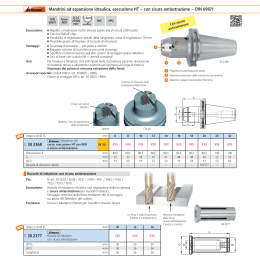
INNOVAZIONE Prezzi , escI. IVA, validi fino al 31. 07. 2016 Risultati brillanti. La nuova punta speciale GARANT in HMI – massima precisione per classe di tolleranza IT7. Punte GARANT per materie plastiche www.hoffmann-group.com Precisione nella plastica massimi standard qualitativi nella lavorazione di polimeri. La nuova punta GARANT, appositamente progettata per la lavorazione delle materie plastiche, presenta tutte le caratteristiche di un utensile ad alte prestazioni. Essendo basata su un substrato a grana ultrafine per un'ottimale resistenza all'usura, è stato possibile integrare tutte le proprietà geometriche rilevanti. sviluppo di calore inferiore nel processo di taglio. Grazie a una speciale affilatura della punta a un tagliente, si ottiene una centratura ottimale dell'utensile. Dopo la foratura entra in azione il bisello, ultrasottile per produrre il minimo calore possibile. I trucioli risultanti vengono allontanati in maniera ottimale attraverso la grande scanalatura lucidata. Un tagliente estremamente affilato produce forze ridotte durante la lavorazione, generando uno Speciale affilatura Per le migliori proprietà di centratura. Scanalatura lucidata per trucioli Per un trasporto ottimale dei trucioli. Geometria di taglio estremamente affilata Per un'elevata capacità di taglio e per forze e temperature ridotte. 2 iNNOVAZIONE Bisello stretto Per un basso attrito e quindi un ridotto sviluppo di calore nel processo di taglio. Ampia spoglia rettificata Libera l'utensile e riduce lo sviluppo di calore nel processo di taglio. Substrato in metallo duro a grana ultrafine Per un'ottimale resistenza all'usura anche con materiali abrasivi. 3 Punte GARANT per materie plastiche www.hoffmann-group.com Polimeri e truciolatura La temperatura di transizione vetrosa (TG) come fattore decisivo. Un fattore decisivo per la lavorazione delle materie plastiche è la temperatura di transizione vetrosa. Al di sotto della temperatura di transizione vetrosa (TG) si trova l'intervallo di fragilità delle materie plastiche. TG non può essere considerato un valore definito o fisso. Si tratta di un intervallo di transizione influenzato da numerosi fattori durante la truciolatura (tipo di utensile, velocità di taglio e avanzamento, lubrorefrigerazione, ecc.). amorfe Materie termoplastiche – amorfe Campo d'impiego Modulo di elasticità I polimeri sono in genere molto sensibili al calore, per esempio a quello che si produce durante la truciolatura. Spesso si verificano alterazioni molecolari anche entro piccoli intervalli di temperatura. È quindi assolutamente necessario conoscere in maniere adeguata i materiali da lavorare e adottare le misure opportune. Temperatura TG Queste materie plastiche possiedono grandi catene molecolari, talvolta ramificate e disordinate. Per ottenere questa struttura, durante la produzione il materiale fuso viene fatto raffreddare velocemente, il che impedisce la formazione di una struttura molecolare ordinata. Le materie termoplastiche amorfe vengono impiegate a temperature inferiori a TG. Aspetto e caratteristiche: Trasparente o cristallino, fragile. Elevata incrinatura per tensione. Bassa resistenza chimica. Truciolatura: Molto sensibile alle temperature! Al superamento di TG viene distrutto lo stato metastabile e amorfo. La plastica si ammorbidisce, le catene molecolari si dispongono in maniera ordinata – si determina una cristallizzazione. La lavorazione di materie termoplastiche amorfe ha senso solo al di sotto di TG. 4 iNNOVAZIONE Polimeri Mescole (composti polimerici) Materie plastiche