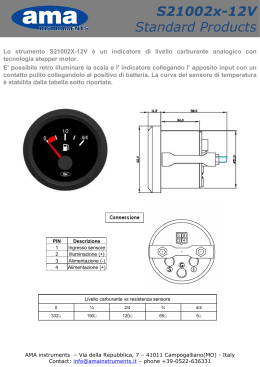
Sensori per misura e ispezione AN U -G AG E™ ALO G W T D IS CR TP U ER O U PO ET SIG E N M&I AL IP-1 MAHC 20 19 18 OLLER DIAG NOS TICS No. POWER BR Comm EEPRO CPU Null M Error 15 14 NC TX TX RS-485 ALARM 10-30Vdc ALIGN 30V(MAX) MAX TX 2RX 3COM 5- 150mA BU BK 2 WH OUTPUT#1 RS-23 5 Wires 30V MAX Type r Serial Error 10-30Vdc GATE T/R T/R DRN COM NC +12V Error Emitte 13 NC RESOL HIGH Error 12 10 UTION Error Type System Align OK / Output blank Short R Misma Receiv tch er Error E/ 20 19 150mA F1 RCVR dc STICS OR DIAGNO INDICAT EMTR 16-30V MAX 1A 18 OUTPUT ALARM GATE ALIGN No. 17 16 CONTR RRAY 11 MINI-A Error 17 16 15 14 13 12 11 / Span ENT 10 ALIGNM SWITCH POWER m 40 ° 2,5 100 Indice generale Principi di funzionamento ..........................102 Applicazioni ..........................................106 Sensore laser di misura LT3........................108 Sensore a triangolazione Q50 ......................114 Sensore laser di misura LG ........................120 Sensore ad ultrasuoni S18U ........................126 Sensore ad ultrasuoni T30U ........................132 M&I Sensore ad ultrasuoni QT50U a lunga portata ......................................138 Barriera ottica LX per il rilevamento di oggetti ..............................144 Mini-Array standard e Mini-Array ad alta risoluzione......................148 Barriere ottiche multiraggio PVA e PVD ............................................158 Serie VTB ..............................................166 Guida alla selezione: panoramica ................................170 ! IMPORTANTE AVVISO DI SICUREZZA! Questi sensori non includono i circuiti di autodiagnostica ridondanti necessari per permetterne l’uso in applicazioni di sicurezza del personale. Un guasto o malfunzionamento del sensore possono generare un errato segnale in uscita. Non utilizzare questi prodotti come dispositivi di rilevamento per la sicurezza del personale. Banner Engineering © 101 Principi di funzionamento dei dispositivi di misurazione e ispezione Glossario dei termini Precisione La precisione viene definita come la differenza tra il valore indicato e il valore reale a temperatura ambiente. In molti casi, la precisione si compone di due fattori principali di errore: la risoluzione e la linearità. Riflettanza % 100 80 60 40 20 M&I Angolo di apertura del fascio I sensori ad ultrasuoni emettono un cono di ultrasuoni la cui divergenza aumenta con la distanza. L'angolo formato da questo cono viene solitamente definito come angolo completo. Le onde degli ultrasuoni non formano coni perfetti. La maggior parte dell'energia è concentrata al centro del cono. Il livello di energia decresce con la distanza dalla linea mediana. L'angolo di apertura del fascio viene definito come la regione nella quale l'energia è il 50% di quella misurata lungo la linea mediana. Vedere Figura 1. sensore angolo di apertura del fascio Figura 1: Angolo di apertura del fascio Effetti del colore Il colore dell'oggetto misurato può influire sulla risoluzione e sulla precisione delle letture. I bersagli bianchi, rossi, gialli e arancioni riflettono una maggiore quantità di luce rispetto a quelli verdi, blu o neri. I valori di risoluzione indicati in questo catalogo si riferiscono a bersagli bianchi. La risoluzione data dai bersagli scuri può risultare fino a quattro volte inferiore rispetto ai bersagli bianchi. La Figura 2 mostra la quantità relativa di luce ricevuta, riflessa da bersagli di vari colori. 