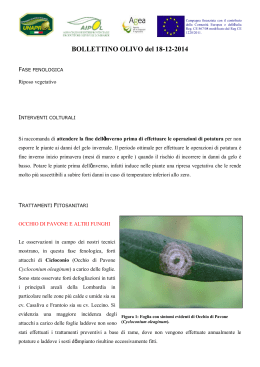
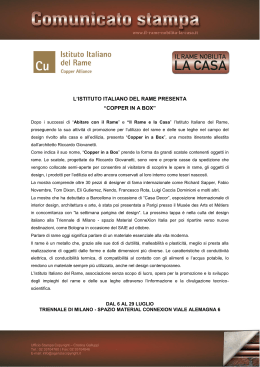
GUASTI IN TRASFORMATORI DI POTENZA IMPREGNATI IN OLIO MINERALE ISOLANTE E POTENZIALI DANNI AMBIENTALI. INDAGINE SU FENOMENI DI CORROSIONE CORRELATI A CONTAMINAZIONE DA SOSTANZE CORROSIVE W W W. S E A M A R C O N I . C OM Maria Concetta Bruzzoniti1, Corrado Sarzanini1, Rosa Maria De Carlo1, Riccardo Maina2, Vander Tumiatti2 1Dipartimento di Chimica Analitica, Università degli Studi di Torino, Via P. Giuria 5 - 10125 Torino - [email protected] 2Sea Marconi Technologies, via Ungheria 20 - 10093 Collegno (TO) Deposizione di rame sulla carta isolante Poiché in molti fenomeni di guasto si è osservato il cedimento dielettrico dell’isolante solido [7], è stata valutata la capacità di trasferire rame sulla cellulosa sia da parte di un olio non corrosivo (Nynas Nytro Libra) che da parte di uno contenente DBDS (Nynas Nytro 10 GBN). Procedura: gli oli minerali sono stati sottoposti a invecchiamento accelerato, a diverse condizioni di temperatura e tempo di contatto, in presenza di un conduttore in rame da trasformatore, avvolto in uno strato di carta Kraft isolante. Si sono impiegate fiale da 20 ml, chiuse con un setto in silicone e forate con un ago in acciaio di diametro costante al fine di permettere un moderato ingresso di aria nell’ambiente di reazione. La carta è stata successivamente sottoposta a digestione acida (HNO3+ H2O2 5:2 a 40° in sonicatore sino a completa mineralizzazione). Le soluzioni sono infine state analizzate mediante tecnica ICPOES, previa centrifugazione e diluizione. Le figure 6 e 7 riportano i risultati ottenuti. Si osserva che la quantità di rame depositato sulla cellulosa aumenta in modo quasi lineare con il tempo di esposizione. [Cu] su cellulosa, mg/kg 1800 1600 LYBRA 72h LYBRA 144h LYBRA 240h 10GBN 72h 10GBN 144h 10GBN 240h 1400 1200 1000 800 Fig.3 – Distribuzione mondiale della casistica di guasto da zolfo corrosivo Il metodo messo a punto è attualmente in uso per il monitoraggio della degradazione termica e ossidativa dei composti solforati di interesse. 1600 LYBRA 100 °C 1400 LYBRA 120 °C LYBRA 150 °C 1200 LYBRA 180 °C 1000 10GBN 100 °C 10GBN 120 °C 10GBN 150 °C 10GBN 180 °C 600 400 400 200 200 0 80 100 120 140 160 0 180 200 temperatura, °C 50 Fig.6 – Rame depositato su cellulosa in funzione della temperatura 100 150 200 250 tempo (h) Fig.7– Rame depositato su cellulosa in funzione del tempo Più complessa è invece la dipendenza dalla temperatura di reazione. La formazione di rame depositato in condizioni estreme (temperature elevate e tempi prolungati) sembra non aumentare linearmente, ma piuttosto tendere a un plateau: questo fenomeno potrebbe essere causato da fenomeni di ossidazione e formazione di depositi nell’olio, che inducono sedimentazione del rame riducendone la mobilità nell’olio e il conseguente trasferimento sulla cellulosa. Inoltre, a parità di condizioni di invecchiamento, la quantità di rame depositato è inferiore per l’olio corrosivo rispetto a quello non corrosivo, avvalorando l’ipotesi che la formazione di solfuro di rame sulla cellulosa non sia l’unico meccanismo di trasferimento del rame sulla carta. Il solfuro di rame, inoltre, si deposita come patina anche sul provino di rame, impedendo l’ulteriore trasferimento del rame sul polimero cellulosico. Questo fenomeno è avvalorato da significativi incrementi ponderali del provino a contatto con olio corrosivo. Metalli in olio Tra i fenomeni di corrosione, la presenza di rame nell’olio isolante durante l’esercizio del trasformatore è ciò che degrada maggiormente le proprietà dielettriche dell’olio (misurate mediante il fattore di dissipazione dielettrica, o tg delta). Non è