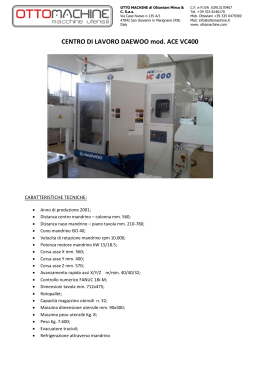
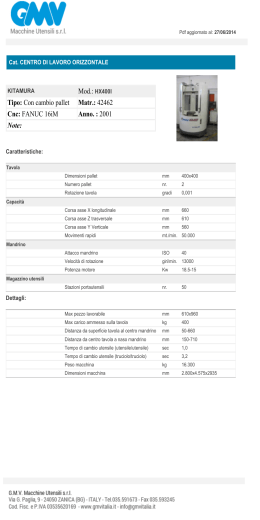
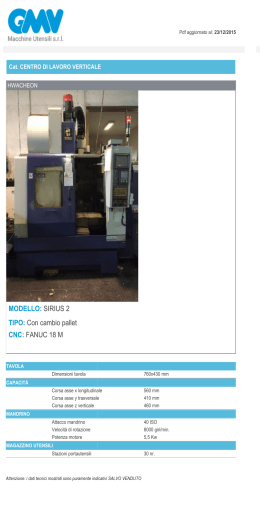
Prefazione 1 Descrizione ______________ SINUMERIK SINUMERIK 802D sl Rettifica planare 2 Interfaccia software ______________ SINUMERIK Inserzione, ricerca del punto di riferimento 3 ______________ SINUMERIK 802D sl Rettifica planare 4 Messa a punto ______________ Manuale di programmazione e d'uso 5 Funzionamento manuale ______________ 6 Funzionamento automatico ______________ Programmazione del programma pezzo 7 ______________ 8 Sistema ______________ 9 Cicli ______________ 10 Programmazione ______________ 11 Funzionamento in rete ______________ 12 Salvataggio dei dati ______________ 13 Diagnostica PLC ______________ Valido per il controllo numerico SINUMERIK 802D sl G/N 07/2009 6FC5398-5CP10-1CA0 Versione software 1.4 A Appendice ______________ Avvertenze di legge Avvertenze di legge di avvertimento Concetto di segnaletica Questo manuale contiene delle norme di sicurezza che devono essere rispettate per salvaguardare l'incolumità personale e per evitare danni materiali. Le indicazioni da rispettare per garantire la sicurezza personale sono evidenziate da un simbolo a forma di triangolo mentre quelle per evitare danni materiali non sono precedute dal triangolo. Gli avvisi di pericolo sono rappresentati come segue e segnalano in ordine descrescente i diversi livelli di rischio. PERICOLO questo simbolo indica che la mancata osservanza delle opportune misure di sicurezza provoca la morte o gravi lesioni fisiche. AVVERTENZA il simbolo indica che la mancata osservanza delle relative misure di sicurezza può causare la morte o gravi lesioni fisiche. CAUTELA con il triangolo di pericolo indica che la mancata osservanza delle relative misure di sicurezza può causare lesioni fisiche non gravi. CAUTELA senza triangolo di pericolo indica che la mancata osservanza delle relative misure di sicurezza può causare danni materiali. ATTENZIONE indica che, se non vengono rispettate le relative misure di sicurezza, possono subentrare condizioni o conseguenze indesiderate. Nel caso in cui ci siano più livelli di rischio l'avviso di pericolo segnala sempre quello più elevato. Se in un avviso di pericolo si richiama l'attenzione con il triangolo sul rischio di lesioni alle persone, può anche essere contemporaneamente segnalato il rischio di possibili danni materiali. Personale qualificato Il prodotto/sistema oggetto di questa documentazione può essere adoperato solo da personale qualificato per il rispettivo compito assegnato nel rispetto della documentazione relativa al compito, specialmente delle avvertenze di sicurezza e delle precauzioni in essa contenute. Il personale qualificato, in virtù della sua formazione ed esperienza, è in grado di riconoscere i rischi legati all'impiego di questi prodotti/sistemi e di evitare possibili pericoli. Uso conforme alle prescrizioni di prodotti Siemens Si prega di tener presente quanto segue: AVVERTENZA I prodotti Siemens devono essere utilizzati solo per i casi d’impiego previsti nel catalogo e nella rispettiva documentazione tecnica. Qualora vengano impiegati prodotti o componenti di terzi, questi devono essere consigliati oppure approvati da Siemens. Il funzionamento corretto e sicuro dei prodotti presuppone un trasporto, un magazzinaggio, un’installazione, un montaggio, una messa in servizio, un utilizzo e una manutenzione appropriati e a regola d’arte. Devono essere rispettate le condizioni ambientali consentite. Devono essere osservate le avvertenze contenute nella rispettiva documentazione. Marchio di prodotto Tutti i nomi di prodotto contrassegnati con ® sono marchi registrati della Siemens AG. Gli altri nomi di prodotto citati in questo manuale possono essere dei marchi il cui utilizzo da parte di terzi per i propri scopi può violare i diritti dei proprietari. Esclusione di responsabilità Abbiamo controllato che il contenuto di questa documentazione corrisponda all'hardware e al software descritti. Non potendo comunque escludere eventuali differenze, non possiamo garantire una concordanza perfetta. Il contenuto di questa documentazione viene tuttavia verificato periodicamente e le eventuali correzioni o modifiche vengono inserite nelle successive edizioni. Siemens AG Industry Sector Postfach 48 48 90026 NÜRNBERG GERMANIA N. di ordinazione documentazione: 6FC5398-5CP10-1CA0 Ⓟ 09/2009 Copyright © Siemens AG 2009. Con riserva di eventuali modifiche tecniche Prefazione Suddivisione della documentazione La documentazione SINUMERIK è suddivisa in 3 livelli: ● Documentazione generale ● Documentazione per l’utente ● Documentazione per il costruttore / per il service All'indirizzo http://www.siemens.com/motioncontrol/docu sono riportate informazioni sui seguenti argomenti: ● Ordinazione della documentazione In questa sezione si trova una panoramica aggiornata delle pubblicazioni. ● Download della documentazione Altri link per il download di file dal Service & Support. ● Ricerca online della documentazione Informazioni su DOConCD e accesso diretto alle pubblicazioni nel DOConWEB. ● Per strutturare individualmente la documentazione sulla base di contenuti Siemens con il tool My Documentation Manager (MDM), vedere http://www.siemens.com/mdm My Documentation Manager offre una serie di funzionalità per la creazione della propria documentazione di macchina. ● Formazione e FAQ Per informazioni sull'offerta di corsi di formazione e sulle FAQ (Frequently Asked Questions), selezionare i relativi link riportati nella colonna laterale. Destinatari La presente pubblicazione si riferisce a programmatori, progettisti, operatori macchina e conduttori di linea. Vantaggi Con l'ausilio del manuale di programmazione e d'uso i destinatari hanno la possibilità di progettare, scrivere, creare e testare programmi e interfacce software e di eliminare gli eventuali errori. Inoltre consente ai destinari di utilizzare l'hardware ed il software di una macchina. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 3 Prefazione Configurazione standard Nella presente documentazione viene descritta la funzionalità della configurazione standard. Per le integrazioni o le modifiche apportate dal costruttore della macchina vedere la documentazione del costruttore. Il controllore può contenere altre funzioni oltre a quelle descritte in questo manuale. Ciò non costituisce però obbligo di implementazione di tali funzioni in caso di nuove forniture o di assistenza tecnica. Inoltre, per motivi di chiarezza, questa documentazione non riporta tutte le informazioni dettagliate relative alle varie esecuzioni del prodotto e non può nemmeno prendere in considerazione e trattare ogni possibile caso di montaggio, funzionamento e manutenzione. Supporto tecnico Per chiarimenti tecnici rivolgersi alla seguente hotline: Europa / Africa Telefono +49 180 5050 222 Fax +49 180 5050 223 0,14 €/min. dalla rete fissa tedesca, per la telefonia mobile sono possibili differenze di prezzo. Internet http://www.siemens.com/automation/support-request America Telefono +1 423 262 2522 Fax +1 423 262 2200 E-mail mailto:[email protected] Asia / Pacifico Telefono +86 1064 757575 Fax +86 1064 747474 E-Mail mailto:[email protected] Nota I numeri telefonici nazionali per la consulenza tecnica sono riportati nel seguente sito Internet: http://www.automation.siemens.com/partner 4 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Prefazione Domande sulla documentazione Per chiarimenti relativi alla documentazione (suggerimenti, correzioni) inviare un fax o una email al seguente indirizzo: Fax +49 9131 98 2176 E-mail mailto:[email protected] In appendice al presente documento è disponibile un modello fax. Indirizzo Internet per SINUMERIK http://www.siemens.com/sinumerik Certificazione di conformità CE La dichiarazione di conformità CE relativa alle direttive EMC è disponibile/reperibile ● In Internet: http://support.automation.siemens.com con il codice prodotto/numero di ordinazione 15263595 ● Presso la filiale competente della divisione I DT MC di Siemens AG. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 5 Prefazione 6 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Indice del contenuto Prefazione ................................................................................................................................................. 3 1 2 Descrizione.............................................................................................................................................. 13 1.1 Elementi di comando e di visualizzazione ...................................................................................13 1.2 Visualizzazione di errori e segnalazioni.......................................................................................14 1.3 Definizione dei tasti della tastiera CNC completa (formato verticale)..........................................15 1.4 Definizione dei tasti della pulsantiera di macchina ......................................................................17 1.5 Sistemi di coordinate....................................................................................................................19 Interfaccia software.................................................................................................................................. 23 2.1 Suddivisione dello schermo .........................................................................................................23 2.2 Settori operativi ............................................................................................................................27 2.3 Il sistema di help ..........................................................................................................................29 3 Inserzione, ricerca del punto di riferimento .............................................................................................. 31 4 Messa a punto ......................................................................................................................................... 33 5 6 4.1 Impostazione degli utensili e delle relative correzioni..................................................................33 4.2 Creazione di un nuovo utensile....................................................................................................35 4.3 Rilevamento diamantatore ...........................................................................................................44 4.4 Rilevamento del pezzo.................................................................................................................46 4.5 Profilatura/diamantatura...............................................................................................................48 4.6 Rettifica manuale .........................................................................................................................50 4.7 Programmazione dei dati di setting .............................................................................................54 4.8 Parametri di calcolo R..................................................................................................................58 4.9 Dati utente....................................................................................................................................59 Funzionamento manuale ......................................................................................................................... 61 5.1 Funzionamento manuale .............................................................................................................61 5.2 5.2.1 5.2.2 Modo operativo JOG, settore operativo Position .........................................................................62 Modo operativo JOG....................................................................................................................62 Abbinamento dei volantini............................................................................................................65 5.3 5.3.1 Modo operativo MDA (immissione manuale) - settore operativo Posizione................................66 Teach In .......................................................................................................................................69 Funzionamento automatico...................................................................................................................... 73 6.1 Modo operativo AUTOMATICO ...................................................................................................73 6.2 Correzione di lavorazione ............................................................................................................79 6.3 Selezione, avvio del programma pezzo.......................................................................................80 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 7 Indice del contenuto 7 8 9 8 6.4 Ricerca blocco............................................................................................................................. 82 6.5 Simulazione simultanea .............................................................................................................. 85 6.6 Arresto, interruzione del programma pezzo................................................................................ 88 6.7 Riaccostamento dopo un'interruzione......................................................................................... 89 6.8 Riaccostamento dopo un'interruzione......................................................................................... 90 6.9 Esecuzione dall'esterno .............................................................................................................. 91 Programmazione del programma pezzo .................................................................................................. 95 7.1 Sommario programmazione pezzo ............................................................................................. 95 7.2 Introduzione di un nuovo programma ......................................................................................... 99 7.3 Modifica del programma pezzo................................................................................................. 100 Sistema.................................................................................................................................................. 103 8.1 Settore operativo SISTEMA ...................................................................................................... 103 8.2 SYSTEM - Softkey "MIS" .......................................................................................................... 108 8.3 SYSTEM - Softkey "Dati macchina".......................................................................................... 109 8.4 8.4.1 8.4.2 8.4.3 8.4.4 SYSTEM - Softkey "Visualizzazione di service" ....................................................................... 116 Registr. eventi ........................................................................................................................... 118 Servo trace ................................................................................................................................ 119 Versione/Dettagli HMI ............................................................................................................... 123 Service MSG ............................................................................................................................. 127 8.5 SYSTEM - Softkey "PLC".......................................................................................................... 133 8.6 SYSTEM - Softkey "File MIS" ................................................................................................... 141 8.7 Visualizzazione allarmi.............................................................................................................. 146 Cicli........................................................................................................................................................ 149 9.1 Panoramica dei cicli .................................................................................................................. 149 9.2 Presupposti per i cicli ................................................................................................................ 151 9.3 9.3.1 9.3.2 9.3.2.1 9.3.2.2 9.3.3 Programmazione dei cicli .......................................................................................................... 152 Richiamo e condizioni di ritorno ................................................................................................ 152 Segnalazione di errori e trattamento degli errori....................................................................... 153 Generalità.................................................................................................................................. 153 Trattamento degli errori nei cicli................................................................................................ 153 Richiamo del ciclo e lista dei parametri..................................................................................... 154 9.4 Supporto cicli nell’editor dei programmi .................................................................................... 158 9.5 Posizionamento Z con la mola - CYCLE406............................................................................. 160 9.6 Posizione di sicurezza - CYCLE407 ......................................................................................... 162 9.7 Tuffo con pendolamento a 3 livelli (sgrossatura, finitura, microfinitura) - CYCLE408 .............. 163 9.8 Rettifica superficiale a 3 livelli (sgrossatura, finitura, microfinitura) - CYCLE409..................... 167 9.9 Diamantatura e profilatura - CYCLE416 ................................................................................... 170 9.10 Tuffo con pendolamento - CYCLE426 ...................................................................................... 172 9.11 Rettifica superficiale con incremento continuo - CYCLE427 .................................................... 175 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Indice del contenuto 10 9.12 Rettifica superficiale con incremento intermittente - CYCLE428...............................................178 9.13 Rettifica del profilo - CYCLE429 ................................................................................................181 9.14 Diamantatura, rullo di profilatura - CYCLE430 ..........................................................................184 9.15 Selezione della velocità periferica della mola - CYCLE446.......................................................186 Programmazione ................................................................................................................................... 187 10.1 10.1.1 10.1.2 10.1.3 10.1.4 10.1.5 10.1.6 Concetti fondamentali della programmazione NC .....................................................................187 Nome del programma ................................................................................................................187 Struttura del programma ............................................................................................................187 Struttura delle parole e indirizzo ................................................................................................188 Struttura dei blocchi ...................................................................................................................189 Set di caratteri ............................................................................................................................191 Sommario delle istruzioni...........................................................................................................192 10.2 10.2.1 10.2.2 10.2.3 10.2.4 10.2.5 10.2.6 10.2.7 10.2.8 10.2.9 10.2.10 10.2.11 Informazioni di percorso.............................................................................................................204 Programmazione delle quote indicate .......................................................................................204 Selezione dei piani: G17 ... G19 ................................................................................................205 Impostazioni con quote assolute/incrementali: G90, G91, AC, IC.............................................206 Impostazione delle quote in forma metrica e in pollici G71, G70, G710, G700.........................208 Coordinate polari, definizione di polo G110, G111, G112 .........................................................209 Spostamento origine programmabile: TRANS, ATRANS..........................................................212 Rotazione programmabile: ROT, AROT ....................................................................................213 Fattore di scala programmabile: SCALE, ASCALE ...................................................................215 Specularità programmabile: MIRROR, AMIRROR ....................................................................216 Bloccaggio del pezzo - spostamento origine impostabile: G54 ... G59, G500, G53, G153 ......218 Limitazione programmabile del campo di lavoro: G25, G26, WALIMON, WALIMOF ...............220 10.3 10.3.1 10.3.2 10.3.3 10.3.4 10.3.5 10.3.6 10.3.7 10.3.8 10.3.9 10.3.10 10.3.11 10.3.12 10.3.13 10.3.14 10.3.15 Movimento degli assi .................................................................................................................222 Interpolazione lineare con rapido: G0........................................................................................222 Interpolazione lineare con avanzamento: G1 ............................................................................224 Interpolazione circolare: G2,G3 .................................................................................................226 Interpolazione circolare tramite punto intermedio: CIP..............................................................232 Cerchio con raccordo tangenziale: CT ......................................................................................233 Accostamento ad un punto fisso: G75.......................................................................................234 Ricerca punto di riferimento: G74 ..............................................................................................235 Misure con tastatore in commutazione: MEAS, MEAW.............................................................236 Avanzamento F ..........................................................................................................................237 Arresto preciso/funzionamento continuo: G9, G60, G64...........................................................239 Comportamenti in accelerazione: BRISK, SOFT.......................................................................242 Correzione percentuale dell'accelerazione: ACC ......................................................................243 4. Asse .......................................................................................................................................244 Tempo di sosta: G4....................................................................................................................245 Posizionamento su riscontro fisso .............................................................................................246 10.4 10.4.1 10.4.2 10.4.3 10.4.4 10.4.5 Movimento del mandrino............................................................................................................250 Numero di giri del mandrino S, sensi di rotazione .....................................................................250 Limitazione della velocità del mandrino: G25, G26 ...................................................................251 Posizionamento del mandrino: SPOS .......................................................................................252 Rapporti di riduzione ..................................................................................................................253 2. Mandrino ................................................................................................................................253 10.5 10.5.1 10.5.2 10.5.3 Funzioni speciali ........................................................................................................................255 Velocità di taglio costante: G96, G97 ........................................................................................255 Raccordo, smusso .....................................................................................................................257 Programmazione del profilo .......................................................................................................260 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 9 Indice del contenuto 10.6 10.6.1 10.6.2 10.6.3 10.6.4 10.6.5 10.6.6 10.6.7 10.6.8 Utensile e correzione utensile ................................................................................................... 262 Informazioni generali................................................................................................................. 262 Utensile T .................................................................................................................................. 262 Numero di correzione utensile D............................................................................................... 263 Selezione della correzione raggio utensile: G41, G42.............................................................. 266 Comportamento sugli spigoli: G450, G451 ............................................................................... 269 Correzione raggio utensile OFF: G40 ....................................................................................... 270 Casi speciali di correzione del raggio utensile .......................................................................... 271 Esempio di correzione raggio utensile ...................................................................................... 272 10.7 Funzioni M supplementari ......................................................................................................... 274 10.8 Funzione H ................................................................................................................................ 276 10.9 10.9.1 10.9.2 10.9.3 Parametri di calcolo R, LUD e variabili PLC ............................................................................. 277 Parametri di calcolo R ............................................................................................................... 277 Dati utente locali (LUD) ............................................................................................................. 280 Lettura e scrittura di variabili PLC ............................................................................................. 282 10.10 10.10.1 10.10.2 10.10.3 10.10.4 Salti nel programma .................................................................................................................. 283 Destinazione dei salti nel programma....................................................................................... 283 Salti incondizionati nel programma ........................................................................................... 284 Salti programma condizionati.................................................................................................... 285 Esempio di programma per i salti ............................................................................................. 287 10.11 Tecnica dei sottoprogrammi...................................................................................................... 289 10.11.1 Generalità.................................................................................................................................. 289 10.11.2 Richiamo dei cicli di lavorazione ............................................................................................... 292 10.12 Temporizzatori e contapezzi ..................................................................................................... 293 10.12.1 Temporizzatore per il tempo di esecuzione .............................................................................. 293 10.12.2 Contapezzi ................................................................................................................................ 295 11 12 13 10.13 Più avanzamenti in un blocco ................................................................................................... 297 10.14 Pendolamento ........................................................................................................................... 299 Funzionamento in rete ........................................................................................................................... 303 11.1 Requisiti per un funzionamento in rete ..................................................................................... 303 11.2 Tool RCS802............................................................................................................................. 304 11.3 11.3.1 11.3.2 11.3.3 11.3.4 11.3.5 11.3.6 Funzionamento in rete .............................................................................................................. 309 Configurazione del collegamento di rete................................................................................... 310 Gestione utenti .......................................................................................................................... 312 Login utente - RCS log in .......................................................................................................... 313 Operare con un collegamento di rete........................................................................................ 314 Abilitazione di directory ............................................................................................................. 315 Connessione e disconnessione di drive di rete ........................................................................ 316 Salvataggio dei dati ............................................................................................................................... 319 12.1 Trasmissione dati tramite l'interfaccia RS232........................................................................... 319 12.2 Emissione/immissione dell'archivio di messa in servizio .......................................................... 321 12.3 Immissione ed emissione di progetti PLC................................................................................. 324 12.4 Copiare ed inserire file .............................................................................................................. 325 Diagnostica PLC .................................................................................................................................... 327 13.1 10 Suddivisione dello schermo ...................................................................................................... 328 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Indice del contenuto 13.2 A Possibilità operative ...................................................................................................................329 Appendice.............................................................................................................................................. 341 A.1 Dati utente..................................................................................................................................341 A.2 Tabelle dei parametri dei dati utensile .......................................................................................344 A.3 A.3.1 A.3.2 Altro............................................................................................................................................349 Calcolatrice ................................................................................................................................349 Editing di caratteri asiatici ..........................................................................................................351 A.4 Feedback sulla documentazione ...............................................................................................355 A.5 Panoramica della documentazione............................................................................................357 Glossario ............................................................................................................................................... 359 Indice analitico....................................................................................................................................... 361 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 11 Indice del contenuto 12 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 1 Descrizione 1.1 Elementi di comando e di visualizzazione Elementi operativi Attraverso i softkey orizzontali e verticali avviene il richiamo di funzioni predefinite. Per la descrizione si rimanda al seguente manuale: 6RIWNH\YHUWLFDOL 6RIWNH\RUL]]RQWDOL Figura 1-1 Pannello operativo CNC Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 13 Descrizione 1.2 Visualizzazione di errori e segnalazioni 1.2 Visualizzazione di errori e segnalazioni Visualizzazione dei LED sul pannello operativo CNC (PCU) Sul pannello operativo CNC sono presenti i seguenti LED di visualizzazione. (55 5'< 1& &) Nella seguente tabella sono descritti i LED con il relativo significato. Tabella 1- 1 LED Visualizzazione di stato e di errore Significato ERR (rosso) errore grave; rimedio con Power Off/On RDY (verde) Pronto al funzionamento NC (giallo) Sorveglianza della funzionalità vitale CF (giallo) Scrittura/lettura su/da CF Card Riferimento alla bibliografia Per informazioni sulla descrizione dell'errore consultare SINUMERIK 802D sl Manuale di diagnostica 14 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Descrizione 1.3 Definizione dei tasti della tastiera CNC completa (formato verticale) 1.3 Definizione dei tasti della tastiera CNC completa (formato verticale) 7DVWRGLFDQFHOOD]LRQH Q $/$50 &$1&(/ 1 2 8 9 ; , $ 0 > ) 6+,)7 ( * : < ' . 675* _ 4 3 & ಱ 6 = ? 5 + @ % $/7 / 7 7DVWR,QVHULUH +(/3 &+$11(/ " # 7DEXODWRUH ! 7DVWR(17(5,QSXW %$&.63$&( '(/ 7$% 7DVWRVHWWRUHRSHUDWLYR326,7,21VHWWRUH RSHUDWLYR3RVL]LRQH 326,7,21 ,16(57 7DVWRVHWWRUHRSHUDWLYR352*5$0 VHWWRUHRSHUDWLYR3URJUDPPD ,1387 3$*( 83 1(;7 :,1'2: 0 326,7,21 2))6(7 3$5$0 2))6(7 3$5$0 352*5$0 7DVWRVHWWRUHRSHUDWLYR2))6(7 3$5$0VHWWRUHRSHUDWLYR3DUDPHWUL 6<67(0 (1' 3$*( '2:1 3URJUDP 0DQDJHU &86720 $/$50 7DVWRVHWWRUHRSHUDWLYR352*5$00$1$*(5 VHWWRUHRSHUDWLYR3URJUDP0DQDJHU 6<67(0 7DVWRVHWWRUHRSHUDWLYR6<67(0$/$50 VHWWRUHRSHUDWLYR6LVWHPD$OODUPH $/$50 7DVWRVHWWRUHRSHUDWLYR&86720 VHWWRUHRSHUDWLYR8WHQWH 7DVWR(7& OLEHUR 7DVWR5HFDOO 7DVWL6IRJOLD 7DVWR7DFLWD]LRQHDOODUPH 6HQ]DIXQ]LRQH 7DVWR,QIR 7DVWR6KLIW 7DVWR6HOH]LRQHWDVWR7RJJOH 7DVWR&RQWURO 7DVWRVSD]LDWRUH63$&( 7DVWR$/7 7DVWRGLFDQFHOOD]LRQH EDFNVSDFH 7DVWLFXUVRUH $ : Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 = 7DVWLDOIDQXPHULFL 'RSSLDRFFXSD]LRQHQHOOLYHOOR6KLIW 7DVWLQXPHULFL 'RSSLDRFFXSD]LRQHQHOOLYHOOR6KLIW 15 Descrizione 1.3 Definizione dei tasti della tastiera CNC completa (formato verticale) Hot Key Nell'editor dei programmi pezzo e nei campi di immissione dell'HMI, con l'ausilio delle combinazioni di tasti della tastiera CNC si possono eseguire le seguenti funzioni: Combinazione di tasti 16 Funzione <CTRL> + <C> Copia testo evidenziato <CTRL> + <B> Seleziona testo <CTRL> + <X> Taglia testo evidenziato <CTRL> + <V> Incolla testo copiato <ALT> + <L> Commutazione a modalità di scrittura minuscola <ALT> + <H> oppure tasto <HELP> Richiamo del sistema di help <ALT> e <S> Attivazione e disattivazione dell'editor per caratteri asiatici Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Descrizione 1.4 Definizione dei tasti della pulsantiera di macchina 1.4 Definizione dei tasti della pulsantiera di macchina 7DVWRGHILQLWRGDOOಬXWHQWHFRQ/(' 7DVWRGHILQLWRGDOOಬXWHQWHVHQ]D/(' ,1&5(0(17 4XRWDLQFUHPHQWDOH -2* 5()(5(1&(32,17 5LFHUFDGHOSXQWRGLULIHULPHQWR $8720$7,&2 = ; 6,1*/(%/2&. %ORFFRVLQJROR < 0$18$/'$7$ ,PPLVVLRQHPDQXDOH ; = < 63,1'(/67$57/()7 5RWD]LRQHVLQLVWURUVD 63,1'(/6723 63,1'(/67$575,*+7 5RWD]LRQHGHVWURUVD 5$3,'75$9(56(29(5/$< 6RYUDSSRVL]LRQHLQUDSLGR 5(6(7 ; ; $VVH; &<&/(6723 1&6723 < < $VVH< &<&/(67$57 1&67$57 = = $VVH= $55(672'ಬ(0(5*(1=$ )HHG5DWH2YHUULGH &RQWUROORDYDQ]DPHQWR 6SLQGOH6SHHG2YHUULGH 2YHUULGHPDQGULQR Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 17 Descrizione 1.4 Definizione dei tasti della pulsantiera di macchina Nota In questa documentazione per il comando della macchina si è fatto riferimento ad una pulsantiera standard MCP 802D. Se si utilizza un altro tipo di MCP, l'operatività relativa può discostarsi dalla presente descrizione. 18 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Descrizione 1.5 Sistemi di coordinate 1.5 Sistemi di coordinate Un sistema di coordinate è generalmente costituito da tre assi ortogonali. Con la cosiddetta "regola delle tre dita" della mano destra si definiscono le direzioni positive degli assi di coordinata. Il sistema di coordinate è riferito al pezzo e la programmazione è indipendente dal fatto che si muova il pezzo o l'utensile. Nella programmazione si parte sempre dal presupposto che l'utensile si muova rispetto al sistema di coordinate del pezzo, che si suppone fermo. = < < 90° 90° 90° ; ; = Figura 1-2 Definizione della direzione degli assi e del sistema di coordinate per la programmazione Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 19 Descrizione 1.5 Sistemi di coordinate Sistema di coordinate macchina (SCM) La posizione del sistema di coordinate sulla macchina dipende dalla tipologia della rispettiva macchina. Le coordinate possono essere ruotate in varie posizioni. Le direzioni assiali seguono la "regola delle tre dita" della mano destra. Stando davanti alla macchina, il dito medio della mano destra è orientato in direzione opposta a quella d'incremento del mandrino principale. Figura 1-3 SCM per rettifica (rettificatrice cilindrica, rettificatrice piana) < ; = = ; < Figura 1-4 20 Sistema di coordinate macchina Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Descrizione 1.5 Sistemi di coordinate L'origine di questo sistema di coordinate è il punto zero macchina. Questo punto rappresenta solo un punto di riferimento che viene definito dal costruttore della macchina. Non è un punto che si deve poter raggiungere. La corsa degli assi macchina può trovarsi in campo negativo. Sistema di coordinate pezzo (SCP) Anche per la descrizione della geometria di un pezzo nel programma pezzo si utilizza un sistema di coordinate ortogonali destrorso. Il punto zero pezzo può essere liberamente selezionato dal programmatore lungo l'asse Y. Nell'asse Z esso coincide con il centro di rotazione. < ; : = : SXQWR]HURGHOSH]]R Figura 1-5 Sistema di coordinate pezzo Sistema di coordinate relativo (REL) Oltre al sistema di coordinate del pezzo e della macchina, il controllo numerico mette a disposizione un sistema di coordinate relativo. Questo sistema di coordinate serve per impostare punti di riferimento, liberamente definibili, che non hanno alcuna influenza sul sistema attivo di coordinate pezzo. La visualizzazione di tutti i movimenti degli assi è messa in relazione a questi punti di riferimento. Nota Il valore attuale nel sistema di coordinate interessato può essere attivato e visualizzato nel settore operativo Posizione sopra al softkey verticale "SCM/SCP REL". Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 21 Descrizione 1.5 Sistemi di coordinate Bloccaggio del pezzo Per eseguire la lavorazione, il pezzo viene bloccato sulla macchina. Il pezzo dovrà essere posizionato in modo tale che gli assi del suo sistema di coordinate siano paralleli a quelli della macchina. Un qualsiasi spostamento dello zero macchina rispetto allo zero pezzo è rilevato sull'asse Y e memorizzato nello spostamento origine impostabile. Nel programma NC questo spostamento si attiva quando si esegue il programma ad es. con una funzione programmata G54. : SXQWR]HURGHOSH]]R 0 SXQWR]HURGHOODPDFFKLQD <PDFFKLQD <SH]]R ; : = DGHV * ;PDFFKLQD =PDFFKLQD 0 Figura 1-6 Il pezzo sulla macchina Sistema di coordinate attuali del pezzo Tramite lo spostamento origine programmabile TRANS si può generare uno spostamento rispetto al sistema di coordinate pezzo. In questo modo si crea il sistema di coordinate attuali del pezzo (vedere il capitolo "Spostamento origine programmabile: TRANS"). 