termoindurenti Materie termoplastiche reticolate semicristalline Materie termoplastiche – semicristalline Materie plastiche termoindurenti – reticolate Campo d'impiego TM Temperatura TG La parte cristallina può variare tra il 15 % e l'80 % (a seconda del tipo di plastica). Vi sono piccole catene molecolari lineari e in parte ordinate. La parte amorfa è fissata al di sotto di TG. Aspetto e caratteristiche: Opaco o opalino. Rigido e stabile, ma allo stesso tempo flessibile e tenace. Tra TG e TM (punto di fusione) esiste una fase dura e allo stesso tempo tenera che rende possibile un comportamento meccanico fragile e flessibile (duttile). Impiego di materie termoplastiche semicristalline in genere al di sopra di TG. Incrinatura per tensione inferiore. Buona resistenza chimica. Truciolatura: Sono possibili temperature elevate. Al raggiungimento del punto di fusione TM la struttura cristallina si scompone. La lavorazione di materie termoplastiche semicristalline viene effettuata fra TG e TM. Modulo di elasticità Modulo di elasticità Campo d'impiego TZ Temperatura TG Durante la produzione, le catene polimeriche vengono fra loro reticolate mediante diversi procedimenti (per esempio con resina epossidica). Tra le materie plastiche termoindurenti più diffuse si trova il fenoplasto PF31 (vedere anche tabella delle applicazioni). Aspetto e caratteristiche: Diverse forme e campi d'impiego (per esempio negli involucri dei componenti elettronici). Anche come materiale composito con fibre di carbonio o di vetro (CFK, GFK). Non più deformabile dopo l'indurimento. L'azione meccanica può causare crepe. Truciolatura: Meno sensibile alle temperature. Le materie plastiche termoindurenti non hanno un punto di fusione. La lavorazione di materie plastiche termoindurenti viene effettuata al di sotto di TG. Al superamento di TG subentra il processo di scomposizione (TZ) che disgrega il materiale. 5 Punte GARANT per materie plastiche www.hoffmann-group.com Materie termoplastiche a confronto M pe at r a eri lte e p te las m ti pe ch ra e tu re Le materie termoplastiche vengono classificate secondo la sensibilità alla temperatura. PEEK PTFE (selezione di alcune delle materie termoplastiche più diffuse) 4 PES, PPSU PEI PSU ABS, PC, PMMA LCP, PVDF SAN PVC, PS PE, PE-HD PP PP, PPS POM, PA6.6, PA6 3 M at er st ie p an la da sti rd ch e M a da teri co e p st las ru ti zi ch on e e PAI 300 °C 1 2 20 °C Mat. termoplastiche – amorfe: Trasparenti Fragili Non resistenti alle sostanze chimiche Materie termoplastiche – semicristalline: Tenaci Resistenti alle sostanze chimiche Fondibili Tabella degli impieghi speciali Per utensili destinati alla lavorazione di materiali moderni. 1 6 3 4 Plastiche e fibre (GF / CF in %) PMMA PE-HD PA-66 PEEK PF 31 AFK PVDF POM PA 66 PEEK N 50 Poliammidi Polietereterchetone Fenoplasto N GF30 N 60 N 60 N 60 N 50 Polietereterchetone con percentuale di fibra di vetro del 30 % N 50 GF30 Poliammide con percentuale di fibra di vetro del 30 % N 50 GF25 Poliossimetile con percentuale di fibra di vetro del 25 % N 50 Poliaramidi fibre composite N 30 GF20 Polivinilidenfluoruro con percentuale di fibra di vetro del 20 % Aramide Acrile Polietilene high density Codice ISO: 12 1201 – Termoindurenti 2 Polimetacrilato di metile Idoneità vc = m/min Termoplastici iNNOVAZIONE Dilatazione e trattamento termico Precisione dimensionale dei pezzi grazie alla ricottura. Apporto di calore L L + Δ L Coefficiente di dilatazione: Trattamento termico (ricottura): Il coefficiente di dilatazione lineare indica la variazione dimensionale prodotta dall'effetto termico. La variazione