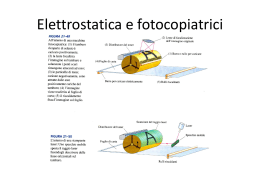
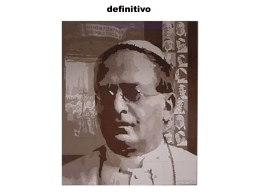
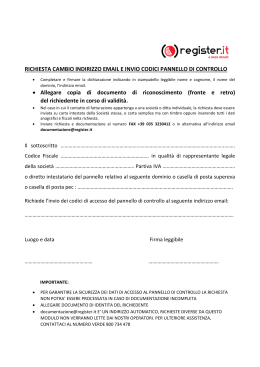
EPP-201 Generatore di energia al plasma Manuale delle istruzioni (IT) 0558007910 09/2011 ACCERTARSI CHE L’OPERATORE RICEVA QUESTE INFORMAZIONI. È POSSIBILE RICHIEDERE ULTERIORI COPIE AL PROPRIO FORNITORE. ATTENZIONE Queste ISTRUZIONI sono indirizzate a operatori esperti. Se non si conoscono perfettamente i principi di funzionamento e le indicazioni per la sicurezza delle apparecchiature per la saldatura e il taglio ad arco, è necessario leggere l’opuscolo “Precauzioni e indicazioni per la sicurezza per la saldatura, il taglio e la scultura ad arco,” Modulo 52-529. L’installazione, l’uso e la manutenzione devono essere effettuati SOLO da persone adeguatamente addestrate. NON tentare di installare o utilizzare questa attrezzatura senza aver letto e compreso totalmente queste istruzioni. In caso di dubbi su queste istruzioni, contattare il proprio fornitore per ulteriori informazioni. Accertarsi di aver letto le Indicazioni per la sicurezza prima di installare o utilizzare questo dispositivo. RESPONSABILITÀ DELL’UTENTE Questo dispositivo funzionerà in maniera conforme alla descrizione contenuta in questo manuale e nelle etichette e/o gli allegati, se installato, utilizzato o sottoposto a manutenzione e riparazione sulla base delle istruzioni fornite. Questa attrezzatura deve essere controllata periodicamente. Non utilizzare attrezzatura che funzioni male o sottoposta a manutenzione insufficiente. Sostituire immediatamente i componenti rotti, mancanti, usurati, deformati o contaminati. Nel caso in cui tale riparazione o sostituzione diventi necessaria, il produttore raccomanda di richiedere telefonicamente o per iscritto assistenza al distributore autorizzato presso il quale è stata acquistata l’attrezzatura. Non modificare questo dispositivo né alcuno dei suoi componenti senza previo consenso scritto del produttore. L’utente di questo dispositivo sarà il solo responsabile per un eventuale funzionamento errato, derivante da uso non corretto, manutenzione erronea, danni, riparazione non corretta o modifica da parte di persona diversa dal produttore o dalla ditta di assistenza indicata dal produttore. NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO IL MANUALE DI ISTRUZIONI. PROTEGGERE SE STESSI E GLI ALTRI! 2 INDICE Sezione / Titolo Pagina 1.0 Precauzioni di sicurezza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 2.0 Descrizione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.1 Introduzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.2 Caratteristiche tecniche generali . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.3 Dimensioni e peso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.0 Installazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 3.1 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 3.2 Svuotamento della cassa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 3.3 Posizionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 3.4 Connessione dell’alimentazione di ingresso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 3.5 Connessioni di uscita . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 3.6 Installazione parallela . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 3.7 Connettori del cavo di interfaccia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 4.0 Funzionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 4.1 Diagramma a blocchi EPP-201 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 4.2 Pannello di controllo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 4.2 Pannello di controllo (segue) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 4.3 Modalità di funzionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 4.4 Sequenza del funzionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 7 7 7 8 5.0 Manutenzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 6.0 Risoluzione dei guasti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29 7.0 Parti di sostituzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 3 DECLARATION OF CONFORMITY according to the Low Voltage Directive 2006/95/EC, according to the EMC Directive 2004/108/EC FÖRSÄKRAN OM ÖVERENSSTÄMMELSE enligt Lågspänningsdirektivet 2006/95/EG, enligt EMC-Direktivet 2004/108/EG Type of equipment Materialslag Plasma Cutting Console Brand name or trade mark Fabrikatnamn eller varumärke ESAB Type designation etc. Typbeteckning etc. EPP-201, (0558007800) & EPP-360 (0558007831) Manufacturer or his authorised representative established within the EEA Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax: ESAB AB Esabvägen, SE-695 81 Laxå, Sweden Phone: +46 586 81000, Fax: +46 584 411 924 The following harmonised standard in force within the EEA has been used in the design: Följande harmoniserande standarder har använts i konstruktionen: EN 60974-1, Arc welding equipment – Part 1: Welding power sources EN 60974-10, Arc welding equipment – Part 10: Electromagnetic compatibility (EMC) requirements Additional information: / Tilläggsinformation: Restrictive use, Class A equipment, intended for use in locations other than residential By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised representative established within the EEA, that the equipment in question complies with the safety requirements stated above. Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom EES, att angiven materiel uppfyller säkerhetskraven angivna ovan. Signature / Underskrift Kent Eimbrodt Clarification Date / Datum Laxå 2007-12-20 4 Position / Befattning Global Director Equipment and Automation seZionE 1 1.0 INDICAZIONI PER LA SICUREZZA Indicazioni per la sicurezza GBdell’attrezzatura per la saldatura e il taglio al plasma ESAB hanno la responsabilità di accertarsi che Gli utenti chiunque lavori al dispositivo o accanto ad esso adotti tutte le idonee misure di sicurezza. Le misure di sicurezza devono soddisfare i requisiti che si applicano a questo tipo di dispositivo per la saldatura o il taglio al plasma. Attenersi alle seguenti raccomandazioni, oltre che ai regolamenti standard che si applicano al luogo di lavoro. WARNING Tutto il lavoro deve essere eseguito da personale addestrato, perfettamente al corrente del funzionamento Arc welding and can obeil injurious yourself others. Take errato precausions when welding. dell’attrezzatura per lacutting saldatura taglio al to plasma. Il and funzionamento dell’attrezzatura può determinare Ask for your