102 ner o blu ver de vio la gia llo ara nci o L'uscita analogica di un sensore rappresenta l'uscita continua di una variabile misurata. Il valore di questa uscita può essere 4-20 mA, 0-10 V, o altro. ros so Uscita Analogica bia nco 0 Figura 2: Luce relativa riflessa da una sorgente a LED rossa L'effetto sulla risoluzione è circa pari al quadrato della luce ricevuta. Ad esempio, una riduzione della quantità di luce di un fattore nove, provoca un degrado della risoluzione pari ad un fattore tre. I sensori ad ultrasuoni non sono minimamente influenzati da variazioni di colore o trasparenza del bersaglio. Sensibilità al colore Per i sensori ottici, la sensibilità al colore si riferisce al cambiamento nello stato dell'uscita al variare del colore del bersaglio. Ad esempio l'LG5 riporta normalmente variazioni inferiori a 75 µm quando il bersaglio passa da bianco brillante a quasi nero (da una riflettanza del 90% fino a circa il 10%). Nota: per misurazioni molto precise, Banner utilizza bersagli in ceramica di precisione e non le normali carte Kodak. Banda morta La banda morta è la regione nella quale il sensore non può effettuare misurazioni. Ad esempio, la banda morta del sensore Q45U è 100 mm. In pratica, l'uscita del sensore è inutilizzabile quando il bersaglio si trova all'interno della banda morta. È quindi importante posizionare il sensore in modo che il bersaglio venga sempre a trovarsi all'interno dell'area di rilevamento. Uscita digitale Le uscite digitali sono uscite on-off che generano un segnale quando una misurazione continua ha raggiunto un valore preimpostato. Le uscite digitali utilizzano normalmente transistor PNP o NPN, oppure relè elettromeccanici. Principi di funzionamento dei dispositivi di misurazione e ispezione Resistenza di carico Isteresi Nota anche come “resistenza di caduta”, è una resistenza calibrata in grado di convertire un segnale 4-20 mA in un segnale in tensione. La resistenza di caduta più comune è 250 Ω ± 0,025 Ω, in grado di convertire la corrente in un segnale da 1 V a 4 V. Per una stabilità ottimale in tutte le condizioni di temperatura, la resistenza di caduta deve avere un coefficiente di temperatura pari a 0,01% per °C o superiore. L'isteresi viene comunemente utilizzata per rappresentare la differenza nei punti di commutazione dell'uscita digitale. Ad esempio, un'uscita può attivarsi quando il bersaglio raggiunge i 25 mm, ma non si disattiva fino a quando il bersaglio non supera i 24 mm. Pertanto l'isteresi è pari a 1 mm. L'isteresi è utilizzata anche per i sensori analogici per rappresentare la differenza in uscita tra una variazione verso l'alto e una variazione verso il basso. Ad esempio, una sonda a contatto è tarata per fornire un'uscita 4-20 mA da 0 a 10 mm. Spostandosi lungo l'intervallo impostato da 0 a 10 mm, il punto 5 mm corrisponde ad un'uscita di 11,98 mA. Spostandosi da 10 a 0 mm, il punto 5 mm corrisponde a 12,02 mA. Pertanto l'isteresi è 0,04 mA o 0,25% dell'intervallo. L'isteresi di un'uscita analogica nei sistemi di misurazione elettromeccanica è talvolta misurabile, mentre nei sensori di tipo non meccanico, come quelli fotoelettrici, risulta spesso irrilevante. Risposta in frequenza Linearità La linearità si riferisce al massimo valore di non-linearità nell'uscita del sensore. Viene normalmente definita come la deviazione massima al di sopra e al di sotto dell'uscita ideale del sensore. Occorre notare che gli errori di linearità sono errori ripetibili e non influenzano la capacità del sensore di attivare ripetutamente le uscite digitali. Inoltre, essendo ripetibili, sono potenzialmente correggibili all'interno del sistema host. Uno schema di linearizzazione di un sistema host può comprendere una tabella dei valori target e reali utilizzabile come tabella per l'interpolazione. Vedere Figura 3. linearità uscita Il valore di fondo scala di un sensore rappresenta