni si trasferiscono
dentro l’isolamento
Asse vite, azione di trazione Fz
β
α
WS
es
β
Trasferimento concentrato di
pressione dentro l’isolamento
=
=
=
Vento in suzione
Interasse viti
Inclinazione tetto
WP
lef
α
=
=
=
Vento in pressione
Lunghezza della filettatura della vite
Angolo tra l’asse della vite e l’asse dei listelli
fischer Power-Fast e Viti per costruzioni fischer FCS
Per il fissaggio di sistemi
di isolamento su coperture
Allegato B
del Benestare Tecnico Europeo
ETA-11/0027
Scarica