employer’s safety practices which should be based on manufacturers’ hazard data. situazioni pericolose con conseguenti lesioni all’operatore e danni al dispositivo stesso. ELECTRIC SHOCK - Can kill 1. S Install and attrezzatura earth the welding in accordance with applicable standards. Chiunque utilizzi perunit la saldatura o il taglio al plasma deve conoscerne perfettamente: S Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing. - il funzionamento S Insulate yourself from earth and the workpiece. - la Sposizione emergenza Ensuredegli your arresti workingdi stance is safe. - la FUMES funzione AND GASES - Can be dangerous to health Keep your head out of the fumes. - leSidonee misure di sicurezza S Use ventilation, extraction at the arc, or both, to take fumes and gases away from your breathing zone - la saldatura e/o il taglio al plasma 3. and the general area. ARC RAYS - Can injure eyes and burn skin. L’operatore deve accertarsi S Protect your eyes andche: body. Use the correct welding screen and filter lens and wear protective clothing. - nessuna persona non autorizzata si trovi nell’area operativa dell’attrezzatura quando questa viene messa in S Protect bystanders with suitable screens or curtains. funzione. FIRE HAZARD - tutti siano protetti quando si esegue l’arco. S Sparks (spatter) can cause fire. Make sure therefore that there are no inflammable materials nearby. NOISE - Excessive noise can damage hearing Il luogo di lavoro deve S Protect your ears.essere: Use earmuffs or other hearing protection. - idoneo allo scopo S Warn bystanders of the risk. - privo di correnti d’aria MALFUNCTION - Call for expert assistance in the event of malfunction. 4. Attrezzature per la sicurezza personale: PROTECT YOURSELF AND OTHERS! - indossare sempre l’attrezzatura di sicurezza personale raccomandata, come occhiali di sicurezza, abbigliamento ignifugo, guanti di sicurezza. - non indossare oggetti sporgenti, come sciarpe, braccialetti, anelli, ecc., che potrebbero rimanere intrappolati o causare ustioni. 5. PrecauzioniWARNING! generali: - accertarsi che il cavo di ritorno sia collegato saldamente; Read and understand the instruction manual before installing - il lavoro su apparecchiature ad alta tensione può essere effettuato sono da parte di tecnici qualificati; or operating. - i dispositivi antincendio idonei devono essere indicati chiaramente e a portata di mano; - durante il funzionamento non effettuare lavori di lubrificazione e manutenzione. 2. Read and understand the instruction manual before installing or operating. CAUTION! AVVERTENZA! Il dispositivo di classe A (400 V CE) non è destinato all’uso Class A equipment is not intended forlause in residential locations where in ubicazioni residenziali in cui corrente elettrica è fornita the electrical power is provided by the public low-voltage supply dalla rete pubblica a bassa tensione. È possibile che sia difficile system. There may be potential difficulties in ensuring electromagnic accertare of la class compatibilità elettromagnetica compatibility A equipment in those locations, del due dispositivo to conducted classe A in tali ubicazioni, a causa di disturbi condotti asdiwell as radiated disturbances. e irradiati. 5 Do not dispose of electrical equipment together with normal waste! In observance of European Directive 2002/96/EC on Waste Electrical and Electronic seZionE 1 INDICAZIONI PER LA SICUREZZA AVVERTENZA LA SALDATURA E IL TAGLIO AL PLASMA POSSONO ESSERE PERICOLOSI PER L’OPERATORE E COLORO CHE GLI SI TROVANO ACCANTO. ADOTTARE LE OPPORTUNE PRECAUZIONI DURANTE LA SALDATURA O IL TAGLIO. INFORMARSI DELLE MISURE DI SICUREZZA ADOTTATE DAL PROPRIO DATORE DI LAVORO, CHE SI DEVONO BASARE SUI DATI RELATIVI AL PERICOLO INDICATI DAL PRODUTTORE. SCOSSA ELETTRICA - Può essere mortale - Installare e collegare a terra (massa) l’unità di saldatura o taglio al plasma sulla base degli standard applicabili. - Non toccare le parti elettriche o gli elettrodi sotto tensione con la pelle nuda e guanti o abbigliamento bagnato. - Isolarsi dalla terra e dal pezzo in lavorazione. - Accertasi che la propria posizione di lavoro sia sicura. FUMI E GAS - Possono essere pericolosi per la salute. - Tenere la testa lontano dai fumi. - Usare la ventilazione, l’estrazione fumi sull’arco o entrambe per mantenere lontani fumi e gas dalla propria zona di respirazione e dall’area in genere. I RAGGI DELL’ARCO - Possono causare lesioni agli occhi e ustionare la pelle. - Proteggere gli occhi e il corpo. Usare lo schermo di protezione per saldatura/taglio al plasma e lenti con filtro idonei e indossare abbigliamento di protezione. - Proteggere le persone circostanti con schermi o barriere di sicurezza idonee. PERICOLO DI INCENDIO - Scintille (spruzzi) possono causare incendi. Accertarsi quindi che nelle immediate vicinanze non siano pre senti materiali infiammabili. RUMORE - Il rumore in eccesso può danneggiare l’udito. - Proteggere le orecchie. Usare cuffie antirumore o altre protezioni per l’udito. - Informare le persone circostanti del rischio. GUASTI - In caso di guasti richiedere l’assistenza di un esperto. NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO IL MANUALE DI ISTRUZIONI. PROTEGGERE SE STESSI E GLI ALTRI! 6 Sezione 2 Descrizione 2.1 Introduzione Il generatore di energia EPP è stato ideato per applicazioni di marcatura e di taglio meccanizzato a getto di plasma ad alta velocità. Può essere usato con altri prodotti ESAB, come i cannelli PT-15, PT-19XLS, PT-600 e PT-36 e con Smart Flow II, un sistema di regolazione e commutazione del gas computerizzato. • • • • • • • • • Da 10 a 36 ampere per la marcatura Gamma della corrente di taglio da 30 a 200 ampere Raffreddamento a circolazione forzata d’aria Alimentazione CC a stato solido Protezione della tensione di ingresso Controllo del pannello anteriore remoto o locale Protezione dell’interruttore termale per il trasformatore principale e per i componenti del semiconduttore di alimentazione Spazio degli anelli di sollevamento superiori o dell’elevatore a forca per il trasporto Capacità del generatore di energia supplementare parallela per estendere la gamma di uscita della corrente 2.2 Caratteristiche tecniche generali EPP-201, CCC/CE, 380 / 400V, 50 / 60Hz Numero della parte 0558007800 Tensione 160 V CC CC della gamma di corrente (marcatura) Uscita (100% CC della gamma di corrente (taglio) del ciclo di lavoro) Alimentazione * Tensione del circuito aperto (OCV-Open Circuit Voltage) Da 30 A a 200 A 32 KW 360 V CC Tensione (trifase) 380 / 400 V Corrente (trifase) 60 / 57 A RMS Frequenza Ingresso Da 10 A a 36 A 50 / 60 HZ KVA 39,5 kVA Alimentazione 35,5 KW Fattore dell’alimentazione 90.0 % Ric. del fusibile di ingresso 100 A Alimentazione di rete 400 V CE . ..................Ssc min 7,2 MVA .....................................................................................Zmax 0,020 Ω Alimentazione di rete 400 V CE, Ssc min Alimentazione minima del corto circuito sulla rete, in conformità con IEC61000-3-12. Alimentazione di rete 400 V CE, Zmax Linea massima permissibile sull’impedenza di rete, in conformità con IEC61000-3-11. 