chiaro, tuttavia, in quali forme il rame sia presente negli oli in servizio, ed in particolare se il peggioramento nelle perdite dielettriche sia dovuto a particelle polari contenenti il metallo in forma insolubile oppure se derivi dalla presenza di rame ionico disciolto (in forma di complessi o composti metallorganici) [8]. In questo studio è stato ottimizzato un metodo ICP/OES per l’analisi diretta del rame negli oli minerali isolanti, previa diluizione 1:1 (p/p) con una miscela basso viscosa di idrocarburi isoparaffinici di elevata purezza. Inoltre, per valutare il contenuto di rame sospeso, in forma di particelle con diametri superiori a quelli determinabili mediante tecnica ICP/OES (seppure con nebulizzatori ad elevata efficienza), è stato messo a punto un pretrattamento mediante mineralizzazione dell’olio con digestione a microonde (0.1 g di campione, in 2 ml HNO3 e 0.5 ml H2O2) e successiva quantificazione del metallo in soluzione mediante ICP/OES. Sono stati analizzati 16 campioni reali di oli minerali isolanti provenienti da trasformatori in esercizio in Italia ed in Serbia, evidenziando una buona ripetibilità nella misura per quasi tutti gli oli studiati (tab. III). E’ interessante notare che per molti oli il contenuto di Cu dopo la mineralizzazione è maggiore rispetto a quello determinato per analisi diretta, ad indicare che un porzione significativa di metallo è presente in forma di particelle sospese di dimensioni elevate. Gli oli che hanno mostrato un più marcata presenza di Cu particellare hanno anche fornito riproducibilità inferiori durante l’analisi diretta mediante ICP (fig. 8), dimostrando che la presenza di rame particellare rende meno stabili le condizioni di nebulizzazione e può Tab.III - Studio della ripetibilità del metodo ICP-OES portare ad errori nella determinazione del rame in olio con i metodi usualmente utilizzati ottimizzato per la determinazione del Cu in olio; n = 15 (ICP/OES con introduzione diretta del campione) oltre che a sottostime del suo contenuto. Appurata l’effettiva presenza di rame particellare nei campioni testati, è stata investigata la presenza di rame in forma filtrabile negli oli, misurando prima e dopo filtrazione (filtri in PTFE da 0,45, 1 e 5 µm) sia il rame residuo sia le caratteristiche dielettriche del fluido stesso. Dalla figura 9 si evince che: - buona parte degli oli reali testati presenta rame particellare in percentuali rilevanti: solo in 6 campioni (2, 7, 9, 10, 11 e 15) su 16, infatti, la concentrazione di rame nel filtrato è risultata pari a quella nell’olio tal quale, considerando le incertezze di misura; - solo i campioni 3 e 14 sembrano contenere particelle di Cu inferiori ai 5µm (incremento significativo del rame filtrato all’aumentare della porosità del filtro). 30 5micrometri 1micrometro 0.45micrometri 100 25 Studio di composti solforati Sebbene il DBDS sia il composto solforato maggiormente responsabile di guasti correlati alla presenza di zolfo corrosivo, esistono oli (circa il 10-15 %) che sono risultati corrosivi pur in assenza di tale sostanza. Ciò implica l’importanza della ricerca di altre sostanze solforate potenzialmente corrosive nell’olio e della valutazione dei loro effetti in presenza di rame e carta isolante. I composti selezionati per questo studio (Tab. I) appartengono a diverse famiglie di molecole solforate (mercaptani, solfuri, disolfuri, solfossidi e derivati del dibenzotiofene). Per l’analisi di tali composti in oli reali è stato ottimizzato un metodo GC-AED (Gas Fig.4 - Depositi di solfuro di rame su carta e spire del Chromatography - Atomic Emission Detector), che consente la rivelazione di 9 dei conduttore in un trasformatore reale (olio contenente DBDS) composti solforati oggetto dello studio (fig. 5). Colonna: DuraBond-1MS (100% silossanica); Rampa: 100-300°C, 3°C/min Composto solforato Acronimo Tebollizione(°°C) Tinfiammabilità(°°C) Fig.5 Separazione di 9 composti solforati mediante GC-AED. 1-BMt, 2-FVS, 3-BuDS, 4-DcMt, 5-DBTf, 6-DBS, 7-FDS, 8-EcMt, 9-DBDS Tab .II - TCS applicato a 22 porzioni di olio minerale bianco, ciascuna 40 mg/kg in S elementale. 