7UDVOD]LRQHSURJUDPPDELOH 75$16 < < DWWXDOH ; ; = : = : SXQWR]HURGHOSH]]R Figura 1-7 22 Coordinate del pezzo, sistema di coordinate attuali Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 2 Interfaccia software 2.1 Suddivisione dello schermo 6HWWRUHGLVWDWR 6HWWRUHDSSOLFDWLYR 6HWWRUH DYYHUWHQ]HHVRIWNH\ Figura 2-1 Suddivisione dello schermo Lo schermo è suddiviso nei seguenti settori principali: ● Settore di stato ● Settore applicativo ● Settore avvertenze e softkey Settore di stato Figura 2-2 Settore di stato Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 23 Interfaccia software 2.1 Suddivisione dello schermo Tabella 2- 1 Spiegazione degli elementi della pagina video nel settore di stato Numerazione Visualizzazione ① Settore operativo attivo Simbolo Significato Posizione (tasto settore operativo <POSITION>) Sistema (tasto settore operativo <SYSTEM>) Programma (tasto settore operativo <PROGRAM>) Program Manager (tasto settore operativo <PROGRAM MANAGER>) Parametri (tasto settore operativo <OFFSET PARAM>) Allarmi (tasto settore operativo <ALARM>) ② Modo operativo attivo Accostamento al punto di riferimento JOG JOG INC; 1 INC, 10 INC, 100 INC, 1000 INC, VAR INC (valutazione incrementale in funzionamento JOG) MDA 24 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Interfaccia software 2.1 Suddivisione dello schermo Numerazione Visualizzazione Simbolo Significato AUTOMATICO ③ Riga per allarmi e segnalazioni Sono visualizzati in alternativa: 1. Numero di allarme con relativo testo 2. Testo di segnalazione ④ Programma pezzo selezionato (programma principale) ⑤ Stato del programma ⑥ RESET Programma interrotto / stato iniziale RUN Programma in corso STOP Programma arrestato Influenza sul programma in funzionamento automatico Settore avvertenze e softkey Figura 2-3 Settore avvertenze e softkey Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 25 Interfaccia software 2.1 Suddivisione dello schermo Tabella 2- 2 Spiegazione degli elementi della pagina video per il settore avvertenze e softkey Elemento della pagina Visualizzazione Significato ① Simbolo RECALL Premendo il tasto <RECALL> si ritorna al livello di menu sovraordinato. ② Riga avvertenze Visualizzazione delle avvertenze per l'operatore e degli stati di errore ③ Informazioni di stato HMI Barra dei softkey ETC attivata (premendo questo tasto la barra orizzontale dei softkey visualizza ulteriori funzioni). È attiva la modalità mista di scrittura (maiuscolo/minuscolo) ಯ/ಯ Connessione RS232 attiva Collegamento ai tool di messa in servizio e di diagnostica (ad es. Programming Tool 802) attivo Connessione di rete RCS attiva ④ Barra dei softkey verticale e orizzontale Rappresentazione dei softkey nel documento Per semplificarne la ricerca, i softkey orizzontali e verticali sono rappresentati con colori diversi. Softkey orizzontale Softkey verticale 26 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Interfaccia software 2.2 Settori operativi 2.2 Settori operativi Le funzioni del controllo numerico possono essere eseguite nei seguenti settori operativi: 2))6(7 3$5$0 6<67(0 POSITION Comando macchina OFFSET PARAM Immissione di valori di correzione e dati di setting PROGRAM Creazione di programmi pezzo PROGRAM MANAGER Directory dei programmi pezzo SYSTEM Diagnostica, messa in servizio ALARM Liste per allarmi e segnalazioni CUSTOM L'utente può richiamare la propria applicazione $/$50 6<67(0 $/$50 Il passaggio ad un altro settore operativo avviene premendo il tasto corrispondente sulla tastiera CNC completa (hard-key). Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 27 Interfaccia software 2.2 Settori operativi Livelli di protezione Nel SINUMERIK 802D sl esiste un concetto di protezione suddiviso su più livelli per l'abilitazione dei campi dati. Il controllo numerico viene fornito con password standard per i livelli di protezione da 1 a 3. Livello di protezione 1 Password per esperti Livello di protezione 2 Password per il costruttore Livello di protezione 3 Password per utente Queste password regolano i differenti diritti di accesso. L'immissione o la modifica di dati nei seguenti menu dipende dal livello di protezione impostato: ● Correzioni utensile ● Spostamenti origine ● Dati di setting ● Impostazione RS232 ● Creazione del programma/correzione del programma 28 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Interfaccia software 2.3 Il sistema di help 2.3 Il sistema di help Il controllo numerico comprende una estesa funzione di Guida in linea. Gli argomenti della Guida in linea sono: ● Descrizione sintetica delle principali funzioni operative ● Panoramica e descrizione sintetica dei comandi NC ● Spiegazione dei parametri dell'azionamento ● Spiegazione degli allarmi dell'azionamento Sequenza operativa Il sistema di help può essere richiamato da qualsiasi settore operativo premendo il tasto Info oppure la combinazione di tasti <ALT+H>. Figura 2-4 Sistema di help: Indice generale Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 29 Interfaccia software 2.3 Il sistema di help Softkey 9LVXDOL]] La funzione permette di aprire l'argomento selezionato. Figura 2-5 Sistema di help: Descrizione dell'argomento 9DLD DUJRPHQWR La funzione consente di selezionare riferimenti incrociati. Un riferimento incrociato è contrassegnato dai caratteri ">>....<<". Questo softkey è visibile solo quando nel settore Applicazioni viene visualizzato un riferimento incrociato. 7RUQDDOO DUJRPHQWR Se si seleziona un riferimento incrociato, viene visualizzato inoltre il softkey "Torna all'argomento". Con questa funzione si ritorna alla pagina precedente. 5LFHUFD La funzione consente di ricercare un termine nell'indice. Immettere il termine e attivare la funzione di ricerca. Help nel settore Editor dei programmi Il sistema di help offre una descrizione per ogni istruzione NC. Si può accedere direttamente al testo di help posizionando il cursore dietro all'istruzione e premendo il tasto Info. L'istruzione NC deve essere scritta in questo caso in maiuscolo. 30 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Inserzione, ricerca del punto di riferimento 3 Nota Quando si attiva il SINUMERIK 802D sl e la relativa macchina utensile, si deve osservare la documentazione della macchina poiché sia l'inserzione sia la ricerca del punto di riferimento sono funzioni che dipendono dal tipo di macchina. Sequenza operativa Inserire innanzitutto la tensione di alimentazione del CNC e della macchina. Dopo l'avviamento del controllo numerico viene attivato il settore operativo Posizione, modo operativo Accostamento al punto di riferimento. La finestra "Punto di riferimento" è attiva. Figura 3-1 Pagina base Accostamento al punto di riferimento Nella finestra "Punto di riferimento" viene indicato se gli assi sono riferiti. / DVVHGHYHHVHJXLUHODULFHUFDGHOSXQWRGLULIHULPHQWR / DVVHªUHIHUHQ]LDWRVLQFURQL]]DWR Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 31 Inserzione, ricerca del punto di riferimento ; Premere i tasti direzionali. < = Se si seleziona la direzione di spostamento errata, l'asse non si muove. Accostare il punto di riferimento in ogni asse in successione. Terminare la funzione selezionando un altro modo operativo (MDA, AUTOMATICO oppure JOG). Per le funzioni descritte qui di seguito, selezionate il modo operativo <JOG>. 32 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 4 Messa a punto 4.1 Impostazione degli utensili e delle relative correzioni Funzionalità Nel settore operativo OFFSET PARAM è possibile introdurre i parametri necessari per la lavorazione con la macchina. Sequenza operativa 2))6(7 3$5$0 /LVWD XWHQVLOL Questa funzione apre la finestra relativa ai "dati di correzione utensile" che comprende una lista degli utensili memorizzati. Con i tasti cursore e i tasti <Page Up>, <Page Down> è possibile navigare all'interno di questa lista. Figura 4-1 Lista utensili Per l'immissione delle correzioni posizionare la barra del cursore sull'utensile da modificare e premere il softkey "Dati utensile". Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 33 Messa a punto 4.1 Impostazione degli utensili e delle relative correzioni Softkey 'HOHWH GUDP Cancellazione dei dati di diamantatura calcolati. (OLPLQD]LRQH XWHQVLOH L'utensile viene cancellato. 'DWL XWHQVLOH Apre una serie di menu subordinati che contengono tutte le funzioni per la memorizzazione e la visualizzazione dei dati utensili. &RQWUROOR GLPHQVLRQL QRPLQDOL Questa funzione serve per l'immissione guidata delle dimensioni nominali e dei dati di sorveglianza della mola. 'DWLGL JHRPHWULD Questa funzione serve per l'immissione della geometria mola per il tipo di mola selezionato. 'DWL WHFQRORJLFL Questa funzione serve per l'immissione della tecnologia di diamantatura del tipo di mola selezionato. rGLDPDQWD WRUH Questa funzione serve per l'immissione/verifica dei dati di diamantatura del 1° diamantatore. La scelta di questa funzione per il diamantatore 2 e 3 avviene tramite il relativo softkey. $PSOLDWR Questa funzione serve per l'immissione/verifica di tutti i dati utensili (D1 ... D9). &RSLD XWHQVLOH Con questa funzione è possibile copiare un utensile già esistente. 5LFHUFD Con questa funzione si può cercare un utensile in base al suo numero. 1XRYR DWWUH]]R Creazione dei dati di correzione utensile per un nuovo utensile. 3DUDPH WUL5 Con questa funzione vengono elencati, e se necessario modificati, tutti i parametri R presenti nel controllo numerico. 'DWLGL VHWWLQJ Immissione dei dati di setting. 'DWLXWHQWH Con questa funzione vengono elencati, e se necessario modificati, tutti i dati utente per la rettifica presenti nel controllo numerico. 34 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Messa a punto 4.2 Creazione di un nuovo utensile 4.2 Creazione di un nuovo utensile Funzionalità Le correzioni utensile sono costituite da una serie di dati che descrivono la geometria, l'usura e il tipo di utensile. Ogni utensile contiene un numero di parametri definiti in base al tipo di utensile. Gli utensili vengono identificati rispettivamente con un numero (numero T). Sequenze operative (generiche) 2))6(7 3$5$0 Premere il tasto <OFFSET PARAM>. (OHQFR XWHQVLOL Questa funzione apre la finestra "Lista utensili" che contiene una lista degli utensili creati. Con i tasti cursore e i tasti <Page Up>, <Page Down> è possibile navigare all'interno di questa lista. Figura 4-2 'DWL XWHQVLOH Lista utensili Per l'immissione delle correzioni posizionare la barra del cursore sull'utensile da modificare e premere il softkey "Dati utensile". Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 35 Messa a punto 4.2 Creazione di un nuovo utensile Sequenze operative (nuovo utensile) 1XRYR DWWUH]]R La funzione richiama una maschera d'immissione nella quale si introducono o si selezionano il numero dell'utensile, il tipo dell'utensile ed il profilo della mola. Figura 4-3 2. Nuovo utensile Confermare l'immissione con "OK". Figura 4-4 Nuovo utensile inserito Nella lista utensili viene inserito un blocco dati preimpostato con 0. Questo blocco di dati è composto da 9 taglienti (campi D). I primi 6 taglienti sono provvisti del tipo e servono come punti geometrici del tagliente stesso. L'assegnazione dell'utensile ad un tagliente avviene introducendo "S-No" nel campo. Con valori ≤0 si tratta di un mandrino mola comandato dall'esterno, con valori >0 i mandrini mola sono riconosciuti dal controllo numerico. 36 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Messa a punto 4.2 Creazione di un nuovo utensile Nota: la rettifica per tondi inizia con S2. la rettifica per piani inizia con S1. Il calcolo avviene internamente inserendo il valore 1. Per le mole standard (diritta o inclinata) i numeri D hanno un significato fisso (vedere la figura seguente "Valori di correzione"). L'abbinamento avviene durante la messa a punto e la diamantaura sempre in funzione dei dati geometrici. Per mole con profilo libero la responsabilità per i taglienti è dell'utente. L'impostazione dei taglienti avviene una sola volta durante la creazione di una nuova mola oppure con la cancellazione dei valori di usura, in funzione dell'angolo del diamantatore. L'impostazione avviene per angolo = 0 come per una mola semplice diritta, cioè i taglienti dispari (D1, D3, D5) sono calcolati a sinistra e quelli pari (D2, D4, D6) a destra sulla larghezza della mola. La preimpostazione per mole inclinate prevede che tutti i punti di riferimento siano identici. Non avviene alcuna distinzione tra sinistra e destra. L'utente ha la possibilità di di definire ex novo i taglienti in un sottoprogramma di diamantatura. In questo caso egli deve rispettare la sintassi NC. L'accettazione delle modifiche avviene tuttavia solo dopo una corsa completa di diamantaura e non durante la profilatura. La compensazione dei punti di riferimento avviene come per le mole standard. Anche la sorveglianza del diametro e della larghezza è attiva solo quando nel rispettivo numero D sono presenti sia il diametro che l'usura. In questo modo nel profilo libero l'utente ha la possibilità di influenzare ulteriori punti di riferimento. Si deve però rispettare il regime dei taglienti sinistri e destri in quanto la compensazione viene sempre calcolata con lo stesso principio (sinistra meno, destra più) delle mole standard. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 37 Messa a punto 4.2 Creazione di un nuovo utensile ,QFOLQHGZKHHO $QJOH $QJOH : K LGW LGW K WK /H ; ' ' ' ' QJ WK 5DGLXV ' QJ ' /H ; : 5DGLXV ' ' ' ' = ' ' K W QJ /H /H QJ WK = 6WUDLJKWZKHHO 'UHVVHU ' ' :LGWK ' ; * 5DGLXV = ' ' ' ' ' ' /HQJWK= Figura 4-5 Valori di correzione I taglienti 7-9 sono i tre diamantatori disponibili che sono abbinati in modo fisso al tagliente per le correzioni standard. Tabella 4- 1 38 Abbinamento del diamantatore Campo D Diamantatore: Assegnazione D7 Diamantatore 1 Spigolo tagliente sinistro/anteriore D8 Diamantatore 2 Spigolo tagliente destro/posteriore D9 Diamantatore 3 Opzionale per il diametro della mola Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Messa a punto 4.2 Creazione di un nuovo utensile 'DWL XWHQVLOH Come passo successivo devono essere inseriti i dati utensili: ● Quota nominale/sorveglianza ● Dati geometrici ● Dati tecnologici ● Dati per i diamantatori Quota nominale e sorveglianza &RQWUROOR GLPHQVLRQL QRPLQDOL La funzione richiama la maschera d'immissione nella quale si impostano la quota nominale ed i dati di sorveglianza della mola. Figura 4-6 Quota nominale/dati di sorveglianza della mola Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 39 Messa a punto 4.2 Creazione di un nuovo utensile Dati geometrici 'DWLGL JHRPHWULD Con questa funzione si impostano i dati geometrici per il tipo di mola selezionato. Figura 4-7 Dati geometrici sull'esempio di una mola diritta con spoglia Sono disponibili i seguenti tipi di mola: ● mola diritta senza spoglie (tipo 1) ● mola diritta con spoglie (tipo 2) ● mola inclinata a sinistra (tipo 3) ● mola inclinata a destra (tipo 4) ● profilo libero (tipo 0) La maschera d'immissione è autoesplicativa. Nota Un punto rosso nella bozza di principio evidenzia il valore geometrico che viene introdotto. 40 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Messa a punto 4.2 Creazione di un nuovo utensile Dati tecnologici 'DWL WHFQRORJLFL Con l'introduzione dei dati tecnologici viene impostata la tecnologia di diamantatura in funzione del tipo di mola. Figura 4-8 Dati tecnologici sull'esempio di una mola diritta con spoglia Diamantatore: rGLDPDQWD WRUH Con i softkey "1° diamantatore", "2° diamantatore" o "3° diamantatore" si accede alla finestra di dialogo per immettere o verificare i dati di diamantatura. Figura 4-9 Diamantatore fisso Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 41 Messa a punto 4.2 Creazione di un nuovo utensile Nel campo Toggle "Tipo" si seleziona il tipo di diamantatore: Diamantatore fisso: piastrina/diamante Rullo di formatura 1 ... 3 Rullo di diamantatura 1 ... 3 I parametri devono essere introdotti in funzione della scelta effettuata. 42 Figura 4-10 Rullo di formatura Figura 4-11 Rullo di diamantatura Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Messa a punto 4.2 Creazione di un nuovo utensile Tabelle dei parametri $PSOLDWR La funzione apre un prospetto di tutti i parametri dei taglienti: Nota: questa funzione è disponibile solo con password (Customer) impostata. Figura 4-12 Tabella per tutti i dati dei taglienti. Dati di correzione utensile Vedere il capitolo "Tabelle dei parametri dei dati di correzione utensile" in allegato. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 43 Messa a punto 4.3 Rilevamento diamantatore 4.3 Rilevamento diamantatore Funzionalità Questa funzione serve per determinare la posizione del diamantatore in macchina per diamantatori che vengono utilizzati tramite gli assi geometrici. I valori degli assi vengono determinati attraverso l'HMI nel sistema di coordinate macchina e trasferiti al ciclo. Utilizzo Il rilevamento del diamantatore avviene nel modo operativo JOG. 5LOHYDPHQWR GLDPDQWDWRUH Viene richiamata la maschera d'immissione. Figura 4-13 Rilevamento diamantatore Con il campo Toggle "Nr. diamantat.:" si seleziona il diamantatore del quale deve essere determinata la posizione (ad es. "1"). L'ordine di successione non ha importanza. Il rilevamento può avvenire in maniera indipendente per ogni asse. Le fasi operative necessarie sono visualizzate in una riga di testo. Una freccia evidenzia la riga assi da elaborare. Nota Con mole orientabili, la mola deve trovarsi già nell'angolazione di diamantatura. 44 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Messa a punto 4.3 Rilevamento diamantatore &DOFROR GHOOD SRVL]LRQH Dopo aver eseguito lo sfioro dell'asse selezionato, con il softkey "Calcolare posizione" il valore reale dell'asse viene letto e calcolato con l'utensiie attivo. Il segno di spunta verde alla fine della riga documenta questo processo. Per le mole standard la selezione del numero D della mola avviene automaticamente in funzione della selezione relativa al diamantatore 1 e 2. Per il 3° diamantatore occorre selezionare il numero D o accostare lo spigolo tagliente della mola, dato che questo non è automaticamente noto. ,QGLHWUR La funzione "Rilevamento diamantatore" viene terminata. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 45 Messa a punto 4.4 Rilevamento del pezzo 4.4 Rilevamento del pezzo Funzionalità Questa funzione serve per determinare la posizione del pezzo in macchina per il relativo asse. Attraverso l'HMI vengono trasmessi al ciclo il nome dell'asse ed il valore di riferimento. Utilizzo Il rilevamento del pezzo avviene nel modo operativo JOG tramite lo sfioro dei relativi assi. 5LOHYDPHQWR SH]]R Viene richiamata la maschera d'immissione. Figura 4-14 Rilevamento del pezzo Con il campo Toggle "nome asse" viene selezionato l'asse desiderato e il riferimento del pezzo misurato in precedenza viene introdotto nel campo d'immissione. &DOFROR GHOOD SRVL]LRQH Premendo il softkey "Calcolare posizione" si arrotonda il valore di riferimento. Nota Questo procedimento deve essere eseguito separatamente per ogni asse. ,QGLHWUR 46 La funzione "Rilevamento del pezzo" viene terminata. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Messa a punto 4.4 Rilevamento del pezzo Particolarità in relazione alla rettifica manuale Se, durante la rettifica manuale (Pagina 50), la stessa è stata interrotta con il tasto PLC "volantino", è possibile calcolare l'ultima posizione dell'asse di incremento con "Rilevamento del pezzo" > "Calcolare posizione". Nella parte superiore dell'HMI compare il seguente testo: "Confermare valore di impostazione da rettifica manuale - continua con NC Start". Figura 4-15 Rilevamento del pezzo dopo rettifica manuale Il calcolo è possibile solo per l'asse di incremento dalla rettifica manuale e può avvenire solo direttamente dopo la rettifica manuale. Se il "Rilevamento del pezzo" viene interrotto o un altro asse viene impostato come ultimo asse di incremento, ogni asse deve essere nuovamente calibrato con posizioni dell'asse qualsiasi. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 47 Messa a punto 4.5 Profilatura/diamantatura 4.5 Profilatura/diamantatura Funzionalità Questa funzione serve per profilare una mola "grezza" senza generare un programma NC. Il procedimento si riferisce sempre all'utensile attivo. Utilizzo La profilatura avviene nel modo operativo JOG. 3URIL ODWXUD Viene richiamata la maschera d'immissione. Figura 4-16 Profilatura Attraverso i campi d'immissione vengono inseriti i valori di profilatura necessari che successivamente vengono lavorati con passate di diamantatura. Con una mola nuova (senza usura) il sovrametallo di profilatura viene proposto dal controllo numerico. Il numero delle passate di diamantatura è liberamente selezionabile. $YYLDPHQWR SURILODWXUD Premendo il softkey "Avvio profil." si apre la seguente finestra di interrogazione: Figura 4-17 48 Interrogazione Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Messa a punto 4.5 Profilatura/diamantatura Esecuzione della profilatura. Nel ciclo viene innanzitutto lavorato il sovrametallo di profilatura e successivamente avvengono le passate di diamantatura. Lo stato attuale viene visualizzato nei campi. Il processo può essere interrotto in qualsiasi momento. $YYLDPHQWR SURILODWXUD ,QGLHWUR Premendo il softkey "Avvio profil." si può riavviare il processo. I valori possono anche essere modificati. La funzione "Profilatura" viene terminata. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 49 Messa a punto 4.6 Rettifica manuale 4.6 Rettifica manuale Funzionalità Questa funzione serve alla rettifica mediante volantino (rettifica di pulizia). e non richiede un programma pezzo. Utilizzo La rettifica manuale avviene nel modo operativo JOG. 5HWWLILFD PDQXDOH Viene richiamata la maschera d'immissione. Immissione dei parametri nella maschera per la rettifica manuale (vedere la figura seguente): ● Numero T e D ● Selezionare il movimento di pendolamento tramite il campo Toggle. Sono possibili i seguenti movimenti di pendolamento: – Nessuna funzione – Incremento asse Y, nessun pendolamento – Incremento asse Z, nessun pendolamento – Incremento asse Y pendolamento asse X – Incremento asse Z, pendolamento asse X – Incremento asse Y pendolamento asse X/Z ● Velocità periferica dell'utensile [m/s] ● Nr. di giri del pezzo (giri/min) 50 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Messa a punto 4.6 Rettifica manuale Rettifica manuale, nessun pendolamento La figura seguente mostra la maschera d'immissione con i parametri per la rettifica manuale senza pendolamento: Figura 4-18 $YYLDPHQWR UHWWLILFD Rettifica manuale senza pendolamento Questa funzione avvia la rettifica manuale con volantino ed è seguita da un'interrogazione. Figura 4-19 Interrogazione Rettifica manuale con volantino (senza pendolamento). ,QGLHWUR La rettifica manuale viene terminata. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 51 Messa a punto 4.6 Rettifica manuale Rettifica manuale, pendolamento La figura seguente mostra la maschera d'immissione con i parametri per la rettifica manuale con pendolamento: Figura 4-20 'DWLGL SHQGROD PHQWR Se è selezionato il pendolamento, immettere i dati corrispondenti tramite questa funzione (vedere la figura seguente): Figura 4-21 52 Rettifica manuale con pendolamento Rettifica manuale con dati di pendolamento in X e Z Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Messa a punto 4.6 Rettifica manuale Sono possibili i seguenti dati di pendolamento: ● Posizione 1 (inizio) /2 (fine): – Immettere con i tasti numerici la posizione 1/ 2 nel rispettivo campo di immissione. – Accostare la posizione 1/2 con i tasti di posizionamento <X> o <Z> sulla pulsantiera di macchina e confermare la posizione nel campo di immissione (teach) tramite il softkey verticale "Posizione 1" / "Posizione 2". ● Tempo di sosta nel punto di inversione della posizione 1 (in secondi, se è presente il mandrino utensile, altrimenti in giri) ● Avanzamento X (mm/min) ● Avanzamento Z (mm/passata) ● Tempo di sosta nel punto di inversione della posizione 2 (in secondi, se è presente il mandrino utensile, altrimenti in giri) Questa funzione avvia la rettifica manuale con volantino ed è seguita da un'interrogazione: "Il programma selezionato attiva un movimento degli assi! Continuare la lavorazione?" Rettifica manuale con volantino (pendolamento). Conclusione della rettifica manuale La rettifica manuale è terminata. Particolarità in relazione al "Rilevamento del pezzo" Per poter intervenire nel processo di rettifica durante la rettifica manuale, durante la stessa sono attivi i tasti PLC per "interruzione" e "diamantatura". Il tasto PLC "volantino" termina la rettifica manuale sulla posizione iniziale dell'asse di incremento. Attraverso l'interruzione della rettifica manuale con il tasto PLC "volantino" viene memorizzata l'ultima posizione dell'asse di incremento. Questa posizione memorizzata dell'asse di incremento viene calcolata in un successivo "Rilevamento del pezzo (Pagina 46)". Il calcolo è possibile solo per l'asse di incremento dalla rettifica manuale e può avvenire solo direttamente dopo la rettifica manuale. Se il "Rilevamento del pezzo" viene interrotto o un altro asse viene impostato come ultimo asse di incremento, ogni asse può essere nuovamente calibrato con posizioni dell'asse qualsiasi. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 53 Messa a punto 4.7 Programmazione dei dati di setting 4.7 Programmazione dei dati di setting Funzionalità Con i dati di setting si definiscono le impostazioni per le condizioni operative. In caso di necessità queste possono essere eventualmente modificate. Sequenza operativa 2))6(7 3$5$0 Ci si trova nel settore operativo <OFFSET PARAM>. 'DWLGL VHWWLQJ Premere il softkey "Dati setting". Viene richiamata la pagina base "Dati setting". Qui sono disponibili altre funzioni softkey con le quali è possibile impostare diverse opzioni di controllo. Figura 4-22 Pagina base Dati di setting ● Avanzamento JOG Valore di avanzamento in modalità JOG Se il valore di avanzamento è "zero", il controllo numerico utilizza il valore memorizzato nei dati macchina. ● Mandrino Giri del mandrino ● Minimi/Massimi Una limitazione della velocità di rotazione del mandrino nei campi max. (G26) /min. (G25) può essere avvenire solo nell'ambito dei valori limite impostati nei dati macchina. ● Limitazione con G96 Limite max. superiore programmabile dei giri (LIMS) con velocità di taglio costante (G96). 54 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Messa a punto 4.7 Programmazione dei dati di setting ● Avanzamento per ciclo di prova (DRY) L’avanzamento impostabile in questo punto si utilizza nell’elaborazione del programma selezionando la funzione avanzamento per ciclo prova nel modo operativo AUTOMATICO al posto dell’avanzamento programmato. ● Angolo iniziale per filettatura (SF) Per la filettatura si indica una posizione di partenza per il mandrino come angolo iniziale. Modificando l'angolo e ripetendo la sequenza di filettatura, è possibile eseguire una filettatura a più principi. Posizionare la barra del cursore sul campo di immissione da modificare ed impostare il valore. Confermare con <Input> oppure spostare il cursore. Softkey /LPLWHDUHD GLODYRUR La limitazione del campo di lavoro ha effetto sulla geometria e sugli assi supplementari. Se si deve utilizzare una limitazione del campo di lavoro, i relativi valori devono essere impostati in questo dialogo. Il softkey "Attiva impostazione" attiva/disattiva i valori per l'asse evidenziato con il cursore. Figura 4-23 Limitazione del campo di lavoro Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 55 Messa a punto 4.7 Programmazione dei dati di setting 7HPSRUL] ]DWRUL Temporizzatori Contatori Figura 4-24 Temporizzatori, Contatori Significato: ● Pezzi totali: Numero dei pezzi complessivamente prodotti (valore reale totale) ● Pezzi richiesti: Numero di pezzi necessari (val. nom. pezzi). ● Numero pezzi: In questo contatore si registra il numero di pezzi prodotti dallo start. Nota I seguenti dati macchina permettono di impostare la funzionalità del contatore: • MD27880 $MC_PART_COUNTER, attivazione del contatore pezzi • MD27882 $MC_PART_COUNTER_MCODE[0-2], conteggio pezzi con istruzione M definita dall'utente ● Tempo totale: Tempo totale dei programmi NC nel modo operativo AUTOMATICO Nel modo operativo AUTOMATICO vengono sommati i tempi di esecuzione di tutti i programmi tra NC-Start e fine programma/Reset. Il temporizzatore viene azzerato ad ogni avviamento del controllo numerico. ● Tempo di esecuzione del programma: Tempo di utilizzo dell'utensile Nel programma NC selezionato si misura il tempo di ciclo tra NC-Start e la fine del programma/ reset. Con l'avvio di un nuovo programma NC il temporizzatore viene azzerato. ● Avanzamento - tempo di esecuzione Si misura il tempo di esecuzione degli assi di interpolazione senza rapido attivo in tutti i programmi NC tra NC-Start e fine programma/reset con utensile attivo. La misura viene interrotta se è attivo il tempo di sosta. Il temporizzatore viene automaticamente azzerato con un ”avviamento del controllo con valori di default”. 56 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Messa a punto 4.7 Programmazione dei dati di setting $OWUR Questa funzione elenca tutti i dati di setting disponibili del controllo numerico. I dati setting sono suddivisi in generici, specifici per assi e specifici per canali. Selezionabili tramite le seguenti funzioni softkey: ● "Generici" ● "Spec.per assi" ● "Spec.per canale" Figura 4-25 Dati setting, generici Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 57 Messa a punto 4.8 Parametri di calcolo R 4.8 Parametri di calcolo R Funzionalità Nella pagina base "Parametri R" vengono elencati tutti i parametri R presenti nel controllo numerico. Questi parametri globali possono essere impostati o interrogati a piacimento dal programmatore nel programma pezzo ed eventualmente modificati, se necessario. Sequenza operativa 2))6(7 3$5$0 Ci si trova nel settore operativo <OFFSET PARAM>. 3DUDPH WUL5 Premere il softkey "Parametri R". La pagina base "Parametri R" viene aperta. Figura 4-26 Pagina base "Parametri R" Posizionare la barra del cursore sul campo d'immissione da modificare e immettere i valori. Confermare l'immissione con <Input> oppure spostare il cursore. 5LFHUFD 58 Ricerca dei parametri R. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Messa a punto 4.9 Dati utente 4.9 Dati utente Funzionalità I dati utente vengono elaborati all'interno dei cicli. In caso di necessità questi possono essere modificati. Sequenza operativa 2))6(7 3$5$0 'DWLXWHQWH Ci si trova nel settore operativo <OFFSET PARAM>. Premere il softkey "Dati utente". Si apre la pagina base "Dati utente" per i cicli. Figura 4-27 Dati utente Posizionare la barra del cursore sul campo d'immissione da modificare e immettere i valori. Confermare l'immissione con <Input> oppure spostare il cursore. 5LFHUFD 3URVHJ ULFHUFD Cercare i dati utente tramite questa funzione. Vedere anche Dati utente (Pagina 341) Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 59 Messa a punto 4.9 Dati utente 60 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 5 Funzionamento manuale 5.1 Funzionamento manuale Il funzionamento manuale è possibile nel modo operativo JOG e MDA. 5HWWLILFD PDQXDOH 5LOHYDUH GLDPDQW 5LOHYDUH SH]]R 3URIL ODUH ,PSRVWD ]LRQL 3UHSURI PROD ; < = ,QWHUUXWWRUH PP!LQFK $YYLR UHWWLILFD &DOFRODUH SRVL]LRQH &DOFRODUH SRVL]LRQH ,QGLHWUR ,QGLHWUR ,QGLHWUR Figura 5-1 $YYLR SURILO ,QGLHWUR ,QGLHWUR Struttura del menu JOG, settore operativo Position 7HDFK,Q ,PSRVWD ]LRQL 'DWL WHFQRORJ 5DSLGR /LQHDUH &LUFRODUH )LQH EORFFR 7HDFK,Q 2II Figura 5-2 ,QWHUUXWWRUH PP!LQFK ,QGLHWUR Struttura del menu MDA, settore operativo Position Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 61 Funzionamento manuale 5.2 Modo operativo JOG, settore operativo Position 5.2 Modo operativo JOG, settore operativo Position 5.2.1 Modo operativo JOG Sequenza operativa Selezionare il modo operativo JOG tramite il tasto <JOG> sulla pulsantiera di macchina. ; Per muovere gli assi premere i tasti corrispondenti relativi all'asse X, Y o Z. < = Fino a quando questo tasto resta premuto, gli assi si muovono senza interruzione alla velocità impostata nei dati di setting. Se il valore memorizzato nei dati di setting è "zero", verrà utilizzato il valore memorizzato nei dati macchina. Impostare eventualmente la velocità con il selettore dell'override. Se si preme anche il tasto <RAPID TRAVERSE OVERLAY>, l'asse selezionato si sposterà in rapido fino a quando entrambi i tasti restano premuti. Nel modo operativo "Quote incrementali" è possibile eseguire gli incrementi preimpostati con la stessa sequenza operativa. Il valore dell'incremento impostato viene visualizzato nel campo di stato. Per deselezionare premere nuovamente il tasto <JOG>. 62 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento manuale 5.2 Modo operativo JOG, settore operativo Position Nella pagina base "JOG" sono visualizzati i valori di posizione, avanzamento, mandrino e l'utensile attuale. Figura 5-3 Pagina base Modo operativo JOG Tabella 5- 1 Descrizione dei parametri nella pagina base JOG Parametri Parametri Spiegazione SCM Visualizzazione degli assi presenti nel Sistema di Coordinate Macchina (SCM) o nel Sistema di Coordinate Pezzo (SCP). X Y Z +X +Y -Z Se si muove un asse in direzione positiva (+) o negativa (-), nel relativo campo viene visualizzato il carattere + o -. Se l'asse si trova in posizione, non si visualizza alcun segno. Posizione in In questi campi si visualizza la posizione attuale degli assi nel sistema di coordinate mm macchina (SCM) o nel sistema di coordinate pezzo (SCP). Traslaz. Repos. Se nello stato "Programma interrotto" gli assi sono spostati nel modo operativo JOG, nella colonna si visualizza il tratto di corsa eseguito da ogni asse riferito al punto d'interruzione. Funzione G Visualizzazione delle più importanti funzioni G Mandrino S giri/min Visualizzazione del valore reale e di quello di riferimento della velocità di rotazione del mandrino. Avanz. F mm/min Visualizzazione del valore reale e di riferimento dell'avanzamento vettoriale. Attrezzi Visualizzazione dell'utensile attualmente in lavoro con il numero di inserto attuale. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 63 Funzionamento manuale 5.2 Modo operativo JOG, settore operativo Position Nota Se nel sistema viene integrato un secondo mandrino, il mandrino di lavoro è rappresentato con caratteri ridotti. La finestra visualizza sempre unicamente i dati di un mandrino. Il controllo numerico visualizza i dati del mandrino secondo questi criteri: si visualizza il mandrino master (visualizzazione grande): - a riposo, - con start mandrino - quando entrambi i mandrini sono attivi si visualizza il mandrino di lavoro (visualizzazione ridotta): - allo start del mandrino di lavoro L'istogramma di potenza vale per il mandrino attivo. Se sono attivi sia il mandrino master che quello di lavoro, viene visualizzato l'istogramma di potenza per il mandrino master. Softkey Nota La spiegazione dei softkey verticali si trova nel capitolo Modo operativo MDA (Pagina 66). 5HWWLILFD PDQXDOH Questa funzione serve alla rettifica mediante volantino (rettifica di pulizia). e non richiede un programma pezzo. 5LOHYDPHQWR GLDPDQWDWRUH Questa funzione serve per determinare la posizione di diamantatura in macchina per diamantatori che vengono utilizzati tramite gli assi geometrici. 5LOHYDPHQWR SH]]R Questa funzione serve per determinare la posizione del pezzo in macchina per il relativo asse. 3URIL ODWXUD Questa funzione serve per profilare una mola "grezza" senza generare un programma NC. ,PSRVWD ]LRQL Nota I parametri nella funzione "Impostazioni" non hanno effetto sulla rettifica. &RPPXWD LQFK!PP 64 La funzione commuta tra unità di misura metrica e unità di misura in pollici. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento manuale 5.2 Modo operativo JOG, settore operativo Position 5.2.2 Abbinamento dei volantini Sequenza operativa Selezionare il modo operativo <JOG>. 9RODQWLQR Premere il softkey "Volantino". Viene visualizzata la finestra "Volantino". Dopo l'apertura della finestra, nella colonna "Asse" si visualizzano tutti i nomi degli assi che appaiono contemporaneamente nella barra dei softkey. Con il cursore selezionare il volantino desiderato. Quindi premendo il softkey dell'asse desiderato è possibile abbinare o deselezionare il volantino. Nella finestra compare il simbolo ☑. Figura 5-4 6&0 Pagina Volantino Con il softkey "MCS" selezionare gli assi dal sistema di coordinate macchina o pezzo per l’assegnazione del volantino. L'impostazione attuale è visibile nella finestra. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 65 Funzionamento manuale 5.3 Modo operativo MDA (immissione manuale) - settore operativo Posizione 5.3 Modo operativo MDA (immissione manuale) - settore operativo Posizione Funzionalità Nel modo operativo MDA è possibile realizzare ed eseguire un programma pezzo. CAUTELA Sono validi gli stessi interblocchi di sicurezza del funzionamento completamente automatico. Sono inoltre necessarie le stesse condizioni preliminari previste per il funzionamento completamente automatico. Sequenza operativa Selezionare il modo operativo <MDA> tramite la pulsantiera macchina. Figura 5-5 Pagina base Modo operativo MDA Con la tastiera si possono impostare uno o più blocchi. Premendo <NC START> si avvia l'elaborazione del programma. Durante l'elaborazione non è più possibile editare i blocchi. Dopo l'elaborazione il contenuto resta memorizzato ed è quindi possibile ripetere l'elaborazione con un nuovo <NC START>. 66 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento manuale 5.3 Modo operativo MDA (immissione manuale) - settore operativo Posizione Parametri Tabella 5- 2 Descrizione dei parametri nella finestra di lavoro MDA Parametri Spiegazione SCM Visualizzazione degli assi presenti nell'SCM o nell'SCP. X Z +X -Z Se si muove un asse in direzione positiva (+) o negativa (-), nel relativo campo viene visualizzato il carattere + o -. Se l'asse si trova in posizione, non si visualizza alcun segno. Posizione in In questi campi si visualizza la posizione attuale degli assi nel sistema di coordinate mm macchina (SCM) o nel sistema di coordinate pezzo (SCP). Percorso residuo In questi campi si visualizza il percorso residuo degli assi nel sistema di coordinate macchina (SCM) o nel sistema di coordinate pezzo (SCP). Funzione G Visualizzazione delle più importanti funzioni G Mandrino S giri/min Visualizzazione del valore attuale e di quello di riferimento della velocità del mandrino. Avanzament Visualizzazione del valore attuale e di riferimento dell'avanzamento vettoriale in oF mm/min o mm/giro. Attrezzi Visualizzazione dell'utensile attualmente utilizzato con il numero di tagliente attuale (T..., D...). Finestra di editazione Nello stato di programma "Stop" o "Reset" una finestra di editing serve per l'immissione dei blocchi del programma pezzo. Nota Se nel sistema viene integrato un secondo mandrino, il mandrino di lavoro è rappresentato con caratteri ridotti. La finestra visualizza sempre unicamente i dati di un mandrino. Il controllo numerico visualizza i dati del mandrino secondo questi criteri: viene visualizzato il mandrino master: - a riposo, - con start mandrino - quando entrambi i mandrini sono attivi viene visualizzato il mandrino di lavoro: - allo start del mandrino di lavoro L'istogramma di potenza vale per il mandrino attivo. Softkey La spiegazione dei softkey orizzontali si trova nel capitolo "Modo operativo JOG - Settore operativo Posizione" (Pagina 62). Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 67 Funzionamento manuale 5.3 Modo operativo MDA (immissione manuale) - settore operativo Posizione )XQ]LRQH * La finestra delle funzioni G contiene le funzioni G ed ognuna di esse è associata a un gruppo e occupa un posto fisso nell'ambito della finestra. Con i tasti "Page Up" oppure "Page Down" è possibile visualizzare ulteriori funzioni G. Premendo nuovamente il softkey, la finestra si chiude. )XQ]LRQH DXVLO La finestra visualizza le funzioni M ed ausiliarie attive. Premendo nuovamente il softkey la finestra si chiude. 7XWWHOH IXQ]LRQL* Tutte le funzioni G vengono visualizzate. $YDQ]DP DVVH Visualizzazione della finestra "Avanzamento asse" Premendo di nuovo il softkey, la finestra si chiude. &DQFHOOD SURJ0'$ La funzione cancella i blocchi nella finestra di programma. 0HPRUL]]D SURJ0'$ Immettere un nome nel campo d'immissione con il quale si deve memorizzare il programma MDA nella directory dei programmi. In alternativa si può selezionare un programma già esistente dalla lista dei programmi. La commutazione tra campo d'immissione e lista dei programmi avviene con il tasto TAB. Figura 5-6 0.6:.6 5(/ Memorizzazione del programma MDA La visualizzazione dei valori attuali per il modo operativo MDA avviene in funzione del sistema di coordinate selezionato. La commutazione avviene con questo softkey. Vedere anche Modo operativo JOG (Pagina 62) 68 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento manuale 5.3 Modo operativo MDA (immissione manuale) - settore operativo Posizione 5.3.1 Teach In Funzionalità Con la funzione "Teach In" è possibile creare e modificare semplici blocchi di spostamento. I valori di posizionamento dell'asse possono essere applicati direttamente in un blocco di programma pezzo da creare da zero o da modificare. Le posizioni degli assi vengono quindi raggiunte muovendo gli assi con i tasti direzionali e memorizzate poi nel programma pezzo. Sequenza operativa Nel settore operativo <POSITION>, selezionare il modo operativo <MDA> tramite la pulsantiera di macchina. 