7 Sezione 2 Descrizione 2.3 Dimensioni e peso 47,25 pollici (1.200 mm) 23,75 pollici (603,25 mm) 40,75 pollici (1.035 mm) Peso = 1.085 libbre 8 Sezione 3 Installazione 3.1 General Attenzione UNA MANCATA OSSERVANZA DELLE ISTRUZIONI POTREBBE CAUSARE LA MORTE, LESIONI O DANNI ALLE PROPRIETÀ. SEGUIRE LE ISTRUZIONI PER PREVENIRE LE LESIONI O I DANNI ALLE PROPRIETÀ. È NECESSARIO RISPETTARE I CODICI DI SICUREZZA ED ELETTRICI LOCALI, STATALI E NAZIONALI. 3.2 Svuotamento della cassa • • • Al momento della ricezione, ispezionare immediatamente il materiale per eventuali danni. Rimuovere tutti i componenti dalla cassa di spedizione ed accertarsi che nessuna parte si sia staccata e sia rimasta nel contenitore. Ispezionare le feritoie per accertarsi che non siano presenti ostruzioni dell’aria. 3.3 Posizionamento • • • • • È necessario uno spazio minimo di 1 metro (3 piedi) sul davanti e sul retro per il flusso d’aria di raffreddamento. Ricordare che il pannello superiore e i pannelli laterali devono essere rimossi per la manutenzione, la pulizia e l’ispezione. Posizionare l’EPP-201 relativamente vicino ad una fonte di alimentazione elettrica con fusibile. Mantenere libera l’area al di sotto del generatore di energia per il flusso d’aria di raffreddamento. L’ambiente deve essere relativamente privo di polvere, fumi e calore eccessivo. Questi fattori influenzeranno l’efficienza del raffreddamento. Precauzione La polvere e lo sporco conduttivi all’interno del generatore di energia potrebbero causare una scarica dell’arco. Potrebbero verificarsi danni all’apparecchiatura. Un corto circuito elettrico potrebbe verificarsi, in caso di accumulo di polvere all’interno del generatore di energia. Consultare la sezione sulla manutenzione. 9 Sezione 3 Installazione 3.4 Connessione dell’alimentazione di ingresso Attenzione LE SCOSSE ELETTRICHE POSSONO UCCIDERE! GARANTIRE UNA MASSIMA PROTEZIONE DALLE SCOSSE ELETTRICHE. PRIMA CHE QUALSIASI CONNESSIONE VENGA EFFETTUATA ALL’INTERNO DELLA MACCHINA, APRIRE IL SEZIONATORE A PARETE PER SPEGNERE L’ALIMENTAZIONE. 3.4.1 Alimentazione primaria L’EPP-201 è un apparecchio a 3 fasi. L’alimentazione di ingresso deve essere fornita da un sezionatore (a parete) che contenga fusibili o interruttori differenziali conformi alle normative locali o statali. Misure consigliate per il conduttore di ingresso e il fusibile della linea: Ingresso al carico nominale Volt Ampere Ingresso e conduttore per la messa a terra* CU/mm2 (AWG) Ritardo del tempo misura del fusibile (ampere) 380 60 35 (2/0) 100 400 57 35 (2/0) 100 Il carico nominale è l’uscita di 200 A a 160 V * Misure in base al Codice Elettrico Nazionale per conduttori in rame classificati per 90° C (194˚ F) ad una temperatura ambiente di 40° C (104˚ F) Non più di tre conduttori nel canalino o nel cavo. I codici locali devono essere seguiti, se specificano misure diverse da quelle indicate in alto. Per preventivare la corrente di ingresso per una vasta gamma di condizioni di uscita, usare la formula in basso. Corrente di ingresso = Avviso (arco V) x (arco l) x 0,73 (linea V) Potrebbe essere necessario disporre di una linea di alimentazione dedicata. L’EPP-201 è dotato di una compensazione della tensione della linea ma, per evitare prestazioni alterate dovute ad un circuito sovraccarico, potrebbe essere necessario disporre di una linea di alimentazione. ATTENZIONE!!! Requisiti di rete 400 V CE: A causa della corrente primaria assorbita dalla rete, i dispositivi ad elevata potenza potrebbero incidere sulla qualità di potenza della griglia. Di conseguenza, ad alcuni dispositivi possono applicarsi le limitazioni o i requisiti di collegamento relativi all’impedenza di rete massima consentita o alla capacità minima di corrente prescritta al punto di interfaccia della griglia pubblica (vedere i dati tecnici). In questo caso, spetta all’installatore o all’utilizzatore del dispositivo accertare se il dispositivo può essere collegato, eventualmente consultando l’operatore della rete di distribuzione. 10 Sezione 3 Installazione 3.4.2 Conduttori di ingresso • • • Forniti dal cliente. Potrebbero consistere di conduttori di rame ricoperti di gomma pesante (tre per l’alimentazione e uno per la messa a terra) oppure potrebbero percorrere un condotto solido o flessibile. Dimensioni in base al grafico. 3.4.3 Procedura di connessione di ingresso Attenzione UNA MESSA A TERRA ERRATA PU“ RISULTARE IN MORTE O LESIONE. IL TELAIO DEVE ESSERE COLLEGATO AD UNA MESSA A TERRA ELETTRICA APPROVATA. ACCERTARSI CHE IL CAVO DI MASSA NON SIA COLLEGATO AD ALCUN TERMINALE PRIMARIO. Messa a terra del telaio Terminali primari Apertura di accesso del cavo di ingresso dell’alimentazione (Pannello posteriore) 1. 2. 3. 4. 5. 6. 7. Rimuovere il pannello laterale dell’EPP-201. Infilare i cavi attraverso l’apertura di accesso nel pannello posteriore. Fissare i cavi con un serracavo sull’apertura di accesso. Collegare il cavo di massa al perno sul telaio. Collegare i cavi di alimentazione ai terminali primari. Collegare i conduttori di ingresso al sezionatore (a parete). Prima di applicare l’alimentazione, sostituire il pannello del coperchio posteriore. 11 Sezione 3 Installazione 3.5 Connessioni di uscita Attenzione LE SCOSSE ELETTRICHE POSSONO UCCIDERE! TENSIONE E CORRENTE PERICOLOSI! QUANDO SI LAVORA INTORNO AD UN GENERATORE DI ENERGIA AL PLASMA CON I COPERCHI RIMOSSI: • DISINNESTARE IL GENERATORE DI ENERGIA NEL SEZIONATORE (A PARETE). • UN INDIVIDUO QUALIFICATO DOVREBBE CONTROLLARE LE SBARRE COLLETTRICI (POSITIVE E NEGATIVE) CON UN VOLTMETRO. 3.5.1 Cavi di uscita (forniti dal cliente) Scegliere i cavi di uscita del taglio a getto di plasma (forniti dal cliente) sulla base di un cavo di rame 4/0 AWG isolato da 600 volt per 400 ampere di corrente di uscita. Nota: Non usare un cavo di saldatura isolato da 100 volt. 12 Sezione 3 Installazione 3.5.2 Procedure della connessione di uscita 1. Aprire il pannello di accesso sul lato anteriore inferiore del generatore di energia. 