1800 Tab.I: Composti solforati oggetto dello studio Misura dello zolfo corrosivo totale - Il test TCS Diversamente dai metodi normati attualmente disponibili (ASTM D 1275-B, ASTM IEC 62535), che sono di tipo qualitativo (si valuta visivamente la corrosività dopo una fase di invecchiamento accelerato), il test TCS (Total Corrosive Sulfur), messo a punto dal laboratorio di ricerca della Sea Marconi, permette di quantificare lo zolfo corrosivo totale negli oli isolanti minerali. Il metodo si basa sulla conversione dei composti solforati corrosivi in solfuro di rame (l’olio in esame è posto a contatto con polvere di Cu di granulometria controllata per 12 h a 150 °C), e sulla successiva ossidazione a solfati a caldo mediante KNO3. I solfati sono poi facilmente quantificati per turbidimetria con acqua di barite. Il metodo è stato applicato per una valutazione preliminare della corrosività intrinseca della sostanze solforate elencate in Tab. I. Soluzioni individuali delle diverse sostanze solforate (40 mg/kg di zolfo elementare) sono state preparate in olio minerale tecnico bianco (esente da zolfo). I risultati del test sono riportati in Tab. II, da cui si evince che: - il DBDS è il composto solforato che dà la maggiore resa di corrosività (intesa come percentuale di conversione stechiometrica dello zolfo elementare a solfuro di rame); - i composti della famiglia dei mercaptani danno in generale rese di corrosione elevate, dimostrando di essere una classe da monitorare; - i solfuri presentano rese di corrosione limitate; - i solfossidi hanno una rilevante azione corrosiva %RSD (ICP) 40 30 20 5 10 0 0 -10 10 20 30 40 50 60 70 1 2 3 4 5 6 7 8 -20 80 %Cu non determinabile all'ICP 9 10 11 12 13 14 15 16 Olio Fig.9 - Filtri a siringa in PTFE. % di Cu filtrabile = [Cu] in ciascun olio (mediante ICP) – [Cu] dopo la filtrazione. Quantità filtrata: 5ml Fig.8 – Andamento della riproducibilità della misura in funzione della % di rame particellare 0.5 1 0.45 0.4 9 2 9 1 tal quale 2 CuICP 5 micrometri 0,6 CuMIN 16 0.35 1 micrometro 0,5 0.3 15 10 11 12 13 13 0 0,0 11 6 0 0,1 14 5 10 15 20 25 30 35 40 45 [Cu] Fig.10: Tg delta/[Cu] mediante analisi ICP diretta e dopo mineralizzazione. 13 0.05 5 14 12 3 0,2 11 5 0.1 0,3 10 12 0,4 9 0.15 8 8 15 4 7 0.2 4 8 6 0.25 0.45 micrometri 5 7 4 121 95 69 41 50 3 250 189 188 158-160 60 2 113 149 177.8 93 46 70 120 102 170 75 113 12 41 44 21 18 39 70 1 210-216 270 310 229-233 94-95 194-195 266-283 184-191 332-333 56-59 128-129 98 173-176 144-146 140-142 175-176 165 10 80 T an delta DBS DBDS FDS BuDS FVS BMt DcMt EcMt DBTf MeDT BDT BuMt HeMt EtDT PMeS IPDS sBS DBeSOx DBuSOx DcMSOx TAS CET 15 0 tan delta Dibenzilsolfuro Dibenzildisolfuro Fenildisolfuro Butildisolfuro Fenilvinilsolfuro Benzilmercaptano Dodecilmercaptano Esadecilmercaptano Dibenzotiofene 2-Metil-1,3-ditiano Benzen-1,3-ditiolo Butilmercaptano Eptilmercaptano 1,2-Etanditiolo Pentametilensolfuro Isopropildisolfuro sec-Butilsolfuro Dibenzilsolfossido Dibutilsolfossido Dodecilmetilsolfossido Tioanisolo Cicloesantiolo 20 90 16 Fig.2 – Black-out di interesse nazionale 90.0% 80.5% 77.5% 73.8% 71.8% 67.5% 65.0% 55.0% 50.0% 45.7% 45.4% 45.2% 45.0% 35.7% 35.0% 19.2% 15.0% 0.0% 0.0% 0.0% 0.0% 0.0% 600 Rame filtrabile (%) Il fenomeno dello zolfo corrosivo I composti organici contenenti