7HDFK,Q Premere il softkey "Teach In". Nel modo operativo secondario "Teach In" si passa dalla pagina principale seguente: Figura 5-7 Pagina base Teach In Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 69 Funzionamento manuale 5.3 Modo operativo MDA (immissione manuale) - settore operativo Posizione Sequenza generale 1. Selezionare con i tasti cursore il blocco di programma che si desidera modificare oppure prima del quale si vuole inserire un nuovo blocco di movimento. 2. Selezionare il softkey corrispondente. 'DWL WHFQRORJLFL – "Dati tecnol." Figura 5-8 Dati tecnologici Immettere i relativi dati tecnologici (ad es. Avanzamento: 1000). &RQIHUPD LQVHULP Premere "Conferma inserim." se si desidera inserire un nuovo blocco di programma pezzo. Il nuovo blocco di programma pezzo viene inserito prima del blocco selezionato con il cursore. &RQIHUPD PRGLILFD Premere "Conferma modifica" se si desidera modificare il blocco di programma pezzo selezionato. ,QGLHWUR 70 Selezionando "<<Ritorno" si passa alla pagina principale relativa a "Teach In". Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento manuale 5.3 Modo operativo MDA (immissione manuale) - settore operativo Posizione 5DSLGR – "Marcia veloce" Figura 5-9 Rapido Vengono spostati gli assi ed effettuato il Teach In di un blocco rapido con le posizioni raggiunte. /LQHDUH – "Lineare" Figura 5-10 Lineare Vengono mossi gli assi ed effettuato il Teach In di un blocco lineare con le posizioni raggiunte. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 71 Funzionamento manuale 5.3 Modo operativo MDA (immissione manuale) - settore operativo Posizione &LUFRODUH – "Circolare" Figura 5-11 circolare Viene effettuato il Teach In di un punto intermedio e di un punto finale per un cerchio. Operazioni nella finestre di dialogo "Rapido", "Lineare" e "Circolare" ; < 1. Utilizzando i tasti dell'asse spostare gli assi nella posizione desiderata, che si desidera inserire/modificare nel programma pezzo. &RQIHUPD LQVHULP 2. Premere "Conferma inserim." se si desidera inserire un nuovo blocco di programma pezzo. Il nuovo blocco di programma pezzo viene inserito prima del blocco selezionato con il cursore. &RQIHUPD PRGLILFD 3. Premere "Conferma modifica" se si desidera modificare il blocco di programma pezzo selezionato. ,QGLHWUR 7HDFK,Q 2II 72 Selezionando "<<Indietro" si passa alla pagina principale relativa a "Teach In". Selezionando "Teach In off" (vedere "Pagina principale") si abbandona il modo operativo secondario "Teach In". Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 6 Funzionamento automatico 6.1 Modo operativo AUTOMATICO Struttura di menu &RUUH]LRQH ODYRUD]LRQH 3URJUDPPD 5LFHUFD &RQWURO EORFFR 3URJUDPPD 7HVW 6X 3URILOR 6LPXOD] 3URJUDPPD VLPXOWDQHD &RUUH]LRQH =RRP $XWR )XQ]LRQDPHQ 6X WRGLSURYD $YDQ]DPHQWR 3XQWRILQDOH =RRP VHQ]D $UUHVWR FRQGL]LRQDWR FDOFRO =RRP 1DVFRQ GL ,QWHUUX ]LRQH 0RVWUD %ORFFR VLQJRORILQH 5LFHUFD 6HWWRULGL UDSSU 5HWWLILFD VXFFHVVLYD (OLPLQD LPPDJLQH 529 DWWLYR &XUVRUH ,QGLHWUR Figura 6-1 ,QGLHWUR ,QGLHWUR ,QGLHWUR ,QGLHWUR Struttura di menu AUTOMATICO Condizioni preliminari La macchina è stata predisposta per il funzionamento automatico secondo le indicazioni del costruttore. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 73 Funzionamento automatico 6.1 Modo operativo AUTOMATICO Sequenza operativa Selezionare il modo operativo AUTOMATICO tramite il tasto <AUTOMATIC> sulla pulsantiera di macchina. Viene richiamata la pagina base "AUTOMATICO", nella quale vengono visualizzati i valori di posizione, avanzamento, mandrino, utensili ed il blocco attuale. Figura 6-2 Pagina base "AUTOMATICO" Tabella 6- 1 Descrizione dei parametri nella finestra di lavoro Parametri Parametri Spiegazione SCM Visualizzazione degli assi presenti in SCM o in SCP. X Z +X -Z Se si muove un asse in direzione positiva (+) o negativa (-), nel relativo campo viene visualizzato il carattere + o -. Se l'asse si trova in posizione, non si visualizza alcun segno. 74 Posizione in mm In questi campi si visualizza la posizione attuale degli assi nel sistema di coordinate macchina (SCM) o nel sistema di coordinate pezzo (SCP). Percorso residuo In questi campi si visualizza il percorso residuo degli assi nel sistema di coordinate macchina (SCM) o nel sistema di coordinate pezzo (SCP). Funzione G Visualizzazione delle più importanti funzioni G Mandrino S giri/min Visualizzazione del valore reale e di quello di riferimento della velocità di rotazione del mandrino. Avanzamento F mm/min o mm/giro Visualizzazione del valore reale e di riferimento dell'avanzamento vettoriale Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento automatico 6.1 Modo operativo AUTOMATICO Parametri Spiegazione Attrezzi Visualizzazione dell'utensile attualmente in lavoro con il numero di tagliente attuale (T..., D...). Blocco attuale La visualizzazione del blocco comprende sette blocchi consecutivi del programma pezzo attivo. La visualizzazione di un blocco è limitata dall'ampiezza della finestra. Se i blocchi vengono elaborati in sequenza rapida, si dovrebbe commutare nella finestra ”Avanzamento programma”. Con il softkey <Svolgim. programma> si può ripristinare la visualizzazione di sette blocchi. Nota Se nel sistema viene integrato un secondo mandrino, il mandrino di lavoro è rappresentato con caratteri ridotti. La finestra visualizza sempre unicamente i dati di un mandrino. Il controllo numerico visualizza i dati del mandrino secondo questi criteri: viene visualizzato il mandrino master: - a riposo, - con start mandrino - quando entrambi i mandrini sono attivi viene visualizzato il mandrino di lavoro: - allo start del mandrino di lavoro L'istogramma di potenza vale per il mandrino attivo. Se sono attivi sia il mandrino master che quello di lavoro, viene visualizzato l'istogramma di potenza per il mandrino master. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 75 Funzionamento automatico 6.1 Modo operativo AUTOMATICO Softkey )XQ]LRQH * Apre la finestra delle funzioni G per la visualizzazione di tutte le funzioni G attive. La finestra delle funzioni G contiene tutte le funzioni G attive; ognuna di esse è abbinata ad un gruppo ed occupa un posto fisso nella finestra. Figura 6-3 Funzioni G Con i tasti <Page Up> o <Page Down> si possono visualizzare altre funzioni G. )XQ]LRQH DXVLO La finestra visualizza le funzioni M ed ausiliarie attive. Premendo nuovamente il softkey, la finestra si chiude. 7XWWHOH IXQ]LRQL* Tutte le funzioni G vengono visualizzate. $YDQ]DP DVVH Visualizzazione della finestra "Avanzamento asse" Premendo di nuovo il softkey, la finestra si chiude. 6HTXHQ]D SURJUDPPD Commuta la visualizzazione da sette a tre blocchi. 0.6:.6 5(/ Commuta la visualizzazione dei valori degli assi tra sistema di coordinate macchina, sistema di coordinate pezzo o sistema di coordinate relative. &RUUH]LRQH ODYRUD]LRQH Visualizzazione della finestra "Correzione di lavorazione". Si possono specificare correzioni fini in Y e Z, globalmente per ogni sede, nonché singolarmente per una sede specifica. Queste correzioni diventano quindi sempre valide per la lavorazione di rettifica (sede). 76 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento automatico 6.1 Modo operativo AUTOMATICO ,QGLHWUR ,QIOXHQ]D SURJUDPPD La maschera viene chiusa. Le correzioni sono memorizzate. Vengono visualizzati i softkey per la selezione dell'influenza sul programma (ad es. blocco escludibile, test del programma). ● "Test programma": Nel test del programma si blocca l'emissione del valore di riferimento per gli assi e per il mandrino. La visualizzazione del valore di riferimento "simula" la corsa di lavoro. ● "Avanzamento per ciclo di prova": I movimenti degli assi vengono eseguiti con il riferimento di avanzamento preimpostato con il dato di setting "Avanzamento per ciclo di prova". L'avanzamento di prova agisce in sostituzione delle istruzioni di movimento programmate. ● "Stop condizionato": Con funzione attivata, l'esecuzione del programma viene arrestata di volta in volta nei blocchi dove è stata programmata la funzione ausiliaria M01. ● "Esclusione": I blocchi di programma che sono contrassegnati con una barra inclinata prima del numero di blocco non sono presi in considerazione nell'esecuzione del programma (ad es. "/N100"). ● "Blocco singolo fine": Con la funzione attivata i blocchi di programma vengono eseguiti singolarmente nel seguente modo: ogni blocco è decodificato singolarmente, ad ogni blocco avviene un arresto, fanno eccezione i blocchi di filettatura senza avanzamento per ciclo di prova. In questi blocchi l'arresto avviene soltanto alla fine della filettatura. Il Single Block fine può essere selezionato solo in condizione di RESET. ● "ROV attivo": Il selettore di correzione per l'avanzamento è efficace anche sul rapido. ,QGLHWUR La maschera viene chiusa. 5LFHUFD EORFFR Con la ricerca blocco si può arrivare al punto del programma desiderato. 6X SURILOR Ricerca blocco in avanti con calcolo Durante la ricerca blocco si eseguono gli stessi calcoli che si eseguono nella normale elaborazione del programma ma con gli assi che non si muovono. 6X SXQWRILQDOH Ricerca blocco in avanti con calcolo sul punto di fine blocco. Durante la ricerca blocco si eseguono gli stessi calcoli che si eseguono nella normale esecuzione del programma ma con gli assi che non si muovono. 6HQ]D FDOFROR Ricerca blocco in avanti senza calcoli. Durante la ricerca blocco non viene eseguito alcun calcolo. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 77 Funzionamento automatico 6.1 Modo operativo AUTOMATICO ,QWHUUX] Il cursore si posiziona sul punto d'interruzione nel blocco di programma principale. 5LFHUFD Il softkey "Ricerca" consente le seguente funzioni: ricerca riga, ricerca testo. 5HWWLILFD VXFFHVVLYD Visualizzazione della finestra "Rettifica successiva". Immettere i valori di correzione per la rettifica successiva. Con "OK" i parametri vengono immessi nel programma dopo il blocco selezionato. 'LVHJQR VLPXOW Esiste la possibilità di simulare simultaneamente l'esecuzione del programma pezzo (vedere il capitolo "Simulazione simultanea (Pagina 85)"). &RUUH]LRQH SURJUDPPD Esiste la possibilità di correggere un passaggio errato del programma. Tutte le modifiche sono immediatamente memorizzate. 78 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento automatico 6.2 Correzione di lavorazione 6.2 Correzione di lavorazione Funzionalità Si possono specificare correzioni fini in Y e Z, globalmente per ogni sede, nonché singolarmente per una sede specifica. Queste correzioni diventano quindi sempre valide per la lavorazione di rettifica (sede). Sequenza operativa &RUUH]LRQH ODYRUD]LRQH Nella pagina base "AUTOMATICO" viene visualizzata una finestra per le correzioni di lavorazione. Figura 6-4 Correzioni di lavorazione Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 79 Funzionamento automatico 6.3 Selezione, avvio del programma pezzo 6.3 Selezione, avvio del programma pezzo Funzionalità Prima di avviare il programma si devono predisporre il controllo numerico e la macchina. Occorre fare attenzione alle avvertenze di sicurezza del costruttore della macchina. Sequenza operativa Selezionare il modo operativo AUTOMATICO tramite il tasto <AUTOMATIC> sulla pulsantiera di macchina. Viene aperto il Program Manager. Tramite i softkey "Directory NC" (scelta standard) oppure "Scheda CF cliente" si accede alle relative directory. Figura 6-5 Pagina base "Program Manager" Posizionare la barra del cursore sul programma prescelto. (ODERUD]LRQH 80 Con il softkey "Elaborazione" viene selezionato il programma da eseguire (vedere anche "Esecuzione da esterno"). Il nome del programma selezionato si visualizza sullo schermo nella riga "Nome del programma". Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento automatico 6.3 Selezione, avvio del programma pezzo ,QIOXHQ]D SURJUDPPD Se necessario è ancora possibile eseguire impostazioni per l'esecuzione del programma. Figura 6-6 Influenza sul programma Con <NC-START> viene avviata l'esecuzione del programma pezzo. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 81 Funzionamento automatico 6.4 Ricerca blocco 6.4 Ricerca blocco Sequenza operativa Presupposto: Il programma desiderato è già stato selezionato ed il controllo numerico si trova nella condizione di Reset. 5LFHUFD EORFFR La ricerca blocco consente di far avanzare il programma fino al punto desiderato del programma pezzo. Il punto di destinazione si imposta posizionando direttamente il cursore sul blocco di programma del programma pezzo desiderato. Figura 6-7 Ricerca blocco 6X SURILOR Ricerca fino a inizio blocco 6X SXQWRILQDOH Ricerca fino a fine blocco 6HQ]D FDOFROR Ricerca blocco senza calcoli ,QWHUUX] Caricamento del punto di interruzione 82 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento automatico 6.4 Ricerca blocco 5LFHUFD Con questa funzione si può eseguire la ricerca blocco in base ad un criterio di ricerca. Figura 6-8 Immissione del dato da cercare Con il campo Toggle si può stabilire da quale posizione deve partire la ricerca della definizione impostata. Risultato della ricerca Visualizzazione del blocco di programma pezzo prescelto nella finestra "Blocco attuale". Nota Nella "Esecuzione dall'esterno" non è possibile la ricerca blocco. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 83 Funzionamento automatico 6.4 Ricerca blocco Rettifica successiva La "rettifica successiva" permette di rilavorare una "sede" di un pezzo già lavorato, con o senza correzione, ma con gli stessi valori tecnologici. 5HWWLILFD VXFFHVVLYD Visualizzazione della finestra "Rettifica successiva". Figura 6-9 Rettifica successiva Immettere i valori di correzione per la rettifica successiva. Selezionare una delle seguenti opzioni nel campo Toggle: ● Non correggere nessun asse ● Correggere l'utensile ● Correzioni di lavorazione Con "OK" i parametri vengono immessi nel programma dopo il blocco selezionato. Ha inizio la ricerca blocco. 84 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento automatico 6.5 Simulazione simultanea 6.5 Simulazione simultanea Sequenza operativa Si è selezionato un programma pezzo per l'elaborazione e si è premuto <NC START>. 'LVHJQR VLPXOW La funzione "Simulazione simultanea" consente di simulare contemporaneamente l'esecuzione del programma pezzo sull'HMI. Figura 6-10 Pagina base "Program.di simulazione" I seguenti softkey verticali permettono di influenzare la visualizzazione della simulazione simultanea sull'HMI: ● "Zoom automat." ● "Zoom +" ● "Zoom -" ● "Mostra ..." – "Tutti i blocchi G17" – "Tutti i blocchi G18" – "Tutti i blocchi G19" ● "Settori rappres." Per la descrizione vedere la pagina seguente. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 85 Funzionamento automatico 6.5 Simulazione simultanea ● "Cancell. immagine" ● "Cursore" – "Imposta cursore" – "Cursore fine", "Cursore grossolano", "Cursore molto grossolano" Con il movimento dei tasti cursore il collimatore si muove in passi piccoli, medi o grandi. ,QGLHWUR Uscire dalla funzione "Simulazione simultanea". Settori di rappresentazione 6HWWRULGL UDSSUHVHWD ]LRQH La funzione "Settori di rappresentazione" consente di memorizzare un settore selezionato in precedenza nella rappresentazione della simulazione. )LQHVWUD PLQPD[ Il menu dei settori di rappresentazione può essere selezionato tramite la funzione "Finestra min/max". Figura 6-11 86 Settori di rappresentazione "Finestra min" Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento automatico 6.5 Simulazione simultanea Figura 6-12 Settori di rappresentazione "Finestra max" Sequenze operative per l'impostazione e la memorizzazione del settore di rappresentazione 1. Nella vista di simulazione è stato selezionato un settore. 6HWWRULGL UDSSUHVHWD ]LRQH )LQHVWUD PLQPD[ 2. Premere il softkey "Settori rappres.". 3. Premere "Finestra min/max" per ottenere una rappresentazione massima come nella schermata "Settori di rappresentazione "Finestra max". 4. Assegnare un nome al settore nel campo "Commento". 5. Confermare l'immissione con <Input>. 6DOYD VHWWRUH 6. Premere "Salva settore". Attivazione o cancellazione di un settore 6HWWRULGL UDSSUHVHWD ]LRQH È stato selezionato un settore di rappresentazione. Con i tasti cursore selezionare il settore che si desidera attivare o cancellare. $WWLYD VHWWRUH Premere "Attiva settore" o "Cancella settore". &DQFHOOD VHWWRUH Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 87 Funzionamento automatico 6.6 Arresto, interruzione del programma pezzo 6.6 Arresto, interruzione del programma pezzo Sequenza operativa Con <NC STOP> viene interrotta l'esecuzione del programma pezzo. L'elaborazione interrotta può essere proseguita con <NC START>. Con <RESET> è possibile interrompere il programma in corso. Premendo nuovamente <NC START> il programma interrotto viene riavviato e l'elaborazione riprende dall'inizio. 88 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento automatico 6.7 Riaccostamento dopo un'interruzione 6.7 Riaccostamento dopo un'interruzione Dopo l'interruzione del programma (RESET) è possibile allontanare l'utensile dal profilo in funzionamento manuale (JOG). Sequenza operativa Selezionare il modo operativo <AUTOMATICO>. 5LFHUFD EORFFR Aprire la finestra di ricerca per il caricamento del punto di interruzione. ,QWHUUX] Il punto d'interruzione viene caricato. 6X SURILOR La ricerca viene attivata dal punto d'interruzione. Il programma ritorna alla posizione iniziale del blocco interrotto. Proseguire l'elaborazione con <NC START>. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 89 Funzionamento automatico 6.8 Riaccostamento dopo un'interruzione 6.8 Riaccostamento dopo un'interruzione Dopo l'interruzione del programma (<NC STOP>) è possibile allontanare l'utensile dal profilo in funzionamento manuale (JOG). Il controllo numerico memorizza le coordinate del punto d'interruzione. Vengono visualizzate le differenze di percorso eseguite dagli assi. Sequenza operativa Selezionare il modo operativo <AUTOMATICO>. Proseguire l'elaborazione con <NC START>. CAUTELA Quando si riprende l'elaborazione del programma dal punto d'interruzione, muovono tutti gli assi contemporaneamente. Occorre accertarsi che il campo di movimento sia libero. 90 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento automatico 6.9 Esecuzione dall'esterno 6.9 Esecuzione dall'esterno Funzionalità Nel modo operativo <AUTOMATICO> > Settore operativo <PROGRAM MANAGER> per l'elaborazione dei programmi dall'esterno sono disponibili le seguenti interfacce: 6FKHGD &)FOLHQWH CompactFlash Card utente &ROOHJ5&6 collegamento RCS per l'elaborazione dall'esterno tramite rete (solo per SINUMERIK 802D sl pro) 'ULYH FRVWUXWW Drive del costruttore 'ULYH 86% FlashDrive USB Partendo dalla seguente pagina base del Program Manager: Figura 6-13 Pagina base "Program Manager" Il programma esterno selezionato viene copiato nel controllo numerico con il softkey verticale "Esecuz. da esterno" ed eseguito immediatamente con <NC START>. Durante l'esecuzione il programma viene caricato automaticamente nella memoria intermedia. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 91 Funzionamento automatico 6.9 Esecuzione dall'esterno Sequenza operativa per l'esecuzione da scheda CompactFlash utente o FlashDrive USB Presupposto: il controllo numerico si trova in condizione di "Reset". Selezionare il tasto del modo operativo <AUTOMATICO>. Premere il tasto <PROGRAM MANAGER> sulla pulsantiera macchina. 6FKHGD &)FOLHQWH 'ULYH 86% Premere "Scheda CF cliente" o "Drive USB". Vengono visualizzate le directory della scheda CompactFlash utente/FlashDrive USB. Posizionare la barra del cursore sul programma prescelto. (ODERU HVWHUQD Premere "Esecuz. da esterno". Il programma viene trasferito nella memoria intermedia e selezionato e visualizzato automaticamente nella scelta dei programmi. Premere il tasto <NC START>. Inizia la lavorazione. Il programma viene caricato progressivamente. Alla fine del programma o con <RESET> il programma viene rimosso automaticamente dal controllo numerico. Nota Nella "Elaborazione dall'esterno" non è possibile la ricerca blocco. Premesse per l'elaborazione dall'esterno tramite rete. ● È presente una connessione Ethernet tra controllo numerico e PG/PC esterno. ● Sul PG/PC è installato il tool RCS. Sugli apparecchi sono necessarie le seguenti condizioni: 1. Controllo numerico: (vedere "Gestione utente") – Creare un'autorizzazione per l'utilizzo della rete nel seguente dialogo: settore operativo <SYSTEM> > "Visualizzazione di service" > "Service controllo" > "Service rete" > "Autorizzazione" > "Creare" 2. Controllo numerico: (vedere "Gestione utente - RCS log in") – Registrarsi per la connessione RCS con il seguente dialogo: settore operativo <SYSTEM> > softkey verticale "Registrazione RCS" > "Registrazione" 3. PG/PC: – Avviare il tool RCS. 92 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento automatico 6.9 Esecuzione dall'esterno 4. PG/PC: – Condividere il drive/la directory per il funzionamento in rete. 5. PG/PC: – Creare una connessione Ethernet verso il controllo numerico. 6. Controllo numerico: (vedere "Collegare e scollegare drive di rete") – Collegarsi con la directory condivisa sul PG/PC tramite il seguente dialogo: settore operativo <SYSTEM> > "Visualiz. Service" > "Service controllo" > "Service rete" > > "Collegamento" > "Rete RCS" (selezionare un drive libero del controllo numerico > immettere il nome del server e la directory condivisa del PG/PC, ad es.: "\\123.456.789.0\Programma esterno") Procedimento per l'elaborazione dall'esterno tramite rete. Selezionare il tasto del modo operativo <AUTOMATICO>. Premere il tasto <PROGRAM MANAGER> sulla pulsantiera macchina. &ROOHJ5&6 Premere "Colleg. RCS". Vengono visualizzate le directory del PG/PC. Posizionare la barra del cursore sul programma prescelto. (ODERU HVWHUQD Premere "Esecuz. da esterno". Il programma viene trasferito nella memoria intermedia e selezionato e visualizzato automaticamente nella scelta dei programmi. Premere il tasto <NC START>. Inizia la lavorazione. Il programma viene caricato progressivamente. Alla fine del programma o con <RESET> il programma viene rimosso automaticamente dal controllo numerico. Nota Il programma può essere soltanto elaborato; sul controllo numerico non è possibile la correzione del programma. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 93 Funzionamento automatico 6.9 Esecuzione dall'esterno 94 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 7 Programmazione del programma pezzo 7.1 Sommario programmazione pezzo Struttura menu 6ROR6,180(5,.'VOSUR 'LUHFWRU\ 1& (ODERUD]LRQH 6FKHGD &)FOLHQWH (ODERUD]LRQH GDOO HVWHUQR 1XRYR 1XRYD GLUHFWRU\ $SULUH $SULUH 6HOH]LRQD WXWWR 6HOH]LRQD WXWWR &ROOHJDP 5&6 56 (ODERUD]LRQH GDOO HVWHUQR 1XRYD GLUHFWRU\ $SULUH 6HOH]LRQD WXWWR ,QYLR 5LFH]LRQH 'ULYH FRVWUXWW 'ULYH86% (ODERUD]LRQH GDOO HVWHUQR (ODERUD]LRQH GDOO HVWHUQR 1XRYD GLUHFWRU\ 1XRYD GLUHFWRU\ $SULUH $SULUH 6HOH]LRQD WXWWR 6HOH]LRQD WXWWR &RSLD &RSLDUH &RSLDUH &RSLDUH &RSLDUH ,QVHULUH ,QVHULUH ,QVHULUH ,QVHULUH ,QVHULUH &DQFHOODUH &DQFHOODUH &DQFHOODUH &DQFHOODUH &DQFHOODUH $YDQWL Figura 7-1 $YDQWL $YDQWL 3URWRFROOR HUURUL $YDQWL $YDQWL $YDQWL Struttura menu Program Manager Funzionalità Il settore operativo PROGRAM MANAGER permette la gestione dei programmi pezzo nel controllo numerico. In questo settore si possono creare nuovi programmi, aprirli per l'elaborazione, selezionarli per l'esecuzione, copiarli e inserirli. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 95 Programmazione del programma pezzo 7.1 Sommario programmazione pezzo Sequenza operativa Il tasto <PROGRAM MANAGER> apre la directory dei programmi. Figura 7-2 Pagina base "Program Manager" Con i tasti cursore si può navigare all'interno della directory dei programmi. Per trovare rapidamente un programma si devono immettere le lettere iniziali del nome del programma. Il controllo numerico posiziona automaticamente il cursore sul programma nel quale si riscontra una corrispondenza dei caratteri. Softkey 'LUHFWRU\1& (ODERUD]LRQH La funzione visualizza le directory del controllo numerico. Questa funzione seleziona il programma evidenziato tramite il cursore per la sua esecuzione. Il controllo numerico commuta nella visualizzazione della posizione. Con il successivo <NC START> viene avviato questo programma. 1XRYR Con "Nuovo" si può creare un nuovo programma. $SULUH Il file evidenziato dal cursore viene aperto per la sua elaborazione. 6HOH]LRQDUH WXWWR La funzione evidenzia tutti i file per le operazioni seguenti. La marcatura può essere cancellata premendo ripetutamente il softkey. 96 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione del programma pezzo 7.1 Sommario programmazione pezzo Nota Marcatura di singoli file: Posizionare il cursore sul relativo file e premere <Select>. La riga selezionata viene evidenziata con sfondo colorato. Premendo ripetutamente <Select> viene cancellata la marcatura. &RSLDUH La funzione inserisce uno o più file in una lista di file da copiare (detta memoria intermedia oppure clipboard). ,QVHULUH La funzione copia file o directory dalla clipboard nella directory attuale. &DQFHOODUH Il file evidenziato dal cursore viene cancellato previa conferma. Se vengono evidenziati più file, la funzione, previa conferma, cancella tutti i file selezionati. Con "OK" viene eseguito il comando di cancellazione, con "Interruzione" viene annullato. $YDQWL 5LGHQRPLQDUH Questo softkey consente di passare ad ulteriori funzioni. Viene visualizzata una finestra che consente di ridenominare un programma evidenziato con il cursore. Dopo aver introdotto il nuovo nome, confermarlo con "OK" oppure interrompere con "Interruzione". )LQHVWUD DQWHSULPD La funzione apre una finestra nella quale vengono visualizzate le prime sette righe di un file se il cursore viene mantenuto un determinato tempo sul nome del file stesso. 5LFHUFD Compare una finestra in cui inserire il nome del file che si desidera cercare. Dopo aver inserito il nome, confermarlo con "OK" oppure interrompere con "Interruzione". $ELOLWD]LRQL È possibile mantenere libera una directory selezionata per il funzionamento in rete. 3DUWL ILQHVWUD La funzione divide la finestra sull'HMI. Con il tasto <Tab> è possibile passare da una finestra all'altra. 3URSULHW¢ La funzione fornisce informazioni sulle proprietà della memoria della directory selezionata e del file selezionato. 3URWRFROOR HUURUL In un protocollo la funzione fornisce informazioni sulle funzioni eseguite (ad es. la copia di un file) e sulle funzioni eseguite in modo non corretto dal PROGRAM MANAGER. Il protocollo viene cancellato al riavvio del controllo numerico. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 97 Programmazione del programma pezzo 7.1 Sommario programmazione pezzo 6FKHGD &)FOLHQWH Vengono messe a disposizione le funzioni per l'emissione/immissione di file tramite la CompactFlash Card utente e la funzione di elaborazione all'esterno. Selezionando la funzione, vengono visualizzate le directory della CompactFlash Card utente. (ODERU HVWHUQD Questa funzione seleziona il programma evidenziato tramite il cursore per la sua esecuzione. Se viene selezionata la CF Card, il programma viene eseguito dall'NC come programma esterno. Questo programma non può contenere richiami di programmi pezzo non presenti nella directory dell'NC. &ROOHJ5&6 Questo softkey è necessario nell'ambito delle operazioni in rete. Per maggiori informazioni vedere il capitolo Funzionamento in rete (solo per SINUMERIK 802D sl pro). 56 Vengono attivate le funzioni per l'emissione/immissione di file tramite l'interfaccia RS232. ,QYLR La funzione invia file dalla clipboard ad un PC collegato tramite RS232. 5LFH]LRQH Caricamento di file tramite l'interfaccia RS232 L'impostazione dell'interfaccia viene dedotta dal settore operativo System. La trasmissione di programmi pezzo deve avvenire nel formato testo. 3URWRFROOR HUURUL Lista degli errori 'ULYH FRVWUXWW Vengono messe a disposizione le funzioni per l'emissione/immissione di file tramite il drive del costruttore e la funzione di elaborazione all'esterno. Selezionando la funzione vengono visualizzate le directory del drive del costruttore. 'ULYH 86% 98 Vengono messe a disposizione le funzioni per l'emissione/immissione di file tramite USBFlashDrive e la funzione di elaborazione all'esterno. Selezionando la funzione vengono visualizzate le directory della Flash Drive USB. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione del programma pezzo 7.2 Introduzione di un nuovo programma 7.2 Introduzione di un nuovo programma Sequenza operativa È stato selezionato il settore operativo PROGRAM MANAGER. 'LUHFWRU\1& 1XRYR Con il softkey "Directory NC" selezionare il luogo di archiviazione del nuovo programma. Premere "Nuovo". È possibile scegliere tra le seguenti possibilità: Figura 7-3 1XRYD GLUHFWRU\ Nuovo programma Premendo il softkey "Nuova directory" appare una finestra di dialogo per la creazione di una nuova cartella. Immettere un nome e confermare con "OK". 1XRYR ILOH Premendo il softkey "Nuovo file" appare una finestra di dialogo per la creazione di un nuovo file programma. Immettere il nome del nuovo programma principale o sottoprogramma. L'estensione .MPF valida per i programmi principali viene inserita automaticamente. L'estensione .SPF relativa ai sottoprogrammi deve essere introdotta con il nome del programma. Confermare l'immissione con "OK". Il nuovo file di programma pezzo viene generato e si apre automaticamente la finestra dell'editor. ; ,QWHUUX]LRQH Con "Interr." si può interrompere la creazione del programma. La finestra viene chiusa. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 99 Programmazione del programma pezzo 7.3 Modifica del programma pezzo 7.3 Modifica del programma pezzo Funzionalità Un programma pezzo può essere editato solo se questo non è in esecuzione. Tutte le modifiche sono immediatamente memorizzate nel programme pezzo. Figura 7-4 Pagina base Editor di programma Struttura di menu &LFOL UHWWLILFD /DYRUD]LRQH (ODERUD ]LRQH 930XWHQVLOH 0DUFDUH EORFFR $OWH]]D VLFXUH]]D &RSLDUH EORFFR 3RV=FRQ PROD ,QVHULUH EORFFR 'LDPDQWDWXUD &DQFHOODUH EORFFR 5LFRQYHU VLRQH 5HWWLILFD 7URYD 1XPH UD]LRQH 9HGHUHLOFDSLWROR&LFOL Figura 7-5 100 Struttura del menu Programma Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione del programma pezzo 7.3 Modifica del programma pezzo Sequenza operativa Scegliere il programma da editare nel settore operativo PROGRAM MANAGER. $SULUH Premere il softkey "Aprire". Si apre il programma selezionato. Softkey (ODER UD]LRQH Elaborazione file (ODERU HVWHUQD Il file selezionato viene eseguito. 0DUFDUH EORFFR Questa funzione evidenzia una sezione di testo fino alla posizione attuale del cursore (alternativa: <CTRL+B>) &RSLDUH EORFFR Questa funzione copia un testo evidenziato nella memoria intermedia. (Alternativa: <CTRL+C>) ,QVHULUH EORFFR Questa funzione permette di inserire nel punto in cui è posizionato attualmente il cursore un testo memorizzato nella memoria intermedia. (Alternativa: <CTRL+V>) &DQFHOODUH EORFFR Questa funzione cancella un testo evidenziato. (Alternativa: <XTRL+X>) 5LFHUFD Con il softkey "Ricerca" si può cercare una stringa di caratteri nel file di programma visualizzato. Digitare il dato da cercare nella riga di immissione e attivare la ricerca con il softkey "OK". Con "Interruzione" si chiude la finestra di dialogo senza attivare la procedura di ricerca. 1XPHUDUH Questa funzione sostituisce i numeri di blocco partendo dalla posizione attuale del cursore fino alla fine del programma. &LFOLGL UHWWLILFD Vedere il capitolo "Cicli" (Pagina 158) 5HWUR FRPSLO Per la riconversione il cursore deve trovarsi nella riga di richiamo del ciclo di programma. La funzione decodifica il nome del ciclo e prepara la maschera con i relativi parametri. Se i parametri si trovano fuori del campo di validità, la funzione inserisce automaticamente i valori standard. Dopo la chiusura della maschera il blocco parametri originario viene sostituito da quello corretto. Nota Si possono riconvertire solo blocchi generati automaticamente. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 101 Programmazione del programma pezzo 7.3 Modifica del programma pezzo 102 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 8 Sistema 8.1 Settore operativo SISTEMA Funzionalità Il settore operativo SISTEMA contiene tutte le funzioni necessarie per la parametrizzazione e l'analisi dell'NCK, del PLC e dell'azionamento. In base alla funzione selezionata la barra dei softkey orizzontale e verticale si modifica. Nella seguente struttura di menu sono rappresentate solo le funzioni della barra orizzontale. Struttura di menu 3/& )LOH GL0,6 &ROOHJ 67(3 ' 'DWL 0,6 'DWL PDFFKLQD 9LVXDOL]] 6HUYLFH 1& '0 JHQHULFL 6HUYLFH DVVL 3/& '0 DVVH 6WDWR 6HUYLFH D]LRQDPHQWL 3/& 6FKHGD &)FOLHQWH +0, '0 FDQDOH 6HUYLFH EXVHVW /LVWD VWDWR &ROOHJ 5&6 3URJUDPPD 3/& 56 '0D]LRD 6HUYLFH &RQWUROORUH QDPHQWR 3DQRUDPLFD /LVWD SURJUDPPL 6HUYLFH '0 YLVXDOL]] 6HUYR WUDFH 'ULYH 86% 6HUYR WUDFH 9HUVLRQ Figura 8-1 'ULYH FRVWUXWW $UFKLYLR FRVWU (ODEW[W DOODUPH3/& Struttura di menu Sistema Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 103 Sistema 8.1 Settore operativo SISTEMA Sequenza operativa 6<67(0 $/$50 Con la tastiera CNC completa si commuta nel settore operativo <SHIFT> e <SYSTEM> e viene visualizzata la pagina base. Figura 8-2 Pagina base settore operativo System Softkey Di seguito vengono descritti i softkey verticali della pagina base. ,PSRVWDUH SFKLDYH "Impostazione password" Nel controllo numerico si distinguono tre livelli di password che corrispondono agli accessi autorizzati: ● Password di sistema ● Password per il costruttore ● Password per utente In base al livello d'accesso è possibile modificare determinati dati. Se non si conosce la password, l'accesso non è consentito. Nota Vedere anche SINUMERIK 802D sl "Liste". 104 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.1 Settore operativo SISTEMA Figura 8-3 Immissione password Dopo aver premuto il softkey "Conferma" la password è impostata. Con "Interruzione" si ritorna senza alcuna azione alla pagina base. 0RGLILF SFKLDYH "Modifica della password" Figura 8-4 Modifica della password Nella barra dei softkey vengono proposte varie alternative per il cambio della password in base ai diritti d'accesso. Selezionare il livello di password con l'aiuto dei softkey. Immettere la nuova password e terminare l'immissione con "Conferma". Per controllo si richiede di introdurre nuovamente la password. "Conferma" conclude la modifica della password. Con "Interruzione" si ritorna senza alcuna azione alla pagina base. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 105 Sistema 8.1 Settore operativo SISTEMA &DQFHOO SFKLDYH Reset dei diritti d'accesso 5&6 UHJLVWUD]LRQH Login utente in rete &KDQJH ODQJXDJH Con "Change Language" si può scegliere la lingua della superficie operativa. Figura 8-5 Lingua della superficie operativa Scegliere la lingua con i tasti cursore e confermarla con "OK". Nota Quando si seleziona una nuova lingua, viene eseguito un riavvio automatico dell'HMI. 6HUYLFH ODQJXDJH Con "Service Language" viene sempre selezionata la lingua della superficie "English". Premere nuovamente il softkey "Service language" per ripristinare l'ultima lingua attiva (ad es. "Simpl. Chinese"). Nota Un "*" identifica le lingue utilizzate. 106 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.1 Settore operativo SISTEMA 6DOYDUH GDWL "Salvataggio dei dati" La funzione salva il contenuto della memoria volatile in un area di memoria non volatile. Presupposto: non ci deve essere alcun programma in esecuzione. Durante il salvataggio dei dati non deve essere eseguita alcuna manovra operativa! Vengono salvati i dati dell'NC e del PLC. Non vengono salvati i dati dell'azionamento. Nota I dati salvati possono essere richiamati con la seguente manovra operativa: • Premere il tasto <SELECT> in fase di avvio del controllo numerico. • Selezionare "Reload saved user data" nel menu di configurazione. • Premere il tasto <Input> Nota I dati memorizzati possono essere richiamati selezionando il settore operativo <SYSTEM> > "MIS" > "Avviamento con dati in memoria"! Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 107 Sistema 8.2 SYSTEM - Softkey "MIS" 8.2 SYSTEM - Softkey "MIS" 0,6 Messa in servizio 1& Scelta della modalità di avvio dell'NC. Con il cursore selezionare la modalità desiderata. ● Avviamento normale Il sistema viene riavviato ● Avviamento con dati di default I dati macchina di visualizzazione vengono ripristinati ai valori predefiniti (ripristina le condizioni base di fornitura) ● Avviamento con dati in memoria Riavvio con gli ultimi dati memorizzati (vedere Salvataggio dei dati) 3/& Il PLC può essere avviato in questi modi: ● Riavvio ● Cancellazione totale È possibile inoltre combinare l'avvio con il successivo Debug-Mode. +0, Scelta della modalità di avviamento dell'HMI. Con il cursore selezionare la modalità desiderata. ● Avviamento normale Il sistema viene riavviato ● Avviamento con dati di default Nuovo avvio con valori predefiniti (ripristina le condizioni base di fornitura) 2. Con "OK" si esegue un RESET del controllo numerico con successivo riavvio nel modo selezionato. Con <RECALL> si ritorna senza alcuna azione alla pagina base. 108 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.3 SYSTEM - Softkey "Dati macchina" 8.3 SYSTEM - Softkey "Dati macchina" Riferimento alla bibliografia I dati macchina sono descritti nei seguenti documenti del produttore: SINUMERIK 802D sl Libretto di descrizione parametri SINUMERIK 802D sl Manuale di guida alle funzioni tornitura, fresatura, roditura Dati macchina 'DWL PDFFKLQD La modifica dei dati macchina influisce in modo determinante sulla macchina stessa. Figura 8-6 Struttura di una riga di dati macchina Tabella 8- 1 Legenda Nr. Significato 1 Numero MD 2 Nome 3 Valore 4 Unità 5 Efficacia so efficace immediatamente cf con conferma re Reset po Power on CAUTELA Una parametrizzazione errata può danneggiare irrimediabilmente la macchina! I dati macchina sono suddivisi nei seguenti gruppi. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 109 Sistema 8.3 SYSTEM - Softkey "Dati macchina" Dati macchina generici '0 JHQHULFL Aprire la finestra "Dati macchina generici". Con i tasti "Sfoglia" è possibile scorrere una pagina avanti o indietro. Figura 8-7 5HVHW1&. SR 5LFHUFD Dati macchina generici Attiva un riavvio a caldo sul controllo numerico. "Ricerca" Introdurre il numero o il nome (o una parte del nome) del dato macchina desiderato e premere "OK". Il cursore si posiziona sul dato richiesto. 3URVHJ ULFHUFD 110 La funzione continua la ricerca del dato. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.3 SYSTEM - Softkey "Dati macchina" 6HOH]LRQH JUXSSL La funzione offre la possibilità di selezionare vari filtri di visualizzazione per il gruppo di dati macchina attivo. Sono disponibili ulteriori softkey: ● "Expert": la funzione seleziona tutti i gruppi di dati nel modo "Esperti" per la visualizzazione. ● "Filtro attivo": la funzione attiva i gruppi di dati selezionati. Quando si abbandona la finestra nella pagina dei dati macchina sono visibili solo i dati selezionati. ● "Selezion. tutti": la funzione seleziona tutti i gruppi di dati per la visualizzazione. ● "Deselezion. tutti": questa funzione annulla la selezione di tutti i gruppi di dati. Figura 8-8 Filtro di visualizzazione Dati macchina specifici per asse '0 DVVH Aprire la finestra "Dati macchina specifici per asse". Nella barra dei softkey si aggiungono i softkey "Asse +" e "Asse -". Figura 8-9 Dati macchina specifici per asse Si visualizzano i dati dell'asse 1. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 111 Sistema 8.3 SYSTEM - Softkey "Dati macchina" $VVH Con "Asse +" opp. "Asse -" si commuta nel settore dei dati macchina dell'asse successivo o precedente. $JJLRUQD I contenuti dei dati macchina vengono aggiornati. Dati macchina specifici per canale '0 FDQDOH Aprire la finestra "Dati macchina specifici per canale". Con i tasti Sfoglia è possibile scorrere una pagina avanti o indietro. Figura 8-10 112 Dati macchina specifici per canale Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.3 SYSTEM - Softkey "Dati macchina" SINAMICS Dati macchina azionamento '0 D]LRQDPHQWR Aprire la finestra di dialogo Dati macchina azionamento. La prima finestra di dialogo visualizza la configurazione attuale così come gli stati dell'unità di comando, di alimentazione e di azionamento. Figura 8-11 9LVXDOL]]D]LRQH SDUDPHWUL Per elencare i parametri, posizionare il cursore sull'unità desiderata e premere "Visualizzare parametri". La descrizione dei parametri è contenuta nella documentazione degli azionamenti SINAMICS. Figura 8-12 2JJHWWR D]LRQDP Dati macchina azionamento Elenco parametri Passaggio ai relativi oggetti di azionamento. 