2. Infilare i cavi di uscita attraverso le aperture sul fondo del generatore di energia, immediatamente dietro al pannello anteriore. 3. Collegare i cavi ai terminali specificati montati all’interno del generatore di energia, usando i connettori del cavo di pressione classificata UL. 4. Chiudere il pannello di accesso anteriore. Pannello di accesso anteriore chiuso Pannello di accesso anteriore aperto 13 Sezione 3 Installazione 3.6 Installazione parallela Due generatori di energia EPP-201 possono essere collegati in parallelo, per ampliare la gamma della corrente di uscita. 3.6.1 Connessioni per due EPP-201 in parallelo Nota: Il generatore di energia primario è dotato di conduttore di elettrodo (-) ponticellato. Il generatore di energia supplementare è dotato di lavoro (+) ponticellato. 1. 2. 3. 4. Collegare i cavi di uscita negativi (-) alla cassetta di avviamento dell’arco (generatore alta frequenza). Collegare i cavi di uscita positivi (+) al pezzo da lavorare. Collegare i conduttori di uscita positivi (+) e negativi (-) tra i generatori di energia. Collegare il cavo dell’arco pilota al terminale dell’arco pilota nel generatore di energia primario. La connessione dell’arco pilota nel generatore di energia supplementare non viene usata. Il circuito dell’arco pilota non scorre parallelo. 5. Collegare un cavo di controllo parallelo al generatore di energia tra i due generatori di energia. 6. Collegare il cavo di controllo CNC al generatore di energia primario. Connessioni per l’installazione parallela di due generatori di alimentazione EPP-201 con entrambi i generatori di alimentazione attivi. EPP-201 EPP-201 Generatore di energia supplementare elettrodo lavoro (-) (+) Generatore di energia primario lavoro (+) arco pilota Cavo di controllo parallelo P/S elettrodo (-) Cavo di controllo al refrigerante ad acqua Cavo di controllo CNC 2 - 4/0 600 V cavi positivi al pezzo da lavorare 1 - 14 AWG 600 V cavo alla connessione dell’arco pilota nella cassetta di avviamento dell’arco (generatore alta frequenza) 14 2 - 4/0 600 V cavi negativi nella cassetta di avviamento dell’arco (generatore alta frequenza) Sezione 3 Installazione L’EPP-201 non è dotato di un interruttore ON/OFF (ACCESO/SPENTO). L’alimentazione principale è controllata tramite il sezionatore (a parete). NON ATTIVARE L’EPP-201 CON I COPERCHI RIMOSSI. I COMPONENTI AD ALTA TENSIONE SONO ESPOSTI ED AUMENTANO I RISCHI DI SCOSSA ELETTRICA. I COMPONENTI INTERNI POTREBBERO ESSERE DANNEGGIATI SE LE VENTOLE DI RAFFREDDAMENTO PERDONO EFFICIENZA. Attenzione LE SCOSSE ELETTRICHE POSSONO UCCIDERE! I CONDUTTORI ELETTRICI ESPOSTI POSSONO ESSERE PERICOLOSI! Attenzione NON LASCIARE ESPOSTI I CONDUTTORI ELETTRICAMENTE ÌCALDIÌ. QUANDO SI EFFETTUA LA DISCONNESSIONE DEL GENERATORE DI ENERGIA SUPPLEMENTARE DA QUELLO PRIMARIO, ACCERTARSI CHE I CAVI GIUSTI SIANO SCONNESSI. ISOLARE LE ESTREMITÀ SCONNESSE. QUANDO SI UTILIZZANO DUE GENERATORI DI ENERGIA IN PARALLELO E UNO DEI DUE NON È ALIMENTATO, O SE IL CAVO IN PARALLELO NON COLLEGA I DUE, IL CONDUTTORE DI ELETTRODO NEGATIVO DEVE ESSERE SCOLLEGATO DAL GENERATORE DI ENERGIA SUPPLEMENTARE E DALLA CASSA IDRAULICA. UNA MANCATA OSSERVANZA DI QUESTA PROCEDURA LASCERÀ IL GENERATORE DI ENERGIA SUPPLEMENTARE ELETTRICAMENTE “CALDO”, PERICOLOSO E INATTIVO. Connessioni per l’installazione parallela di due generatori di alimentazione EPP-201 con un solo generatore di energia attivo EPP-201 EPP-201 Generatore di energia primario Generatore di energia supplementare lavoro (+) elettrodo (-) lavoro (+) Cavo di controllo parallelo P/S 2 - 4/0 600 V cavi positivi al pezzo da lavorare Staccare la connessione negativa dal generatore di energia secondaria ed isolare per convertire da due a uno i generatori di energia 15 elettrodo (-) Cavo di controllo al refrigerante ad acqua 2 - 4/0 600 V cavi negativi nella cassetta di avviamento dell’arco (generatore alta frequenza) Sezione 3 Installazione 3.6.2 Marcatura con due EPP-201 paralleli Due EPP-201, collegati in parallelo, ed utilizzabili per la marcatura a 10 A e per il taglio da 30 A fino a 400A. FUNZIONAMENTO DI DUE EPP-201 PARALLELI: 1. Fornire i segnali logici avvio/arresto, Taglio/Marcatura, “ALTA CORRENTE” e gli ingressi o logici o analogici, per controllare i segnali della corrente pilota sull’apparecchio primario, sia per il taglio che per la marcatura. Quando si effettua la marcatura, entrambi i generatori di energia sono alimentati, ma il segnale della marcatura disattiva l’uscita del generatore di energia supplementare. 3.7 Connettori del cavo di interfaccia Connettore E-stop Controllo remoto CNC Generatore di energia parallelo 16 Circolatore di refrigerante Sezione 3 Installazione 3.7.1 Cavi di interfaccia CNC con generatore di energia di alimentazione di accoppiamento e con interfaccia CNC non terminato GRN/YEL RED #4 3.7.2 Cavi di interfaccia CNC con connettori del generatore di energia di accoppiamento su entrambe le estremità GRN/YEL RED #4 17 Sezione 3 Installazione 3.7.3 Cavi di interfaccia del refrigerante ad acqua con connettori del generatore di energia di alimentazione di accoppiamento su entrambe le estremità 3.7.4 Cavo di controllo parallelo del generatore di energia 18 Sezione 4 Funzionamento Attenzione Tensioni e corrente pericolosi! Le scosse elettriche possono uccidere! Prima di attivare, accertarsi che le procedure di installazione e messa a terra siano state eseguite. Non attivare l’unità con i coperchi rimossi. 4.1 Diagramma a blocchi EPP-201 Fusibili dell’alimentazione di controllo Ingresso 380/400 V 3 ~ Trasformatore di controllo 1 ~ Filtro EMC Relè di avvio rapido Contattore principale Trasformatore principale Rettificatore 3 ~ Induttore di correzione del fattore di alimentazione 2 condensatori 6000uf 450 V Scheda di relè / interfaccia Resistenze 3 x 2 Ohm 300 Watt Scheda del driver IGBT Scheda di controllo principale 4 IGBT 400 Amp Induttore Display del pannello anteriore Uscita 19 Interfaccia e isolamento CNC Sezione 4 Funzionamento 4.2 Pannello di controllo E F B A C D H J 20 Sezione 4 Funzionamento 4.2 Pannello di controllo (segue) A - Interruttore di preimpostazione / funzionamento Posizione “Centro” = mostrerà gli effettivi parametri di taglio Posizione “Su” = Corrente dell’arco pilota preimpostata per la modalità del Pannello o per la modalità Remota. Posizione “Giù” = Corrente di taglio preimpostata per la modalità del Pannello o per la modalità Remota. B - Temperatura