eteroatomi (zolfo, ossigeno, carbonio), naturalmente presenti nella matrice idrocarburica del petrolio, vengono rimossi durante i processi di raffinazione e distillazione del greggio durante la produzione degli oli minerali isolanti. Nonostante il decremento nella concentrazione totale di zolfo conseguente all’evoluzione dei processi di raffinazione, negli ultimi 10 anni si è registrato un aumento nel numero di guasti dovuti alla presenza nell’olio minerale di composti organici corrosivi contenenti zolfo (zolfo corrosivo) [3-5], ed in particolare al dibenzildisolfuro (DBDS) [2]. La distribuzione della casistica di guasto da zolfo corrosivo è mostrata in fig. 3. Meccanismo di guasto: nelle normali condizioni di invecchiamento di un olio minerale in un trasformatore in esercizio, lo zolfo corrosivo reagisce con il rame dei conduttori formando, sulla loro superficie e sullo strato interno degli avvolgimenti di carta isolante, una patina conduttiva di solfuro di rame (CuS). Particelle di CuS possono inoltre staccarsi dalla superficie del conduttore, formando particelle conduttive sospese nell’olio. L’accumulo di depositi conduttivi sulla carta isolante causa un aumento localizzato delle perdite dielettriche della cellulosa, un incremento della conduttività e il rischio di cedimento dielettrico del sistema isolante [6]. Le particelle di CuS sospese nell’olio, inoltre, possono agire da nuclei di diffusione portando alla rottura del dielettrico ed alla formazione di scariche di alta energia. La fig. 4 mostra evidenze di depositi di solfuro di rame negli avvolgimenti di un trasformatore dopo un guasto (depositi opalescenti sulla cellulosa e depositi neri sui conduttori). 36 32.2 31 29.5 28.7 27 26 22 20 18.28 18.17 18.06 18 14.28 14 7.66 6 0 0 0 0 0 800 I fenomeni di guasto Fenomeni di guasto nei trasformatori di potenza possono indurre fenomeni di elevato impatto ambientale, in particolare quando l’energia generata nel guasto elettrico (es. un corto circuito) è dell’ordine dei MJ. In questi casi possono verificarsi rotture della cassa e relativo sversamento del fluido dielettrico nell’ambiente (l’olio minerale è considerato un rifiuto pericoloso), o nei casi più catastrofici incendi di rilevanti proporzioni. Nei casi in cui l’olio sia contaminato da policlorobifenili (PCB) il rischio ambientale, in caso di incendio, viene aumentato considerevolmente dal rischio potenziale di formazione di policlorodibenzodiossine e policlorodibenzofurani (PCDD, PCDF) (fig. 1). Fenomeni di guasto in punti strategici delle reti elettriche possono poi avere pesanti impatti a livello sociale, con black-out che possono interessare aree anche molto estese (fig. 2). La casistica generale dei guasti annovera molteplici cause, tra le quali carenze di progetto o di costruzione, fattori esterni (scariche atmosferiche, sovratensioni di linea) o anomalie nell’esercizio. Queste ultime sono spesso riconducibili ad un degrado funzionale dei materiali di cui il trasformatore è costituito (principalmente olio e carta Kraft). Nell’ultimo decennio la casistica reale di guasto in trasformatori di potenza ha evidenziato come determinate sostanze organiche solforate corrosive presenti negli oli minerali possano produrre condizioni che innescano fenomeni di guasto elettrico (corto circuito) tra i conduttori degli avvolgimenti di alta tensione. Sebbene il numero di guasti totali a livello mondiale correlato alle sostanze organiche corrosive non sia molto elevato, questi Fig.1 – Incendio di un trasformatore fenomeni hanno suscitato un grande interesse nella comunità scientifica in quanto causa di guasto non osservato in precedenza [2]. Resadi corrosione Dibenzildisolfuro Cicloesantiolo