l'intero intervallo di misurazione. Ad esempio un sensore di spostamento laser che misuri da 75 a 125 mm ha un valore di fondo scala pari a 50 mm. Anche se l'utente ha configurato il sensore per leggere da 100 a 120 mm, il fondo scala rimane 50 mm. Questo dato è importante se il costruttore elenca le prestazioni in termini di “% del fondo scala”. Gli errori non diminuiscono con l'intervallo di misurazione impostato, come farebbero se il costruttore avesse riportato le specifiche come “% dell'intervallo”. ▼ Fondo scala uscita reale uscita ideale distanza Figura 3: linearità Banner Engineering © 103 M&I La risposta in frequenza si riferisce alla frequenza massima che un sensore analogico è in grado di monitorare. Tutti i sensori analogici hanno un proprio tempo di risposta che limita la loro capacità di misurare il moto periodico a frequenze elevate. Considerate ad esempio un sensore di spostamento laser con un tempo di risposta di 1,6 ms che debba misurare il fuori-asse di un cilindro in rotazione. Siccome il tempo di campionamento è di 1,6 ms, il sensore rileverà un’ ampiezza del massimo del fuoriasse inferiore a quella reale. Questo errore risulta maggiore all'aumentare della velocità di rotazione. Normalmente a questo errore viene attribuito un valore pari alla velocità di rotazione che produce un errore di -3 dB (-3 dB, corrisponde ad un errore del 30%). Per un tempo di integrazione di 1,0 ms, la risposta in frequenza a -3 dB è 450 Hz. A 450 Hz, uno spostamento di 1,0 mm viene misurato dal sensore laser come uno spostamento di 0,7 mm. Come riferimento, si consideri che la frequenza dell'albero a gomiti del motore di un'auto funzionante a 3.000 giri/min è di soli 50 Hz. Principi di funzionamento dei dispositivi di misurazione e ispezione Campo di misura Il campo di misura rappresenta l'intervallo massimo di valori misurabili dal sensore. Intervallo di misura L'intervallo di misura si riferisce normalmente ai valori di misurazione impostati nel sensore. Ad esempio, un sensore con un campo di misura da 0,2 a 1 m, è impostato per un intervallo di misura da 0,5 a 0,8 m. Condizioni di riferimento M&I Le specifiche indicate per i sensori di misura sono normalmente valide per determinate condizioni di riferimento. Tali condizioni sono in genere: temperatura 20 °C e pressione pari a 1 atmosfera (circa 1 bar). Le specifiche sono inoltre calcolate in base a bersagli particolari. Per i dispositivi di misura laser è stato spesso utilizzato un bersaglio in ceramica bianca. Per i sensori ad ultrasuoni si è utilizzato un bersaglio in metallo a base quadrata. Ripetibilità La ripetibilità del sensore è la differenza rilevata nell'uscita del sensore quando lo stesso segnale in ingresso viene generato un dato numero di volte. Banner utilizza normalmente la ripetibilità per valutare le prestazioni di un sensore digitale. Per un sensore digitale, la ripetibilità rappresenta la variazione misurata nella distanza di commutazione rispetto ad un bersaglio standard, alle condizioni di riferimento. Ad esempio, un sensore di spostamento laser è programmato per commutare la relativa uscita ad una distanza di 100 mm. La distanza di commutazione reale viene misurata con un micrometro venti volte. Il dato mostra una deviazione standard pari a 0,01 mm; una ripetibilità a due sigma è pari a 0,02 mm. Risoluzione La risoluzione è una delle specifiche più importanti di un dispositivo di misura. Rappresenta la variazione minima nella dimensione di un oggetto che può essere rilevata dal dispositivo di misura. È anche una misura delle fluttuazioni dell'uscita del dispositivo quando il bersaglio si trova ad una distanza fissa dal sensore. Ad esempio, si consideri un dispositivo con una risoluzione pari allo “0,2% della distanza di misurazione” che si trovi ad una distanza di 100 mm dal bersaglio. 