eccessiva L’indicatore si accende quando il generatore di energia si è surriscaldato. C - Guasto L’indicatore si illumina quando si sono verificati errori che richiedono una reimpostazione dell’alimentazione principale dell’unità. D - Indicatore della corrente (Potenziometro) Indicatore dell’EPP-201 mostrato. EPP-201 ha una gamma di 30-200 ampere. Usato soltanto in modalità del pannello. E - Interruttore remoto del pannello Verifica l’ubicazione del controllo della corrente. • Collocare nella posizione PANNELLO per il controllo tramite il potenziometro della corrente. • Collocare nella posizione REMOTO per il controllo tramite un segnale esterno (CNC). F - Misuratori Mostra la tensione e gli ampere durante il taglio. L’amperometro può essere attivato quando non si effettua il taglio per visualizzare una stima della corrente di taglio/di marcatura o della corrente dell’arco pilota, prima che il taglio inizi. Vedere “A” in alto. Mostra anche vari codici di errore che potrebbero verificarsi. G - Connettore E-stop (non mostrato) Il connettore E-stop fornisce un contatto normalmente chiuso dell’interruttore E-stop. Il contatto è collegato a J4-A e J4-B. Il contatto si apre dopo che il tasto E-stop viene premuto. Questa procedura garantisce un segnale al controllo del plasma per indicare che il generatore di energia è in condizione E-stop. H - Tasto E-stop Il tasto E-stop attiva l’interruttore E-stop. Quando il tasto viene premuto, esiste una condizione E-stop che impedisce al generatore di energia di fornire un’uscita, perfino quando un segnale di avvio viene fornito. J -CB1 - 3 ampere Interruttore di circuito per 115 V CA a CNC (computerizzato controllato numericamente). 21 Sezione 4 Funzionamento 4.3 Modalità di funzionamento L’EPP-201 funziona in Modalità di taglio tramite una gamma di corrente continua in uscita, regolabile e singola, da 30A a 200A, ed utilizzando o un Potenziometro della corrente sul pannello anteriore o un segnale di riferimento della corrente remoto inviato al connettore J1. Quando si utilizza un segnale remoto, 1 volt corrisponde a 36 ampere e 200A corrisponde ad un segnale di 5,55 V CC. I valori predefiniti dell’EPP-201 sono impostati sulla Modalità di funzionamento di taglio, a meno che venga fornita una Modalità di marcatura proveniente da un telecomando. Il generatore di energia è posizionato in Modalità di marcatura con un relè esterno isolato o con un contatto di interruttore che collega J1-R (115 V CA) a J1-C. Vedere il diagramma schematico nel coperchio posteriore. Questa chiusura del contatto deve essere effettuata prima (50 mS o più lungo) di emettere un comando di Avvio o di Contattore acceso. Nella modalità di Marcatura CNC, la corrente di uscita viene regolata attraverso una gamma singola continuamente regolabile, da 0 a 36 ampere, ed utilizzando il segnale di riferimento della corrente remoto inviato al connettore J1. Nella modalità di Marcatura del Pannello, la corrente in uscita può essere regolata da 0 a 36 ampere, usando il potenziometro del pannello, quando l’apparecchio viene spedito. Se SW1-1 (che è aperto sul pannello di controllo) è chiuso, la gamma massima diviene di 0-18 ampere. Quando si utilizza un segnale remoto, 1 volt corrisponde a 3,6 ampere e 36A corrisponde ad un segnale di 10,00 V CC. 4.3.1. Generatore di energia singolo, due modalità di funzionamento di base sono possibili) 1. Modalità del pannello - (l’interruttore viene fornito sul generatore di energia) Collocare l’interruttore del Pannello/Remoto sulla posizione Pannello. Usata con una capacità CNC limitata che può fornire soltanto un segnale di avvio/arresto al generatore di energia. Il microcontrollore nel generatore di energia accetterà un’impostazione analogica dal potenziometro del pannello, come informazione sulla corrente di taglio. Sulla base di questo valore, calcolerà il valore della corrente iniziale, l’arco pilota ed il tempo del pendio. Il valore del taglio ed il valore dell’arco pilota possono essere visualizzati prima del taglio, spostando l’interruttore di commutazione a molla, sul generatore di energia, nella posizione preimpostata della corrente di taglio, e nella posizione preimpostata dell’arco di taglio. Se la corrente dell’arco pilota non appare sufficiente, il CNC può aumentare e fornire gli ingressi sui collegamenti di controllo PA0 e PA1. I valori aumentati sono i seguenti: PA0 PA1 off (spento) off (spento) nessun cambiamento on (acceso) off (spento) valore aumentato del 12,5% off (spento) on (acceso) valore aumentato del 2,5% on (acceso) on (acceso) valore aumentato del 37,5% 22 Sezione 4 Funzionamento GUASTO DEL FLUSSO DEL CIRCOLATORE D'ACQUA: SPENTO CON BASSO FLUSSO ROSSO 02 SELEZIONE DELLA MODALITÀ DI MARCATURA CHIUSO PER MARCATURA marcatura I = (3,6) X [rif. cor. Vtaglio (Tensione di taglio)] E-STOP: CONTATTO ISOLATO CHIUSO PER LA CORSA 15 V 15 V CNC COMUNE ROSSO 05 ROSSO 06 SELEZIONE DEL PRIMARIO – COLLEGARE H A R ROSSO 07 (SEMPRE PRESENTE) ROSSO 08 COMUNE ANALOGICO CNC LIVELLO CIRCOLATORE ROSSO 09 D'ACQUA: OFF (SPENTO) CON GUASTO DA 0 A 10 V ROSSO 10 DA 0 A 10 V AVVIO PLASMA GUASTO DEL FLUSSO DEL CIRCOLATORE D'ACQUA: ACCESO CON FLUSSO OK B C Z E F G H J SELEZIONE DELLA MODALITÀ DI MARCATURA 10 K 115 V CA NEUTRO E-STOP E-STOP CNC +15 V CC SELEZIONE DEL PRIMARIO 10 K K COM RIF. CORRENTE LIVELLO CIRCOLATORE D'ACQUA (ACCESO CON LIVELLO OK) L RIF. CORRENTE TAGLIO M AVVIO PLASMA RIF. CORRENTE TAGLIO + +Itaglio = (36) X [rif. cor. Vtaglio (Tensione di taglio)] ROSSO 11 ROSSO 12 RIF. CORRENTE ARCO PILOTA (PA) Ipa = (4,5) X [rif. cor. Vpa ROSSO 13 (Tensione arco pilota)] ARCO ACCESO ROSSO 14 SELEZIONE CORRENTE ARCO PILOTA (PA) ROSSO 15 24 V CA K4 20 K + 20 K 10 K N RIF. CORRENTE ARCO PILOTA (PA) P ARCO ACCESO + SELEZIONE CORRENTE ARCO PILOTA (PA) 10 K 115 V CA H Q PA0 R ROSSO 16 SELEZIONE CORRENTE ARCO PILOTA (PA) S PA1 SELEZIONE CORRENTE ARCO PILOTA (PA) ROSSO 17 10 K PER BASSO: Itaglio = (20) X [rif. cor. Vtaglio (Tensione di taglio)] CORRENTE PER ALTO: Itaglio = (40) X [rif. cor. Vtaglio (Tensione di taglio)] GAMMA ALTA (400 A) ALTO/BASSO T CHIUSO PER 400 A; APERTO PER 200 A ROSSO 18 10 K (SOLO FUNZIONAMENTO PARALLELO) non usato APERTO PER CONTROLLO INTERNO CHIUSO PER CONTROLLO ESTERNO GUASTO DEL GENERATORE DI ENERGIA CORRENTE PRIMARIA ROSSO 19 ROSSO 20 ROSSO 21 ROSSO 22 ROSSO 23 VER/GIA U V W X Y D non usato 10 K SELEZIONE DI CONTROLLO DEL PROCESSO 10 K GUASTO DEL GENERATORE DI ENERGIA ACCESO CON GUASTO 24 V + PS 24 V CC COMUNE TRANSDUTTORE DEL VANO + SEGNALE DELLA CORRENTE DI USCITA PRIMARIA 1,0 V = 100 A TELAIO 23 FUSIBILE + ROSSO 04 ARCO PILOTA (PA) ACCESO 115 V CA CNC ROSSO 03 A 115 V CA NEUTRO ROSSO 01 CNC +15 V CC ID FILO DEL CAVO ARCO PILOTA (PA) ACCESO 24CONNETTORE DEL CONDUTTORE 24 CAVO DEL CONDUTTORE Controllo del sistema del plasma 24 V CC COMUNE 3A Sezione 4 Funzionamento La tabella usata per calcolare la corrente iniziale, la corrente pilota e i valori del pendio sono memorizzati nel micro e contentengono le seguenti informazioni: Corrente di taglio Corrente di avvio (ampere) (ampere) Corrente dell’arco pilota (ampere) Tempo del pendio (msec) 30 20 15 200 50 25 20 250 100 50 25 500 200 100 30 800 Se vengono usati valori diversi da quelli della tabella per la corrente di taglio, i valori corrispondenti sono calcolati presupponendo un’inclinazione lineare per tutti i parametri richiesti. 