Benzen-1,3-ditiolo Eptilmercaptano Isopropildisolfuro Benzilmercaptano Butildisolfuro Dibenzilsolfossido Dodecantiolo Butilmercaptano Dibutilsolfossido Dodecilmetilsolfossido Fenildisolfuro 1,2-Etanditiolo Esadecantiolo 2-Metil-1,3-ditiano Fenilvinilsolfuro Dibenzotiofene Dibenzilsolfuro sec-Butilsolfuro Pentametilensolfuro Tioanisolo disolfuri ≈ mercaptani > solfossidi > solfuri > tiofeni I trasformatori di potenza sono macchine elettriche impiegate nelle reti di distribuzione e di trasporto dell'energia elettrica. Essi permettono la conversione della tensione in innalzamento (trasformatori elevatori) nelle centrali di generazione e cogenerazione, la regolazione della tensione nelle grandi reti elettriche (trasformatori di trasmissione), e infine la trasformazione a tensioni via via più basse verso le utenze industriali e domestiche (trasformatori di distribuzione). La cosiddetta «parte attiva» dei trasformatori di potenza è composta da uno o più avvolgimenti in rame isolati con carta per uso elettrico (carta Kraft), e da un nucleo ferromagnetico composto di lamierini impaccati; essa è poi contenuta in una cassa metallica che supporta le parti accessorie (isolatori passanti, conservatore, selettore di tensione, ecc.). All’interno della cassa, la parte attiva viene normalmente isolata mediante impregnazione con un liquido dielettrico, nella maggior parte dei casi olio isolante minerale (ovvero di derivazione petrolifera), che svolge anche il ruolo di dissipatore del calore generato per effetto Joule. Oltre ad elevate proprietà dielettriche, gli oli isolanti devono possedere alcuni requisiti [1], quali viscosità molto bassa, una buona fluidità anche a basse temperature, stabilità chimica anche ad alte temperature e punto di infiammabilità elevato. Ai fini ambientali, il punto di infiammabilità riveste un ruolo determinante per il rischio di incendio: infatti, per quanto esso venga mantenuto il più alto possibile, la necessità di mantenere una viscosità moderata impone un limite fisico al punto di infiammabilità degli oli minerali, che rimangono comunque prodotti infiammabili. S corrosivo (ppm) 15 Il trasformatore e gli oli isolanti Composto solforato 14 Introduzione Diversamente dalla scala di corrosività verso il rame tradizionalmente accettata (mercaptani > solfuri > disolfuri > tiofeni), questo studio propone la seguente scala di corrosività: [Cu] su cellulosa, mg/kg Sommario I trasformatori di potenza rivestono un ruolo chiave nelle infrastrutture coinvolte nelle produzione, trasmissione, distribuzione e utilizzo industriale dell’energia elettrica, e sono elementi essenziali delle reti elettriche ai fini della continuità di servizio e dell’erogazione dell’energia. Fenomeni di guasto nei trasformatori di potenza hanno sovente conseguenze rilevanti in termini ambientali (scoppio e incendio, immissione di inquinanti nell’ambiente), sociali (black-out) ed economici (penali da mancata erogazione del servizio). Nell’ultimo decennio, conseguentemente all’incremento registrato di guasti correlati a fenomeni corrosivi, è aumentato l’interesse e lo studio verso fenomeni di corrosione tra i fluidi isolanti utilizzati e gli altri materiali presenti nel trasformatore (rame, carta, ferro, gomme, polimeri, ecc.). Il fenomeno che più comunemente è stato attribuito a queste tipologie di guasti è noto come «zolfo corrosivo», sebbene le modalità di corrosione non siano ancora state chiarite. In questo lavoro è stata investigata la tendenza di alcune famiglie di sostanze solforate a base idrocarburica a dare fenomeni di corrosione sul rame, con formazione di sali a base di solfuro, parzialmente conduttivi, sulla cellulosa isolante. La presenza di metalli disciolti