2JJHWWR D]LRQDP Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 113 Sistema 8.3 SYSTEM - Softkey "Dati macchina" 9DORUH KH[ELQ Nella riga delle avvertenze viene visualizzato il valore selezionato in formato esadecimale e binario. 5LFHUFD Le funzioni ricercano il termine di ricerca immesso nella lista dei parametri. 3URVHJ ULFHUFD Visualizzazione dati macchina '0 YLVXDOL]]D]LRQH Aprire la finestra "Visualizzazione dati macchina". Con i tasti Sfoglia è possibile scorrere una pagina avanti o indietro. Figura 8-13 0RGLILFD FRORUL Visualizzazione dati macchina Con l'ausilio delle funzioni "Colore Softkey" e "Colore finestra" si possono eseguire impostazioni dei colori specifiche per l'utente. Il colore visualizzato si compone delle componenti rosso, verde e blu. La finestra "Modifica colore" visualizza nei campi d'immissione i valori attualmente impostati. Modificando questi valori si può creare il colore desiderato. Inoltre è possibile modificare la luminosità. Dopo l'impostazione viene visualizzato temporaneamente il nuovo rapporto di miscelazione. La commutazione tra i campi d'immissione avviene con i tasti cursore. Con "OK" vengono confermate le impostazioni effettuate e chiuso il dialogo. "Interruzione" chiude la finestra di dialogo senza confermare i valori modificati. 114 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.3 SYSTEM - Softkey "Dati macchina" &RORUH VRIWNH\ Questa funzione consente la modifica dei colori dei settori delle avvertenze e dei softkey. Figura 8-14 &RORUH ILQHVWUD Elaborazione dei colori dei softkey Questa funzione consente la modifica dei colori dei bordi delle finestre di dialogo. La funzione softkey "Finestra attiva" abbina l'impostazione alla finestra attiva e la funzione "Finestra inattiva" alla finestra non attiva. Figura 8-15 Elaborazione del colore del bordo Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 115 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" 8.4 9LVXDOL]] 6HUYLFH SYSTEM - Softkey "Visualizzazione di service" Viene visualizzata la finestra "Visualizzazione di service". La figura seguente mostra la pagina base per la funzione "Service controllo numerico". Figura 8-16 6HUYLFH DVVL Pagina base Service controllo numerico Nella finestra vengono visualizzate informazioni sull'azionamento assi. Vengono inoltre visualizzati i softkey "Asse +" opp. "Asse -". Con essi si possono visualizzare i valori per l'asse successivo o precedente. 6HUYLFH D]LRQDPHQWL La finestra contiene informazioni sull'azionamento digitale 6HUYLFH EXVHVW La finestra contiene informazioni relative alle impostazioni sul bus esterno. 6HUYLFH &RQWUROORUH La funzione softkey attiva la finestra per le funzioni seguenti: ● "Service rete" (vedere il capitolo "Funzionamento in rete") ● "Registratore di eventi" (vedere il capitolo "Registratore di eventi") ● "Service Firewall" (vedere il capitolo "Funzionamento in rete") ● "Collegam. diretto" (vedere il capitolo "Funzionamento in rete") ● "Servizio MSG" (vedere il capitolo "Servizio MSG") 3DQRUDPLFD 6HUYLFH La finestra contiene informazioni su: ● assegnazione asse macchina <=> asse canale <=> numero azionamento ● stato di abilitazione di NC e azionamento ● stato dell'azionamento per quanto riguarda disponibilità, anomalie e avvisi 6HUYR WUDFH 116 In questa finestra è disponibile una funzione di oscilloscopio per l'ottimizzazione degli azionamenti (vedere il capitolo "Servo trace"). Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" 9HUVLRQH La finestra contiene i numeri di versione e la data di creazione dei singoli componenti NC. Da questa finestra possono essere selezionate le seguenti funzioni (vedere anche il capitolo "Versioni"): ● "Dettagli HMI" ● "Chiave licenza" ● "Opzioni" ● "Salvare come" Le versioni visualizzate possono essere memorizzate in un file di testo Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 117 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" 8.4.1 5HJLVWUDWRUH GLHYHQWL Registr. eventi La funzione "Registratore di eventi" è prevista per scopi di service. Il contenuto del file registratore di eventi può essere visualizzato solo attraverso il codice sistema sull'HMI. Figura 8-17 6DOYD LQ Registratore di eventi Indipendentemente dal codice sistema è tuttavia possibile esportare il file attraverso il softkey "Salva come..." tra l'altro su una scheda CompactFlash (scheda CF) o su FlashDrive USB. In caso di domande rivolgersi alla hotline (per i dettagli sull'accessibilità vedere nella "Premessa" la sezione "Technical Support"). 118 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" 8.4.2 Servo trace 6HUYR WUDFH Per ottimizzare l'azionamento è disponibile una funzione oscilloscopio che permette di rappresentare graficamente i seguenti elementi: ● il valore di riferimento della velocità ● lo scostamento dal profilo ● l'errore d'inseguimento ● il valore reale di posizione ● il valore di riferimento della posizione ● l'arresto preciso grossolano/fine Il tipo di registrazione può essere combinato con diversi criteri che consentono una sincronizzazione con stati interni del controllo numerico. L'impostazione si deve eseguire con la funzione "Selezione segnale". Per analizzare i risultati sono disponibili le seguenti funzioni: ● modifica della rappresentazione in scala dell'ascissa e dell'ordinata, ● misura di un valore con il supporto del marker orizzontale o verticale, ● misura dei valori dell'ascissa e dell'ordinata come differenza tra due posizioni dei marker, ● memorizzazione come file nella directory dei programmi pezzo. In conclusione è possibile emettere i file con RCS802 oppure CF Card ed elaborare i dati con MS Excel. Figura 8-18 Pagina base Servo trace La riga d'intestazione del diagramma contiene l'attuale suddivisione dell'ascissa e il valore di differenza del marker. Con i tasti cursore il diagramma può essere spostato per essere visualizzato nell'area disponibile dello schermo. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 119 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" 1 Tempo misurato in 2 Tempo della posizione del marker 3 Differenza temporale tra marker 1 e posizione attuale del marker Figura 8-19 6HOH] VHJQDO Significato dei campi Questo menu serve per parametrizzare il canale di misura. Figura 8-20 Selezione segnale ● Selezione dell'asse: la selezione dell'asse avviene nel campo toggle "Asse". ● "Tipo di segnale": Errore di inseguimento Differenza di regolazione Deviazione dal profilo Valore reale di posizione Valore reale di velocità Valore riferimento di velocità Valore di compensazione Blocco di parametri Riferimento di posizione all'ingresso del regolatore Riferimento di velocità all'ingresso del regolatore Riferimento di accelerazione all'ingresso del regolatore Valore precomando di velocità Segnale arresto preciso fine Segnale arresto preciso grossolano ● "Stato": On: la registrazione avviene in questo canale Off: il canale non è attivo 120 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" Nella parte inferiore della pagina si possono impostare i parametri Tempo di misura e Tipo di trigger per il canale 1. Tutti gli altri canali assumono questa impostazione. ● Definizione del tempo di misura: il tempo di misura viene impostato in ms direttamente nel campo d'immissione relativo alla durata della misura (max. 6133 ms). ● Selezione delle condizioni di trigger: posizionare il cursore sul campo Condizioni di trigger e con il tasto toggle selezionare la condizione: – senza trigger, ovvero la misura inizia direttamente dopo aver attivato il softkey Start – fronte di salita – fronte di discesa – arresto preciso fine raggiunto – arresto preciso grossolano raggiunto 0DUFD9RII Con i softkey "Marker-V on" / "Marker-V off" si attivano o disattivano le linee ausiliarie verticali. Con la funzione "Selezione segnale" si stabilisce quale segnale deve essere rappresentato sull'asse verticale. 0DUFD7RII Con i softkey "Marker-T on" / "Marker-T off" si attivano o disattivano le linee ausiliarie orizzontali dell'asse temporale. $UUHVW PDUFD9 Con il supporto dei marker si possono calcolare le differenze in direzione orizzontale o verticale. A questo scopo occorre posizionare il marker sul punto iniziale e premere il softkey "Blocco Marker V" oppure "Blocco Marker T". Nella riga di stato si visualizza la differenza tra il punto iniziale e la posizione attuale del marker. La dicitura dei softkey si modifica in "Marker V - libero" o "Marker T - libero". 9LVXDOL] 7UDFH Questa funzione apre un ulteriore livello di menu che contiene softkey per visualizzare/nascondere i diagrammi. Se un softkey presenta uno sfondo nero, si attiva la visualizzazione del diagramma per il canale trace selezionato. 6FDOD WHPSL Con il supporto di questa funzione è possibile aumentare o ridurre la base tempi. 6FDOD YHUWLFDOH Con il supporto di questa funzione è possibile aumentare o ridurre il tipo di risoluzione (ampiezza). Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 121 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" ,QFU PDUNHU Con il supporto di questa funzione si possono definire gli incrementi dei marker. Figura 8-21 Incrementi dei marker Lo spostamento dei marker avviene con i tasti cursore in base all'ampiezza di un incremento. Con il supporto del campo d'immissione si possono impostare ampiezze d'incremento maggiori. Il valore indica di quante unità del reticolo deve essere spostato il marker per ogni "SHIFT" + movimento del cursore. Quando il marker ha raggiunto il margine del diagramma viene automaticamente visualizzato il reticolo successivo in direzione orizzontale o verticale. )LOH La funzione serve per il salvataggio o il caricamento dei dati di trace. Figura 8-22 Dati di trace Nel campo relativo al nome del file viene inserito il nome desiderato del file senza estensione. Con "Salvare" i dati vengono salvati nella directory dei programmi con il nome indicato. Successivamente è possibile emettere il file ed elaborare i dati con MS Excel. Con "Caricare" il file indicato viene caricato ed i dati vengono visualizzati in modo grafico. 122 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" 8.4.3 Versione/Dettagli HMI 9HUVLRQH La finestra contiene i numeri di versione e la data di creazione dei singoli componenti NC. Figura 8-23 Versione Nota I dati delle versioni visualizzati sono esemplificativi. 6DOYD LQ Salva il contenuto della finestra "Versione" in un file di testo. La destinazione (ad es. "Scheda CF cliente") è selezionabile. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 123 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" +0, 'HWWDJOL L'area del menu "HMI details" è destinata al service ed è accessibile tramite password utente. Sono elencati tutti i programmi del componente operativo con i relativi numeri di versione. Se vengono caricati successivamente dei componenti software, è possibile che i numeri di versione possano essere differenti. Figura 8-24 'HWWDJOL 5HJLVWU\ La funzione "Registry Details" elenca l'assegnazione degli hardkey (tasti del settore operativo POSITION (macchina) OFFSET PARAM (parametro), PROGRAMM (programma), PROGRAM MANAGER (progman), ...) al programma da attivare. La tabella seguente riporta il significato delle singole colonne. Figura 8-25 124 Area di menu HMI-Version Registry Details Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" Nota Dopo l'avviamento del sistema il controllo numerico avvia automaticamente il settore operativo <POSITION>. Se si desidera impostare un altro comportamento in avvio, con la funzione "Modifica settore avvio" si può definire un altro programma di avviamento. Il settore operativo di avvio viene visualizzato al di sopra della tabella nella finestra "Registry Details". 'HWWDJOL IRQW La funzione "Font Details" elenca i dati dei set di caratteri caricati. Figura 8-26 &KLDYHGL OLFHQ]D Font Details Immissione della chiave di licenza. Figura 8-27 Chiave di licenza Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 125 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" Riferimento alla bibliografia SINUMERIK 802D sl Istruzioni operative per tornitura, fresatura, rettifica, roditura; Licenza in SINUMERIK 802D sl 2S]LRQL Impostazione delle opzioni in licenza. Figura 8-28 Opzioni Riferimento alla bibliografia SINUMERIK 802D sl Istruzioni operative per tornitura, fresatura, rettifica, roditura; licenza in SINUMERIK 802D sl 5HVHW1&. SR 126 Attiva un riavvio a caldo sul controllo numerico. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" 8.4.4 Service MSG 6HUYLFH 06* La funzione "Service MSG" consente di emettere testi di segnalazione/messaggi nei seguenti modi: ● Emissione tramite l'interfaccia RS232 (V24) sotto forma di flusso di dati senza protocollo ● Emissione in un file I testi di segnalazione/messaggi comprendono: ● Allarmi ● Testi di comandi MSG I testi di segnalazione/messaggi vengono programmati nel programma pezzo mediante una sintassi predefinita. La tabella seguente descrive la sintassi: Tabella 8- 2 Sintassi dei testi di segnalazione/messaggi Emissione Sintassi ("<interfaccia>: testo del messaggio") tramite l'interfaccia RS232 (V24) MSG ("V24: testo del messaggio") in un file MSG ("file: testo del messaggio") Riga di allarme sull'HMI MSG ("testo di allarme") L'emissione del testo MSG viene definita sia dal comando MSG, sia tramite la parametrizzazione dell'interfaccia di emissione. Nell'emissione dell'allarme occorre tenere conto solo dell'interfaccia di emissione. Se viene visualizzata la riga di avvertenza "Errore di elaborazione relativo a istruzione MSG", è possibile analizzare il protocollo di errore selezionando nel settore operativo <SYSTEM> > "Visualiz. service" > "Service controllo" > "Service MSG" > "Protocollo di errore". Figura 8-29 Finestra di dialogo Service MSG Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 127 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" Impostazioni per l'emissione tramite interfaccia RS232 ,PSRVWD] 56 Impostazione dell'interfaccia di emissione RS232. Figura 8-30 Finestra di dialogo Impostazioni interfaccia RS232 La casella di controllo "Invio tramite RS232" consente di attivare o disattivare l'invio di messaggi tramite questa interfaccia. Quando l'interfaccia è disattivata, i messaggi in arrivo vengono ignorati! Nota Nel trasferimento di un file tramite un'interfaccia seriale (RS232) prestare attenzione al carattere di fine trasmissione per la comunicazione RS232 (analogamente all'impostazione della comunicazione RS232 sull'HMI). Inoltre in caso di trasmissione tramite RS232 è possibile definire gli eventi per i quali devono essere inviati dei messaggi: ● Messaggi programmati da programma pezzo ● Comparsa di un allarme Premendo il softkey "OK" si salvano le impostazioni e si chiude la finestra di dialogo. Premendo "Interr." si chiude la finestra di dialogo senza salvare. 128 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" Per la trasmissione di messaggi tramite l'interfaccia RS232 vengono utilizzate le impostazioni di comunicazione del settore operativo <SYSTEM> > "File MIS" > "RS232" > "Impostazioni". Figura 8-31 Parametri dell'interfaccia RS232 Nota Se si utilizza il servizio MSG tramite RS232, l'interfaccia RS232 non deve essere utilizzata da un'altra applicazione. Ciò significa ad es. che non può essere attiva l'interfaccia RS232 del settore operativo <SYSTEM> "PLC" > "Coll. Step7". Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 129 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" Impostazioni per l'emissione in un file ,PSRVWD] ILOH Impostazioni del percorso di salvataggio del file. Figura 8-32 Finestra di dialogo Impostazioni file La casella di controllo "Invio al file" consente di attivare o disattivare l'invio di messaggi al file impostato. Se l'interfaccia è disattivata, non viene emesso alcun messaggio e compare la riga di avvertenza "Errore di elaborazione relativo a istruzione MSG". È possibile impostare un percorso, il nome file e le dimensioni max. del file. Nel campo di immissione "Percorso" si possono selezionare i drive D: (scheda CF cliente), F: (drive USB) e il drive collegato tramite RCS. Come dimensioni max. è possibile selezionare 10kByte, 100kByte e 1MByte. Al raggiungimento delle dimensioni max. il file viene descritto come buffer circolare, ovvero all'inizio vengono cancellate le righe richieste dal nuovo messaggio alla fine del file. Inoltre in caso di invio a un file è possibile definire gli eventi per i quali devono essere inviati dei messaggi: ● Messaggi programmati da programma pezzo ● Comparsa di un allarme Premendo il softkey "OK" si salvano le impostazioni e si chiude la finestra di dialogo. Premendo "Interr." si chiude la finestra di dialogo senza salvare. 130 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" Protocollo di errore 3URWRFROOR HUURUL Visualizzazione del protocollo di errore. Figura 8-33 Finestra di dialogo Protocollo di errore Nel protocollo di errore vengono memorizzati tutti i messaggi con le relative informazioni di errore nella cui elaborazione si è verificato un errore. Il softkey "Resettare" permette di cancellare il protocollo di errore. Con "Indietro" si chiude la finestra di dialogo. Nota Se viene visualizzata la riga di avvertenza "Errore di elaborazione relativo a istruzione MSG", è possibile analizzare il protocollo di errore. Esempio di programmazione con l'istruzione "MSG" Nel SINUMERIK 802D sl i messaggi programmati nel programma NC compaiono per impostazione predefinita nella visualizzazione allarmi. Tabella 8- 3 Attivazione/cancellazione di messaggi N10 MSG ("Sgrossatura del profilo") ; Il testo "Sgrossatura del profilo" compare nella visualizzazione allarmi N20 X… Y… N … N… N90 MSG () Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 ; Cancellazione del messaggio dalla visualizzazione allarmi 131 Sistema 8.4 SYSTEM - Softkey "Visualizzazione di service" Tabella 8- 4 Il testo del messaggio contiene una variabile N10 R12=$AA_IW[X] ; Posizione attuale dell'asse X in R12 N20 MSG("posizione_asse_X"<<R12<<"controllo") ; Attivazione del messaggio N20 X… Y… N … N… N90 MSG () ; Cancellazione del messaggio dalla visualizzazione allarmi Per l'emissione di messaggi ad altre interfacce, al testo effettivo del messaggio viene anteposta un'ulteriore istruzione che descrive l'interfaccia di emissione di questo messaggio. Tabella 8- 5 Messaggi all'interfaccia di emissione RS232 N20 MSG ("V24:Sgrossatura del profilo") Tabella 8- 6 ; Il testo "Sgrossatura del profilo" viene inviato in formato ASCII tramite l'interfaccia RS232 Messaggi all'interfaccia di emissione file N20 MSG ("FILE:Sgrossatura del profilo") ; Il testo "Sgrossatura del profilo" viene inviato al file impostato Nota Se nel programma pezzo il testo dei messaggi si ripete, dopo ogni emissione è necessario immettere un'istruzione per un testo vuoto. Ad es.: ... MSG("<interfaccia>:modello di testo") MSG("<interfaccia>:") ... ... MSG("<interfaccia>:modello di testo") MSG("<interfaccia>:") ... ... MSG("<interfaccia>:modello di testo") MSG("<interfaccia>:") 132 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.5 SYSTEM - Softkey "PLC" 8.5 SYSTEM - Softkey "PLC" 3/& Questo softkey propone altre funzioni per la diagnostica e la messa in servizio del PLC. &ROOHJDP 67(3 Questo softkey apre la finestra di dialogo per la configurazione dei parametri d'interfaccia del collegamento STEP 7 tramite l'interfaccia RS232 del controllo numerico. Se l'interfaccia RS232 è già occupata dalla trasmissione dati, si può collegare il controllo numerico con il Programming-Tool PLC802 sul PG/PC solo dopo che è terminata la trasmissione. Attivando il collegamento avviene l'inizializzazione dell'interfaccia RS232. Figura 8-34 Impostazioni di comunicazione La velocità di trasmissione si imposta tramite il campo toggle. Si possono impostare i seguenti valori: 9600 / 19200 / 38400 / 57600 / 115200. Nota Dopo la creazione del collegamento, in basso a destra viene visualizzato il simbolo del collegamento stesso. L'impostazione della comunicazione non può più essere modificata. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 133 Sistema 8.5 SYSTEM - Softkey "PLC" Modem Se la trasmissione dei dati con l'interfaccia RS232 avviene tramite un Modem, sono disponibili le seguenti possibilità di inizializzazione: Figura 8-35 Inizializzazione del modem Le seguenti inizializzazioni sono possibili con i campi di Toggle: ● Baudrate 9600 / 19200 / 38400 / 57600 / 115200. ● Parità: "senza" con 10 bit "dispari" con 11 bit Inoltre tramite il softkey "Impostazioni modem" con connessione non attiva sono possibili le seguenti impostazioni: Figura 8-36 134 Impostazioni del modem Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.5 SYSTEM - Softkey "PLC" Tramite un campo di Toggle si possono selezionare i seguenti tipi di modem: ● Analog Modem ● ISDN Box ● Mobile Phone Nota La tipologia dei due partner di comunicazione deve corrispondere. Impostando più blocchi di comandi AT è sufficiente iniziare con un solo AT, tutti gli altri comandi possono essere semplicemente accodati, ad es. AT&FS0=1E1X0&W. La sintassi dei singoli comandi ed i relativi parametri devono essere ricavati dal manuale del costruttore in quanto gli stessi possono variare significativamente già tra dispositivi dello stesso costruttore. Nel controllo pertanto i valori standard sono un numero ridotto e sono comunque da controllare con esattezza prima del loro primo utilizzo. &ROOHJ DWWLYR Questa funzione attiva il collegamento tra il controllo numerico e il PC/PG. Si attende il richiamo del Programming Tools PLC802. In questa condizione non sono possibili modifiche delle impostazioni. Il testo del softkey cambia in "Colleg. inatt.". Premendo "Colleg. inatt." dal controllo numerico è possibile interrompere il trasferimento in un punto qualsiasi. Ora si possono eseguire di nuovo modifiche alle impostazioni. Lo stato attivo/non attivo resta impostato indipendentemente da Power on (tranne che nell'avviamento con i dati di default). Un collegamento attivo viene indicato con un simbolo nella barra di stato. Il menu si abbandona con "RECALL". Ulteriori funzioni 6WDWR 3/& Questa funzione consente di visualizzare e modificare le condizioni temporanee delle aree di memoria indicate nella tabella. Esiste la possibilità di visualizzare contemporaneamente 16 operandi. Tabella 8- 7 Aree di memoria Ingressi I Byte di ingresso (IBx), word di ingresso (Iwx), doppia word di ingresso (IDx) Uscite Q Byte di uscita (Qbx), word di uscita (Qwx), doppia word di uscita (QDx) Merker M Byte di merker (Mx), word di merker (Mw), doppia word di merker (MDx) Temporizzatori T Tempo (Tx) Contatore C Contatori (Zx) Dati V Byte di dati (Vbx), word di dati (Vwx), doppia word di dati (VDx) Formato B Binario H Esadecimale D Decimale Con le doppie parole non è possibile la rappresentazione binaria. I contatori e i temporizzatori hanno una rappresentazione decimale. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 135 Sistema 8.5 SYSTEM - Softkey "PLC" Figura 8-37 Visualizzazione dello stato PLC 2SHUDQGR L'indirizzo dell'operando indica di volta in volta il valore incrementato di 1. 2SHUDQGR L'indirizzo dell'operando indica di volta in volta il valore ridotto di 1. &DQFHOODUH Tutti gli operandi vengono cancellati. 0RGLILFDUH L’aggiornamento ciclico dei valori viene interrotto. Successivamente si possono modificare i valori degli operandi. 136 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.5 SYSTEM - Softkey "PLC" /LVWD VWDWR Con la funzione "Lista di stato" si possono visualizzare e modificare i segnali PLC. Vengono proposte tre liste: ● Ingressi (impostazione base) lista di sinistra ● Merker (impostazione base) lista centrale ● Uscite (impostazione base) lista di destra ● Variabile Figura 8-38 0RGLILFDUH Lista di stato PLC Questo tasto softkey consente di modificare il valore della variabile evidenziata. La modifica viene accettata premendo "Conferma". Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 137 Sistema 8.5 SYSTEM - Softkey "PLC" %ORFFR HGLWD]LRQH Alla colonna attiva è assegnato un nuovo campo. La maschera di dialogo propone i quattro campi per la selezione. Ad ogni colonna è possibile assegnare un indirizzo di start che deve essere inserito nel relativo campo d'immissione. Abbandonando la maschera di impostazione il controllo numerico memorizza queste impostazioni. Figura 8-39 Maschera di selezione del tipo di dati Per navigare all'interno e tra le colonne si utilizzano i tasti cursore e "Page up" / "Page Down" 3URJUDPPD 3/& Diagnostica PLC con la rappresentazione in schema a contatti (vedere il capitolo "Diagnostica PLC con rappresentazione in schema a contatti"). /LVWD SURJUDPPL Si possono selezionare ed eseguire programmi pezzo via PLC. Per questo il programma applicativo del PLC scrive un numero di programma nell'interfaccia PLC che successivamente, con l'aiuto di una lista di riferimento, viene convertito in un nome di programma. Si possono gestire al max. 255 programmi. Figura 8-40 138 Lista dei programmi PLC Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.5 SYSTEM - Softkey "PLC" Il dialogo elenca tutti i file della directory MPF e l'abbinamento nella lista di riferimento (PLCPROG.LST). Il tasto TAB consente di commutare tra le due colonne. Le funzioni dei softkey Copiare, Inserire e Cancellare sono disponibili in base al contesto. Se il cursore si trova sul lato sinistro, è disponibile solo la funzione Copiare. Sul lato destro, con le funzioni Inserire e Cancellare è possibile modificare la lista di riferimento. Riferimento alla bibliografia per segnali di interfaccia SINUMERIK 802D sl Manuale di guida alle funzioni ; Segnali di interfaccia vari (A2) SINUMERIK 802D sl Libretto di descrizione parametri &RSLDUH Copia il nome file selezionato nella memoria intermedia. ,QVHULUH Inserisce il nome file nella posizione attuale del cursore. &DQFHOODUH Cancella il nome file selezionato dalla lista di assegnazione. Struttura della lista di riferimento (file PLCPROG.LST) La lista è suddivisa in 3 parti: Numero Campo Livello di protezione 1 ... 100 Area utente Utente 101 ... 200 Costruttore della macchina Costruttore della macchina 201 ... 255 Siemens Siemens La notazione avviene riga per riga per ogni programma. Per ogni riga sono previste due colonne che devono essere separate l'una dall'altra con TAB, spazi o caratteri "l". Nella prima colonna deve essere indicato il numero di riferimento del PLC e nella seconda colonna il nome del file. Esempio: 1 | Albero.mpf 2 | Cono.mpf Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 139 Sistema 8.5 SYSTEM - Softkey "PLC" (ODEW[W DOODUPH3/& Questa funzione consente di inserire e modificare i testi di allarme utente del PLC. Selezionare con il cursore il numero di allarme desiderato. Nella riga d'immissione si visualizza contemporaneamente il testo attualmente valido. Figura 8-41 Elaborazione del testo di allarme PLC Inserire il nuovo testo nella riga d'immissione. Terminare l'immissione con il tasto "Input" e memorizzare con "Memorizzare". Per la notazione dei testi vedere le istruzioni operative. 140 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.6 SYSTEM - Softkey "File MIS" 8.6 SYSTEM - Softkey "File MIS" )LOHGL0,6 Il menu consente di creare, esportare o importare, copiare, cancellare, ecc. file generici, archivi di messa in servizio e progetti PLC. La finestra visualizza il contenuto del drive selezionato in una struttura ad albero. I softkey orizzontali elencano i drive disponibili per la selezione. I softkey verticali contengono le funzioni di controllo consentite per il drive. Assegnazioni impostate in modo fisso: ● Dati 802D: Dati di messa in servizio ● CF-Card utente: Dati utente su CF-Card ● Collegamento RCS: dati di un drive del PC/PG abilitato tramite il tool RCS (solo per SINUMERIK 802D sl pro) ● RS232: Interfaccia seriale ● Drive del costruttore: dati memorizzati dal costruttore ● Drive USB: dati cliente su FlashDrive USB ● Archivio costruttore: dati di messa in servizio archiviati su scheda System CompactFlash La gestione di tutti i dati avviene secondo il principio del "copia e incolla". Figura 8-42 File di MIS Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 141 Sistema 8.6 SYSTEM - Softkey "File MIS" 'DWL' I singoli gruppi di dati nel settore "Dati 802D" hanno il seguente significato: Nota La compensazione della flessione viene elencata SOLO se la relativa funzione è stata attivata. ● Dati (in formato testo) Questi sono dati di inizializzazione speciali e vengono trasportati come file ASCII. – Dati macchina – Dati di setting – Dati utensile – Parametri R – Spostamento origine – Compensazione errore passo vite – Compensazione della flessione – Dati utente globali ● Archivio di messa in servizio (azionamento/NC/PLC/HMI) Questi dati formano un file di messa in servizio per dati HMI e vengono trasportati in formato binario nell'archivio HMI. – Dati macchina azionamento – Dati NC – Directory NC – Dati macchina di visualizzazione – Compensazione errore passo vite – Compensazione della flessione – Progetto PLC – Dati HMI e applicazioni ● Progetto PLC (*.PTE) Grazie al supporto della gestione di un progetto PLC nel formato di esportazione del Programming Tool, è possibile uno scambio diretto tra controllo numerico e Programming Tool senza conversione. ● File per chiave di licenza 6FKHGD &)FOLHQWH 142 Importazione ed esportazione dei dati di una scheda CompactFlash (scheda CF). Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.6 SYSTEM - Softkey "File MIS" &ROOHJ5&6 Importazione ed esportazione dei dati tra la rete e un PG/PC. Sul PG/PC deve essere installato il tool RCS (solo per SINUMERIK 802D sl pro). Nota Il tool RCS dispone di un'esaustiva guida in linea. In questa guida sono descritte ulteriori procedure, come ad es. stabilire una connessione, gestire un progetto, ecc. 56 Importazione ed esportazione dei dati tramite l'interfaccia RS232. $YDQWL 3URWRFROOR HUURUL Nota Con la funzione softkey "Ulteriore..." si ha la possibilità tra l'altro di visualizzare il protocollo di trasmissione. A riguardo è disponibile la funzione "Protocollo di errore". ,PSRVWD] Visualizzazione e modifica dei parametri dell'interfaccia RS232. Le modifiche delle impostazioni sono attive immediatamente. La funzione softkey "Memorizzare" consente di conservare le impostazioni eseguite anche in seguito ad uno spegnimento. Il softkey "Impostazioni standard" riporta tutte le impostazioni a quelle di base. Figura 8-43 Parametri dell'interfaccia RS232 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 143 Sistema 8.6 SYSTEM - Softkey "File MIS" Parametri dell’interfaccia Tabella 8- 8 Parametri dell’interfaccia Parametri Descrizione Tipo di apparecchio RTS CTS Il segnale RTS ( Request to Send) gestisce la trasmissione del dispositivo di trasmissione dati. Il segnale CTS (Clear to Send) come segnale di conferma per RTS indica che l'unità è pronta per la trasmissione dei dati. Baudrate Impostazione della velocità dell'interfaccia. 300 Baud 600 Baud 1200 Baud 2400 Baud 4800 Baud 9600 Baud 19200 Baud 38400 Baud 57600 Baud 115200 Baud Bit di stop Numero dei bit di stop nella trasmissione asincrona. Impostazione: 1 bit di stop (preimpostazione) 2 bit di stop Parità I bit di parità sono utilizzati per l'identificazione degli errori. Sono aggiunti al carattere codificato per trasformare il numero delle posizioni impostate a "1" in un numero dispari o in un numero pari. Impostazione: nessuna parità (preimpostazione) parità pari parità dispari Bit di dati Numero dei bit di dati nella trasmissione asincrona. Impostazione: 7 bit di dati 8 bit dati (preimpostazione) Sovrascrittura con conferma 'ULYH FRVWUXWW 'ULYH 86% 144 Y: Nell'immissione in memoria si controlla se il file esiste già nel controllo numerico. N: I file vengono sovrascritti senza richiesta di conferma. Importazione ed esportazione dei dati della directory costruttore "F". Importazione ed esportazione dei dati di un FlashDrive USB. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.6 SYSTEM - Softkey "File MIS" DUFKLYLR SURGXW Creazione/ripristino di un archivio di messa in servizio su/da scheda CompactFlash del sistema. Nella seguente immagine non è stato ancora creato alcun file di archivio. Il simbolo per l'archivio ZIP segnala ciò con un punto esclamativo. Figura 8-44 Archivio del produttore, file di archivio non ancora creato Softkey verticali Quando si attivano le funzioni file, vengono visualizzati i seguenti softkey: ● "Rinomina": con questa funzione è possibile rinominare un file precedentemente selezionato con il cursore. ● "Nuova directory": crea una nuova directory ● "Copia": copia uno o più file nella memoria intermedia. ● "Incolla": inserisce file o directory dalla memoria intermedia nella directory attuale. ● "Cancella": cancella il nome file selezionato dalla lista di assegnazione. ● "Seleziona tutto": tutti i file vengono evidenziati per le successive operazioni. ● "Proprietà": visualizza la capacità di memoria. ● "Lista ordini": visualizza una lista con gli ordini di file attivi e offre la possibilità di terminare o di visualizzare un ordine di file. $YDQWL Con questa funzione si passa ai softkey verticali corrispondenti. Nota Se alcune funzioni sono visualizzate in grigio, ciò significa che non sono disponibili per la directory o il drive selezionato. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 145 Sistema 8.7 Visualizzazione allarmi 8.7 Visualizzazione allarmi Sequenza operativa 6<67(0 $/$50 Viene richiamata la finestra degli allarmi. Tramite softkey si possono ordinare gli allarmi NC. Gli allarmi PLC non vengono ordinati. Figura 8-45 Finestra di visualizzazione degli allarmi Softkey 0DVVLPD SULRULW¢ La visualizzazione degli allarmi avviene secondo la loro priorità. L'allarme con priorità più elevata si trova all'inizio della lista. 8OWLPR DOODUPH La visualizzazione degli allarmi avviene secondo la loro sequenza temporale. L'allarme più recente si trova all'inizio della lista. 3ULPR DOODUPH La visualizzazione degli allarmi avviene secondo la loro sequenza temporale. L'allarme più vecchio si trova all'inizio della lista. $UUHVWD DJJLRUQDP L'aggiornamento degli allarmi presenti viene arrestato/avviato. 146 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Sistema 8.7 Visualizzazione allarmi 3URWRFROOR DOODUPL Tutti gli allarmi vengono protocollati. Figura 8-46 Protocollo allarmi Il protocollo viene cancellato con il softkey "Cancella protocollo". 6DOYD LQ Il file viene esportato attraverso il softkey "Salva come..." tra l'altro su una scheda CompactFlash (scheda CF) o su FlashDrive USB. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 147 Sistema 8.7 Visualizzazione allarmi 148 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 9 Cicli 9.1 Panoramica dei cicli I cicli sono sottoprogrammi tecnologici. Con i cicli si può realizzare un determinato processo di lavorazione di validità generale, come ad esempio rettifica di gole, diamantatura o rettifica longitudinale. L'adattamento dei cicli al problema concreto avviene tramite parametri di assegnazione. Nella verifica intervengono essenzialmente due diversi cicli tecnologici: ● Ravvivatura della mola ● Rettifica del pezzo La lavorazione di diamantatura e rettifica avviene utilizzando i cicli NC. La diamantatura di utensili di rettifica dopo un certo tempo è necessaria per ripristinare il profilo iniziale delle mole usurate. Nella diamantatura della mola vengono perseguiti due obiettivi: ● Profilatura - tramite la quale si ripristina la forma desiderata della mola. ● Affilatura - tramite la quale si ripristina la capacità di taglio della mola. I cicli di rettifica per il pezzo permettono di eseguire la lavorazione di rettifica planare degli assi di incremento Y/Z in posizione ortogonale. Cicli di rettifica Con il controllo numerico SINUMERIK 802D sl si possono eseguire i seguenti cicli per la rettifica planare: CYCLE406 Posizionamento Z con la mola CYCLE407 Accostamento della posizione di sicurezza CYCLE408 Tuffo con pendolamento a 3 livelli (sgrossatura, finitura, microfinitura) CYCLE409 Rettifica superficiale a 3 livelli (sgrossatura, finitura, microfinitura) CYCLE416 Diamantatura e profilatura CYCLE426 Tuffo con pendolamento CYCLE427 Rettifica superficiale con incremento continuo CYCLE428 Rettifica superficiale con incremento intermittente CYCLE429 Rettifica del profilo CYCLE430 Diamantatura, rullo di profilatura CYCLE446 Selezione della velocità periferica della mola I cicli sono forniti con il toolbox. Essi si caricano nella memoria dei programmi pezzo tramite l'interfaccia RS232 durante la messa in servizio del controllo numerico. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 149 Cicli 9.1 Panoramica dei cicli Comando durante lo svolgimento di un ciclo di lavorazione Tutti i cicli possono lavorare a scelta con incremento automatico e con incremento manuale tramite volantino. Durante la lavorazione è anche possibile interrompere il ciclo e forzare una diamantatura intermedia. Nota Il costruttore della macchina inserisce le possibilità operative (ad es. diamantatura intermedia) sui tasti della pulsantiera di macchina CNC. La lavorazione può poi proseguire a partire da una una quota preliminare. Quando si parametrizza un ciclo, le varie possibilità operative sono indicate da simboli visualizzati sopra il disegno schematico (vedere la figura seguente). Figura 9-1 Disegno schematico dei parametri per un ciclo I simboli hanno il significato seguente. Interruzione del ciclo con allontanamento alla posizione di svincolo e scarico Diamantatura intermedia con scarico Possibilità di incremento manuale tramite volantino in direzione Y Possibilità di incremento manuale tramite volantino in direzione Z Nota Le funzioni relative ai simboli (ad es. "interruzione ciclo") restano attive finché è presente una quota di penetrazione incrementale. L'interruzione del ciclo agisce anche nella rettifica in aria. 150 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.2 Presupposti per i cicli 9.2 Presupposti per i cicli Presupposti I requisiti per i singoli cicli sono i seguenti: 1. Il piano di lavorazione deve essere attivo. In linea di principio, nella rettifica planare sono possibili tutti i piani di lavorazione. Normalmente viene tuttavia selezionato G19 perché è necessario per la diamantatura (Y/Z). Questo piano viene attivato anche per la selezione degli assi di geometria. Nel processo possono però essere attivi anche altri piani (G17, G18). La dipendenza dei piani è legata all'asse di incremento e ai rispettivi assi di pendolamento. 2. Prima di richiamare il ciclo occorre programmare un numero utensile e la corrispondente correzione utensile. 3. La velocità periferica della mola si ricava dai parametri con le velocità periferiche in CYCLE446. 4. Nel file SGUD_MA.DEF sono assegnati tutti i comandi M specifici della macchina, come la direzione di rotazione del mandrino, il refrigerante o la commutazione del mezzo di misura. Il costruttore della macchina può modificare questi valori. 5. Oltre ai dati di correzione per la mola e il diamantatore è necessario assegnare i dati di rettifica specifici dell'utensile. 6. Ad esempio, per calcolare il primo incremento, la risoluzione di calcolo deve essere almeno 10 volte quella di immissione nel dato macchina di visualizzazione per poter calcolare la posizione iniziale con la rettifica planare. Per la risoluzione di calcolo vengono utilizzati i seguenti dati macchina: – Risoluzione di calcolo MD10200 INT_INCR_PER_MM (Precisione di calcolo per le posizioni lineari) o MD10210 INT_INCR_PER_DEG (Precisione di calcolo per la risoluzione angolare) – Risoluzione di immissione MD203 DISPLAY_RESOLUTION (risoluzione di visualizzazione) o MD204 DISPLAY_RESOLUTION_INCH (risoluzione di visualizzazione per sistema di misura in inch) Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 151 Cicli 9.3 Programmazione dei cicli 9.3 Programmazione dei cicli Un ciclo viene definito come sottoprogramma con nome e lista dei parametri. 