2. Modalità remota a. Funzionamento CNC parziale - (con perno del cavo “V” CNC aperto, aperto per il controllo interno) In questa modalità di funzionamento, l’interruttore del pannello/remoto deve essere nella posizione REMOTO. Il CNC deve fornire il riferimento della corrente di taglio ed il segnale di avvio/arresto al generatore di energia. Sulla base del riferimento di taglio, il micro nel generatore di energia calcolerà la corrente iniziale, la corrente pilota e il tempo del pendio. b. Modalità remota con CNC intero - (con perno del cavo “V” CNC chiuso, chiuso per il controllo esterno) L’interruttore del pannello/remoto sul generatore di energia è impostato su REMOTO. Il CNC dovrebbe attivare l’ingresso etichettato “controllo CNC intero” sul perno “V” del cavo di interconnessione. In questa modalità, tutti i parametri sono controllati da CNC, compresa la corrente di avvio, la corrente pilota e i tempi di inclinazione. Il controllo della corrente pilota può essere effettuato o tramite ingressi logici o tramite un ingresso analogico. Se l’ingresso analogico è inferiore a 0,5 volt, il generatore di energia utilizzerà gli ingressi logici PA0 e PA1, per fornire la corrente dell’arco pilota richiesta, sulla base della seguente combinazione: PA0 PA1 Corrente pilota in ampere aperto aperto 10 chiuso aperto 20 aperto chiuso 30 chiuso chiuso 40 Se viene usato il riferimento analogico, 10 V CC forniranno 45 ampere o 1 V = 4,5 ampere. Marcatura - Può essere effettuata sia in modalità remota che in modalità del pannello e richiede che l’ingresso di selezione della modalità del marchio venga chiuso dal CNC. Nella modalità del pannello, la corrente massima di marcatura (impostata dal potenziometro del pannello) è di 36 ampere. Se SW1-1 (che è aperto sul pannello di controllo) è chiuso, la gamma massima diviene di 0-18 ampere. Nella modalità remota, la corrente di marcatura è impostata dall’ingresso di riferimento principale e 10 V CC forniranno 36 ampere o 1 V = 3,6 ampere della corrente di marcatura. 24 Sezione 4 Funzionamento 4.3.2. Generatori di energia multipli 1. Modalità parallela di funzionamento - Collegare i generatori di energia, come mostrato nella sezione 3.6. Impostare gli interruttori del pannello/remoto su entrambi i generatori di energia su remoto. Se gli apparecchi saranno usati per tagliare e entrambi i generatori di energia devono contribuire al valore della corrente di taglio, attivare l’ingresso logico etichettato “ALTA CORRENTE” (perno “T”) sul cavo CNC. In questo modo, una corrente massima di 400 ampere può essere fornita per un ingresso analogico di 10 V CC dal CNC. Se l’ingresso “ALTA CORRENTE” è disattivato, il generatore di energia supplementare non fornirà alcuna uscita, anche se è collegato al generatore di energia primario. In modalità di marcatura, soltanto il generatore di energia primario fornirà la corrente di marcatura. Se si effettuano operazioni alterne di marcatura e taglio, l’ingresso “ALTA CORRENTE” può essere mantenuto e l’ingresso di marcatura controllerà se uno o entrambi i generatori di energia forniscono la corrente di uscita. La gamma della corrente di marcatura è di 10-36 ampere e la gamma della corrente di taglio è di 30-400 ampere. 4.4 Sequenza del funzionamento A. Applicare l’alimentazione chiudendo il sezionatore (a parete). L’EPP-201 non è dotato di un proprio interruttore On/Off (Acceso/Spento). Quando l’alimentazione viene fornita, la scheda del display di EPP-201 mostrerà brevemente “EPP-201”, seguito dal display “Pr x.xx”, che indica il numero della revisione del programma di software, e quindi da “0 ampere” e “0 volt”. B. Selezionare l’impostazione del Pannello / Remota per il controllo della corrente, nel caso in cui il CNC sia dotato di capacità di controllo remoto della corrente. 1. Se si utilizza la modalità del “Pannello”, la corrente di taglio selezionata può essere visualizzata trattenendo l’interruttore del pannello anteriore nella posizione “Preimpostazione corrente di taglio”. Nella modalità del “Pannello”, la Corrente dell’arco pilota, la Corrente iniziale e il Tempo del pendio sono determinati dal generatore di energia che si basa sulla corrente di taglio selezionata. La Corrente dell’arco pilota può essere visualizzata trattenendo l’interruttore del pannello anteriore nella posizione “Preimpostazione corrente PA (Arco pilota)”. Fare riferimento alla sezione 4.2 Pannello di controllo. 2. Se si utilizza la modalità “Remota”, sono disponibili due possibili modalità operative. a. La modalità predefinita è simile alla modalità del “Pannello”, ad eccezione del comando della corrente di taglio che è fornito dal CNC invece che dal potenziometro del pannello anteriore. La scala del comando della corrente remota è di 1,0 V CC = 36 ampere. Questa modalità è utile se il CNC non ha la capacità di controllare la corrente iniziale e l’inclinazione dell’uscita. Per le connessioni del controllo remoto, fare riferimento al diagramma dell’interfaccia CNC. b. Se il CNC ha la capacità di controllare la Corrente iniziale e le Inclinazioni, collocare l’interruttore del Pannello/Remoto nella posizione “Remoto” e fornire una chiusura di contatto tra i perni “R” e “V” del connettore di interfaccia CNC. In questa modalità, il CNC deve fornire il segnale analogico per controllare la Corrente iniziale, il Pendio e il livello della Corrente di taglio. La scala è uguale a quella della modalità predefinita. La corrente dell’Arco pilota sarà controllata da un secondo segnale analogico 0-10 V CC, se disponibile, o tramite la fornitura di un segnale codificato binario definito nel diagramma di interfaccia CNC. La scala del segnale dell’arco pilota è di 10 V CC = 45 ampere. C. Iniziare l’operazione di taglio a getto di plasma. Questa operazione potrebbe richiedere l’impostazione di altre variabili, come le pressioni del gas, le velocità del flusso, l’altezza del cannello, ecc. D. Se, per qualsiasi ragione, il taglio o la marcatura non iniziano, l’EPP-201 dovrebbe mostrare un codice di errore che indica la ragione dell’arresto. Consultare i “Codici guida” nella sezione di risoluzione dei guasti. 