dipende dall'intervallo di temperatura e dal materiale. Le materie plastiche hanno una bassa conducibilità termica e necessitano di una buona asportazione di calore o lubrorefrigerazione. Il calore della truciolatura causa dilatazioni termiche e deformazioni notevolmente superiori rispetto ai metalli. Per le plastiche sono quindi necessarie anche tolleranze di processo maggiori. Valori indicativi per ricottura (spessore parete fino a 50 mm): Riscaldamento Mantenimento* in 2 livelli PA 66 3 ore a 100 °C 4 ore a 180 °C PEEK 3 ore a 120 °C 4 ore a 220 °C PVDF 3 ore a 90 °C 3 ore a 150 °C POM-C 3 ore a 90 °C 3 ore a 155 °C POM-H 3 ore a 90 °C 3 ore a 160 °C 1 h ogni 10 mm di spessore della parete a livelli da 20 °C / h a 40 °C/h *Alla temperatura massima, se non indicato diversamente. Sandwich Termoindurenti PTFE PEEK Ibridi Honey- MMC N N N N Uni Air min N Lubrificazione in quantità minime Emulsione Olio da taglio Utilizzo universale Grafite Polietereterchetone con percentuale di fibre di carbonio del 30 % GFK Grafite CFK / Grassetto = ottima idoneità / Normale = idoneità non sempre assicurata max Materiali compositi a matrice metallica N 40 Materiali compositi per corpi cavi N 40 Generali Sandwich Materiali compositi in plastica o metallo CF30 Politetrafluoroetilene con percentuale di fibre di carbonio del 25 % comb CF25 La ricottura aumenta la rigidità e la resistenza alle sostanze chimiche delle plastiche. Il contenuto d'acqua (della poliammide) e le sollecitazioni interne che si producono durante la truciolatura vengono ridotti notevolmente. Aria complessa 3 ore a 90 °C 3 ore a 160 °C I componenti a misura esatta devono essere pretrattati termicamente. La ricottura offre la massima garanzia possibile per la precisione dimensionale prima e dopo la lavorazione. Anche le materie plastiche a elevato assorbimento d'acqua (per esempio poliammidi) devono essere pretrattate termicamente. Lavorazioni a secco PA 6 Raffreddamento Materiali compositi in fibre di carbonio e di vetro con elevata percentuale ci CF/GF Materiale 7 Punte GARANT per materie plastiche www.hoffmann-group.com Punte speciali in HMI per materie plastiche Precisione con geometria a 1 tagliente. DIN 6537 VHM Esecuzione: DIN 6535 120° HA HB HE 1 5×D Punta di precisione a spirale per materie plastiche. Autocentrante grazie alla geometria a 1 tagliente che assicura la massima stabilità dimensionale. Scanalature elicoidali lucidate per un'ottimale asportazione dei trucioli. Rispetto della classe di tolleranza IT7 dal Ø di entrata fino al Ø di uscita grazie alla speciale affilatura. Tolleranza: Dimensione Ø nominale ± 0,003 mm. Nota:Altre dimensioni disponibili su richiesta. Ø mm 0,97 0,98 0,99 1 1,01 1,02 1,03 1,97 1,98 1,99 2 2,01 2,02 2,03 2,97 2,98 2,99 3 3,01 3,02 3,03 8 11E Codice ISO: 12 1201 – PMMA PE-HD PA-66 PEEK PF 31 AFK PVDF POM PA 66 PEEK PTFE PEEK Ibridi Honey- MMC N 30 comb Aramide Acrile N 50 N 50 N 50 N 50 GF20 GF25 GF30 GF30 CF25 CF30 N 60 N 60 N 60 N 50 N 40 N 40 N 12 1201 Punta speciale in HMI per materie plastiche codolo cilindrico DIN 6535 HA XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX PEEK Ø Lcompl. h6 f mm mm mm mm/U mm 7 45 3 0,10 3,97 7 45 3 0,10 3,98 7 45 3 0,10 3,99 7 45 3 0,10 4 7 45 3 0,10 4,01 7 45 3 0,10 4,02 7 45 3 0,10 4,03 14 50 3 0,10 4,97 14 50 3 0,10 4,98 14 50 3 0,10 4,99 14 50 3 0,10 5 14 50 3 0,10 5,01 14 50 3 0,10 5,02 14 50 3 0,10 5,03 28 66 4 0,10 5,97 28 66 4 0,10 5,98 28 66 4 0,10 5,99 28 66 4 0,10 6 28 66 4 0,10 6,01 28 66 4 0,10 6,02 28 66 4 0,10 6,03 GFK Grafite Uni CFK Air max Sandwich N N N N min N ○ 11E Idoneità vc = m/min ● 12 1201 Punta speciale in HMI per materie plastiche codolo cilindrico DIN 6535 HA XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX Prezzi, escl. IVA, validi fino al 31.07. 