104 La risoluzione sarà 0,2% per 100 mm ossia 0,2 mm. Ciò significa che qualsiasi variazione maggiore di 0,2 mm nella posizione del bersaglio provocherà una variazione misurabile nell'uscita del sensore. Significa inoltre che se il bersaglio non cambia posizione, è lecito attendersi disturbi del segnale di uscita inferiori a 0,2 mm. Alcune volte il costruttore indica la risoluzione dell'uscita in bit, come ad esempio “12 bit”. Questo significa che la sezione del circuito di uscita ha una risoluzione pari a 212 (4096). Se il sensore ha una campo di misura di 100 mm, questo porterebbe a 100/4096 = 0,024 mm. Quando le specifiche sono indicate in questo modo, assicuratevi che il resto del circuito abbia una risoluzione inferiore a quella della sezione di uscita (il convertitore analogico-digitale). In altre parole, se un sensore ha una risoluzione dell'uscita pari a 0,02 mm, e il resto del sistema di misurazione del sensore produce una risoluzione di 0,5 mm, la risoluzione generale sarà limitata a 0,5 mm. Tra i fattori che influenzano la risoluzione vi sono la velocità di risposta, le condizioni del bersaglio, la distanza, oltre a fattori esterni come le interferenze prodotte da uscite non isolate e schermate, impianti di illuminazione, motori, ecc. Tempo di risposta Il tempo di risposta misura la velocità di reazione di un sensore ad un cambiamento della variabile in ingresso. Questo viene normalmente indicato come il tempo che impiega il sensore per generare un segnale in uscita che rappresenta il 63% del cambiamento in ingresso. Ad esempio, un sensore di temperatura a 0 °C viene velocemente introdotto nell'acqua a 100 °C. Il sensore leggerà 63 °C dopo 4 secondi. Quindi, il tempo di risposta del sensore è 4 secondi. Intervallo L'intervallo di un sensore è la gamma di valori per la quale può essere configurata la sua uscita lineare. Ad esempio, un sensore ad ultrasuoni è tarato in modo che 4 mA corrisponde a 500 mm; 20 mA corrisponde a 1200 mm. L'intervallo del sensore sarà quindi 700 mm. Rapporto di regolazione fondo scala Rappresenta la quantità di uscita lineare regolabile del sensore. Ad esempio, un sensore di spostamento potrebbe avere un intervallo di regolazione da 5 a 15 mm, il che significa che un segnale 4-20 mA può essere assegnato a valori da 5 mm a 15 mm. Principi di funzionamento dei dispositivi di misurazione e ispezione Questo intervallo viene a volte definito “scala”. Nell'esempio presentato il rapporto è di15:5 ossia 3:1. Distanza minima La distanza dalla superficie frontale del sensore al punto centrale del campo di misura. Angolo di incidenza del bersaglio Con sensori ad ultrasuoni, un bersaglio piatto in posizione perpendicolare rispetto all'asse del cono rifletterà la maggior parte degli ultrasuoni verso il sensore. Aumentando l'angolo di incidenza del bersaglio, la quantità di energia ricevuta dal sensore diminuirà. In alcuni punti il sensore non sarà in grado di “vedere” il bersaglio. Per la maggior parte dei sensori ad ultrasuoni, l'angolo di incidenza del bersaglio dovrebbe essere 10° o inferiore. Vedere Figura 4. Superficie del bersaglio Deriva di temperatura dovuta al riscaldamento L'errore che si verifica mentre il sensore si scalda dopo una partenza a freddo. Attendere un tempo sufficiente per permettere il riscaldamento del sensore prima del suo utilizzo o programmazione. Gli effetti della temperatura sono definiti come la variazione più elevata in uscita rispetto al cambiamento nella temperatura ambiente. Tale effetto può essere espresso ad esempio come “1% della