25 Sezione 4 Funzionamento 26 section 5 maintenance 5.1 General WARNING WARNING caution Electric Shock Can Kill! Shut off power at the line (wall) disconnect before attempting any maintenance. Eye Hazard When Using Compressed Air To Clean. • • Wear approved eye protection with side shields when cleaning the power source. Use only low pressure air. Maintenance On This Equipment Should Only Be Performed By Trained Personnel. 5.2 Cleaning Regularly scheduled cleaning of the power source is required to help keep the unit running trouble free. The frequency of cleaning depends on environment and use. 1. Turn power off at wall disconnect. 2. Remove side panels. 3. Use low pressure compressed dry air, remove dust from all air passages and components. Pay particular attention to heat sinks in the front of the unit. Dust insulates, reducing heat dissipation. Be sure to wear eye protection. caution Air restrictions may cause EPP-201 to over heat. Thermal Switches may be activated causing interruption of function. Do not use air filters on this unit. Keep air passages clear of dust and other obstructions. WARNING Electric Shock Hazard! Be sure to replace any covers removed during cleaning before turning power back on. 27 section 5 maintenance 28 section 6TROUBLESHOOTING WARNING caution Electric Shock Can Kill! Do not permit untrained persons to inspect or repair this equipment. Electrical work must be performed by an experienced electrician. Stop work immediately if power source does not work properly. Have only trained personnel investigate the cause. Use only recommended replacement parts. 6.1Troubleshooting Check the problem against the symptoms in the following troubleshooting guide. The remedy may be quite simple. If the cause cannot be quickly located, shut off the input power, open up the unit, and perform a simple visual inspection of all the components and wiring. Check for secure terminal connections, loose or burned wiring or components, bulged or leaking capacitors, or any other sign of damage or discoloration. The cause of control malfunctions can be found by referring to the sequence of operations, electrical schematics and checking the various components. A volt-ohmmeter will be necessary for some of these checks. 6.2Troubleshooting Guide As the unit is powered up, the display should show EPP-201 for one second and then show the program number such as: Pr 2.01 or higher. If the display remains blank, look for the following: a. loose or missing display cable between the main control board and the display board b. lack of +15 volt bias supply which could be caused by blown fuses F1 or F2 c. an open circuit breaker CB1 on the front panel. If the unit shows Error 5 after the program number display times out, look for a closed start switch. To reset the unit simply open the start switch. At this point the display should show 0’s in both windows. If the power source is not connected to a CNC at power up, the emergency stop relay (K4) in the power source is not energized, preventing any relay operation in the power source itself. If the CNC has been booted up the display should read 0 for both the volts and amps. The unit will not respond to a start signal until it’s master (primary) select input (pin H on J1) is connected to the “HOT “side of the 115 input (master (primary) select input). This connection is handled in the CNC to primary supply cable. Note all inputs from the CNC are relay closures, providing 115 V AC inputs to the isolation board (PCB4 in the power source). The isolation board converts these inputs to open collector type outputs. The control will monitor various signals in the idle mode and will shut down with an error indication if the condition is not satisfactory: Error 1, 3, 4, 5, 9 or 12 (See 6.3 Help code list). As the start switch is activated and the unit is being prepared for cutting, additional conditions are being monitored. The resulting error conditions are as follows: Error 2, 6, 8, 12, 13, 15, 17, 18, 19 or 113 (See 6.3 Help code list). 29 section 6TROUBLESHOOTING 6.3 Help Code list HELP CODES 01 LINE VOLT, IDLE 08 TORCH ERROR 15 BUS CHARGER FAILURE 02 LINE VOLT, CUTTING 09 OCV OVER 40V, IDLE 17 IGBT DRIVER ERROR 03 CONTROL BIAS 10 OCV OVER 70V, STARTUP 18 CUT/MARK VOLTAGE TOO LOW 04 THERMAL (SWITCH OPEN) 12 1Ф OPERATION, SHUTDOWN 19 SLAVE P/S NOT DETECTED 05 START ON POWER UP 13 OCV FAILURE 20 SHORTED IGBT, BUS CHARGED 06 FAIL TO FIRE 14 AMBIENT TEMP 113 SLAVE P/S ERROR Error number displays and their meaning for the EPP-360 power supply. Error 1 +/- 15% deviation in the idle mode is exceeded. Error 2 Line voltage during cut drops by more than 20 %. Error 3 Problem with the bias supplies on the control board. The +15 and -15 volt supplies are not balanced, board should be replaced. Error 4 Thermal switch has opened. Unit is disabled until overheated component cools down. Look for fans not working or restrictions on input or output louvers. Error 5 The start switch from the CNC was already on when the power source was powered up. Unit will not be functional until start signal is removed and then reapplied. Error 6 Ignition did not take place during the 10 seconds allowed for arc ignition. Note: This should rarely occur since the CNC has a much shorter time allowed for the ignition time and will reset the power source to idle. Error 7 Not used. Error 8 Electrode current was present before the PWM was enabled. Most likely caused by an electrode to nozzle short on the torch. Error 9 Open circuit voltage in idle mode was over 40 volts. Possible cause leaky IGBTs, faulty PWM drive. Error 10 Open circuit voltage is over 70 volts when unit is powered up. Possible cause leaky IGBT’s, faulty PWM. Error 11 Not used. Error 12 Shut down due to single phasing. Fuse blown in supply line circuit. Error 13 Open circuit voltage did not reach 300 volts in the allowed time. Check PWM circuit. Error 14 Ambient temperature exceeded 55 C in control enclosure. Error 15 Bus voltage did not reach 100 volts during the allowed time. Bus charge relay or surge limiting resistors defective Error 16 Not used Error 17 IGBT driver board error. Error 18 Cutting voltage fell below 70 volts during cutting or below 40 volts during marking. Error 19 Master is requested to engage slave power supply but slave is not present. Error 20 Open circuit voltage detected before PWM was engaged. Error 113 Error detected in slave power supply. 