negli oli minerali, anche non contaminati da sostanze solforate corrosive, indica che esistono altri fenomeni di corrosione dove lo zolfo non è coinvolto. Sono stati inoltre analizzati oli prelevati da trasformatori in esercizio, verificando la presenza di rame disciolto e sospeso, che è stata correlata alle prestazioni dielettriche del fluido. Un’elaborazione dei dati ottenuti indica come la contaminazione da metalli e le perdite dielettriche degli oli minerali siano strettamente correlati, e in particolare la frazione solubile del rame è quella che determina l’aumento del fattore di dissipazione dielettrica dell’olio. Olio Fig.11: tg delta dei 16 oli reali tal quali e dopo filtrazione su filtri in PTFE 0,45 – 1 – 5 µm La figura 10 mostra tre diversi raggruppamenti di oli: il cluster azzurro indica oli in cui vi è una proporzionalità tra il contenuto di rame e il tg delta (come già proposto in altre ricerche); il cluster giallo indica oli il cui tg delta è aumentato non solo per la presenza di rame, ma probabilmente da altri composti polari di ossidazione dell’olio; il cluster rosso, relativo all’olio 8, indica che elevate concentrazioni di rame particellare non sembrano dare un contributo significativo al peggioramento delle proprietà dielettriche. Considerando inoltre che, come da fig. 11, nella maggior parte dei casi il tg delta degli oli non sembra variare significativamente dopo la filtrazione, si può dedurre che la frazione di rame presente in forma disciolta sia la principale responsabile dell’aumento delle perdite dielettriche degli oli isolanti minerali. Conclusioni Allo stato attuale, il lavoro svolto ha messo in luce la rilevante azione corrosiva di composti solforati, quali i solfossidi, il cui ruolo nella formazione di CuS sino ad ora è stato considerato secondario, ed una stima preliminare della scala di corrosività dei composti solforati. Tramite l’ottimizzazione di un metodo di determinazione del rame adsorbito sulla carta isolante si è osservato che anche oli considerati non corrosivi mostrano capacità di trasferire importanti quantitativi di rame sulla cellulosa. Infine, attraverso l’esame di campioni reali, previa filtrazione su filtri in PTFE, si è potuto dedurre che le perdite dielettriche degli oli sono influenzate principalmente dalla frazione di rame solubile piuttosto che da quella particellare. Bibliografia [1] IEC 60296 (International Electrotechnical Commision), 2003-11, “Fluids for electrotechnical applications – Unused mineral insulating oils for transformers and switchgear” [2] F. Scatiggio, V. Tumiatti, R. Maina, M. Tumiatti, M. Pompili, R. Bartnikas, “Corrosive Sulfur in insulating Oils: Its Detection and Correlated Power Apparatus Failures”, IEEE Trans. Power Delivery, Vol. 23, N°1 (2008), 508-509. [3] M. Dahlund, L. Pattersson, H. Onnerund, K. Gustafsson, R. Leandersson, S. Karlsson, “ Detection of total mercaptans and disulfides in corrosive insulating mineral oils”, CIGRE, Brugge, 2007 [4] R.L Lewand, “The negative effects of corrosive sulphur on transformer systems”, NETA World, 2003 [5] C. Bengtsson et al., “Oil corrosion and Cu2S deposition in power transformers”, CIGRE Moscow Symposium, 2005. [6] F. Scatiggio, V. Tumiatti, R. Maina, M. Tumiatti, M. Pompili, R. Bartnikas, “Corrosive sulfur induced failures in oil-filled electrical power transformers and shunt reactors”, IEEE Trans. Power Delivery, Vol. 24, pp. 1240-1248, 2009 [7] “Corrosion Phenomena”, Proceedings of the My Transfo Meeting 2008, p.69 [8] R. Maina, V. Tumiatti, M. Pompili, R. Bartnikas, “ Dielectric loss characteristics of copper contaminated transformer oils”, IEEE PES Transactions on Power Delivery, Vol.25, n°3 (2010), 1673-1677
Scaricare