9.3.1 Richiamo e condizioni di ritorno Le funzioni G attive prima del richiamo del ciclo e lo spostamento programmabile restano immutate anche dopo il ciclo. Prima di richiamare il ciclo è necessario definire il piano di lavoro (G17, G18, G19). Un ciclo lavora nel piano attuale con i seguenti assi: ● 1. asse del piano (ascissa) ● 2. asse del piano (ordinata) ● Asse utensile/asse di incremento, 3° asse, verticale sul piano (applicata). $SSOLFDWD = WD QD * GL 2U < * * $V FLV VD ; Assegnazioni dei piani e degli assi: 152 Istruzione G17 Piano Asse di incremento verticale X/Y Z G18 Z/X Y G19 Y/Z X Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.3 Programmazione dei cicli 9.3.2 Segnalazione di errori e trattamento degli errori 9.3.2.1 Generalità Se nei cicli vengono riconosciuti stati erronei, interviene un allarme e l'esecuzione del ciclo viene interrotta. Inoltre i cicli emettono delle segnalazioni nella riga di dialogo del controllo numerico. Queste segnalazioni non interrompono la lavorazione. Riferimento alla bibliografia Gli errori con le reazioni necessarie e i messaggi nella riga di dialogo del controllo sono descritti nel Manuale di diagnosi SINUMERIK 802D sl. 9.3.2.2 Trattamento degli errori nei cicli Nei cicli vengono generati allarmi con numero tra 61000 e 62999. Questo settore numerico è ulteriormente suddiviso in relazione alle reazioni agli allarmi e ai criteri di tacitazione. Il testo dell'errore che viene visualizzato contemporaneamente con il numero dell'allarme dà un'ulteriore informazione sulla causa dell'errore. Numero di allarme Criterio di tacitazione Reazione con allarme 61000 ... 61999 NC_RESET La preparazione del blocco nell'NC viene interrotta 62000 ... 62999 Tasto di cancellazione L'esecuzione del programma non viene interrotta; solo visualizzazione Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 153 Cicli 9.3 Programmazione dei cicli 9.3.3 Richiamo del ciclo e lista dei parametri I cicli lavorano con variabili definite dall'utente. I parametri di assegnazione per i cicli possono essere trasferiti al momento del richiamo del ciclo tramite la lista dei parametri. Nota I richiami dei cicli richiedono sempre un blocco a sé stante. Indicazioni fondamentali per l'assegnazione parametri per i cicli standard Il manuale di programmazione descrive per ogni ciclo la lista parametri con ● ordine di successione e ● tipo. L'ordine di successione dei parametri assegnati deve essere assolutamente rispettato. Ogni parametro di assegnazione per un ciclo ha un determinato tipo di dati. Quando si richiama un ciclo, per i parametri utilizzati si deve rispettare il tipo di dati. Nell'elenco dei parametri è possibile trasferire i seguenti dati: ● Parametri R ● Costanti Se nella lista parametri si utilizzano parametri R, a questi occorre che siano prima assegnati valori nel programma. I cicli possono essere richiamati nei seguenti modi: ● con una lista dei parametri incompleta oppure ● omettendo dei parametri Se si vogliono omettere gli ultimi parametri di trasmissione che dovrebbero essere inseriti nel richiamo, si può terminare la lista dei parametri in anticipo con ")". Se invece si vogliono omettere dei parametri all'interno della lista, al loro posto va scritta una virgola: "..., ,..." . Nota Non si hanno verifiche di plausibilità per valori dei parametri con un campo di valori discreto o limitato, a meno che in un ciclo non sia descritta esplicitamente una reazione ad un errore. Se la lista parametri, al momento di richiamare il ciclo, contiene un numero di definizioni superiore rispetto ai parametri definiti nel ciclo, viene visualizzato l'allarme NC generico 12340 "Numero parametri eccessivo" e il ciclo non viene eseguito. Richiamo del ciclo Le diverse possibilità per scrivere un richiamo del ciclo sono rappresentate negli esempi di programmazione dei singoli cicli. 154 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.3 Programmazione dei cicli Requisiti hardware Per l'impiego dei cicli di rettifica, la rettificatrice deve soddisfare ulteriori presupposti hardware. Per la sovrapposizione del movimento in diamantatura sono necessari uno o due volantini. Deve essere possibile il collegamento di dispositivi esterni: ● Dispositivo ad impulso sonoro ● Controllo dimensionale ● Tastatore di misura a commutazione ● 7 ingressi veloci tramite MCPA per: – Controllo dimensionale (5 ingressi) – Dispositivo ad impulso sonoro (2 ingressi) Condizioni per il richiamo e il ritorno I cicli di rettifica sono programmati indipendentemente dai nomi concreti degli assi. Nel programma sovraordinato occorre eseguire l'accostamento privo di collisioni alla posizione di rettifica prima del richiamo del ciclo. I valori adeguati per la velocità di rotazione del mandrino ed il relativo senso di rotazione devono essere programmati nel programma pezzo, quando per questi non sono previsti parametri di assegnazione nel ciclo di rettifica. Le funzioni G attive prima del richiamo del ciclo restano immutate anche dopo il ciclo. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 155 Cicli 9.3 Programmazione dei cicli Sistemi di coordinate nella rettifica Le rettifiche a CNC hanno generalmente un sistema di coordinate per la rettifica e per la diamantatura. I punti zero di entrambi i sistemi di coordinate devono essere confermati una volta durante la messa a punto della macchina. Il punto zero pezzo viene determinato dall'operatore durante la messa a punto della macchina sfiorando il pezzo in tutti gli assi necessari. A questo punto zero si riferiscono tutte le ulteriori impostazioni geometriche per la creazione dei programmi automatici. Il punto zero di diamantatura viene determinato durante la messa a punto della macchina sfiorando la mola di diamantatura con il diamantatore. Per il programma di diamantatura esso viene utilizzato come punto di riferimento. ; * ; = ' B*&B'180 = ' B*&B'180 Figura 9-2 ' B*&B'180 Sistemi di coordinate nella rettifica Definizione del piano Prima dell'utilizzo dei cicli di rettifica deve essere attivato G507. L'asse di incremento di regola è il primo asse geometrico. Prima del richiamo deve essere attivata una correzione di lunghezza. Essa è sempre efficace nel piano selezionato e rimane attiva anche dopo la fine del ciclo. Tipi di mole per rettifica I cicli supportano due tipi di mole, diritte e inclinate. La mola durante la lavorazione avanza esclusivamente in direzione -Y o -Z. 156 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.3 Programmazione dei cicli Utilizzo di dispositivi di misura e sensori Nella rettifica si possono impiegare i seguenti dispositivi di misura/sensori: ● Tastatori di misura ● Controllo dimensionale ● Dispositivo ad impulso sonoro Con un sensore di misura orientabile viene rilevata una posizione longitudinale in Z. Questa posizione dell'asse viene memorizzata in un parametro e serve per il calcolo della correzione degli errori dovuti al bloccaggio di ogni pezzo. Un controllo dimensionale è contemporaneamente a contatto con il diametro pezzo durante la lavorazione di rettifica. Nelle coordinate del sovrametallo in Y per sgrossatura, finitura e microfinitura, esso realizza la commutazione dell'avanzamento oppure il rilevamento della posizione finale. Il sensore a rilevamento dell'impulso sonoro (dispositivo a cassa armonica) realizza l'arresto dell'avanzamento non appena viene rilevato il diametro del pezzo mediante l'impulso sonoro stesso. Ne risultano condizioni di accostamento ottimali nel tempo. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 157 Cicli 9.4 Supporto cicli nell’editor dei programmi 9.4 Supporto cicli nell’editor dei programmi L'editor dei programmi offre un supporto alla programmazione per l'inserimento di richiami dei cicli e per l'impostazione di parametri. Funzione Il supporto per cicli offre le seguenti funzionalità: ● selezione dei cicli tramite softkey ● Maschere di impostazione per la definizione dei parametri con figure di help Dalle singole maschere viene generato un codice di programma riconvertibile. Sommario dei file necessari Per il supporto cicli sono necessari i seguenti file: ● sc.com ● cov.com Nota Questi file vengono caricati con la messa in servizio del controllo numerico e devono restare sempre caricati. 158 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.4 Supporto cicli nell’editor dei programmi Utilizzo del supporto cicli /DYRUD]LRQH &LFOLGL UHWWLILFD 5HD OL]]D]LRQH 8WHQVLOH 930 0DUFDWXUDGL EORFFKL &RSLD EORFFR ,QVHULPHQWR EORFFR &DQFHOOD]LRQH EORFFR 7URYD 1XPH UD]LRQH *UDGRGL VLFXUH]]D 8WHQVLOHSHU JROH 3HQGRODPHQWR 'LDPDQ WDWXUD |OLYHOOR 5HWWLILFDGL SURILOL |OLYHOOR 'LDPDQWDWXUD DUXOOL 5HWWLILFD 8WHQVLOHSHU JROH DVWDGL 6XSHUILFLDOH DVWDGL ,QGLHWUR Figura 9-3 'LDPDQWDWXUD GHOSHUFRUVR 3RV=FRQ PROD 6XSHUILFLDOH FRQW 6XSHUILFLDOH LQWHUP 5LFRQYHU VLRQH ,QGLHWUR Struttura di menu per il supporto dei cicli Per inserire un richiamo del ciclo in un programma è necessario procedere come segue: ● Nella barra dei softkey orizzontali con il softkey "Cicli di rettifica" si può commutare nelle barre di selezione dei singoli cicli. ● La selezione del ciclo avviene con la barra verticale dei softkey fino alla comparsa della relativa maschera d'immissione con la pagina di help. ● I valori di conteggio possono essere introdotti direttamente. Al momento dell'introduzione viene verificato se i valori si trovano nel campo consentito. ● Alcuni parametri che possono accettare solo pochi valori, si selezionano mediante il tasto toggle. ● Confermare con "OK" (oppure, in caso di immissione errata, con "Interruzione"). Riconversione La riconversione del codice di programma serve ad apportare modifiche ad un programma esistente mediante il supporto per cicli. Il cursore viene posizionato sulla riga da modificare e viene premuto il softkey "Riconversione". In questo modo viene riaperta la corrispondente maschera di impostazione, da cui è stata generata la sezione di programma e si possono modificare ed accettare i valori. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 159 Cicli 9.5 Posizionamento Z con la mola - CYCLE406 9.5 Posizionamento Z con la mola - CYCLE406 Programmazione CYCLE406( N_SITZ, CLEAR, CAL, Z_LPOS, MODE, Y_POS, Z_POS, ZSTW, A_Z, F_LU, F_SR, N_FR, FX, XSTART, XENDE) Parametri Tabella 9- 1 Parametri CYCLE406 Parametri Tipo di dati Significato N_SITZ INT Numero della sede CLEAR INT Cancellare la vecchia traslazione prima dell'accostamento CAL INT Impostare l'asse alla fine sulla posizione Z Z_LPOS INT Direzione durante lo svincolo MODE INT Tipo accostamento : 0 = sensore+volantino 1 = sensore+ sovrametallo 2 = solo volantino 3 = volantino+sovrametallo Y_POS REAL Altezza Z_POS REAL Posizione Z per valore di impostazione ZSTW REAL Traslazione Z A_Z REAL Sovrametallo Z dopo contatto F_LU REAL Avanzamento per rilevamento sonoro ad ogni passata F_SR REAL Avanzamento di rettifica per passata N_FR REAL Passate di spegnifiamma durante l'oscillazione FX REAL Avanzamento asse X XSTART REAL Posizione iniziale dell'asse X XFINE REAL Posizione finale dell'asse X Funzione Il ciclo serve ad accostare e impostare una posizione Z con la mola rettificatrice. Procedura Il ciclo esegue il preposizionamento Z e inizia l'accostamento, opzionalmente con impulso sonoro o solo con volantino. Dopo il riconoscimento del contatto viene asportato un valore tramite il volantino o rispetto al punto di contatto. Nel punto finale, quando il parametro CAL è impostato a "1", l'asse Z si trova nella posizione Z. 160 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.5 Posizionamento Z con la mola - CYCLE406 Se non è configurato un ingresso per impulso sonoro, il ciclo passa immediatamente al volantino all'inizio dell'operazione in presenza di un avanzamento di rettifica in aria. Disegno schematico dei parametri di geometria Figura 9-4 Posizionamento Z con la mola - CYCLE406 Esempio di programmazione Sequenza di lavorazione: ● Tastatore su posizione -100.0000 mm alla posizione Y -20.0000 mm, la traslazione precedente viene prima cancellata e il valore dell'asse viene impostato sul punto finale. ● L'incremento avviene esclusivamente con il volantino manuale. ● Se è selezionato un incremento automatico, questo avviene ad ogni passata. ● La posizione iniziale è a -110.000 mm. ● L'avanzamento della tavola è di 30000 mm/min tra i punti -350 e 100 (percorso di oscillazione 450). ● Dopo l'interruzione dell'incremento vengono eseguite le passate spegnifiamma. ● Come esempio nel passaggio successivo il ciclo prosegue con un tuffo con pendolamento su 3 livelli. Ogni volta vengono rettificati 50 micrometri di materiale, dato che l'asse era stato precedentemente calibrato a -100 mm. N10 T2D2 N20 CYCLE446( 20) N30 CYCLE406( 0, 1, 1, -1, 2, -20, -100, 10, 0.1, 3, 0.1, 1, 30000, -350, 100) N40 CYCLE408( 0, 100, -350, -20, -99.95, 0, 0, 0, 0, 0, -0.05, 0.02, 0.005, 0, 0.01, 0.002, 0.001, 1, 1, 5, 0, 1, 0, 0, 0.01, 30000, 30000, 30000, 30000) N50 M30 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 161 Cicli 9.6 Posizione di sicurezza - CYCLE407 9.6 Posizione di sicurezza - CYCLE407 Programmazione CYCLE407(YS, STORE, KOORD) Parametri Tabella 9- 2 Parametri CYCLE407 Parametri Tipo di dati Significato YS REAL Posizione di svincolo mm STORE INT Salvataggio globale posizione 0/1 KOORD INT Posizione in SCP =1 o SCM=0 Funzione Il ciclo serve ad accostare una posizione di sicurezza durante la rettifica o in caso di interruzioni, come durante la diamantatura intermedia. Procedura Il ciclo prova la posizione corrente e la accosta se l'asse di incremento è minore del valore immesso. A seconda del parametro KOORD, l'accostamento avviene nel sistema di coordinate pezzo o macchina (coordinate di base). Disegno schematico dei parametri di geometria Figura 9-5 162 Posizione di sicurezza - CYCLE407 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.7 Tuffo con pendolamento a 3 livelli (sgrossatura, finitura, microfinitura) - CYCLE408 9.7 Tuffo con pendolamento a 3 livelli (sgrossatura, finitura, microfinitura) CYCLE408 Programmazione CYCLE408( N_SITZ, XSTART, XEND, YEND ZEND, KS, Y_A_LU, Y_A_SR, Y_A_SL, Y_A_FS, Z_A_LU, Z_A_SR, Z_A_SL, Z_A_FS, LUZ, SRZ, SLZ, FSZ, N_SR, N_SL, N_FS, D_SR, D_SL, D_FS, ESL, EFS, FX_SR, FX_SL, FX_FS, FR) Parametri Tabella 9- 3 Parametri CYCLE408 Parametri Tipo di dati Significato N_SITZ INT Numero della sede XSTART REAL Posizione iniziale dell'asse X (ass) XEND REAL Posizione finale dell'asse X (ass) YEND REAL Posizione Y della mola, quota finita (ass) ZEND REAL Posizione Z della mola (ass), quota finita KS INT Impulso sonoro Y_A_LU REAL Sovrametallo rettifica in aria (incr.) Y_A_SR REAL Sovrametallo sgrossatura (incr.) Y_A_SL REAL Sovrametallo finitura (incr.) Y_A_FS REAL Sovrametallo microfinitura (incr.) Z_A_LU REAL Sovrametallo rettifica in aria (incr.) Z_A_SR REAL Sovrametallo sgrossatura (incr.) Z_A_SL REAL Sovrametallo finitura (incr.) Z_A_FS REAL Sovrametallo microfinitura (incr.) LUZ REAL Incremento ad ogni passata di rettifica in aria SRZ REAL Incremento ad ogni passata di sgrossatura SLZ REAL Incremento ad ogni passata di finitura FSZ REAL Incremento ad ogni passata di microfinitura N_SR INT Passate spegnifiamma dopo la sgrossatura N_SL INT Passate spegnifiamma dopo la finitura N_FS INT Passate spegnifiamma dopo la microfinitura D_SR INT Passate di diamantatura prima della sgrossatura D_SL INT Passate di diamantatura prima della finitura D_FS INT Passate di diamantatura prima della microfinitura ESL INT Scarico prima della finitura EFS INT Scarico prima della microfinitura FX_SR REAL Avanzamento X di sgrossatura FX_SL REAL Avanzamento X di finitura FX_FS REAL Avanzamento X di microfinitura FR REAL Avanzamento Y/avanzamento Z Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 163 Cicli 9.7 Tuffo con pendolamento a 3 livelli (sgrossatura, finitura, microfinitura) - CYCLE408 Funzione Il ciclo Tuffo con 3 livelli viene richiamato per lavorare una cava o una superficie più piccola della larghezza della mola. Un altro impiego è la rettifica di superfici frontali, in cui la superficie viene rettificata con la tecnica del pendolamento. L'incremento avviene nei punti di inversione. Il ciclo supporta la diamantatura intermedia, l'interruzione e il volantino. La reazione dei tasti agisce sempre solo nel punto finale. Al termine si ha il distacco alla posizione del sovrametallo. È possibile l'incremento in direzione Y o Z, tenendo conto che Z può essere sia negativo che positivo. All'inizio della lavorazione si può lavorare con una quota d'incremento maggiorata. Se l'impulso sonoro ha rilevato il contatto, l'utensile si ritira della quota d'incremento dell'impulso sonoro meno quella di rettifica. Se non è configurato un ingresso per impulso sonoro, il ciclo passa immediatamente al funzionamento con volantino all'inizio dell'operazione. Il ciclo esegue una divisione automatica del taglio in sgrossatura, finitura e microfinitura. Si possono programmare passate spegnifiamma dopo ogni livello. Dopo la sgrossatura e la finitura si può eseguire uno scarico. Prima di ogni passo tecnologico si possono programmare passate di diamantatura. Procedura Raggiungimento della posizione del sovrametallo. Accostamento della posizione iniziale X e della posizione Z. Avvio del pendolamento, incremento nei punti di inversione. Il primo incremento dopo l'avvio del pendolamento viene adattato in modo che tutti gli altri incrementi corrispondano alla quota d'incremento. Questo processo si verifica anche dopo un'interruzione, una diamantatura intermedia o la deselezione della sovrapposizione del volantino. Dopo l'interruzione o la diamantatura si verifica l'accostamento con un valore di scarico al punto iniziale della lavorazione. Al termine avviene il distacco sulla posizione del sovrametallo. 164 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.7 Tuffo con pendolamento a 3 livelli (sgrossatura, finitura, microfinitura) - CYCLE408 Disegno schematico dei parametri di geometria Figura 9-6 Ciclo d'officina Tuffo a 3 livelli (sgrossatura, finitura, microfinitura) - CYCLE408 Esempio di programmazione 1 Sequenza di lavorazione: ● Tuffo in direzione Y con velocità periferica 20 m/s. ● Nel blocco N30 sovrametallo 0.1 mm impulso sonoro e 0.1 mm di incremento normale, punto di commutazione finitura 0.05 mm, punto di commutazione finitura finitura 0.01 mm. ● Incremento di 0.03 mm a passata per impulso sonoro, 0.02 mm per la sgrossatura, 0.01 mm per la finitura e 0.002 mm per la microfinitura. ● Dopo la sgrossatura, 1 passata spegnifiamma, dopo la finitura 2 passate e dopo la microfinitura 3 passate. ● Sempre diamantatura prima della finitura e microfinitura con una sola passata. ● Valore di scarico dopo la sgrossatura di 0.03 mm e dopo la finitura di 0.015 mm. N10 T1D1 N20 CYCLE446( 20) N30 CYCLE408( 0, 100, -100, 0, 0, 0, 0.1, 0.1, 0.05, 0.01, 0.1, 0, 0.05, 0.01, 0.03, 0.02, 0.01, 0.002, 1, 2, 3, 0, 1, 1, 0.03, 0.015, 30000, 29000, 28000, 3000) N40 M30 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 165 Cicli 9.7 Tuffo con pendolamento a 3 livelli (sgrossatura, finitura, microfinitura) - CYCLE408 Esempio di programmazione 2 Sequenza di lavorazione: ● Tuffo in direzione Z con velocità periferica 20 m/s. ● Nel blocco N30 sovrametallo 0.1 mm impulso sonoro e 0.1 mm di incremento normale, punto di commutazione finitura 0.05 mm, punto di commutazione finitura finitura 0.01mm. ● Incremento di 0.03 mm a passata per impulso sonoro, 0.02 mm per la sgrossatura, 0.01 mm per la finitura e 0.002 mm per la microfinitura. ● Dopo la sgrossatura, 1 passata spegnifiamma, dopo la finitura 2 passate e dopo la microfinitura 3 passate. ● Sempre diamantatura prima della finitura e microfinitura con una sola passata. ● Valore di scarico dopo la sgrossatura di 0.03 mm e dopo la finitura di 0.015 mm. N10 T1D1 N20 CYCLE446( 20) N30 CYCLE408( 0, 100, -100, 0, 0, 0, 0.1, 0, 0.05, 0.01, 0.1, -0.1, 0.05, 0.01, 0.03, 0.02, 0.01, 0.002, 1, 2, 3, 0, 1, 1, 0.03, 0.015, 30000, 29000, 28000, 3000) N40 M30 166 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.8 Rettifica superficiale a 3 livelli (sgrossatura, finitura, microfinitura) - CYCLE409 9.8 Rettifica superficiale a 3 livelli (sgrossatura, finitura, microfinitura) CYCLE409 Programmazione CYCLE409( N_SITZ, XSTART, XENDE, ZSTART, ZEND, YEND, B_SR, B_SL, B_FS, KS, Y_A_LU, Y_A_SR, Y_A_SL, Y_A_FS, LUZ, SRZ, SLZ, FSZ, N_SR, N_SL, N_FS, D_SR, D_SL, D_FS, ESL, EFS, FX_SR, FX_SL, FX_FS, FZ_SR, FZ_SL, FZ_FS, FY) Parametri Tabella 9- 4 Parametri CYCLE409 Parametri Tipo di dati Significato N_SITZ INT Numero della sede XSTART REAL Posizione iniziale dell'asse X (ass) XEND REAL Posizione finale dell'asse X (ass) ZSTART REAL Posizione iniziale dell'asse Z (ass) ZEND REAL Posizione finale dell'asse Z (ass) YEND REAL Quota finita (ass) B_SR INT Tipo di lavorazione sgrossatura: 0-continua 1-intermittente B_SL INT Tipo di lavorazione finitura: 0-continua 1-intermittente B_FS INT Tipo di lavorazione microfinitura: 0-continua 1-intermittente KS INT Impulso sonoro Y_A_LU REAL Sovrametallo rettifica in aria (incr.) Y_A_SR REAL Sovrametallo sgrossatura (incr.) Y_A_SL REAL Sovrametallo finitura (incr.) Y_A_FS REAL Sovrametallo microfinitura (incr.) LUZ REAL Incremento ad ogni passata di rettifica in aria SRZ REAL Incremento ad ogni passata di sgrossatura SLZ REAL Incremento ad ogni passata di finitura FSZ REAL Incremento ad ogni passata di microfinitura N_SR INT Passate spegnifiamma dopo la sgrossatura N_SL INT Passate spegnifiamma dopo la finitura N_FS INT Passate spegnifiamma dopo la microfinitura D_SR INT Passate di diamantatura prima della sgrossatura D_SL INT Passate di diamantatura prima della finitura D_FS INT Passate di diamantatura prima della microfinitura Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 167 Cicli 9.8 Rettifica superficiale a 3 livelli (sgrossatura, finitura, microfinitura) - CYCLE409 Parametri Tipo di dati Significato FX_SR REAL Avanzamento X di sgrossatura FX_SL REAL Avanzamento X di finitura FX_FS REAL Avanzamento X di microfinitura FZ_SR REAL Avanzamento Z di sgrossatura FZ_SL REAL Avanzamento Z di finitura FZ_S REAL Avanzamento Z di microfinitura FY REAL Avanzamento Y Funzione Il ciclo Rettifica superficiale a 3 livelli permette di lavorare una superficie che è più larga della mola. In questo caso la superficie viene rettificata con la tecnica del pendolamento o in modo intermittente. L'incremento Y avviene nei punti di inversione di X e Z (sinistra/dietro, destra/dietro, sinistra/avanti o destra/avanti). Il ciclo supporta la diamantatura intermedia, l'interruzione e il volantino. La reazione dei tasti agisce sempre solo nel punto finale. Al termine si ha il distacco alla posizione iniziale. All'inizio della lavorazione si può lavorare con una quota d'incremento maggiorata. Se l'impulso sonoro ha rilevato il contatto, l'utensile si ritira della quota d'incremento dell'impulso sonoro meno quella di rettifica. Se non è configurato un ingresso per impulso sonoro, il ciclo passa immediatamente al funzionamento con volantino all'inizio dell'operazione. Il ciclo esegue una divisione automatica del taglio in sgrossatura, finitura e microfinitura. Si possono programmare passate spegnifiamma dopo ogni livello. Dopo la sgrossatura e la finitura si può eseguire uno scarico. Prima di ogni passo tecnologico si possono programmare passate di diamantatura. Procedura Avanzamento alla posizione del sovrametallo, accostamento della posizione iniziale X e della posizione iniziale Z. Avvio del pendolamento, incremento nei punti di inversione. Il primo incremento dopo l'avvio del pendolamento viene adattato in modo che tutti gli altri incrementi corrispondano alla quota d'incremento. Questo processo si verifica anche dopo un'interruzione, una diamantatura intermedia o la deselezione della sovrapposizione del volantino. Il pendolamento non viene eseguito con la funzione di pendolamento, perché altrimenti si verificano problemi per la cancellazione del percorso residuo che comportano un notevole dispendio di risorse del PLC. Dopo l'interruzione o la diamantatura si verifica l'accostamento con un valore di scarico al punto iniziale della lavorazione. Al temine si ha il distacco alla posizione iniziale. 168 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.8 Rettifica superficiale a 3 livelli (sgrossatura, finitura, microfinitura) - CYCLE409 Disegno schematico dei parametri di geometria Figura 9-7 Ciclo d'officina Rettifica superficiale a 3 livelli (sgrossatura, finitura, microfinitura) CYCLE409 Esempio di programmazione Sequenza di lavorazione: ● Rettifica superficiale con velocità periferica della mola di 20 m/s. ● Nel blocco N30 percorso a vuoto 0.05 mm e sovrametallo di sgrossatura 0.05 mm, sovrametallo di finitura 0.025 mm e sovrametallo di microfinitura 0.005 mm. ● Incremento di 0.03 mm a passata per impulso sonoro, 0.02 mm per la sgrossatura, 0.01 mm per la finitura e 0.001 mm per la microfinitura. ● Dopo la sgrossatura, 1 passata spegnifiamma, dopo la finitura 2 passate e dopo la microfinitura 3 passate. ● Sempre diamantatura prima della finitura e microfinitura con una sola passata. ● 2 passate prima della finitura, 1 passata prima della microfinitura. ● Valore di scarico dopo la sgrossatura di 0.03 mm e dopo la finitura di 0.015 mm. ● Durante la sgrossatura l'incremento è continuo in Z. ● Durante la finitura e la microfinitura l'incremento è invece intermittente. N10 T2D1 N20 CYCLE446( 20) N30 CYCLE409( 0, 100, -350, 0, -150, 10, 0, 1, 1, 0, 0.05, 0.05, 0.025, 0.005, 0.03, 0.02, 0.01, 0.001, 1, 2, 3, 0, 2, 1, 0.03, 0.015, 30000, 29000, 28000, 40, 35, 30, 3000) N40 M30 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 169 Cicli 9.9 Diamantatura e profilatura - CYCLE416 9.9 Diamantatura e profilatura - CYCLE416 Programmazione CYCLE416(Y_AB, Z_AB_L, Z_AB_R, F_DL_AB, F_BL_AB, F_DR_AB, F_BR_AB, F_Z_AB, N_ABR, USCH, N_AWST) Parametri Tabella 9- 5 Parametri CYCLE416 Parametri Tipo di dati Significato Y_AB REAL Valore di diamantatura in Y (incr.) Z_AB_L REAL Valore di diamantatura in Z a sinistra (incr.) Z_AB_R REAL Valore di diamantatura in Z a destra (incr.) F_DL_AB REAL Avanzamento di diamantatura in Y a sinistra F_BL_AB REAL Avanzamento di diamantatura in traiettoria a sinistra F_DR_AB REAL Avanzamento di diamantatura in Y a destra F_BR_AB REAL Avanzamento di diamantatura in traiettoria a destra F_Z_AB REAL Avanzamento di diamantatura in Z N_ABR INT Numero delle passate di diamantatura USCH REAL Velocità periferica della mola N_AWST INT Numero di pezzi tra due diamantature Funzione Il ciclo serve alla diamantatura delle mole mediante diamantatore continuo. Dopo ogni passata di diamantatura la relativa quota di asportazione viene conteggiata nei parametri di usura della correzione utensile attuale. La diamantatura avviene in funzione del contapezzi _GC_WKS. Procedura Diamantatura con utilizzo dei cicli di messa a punto per diamantatore continuo (CYCLE432). 170 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.9 Diamantatura e profilatura - CYCLE416 Disegno schematico dei parametri di geometria Figura 9-8 Diamantatura e profilatura - CYCLE416 Esempio di programmazione Sequenza di lavorazione: ● Diamantatura di 1 passata con quota 0.02 mm e 0.01mm a sinistra e a destra dopo ogni 5 pezzi. ● Il numero di passate a vuoto è archiviato nei dati utensile, al pari della velocità periferica dei mandrini se si lavora con un diamantatore rotante. N10 T1D1 N20 CYCLE416(0.02,0.01,0.01,0.2,0.2,0.2,0.2,0.2,1,35,5) N30 M30 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 171 Cicli 9.10 Tuffo con pendolamento - CYCLE426 9.10 Tuffo con pendolamento - CYCLE426 Programmazione CYCLE426( N_SITZ, XSTART, XEND, YEND, ZEND, ZU_ART, KS, Y_A_LU, Y_A_SR, Z_A_LU, Z_A_SR, LUZ, SRZ, N_FR, A_HEB, FR, FX) Parametri Tabella 9- 6 Parametri CYCLE426 Parametri Tipo di dati Significato N_SITZ INT Numero della sede XSTART REAL Posizione iniziale dell'asse X (ass) XEND REAL Posizione finale dell'asse X (ass) YEND REAL Posizione Y della mola, quota finita (ass) ZEND REAL Posizione Z della mola (ass), quota finita ZU_ART INT Incremento sinistra/destra/su entrambi i lati KS INT Impulso sonoro Y_A_LU REAL Sovrametallo rettifica in aria (incr.) Y_A_SR REAL Sovrametallo (incr.) Z_A_LU REAL Sovrametallo rettifica in aria (incr.) Z_A_SR REAL Sovrametallo (incr.) LUZ REAL Incremento ad ogni passata di rettifica in aria SRZ REAL Incremento per passata N_FR INT Passate di spegnifiamma A_HEB REAL Quota di distacco (incr.) FR REAL Avanzamento sul punto di inversione FX REAL Avanzamento tavola Funzione Il ciclo Tuffo con pendolamento viene richiamato per lavorare una cava o una superficie più piccola della larghezza della mola. Un altro impiego è la rettifica di superfici frontali, in cui la superficie viene rettificata con la tecnica del pendolamento. L'incremento avviene nei punti di inversione. Il ciclo supporta la diamantatura intermedia, l'interruzione e il volantino. La reazione dei tasti agisce sempre solo nel punto finale. Al termine si ha il distacco o il passaggio alla lavorazione con un'altra tecnologia. È possibile l'incremento in direzione Y o Z, tenendo conto che Z può essere sia negativo che positivo. Una lavorazione in direzione Z ha luogo quando non è programmato un sovrametallo di sgrossatura per Y. 172 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.10 Tuffo con pendolamento - CYCLE426 All'inizio della lavorazione si può lavorare con una quota d'incremento maggiorata. Se l'impulso sonoro ha rilevato il contatto, l'utensile si ritira della quota d'incremento dell'impulso sonoro meno quella di rettifica. Se non è configurato un ingresso per impulso sonoro, il ciclo passa immediatamente al funzionamento con volantino all'inizio dell'operazione. Procedura Avanzamento alla posizione del sovrametallo, accostamento della posizione iniziale X e della posizione Z. Avvio del pendolamento, incremento nei punti di inversione. Il primo incremento dopo l'avvio del pendolamento viene adattato in modo che tutti gli altri incrementi corrispondano alla quota d'incremento. Questo processo si verifica anche dopo un'interruzione, una diamantatura intermedia o la deselezione della sovrapposizione del volantino. Dopo l'interruzione o la diamantatura si verifica l'accostamento con un valore di scarico al punto iniziale della lavorazione. Al termine si ha il distacco della quota corrispondente oppure la continuazione della lavorazione con una nuova tecnologia nel punto finale dello strato, qualora il punto finale della lavorazione coincida con quello iniziale della nuova lavorazione. Ciò significa che quando l'asse di pendolamento si trova nel punto finale o iniziale dell'asse X e il sovrametallo è corretto, la lavorazione prosegue da questo punto. Ciò consente di combinare un numero illimitato di sedi tecnologiche. Disegno schematico dei parametri di geometria Figura 9-9 Tuffo con pendolamento - CYCLE426 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 173 Cicli 9.10 Tuffo con pendolamento - CYCLE426 Esempio di programmazione 1 Sequenza di lavorazione: ● Tuffo in direzione Y con velocità periferica 20 m/s della mola con due blocchi di incremento. ● Nel blocco N30 sovrametallo 0.1mm e incremento di 0.005 mm a passata, nessun distacco alla fine e proseguimento della lavorazione direttamente nel blocco N40 con sovrametallo 0.02 mm e incremento 0.002 mm a passata. ● Entrambe le operazioni prevedono 2 passate spegnifiamma e vengono eseguite con le stesse posizioni geometriche e gli stessi avanzamenti. ● Il corretto posizionamento del punto di avvio della seconda lavorazione su un punto finale della 1ª lavorazione fa sì che vi sia subito un immediato incremento. Il presupposto è che sia disattivata la rettifica con impulso sonoro. N10 T1D1 N20 CYCLE446( 20) N30 CYCLE426( 0, -350, 100, 10.500000, -95, 0, 0, 0, 0.100000, 0, 0, 0.005000, 0.005000, 2, 0, 1000, 30000) N40 CYCLE426( 0, -350, 100, 10.480000, -95, 0, 0, 0, 0.020000, 0, 0, 0.005000, 0.002000, 2, 1, 1000, 30000) M30 Esempio di programmazione 2 Sequenza di lavorazione: ● Tuffo in direzione Z con velocità periferica 20 m/s della mola con due blocchi di incremento. ● Nel blocco N30 sovrametallo 0.1 mm impulso sonoro e incremento normale di 0,01 mm e incremento di 0.005 mm a passata con impulso sonoro nel punto finale, nonché incremento di 0.0002 mm per la rettifica nel punto finale nessun distacco alla fine e proseguimento della lavorazione direttamente nel blocco N40 con sovrametallo 0.02 mm e incremento 0.002 mm a passata. ● Entrambe le operazioni prevedono 2 passate spegnifiamma e vengono eseguite con le stesse posizioni geometriche e gli stessi avanzamenti. ● Il corretto posizionamento del punto di avvio della seconda lavorazione su un punto finale della 1ª lavorazione fa sì che vi sia subito un immediato incremento. Il presupposto è che sia disattivata la rettifica con impulso sonoro. N10 T2D1 N20 CYCLE446( 20) N30 CYCLE426( 0, 100, -350, 10.5, -95, 1, 0, 0, 0.01, 0.01, 0.005, 0.002, 2, 0, 1000, 30000) N40 CYCLE426( 0, -350, 100, 10.5, -95.02, 1, 0, 0, 0.01, 0.01, 0, 0.002, 2, 1, 1000, 30000) M30 174 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.11 Rettifica superficiale con incremento continuo - CYCLE427 9.11 Rettifica superficiale con incremento continuo - CYCLE427 Programmazione CYCLE427( N_SITZ, XSTART, XEND, ZSTART, ZEND, YEND, ZU_ART, KS, A_LU, A_SR, LUZ, SRZ, N_FR, A_HEB, FY, FX, FZ) Parametri Tabella 9- 7 Parametri CYCLE427 Parametri Tipo di dati Significato N_SITZ INT Numero della sede XSTART REAL Posizione iniziale dell'asse X (ass) XEND REAL Posizione finale dell'asse X (ass) ZSTART REAL Posizione iniziale dell'asse Z (ass) ZEND REAL Posizione finale dell'asse Z (ass) YEND REAL Quota finita (ass) ZU_ART INT Incremento sinistra/destra/su entrambi i lati KS INT Impulso sonoro A_LU REAL Sovrametallo rettifica in aria (incr.) A_SR REAL Sovrametallo (incr.) LUZ REAL Incremento ad ogni passata di rettifica in aria SRZ REAL Incremento per passata N_FR INT Passate di spegnifiamma A_HEB REAL Quota di distacco (incr.) FY REAL Avanzamento sul punto di inversione FX REAL Avanzamento tavola FZ REAL Incremento dell'asse Z ad ogni passata in X Funzione Il ciclo Rettifica superficiale con incremento continuo viene richiamato per la lavorazione di una superficie più larga della mola. in cui la superficie viene rettificata con la tecnica del pendolamento. L'incremento delle passate avviene in modo continuo in X. L'incremento Y avviene nei punti di inversione di X e Z (sinistra/dietro, destra/dietro, sinistra/avanti o destra/avanti). Il ciclo supporta la diamantatura intermedia, l'interruzione e il volantino. La reazione dei tasti agisce sempre solo nel punto finale. Al termine si ha il distacco o il passaggio alla lavorazione con un'altra tecnologia. All'inizio della lavorazione si può lavorare con una quota d'incremento maggiorata. Se l'impulso sonoro ha rilevato il contatto, l'utensile si ritira della quota d'incremento dell'impulso sonoro meno quella di rettifica. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 175 Cicli 9.11 Rettifica superficiale con incremento continuo - CYCLE427 Se non è configurato un ingresso per impulso sonoro, il ciclo passa immediatamente al funzionamento con volantino all'inizio dell'operazione. Procedura Avanzamento alla posizione del sovrametallo, accostamento della posizione iniziale X e della posizione iniziale Z. Avvio del pendolamento, incremento nei punti di inversione. Il primo incremento dopo l'avvio del pendolamento viene adattato in modo che tutti gli altri incrementi corrispondano alla quota d'incremento. Questo processo si verifica anche dopo un'interruzione, una diamantatura intermedia o la deselezione della sovrapposizione del volantino. Il pendolamento non viene eseguito con la funzione di pendolamento, perché altrimenti si verificano problemi per la cancellazione del percorso residuo che comportano un notevole dispendio di risorse del PLC. Dopo l'interruzione o la diamantatura si verifica l'accostamento con un valore di scarico al punto iniziale della lavorazione. Al termine l'utensile si solleva della quota di distacco oppure la lavorazione prosegue al punto finale dello strato con un'altra tecnologia. Ciò significa che quando l'asse di pendolamento si trova nel punto finale o iniziale dell'asse X e il sovrametallo è corretto, la lavorazione prosegue da questo punto. Ciò consente di combinare un numero illimitato di sedi tecnologiche. Disegno schematico dei parametri di geometria Figura 9-10 Rettifica superficiale con incremento continuo - CYCLE427 Esempio di programmazione Sequenza di lavorazione. ● Pendolamento in direzione Z con velocità periferica 20 m/s della mola con due blocchi di incremento. ● Nel blocco N30 sovrametallo 0.1mm e incremento di 0.005 mm a passata, nessun distacco alla fine e proseguimento della lavorazione direttamente nel blocco N40 con sovrametallo 0.02 mm e incremento 0.002 mm a passata. 176 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.11 Rettifica superficiale con incremento continuo - CYCLE427 ● Entrambe le operazioni prevedono 2 passate spegnifiamma e vengono eseguite con le stesse posizioni geometriche e gli stessi avanzamenti. ● L'avanzamento in Z ad ogni passata ammonta a 40 mm alla 1ª operazione e a 10 mm alla 2ª operazione. ● Il corretto posizionamento del punto di avvio della seconda lavorazione su un punto finale della 1ª lavorazione fa sì che vi sia subito un immediato incremento. Il presupposto è che sia disattivata la rettifica con impulso sonoro. N10 T2D1 N20 CYCLE446( 20) N30 CYCLE427( 0, 100, -350, -95, 0, 10.5, 0, 0, 0, 0.1, 0, 0.005, 2, 0, 3000, 30000, 40) N40 CYCLE427( 0, 100, -350, -95, 0, 10.48, 0, 0, 0, 0.02, 0, 0.002, 2, 1, 3000, 30000, 10) N50 M30 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 177 Cicli 9.12 Rettifica superficiale con incremento intermittente - CYCLE428 9.12 Rettifica superficiale con incremento intermittente - CYCLE428 Programmazione CYCLE428( N_SITZ, XSTART, XEND ZSTART, ZEND, YEND, ZU_ART, ZZU_ART, KS, A_LU, A_SR, LUZ, SRZ, N_FR, A_HEB, FY, FX, FZ) Parametri Tabella 9- 8 Parametri CYCLE428 Parametri Tipo di dati Significato N_SITZ INT Numero della sede XSTART REAL Posizione iniziale dell'asse X (ass) XEND REAL Posizione finale dell'asse X (ass) ZSTART REAL Posizione iniziale dell'asse Z (ass) ZEND REAL Posizione finale dell'asse Z (ass) YEND REAL Quota finita (ass) ZU_ART INT Incremento: - sinistra - destra - entrambi i lati ZZU_ART INT Incremento intermittente: - sinistra - destra - entrambi i lati KS INT Impulso sonoro A_LU REAL Sovrametallo rettifica in aria (incr.) A_SR REAL Sovrametallo (incr.) LUZ REAL Incremento ad ogni passata di rettifica in aria SRZ REAL Incremento per passata N_FR INT Passate di spegnifiamma A_HEB REAL Quota di distacco (incr.) FY REAL Avanzamento sul punto di inversione FX REAL Avanzamento tavola FZ REAL Incremento dell'asse Z ad ogni passata in X Funzione Il ciclo Rettifica superficiale con incremento intermittente viene richiamato per la lavorazione di una superficie più larga della mola, in cui la superficie viene rettificata con la tecnica del pendolamento. L'incremento delle passate avviene al termine delle passate in X. Questo incremento viene eseguito in circolare per non generare salti di accelerazione. Con questa tecnica si può scegliere anche il lato di incremento in direzione Z. 178 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.12 Rettifica superficiale con incremento intermittente - CYCLE428 L'incremento Y avviene nei punti di inversione di X e Z (sinistra/dietro, destra/dietro, sinistra/avanti o destra/avanti). Il ciclo supporta la diamantatura intermedia, l'interruzione e il volantino. La reazione dei tasti agisce sempre solo nel punto finale. Al termine si ha il distacco o il passaggio alla lavorazione con un'altra tecnologia. All'inizio della lavorazione si può lavorare con una quota d'incremento maggiorata. Se l'impulso sonoro ha rilevato il contatto, l'utensile si ritira della quota d'incremento dell'impulso sonoro meno quella della rettifica. Se non è configurato un ingresso per impulso sonoro, il ciclo passa immediatamente al funzionamento con volantino all'inizio dell'operazione. Tramite il valore nel parametro FZ (incremento a passata) si può decidere se i valori X deve avvenire all'inizio o alla fine del movimento circolare. Con valori negativi le posizioni X non vengono superate nemmeno con l'interpolazione circolare. Procedura Raggiungimento della posizione del sovrametallo. Accostamento della posizione iniziale X e della posizione iniziale Z. Avvio del pendolamento, incremento nei punti di inversione. Il primo incremento dopo l'avvio del pendolamento viene adattato in modo che tutti gli altri incrementi corrispondano alla quota d'incremento. Questo processo si verifica anche dopo un'interruzione, una diamantatura intermedia o la deselezione della sovrapposizione del volantino. Il pendolamento non viene eseguito con la funzione di pendolamento, perché altrimenti si verificano problemi per la cancellazione del percorso residuo che comportano un notevole dispendio di risorse del PLC. Dopo l'interruzione o la diamantatura si verifica l'accostamento con un valore di scarico al punto iniziale della lavorazione. Al termine l'utensile si solleva della quota di distacco oppure la lavorazione prosegue al punto finale dello strato con un'altra tecnologia. Ciò significa che quando l'asse di pendolamento si trova nel punto finale o iniziale dell'asse X e il sovrametallo è corretto, la lavorazione prosegue da questo punto. Ciò consente di combinare un numero illimitato di sedi tecnologiche. Disegno schematico dei parametri di geometria Figura 9-11 Rettifica superficiale con incremento intermittente - CYCLE428 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 179 Cicli 9.12 Rettifica superficiale con incremento intermittente - CYCLE428 Esempio di programmazione Sequenza di lavorazione: ● Pendolamento in direzione Z con velocità periferica 20 m/s della mola con due blocchi di incremento. ● Nel blocco N30 sovrametallo 0.1mm e incremento di 0.005 mm a passata, nessun distacco alla fine e proseguimento della lavorazione direttamente nel blocco N40 con sovrametallo 0.02 mm e incremento 0.002 mm a passata. ● Entrambe le operazioni prevedono 2 passate spegnifiamma e vengono eseguite con le stesse posizioni geometriche e gli stessi avanzamenti. ● L'avanzamento in Z ad ogni passata ammonta a 40 mm alla 1ª operazione e a 10 mm alla 2ª operazione. ● Il corretto posizionamento del punto di avvio della seconda lavorazione su un punto finale della 1ª lavorazione fa sì che vi sia subito un immediato incremento. Il presupposto è che sia disattivata la rettifica con impulso sonoro. N10 T2D1 N20 CYCLE446( 20) N30 CYCLE428( 0, 100, -350, -95, 0, 10.500000, 0, 0, 0, 0, 0.1, 0, 0.005000, 2, 0, 3000, 30000, 40) N40 CYCLE428( 0, 100, -350, -95, 0, 10.48, 0, 0, 0, 0, 0.02, 0, 0.002, 2, 1, 3000, 30000, 10) N50 M30 180 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.13 Rettifica del profilo - CYCLE429 9.13 Rettifica del profilo - CYCLE429 Programmazione CYCLE429( N_SITZ, XSTART, ZSTART, YEND, KS, A_LU, A_SR, LUZ, SRZ, N_FR, A_HEB, FX, KONTUR) Parametri Tabella 9- 9 Parametri CYCLE429 Parametri Tipo di dati Significato N_SITZ INT Numero della sede XSTART REAL Posizione iniziale dell'asse X (ass) ZSTART REAL Posizione iniziale dell'asse Z (ass) YEND REAL Posizione Y alla posizione di avvio dell'asse Z (ass) e asse X (ass) KS INT Impulso sonoro A_LU REAL Sovrametallo rettifica in aria (incr.) A_SR REAL Sovrametallo (incr.) LUZ REAL Incremento ad ogni passata di rettifica in aria SRZ REAL Incremento per passata N_FR INT Passate di spegnifiamma A_HEB REAL Quota di distacco (incr.) FX REAL Avanzamento tavola KONTUR string Nome del profilo Funzione Il ciclo di rettifica del profilo serve a lavorare una superficie con un profilo libero. L'intero profilo si trova nel sottoprogramma del profilo. Il ciclo accetta solo l'incremento e i tasti di interruzione, che hanno effetto solo alla fine del profilo. Il ciclo supporta la diamantatura intermedia e 'interruzione. Alla fine di ogni passata si verifica il distacco e il ritorno al punto iniziale. La lavorazione deve proseguire mediante compensazione attiva del raggio utensile (G41 / G42). La modifica della correzione utensile viene effettuata tramite il ciclo. L'utente ha la possibilità di programmare nel profilo libero anche un movimento in avanti e indietro. In questo caso non è necessaria una quota di distacco. L'utente deve selezionare il gruppo G corretto (G41/G42) nel programma di profilo, dato che questi comprende anche la direzione della lavorazione. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 181 Cicli 9.13 Rettifica del profilo - CYCLE429 Procedura Registrazione del sovrametallo nello spostamento origine. Raggiungimento della quota di distacco. Avanzamento alla posizione iniziale X e della posizione iniziale Z. Richiamo del programma di profilo. Distacco e ripresa dello spostamento origine. Nuovo accostamento del punto iniziale fino a completare la lavorazione del sovrametallo. Al termine si ha il distacco della quota corrispondente. La lavorazione prosegue con una nuova tecnologica nel punto finale dello strato. Disegno schematico dei parametri di geometria Figura 9-12 182 Rettifica del profilo - CYCLE429 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.13 Rettifica del profilo - CYCLE429 Esempio di programmazione Sequenza di lavorazione: ● Rettifica del profilo con sovrametallo 0.02mm e incremento 0.005mm a ogni passata. ● L'incremento viene realizzato tramite l'offset della superficie. Il profilo è sempre programmato sulla quota finita. ● Al termine avvengono 2 passate spegnifiamma. ● Il distacco deve essere programmato come segue: – Deve essere possibile ritornare senza rischi al punto iniziale. – Il movimento di ritorno è contenuto nel profilo. ● Nell'esempio è descritta una lavorazione successiva dello stesso profilo ma con diverso incremento. ● Il profilo deve essere archiviato come singolo sottoprogramma. Nel profilo viene inserita anche la direzione della compensazione del raggio utensile. N10 T1D1 N20 CYCLE446( 20) CYCLE429( 0, 100, 0, 0, 0, 0, 0.02, 0, 0.005, 2, 20, 10000, "K123") N30 Y0 N40 CYCLE429( 1, 100, 0, 0, 0, 0.02, 0, 0.005, 2, 20, 10000, "K123") N50 M30 Esempio di programma di profilo %_N_K123_SPF G17 G42 G64 G90 X100 Y0 G64 X0 Y0 G64 X-100 Y10 G64 X-210 Y0 G64 X-260 RET Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 183 Cicli 9.14 Diamantatura, rullo di profilatura - CYCLE430 9.14 Diamantatura, rullo di profilatura - CYCLE430 Programmazione CYCLE430( Y_AB, F_TVOR, F_VOR, N_AUS, N_ABR, USCH, N_AWST) Parametri Tabella 9- 10 Parametri CYCLE430 Parametri Tipo di dati Significato Y_AB REAL Valore di diamantatura in Y (incr.) F_TVOR REAL Avanzamento di tuffo in mm/giro F_VOR REAL Avanzamento di diamantatura in mm/giro N_AUS REAL Giri di arresto rullo N_ABR INT Numero delle passate di diamantatura USCH REAL Velocità periferica della mola N_AWST INT Numero di pezzi tra due diamantature Funzione Il ciclo serve alla diamantatura delle mole mediante un rullo di profilatura. Dopo la diamantatura (ogni passata) la quota di asportazione viene conteggiata nei parametri di usura della correzione utensile corrente. La diamantatura avviene in funzione del contapezzi GC_WKS. Procedura Se è specificato un sovrametallo di profilatura, questo viene asportato per primo. Questo valore può servire anche a ricercare il diamantatore se non sono presenti i sensori. Durante la diamantatura del sovrametallo di profilatura non è per ora prevista alcuna compensazione dell'usura del diamantatore. Il sovrametallo di profilatura viene inserito nel calcolo quando si seleziona il sistema di coordinate valido nella quota base del diamantatore. In questo caso sarebbe superfluo uno spostamento origine programmabile da utilizzare per le operazioni di rettifica. I giri di arresto rullo corrispondono ai giri di sosta o al tempo di sosta del rullo sulla mola. 184 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Cicli 9.14 Diamantatura, rullo di profilatura - CYCLE430 Disegno schematico dei parametri di geometria Figura 9-13 Diamantatura, rullo di profilatura - CYCLE430 Esempio di programmazione Sequenza di lavorazione: ● Diamantature di 2 passate con valore 0.02 mm, nonché 2 giri spegnifiamma ogni 5 pezzi. ● Il numero di passate a vuoto è salvato nei dati utensile, così come i rapporti di velocità periferica dei mandrini. N10 T1D1 N20 CYCLE430(0.02,20,0.2,2,2,35,5) N30 M30 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 185 Cicli 9.15 Selezione della velocità periferica della mola - CYCLE446 9.15 Selezione della velocità periferica della mola - CYCLE446 Programmazione CYCLE446(SUG) Parametri Tabella 9- 11 Parametri CYCLE446 Parametri Tipo di dati Significato SUG REAL valore della velocità periferica della mola Funzione Questa funzione serve ad attivare la mola rettificatrice alla velocità periferica desiderata e a controllarne il numero di giri massimo. In caso di superamento viene emesso un messaggio (non un allarme) e il valore viene limitato alla sua soglia massima. La verifica avviene per tutte le mole che sono attrezzate sul mandrino (set di dischi). Serve ugualmente un menu di attrezzaggio per avere un quadro complessivo dei dischi utilizzati. La prova e il calcolo vengono effettuati sul diametro maggiore delle mole. Si tratta pertanto di una sorveglianza di tipo calcolatorio. Internamente non vengono impostate limitazioni che possano implementare una sorveglianza sicura, che deve invece essere assicurata dall'utente. Se è presente il CYCLE425, per le macchine prive di mandrino NC con un numero di mandrino ≤ 0 è ugualmente possibile sfruttare un calcolo del numero di giri richiesto. In questo caso il CYCLE425 riceve il numero di giri calcolato e limitato. L'utente può qui immettere questo numero di giri in gruppi o direttamente su un regolatore esterno (funzioni M, ....). Il numero di giri impostato, che può discostarsi da quello richiesto, va quindi applicato al parametro _GC_PARR[5]. In questo modo il ciclo di diamantatura può ad es. calcolare l'avanzamento necessario in mm/giro con il corretto numero di giri. 186 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 10 Programmazione 10.1 Concetti fondamentali della programmazione NC 10.1.1 Nome del programma Ogni programma ha un proprio nome. Il nome può essere scelto liberamente al momento della generazione del programma, tenendo conto delle seguenti limitazioni: ● i primi due caratteri devono essere lettere dell'alfabeto ● utilizzare solo lettere, cifre o underscore ● non utilizzare alcun carattere di separazione (vedere il capitolo "Set di caratteri") ● il punto decimale può essere utilizzato solo per identificare l'estensione del file ● utilizzare max. 27 caratteri Esempio: PEZZO 10.1.2 Struttura del programma Struttura e contenuto Il programma NC è composto da una serie di blocchi (vedere la tabella seguente). Ogni blocco rappresenta una fase di lavorazione. In un blocco le istruzioni vengono scritte sotto forma di parole. L'ultimo blocco della sequenza di esecuzione contiene una parola speciale per il fine programma: es. M2. Tabella 10- 1 Struttura del programma NC Blocco Parola Parola Parola ... ;Commento Blocco N10 G0 X20 ... ; 1. Blocco Blocco N20 G2 Z37 ... ; 2. Blocco Blocco N30 G91 ... ... ; ... Blocco N40 ... ... ... Blocco N50 M2 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 ; Fine programma 187 Programmazione 10.1 Concetti fondamentali della programmazione NC 10.1.3 Struttura delle parole e indirizzo Funzionalità/struttura La parola è un elemento di un blocco e rappresenta la parte principale di un'istruzione di controllo. La parola è formata da: ● Caratteri di indirizzo: generalmente una lettera ● e valore numerico: una serie di cifre che in determinati indirizzi può contenere anche un segno e una virgola decimale. Il segno positivo (+) può essere omesso. 3DUROD ,QGLUL]]R 9DORUH (VHPSLR 6SLHJD]LRQH Figura 10-1 3DUROD ,QGLUL]]R * 9DORUH ; 6SRVWDPHQWR FRQLQWHUSROD]L RQHOLQHDUH &RUVDRSRVL]LRQH ILQDOHSHUO DVVH; PP 3DUROD ,QGLUL]]R 9DORUH ) $YDQ]DPHQWR PPPLQ Esempio di struttura di una parola Più caratteri d'indirizzo Una parola può contenere anche più caratteri d'indirizzo. In questo caso però l'assegnazione del valore numerico deve essere intervallata dal carattere "=". Esempio: CR=5.23 Si possono inoltre richiamare le funzioni G con un nome simbolico (vedere anche il capitolo "Sommario delle istruzioni"). Esempio: SCALE ; attivare il fattore di scala Indirizzo ampliato Nei seguenti indirizzi, l'indirizzo viene ampliato da 1 a 4 cifre per poter utilizzare un numero maggiore di indirizzi: R: Parametri di calcolo H: Funzione H I, J, K: Parametri di interpolazione/punto intermedio L'assegnazione del valore deve avvenire intervallando il carattere di uguale "=" (vedere anche il capitolo "Sommario delle istruzioni"). Esempio: R10=6.234 H5=12.1 I1=32.67 188 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.1 Concetti fondamentali della programmazione NC 10.1.4 Struttura dei blocchi Funzionalità Un blocco contiene tutti i dati necessari per eseguire un passo di lavorazione. Un blocco è generalmente composto da più parole e termina sempre con il carattere di fine blocco " LF " (nuova riga). Questo viene generato automaticamente premendo il cambio riga o il tasto <Input>in fase di scrittura. 1 :RUG :RUG 6SDFH 6SDFH %/$1. 6SDFH :RUGQ 6SDFH &RPPHQW /) (QGRIEORFNFKDUDFWHU %ORFNLQVWUXFWLRQV %ORFNQXPEHUVWDQGVLQIURQWRILQVWUXFWLRQV 2QO\DVQHHGHGLQVWHDGRI1PDLQEORFNVKDYH WKHV\PEROಯಯ&RORQ %ORFNVNLS RQO\LIQHFHVVDU\VWDQGVDWWKHEHJLQQLQJ Figura 10-2 RQO\LIUHTXLUHG LVZULWWHQDWWKHHQGGHOLPLWHGIURP WKHUHPDLQLQJSDUWRIWKHEORFNE\ 7RWDOQXPEHURIFKDUDFWHUVLQDEORFNFKDUDFWHUV Schema della struttura di un blocco Sequenza di parole Se vengono programmate più istruzioni in un blocco, si consiglia la seguente sequenza: N... G... X... Z... F... S... T... D... M... H... Indicazione per la numerazione dei blocchi Per la numerazione dei blocchi scegliere in un primo tempo incrementi di 5 o 10. Questo consente di inserire in un secondo tempo altri blocchi mantenendo tuttavia la progressione dei numeri dei blocchi. Esclusione di un blocco I blocchi di un programma che non devono essere eseguiti ad ogni esecuzione del programma, con il carattere di barra inclinata " / " possono essere ulteriormente contrassegnati prima della parola del numero di blocco. L'esclusione del blocco avviene con una manovra operativa (influenza sul programma: "SKP") oppure attraverso un segnale di interfaccia (segnale). Un segmento può essere escluso contrassegnando diversi blocchi successivi con " / ". Se durante l'esecuzione di un programma è attiva un'esclusione di blocco, tutti i blocchi di programma contrassegnati con " / " non vengono eseguiti. Tutte le istruzioni contenute nei relativi blocchi non sono prese in considerazione. L'esecuzione del programma continua a partire dal blocco successivo senza contrassegno. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 189 Programmazione 10.1 Concetti fondamentali della programmazione NC Commenti, osservazioni Le istruzioni contenute nei blocchi di un programma possono essere chiarite tramite commenti (osservazioni). Un commento inizia con il carattere " ; " e termina con il fine blocco. I commenti vengono visualizzati insieme al contenuto del blocco residuo nella visualizzazione attuale del blocco. Segnalazioni Le segnalazioni si programmano nel blocco. In un campo speciale viene visualizzata una segnalazione e mantenuta fino alla fine del programma o all'esecuzione di un blocco con un'ulteriore segnalazione. Possono essere visualizzati max. 65 caratteri di testo. Una segnalazione senza testo cancella una segnalazione precedente. MSG("QUESTO E' IL TESTO DELLA SEGNALAZIONE") Vedere anche il capitolo "Service MSG". Esempio di programmazione N10 ; Ditta G&S Ordine.nr. 12A71 N20 ; Parte della pompa 17, nr. di disegno: 123 677 N30 ; Programma creato da H. Adam, rep. TV 4 N40 MSG("N. DISEGNO: 123677") :50 G54 F4.7 S220 D2 M3 ; Blocco principale N60 G0 G90 X100 Z200 N70 G1 Z185.6 N80 X112 /N90 X118 Z180 ; Il blocco può essere escluso N100 X118 Z120 N110 G0 G90 X200 N120 M2 190 ; Fine programma Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.1 Concetti fondamentali della programmazione NC 10.1.5 Set di caratteri I seguenti caratteri possono essere utilizzati per la programmazione e vengono interpretati conformemente alle definizioni. Lettere, cifre A, B, C, D, E, F, G, H, I, J, K, L, M, N,O, P, Q, R, S, T, U, V, W X, Y, Z 0, 1, 2, 3, 4, 5, 6, 7, 8, 9 Non avviene alcuna distinzione tra lettere minuscole e lettere maiuscole. Caratteri speciali stampabili ( parentesi tonde aperte " virgolette ) parentesi tonde chiuse _ underscore (appartenente a lettere alfabetiche) [ parentesi quadre aperte . punto decimale ] parentesi quadre chiuse , virgola, caratteri di separazione < minore ; inizio commento > maggiore % riservato, non utilizzare : blocco principale, fine label & riservato, non utilizzare = assegnazione, parte di una eguaglianza ' riservato, non utilizzare / divisione, esclusione di blocco $ identificativo per variabili di sistema * Moltiplicazione ? riservato, non utilizzare + addizione, segno positivo ! riservato, non utilizzare - sottrazione, segno negativo Caratteri speciali non stampabili LF: carattere di fine blocco Blank: caratteri di separazione tra le parole, caratteri vuoti (spazi) Tabulatore: riservato, non utilizzare Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 191 Programmazione 10.1 Concetti fondamentali della programmazione NC 10.1.6 Sommario delle istruzioni Funzioni disponibili per SINUMERIK 802D sl plus e pro! Indirizzo Significato Assegnazione valore Informazione Programmazione D Numero di correzione 0 ... 9, solo numeri utensile interi, senza segno contiene dati di correzione per D... un determinato utensile T... ; D0 per valori di correzione= 0, max. 9 numeri D per un utensile F Avanzamento 0.001 ... 99 999.999 Velocità vettoriale utensile/pezzo, unità di misura in mm/min o mm/giro in base a G94 o G95 F... F Tempo di sosta (blocco con G4) 0.001 ... 99 999.999 Tempo di sosta in secondi G4 F...; blocco a sé stante G Funzione G (funzione preparatoria) Solo valori interi, preimpostati Le funzioni G sono suddivise in gruppi G. In un blocco può essere scritta solo una funzione G di un gruppo. Una funzione G può avere azione modale (finché non viene annullata da un'altra funzione dello stesso gruppo) oppure è attiva solo per il blocco in cui si trova (azione blocco-blocco). G... oppure nome simbolico, ad es.: CIP Gruppo G: G0 Interpolazione lineare con rapido 1: Comandi di movimento G0 X... Z... G1 * Interpolazione lineare con avanzamento (tipo di interpolazione) G1 X...Z... F... G2 Interpolazione circolare in senso orario G2 X... Z... I... K... F... ;centro e punto finale G2 X... Z... CR=... F... ; raggio e punto finale G2 AR=... I... K... F... ; angolo di apertura e centro G2 AR=... X... Z... F... ; angolo di apertura e punto finale G3 Interpolazione circolare in senso antiorario G3 ... ; altrimenti come per G2 CIP Interpolazione circolare tramite punto intermedio CIP X... Z... I1=... K1=... F... ;I1, K1 è il punto intermedio CT Interpolazione circolare, raccordo tangenziale N10 ... N20 CT Z... X... F... ; cerchio, raccordo tangenziale con il precedente tratto di percorso N10 192 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.1 Concetti fondamentali della programmazione NC Indirizzo Significato G4 Tempo di sosta Assegnazione valore Informazione Programmazione 2: Movimenti speciali, tempo di sosta G4 F...; blocco a sé stante, F: tempo in secondi oppure G4 S.... ; blocco a sé stante, S: in giri del mandrino attivo blocco a blocco G74 Ricerca punto di riferimento G74 X1=0 Z1=0 ; blocco a sé stante, (identificatore asse macchina!) G75 Accostamento a un punto fisso G75 X1=0 Z1=0 ; blocco a sè stante (identificatore asse macchina!) TRANS Traslazione programmabile 3: Scrittura in memoria TRANS X... Z... ;blocco a sé stante SCALE Fattore di scala programmabile attivo blocco a blocco SCALE X... Z... ; fattore di scala in direzione dell'asse indicato, blocco a sè stante ROT Rotazione programmabile ROT RPL=...; rotazione nel piano attuale G17 ... G19, blocco a sé stante MIRROR Specularità programmabile MIRROR X0 ; asse delle coordinate la cui direzione viene cambiata, blocco a sé stante ATRANS Traslazione additiva programmabile ATRANS X... Z... ;blocco a sé stante ASCALE Fattore di scala additivo programmabile ASCALE X... Z... ; fattore di scala in direzione dell'asse indicato, blocco a sè stante AROT Rotazione additiva programmabile AROT RPL=... ; rotazione add. nel piano attuale G17 ... G19, blocco a sé stante AMIRROR Specularità additiva programmabile AMIRROR X0 ; asse delle coordinate la cui direzione viene cambiata, blocco a sé stante G25 Limitazione inferiore dei giri del mandrino o limitazione inferiore del campo di lavoro G25 S... ;blocco a sé stante Limitazione superiore dei giri del mandrino o limitazione superiore del campo di lavoro G26 S... ;blocco a sé stante G26 G17 Piano X/Y G25 X... Z... ;blocco a sé stante G26 X... Z... ;blocco a sé stante 6: Selezione dei piani Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 193 Programmazione 10.1 Concetti fondamentali della programmazione NC Indirizzo Significato G18 * Piano Z/X Assegnazione valore Informazione G19 Piano Y/Z G40 * Correzione raggio utensile OFF 7: Correzione raggio utensile G41 Correzione raggio utensile a sinistra del profilo efficace in modo modale G42 Correzione raggio utensile a destra del profilo G500 Spostamento origine impostabile OFF G54 1. spostamento origine impostabile G55 2. spostamento origine impostabile G56 3. spostamento origine impostabile G57 4. spostamento origine impostabile G58 5. spostamento origine impostabile G59 6. spostamento origine impostabile G53 Esclusione blocco a blocco dello spostamento origine impostabile G153 Esclusione blocco a blocco dello spostamento origine impostabile incluso frame di base G60 * Arresto preciso G64 Funzionamento continuo G9 Arresto preciso blocco a blocco 11: Arresto preciso - blocco a blocco efficace blocco a blocco G601 * Finestra di arresto preciso con G60, G9 12: Finestra di arresto preciso G602 Finestra di arresto grossolano con G60, G9 efficace in modo modale G70 Quote in pollici G71 * Quote in sistema metrico 13: Quote in pollici/sistema metrico G700 Quote in pollici, anche per avanzamento F G710 Quote in sistema metrico, anche per avanzamento F G90 * Quote assolute G91 Quote incrementali 14: Quota assoluta/incrementale G94 * Avanzamento F in mm/min 15: Avanzamento/mandrino G95 Avanzamento F in mm/giro del mandrino efficace in modo modale G96 Velocità di taglio costante ON (F in mm/giro, S in m/min) G97 Velocità di taglio costante OFF G450 * Cerchio di raccordo 194 Programmazione 8: spostamento origine impostabile efficace in modo modale 9: Esclusione spostamento origine impostabile efficace blocco a blocco 10: Comportamento di posizionamento efficace in modo modale efficace in modo modale efficace in modo modale G96 S... LIMS=... F... 18: Comportamento sugli Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.1 Concetti fondamentali della programmazione NC Indirizzo Significato G451 Punto d'intersezione Assegnazione valore Informazione Programmazione spigoli con la correzione raggio utensile efficace in modo modale BRISK * Accelerazione vettoriale a gradino 21: Profilo di accelerazione SOFT Accelerazione vettoriale con limitazione dello strappo efficace in modo modale FFWOF * Precomando OFF 24: Precomando FFWON Precomando ON efficace in modo modale WALIMON * Limitazione del campo di lavoro ON 28: Limitazione del campo di lavoro efficace in modo modale WALIMOF Limitazione del campo di lavoro OFF G290 * Modo SIEMENS ; vale per tutti gli assi che sono stati attivati con i dati di setting, valori impostati corrisp. con G25, G26 47: Lingue CN esterne Le funzioni indicate con * sono efficaci a inizio programma (nello stato di fornitura del controllo numerico se non è stata eseguita una programmazione diversa e se il costruttore della macchina ha mantenuto l'impostazione standard per la tecnologia "Rettifica"). H Funzione H H0= ... H9999= ± 0.0000001 ... 9999 9999 (8 cifre decimali) oppure esponenziale: ± (10-300 ... 10+300 ) Trasmissione dei valori al PLC, significato definito dal costruttore della macchina H0=... H9999=... ad es.: H7=23.456 I Parametri di interpolazione ±0.001 ... 99 999.999 Filetto: 0.001 ... 2000.000 per asse X, significato in funzione Vedere G2, G3 e G33, di G2,G3 -> centro del cerchio o G34, G35 G33, G34, G35, G331, G332 -> passo del filetto K Parametri di interpolazione ±0.001 ... 99 999.999 Filetto: 0.001 ... 2000.000 Per asse Z, altrimenti come I Vedere G2, G3 e G33, G34, G35 I1= Punto intermedio per interpolazione circolare ±0.001 ... 99 999.999 Per asse X, impostazione per l'interpolazione circolare con CIP Vedere CIP K1= Punto intermedio per interpolazione circolare ±0.001 ... 99 999.999 Per asse Z, impostazione per l'interpolazione circolare con CIP Vedere CIP L Sottoprogramma, nome e richiamo 7 decimali, solo numeri interi, senza segno Invece di un nome qualsiasi si L.... ;blocco a sé stante può scegliere anche L1 ... L9999999; il sottoprogramma (UP) può quindi essere richiamato anche in un blocco a sé stante, fare attenzione: L0001 non è uguale a L1 il nome "LL6" è riservato per il sottoprogramma di cambio utensile! Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 195 Programmazione 10.1 Concetti fondamentali della programmazione NC Indirizzo Significato Assegnazione valore Informazione M Funzione supplementare 0 ... 99 solo numeri interi, senza segno Ad es. per attivare funzioni di commutazione, come "Refrigerante ON", max. 5 funzioni M in un blocco M0 Arresto programmato Alla fine del blocco con M0 l'elaborazione è arrestata, l'esecuzione del programma prosegue con un nuovo "NC START" M1 Arresto opzionale Come per M0, tuttavia l'arresto viene eseguito solo se è presente un segnale speciale (influenza sul programma: "M01") M2 Fine programma Si trova nell'ultimo blocco della sequenza di esecuzione M30 - riservato, non utilizzare M17 - riservato, non utilizzare M3 Rotazione destrorsa del mandrino (per mandrino master) M4 Rotazione sinistrorsa del mandrino (per mandrino master) Programmazione M... M5 Arresto mandrino (per mandrino master) Mn=3 Rotazione destrorsa del mandrino (per mandrino n) n=1o=2 M2=3 ; arresto rotazione destrorsa per mandrino 2 Mn=4 Rotazione sinistrorsa del mandrino (per mandrino n) n=1o=2 M2=4 ; arresto rotazione sinistrorsa per mandrino 2 Mn=5 Arresto mandrino (per mandrino n) n=1o=2 M2=5 ; arresto mandrino per mandrino 2 M6 Cambio dell'utensile Solo se è attivato tramite i dati macchina con M6, altrimenti cambio direttamente con l'istruzione T M40 Cambio gamma velocità automatico (per mandrino master) Mn=40 Cambio gamma velocità automatico (per mandrino n) M41 ... M45 Gamma 1 fino a 5 (per mandrino master) Mn=41 ... Mn=45 n=1o=2 M1=40 ; gamma in automatico ; per mandrino 1 Gamma 1 fino a 5 (per mandrino n) n=1o=2 M2=41 ; 1. gamma per mandrino 2 M70, M19 - riservato, non utilizzare M... Altre funzioni M La funzionalità non è definita nel controllo e quindi è liberamente disponibile per il costruttore della macchina 196 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.1 Concetti fondamentali della programmazione NC Indirizzo Significato Assegnazione valore Informazione N Numero di blocco blocco secondario 0 ... 9999 9999 solo numeri interi, senza segno Può essere usato per identificare blocchi con un numero, si trova all'inizio di un blocco N20 : Numero di blocco blocco principale 0 ... 9999 9999 solo numeri interi, senza segno Particolari identificazioni di blocchi - al posto di N... , questo blocco dovrebbe contenere tutte le istruzioni per la seguente sezione completa di lavorazione :20 P Numero di ripetizioni di un sottoprogramma 1 ... 9999 solo numeri interi, senza segno In caso di ripetizioni di sottoprogrammi si trova nello stesso blocco di richiamo L781 P... ;blocco a sé stante Parametri di calcolo ± 0.0000001 ... 9999 9999 (8 cifre decimali) oppure esponenziale: ± (10-300 ... 10+300 ) R0 ... R299 Funzioni di calcolo Programmazione N10 L871 P3 ; ripetizione per tre volte R1=7.9431 R2=4 con indicazione dell'esponente: R1=-1.9876EX9 ; R1=-1 987 600 000 Oltre alle 4 operazioni fondamentali con gli operatori + * / esistono le seguenti funzioni di calcolo: SIN( ) Seno Indicazione in gradi R1=SIN(17.35) COS( ) Coseno Indicazione in gradi R2=COS(R3) TAN( ) Tangente Indicazione in gradi R4=TAN(R5) ASIN( ) Arcoseno R10=ASIN(0.35) ; R10: 20,487 gradi ACOS( ) Arcocoseno R20=ACOS(R2) ; R20: ... gradi ATAN2( , ) Arcotangente2 SQRT( ) Radice quadrata R6=SQRT(R7) POT( ) Quadrato R12=POT(R13) ABS( ) Valore assoluto R8=ABS(R9) TRUNC( ) Parte intera R10=TRUNC(R2) LN( ) Logaritmo naturale R12=LN(R9) EXP( ) Funzione esponenziale R13=EXP(R1) RET Fine sottoprogramma Da 2 vettori perpendicolari l'uno R40=ATAN2(30.5,80.1) ; rispetto all'altro si calcola l'angolo R40: 20.8455 gradi del vettore risultante. Il riferimento per l'angolo è sempre il 2° vettore indicato. Risultato nel campo: -180 ... +180 gradi Utilizzo al posto di M2 - per mantenere un funzionamento continuo Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 RET ;blocco a sé stante 197 Programmazione 10.1 Concetti fondamentali della programmazione NC Indirizzo Significato Assegnazione valore Informazione S... Velocità mandrino (mandrino master) 0.001 ... 99 999.999 Velocità mandrino, unità di misura giri/min S... S1=... Velocità mandrino per mandrino 1 0.001 ... 99 999.999 Velocità mandrino, unità di misura giri/min S1=725 ; numero di giri 725 giri/min per mandrino 1 S2=... Velocità mandrino per mandrino 2 0.001 ... 99 999.999 Velocità mandrino, unità di misura giri/min S2=730 ; numero di giri 730 giri/min per mandrino 2 S Velocità di taglio con G96 attivo 0.001 ... 99 999.999 Velocità di taglio - unità di misura m/min con G96, funzione solo per mandrino master G96 S... S Tempo di sosta nel blocco con G4 0.001 ... 99 999.999 Tempo di sosta in giri del mandrino G4 S...; blocco a sé stante T Numero dell'utensile 1 ... 32 000 solo numeri interi, senza segno Il cambio utensile può avvenire direttamente con l'istruzione T o soltanto con M6. Questo è impostabile nel dato macchina. T... X Asse ±0.001 ... 99 999.999 Informazione di percorso X... Z Asse ±0.001 ... 99 999.999 Informazione di percorso Z... AC Coordinata assoluta - Per un determinato asse si può indicare blocco a blocco la quota per il punto finale o per il centro differente da G91. N10 G91 X10 Z=AC(20) ; quota incrementale X, quota assoluta Z ACC[asse] Correzione percentuale dell'accelerazione 1 ... 200 , intero Correzione dell'accelerazione per N10 ACC[X]=80 ;per asse un asse o mandrino, indicazione X 80% in percentuale N20 ACC[S]=50 ;per mandrino 50% ACP Coordinata assoluta, posizione da accostare in direzione positiva (per asse rotante, mandrino) - Per un asse rotante si può indicare blocco a blocco la quota per il punto finale con ACP(...) diversamente da G90/G91, utilizzabile anche per il posizionamento del mandrino. N10 A=ACP(45.3) ;posizione assoluta asse A da accostare in direzione positiva N20 SPOS=ACP(33.1) ;posizionamento mandrino ACN Coordinata assoluta, posizione da accostare in direzione negativa (per asse rotante, mandrino) - Per un asse rotante si può indicare blocco a blocco la quota per il punto finale con ACN(...) diversamente da G90/G91, utilizzabile anche per il posizionamento del mandrino. N10 A=ACN(45.3) ;posizione assoluta asse A da accostare in direzione negativa N20 SPOS=ACN(33.1) ;posizionamento mandrino ANG Angolo per definire un tratto lineare di profilo ±0.00001 ... 359.99999 Impostazione in gradi, una possibilità per definire la retta con G0 o G1 quando si conosce solo una coordinata del punto finale del piano oppure nei profili attraverso più blocchi quando non si conosce il punto finale. N10 G1 X... Z.... N11 X... ANG=... oppure profilo su più blocchi: N10 G1 X... Z... N11 ANG=... N12 X... Z... ANG=... 198 Programmazione Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.1 Concetti fondamentali della programmazione NC Indirizzo Significato Assegnazione valore Informazione AR Angolo di apertura per interpolazione circolare 0.00001 ... 359.99999 Impostazione in gradi, una possibilità per la definizione del cerchio con G2/G3 Vedere G2, G3 CALL Richiamo indiretto del ciclo - Forma speciale di richiamo del ciclo, nessuna trasmissione di parametri, nome del ciclo memorizzato nella variabile, previsto solo per l'utilizzo all'interno dei ciclo N10 CALL VARNAME ; nome della variabile CHF Smusso, utilizzo generale 0.001 ... 99 999.999 Inserisce uno smusso tra due blocchi del profilo con la lunghezza di smusso indicata N10 X... Z.... CHF=... N11 X... Z... CHR Smusso, nel profilo 0.001 ... 99 999.999 Inserisce uno smusso tra due blocchi del profilo con la lunghezza di lato indicata N10 X... Z.... CHR=... N11 X... Z... CR Raggio per interpolazione circolare 0.010 ... 99 999.999 segno negativo per selezione cerchio: più grande del semicerchio Una possibilità per la definizione del cerchio con G2/G3 Vedere G2, G3 CYCLE... Ciclo di lavorazione Solo valori preimpostati Il richiamo dei cicli di lavorazione richiede un blocco a sé stante, i parametri di trasferimento devono essere dotati di valori, sono possibili richiami speciali di cicli con aggiuntive MCALL o CALL CYCLE406 Posizionamento Z con la mola N10 CYCLE406(...) ; blocco a sé stante CYCLE407 Posizione di sicurezza N10 CYCLE407(...) ; blocco a sé stante CYCLE408 Ciclo d'officina Tuffo con pendolamento a 3 livelli (sgrossatura, finitura, microfinitura) N10 CYCLE408(...) ; blocco a sé stante CYCLE409 Ciclo d'officina Rettifica superficiale a 3 livelli (sgrossatura, finitura, microfinitura) N10 CYCLE409(...) ; blocco a sé stante CYCLE426 Tuffo con pendolamento N10 CYCLE426(...) ; blocco a sé stante CYCLE427 Rettifica superficiale con incremento continuo N10 CYCLE427(...) ; blocco a sé stante CYCLE428 Rettifica superficiale con incremento intermittente N10 CYCLE428(...) ; blocco a sé stante CYCLE429 Rettifica del profilo N10 CYCLE429(...) ; blocco a sé stante CYCLE430 Diamantatura, rullo di profilatura N10 CYCLE430(...) ; blocco a sé stante Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 199 Programmazione 10.1 Concetti fondamentali della programmazione NC Indirizzo Significato Assegnazione valore DC Coordinata assoluta, accostamento diretto alla posizione (per assi rotanti, mandrino) DEF Istruzione di definizione FRC Avanzamento blocco a blocco per smusso/raccordo FRCM FXS [asse] Programmazione Per un asse rotante si può indicare blocco a blocco la quota per il punto finale con DC(...) diversamente da G90/G91, utilizzabile anche per il posizionamento del mandrino. N10 A=DC(45.3) ;accostamento diretto alla posizione asse A N20 SPOS=DC(33.1) ;posizionamento mandrino Definire la variabile utente locale del tipo BOOL, CHAR, INT, REAL, direttamente all'inizio del programma DEF INT VARI1=24, VARI2 ; 2 variabili di tipo INT ; il nome è definito dall'utente 0, >0 con FRC=0 è attivo l'avanzamento F Unità di misura con F e G94, G95, smusso/raccordo vedere CHF, CHR, RND Avanzamento modale per smusso/raccordo 0, >0 con FRCM=0 è attivo l'avanzamento F Unità di misura con F e G94, G95, raccordo, arrotondamento modale vedere RND, RNDM Avanzamento su riscontro fisso =1: selezionare =0: deselezionare Asse: utilizzare gli identificatori N20 G1 X10 Z25 FXS[Z1]=1 FXST[Z1]=12.3 FXSW[Z1]=2 F... > 0.0 ... 100.0 in %, max. 100 % della coppia max. dell'azionamento, asse: utilizzare gli identificatori degli assi macchina N30 FXST[Z1]=12.3 FXST [asse] Coppia di serraggio, posizionamento su riscontro fisso - Informazione degli assi macchina FXSW [asse] Finestra di sorveglianza, > 0.0 posizionamento su riscontro fisso Misura di unità in mm o gradi, specifico per asse, asse: utilizzare gli identificatori degli assi macchina N40 FXSW[Z1]=2.4 GOTOB Istruzione di salto all'indietro - In correlazione con una label il programma salta al blocco contrassegnato, il blocco di destinazione si trova nella direzione di inizio del programma, N10 LABEL1: ... ... N100 GOTOB LABEL1 GOTOF Istruzione di salto in avanti - In correlazione con una label il programma salta al blocco contrassegnato, la destinazione di salto si trova nella direzione di fine del programma N10 GOTOF LABEL2 ... N130 LABEL2: ... IC Coordinata in quote incrementali - Per un determinato asse si può indicare blocco a blocco la quota per il punto finale diversamente da G90. N10 G90 X10 Z=IC(20) ;quota incrementale Z, quota assoluta X 200 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.1 Concetti fondamentali della programmazione NC Indirizzo Significato IF Condizione di salto Assegnazione valore - Informazione Con le condizioni di salto soddisfatte avviene il salto al blocco con label: altrimenti prossima istruzione / blocco, sono possibili diverse istruzioni IF in un blocco Programmazione N10 IF R1>5 GOTOF LABEL3 ... N80 LABEL3: ... operatori di confronto: = = uguale, <> diverso > maggiore, < minore >= maggiore o uguale <= minore o uguale LIMS Velocità limite superiore del mandrino con G96, G97 0.001 ... 99 999.999 limita il numero di giri del mandrino con la funzione G96 attivata - velocità di taglio costante e G97 Vedere G96 MEAS Misura con cancellazione del percorso residuo +1 -1 =+1: ingresso di misura1, fronte N10 MEAS=-1 G1 X... Z... di salita F... =-1: ingresso di misura1, fronte di discesa MEAW Misura senza cancellazione del percorso residuo +1 -1 =+1: ingresso di misura1, fronte N10 MEAW=1 G1 X... Z... di salita F... =-1: ingresso di misura1, fronte di discesa $A_DBB[n] $A_DBW[n] $A_DBD[n] $A_DBR[n] Byte di dati Parola di dati Doppia parola di dati Dati real $AA_FXS [asse] Stato, posizionamento su riscontro fisso - Valori: 0 ... 5 Asse: identificatore degli assi macchina N10 IF $AA_FXS[X1]==1 GOTOF .... $AA_MM [Asse] Risultato della misura di un asse nel sistema di coordinate macchina - Asse: identificatore di un asse N10 R1=$AA_MM[X] $AA_MW [Asse] Risultato della misura di un asse nel sistema di coordinate pezzo - Asse: identificatore di un asse N10 R2=$AA_MW[X] $AC_MEA [1] Stato dell'ordine di misura - Stato fornito: 0: condizione di partenza, il tastatore non ha commutato 1: il tastatore ha commutato N10 IF $AC_MEAS[1]==1 GOTOF .... ; quando il tastore di misura commuta, il programma prosegue ... Lettura e scrittura di variabili PLC N10 $A_DBR[5]=16.3 ; scrittura delle variabili Real ; con posizione offset 5 ; (posizione, tipo e significato sono concordati tra NC e PLC) che viene mosso durante la fase di misura (X, Z) che viene mosso durante la fase di misura (X, Z) Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 201 Programmazione 10.1 Concetti fondamentali della programmazione NC Indirizzo Significato Assegnazione valore $A..._..._ TIME Timer per tempo di esecuzione: 0.0 ... 10+300 $AN_SETUP_TIME min (valore di sola lettura) $AN_POWERON_TIME $AC_OPERATING_TIM E $AC_CYCLE_TIME $AC_CUTTING_TIME $AC_..._ PARTS Contapezzi: $AC_TOTAL_PARTS $AC_REQUIRED _PARTS $AC_ACTUAL_PARTS $AC_SPECIAL_PARTS Informazione s Variabile di sistema: tempo dall'ultimo avviamento del controllo tempo dall'ultimo avviamento normale tempo di esecuzione complessivo di tutti i programmi NC tempo di esecuzione di un programma NC (solo progr. selezionato) tempo di utilizzo utensile 0 ... 999 999 999, numero intero Variabile di sistema: Valore reale complessivo Valore di riferimento pezzo min (valore di sola lettura) s s Valore reale Numero di pezzi - specificato dall'utente Programmazione N10 IF $AC_CYCLE_TIME==50.5 .... N10 IF $AC_ACTUAL_PARTS==1 5 .... $AC_ MSNUM Numero del mandrino master attivo Sola lettura $P_ MSNUM Numero del mandrino master programmato Sola lettura $P_NUM_ SPINDLES Numero dei mandrini progettati Sola lettura $AA_S[n] Numero di giri reale del mandrino n Numero mandrino n =1 o =2, sola lettura $P_S[n] Ultima velocità programmata per il mandrino n Numero mandrino n =1 o =2, sola lettura $AC_ SDIR[n] Verso di rotazione attuale del mandrino n Numero mandrino n =1 o =2, sola lettura $P_ SDIR[n] Ultima direzione di rotazione programmata per il mandrino n Numero mandrino n =1 o =2, sola lettura $P_ TOOLNO Numero dell'utensile T attivo - sola lettura N10 IF $P_TOOLNO==12 GOTOF .... $P_TOOL N. D attivo dell'utensile attivo - sola lettura N10 IF $P_TOOL==1 GOTOF .... MSG( ) Segnalazione max. 65 caratteri Testo di segnalazione tra virgolette MSG("TESTO DI SEGNALAZIONE") ; blocco a sé stante ... N150 MSG() ; cancellazione della precedente segnalazione RND Arrotondamento 0.010 ... 99 999.999 N10 X... Z.... RND=... N11 X... Z... 202 Inserisce un raccordo tangenziale tra due blocchi del profilo con il valore del raggio indicato Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.1 Concetti fondamentali della programmazione NC Indirizzo Significato Assegnazione valore RNDM Arrotondamento modale 0.010 ... 99 999.999 0 ±0.00001 ... 359.9999 Informazione - inserisce raccordi tangenziali su tutti gli spigoli di profilo seguenti con il raggio indicato, avanzamento speciale FRCM= ... possibile - arrotondamento modale OFF RPL Angolo di rotazione con ROT, AROT SET( , , , ) REP() Impostazione di valori per i campi delle variabili SETMS(n) SETMS Definire il mandrino come mandrino master n = 1 o n= 2 SF Punto di attacco del filetto con G33 0.001 ... 359.999 Indicazione in gradi, il punto di inizio del filetto con G33 viene traslato del valore indicato SPI(n) Converte il numero di mandrino n in identificatore asse SPOS Posizione del mandrino Programmazione N10 X... Y.... RNDM=.7.3 ;arrotondamento modale ON N11 X... Y... .... N100 RNDM=.0 ;arrotondamento modale OFF Impostazione in gradi, angolo per Vedere ROT, AROT rotazione programmabile nel piano attuale da G17 a G19 SET: valori diversi, dall'elemento indicato fino a: numero corrispondente di valori REP: stesso valore, dall'elemento indicato fino alla fine del campo n: numero di mandrino, solo con SETMS diventa efficace il mandrino master di default DEF REAL VAR2[12]=REP(4.5) ; tutti gli elementi valore 4.5 N10 R10=SET(1.1,2.3,4.4); R10=1.1, R11=2.3, R4=4.4 N10 SETMS(2) ; blocco a sé stante, 2°mandrino = master Vedere G33 n =1 o =2, identificatore asse: ad es. "SP1" o "C" Indicazione in gradi, il mandrino si arresta nella posizione indicata (mandrino opportunamente predisposto sotto il profilo tecnico: regolazione di posizione) numero mandrino n: 1 oppure 2 N10 SPOS=.... N10 SPOS=ACP(...) N10 SPOS=ACN(...) N10 SPOS=IC(...) N10 SPOS=DC(...) Funzione speciale riempimento del buffer di preelaborazione fino a quando viene riconosciuto STARTFIFO, "Buffer di preelaborazione pieno" oppure "Fine programma". STOPFIFO; blocco a sé stante, inizio riempimento N10 X... N20 X... STARTFIFO Inizio della sezione di lavorazione veloce Funzione speciale, parallelamente avviene il riempimento del buffer di preelaborazione. N30 X... STARTFIFO ;blocco a sé stante, fine riempimento STOPRE Arresto della preelaborazione Funzione speciale, il blocco successivo è decodificato solo quando è terminato il blocco che si trova prima di STOPRE STOPRE ; blocco a sé stante G05 Attivazione esecuzione gole inclinate Utilizzabile solo con asse inclinato (TRAANG) G05 X... G07 Accostamento alla posizione iniziale Utilizzabile solo con asse inclinato (TRAANG) G07 X... Z... SPOS(n) STOPFIFO Arresto della sezione di lavorazione veloce 0.0000 ... 