2016 ● PEEK Lcompl. h6 f mm mm mm mm/U 36 74 4 0,15 36 74 4 0,15 36 74 4 0,15 36 74 4 0,15 36 74 4 0,15 36 74 4 0,15 36 74 4 0,15 44 82 6 0,15 44 82 6 0,15 44 82 6 0,15 44 82 6 0,15 44 82 6 0,15 44 82 6 0,15 44 82 6 0,15 44 82 6 0,15 44 82 6 0,15 44 82 6 0,15 44 82 6 0,15 44 82 6 0,15 44 82 6 0,15 44 82 6 0,15 mm 6,97 6,98 6,99 7 7,01 7,02 7,03 7,97 7,98 7,99 8 8,01 8,02 8,03 12 1201 Punta speciale in HMI per materie plastiche codolo cilindrico DIN 6535 HA XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX PEEK Ø Lcompl. h6 f mm mm mm mm/U mm 53 91 8 0,20 8,97 53 91 8 0,20 8,98 53 91 8 0,20 8,99 53 91 8 0,20 9 53 91 8 0,20 9,01 53 91 8 0,20 9,02 53 91 8 0,20 9,03 53 91 8 0,20 9,97 53 91 8 0,20 9,98 53 91 8 0,20 9,99 53 91 8 0,20 10 53 91 8 0,20 10,01 53 91 8 0,20 10,02 53 91 8 0,20 10,03 11E Ø 11E iNNOVAZIONE 12 1201 Punta speciale in HMI per materie plastiche codolo cilindrico DIN 6535 HA XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX PEEK Lcompl. h6 f mm mm mm mm/U 61 103 10 0,25 61 103 10 0,25 61 103 10 0,25 61 103 10 0,25 61 103 10 0,25 61 103 10 0,25 61 103 10 0,25 61 103 10 0,25 61 103 10 0,25 61 103 10 0,25 61 103 10 0,25 61 103 10 0,25 61 103 10 0,25 61 103 10 0,25 Raccomandazioni per la lavorazione delle materie plastiche: Raffreddamento preferibilmente con aria compressa. Le emulsioni per la foratura e gli oli da taglio possono contenere sostanze che corrodono determinate materie plastiche danneggiandole in maniera irreversibile. È assolutamente necessario pulire accuratamente i componenti dopo la lavorazione per evitare il danneggiamento delle materie plastiche da parte di lubrorefrigeranti (per esempio migrazioni, rigonfiamenti o incrinature). Si consiglia di chiedere informazioni ai produttori di lubrorefrigeranti sulle incompatibilità conosciute rispetto a determinate materie plastiche. Per ottenere un'elevata precisione dimensionale nella lavorazione di plastiche, specialmente se si tratta di materiali amorfi, si dovrebbe provvedere alla ricottura intermedia. Le materie plastiche rinforzate con fibre o contenenti fibre presentano un livello di tensione residua superiore rispetto a quello delle plastiche non rinforzate. Pertanto, se possibile, prima della lavorazione scaldare a ca. 120 °C (ca. 5 – 6 min / mm di sezione trasversale). (Ulteriori informazioni sull'argomento sono disponibili a pag. 7). Prezzi, escl. IVA, validi fino al 31.07. 2016 9 Punte GARANT per materie plastiche www.hoffmann-group.com L'opinione dei clienti Zollner – Hidden Champion International: successo garantito dagli utensili Premium GARANT Con le innovative punte per materie plastiche, GARANT supporta lo sviluppo e la produzione di complessi sistemi meccatronici. Forature di precisione in POM con classe di tolleranza IT7 Lo stabilimento, cresciuto in diverse fasi, è imponente: in soli 50 anni, Zollner Elektronik AG si è evoluta fino a diventare un'azienda operante a livello internazionale. L'organico conta 9.000 collaboratori attivi in 18 sedi in tutto il mondo, che progettano e realizzano in maniera personalizzata i complessi ordini dei clienti nel settore della meccatronica. Dall'areonautica all'automobilistica fino alle tecnologie medicali, il servizio clienti è strutturato in modo da coprire un'ampia gamma di settori, garantendo sicurezza, vasta competenza tecnica e successo imprenditoriale. Per soddisfare i molteplici requisiti posti dalla meccatronica