distanza ogni 10 °C”: ciò significa che l'uscita del sensore varia meno dell'1% ogni 10°C di temperatura. Per i sensori ad ultrasuoni la velocità del suono dipende dalla composizione chimica, pressione e temperatura del gas nel quale si propaga. Nella maggior parte delle applicazioni, la composizione e la temperatura del gas sono variabili relativamente fisse, mentre la temperatura non lo è. Nell'aria, la velocità del suono varia in base alla temperatura secondo la seguente approssimazione: Cm/s = 20 √ 273 + T essendo Cm/s = velocità del suono in m/s T = temperatura in °C La velocità del suono varia circa dell'1% ogni 6 °C. Alcuni sensori ad ultrasuoni Banner dispongono di una funzione di compensazione della temperatura. La compensazione della temperatura riduce l'errore dovuto alla temperatura di circa 2/3. Occorre inoltre ricordare che se il sensore opera in condizioni di temperatura non uniformi, la compensazione sarà meno efficace. Errore totale La somma di tutti gli errori, dovuti ai fattori di precisione (linearità, risoluzione/ripetibilità), effetti e deriva della temperatura. Per stimare l'errore totale di un dispositivo, utilizzare il metodo della radice della somma dei quadrati (RSS), che permette di sommare le singole fonti di errore. Ad esempio un sensore con una risoluzione pari a 3 mm ed una linearità di 4 mm avrà un errore totale pari a √ 32 + 42 = 5 mm. Frequenza di aggiornamento sensore angolo di incidenza del bersaglio ≤ 10° La frequenza di aggiornamento del sensore è la velocità alla quale il nuovo valore viene generato dal sensore. Non deve essere confusa con il tempo di risposta, che è spesso piuttosto lento rispetto alla frequenza di aggiornamento. Ad esempio, un sensore può calcolare una media di spostamento di 10 ms di dati che vengono generati in uscita ogni 1 ms. In tal caso la frequenza di aggiornamento sarà pari a 1/1 ms o 1 kHz, mentre il tempo di risposta sarà 6 ms. Figura 4: Angolo di incidenza del bersaglio Banner Engineering © 105 M&I Alcune volte, la scelta del sensore può essere determinata dalla superficie del bersaglio. I sensori ottici non hanno buone prestazioni su superfici speculari e producono errori di misurazione con bersagli semitrasparenti (es. plastica trasparente) o con materiali porosi (es. schiuma). I sensori ad ultrasuoni presentano problemi di funzionamento con materiali fonoassorbenti, ma possono rivelarsi la scelta migliore nel caso di superfici trasparenti, altamente riflettenti, o a più colori. Effetti della temperatura Applicazioni per i sensori di misura e ispezione 2. Receiver H AC TE TPUT OU OU Emitter Press and hold Teach button until the Teach light turns on (RED) To Set NEAR and FAR Limits. Adjust target to 1st limit position. Press Teach button. (Teach flashes) 1. T E NG RA IN O AT O AT O AT MEAL MEAL MEAL CONTROLLO DEGLI ERRORI DELLE OPERAZIONI DI TAGLIO M&I CON LASER Applicazione: verificare che le aperture nel telaio siano state eseguite nelle posizioni previste. Sensore: LT3 a tasteggio diffuso. Funzionamento: Per ritagliare aperture nelle sezioni di un telaio per automobili viene usato un sistema robotizzato di taglio laser. Dopo il taglio di una sezione, l’LT3 ispeziona l'area per verificare che l’apertura sia stata praticata nel punto corretto. Siccome il sensore non può essere collocato all'interno della zona operativa del robot, in questa applicazione è essenziale sfruttare l'ampio raggio d'azione dell'LT3. Pagina: 108 CONTROLLO DEL LIVELLO DI RIEMPIMENTO Applicazione: monitorare e controllare il livello di riempimento di una linea per il confezionamento di cereali secchi. Sensore: Q50BU. Funzionamento: In molte linee per la produzione di alimenti si utilizza