359.9999 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 203 Programmazione 10.2 Informazioni di percorso 10.2 Informazioni di percorso 10.2.1 Programmazione delle quote indicate In questo capitolo vengono descritte le istruzioni che si utilizzano per programmare direttamente le quote indicate nei disegni di riferimento. Il vantaggio di questa programmazione consiste nel fatto che per creare il programma non è necessario eseguire calcoli complessi. Nota Le istruzioni descritte nel presente capitolo si trovano solitamente all'inizio del programma NC. La composizione di queste funzioni non deve essere considerata come la soluzione ideale per ogni situazione. Ciò non toglie tuttavia che determinate funzioni, quali ad esempio la scelta del campo di lavoro, possano essere programmate anche in un altro punto del programma. Questo capitolo e i successivi vogliono essere soprattutto una guida alla programmazione orientata alla struttura "classica" di un programma NC. Panoramica delle quote tipiche La maggioranza dei programmi NC si basa su un disegno quotato con misure concrete. Nella creazione di un programma NC, è consigliabile utilizzare per il programma di lavorazione le quote indicate nel disegno del pezzo. Le misure possono essere ad es.: ● Quote assolute, G90 con effetto modale, vale per tutti gli assi presenti nel blocco finché non viene annullato da G91 in un blocco successivo. ● Quote assolute, X=AC(valore), questo valore vale solo per l'asse indicato e non è influenzato dalla presenza di G90/G91. Possibile per tutti gli assi, per i posizionamenti del madrino SPOS e SPOSA e per i parametri di interpolazione I, J, K. ● Quote assolute, X=DC(valore), raggiungimento diretto della posizione per il percorso più breve; questo valore vale solo per l'asse rotante indicato e non è influenzato dalla presenza di G90/G91. Possibile anche per i posizionamenti del mandrino SPOS e SPOSA ● Quote assolute, X=ACP(valore), raggiungimento della posizione in direzione positiva; questo valore vale solo per l'asse rotante il cui campo è impostato nel dato macchina su 0...< 360 gradi. ● Quote assolute, X=ACN(valore), raggiungimento della posizione in direzione negativa; questo valore vale solo per l'asse rotante il cui campo è impostato nel dato macchina su 0...< 360 gradi. ● Quote incrementali, G91 con effetto modale, vale per tutti gli assi presenti nel blocco finché non viene annullato da G90 in un blocco successivo. ● Quote incrementali, X=IC(valore), questo valore vale solo per l'asse indicato e non è influenzato dalla presenza di G90/G91. Possibile per tutti gli assi, per i posizionamenti del madrino SPOS e SPOSA e per i parametri di interpolazione I, J, K. ● Quote incrementali, G70 vale per tutti gli assi lineari nel blocco finché non viene annullato da G71 in un blocco successivo. 204 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.2 Informazioni di percorso ● Quote metriche, G71 vale per tutti gli assi lineari nel blocco finché non viene annullato da G70 in un blocco successivo. ● Quote in pollici, come G70 ma con validità anche per l'avanzamento e per dati setting con indicazioni di lunghezza. ● Quote metriche, come G71 ma con validità anche per l'avanzamento e per dati setting con indicazioni di lunghezza. 10.2.2 Selezione dei piani: G17 ... G19 Funzionalità Per definire ad es. correzioni del raggio e della lunghezza utensile si seleziona un piano con due dei tre assi X, Y, Z. In questo piano si può attivare la correzione del raggio utensile. Nel caso di punte a forare e frese, la correzione della lunghezza (lunghezza 1) si assegna all'asse ortogonale al piano selezionato (vedere il capitolo "Utensili e relative correzioni"). In casi particolari si può anche impostare una correzione a 3 dimensioni della lunghezza. Ulteriori influenze relative alla selezione del piano sono descritte nelle rispettive funzioni (ad es. nel capitolo "Supporto alla programmazione del profilo"). I singoli piani servono anche per definire il senso di rotazione del cerchio per l'interpolazione circolare in senso orario o antiorario. Nel piano in cui giace il cerchio sono definite l'ascissa e l'ordinata e quindi anche il senso di rotazione. I cerchi possono essere eseguiti anche in un piano diverso da quello attivo da G17 a G19 (vedere il capitolo "Movimenti degli assi"). Sono possibili le seguenti assegnazioni dei piani e degli assi: Tabella 10- 2 Assegnazioni dei piani e degli assi Funzione G Piano (ascissa/ordinata) Asse perpendicolare al piano (asse per correzione lunghezza nella foratura/fresatura) G17 X/Y Z G18 Z/X Y G19 Y/Z X = ; Figura 10-3 < Assegnazione dei piani e degli assi Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 205 Programmazione 10.2 Informazioni di percorso Esempio di programmazione 10.2.3 N10 G17 T... D... M... ; piano X/Y selezionato N20 ... X... Y... Z... ; correzione utensile (lunghezza1) nell'asse Z Impostazioni con quote assolute/incrementali: G90, G91, AC, IC Funzionalità Con le istruzioni G90/G91 le informazioni di percorso X,Y, Z,.. sono interpretate come punti d'arrivo delle coordinate (G90) o come percorso che l'asse deve compiere (G91). G90/G91 valgono per tutti gli assi. Diversamente dall'impostazione G90/G91, con AC/IC è possibile indicare una determinata informazione di percorso blocco a blocco con quote assolute o incrementali. Queste istruzioni non definiscono il profilo con il quale si raggiunge il punto finale. Per questo esiste un gruppo G (G0,G1,G2,G3,... vedere il capitolo "Movimenti degli assi"). Programmazione G90 ; Impostazione quote assolute G91 ; Impostazione quote incrementali X=AC(...) ; Impostazione quote assolute per un determinato asse (in questo caso: asse X), blocco a blocco X=IC(...) ; Impostazione quote incrementali per un determinato asse (in questo caso: asse X), blocco a blocco < < ,QFUHPHQWLILVVL 4XRWDDVVROXWD 3 3 3 3 3 3 ; Figura 10-4 ; Diverse impostazioni di quote nel disegno Impostazione quote assolute G90 Nell'impostazione delle quote assolute la quota si riferisce al punto zero del sistema di coordinate momentaneamente attivo (sistema di coordinate pezzo/pezzo attuale o sistema di coordinate macchina). Ciò dipende da quali sono le traslazioni attualmente attive: traslazioni programmabili, impostabili o nessuna traslazione. 206 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.2 Informazioni di percorso Con l'avviamento del programma è attivo G90 per tutti gli assi e rimane attivo fino a quando non viene disabilitato in un blocco successivo tramite G91 (impostazione quota incrementale) (azione modale). Impostazione quote incrementali, G91 Nell'impostazione in quote incrementali il valore numerico dell'informazione di percorso corrisponde al percorso che l'asse deve compiere. Il segno sta ad indicare la direzione di spostamento. G91 vale per tutti gli assi e può essere abilitato con G90 (impostazione quote assolute) in un blocco successivo. Indicazione con =AC(...), =IC(...) Dopo la coordinata del punto finale si deve scrivere il segno di uguale. Il valore deve essere impostato tra parentesi tonde. Anche per i centri dei cerchi sono possibili impostazioni assolute delle quote con =AC(...). Altrimenti il punto di riferimento per il centro del cerchio è il punto iniziale del cerchio. Esempio di programmazione N10 G90 X20 Z90 ; Impostazione quota assoluta N20 X75 Z=IC(-32) ; Impostazione quota X ancora assoluta, quota Z incrementale ... N180 G91 X40 Z20 ; Commutazione a impostazione quote incrementali N190 X-12 Z=AC(17) ; Impostazione quota X ancora incrementale, Z assoluta Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 207 Programmazione 10.2 Informazioni di percorso 10.2.4 Impostazione delle quote in forma metrica e in pollici G71, G70, G710, G700 Funzionalità Anche se le misure del pezzo sono indicate in un sistema di misura diverso da quello base del controllo (pollici o metrico), le quote si possono immettere direttamente nel programma. Il controllo numerico provvederà ad eseguire le conversioni necessarie nel sistema base. Programmazione G70 ; Impostazione quote in pollici G71 ; Impostazione quote metriche G700 ; Impostazione quote in pollici, anche per avanzamento F G710 ; Impostazione quote metriche, anche per avanzamento F Esempio di programmazione N10 G70 X10 Z30 ; impostazione quote in pollici N20 X40 Z50 ;G70 mantiene la sua validità ... N80 G71 X19 Z17.3 ; da questo punto impostazione delle quote metriche Informazioni In base all'impostazione base il controllo interpreta tutti i valori geometrici come valori metrici o in pollici. Come valori geometrici si intendono anche le correzioni utensile e gli spostamenti origine impostabili compresa la visualizzazione; allo stesso modo l'avanzamento F in mm/min opp. pollici/min. L'impostazione base è impostabile tramite i dati macchina. Tutti gli esempi riportati nel presente manuale sono basati sul sistema metrico come impostazione base. G70 opp. G71 interpreta tutte le indicazioni geometriche che si riferiscono direttamente al pezzo in base al sistema impostato, metrico o in pollici, ad es.: ● informazioni di percorso X, Y, Z con G0,G1,G2,G3,G33, CIP, CT ● parametri di interpolazione I, J, K (anche passo del filetto) ● raggio cerchio CR ● spostamento origine programmabile (TRANS, ATRANS) ● raggio polare RP Tutte le restanti impostazioni geometriche, che non costituiscono un'impostazione diretta del pezzo, come avanzamenti, correzioni utensili, spostamenti origine impostabili, non vengono influenzati da G70/G71. G700/G710 al contrario, influenzano inoltre l'avanzamento F (pollici/min, inch/giro. opp. mm/min, mm/giro). 208 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.2 Informazioni di percorso 10.2.5 Coordinate polari, definizione di polo G110, G111, G112 Funzionalità I punti di un pezzo possono essere impostati oltre che con le solite coordinate cartesiane (X, Y, Z) anche con le coordinate polari. Le coordinate polari sono utili quando un pezzo o una sua parte sono misurati da un punto centrale (polo) con il raggio e l'angolo. Piano La coordinate polari si riferiscono al piano attivato con G17 ... G19. Inoltre può essere indicato il 3º asse ortogonale a questo piano. In questo modo i dati riguardanti lo spazio sono programmabili in coordinate cilindriche. Raggio polare RP=... Il raggio polare indica la distanza del punto dal polo. La quota resta memorizzata e deve essere riscritta solo nei blocchi nei quali è diversa per il cambio del polo o per una commutazione del piano. Angolo polare AP=... L'angolo viene sempre riferito all'asse orizzontale (ascissa) del piano (ad es. con G17: asse X). Sono possibili impostazioni dell'angolo positive o negative. L'angolo polare resta memorizzato e deve essere riscritto solo nei blocchi nei quali è diverso per il cambio del polo o per una commutazione del piano. 3XQWRGHILQLWRFRQ53$3 < ; 53 3XQWRGHILQLWRFRQ53$3 53 $3 $3 3ROR 3ROR = ; (VHPSLR*3LDQR;< Figura 10-5 (VHPSLR*3LDQR=; Raggio polare e angolo polare con definizione della direzione positiva in diversi piani Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 209 Programmazione 10.2 Informazioni di percorso Definizione del polo, programmazione G110 ; impostazione del polo, riferito all'ultima posizione di riferimento programmata (nel piano, ad es. con G17: X/Y) G111 ; impostazione del polo, riferito al punto zero del sistema di coordinate del pezzo (nel piano, ad es. con G17: X/Y) G112 ; impostazione del polo, riferita all'ultimo polo valido, stesso piano Nota Definizione di poli • I poli possono essere definiti anche in coordinate polari. Questo è utile quando esiste già un polo. • Se il polo non è stato definito, è efficace il punto zero del sistema di coordinate attuale del pezzo. 210 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.2 Informazioni di percorso Esempio di programmazione N10 G17 ; piano X/Y N20 G111 X17 Y36 ; coordinate polari nel sistema di coordinate attuale del pezzo ... N80 G112 AP=45 RP=27.8 ; nuovo polo, riferito all'ultimo polo come coordinata polare N90 ... AP=12.5 RP=47.679 ; coordinata polare N100 ... AP=26.3 RP=7.344 Z4 ; coordinata polare e asse Z (= coordinata cilindrica) Movimenti in coordinate polari Le posizioni programmate in coordinate polari possono essere raggiunte come per il sistema cartesiano, come di seguito indicato: ● G0 - interpolazione lineare con rapido ● G1 - interpolazione lineare con avanzamento ● G2 - interpolazione circolare in senso orario ● G3 - interpolazione circolare in senso antiorario (vedere anche il capitolo "Movimento degli assi") Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 211 Programmazione 10.2 Informazioni di percorso 10.2.6 Spostamento origine programmabile: TRANS, ATRANS Funzionalità Lo spostamento origine programmabile può essere utilizzato: ● per forme/disposizioni ripetitive in diverse posizioni su pezzo ● per la scelta di un nuovo punto di riferimento per l'impostazione delle quote ● come sovrametallo in sgrossatura In questo modo si determina il sistema di coordinate attuale del pezzo. Ad esso si riferiscono le nuove quote programmate. La traslazione è possibile in tutti gli assi. Programmazione TRANS X... Y... Z... ; traslazione programmabile, cancella le vecchie istruzioni di traslazione, rotazione, fattore di scala, specularità ATRANS X... Y... Z... ; traslazione programmabile, additiva alle istruzioni già attive TRANS ; senza valori: cancella le vecchie istruzioni di traslazione, rotazione, fattore di scala, specularità Le istruzioni con TRANS, ATRANS richiedono un blocco a sé stante. WUDQV] WUDQV[ Figura 10-6 212 Esempio di spostamento programmabile Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.2 Informazioni di percorso Esempio di programmazione N20 TRANS X20 Y15 ; traslazione programmabile N30 L10 ; richiamo del sottoprogramma, contiene la geometria da traslare ... N70 TRANS ; traslazione cancellata Richiamo sottoprogramma - vedere il capitolo "Tecnica dei sottoprogrammi" 10.2.7 Rotazione programmabile: ROT, AROT Funzionalità La rotazione è eseguita nel piano attuale G17 o G18 o G19 con il valore di RPL=... in gradi. Programmazione ROT RPL=... ; rotazione programmabile, cancella le vecchie istruzioni di traslazione, rotazione, fattore di scala, specularità AROT RPL=... ; rotazione programmabile, additiva alle istruzioni già attive ROT ; senza valori: cancella le vecchie istruzioni di traslazione, rotazione, fattore di scala, specularità Le istruzioni con ROT, AROT richiedono un blocco a sé stante. < ; * = * * 6LVWHPDUXRWDWR 53/ 53/ ; Figura 10-7 53/ = < Definizione della direzione positiva dell'angolo di rotazione nei diversi piani Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 213 Programmazione 10.2 Informazioni di percorso ; = Figura 10-8 Esempio di programmazione dello spostamento e della rotazione programmabile Esempio di programmazione N10 G17 ... ; piano X/Y N20 TRANS X20 Y10 ; traslazione programmabile N30 L10 ; richiamo del sottoprogramma, contiene la geometria da traslare N40 TRANS X30 Y26 ; nuova traslazione N50 AROT RPL=45 ; rotazione additiva 45 gradi N60 L10 ;Richiamo del sottoprogramma N70 TRANS ; traslazione e rotazione cancellate ... Richiamo sottoprogramma - vedere il capitolo "Tecnica dei sottoprogrammi" 214 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.2 Informazioni di percorso 10.2.8 Fattore di scala programmabile: SCALE, ASCALE Funzionalità Con SCALE, ASCALE si può programmare un fattore di scala per tutti gli assi. Con questo fattore il percorso negli assi rispettivamente indicati viene aumentato o ridotto. Come riferimento per la modifica della scala vale il sistema di coordinate attualmente impostato. Programmazione SCALE X... Y... Z... ; fattore di scala programmabile, cancella le vecchie istruzioni di traslazione, rotazione, fattore di scala, specularità ASCALE X... Y... Z... ; fattore di scala programmabile, additivo alle istruzioni già attive SCALE ; senza valori: cancella le vecchie istruzioni di traslazione, rotazione, fattore di scala, specularità Le istruzioni con SCALE, ASCALE richiedono un blocco a sé stante. Nota In caso di cerchi si deve usare lo stesso fattore per entrambi gli assi. Se con le istruzioni SCALE/ASCALE attive si programma un ATRANS, anche questi valori spostati hanno la stessa scala. Esempio di programmazione N10 G17 ; piano X/Y N20 L10 ; profilo originale programmato N30 SCALE X2 Y2 ; profilo ingrandito 2 volte in X e Y N40 L10 N50 ATRANS X2.5 Y18 ; i valori vengono sempre scalati. N60 L10 ; profilo ingrandito e traslato Richiamo sottoprogramma - vedere il capitolo "Tecnica dei sottoprogrammi" Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 215 Programmazione 10.2 Informazioni di percorso 10.2.9 Specularità programmabile: MIRROR, AMIRROR Funzionalità Con MIRROR/AMIRROR è possibile speculare forme del pezzo rispetto agli assi delle coordinate. Tutti i movimenti degli assi per i quali è stata programmata la funzione di specularità sono invertiti nella loro direzione. Programmazione MIRROR X0 Y0 Z0 ; specularità programmabile, cancella le vecchie istruzioni di traslazione, rotazione, fattore di scala, specularità AMIRROR X0 Y0 Z0 ; specularità programmabile, additivo alle istruzioni già attive MIRROR ; senza valori: cancella le vecchie istruzioni di traslazione, rotazione, fattore di scala, specularità Le istruzioni con MIRROR, AMIRROR richiedono un blocco a sé stante. Il valore dell'asse non ha alcuna influenza. Tuttavia è necessario indicare un valore. Nota Una correzione raggio utensile attiva (G41/G42) viene invertita automaticamente durante la specularità. Il senso di rotazione del cerchio G2/G3 viene invertito automaticamente durante la specularità. < 3H]]R 2ULJLQDOH 6SHFXODULW¢LQ; * * * 1 * 1 : 6SHFXODULW¢LQ<H; 1 * 216 ; 3H]]R 1 * * Figura 10-9 6SHFXODULW¢LQ< * Esempio di specularità con indicazione della posizione utensile Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.2 Informazioni di percorso Esempio di programmazione Specularità in diversi assi delle coordinate con influenza su una correzione raggio utensile attiva e G2/G3: ... N10 G17 ; piano X/Y, Z ortogonale a questo N20 L10 ; profilo programmato con G41 N30 MIRROR X0 ; in X la direzione viene invertita N40 L10 ; profilo speculare N50 MIRROR Y0 ; in Y la direzione viene invertita N60 L10 N70 AMIRROR X0 ; nuova specularità, ora in X N80 L10 ; secondo profilo speculare N90 MIRROR ; specularità off. ... Richiamo sottoprogramma - vedere il capitolo "Tecnica dei sottoprogrammi" Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 217 Programmazione 10.2 Informazioni di percorso 10.2.10 Bloccaggio del pezzo - spostamento origine impostabile: G54 ... G59, G500, G53, G153 Funzionalità Lo spostamento origine impostabile fornisce la posizione del punto zero pezzo sulla macchina (spostamento del punto zero pezzo rispetto allo zero macchina). Questo spostamento viene calcolato con il bloccaggio del pezzo sulla macchina e deve essere memorizzato nel campo dati previsto. Il valore è attivato dal programma tramite la selezione tra sei possibili gruppi: G54 ... G59. Nota Un bloccaggio obliquo del pezzo può essere realizzato impostando l'angolo di rotazione attorno agli assi macchina. Questi valori di rotazione sono attivati contemporaneamente allo spostamento G54 ... G59. Per l'operatività vedere il capitolo "Impostazione/modifica dello spostamento origine". Programmazione 218 G54 ; 1. Spostamento origine impostabile G55 ; 2. Spostamento origine impostabile G56 ; 3. Spostamento origine impostabile G57 ; 4. Spostamento origine impostabile G58 ; 5. Spostamento origine impostabile G59 ; 6. Spostamento origine impostabile G500 ; spostamento origine impostabile OFF - modale G53 ; spostamento origine impostabile OFF - blocco per blocco, esclude anche gli spostamenti origine programmabili G153 ; come G53, esclude anche il frame base Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.2 Informazioni di percorso < 0DFFKLQD : SXQWR]HURSH]]R 0 SXQWR]HURPDFFKLQD < 3H]]R DG HV = 3H]]R ; 3H]]R : * = 0DFFKLQD ; 0DFFKLQD 0 Figura 10-10 Spostamento origine impostabile = 0DFFKLQD = 3H]]R = 3H]]R ; 3H]]R * ; 3H]]R * = 3H]]R = 3H]]R ; 3H]]R * ; 3H]]R * ; 0DFFKLQD Figura 10-11 Modi di bloccaggio del pezzo nella foratura/fresatura Esempio di programmazione N10 G54 ... ; richiamo primo spostamento origine impostabile N20 L47 ; lavorare pezzo 1, in questo caso come L47 N30 G55 ... ; richiamo secondo spostamento origine impostabile N40 L47 ; pezzo 2 da lavorare, in questo caso come L47 N50 G56 ... ; richiamo terzo spostamento origine impostabile N60 L47 ; pezzo 3 da lavorare, in questo caso come L47 N70 G57 ... ; richiamo quarto spostamento origine impostabile N80 L47 ; pezzo 4 da lavorare, in questo caso come L47 N90 G500 G0 X... ; disattivazione spostamento origine impostabile Richiamo sottoprogramma - vedere il capitolo "Tecnica dei sottoprogrammi" Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 219 Programmazione 10.2 Informazioni di percorso 10.2.11 Limitazione programmabile del campo di lavoro: G25, G26, WALIMON, WALIMOF Funzionalità Con G25/G26 si può definire un campo di lavoro per i movimenti di tutti gli assi; i limiti di questo campo non devono però essere superati. In caso di correzione lunghezza utensile attiva, è determinante la punta dell'utensile; altrimenti il punto di riferimento del portautensile. I dati relativi alle coordinate sono riferiti alla macchina. Per poter utilizzare la limitazione del campo di lavoro, la stessa deve essere attivata per il relativo asse. Ciò avviene tramite la maschera di immissione "Offset Param" > "Dati di setting" > "Limit. campo lavoro". Vi sono due possibilità di definire il campo di lavoro: ● Immissione dei valori tramite la maschera di immissione del controllo in "Offset Param" > "Dati di setting" > "Limit. campo lavoro". In questo modo, la limitazione del campo di lavoro è attiva anche in modo JOG. ● Programmazione con G25/G26 Nel programma pezzo è possibile modificare i valori per i singoli assi. I valori introdotti nella maschera di immissione ("Offset Param" > "Settingdaten" > "Limit. campo lavoro") vengono sovrascritti. Con WALIMON/WALIMOF si può attivare/disattivare il limite del campo di lavoro nel programma. Programmazione G25 X... Y... Z... ; limitazione inferiore del campo di lavoro G26 X... Y... Z... ; limitazione superiore del campo di lavoro WALIMON ; limitazione del campo di lavoro ON WALIMOF ; limitazione del campo di lavoro OFF :=/ FRUUH]LRQHOXQJKH]]DXWHQVLOHDWWLYD ) SXQWRGLULIHULPHQWRGHOSRUWDXWHQVLOH < 0DFFKLQD ) < * &DPSRGLODYRUR :=/ 0 < * 3XQWDGHOO XWHQVLOH ; 0DFFKLQD ; * ; * Figura 10-12 Esempio di limitazione programmabile del campo di lavoro a 2 dimensioni 220 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.2 Informazioni di percorso Nota • Con G25, G26 è necessario utilizzare l'identificatore asse canale da MD20080 AXCONF_CHANAX_NAME_TAB. Con SINUMERIK 802D sl sono possibili le trasformazioni cinematiche (TRANSMIT, TRACYL). Qui vengono progettati gli identificatori asse eventualmente diversi per MD20080 e l'identificatore asse di geometria MD20060 AXCONF_GEOAX_NAME_TAB. • G25/G26 si utilizza insieme all'indirizzo S anche per la limitazione di velocità del mandrino (vedere anche il capitolo "Limitazione della velocità del mandrino"). • Si può attivare una limitazione del campo di lavoro solo se per gli assi previsti è stato accostato il punto di riferimento. Esempio di programmazione N10 G25 X10 Y-20 Z30 ; valori della limitazione inferiore del campo di lavoro N20 G26 X100 Y110 Z300 ; valori della limitazione superiore del campo di lavoro N30 T1 M6 N40 G0 X90 Y100 Z180 N50 WALIMON ; limitazione del campo di lavoro ON ... ; lavorare solo nell'ambito del campo di lavoro N90 WALIMOF ; limitazione del campo di lavoro OFF Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 221 Programmazione 10.3 Movimento degli assi 10.3 Movimento degli assi 10.3.1 Interpolazione lineare con rapido: G0 Funzionalità Il movimento in rapido G0 si utilizza per il posizionamento rapido dell'utensile ma non per la lavorazione diretta del pezzo. Si possono traslare contemporaneamente tutti gli assi su una traiettoria rettilinea. La velocità max. (rapido) per ogni asse è definita nei dati macchina. Se si muove un solo asse, esso si sposta con la sua velocità di rapido. Se si spostano due o tre assi contemporaneamente, la velocità vettoriale (ad es. velocità risultante sulla punta dell'utensile) viene scelta in modo tale da ottenere la massima velocità lineare tenendo conto di tutti gli assi coinvolti. Un avanzamento programmato (parola F) per G0 non ha alcun significato. G0 resta attivo fino a quando non viene programmata un'altra istruzione di questo gruppo G (G1, G2, G3,...). Programmazione G0 X... Y... Z... ; coordinate cartesiane G0 AP=... RP=... ;Coordinate polari G0 AP=... RP=... Z... ; coordinate cilindriche (a 3 dimensioni) Nota un'ulteriore possibilità di programmazione lineare deriva dall'impostazione dell'angolo ANG=... (vedere il capitolo "Programmazione di segmenti di profilo"). = 7UDLHWWRULDOLQHDUH < 3 3 ; Figura 10-13 Interpolazione lineare con rapido dal punto P1 al punto P2 222 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi Esempio di programmazione N10 G0 X100 Y150 Z65 ; coordinata cartesiana ... N50 G0 RP=16.78 AP=45 ; coordinata polare Informazioni Per il raggiungimento della posizione esiste un apposito gruppo di funzioni G (vedere il capitolo "Arresto preciso/funzionamento continuo: G9, G60, G64"). Con G60 (arresto preciso) si può selezionare una finestra con diversi livelli di precisione selezionando un ulteriore gruppo di funzioni G. Per la funzione di arresto preciso esiste in alternativa un'istruzione che agisce blocco a blocco: G9. Quando si deve eseguire il posizionamento è utile tener presente queste possibilità! Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 223 Programmazione 10.3 Movimento degli assi 10.3.2 Interpolazione lineare con avanzamento: G1 Funzionalità L'utensile si muove su una traiettoria lineare dal punto di partenza al punto finale. Per la velocità vettoriale è determinante la parola F programmata. Si possono traslare contemporaneamente tutti gli assi. G1 resta attivo fino a quando non viene programmata un'altra istruzione di questo gruppo G (G0, G2, G3,...). Programmazione G1 X... Y... Z... F... ; coordinate cartesiane G1 AP=... RP=... F... ;Coordinate polari G1 AP=... RP=... Z... F... ; coordinate cilindriche (a 3 dimensioni) Nota un'ulteriore possibilità di programmazione lineare deriva dall'impostazione dell'angolo ANG=... (vedere il capitolo "Programmazione di segmenti di profilo"). < **< ; *<) ;) *< 0 < ; )% ; ; Figura 10-14 Interpolazione lineare su tre assi, esempio di lavorazione di una cava 224 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi Esempio di programmazione N05 G0 G90 X40 Y48 Z2 S500 M3 ; l'utensile muove in rapido su P1, 3 assi contemporaneamente, numero di giri del mandrino = 500 giri/min, rotazione destrorsa N10 G1 Z-12 F100 ; posizionamento su Z-12, avanzamento 100 mm/min N15 X20 Y18 Z-10 ; l'utensile si muove in linea retta nello spazio su P2 N20 G0 Z100 ; svincolo in rapido N25 X-20 Y80 N30 M2 ; Fine programma Per la lavorazione di un pezzo sono necessarie la velocità del mandrino S ... e la direzione M3/M4 (vedere allo scopo il capitolo "Movimento del mandrino"). Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 225 Programmazione 10.3 Movimento degli assi 10.3.3 Interpolazione circolare: G2,G3 Funzionalità L'utensile si muove su una traiettoria circolare dal punto di partenza fino al punto finale. La direzione viene definita dalla funzione G: G2: in senso orario G3: Senso antiorario < < * < * * * * * ; ; ; Figura 10-15 Definizione del senso di rotazione del cerchio G2/G3 nei tre piani possibili La descrizione del cerchio desiderato può avvenire in diversi modi: **HLPSRVWD]LRQHGHOFHQWURSXQWRILQDOH < **HLPSRVWD]LRQHGHOUDJJLRSXQWRILQDOH < 3XQWRILQDOH;< 3XQWRILQDOH;< DGHV*;<,- DGHV*;<&5 5DJJLRFHUFKLR&5 3XQWRLQL]LDOH;< &HQWUR,- 3XQWRLQL]LDOH;< ; **HLPSRVWD]LRQHDQJRORGLDSHUWXUDFHQWUR < ; **HLPSRVWD]LRQHDQJRORGLDSHUWXUDSXQWRILQDOH < 3XQWRILQDOH;< DGHV*$5 ,- DGHV*$5 ;< $QJROR$5 $QJROR$5 3XQWRLQL]LDOH;< 3XQWRLQL]LDOH;< &HQWUR,; ; Figura 10-16 Possibilità per la programmazione del cerchio con G2/G3, ad es. con gli assi X/Y e G2 226 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi G2/G3 restano attivi fino a quando non è selezionata un'altra istruzione che fa parte di questo gruppo G (G0, G1, ...). Per la velocità vettoriale è determinante la parola F programmata. Programmazione G2/G3 X... Y... I... J... ; centro e punto finale G2/G3 CR=... X... Y... ; raggio del cerchio e punto finale G2/G3 AR=... I... J... ; con angolo di apertura e centro G2/G3 AR=... X... Y... ; con angolo di apertura e punto finale G2/G3 AP=... RP=... ; coordinate polari, cerchio intorno al polo Nota Le ulteriori possibilità di programmazione del cerchio derivano da: CT - cerchio con raccordo tangenziale e CIP - cerchio tramite punto intermedio (vedere capitoli successivi). Tolleranze per l'impostazione del cerchio I cerchi sono accettati dal controllo numerico solo con determinate tolleranze di misura. Il raggio del cerchio nel punto iniziale è confrontato con quello nel punto finale. Se la differenza rientra nel valore di tolleranza, il centro è definito internamente con esattezza. Diversamente viene emessa una segnalazione d'allarme. Il valore di tolleranza è impostabile tramite dati macchina (vedere "Istruzioni operative" 802D sl). Informazioni Cerchi completi in un blocco si possono definire solo indicando il centro e il punto finale! Nei cerchi con indicazione del raggio il segno di CR=... serve per definire il tipo di cerchio. Con lo stesso punto iniziale, finale, raggio e la stessa direzione si possono definire 2 cerchi. Il segno negativo di CR=-... definisce un arco di cerchio maggiore di un semicerchio; diversamente si tratterà di un arco di cerchio più piccolo o uguale a un semicerchio: Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 227 Programmazione 10.3 Movimento degli assi < &HUFKLRSL»JUDQGHGHOVHPLFHUFKLR * &5 03FHQWURGHOFHUFKLR 03FHQWURGHOFHUFKLR 03 3XQWRILQDOH * &5 3XQWRLQL]LDOH &HUFKLRSL»SLFFRORRXJXDOHDOVHPLFHUFKLR 03 ; Figura 10-17 Definizione del cerchio con indicazione del raggio e due possibilità di scelta attraverso il segno di CR= Esempio di programma: impostazione del centro e del punto finale < 3XQWRLQL]LDOH 3XQWRILQDOH &HQWUR - , ; Figura 10-18 Esempio di impostazione del centro e del punto finale N5 G90 X30 Y40 ; punto iniziale del cerchio per N10 N10 G2 X50 Y40 I10 J-7 ; punto finale e centro Nota I valori relativi al centro si riferiscono al punto iniziale del cerchio! 228 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi Esempio di programma: impostazione del punto finale e del raggio < 3XQWRLQL]LDOH 3XQWRILQDOH 5 &HQWUR" ; Figura 10-19 Esempio per l'impostazione del punto finale e del raggio N5 G90 X30 Y40 ; punto iniziale del cerchio per N10 N10 G2 X50 Y40 CR=12.207 ; punto finale e raggio Nota Con segno negativo del valore CR=-... si seleziona un arco di cerchio più grande di un semicerchio. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 229 Programmazione 10.3 Movimento degli assi Esempio di programma: impostazione del punto finale e dell'angolo di apertura < 3XQWRLQL]LDOH 3XQWRILQDOH r &HQWUR ; Figura 10-20 Esempio per l'impostazione del punto finale e dell'angolo di apertura N5 G90 X30 Y40 ; punto iniziale del cerchio per N10 N10 G2 X50 Y40 AR=105 ; punto finale e angolo di apertura Esempio di programma: impostazione del centro e dell'angolo di apertura < 3XQWRLQL]LDOH 3XQWRILQDOH" r - &HQWUR , ; Figura 10-21 Esempio per l'impostazione del centro e dell'angolo di apertura 230 N5 G90 X30 Y40 ; punto iniziale del cerchio per N10 N10 G2 I10 J-7 AR=105 ; centro e angolo di apertura Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi Nota I valori relativi al centro si riferiscono al punto iniziale del cerchio! Esempio di programma: Coordinate polari < 3XQWRLQL]LDOH 53 $3 &HQWUR 3ROR ; Figura 10-22 Esempio di cerchio in coordinate polari N1 G17 ; piano X/Y N5 G90 G0 X30 Y40 ; punto iniziale del cerchio per N10 N10 G111 X40 Y33 ; Pol = centro del cerchio N20 G2 RP=12.207 AP=21 ; impostazioni polari Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 231 Programmazione 10.3 Movimento degli assi 10.3.4 Interpolazione circolare tramite punto intermedio: CIP Funzionalità Se si conoscono tre punti sul profilo del cerchio, invece di prendere come riferimento il centro del cerchio, il raggio o l'angolo di apertura, è più vantaggioso utilizzare la funzione CIP. In questo modo la direzione del cerchio si ricava dalla posizione del punto intermedio (tra punto iniziale e punto finale). Il punto intermedio viene definito in base all'assegnazione asse seguente: I1=... per l'asse X, J1=... per l'asse Y, K1=... per l'asse Z CIP resta attivo fino a quando non è selezionata un'altra istruzione che fa parte di questo gruppo G (G0, G1, G2, ...). Nota Il valore impostato in G90 o G91 vale per il punto finale e per il punto intermedio! 3XQWRLQWHUPHGLR , - < 3XQWRLQL]LDOH 3XQWRILQDOH ; Figura 10-23 Cerchio con impostazione del punto intermedio e finale, esempio con G90 Esempio di programmazione 232 N5 G90 X30 Y40 ; punto iniziale del cerchio per N10 N10 CIP X50 Y40 I1=40 J1=45 ; punto finale e intermedio Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi 10.3.5 Cerchio con raccordo tangenziale: CT Funzionalità Con CT e con la programmazione del punto finale nel piano attuale da G17 a G19, si genera un cerchio che si raccorda in modo tangenziale al segmento di traiettoria precedente (retta o cerchio) in questo piano. Raggio e centro del cerchio sono pertanto definiti in base ai rapporti geometrici tra il segmento di traiettoria precedente e il punto finale programmato per il cerchio. 1*;< 1&7;< 3XQWRILQDOHGHOFHUFKLR (V* < ; Figura 10-24 Cerchio con raccordo tangenziale al segmento di traiettoria precedente Esempio di programmazione N10 G1 X20 F300 ; Retta N20 CT X... Y... ; cerchio con raccordo tangenziale Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 233 Programmazione 10.3 Movimento degli assi 10.3.6 Accostamento ad un punto fisso: G75 Funzionalità Con G75 si può raggiungere un punto fisso della macchina, ad es. un punto di cambio utensile. La posizione è fissa per tutti gli assi ed è memorizzata nei dati macchina. Per ciascun asse è possibile definire al massimo 4 punti fissi. Non è attiva alcuna traslazione. La velocità di ogni asse è data dal relativo rapido. G75 richiede un blocco a sé stante ed è attiva blocco a blocco. Si deve programmare l'identificatore dell'asse macchina! All'interno del blocco dopo G75 è di nuovo attiva l'istruzione G precedente del gruppo "Tipo di interpolazione" (G0, G1,G2, ...). Programmazione G75 FP=<n> X1=0 Y1=0 Z1=0 Nota FPn si riferisce al dato macchina asse MD30600 $MA_FIX_POINT_POS[n-1]. Se non viene programmato alcun punto fisso (FP), viene selezionato il primo punto fisso. Tabella 10- 3 Commento Comando Descrizione G75 Accostamento a un punto fisso FP=<n> Punto fisso che deve essere raggiunto. Viene specificato il numero del punto fisso: <n> Campo dei valori di <n>: 1, 2, 3, 4 Se non viene specificato alcun numero di punto fisso viene automaticamente raggiunto il punto fisso 1. X1=0 Y1=0 Z1=0 Assi macchina che devono essere portati sul punto fisso. Qui si specificano gli assi con valore "0" con i quali deve essere raggiunto contemporaneamente il punto fisso. Ogni asse si sposta con la velocità assiale massima. Esempio di programmazione 234 N05 G75 FP=1 Z1=0 ; accostamento del punto fisso 1 in Z N10 G75 FP=2 X1=0 Y1=0 ; accostamento del punto fisso 2 in X e Y, ad es. per cambio utensile N30 M30 ; fine programma Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi Nota I valori di posizione programmati per X1, Y1, Z1 (qui =0) vengono ignorati; tuttavia devono essere indicati. 10.3.7 Ricerca punto di riferimento: G74 Funzionalità Con G74 può essere effettuata la ricerca del punto di riferimento nel programma NC. La direzione e la velocità di ogni asse sono inseriti nei dati macchina. G74 richiede un blocco a sé stante ed è attiva blocco a blocco. Si deve programmare l'identificatore dell'asse macchina! All'interno del blocco dopo G74 è di nuovo attiva l'istruzione G precedente del gruppo "Tipo di interpolazione" (G0, G1,G2, ...). Esempio di programmazione N10 G74 X1=0 Y1=0 Z1=0 Nota I valori di posizione programmati per X1, Y1, Z1 (qui =0) vengono ignorati; tuttavia devono essere indicati. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 235 Programmazione 10.3 Movimento degli assi 10.3.8 Misure con tastatore in commutazione: MEAS, MEAW Funzionalità Questa funzione è disponibile per i SINUMERIK 802D sl plus e pro. Se in un blocco che contiene movimenti di avanzamento degli assi è inserita l'istruzione MEAS=... o MEAW=..., le posizioni degli assi sono rilevate e memorizzate quando interviene il fronte di salita del tastatore di misura. Il risultato della misura può essere letto nel programma per ogni asse. Con l'istruzione MEAS il movimento degli assi viene arrestato se interviene il fronte di commutazione selezionato del tastatore di misura e il percorso residuo viene cancellato. Programmazione MEAS=1 G1 X... Y... Z... F... ; misure con fronte di salita del tastatore di misura, cancellazione del percorso residuo MEAS=-1 G1 X... Y... Z... F... ; misure con fronte di discesa del tastatore di misura, cancellazione del percorso residuo MEAW=1 G1 X... Y... Z... F... ; misure con fronte di salita del tastatore di misura, senza cancellazione del percorso residuo MEAW=-1 G1 X... Y... Z... F... ; misura con fronte di discesa del tastatore di misura, senza cancellazione del percorso residuo CAUTELA Con MEAW: Il tastatore di misura si muove fino alla posizione programmata anche dopo che è intervenuto. Rischio di danneggiamento! Stato dell'ordine di misura Se il tastatore di misura ha commutato, la variabile $AC_MEA[1] dopo il blocco di misura contiene il valore=1, altrimenti il valore =0. Con lo start di un blocco di misura la variabile viene impostata al valore=0. Risultato della misura Il risultato, per gli assi in movimento presenti nel blocco di misura, dopo la commutazione del tastatore di misura è disponibile nelle seguenti variabili: nel sistema di coordinate macchina: $AA_MM[asse] nel sistema di coordinate pezzo: $AA_MW[asse] 236 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi Esempio di programmazione N10 MEAS=1 G1 X300 Z-40 F4000 ; misura con cancellazione del percorso residuo, ; tastatore di misura con fronte di salita N20 IF $AC_MEA[1]==0 GOTOF MEASERR ; errore di misura ? N30 R5=$AA_MW[X] R6=$AA_MW[Z] ; elaborazione dei valori di misura .. N100 MEASERR: M0 ; errore di misura Nota Istruzione IF - vedere il capitolo "Salti di programma condizionati" 10.3.9 Avanzamento F Funzionalità L'avanzamento F è la velocità vettoriale e rappresenta la somma geometrica delle componenti di velocità di tutti gli assi coinvolti. Le singole velocità degli assi risultano quindi dalla quota di percorso dell'asse sulla traiettoria. L'avanzamento F è attivo nei modi di interpolazione G1, G2, G3, CIP, CT e resta memorizzato fino a quando viene indicata una nuova parola F. Programmazione F... Nota Con valori interi si può evitare di indicare la virgola decimale, ad es. F300. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 237 Programmazione 10.3 Movimento degli assi Unità di misura per F con G94, G95 L'unità di misura della parola F è definita dalle funzioni G: ● G94: F come avanzamento in mm/min ● G95: F come avanzamento in mm/giro del mandrino (da considerare solo se il mandrino è in rotazione) Nota Questa unità di misura vale per impostazioni di quote metriche. Si possono impostare anche valori in pollici in base al capitolo "Impostazione quote metriche o in pollici" Esempio di programmazione N10 G94 F310 ; avanzamento in mm/min ... N110 S200 M3 ; rotazione mandrino N120 G95 F15.5 ; avanzamento in mm/giro Nota Scrivere una nuova parola F quando si cambia da G94 a G95! 