e dall'elettronica, sono necessari materiali isolanti e leggeri. La truciolatura delle materie plastiche, talvolta abrasive e termosensibili, viene effettuata su più fasi in centri di lavorazione completamente automatici. "Precisione, utilizzo regolato dei lubrorefrigeranti e lunga durata degli utensili garantiscono processi produttivi affidabili", dichiara Johann Dietl, 10 iNNOVAZIONE responsabile del settore aziendale Meccanica. "Da numerosi anni Hoffmann Group ci aiuta in molte delle nostre sedi internazionali con le sue interessanti innovazioni. Qui nella sede principale abbiamo già avuto la possibilità di provare nella fase di sviluppo l'efficienza della nuova punta GARANT per materie plastiche in condizioni di concorrenzialità. E il risultato è stato molto soddisfacente!" Per quanto riguarda l'ampia cavità per l'evacuazione di trucioli, Dietl spiega chiaramente: "L'ampia cavità per l'evacuazione dei trucioli degli utensili a singolo tagliente GARANT assicura una rapida asportazione dei trucioli anche senza l'impiego di lubrorefrigerante, quindi possiamo risparmiarci la pulizia dei pezzi. E l'elevata precisione ci evita di dovere eseguire ritocchi." E il rapporto prezzo/vantaggi? "Solo qui nella sede della Baviera orientale abbiamo 18 centri di fresatura e 8 di tornitura. In una produzione organizzata su tre turni gli utensili devono funzionare in maniera affidabile – solo i prodotti Premium possono garantire tali prestazioni. E la pianificazione deve essere efficiente: una volta qualificato per i processi produttivi, l'utensile è disponibile in breve tempo come standard in tutte le sedi di produzione, grazie alla straordinaria organizzazione logistica di Hoffmann Group!" Johann Dietl, responsabile del settore aziendale Meccanica La visione globale di un'imponente azienda artigianale ... Zollner Elektronik AG – Solutions for your ideas Complessi sistemi meccatronici, dallo sviluppo fino al servizio After Sales: Zollner Elektronik AG, partner di aziende leader a livello globale e di piccole e medie imprese, offre ai propri clienti soluzioni intersettoriali per l'intero ciclo di vita del prodotto. Fondata nel 1965, è oggi diventata un gruppo di imprese con 18 sedi internazionali e rientra nella Top 15 mondiale dei principali fornitori di servizi EMS. Presente in tutti i principali settori, riunisce sotto lo stesso tetto le competenze più diversificate. >>> www.zollner.de 11 GARANT ToolGrinding Riaffilatura originale dell'utensile per durata e prestazioni ottimali Niente è meglio dell'originale! Trattamento professionale e completo per i vostri utensili di asportazione truciolo. I vantaggi Piena efficienza e precisione grazie al rivestimento originale e alla riaffilatura con geometria di taglio originale. Servizi di affilatura completi da un unico fornitore. Gestione semplice, rapida e puntuale. È conveniente e permette di risparmiare. Prezzi equi e trasparenti, senza alcuna maggiorazione nascosta. Chiedete al Vostro referente di Hoffmann Group! Il presente opuscolo pubblicitario, la relativa composizione grafica e il sistema utilizzato per i codici articolo sono protetti dal diritto d'autore. La ristampa e qualsiasi forma di riproduzione anche parziale - sono consentite solo previa autorizzazione scritta dell'azienda Hoffmann GmbH Qualitätswerkzeuge, 81241 Monaco. Tutti i prezzi sono IVA esclusa, validi fino al 31. 07.2016; prezzi in € senza garanzia. Con riserva di errori e modifiche. Hoffmann Italia S.p.A. Via Germania 49 · I-35010 Vigonza (PD) Telefono: 049 796 02 11 Fax: 049 796 02 55 [email protected] www.hoffmann-group.com
Scarica