come parametro di riferimento per ottenere il riempimento desiderato il livello anziché il peso. I sensori analogici ad infrarossi Q50 sono particolarmente indicati per monitorare il livello di riempimento di superfici irregolari come quelle dei cereali secchi. Pagina: 114 ULOG GE ™ ANA GA CRE TE DIS ER OUT PUT SIG POW NAL GE™ ANALOG U-GA SIGNAL DISCRETE OUTPUT POWER PROFILATURA LEGNO Applicazione: lavorazione di profili in legno; verifica delle dimensioni. Sensore: modello LG10A65NU. Funzionamento: con il sensore LG10, con una distanza dal bersaglio di 100 mm ed un campo di misura di 50 mm, è possibile controllare con precisione le modanature in legno in applicazioni di fresatura. Il sensore LG10 è sicuro, veloce e tollerante verso le variazioni di colore tipiche del legno. Ad esempio, passando dal legno di noce scuro a quello di quercia chiaro non sarà necessario modificare la configurazione del sensore. Pagina: 120 106 SISTEMA ANTICOLLISIONE PER GRU Applicazione: assicurare che la struttura della gru non entri in contatto con la parte superiore del container. Sensore: modello T30UDNBQ. Funzionamento: il T30U rileva la distanza dalla parte superiore del container e genera un segnale in uscita se la distanza è inferiore al valore preimpostato. Pagina: 132 Applicazioni per i sensori di misura e ispezione CONTROLLO DELLE DIMENSIONI DEL ROTOLO Applicazione: controllare le dimensioni di un grosso rotolo di carta da una distanza di 8 m. Sensore: modello QT50U. Funzionamento: durante il processo di stampa, il rotolo di carta può venire a trovarsi in una posizione scomoda vicino al soffitto, rendendo quindi difficoltoso il controllo della mancanza di carta durante la stampa. Il sensore QT50U può essere installato in perpendicolare rispetto al rotolo, ad una distanza di 8 m dal rullo vuoto. Il sensore può essere configurato da posizione remota e può quindi essere collocato vicino al soffitto. Pagina: 138 Applicazione: contare le viti che vengono scaricate dall'alimentatore a vibrazioni. Sensore: emettitore LX6ESR e ricevitore LX6RSR. Funzionamento: l'uscita del ricevitore LX6RSR è configurata con un ritardo di 5 ms (OFF delay) per migliorare la precisione del conteggio. Le parti successive devono essere distanziate tra loro da almeno 7 ms. La risoluzione minima è 5,6 mm. Pagina: 144 MISURAZIONE DEI PACCHI CONTROLLO DELL'ORDINE DI PRELIEVO DEI COMPONENTI Applicazione: misurazione accurata delle scatole in spedizione. Sensore: 3 emettitori MINI-ARRAY MAHE64A e ricevitori MAHR64A, ad alta risoluzione. Modulo di controllo: 3 moduli di controllo MAHCN-1. Funzionamento: le 3 barriere di misura sono posizionate ad angolo retto l’una rispetto all’altra. I moduli di controllo trasmettono i dati relativi alla lunghezza, larghezza ed altezza della scatola al supervisore centrale, il quale elabora le informazioni sulle dimensioni dei pacchi, e determina un piano di riempimento del container per ottimizzare l’uso dello spazio. Pagina: 148 Applicazione: indicare da quale cestino prelevare un pezzo e verificare che il prelievo del pezzo sia effettivamente avvenuto. Sensore: Coppia emettitore/ricevitore Serie PVA. Funzionamento: il sistema di controllo (normalmente un computer) impartisce un'istruzione di prelevare un particolare pezzo da una determinata posizione. Il sistema accende quindi la “luce di lavoro” del dispositivo PVA relativo alla posizione nella quale deve essere prelevato l'oggetto. La luce si spegnerà una volta prelevato l'oggetto. Se è necessario prelevare più oggetti, la luce resterà accesa fino a quando non è stato prelevato il numero corretto di oggetti. Pagina: 158 Banner Engineering © 107 M&I MODE CONTEGGIO DI PARTI
Scarica