30 section 6TROUBLESHOOTING 6.4 Fault Isolation 6.4.1 Fans Not Working Problem All 3 fans do not run 1 or 2 fans do not run. Possible Cause Action This is normal when not cutting. Fans run only when “Contactor On” None signal is received. Broken or disconnected wire in fan Repair wire. motor circuit. Faulty fan(s) Replace fans 6.4.2 Torch Will Not Fire Problem Possible Cause Action Remote control removes the start signal when the main arc transfers to the work. Place Panel/Remote switch in “Panel” position Main Arc Transfers to the work with a Panel/Remote switch in “Remote” with short “pop”, placing only a small dimple no remote control of the current in the work. Check for current reference signal Remote current control present but between J and L on 24 pin receptacle should be between 0.5 - 10 volts signal missing. (5.55 volts = 200 amps) Current pot set too low. Increase current pot setting. Open connection between the power Repair connection source positive output and the work. Pilot current and/or start current should Arc does not start. There is no arc at the be increased for better starts when Increase pilot current. (Refer to process torch. Open circuit voltage is OK. using consumables for 100A or higher data included in torch manuals) (Refer to process data included in torch manuals) Faulty PCB1 Replace PCB1 31 section 6TROUBLESHOOTING 32 section 7 replacement parts 7.0Replacement Parts 7.1 General Always provide the serial number of the unit on which the parts will be used. The serial number is stamped on the unit serial number plate. 7.2Ordering To ensure proper operation, it is recommended that only genuine ESAB parts and products be used with this equipment. The use of non-ESAB parts may void your warranty. Replacement parts may be ordered from your ESAB Distributor. Be sure to indicate any special shipping instructions when ordering replacement parts. Refer to the Communications Guide located on the back page of this manual for a list of customer service phone numbers. EPP-201 Information EPP-201, CCC/CE, 380 / 400V, 50 / 60Hz 0558007800 Note Items listed in the following Bill of Materials that do not have a part number shown are not available from ESAB as a replaceable item and cannot be ordered. Descriptions are shown for reference only. Please use local retail hardware outlets as a source for these items. Note Replacement Parts, Schematics and Wiring Diagrams are printed on 279.4mm x 431.8mm (11” x 17”) paper and are included inside the back cover of this manual. 33 notes revision history Original release - 07/2008. 1. Revision 07/2008 - Updated with E-stop info. 2. Revision 09/2008 - Updated replacement parts and BOM. 3. Revision 04/2009 - Updated replacement parts and BOM. 4. Revision 09/2011 - updates per M. Wright’s mark-up. ESAB subsidiaries and representative offices Europe AUSTRIA ESAB Ges.m.b.H Vienna--Liesing Tel: +43 1 888 25 11 Fax: +43 1 888 25 11 85 BELGIUM S.A. ESAB N.V. Brussels Tel: +32 2 745 11 00 Fax: +32 2 745 11 28 THE CZECH REPUBLIC ESAB VAMBERK s.r.o. Prague Tel: +420 2 819 40 885 Fax: +420 2 819 40 120 DENMARK Aktieselskabet ESAB Copenhagen--Valby Tel: +45 36 30 01 11 Fax: +45 36 30 40 03 FINLAND ESAB Oy Helsinki Tel: +358 9 547 761 Fax: +358 9 547 77 71 FRANCE ESAB France S.A. Cergy Pontoise Tel: +33 1 30 75 55 00 Fax: +33 1 30 75 55 24 GERMANY ESAB GmbH Solingen Tel: +49 212 298 0 Fax: +49 212 298 218 GREAT BRITAIN ESAB Group (UK) Ltd Waltham Cross Tel: +44 1992 76 85 15 Fax: +44 1992 71 58 03 ESAB Automation Ltd Andover Tel: +44 1264 33 22 33 Fax: +44 1264 33 20 74 HUNGARY ESAB Kft Budapest Tel: +36 1 20 44 182 Fax: +36 1 20 44 186 ITALY ESAB Saldatura S.p.A. Mesero (Mi) Tel: +39 02 97 96 81 Fax: +39 02 97 28 91 81 THE NETHERLANDS ESAB Nederland B.V. Utrecht Tel: +31 30 2485 377 Fax: +31 30 2485 260 NORWAY AS ESAB Larvik Tel: +47 33 12 10 00 Fax: +47 33 11 52 03 POLAND ESAB Sp.zo.o. Katowice Tel: +48 32 351 11 00 Fax: +48 32 351 11 20 PORTUGAL ESAB Lda Lisbon Tel: +351 8 310 960 Fax: +351 1 859 1277 SLOVAKIA ESAB Slovakia s.r.o. Bratislava Tel: +421 7 44 88 24 26 Fax: +421 7 44 88 87 41 SPAIN ESAB Ibérica S.A. Alcalá de Henares (MADRID) Tel: +34 91 878 3600 Fax: +34 91 802 3461 SWEDEN ESAB Sverige AB Gothenburg Tel: +46 31 50 95 00 Fax: +46 31 50 92 22 ESAB International AB Gothenburg Tel: +46 31 50 90 00 Fax: +46 31 50 93 60 SWITZERLAND ESAB AG Dietikon Tel: +41 1 741 25 25 Fax: +41 1 740 30 55 North and South America ARGENTINA CONARCO Buenos Aires Tel: +54 11 4 753 4039 Fax: +54 11 4 753 6313 Asia/Pacific CHINA Shanghai ESAB A/P Shanghai Tel: +86 21 5308 9922 Fax: +86 21 6566 6622 INDIA ESAB India Ltd Calcutta Tel: +91 33 478 45 17 Fax: +91 33 468 18 80 INDONESIA P.T. ESABindo Pratama Jakarta Tel: +62 21 460 0188 Fax: +62 21 461 2929 JAPAN ESAB Japan Tokyo Tel: +81 3 5296 7371 Fax: +81 3 5296 8080 MALAYSIA ESAB (Malaysia) Snd Bhd Shah Alam Selangor Tel: +60 3 5511 3615 Fax: +60 3 5512 3552 SINGAPORE ESAB Asia/Pacific Pte Ltd Singapore Tel: +65 6861 43 22 Fax: +65 6861 31 95 Representative offices BULGARIA ESAB Representative Office Sofia Tel/Fax: +359 2 974 42 88 EGYPT ESAB Egypt Dokki--Cairo Tel: +20 2 390 96 69 Fax: +20 2 393 32 13 ROMANIA ESAB Representative Office Bucharest Tel/Fax: +40 1 322 36 74 RUSSIA-- CIS ESAB Representative Office Moscow Tel: +7 095 937 98 20 Fax: +7 095 937 95 80 ESAB Representative Office St Petersburg Tel: +7 812 325 43 62 Fax: +7 812 325 66 85 Distributors For addresses and phone numbers to our distributors in other countries, please visit our home page www.esab.com SOUTH KOREA ESAB SeAH Corporation Kyungnam Tel: +82 55 269 8170 Fax: +82 55 289 8864 UNITED ARAB EMIRATES ESAB Middle East FZE Dubai Tel: +971 4 887 21 11 Fax: +971 4 887 22 63 BRAZIL ESAB S.A. Contagem--MG Tel: +55 31 2191 4333 Fax: +55 31 2191 4440 CANADA ESAB Group Canada Inc. Missisauga, Ontario Tel: +1 905 670 02 20 Fax: +1 905 670 48 79 MEXICO ESAB Mexico S.A. Monterrey Tel: +52 8 350 5959 Fax: +52 8 350 7554 USA ESAB Welding & Cutting Products Florence, SC Tel: +1 843 669 44 11 Fax: +1 843 664 57 48 ESAB AB SE-- 695 81 LAXÅ SWEDEN Phone +46 584 81 000 www.esab.com 041227
Scaricare