238 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi 10.3.10 Arresto preciso/funzionamento continuo: G9, G60, G64 Funzionalità Per impostare i movimenti a fine blocco e per attivare il blocco successivo esistono le funzioni G che permettono un adattamento ottimale alle diverse esigenze. Esempio: si desidera posizionare rapidamente gli assi o lavorare profili con movimento continuo su più blocchi. Programmazione G60 ;Arresto preciso con azione modale G64 ;Funzionamento continuo G9 ;Arresto preciso con azione blocco a blocco G601 ;Finestra di arresto preciso fine G602 ;Finestra di arresto preciso grossolano Arresto preciso G60, G9 Se è stata attivata la funzione arresto preciso (G60 o G9), la velocità viene ridotta a zero per raggiungere il traguardo con precisione alla fine del blocco. Con un altro gruppo di funzioni G che hanno efficacia modale, è possibile impostare quando considerare come terminato l'avanzamento in questo blocco e quando passare al blocco successivo. ● G601:Finestra di arresto preciso fine La commutazione al blocco successivo avviene quando tutti gli assi hanno raggiunto la "Finestra di arresto preciso fine" (valore nel dato macchina). ● G602: Finestra di arresto preciso grossolano La commutazione al blocco successivo avviene quando tutti gli assi hanno raggiunto la "Finestra di arresto preciso grossolano" (valore nel dato macchina). La scelta della finestra di arresto preciso influisce notevolmente sul tempo complessivo se vengono eseguiti numerosi posizionamenti. L'arresto preciso fine richiede tempi più lunghi. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 239 Programmazione 10.3 Movimento degli assi < G601 ILQH &RPPXWD]LRQHVXOEORFFRVXFFHVVLYR *JURVVRODQR SHUILQHSHUJURVVRO = Figura 10-25 Finestra di arresto preciso grossolano o fine, attivo con G60/G9, rappresentazione ingrandita della finestra Esempio di programmazione N5 G602 ; Finestra di arresto preciso grossolano N10 G0 G60 Z... ; Arresto preciso modale N20 Y... Z... ; G60 mantiene la sua validità ... N50 G1 G601 ... ; Finestra di arresto preciso fine N80 G64 Z... ; Commutazione sul funzionamento continuo ... N100 G0 G9 Z... ; L'arresto preciso è efficace solo per questo blocco N111 ... ; Nuovamente funzionamento continuo Nota Con l'istruzione G9 l'arresto preciso avviene solo nel blocco che la contiene; G60 tuttavia resta attiva fino a quando è abilitata l'istruzione G64. Funzionamento continuo G64 Obiettivo del funzionamento continuo è quello di evitare frenature a fine blocco e di passare al blocco successivo possibilmente con la stessa velocità vettoriale (sui raccordi tangenziali). La funzione permette una gestione anticipata della velocità con più blocchi di anticipo (funzione di LookAhead). Nei raccordi non tangenziali (spigoli) la velocità si riduce in modo così rapido che gli assi sono sottoposti in un tempo così breve ad un cambio piuttosto consistente di velocità. 240 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi Questo provoca come conseguenza uno strappo elevato (modifica dell'accelerazione). Attivando la funzione SOFT si può limitare l'intensità dello strappo. Esempio di programmazione N10 G64 G1 Z... F... ; funzionamento continuo N20 Y.. ; nuovamente funzionamento continuo ... N180 G60 ... ; commutazione in arresto preciso Gestione anticipata della velocità (LookAhead): Nel funzionamento continuo con G64 il controllo numerico controlla in anticipo e automaticamente per diversi blocchi CN la gestione della velocità. In questo modo sui raccordi tangenziali, è possibile accelerare e rallentare per più blocchi di seguito. Su traiettorie che comprendono percorsi brevi definiti nei blocchi NC, si possono così raggiungere velocità molto superiori rispetto al controllo senza gestione anticipata. $YDQ]DPHQWR *)XQ]LRQDPHQWRFRQWLQXRFRQ/RRN$KHDG $YDQ]DPHQWRSURJUDPPDWR) ) *$UUHVWRSUHFLVR 1 1 1 1 1 1 1 1 1 1 1 1 %ORFFKLGLSHUFRUVR Figura 10-26 Confronto del comportamento in velocità con G60 e G64 su corse brevi nei blocchi Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 241 Programmazione 10.3 Movimento degli assi 10.3.11 Comportamenti in accelerazione: BRISK, SOFT BRISK Gli assi della macchina variano la loro velocità con il valore massimo consentito di accelerazione fino a raggiungere la velocità finale. BRISK consente di lavorare con tempi ottimali. La velocità di riferimento si raggiunge in tempi brevi. Nell'andamento dell'accelerazione si riscontrano tuttavia dei gradini. SOFT Gli assi della macchina accelerano con una curva caratteristica costante non lineare fino al raggiungimento della velocità finale. Con questa accelerazione senza strappo, la funzione SOFT evita sollecitazioni meccaniche sulla macchina. Lo stesso comportamento si ha anche nella frenatura. 9HORFLW¢ WUDLHWWRULD %5,6. FRQWHPSLRWWLPDOL 62)7 FRQSURWH]LRQHGHOODPHFFDQLFD 9DORUHGL ULIHULPHQWR W W 7HPSR Figura 10-27 Andamento in linea di principio della velocità vettoriale con BRISK/SOFT Programmazione BRISK ; accelerazione vettoriale a gradino SOFT ; accelerazione vettoriale con limitazione dello strappo Esempio di programmazione N10 SOFT G1 X30 Z84 F650 ; accelerazione vettoriale con limitazione dello strappo ... N90 BRISK X87 Z104 ; proseguimento con accelerazione vettoriale a gradino ... 242 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi 10.3.12 Correzione percentuale dell'accelerazione: ACC Funzionalità In alcune sezioni del programma può essere necessario modificare l'accelerazione per gli assi o per il mandrino impostata nei dati macchina. Questa accelerazione programmabile è una correzione percentuale dell'accelerazione. Per ogni asse (ad es. X) oppure mandrino (S) si può programmare un valore percentuale >%0 e v 200%. L'interpolazione avviene quindi con questa accelerazione percentuale. Il valore di riferimento (100 %) è quello impostato nei dati macchina per l'accelerazione (per l'asse o per il mandrino, nel caso del mandrino anche in funzione della gamma, del modo di posizionamento o del modo velocità). Programmazione ACC[NomeAsse] = valore percentuale ; per asse ACC[S]= valore percentuale ; per mandrino Esempio di programmazione N10 ACC[X]=80 ; 80% di accelerazione per l'asse X N20 ACC[S]=50 ; 50% di accelerazione per il mandrino ... N100 ACC[X]=100 ; disattivazione della correzione per l'asse X Efficacia La limitazione è attiva in tutti i tipi di interpolazione dei modi operativi AUTOMATICO e MDA. La limitazione non è attiva nel modo JOG e nella ricerca del punto di riferimento. Con l'impostazione ACC[...] = 100 si disattiva la correzione; lo stesso risultato si ottiene con RESET e fine programma. Il valore di correzione programmato è attivo anche nell'avanzamento di prova. CAUTELA Un valore superiore al 100% si può programmare solo se la meccanica della macchina consente questa sollecitazione e se gli azionamenti sono dotati di una riserva adeguata. In caso contrario si possono verificare danni alla meccanica della macchina e/o si possono avere segnalazioni d'errore. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 243 Programmazione 10.3 Movimento degli assi 10.3.13 4. Asse Funzionalità A seconda dell'esecuzione macchina può essere necessario un quarto asse, ad es. macchina a dividere, diamantatore orientabile, diamantatore frontale, ecc. Questo asse è eseguibile come asse lineare o asse rotante. Allo stesso modo l'identificatore è progettabile per questo asse, ad es. U o C o A, ecc. Con gli assi rotanti è possibile progettare il campo di movimento fra 0 ...<360 gradi (comportamento del modulo). Se presente una relativa progettazione macchina, il quarto asse può effettuare una traslazione lineare contemporaneamente agli assi restanti. Se l'asse è spostato in un blocco con G1 o G2/G3 insieme agli altri assi (X,Y,Z), non è affetto da alcuna componente dell'avanzamento F. La sua velocità si adegua a quella degli assi X,Y,Z. Il suo movimento "lineare" inizia e termina con quello degli altri assi. Tuttavia la velocità non può superare il valore limite impostato. Se in un blocco viene programmato solo il 4º asse, quest'ultimo si muove, in caso di G1, con l'avanzamento F attivo. Se si tratta di un asse rotante, l'unità di misura per F è in gradi/min per G94 o gradi/giro del mandrino per G95. Per questi assi si possono impostare e programmare anche spostamenti origine (G54 ... G59) (TRANS, ATRANS). Esempio di programmazione Il 4º asse è una tavola orientabile (asse rotante) ed ha l'identificatore asse A: N5 G94 ; F in mm/min oppure in gradi/min N10 G0 X10 Y20 Z30 A45 ; esecuzione traiettoria X-Y-Z in rapido, inoltre movimento contemporaneo di A N20 G1 X12 Y21 Z33 A60 F400 ; esecuzione traiettoria X-Y-Z con 400 mm/min, inoltre movimento contemporaneo di A N30 G1 A90 F3000 ; l'asse A muove da solo alla posizione 90 gradi con velocità 3000 gradi/min Istruzioni speciali per gli assi rotanti: DC, ACP, ACN ad es. per l'asse rotante A: A=DC(...) ; impostazione quote assolute, accostamento diretto alla posizione (per il percorso più breve) A=ACP(...) ; impostazione quote assolute, accostamento alla posizione in direzione positiva A=ACN(...) ; impostazione quote assolute, accostamento alla posizione in direzione negativa Esempio: N10 A=ACP(55.7) 244 ; accostamento alla posizione assoluta 55,7 gradi in direzione positiva Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi 10.3.14 Tempo di sosta: G4 Funzionalità E' possibile interrompere l'elaborazione tra due blocchi NC per un determinato tempo nel quale viene inserito un blocco a sè stante con G4; ad esempio per lo scarico. Le parole con F... oppure S... vengono utilizzate solo in questo blocco per l'impostazione del tempo. Un avanzamento F programmato in precedenza o la velocità del mandrino S restano invariati. Programmazione G4 F... ; tempo di sosta in secondi G4 S… ; tempo di sosta in giri del mandrino Esempio di programmazione N5 G1 F200 Z-50 S300 M3 ; avanzamento F, velocità mandrino S N10 G4 F2.5 ; tempo di sosta 2,5 s N20 Z70 N30 G4 S30 ; sosta di 30 giri del mandrino, che equivale, con ; S=300 giri/min e override di velocità 100 %: t=0,1 min N40 X... ; avanzamento e giri del mandrino continuano ad avere effetto Nota G4 S.. è possibile solo se esiste un mandrino regolato (se anche le impostazioni dei giri sono state programmate tramite S...). Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 245 Programmazione 10.3 Movimento degli assi 10.3.15 Posizionamento su riscontro fisso Funzionalità Questa funzione è disponibile con i SINUMERIK 802D sl plus e 802D sl pro. Con la funzione "Posizionamento su riscontro fisso" (FXS = Fixed Stop) è possibile determinare coppie definite per il bloccaggio del pezzo, come ad es. per contropunte o pinze di bloccaggio. Inoltre con questa funzione è possibile accostare punti di riferimento meccanici. Con coppie sufficientemente ridotte, è possibile eseguire semplici misure senza necessità di collegare un tastatore. Programmazione FXS[asse]=1 ; attivazione avanzamento su riscontro fisso FXS[asse]=0 ; disattivazione avanzamento su riscontro fisso FXST[asse]=... ; coppia di bloccaggio, impostazione in % della coppia max. dell'azionamento FXSW[asse]=... ; ampiezza della finestra per sorveglianza riscontro fisso in mm/gradi Nota Come identificatore asse si utilizza di preferenza l'identificatore macchina, ad es. X1. L'identificatore asse canale (ad es. X) è ammesso solo se ad es. non è attiva alcuna rotazione di coordinate e quest'asse è assegnato direttamente ad un asse macchina. I comandi hanno efficacia modale Il percorso e la selezione della funzione FXS[asse]=1 devono essere programmate in un solo blocco. Esempio di programma selezione N10 G1 G94 ... N100 X250 Z100 F100 FXS[Z1]=1 FXST[Z1]=12.3 FXSW[Z1]=2 ; per l'asse macchina Z1 funzione-FXS selezionata, ; coppia di bloccaggio 12,3%, ; ampiezza della finestra 2 mm 246 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi Nota Quando si esegue la selezione, il riscontro fisso deve trovarsi tra posizione iniziale e posizione di arrivo. Le impostazioni per la coppia FXST[ ]= e l'ampiezza della finestra FXSW[ ]= sono opzionali. Se questi dati non vengono impostati, sono attivi i valori dei dati di setting (DS). I valori programmati vengono accettati nei dati di setting. All'inizio i dati di setting sono impostati con i valori caricati dai dati macchina. FXST[ ]=... opp. FXSW[ ]=... possono essere modificati in qualsiasi momento nel programma. Le modifiche sono efficaci nel blocco prima dei movimenti di posizionamento. 3RVL]LRQHUHDOHULVFRQWURILVVRUDJJLXQWR 5LVFRQWURILVVR 3RVL]LRQHGLGHVWLQD]LRQH SRVL]LRQHILQDOHSURJUDPPDWD 3RVL]LRQHGLSDUWHQ]D GHOODWDYROD == )LQHVWUDGLVRUYHJOLDQ]DGHOULVFRQWURILVVR );6:>=@ Figura 10-28 Ricerca del punto di riferimento contro riscontro fisso Altri esempi di programmazione N10 G1 G94 ... N20 X250 Z100 F100 FXS[X1]=1 ; FXS selezionata per asse macchina X1, coppia di bloccaggio e ampiezza finestra da DS N20 X250 Z100 F100 FXS[X1]=1 FXST[X1]=12.3 ; FXS selezionata per asse macchina X1, coppia di bloccaggio 12,3%, ampiezza finestra da DS N20 X250 Z100 F100 FXS[X1]=1 FXST[X1]=12.3 FXSW[X1]=2 ; FXS selezionata per asse macchina X1, coppia di bloccaggio 12,3%, ampiezza finestra 2 mm N20 X250 Z100 F100 FXS[X1]=1 FXSW[X1]=2 ; FXS selezionata per asse macchina X1, coppia di bloccaggio da DS, ampiezza finestra 2 mm Riscontro fisso raggiunto Una volta raggiunto il riscontro fisso ● viene cancellato il percorso residuo e aggiornato il riferimento di posizione, ● viene incrementata la coppia dell'azionamento fino al valore limite FXST[ ]=... programmato o al valore impostato nei DS e quindi resta costante ● si attiva la sorveglianza del riscontro fisso rispettando l'ampiezza definita per la finestra (FXSW[ ]=... opp. per il valore da SD). Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 247 Programmazione 10.3 Movimento degli assi Deselezionare la funzione La deselezione della funzione attiva uno stop preelaborazione. Nel blocco con FXS[X1]=0 i movimenti si devono fermare. Esempio: N200 G1 G94 X200 Y400 F200 FXS[X1] = 0 ; L'asse X1 viene svincolato dal riscontro fisso e portato sulla posizione X=200 mm. Nota Il movimento alla posizione di svincolo deve portare a un allontanamento dal riscontro fisso, altrimenti possono verificarsi dei danni al riscontro fisso oppure alla macchina. Il cambio di blocco avviene dopo il raggiungimento della posizione di svincolo. Se non si indica alcuna posizione di svincolo, il cambio di blocco avviene subito dopo l'esclusione del limite di coppia. Nota Le funzioni "Misura con cancellazione del percorso residuo" (istruzione "MEAS") e "Posizionamento su riscontro fisso" non possono essere programmate contemporaneamente in un blocco. Durante il "Posizionamento su riscontro fisso" non avviene alcuna sorveglianza del profilo. Se il limite di coppia viene ridotto eccessivamente, l'asse non è più in grado di seguire l'impostazione del valore di riferimento, il regolatore di posizione entra nella limitazione e la deviazione dal profilo aumenta. In questo stato operativo, un aumento del limite di coppia può causare movimenti soggetti a strappo meccanico. Deve essere garantito che l'asse possa ancora seguire. E' necessario controllare, pertanto, che lo scostamento dal profilo non sia superiore a quello senza limitazione di coppia. Tramite dato macchina è possibile definire una rampa di salita per il nuovo limite di coppia al fine di evitare un'impostazione irregolare del limite di coppia (ad es. con l'inserimento di un cannotto). 248 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.3 Movimento degli assi Variabile di sistema per stato: $AA_FXS[asse] Questa variabile di sistema fornisce lo stato del "Posizionamento su riscontro fisso" per l'asse indicato: ● Valore= – 0: l'asse non è sul riscontro – 1: Il riscontro è stato raggiunto correttamente (l'asse si trova nella finestra di sorveglianza del riscontro fisso) – 2: riscontro non accostato correttamente (l'asse non si trova sul riscontro) – 3: posizionamento su riscontro fisso attivato – 4: il riscontro fisso è stato riconosciuto – 5: l'avanzamento su riscontro fisso viene deselezionato. La deselezione non è stata ancora completata. L'interrogazione della variabile di sistema nel programma pezzo attiva un arresto dell'avanzamento. Con SINUMERIK 802D sl si possono determinare solo gli stati statici prima e dopo l'abilitazione/disabilitazione. Soppressioone degli allarmi Con un dato macchina si può sopprimere l'emissione dei seguenti allarmi: ● 20091 "Riscontro fisso non raggiunto" ● 20094 "Riscontro fisso interrotto" Bibliografia: "Descrizione delle funzioni", capitolo "Posizionamento su riscontro fisso" Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 249 Programmazione 10.4 Movimento del mandrino 10.4 Movimento del mandrino 10.4.1 Numero di giri del mandrino S, sensi di rotazione Funzionalità La velocità di rotazione del mandrino viene programmata con l'indirizzo S in giri al minuto se la macchina dispone di un mandrino controllato. Il senso di rotazione e l'inizio o la fine del movimento vengono impostati con istruzioni M (vedere anche il capitolo "Funzione supplementare M"). M3: Rotazione destrorsa mandrino M4: Rotazione sinistrorsa mandrino M5: Arresto mandrino Nota Con valori di velocità S espressi in numeri interi, la virgola decimale non è necessaria, ad es. S270. Informazioni Se in un blocco che contiene movimenti di assi si scrivono istruzioni M3 o M4, queste sono eseguite prima dei movimenti degli assi. Impostazioni della configurazione di default: i movimenti degli assi iniziano solo quando il mandrino è in movimento (M3, M4). Anche M5 è emessa prima del movimento degli assi. Tuttavia lo stato di fermo del mandrino non viene atteso. I movimenti dell'asse hanno inizio già prima dello stato di fermo del mandrino. Con fine programma o RESET il mandrino viene arrestato. All'inizio del programma è attiva una velocità di rotazione del mandrino = 0 (S0). Nota Nei dati macchina si possono progettare altre impostazioni. Esempio di programmazione N10 G1 X70 Z20 F300 S270 M3 ; prima del movimento dell'asse X, Z il mandrino si porta in rotazione a 270 giri/min in senso destrorso ... N80 S450 ... ; cambio del numero di giri ... N170 G0 Z180 M5 250 ; movimento di Z, il mandrino si ferma Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.4 Movimento del mandrino 10.4.2 Limitazione della velocità del mandrino: G25, G26 Funzionalità Scrivendo nel programma le istruzioni G25 o G26 e l'indirizzo S del mandrino, con la limitazione di velocità si possono ridurre i valori limite preimpostati per un mandrino comandato. In questo modo allo stesso tempo vengono sovrascritti i valori inseriti nei dati setting. G25 oppure G26 richiedono sempre un blocco a sè stante. Una velocità S programmata in precedenza resta memorizzata. Programmazione G25 S… ; limitazione inferiore dei giri mandrino G26 S… ; limitazione superiore dei giri mandrino Informazioni I limiti di velocità del mandrino si impostano nei dati macchina. Con l'impostazione tramite pannello operativo si possono attivare dati di setting per un ulteriore limitazione. Esempio di programmazione N10 G25 S12 ; limite inferiore dei giri mandrino : 12 giri/min N20 G26 S700 ; limite superiore dei giri mandrino : 700 giri/min Nota Le funzioni G25/G26 sono utilizzate insieme agli indirizzi degli assi per una limitazione del campo di lavoro (vedere il capitolo "Limitazione del campo di lavoro"). Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 251 Programmazione 10.4 Movimento del mandrino 10.4.3 Posizionamento del mandrino: SPOS Funzionalità Presupposti: Il mandrino deve essere tecnicamente predisposto per il funzionamento in regolazione di posizione. Con la funzione SPOS= si può posizionare il mandrino in una determinata posizione angolare. Il mandrino è tenuto in posizione con la regolazione di posizione. La velocità della procedura di posizionamento è definita nel dato macchina. Con SPOS=valore si mantiene sempre il senso di rotazione attivo in M3/M4 fino al termine del posizionamento. Nel caso di posizionamento dopo un fermo macchina, la posizione viene raggiunta con il percorso più breve. In questo caso la direzione si ricava in base alla posizione iniziale e finale. Eccezione: Primo movimento del mandrino e cioè quando il sistema di misura non è ancora sincronizzato. In questo caso la direzione viene preimpostata in un dato macchina. Per gli assi rotanti sono possibili atre impostazioni di movimenti per il mandrino con SPOS=ACP(...), SPOS=ACN(...), ... (vedere il capitolo "4º asse"). Il movimento del mandrino avviene parallelamente ad eventuali movimenti degli assi impostati nello stesso blocco. Il blocco si considera terminato quando entrambi i movimenti sono conclusi. Programmazione SPOS=... ; posizione assoluta: 0 ... <360 gradi SPOS=ACP(...) ; impostazione quote assolute, accostamento alla posizione in direzione positiva SPOS=ACN(...) ; impostazione quote assolute, accostamento alla posizione in direzione negativa SPOS=IC(...) ; impostazione incrementale delle quote, il segno stabilisce la direzione di movimento SPOS=DC(...) ; impostazione quote assolute, accostamento diretto alla posizione (per il percorso più breve) Esempio di programmazione N10 SPOS=14.3 ; posizione mandrino 14,3 gradi ... N80 G0 X89 Z300 SPOS=25.6 ; Posizionamento mandrino con movimento degli assi ; Il blocco si considera terminato quando tutti i movimenti sono conclusi. N81 X200 Z300 252 ; il blocco N81 inizia solo quando anche la posizione del mandrino in N80 è stata raggiunta. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.4 Movimento del mandrino 10.4.4 Rapporti di riduzione Funzione Per un mandrino si possono progettare fino a 5 gamme di velocità per l'adattamento della velocità e della coppia. La scelta di una gamma di velocità avviene nel programma con le istruzioni M (vedere il capitolo "Funzioni supplementari M"): ● M40: Selezione automatica dei rapporti di riduzione ● M41 ... M45: Rapporto di riduzione 1 ... 5 10.4.5 2. Mandrino Funzione Nei SINUMERIK 802D sl plus e 802D sl pro è disponibile un 2° mandrino. Con questi controlli numerici sono possibili le funzioni delle trasformazioni cinematiche per la lavorazione di rettifica. Queste funzioni richiedono un 2° mandrino per l'utensile motorizzato. In queste funzioni il mandrino principale viene azionato come asse rotante. Mandrino master Con il mandrino master sono disponibili una serie di funzioni che sono possibili solo con questo mandrino: • G95 ; avanzamento al giro • G96, G97 ; velocità di taglio costante • LIMS ; velocità limite superiore con G96, G97 • M3, M4, M5, S... ; impostazioni semplici per senso di rotazione, arresto e numero di giri Il mandrino master è definito tramite la progettazione (dato macchina). Di regola esso è il mandrino principale (mandrino 1). Nel programma è definibile come mandrino master un altro mandrino: • SETMS (n) ; mandrino n (= 1 o 2) da ora è il mandrino master. Una commutazione di ripristino può anche avvenire tramite: • SETMS ; il mandrino master progettato da ora è di nuovo il mandrino master • SETMS(1) ; il mandrino 1 da ora è di nuovo il mandrino master. La definizione del mandrino master modificata nel programma vale solo fino alla fine del programma/all'interruzione del programma. Quindi è di nuovo efficace il mandrino master progettato. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 253 Programmazione 10.4 Movimento del mandrino Programmazione tramite numero di mandrino Alcune funzioni mandrino possono essere selezionate anche tramite il numero di mandrino: S1=..., S2=... ; velocità mandrino per mandrino 1 o 2 M1=3, M1=4, M1=5 ; impostazioni per senso di rotazione, arresto del mandrino 1 M2=3, M2=4, M2=5 ; impostazioni per senso di rotazione, arresto del mandrino 2 M1=40, ..., M1=45 ; gamme di velocità per mandrino 1 (se disponibili) M2=40, ..., M2=45 ; gamme di velocità per mandrino 2 (se disponibili) SPOS[ n ] ; posizionamento mandrino n SPI(n) ; converte il numero di mandrino n in identificatore asse, ; ad es. "SP1" o "CC" ; n deve essere un numero di mandrino valido (1 o 2) ; gli identificatori mandrino SPI(n) e Sn sono funzionalmente identici. $P_S[n] ; ultima velocità programmata per il mandrino n $AA_S[n] ; velocità reale del mandrino n $P_SDIR[ n ] ; ultimo senso di rotazione programmato per il mandrino n $AC_SDIR[ n ] ; senso di rotazione attuale del mandrino n 2 mandrini disponibili Tramite variabili di sistema si può ricercare nel programma: 254 $P_NUM_SPINDLES ; numero di mandrini progettati (nel canale) $P_MSNUM ; numero del mandrino master programmato $AC_MSNUM ; numero del mandrino master attivo Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.5 Funzioni speciali 10.5 Funzioni speciali 10.5.1 Velocità di taglio costante: G96, G97 Premessa Deve essere disponibile un mandrino comandato. Funzionalità Con la funzione G96 attivata, la velocità del mandrino viene adattata al diametro del pezzo (asse radiale) attualmente in lavorazione in modo tale che la velocità di taglio S programmata per il tagliente dell'utensile resti costante: velocità del mandrino x diametro = costante. La parola S viene valutata a partire dal blocco con G96 come velocità di taglio. G96 è modale fino alla revoca da parte di un'altra funzione G del gruppo (G94, G95, G97). Programmazione G96 S... LIMS=... F... ; velocità di taglio costante ON G97 ; velocità di taglio costante OFF S ; velocità di taglio, unità di misura m/min. LIMS=... ; velocità limite superiore del mandrino attiva con G96, G97 F ; avanzamento nell'unità di misura mm/giro - come per G95 Annotazione: se precedentemente era attiva G94 al posto di G95, si deve scrivere nuovamente un valore F adeguato! Spostamento in rapido Durante gli spostamenti in rapido G0 non avviene alcuna variazione dei giri. Eccezione: se il profilo viene accostato in rapido e il blocco successivo contiene un tipo di interpolazione G1 o G2, G3, CIP, CT (blocco di profilo), si imposta già nel blocco di accostamento con G0 la velocità per il blocco di profilo. Velocità limite superiore LIMS= Nel passaggio di lavorazione da diametri grandi a diametri piccoli, la velocità del mandrino può aumentare notevolmente. Qui si raccomanda di indicare il limite superiore della velocità del mandrino LIMS=... . LIMS è attivo solo con G96 e G97. Programmando LIMS=... viene sovrascritto il valore programmato nel dato di setting (DS 43230: SPIND_MAX_VELO_LIMS) sovrascrittura dei valori inseriti. Questo DS ha effetto quando non è stato programmato LIMS. La velocità limite superiore programmata con G26 o tramite dati macchina non può essere superata con LIMS=. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 255 Programmazione 10.5 Funzioni speciali Disattivazione della velocità di taglio costante: G97 La funzione "Velocità di taglio costante" si disattiva con G97. Se è attiva G97, una parola S scritta viene considerata come velocità mandrino in giri al minuto. Se non si scrive alcuna nuova parola S, il mandrino prosegue nella sua rotazione con la velocità che è stata calcolata per ultima con la funzione G96 attiva. Esempio di programmazione N10 ... M3 ; senso di rotazione del mandrino N20 G96 S120 LIMS=2500 ; attivazione della velocità di taglio costante, 120 m/min, limite di velocità 2500 giri/min N30 G0 X150 ; nessuna variazione di velocità in quanto il blocco N31 è con G0 N31 X50 Z... ; nessuna variazione di velocità in quanto il blocco N32 è con G0 N32 X40 ; accostamento al profilo, il nuovo numero di giri viene impostato automaticamente come necessario per l'inizio del blocco N40 N40 G1 F0.2 X32 Z... ; avanzamento 0,2 mm/giro ... N180 G97 X... Z... ; disattivazione della velocità di taglio costante N190 S... ; nuova velocità del mandrino, giri/min Informazioni La funzione G96 può essere disattivata anche con G94 oppure G95 (stesso gruppo G). In questo caso l'ultima velocità mandrino S programmata è attiva per le ulteriori sequenze di lavorazione fino a quando non viene scritta una nuova parola S. Le traslazioni programmabili TRANS o ATRANS (vedere l'omonimo capitolo) non devono essere utilizzate o utilizzate solo con valori contenuti sull'asse radiale X. Il punto zero pezzo deve trovarsi sul centro di rotazione Soltanto così è assicurata l'esatta funzione di G96. 256 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.5 Funzioni speciali 10.5.2 Raccordo, smusso Funzionalità In un angolo di profilo è possibile inserire gi elementi smusso (CHF o CHR) o raccordo (RND). Volendo arrotondare più spigoli del profilo in successione, è necessario utilizzare "l'arrotondamento modale" (RNDM). L'avanzamento per lo smusso/raccordo può essere programmato con FRC (blocco per blocco) oppure FRCM (modale). Se FRC/FRCM non è programmato, si applica l'avanzamento normale F. Programmazione CHF=... ; inserire lo smusso, valore: lunghezza dello smusso CHR=... ; inserire lo smusso, valore: lunghezza del lato dello smusso RND=... ; inserire il raccordo, valore: raggio del raccordo RNDM=... ; arrotondamento modale: ; valore > 0: raggio del raccordo, arrotondamento modale ON : in tutti gli spigoli successivi del profilo viene inserito questo raccordo. : valore = 0: arrotondamento modale OFF FRC=... ; avanzamento blocco a blocco per smusso/raccordo, Valore >0, avanzamento in mm/min con G94 opp. mm/giro con G95 FRCM=... ; ; ; ; ; avanzamento modale per smusso/raccordo: valore > 0: avanzamento in mm/min (G94) opp. mm/giro (G95) avanzamento modale per smusso/raccordo ON valore =0: avanzamento modale per smusso/raccordo OFF Per lo smusso/raccordo vale l'avanzamento F. Informazioni La relativa istruzione CHF=... oppure CHR=... oppure RND=... oppure RNDM=... viene scritta nel blocco con il movimento dell'asse che conduce allo spigolo. Se la lunghezza del profilo in un blocco non è sufficiente, sarà automaticamente ridotto il valore programmato per lo smusso e il raccordo. Lo smusso/raccordo non viene inserito se ● al termine sono stati programmati più di tre blocchi che non contengono informazioni di movimento nel piano, ● viene commutato il piano. F, FRC, FRCM non hanno effetto se uno smusso viene eseguito con G0. Se per lo smusso/il raccordo è attivo l'avanzamento F, per default si tratta del valore proveniente dal blocco che allontana dall'angolo. Altre impostazioni possono essere progettate tramite i dati macchina. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 257 Programmazione 10.5 Funzioni speciali Smusso CHF oppure CHR Tra profili lineari e circolari in qualsiasi combinazione si inserisce un elemento lineare di profilo. Lo spigolo è smussato. &+ 1*&+) ) &KDPIHU 1* ; $QJOHELVHFWRU = Figura 10-29 Inserimento di uno smusso CHF ad es. "tra due rette" 1*&+5 &+5 &KDPIHU 1* ; $QJOHELVHFWRU = Figura 10-30 Inserimento di uno smusso CHR ad es. "tra due rette" 258 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.5 Funzioni speciali Esempio di programmazione dello smusso N5 F... N10 G1 X... CHF=5 ; inserire uno smusso con lunghezza di 5 mm N20 X... Z... ... N100 G1 X... CHR=2 ; inserire uno smusso con lunghezza del lato di 2 mm N110 X... Z... ... N200 G1 FRC=200 X... CHR=4 ; inserire uno smusso con avanzamento FRC N210 X... Z... Raccordo RND oppure RNDM Tra profili lineari e circolari in qualsiasi combinazione è possibile inserire un tratto di profilo circolare con raccordo tangenziale. 6WUDLJKWOLQHVWUDLJKWOLQH 1*51' 6WUDLJKWOLQHFLUFOH 5RXQGLQJ 51' 1*51' 1* 1* 51' ; 5RXQGLQJ ; = = Figura 10-31 Inserimento di raccordi, esempi Esempi di programmazione di raccordi N5 F... N10 G1 X... RND=4 ; inserire 1 raccordo con raggio 4 mm, avanzamento F N20 X... Z... ... N50 G1 X... FRCM= ... RNDM=2.5 ; arrotondamento modale, raggio 2,5 mm con ; avanzamento speciale FRCM (modale) N60 G3 X... Z... ; inoltre inserire questo raccordo - per N70 N70 G1 X... Z... RNDM=0 ; arrotondamento modale OFF ... Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 259 Programmazione 10.5 Funzioni speciali 10.5.3 Programmazione del profilo Funzionalità Quando in un disegno di lavoro non sono evidenti le impostazioni dirette del punto finale del contorno, si possono utilizzare anche le impostazioni dell'angolo ANG= ... per definire la retta. In un angolo del profilo si possono inserire elementi come lo smusso o il raccordo. La relativa istruzione CHR=... oppure RND=... viene scritta nel blocco che conduce allo spigolo. La programmazione di segmenti di profilo può essere utilizzata nei blocchi con G0 o G1 (profili rettilinei). In linea teorica è possibile collegare infiniti blocchi rettilinei ed inserire tra di essi un raccordo oppure uno smusso. Ogni retta deve essere definita in modo inequivocabile con l'impostazione di punti o di angoli. Programmazione ANG=... ; impostazione angolo per la definizione di una retta RND=... ; inserire il raccordo, valore: raggio del raccordo CHR=... ; inserire lo smusso, valore: lunghezza del lato dello smusso Informazioni La funzione "Programmazione sintetica del profilo" viene eseguita nel piano attuale G17 ... G19. Nella programmazione sintetica del profilo non è possibile cambiare il piano. Se in un blocco si programmano il raccordo e lo smusso, viene inserito solo il raccordo indipendentemente dalla sequenza di programmazione. Angolo ANG Se di una retta si conosce soltanto una coordinata del punto finale del piano o nel caso di profili formati da diversi blocchi anche il punto finale conclusivo, per definire un segmento di retta si può utilizzare l'indicazione dell'angolo. L'angolo si riferisce sempre all'ascissa del piano attuale G17 ... G19; ad es. con G17 sull'asse X. Gli angoli positivi sono misurati in senso antiorario. 3URILOR < 3URJUDPPD]LRQH ;" R "< 3XQWRILQDOHLQ1QRQ FRPSOHWDPHQWHQRWR 1*;< 1;$1* RSSXUH 1*;< 1<$1* $1* 1 1 ;< ; ,YDORULLQGLFDWLVRQRVRORSHU HVHPSLR Figura 10-32 Impostazione dell'angolo per definire una retta p. es. nel piano G17 260 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.5 Funzioni speciali 3URILOR < 3URJUDPPD]LRQH 3XQWRILQDOHLQ1 VFRQRVFLXWR 1*;< 1$1* 1;<$1* ;< $1* 1 $1* "" 1 1 ;< ,YDORULLQGLFDWLVRQRVRORSHU HVHPSLR ; < ;< 3XQWRILQDOHLQ1 VFRQRVFLXWRLQVHULPHQWRGL XQUDFFRUGR 1*;< 1$1* 51' 1;<$1* $QDORJLFL ,QVHULPHQWRGLXQRVPXVVR 1*;< 1$1* &+5 1;<$1* $1* 51' 1 $1* 1 "" 1 ;< ; < 3XQWRILQDOHLQ1QRWR ,QVHULPHQWRGLXQUDFFRUGR 1*;< 1;<51' 1;< $QDORJLFL ,QVHULPHQWRGLXQRVPXVVR 1*;< 1;<&+5 1;< ;< 51' 1 1 ;< 1 ;< ; ;< < $1* 1 51' ;< $1* 1 1 "" 1 ;< ; 3XQWRILQDOHLQ1VFRQRVFLXWR ,QVHULPHQWRUDFFRUGL 1*;< 1$1* 51' 1;<$1* 51' 1;< $QDORJLFL ,QVHULPHQWRGLXQRVPXVVR 1*;< 1$1* &+5 1;<$1* 1;< &+5 Figura 10-33 Profili composti da diversi blocchi p. es. nel piano G17 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 261 Programmazione 10.6 Utensile e correzione utensile 10.6 Utensile e correzione utensile 10.6.1 Informazioni generali Funzionalità Nella stesura del programma per la lavorazione di un pezzo non si deve tener conto della lunghezza dell'utensile o del raggio del tagliente. Si programmano direttamente le coordinate del pezzo come riportato ad es. nel disegno. I dati utensile devono essere immessi in modo separato in una speciale area dati. Nel programma è necessario richiamare solamente l'utensile necessario con i relativi dati di correzione. Sulla base di questi dati il controllo numerico calcola automaticamente le correzioni della traiettoria necessarie per realizzare il pezzo descritto. In questo modo avviene una compensazione automatica dell'angolo di orientamento della mola tramite la quota base dell'utensile in modo che la geometria della mola possa essere sempre considerata a 0 gradi. Questo vale anche per le mole inclinate in modo fisso. In questo caso si impostano il diametro massimo e la larghezza della mola nella pagina dei dati della mola. 10.6.2 Utensile T Funzionalità Con la programmazione della parola T avviene la selezione dell'utensile. Nei dati macchina è possibile definire se si tratta di un cambio utensile o soltanto di una preselezione. Nella rettifica il cambio utensile (richiamo utensile) avviene direttamente con la parola T. Fare attenzione: se è stato attivato un determinato utensile, questo resterà memorizzato come utensile attivo anche dopo la fine del programma e dopo un OFF/ON del controllo numerico. Se il cambio utensile avviene manualmente, è necessario immettere il cambio avvenuto anche nel controllo numerico per fare in modo che quest'ultimo individui l'utensile corretto. Ad esempio si può attivare un blocco con la nuova parola T nel modo operativo MDA. Programmazione T... ; numero dell'utensile: 1 ... 32 000 Nota Nel controllo numerico possono essere memorizzati contemporaneamente al max.: ● SINUMERIK 802D sl plus: 7 utensili con rispettivamente 9 taglienti ● SINUMERIK 802D sl pro: 14 utensili con rispettivamente 9 taglienti. 262 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.6 Utensile e correzione utensile Esempio di programmazione N10 T1 D1 ; utensile 1 tagliente 1 ... N70 T588 10.6.3 ; utensile 588 Numero di correzione utensile D Funzionalità Ad un determinato utensile possono essere assegnati da 1 a 9 campi dati con vari blocchi di correzione utensile (per diversi taglienti). Se è necessario un tagliente speciale, esso può essere programmato con D e con il corrispondente numero. Se non si scrive nessuna parola D, è attivo automaticamente D1. Se si programma D0, le correzioni per l'utensile non sono attive. I numeri dei correttori utensili vengono generati automaticamente con la creazione di un utensile (tutti i 9 taglienti). I taglienti dell'utensile non hanno un significato fisso (posizione geometrica sulla mola). Per i profili standard i taglienti 1, 3, 5 descrivono lo spigolo sinistro della mola, i taglienti 2, 4, 6 lo spigolo destro. La stessa cosa vale per tutti i profili (anche liberi) durante la compensazione del valore di diamantatura, questo significa che i numeri dispari sono a sinistra (valore di usura negativo) e quelli pari sono a destra (valore di usura positivo). L'usura in direzione X (diametro) è identica per tutti i punti (negativa con direzione di rettifica negativa). I taglienti 7 ... 9 rappresentano i 3 possibili diamantatori di una mola. Essi sono abbinati rigidamente ai settori della mola. Diamantatore 1 (D7) spigolo sinistro della mola Diamantatore 2 (D8) spigolo destro della mola Diamantatore 3 (D9) opzionale per il diametro e se non vengono utilizzati i diamantatori 1 o 2. Opzione: Se il diamantatore è un diamantatore a rullo con il quale si esegue solo un tuffo di diamantatura, si intende sempre il diamantatore 1. Gli altri diamantatori non vengono utilizzati. Programmazione D... ; numero di correzione utensile: 1 ... 9, D0: nessuna correzione attiva! Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 263 Programmazione 10.6 Utensile e correzione utensile Informazioni Le correzioni utensili dei campi T/D hanno significati fissi e vengono assegnati tramite l'impostazione nella gestione utensili. In questo capitolo segue una lista dei parametri. Le correzioni della lunghezza utensile sono efficaci immediatamente se l'utensile è attivo; se non è stato programmato alcun numero D, sono efficaci i valori di D1. La correzione si esegue con il primo avanzamento programmato nel relativo asse di correzione della lunghezza. Tramite G41/G42 deve essere attivata inoltre una correzione raggio utensile. Esempio di programmazione Tabella 10- 4 Cambio utensile: N10 T1 ; l'utensile 1 viene attivato con il relativo D1 N11 G0 X... Z... ; viene sovrapposta la compensazione della correzione della lunghezza N50 T4 D2 ; cambiare l'utensile 4, D2 di T4 diventa attivo … N70 G0 Z... D1 264 ; D1 attivo per utensile 4, cambiato solo il tagliente Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.6 Utensile e correzione utensile Contenuto di una memoria di correzione ● Grandezze geometriche: lunghezza, raggio Queste sono costituite da più componenti (geometria, usura). Sulla base di tali componenti il controllo numerico calcola una grandezza risultante (ad es. lunghezza totale 1, raggio totale). Il rispettivo valore finale diventa efficace quando si abilita la memoria di correzione. In base al tipo di utensile e alle istruzioni G17, G18, G19 (vedere le figure seguenti) si definisce come vengono calcolati questi valori negli assi. ● Tipo utensile Il tipo di utensile determina quali dati geometrici sono necessari e come vengono calcolati (tipi di mola). ● Posizione del tagliente In diamantatura occorre impostare anche la posizione del tagliente. Le seguenti figure riportano i parametri utensili necessari per i relativi tipi di utensili. 5HJLVWUD]LRQLQHL SDUDPHWULXWHQVLOH 73* 73* 73* 3RVL]LRQH /XQJKH]]D 73* /XQJKH]]D 73* 73* '3 5DJJLR 73* 73* 3RVL]LRQHGLWDJOLR 1XPHURGHOPDQGULQR &RQGL]LRQHGLFRQFDWHQDPHQWR 5DJJLRPLQLPRGHOODPROD /DUJKH]]DPLQGHOODPROD /DUJKH]]DHIIHWWLYDGHOODPROD 1XPHURGLJLULPDVVLPR 9HORFLW¢SHULIHULFDPD[ $QJRORGHOODPRODREOLTXD 73* 1SDUDPHWULSHUFDOFRORUDJJLR '3 '3 '3 '3 9DORULG XVXUD VHFRQGRQHFHVVLW¢ )SXQWRGLULIHULPHQWRSRUWDXWHQVLOH ,YDORULUHVWDQWL YDQQRLPSRVWDWLD /XQJKLQ< /XQJKLQ; 5DJJLRLQ;< * /XQJKLQ; /XQJKLQ= 5DJJLRLQ=; * /XQJKLQ= /XQJKLQ< 5DJJLRLQ<= ) 5DJJLR ) *HRPHWULD /XQJKH]]D * %DVH /XQJKH]]D (IIHWWL /XQJKH]]DEDVH *HRPHWULD /XQJKH]]D Figura 10-34 Tipi di utensili per rettifica Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 265 Programmazione 10.6 Utensile e correzione utensile 10.6.4 Selezione della correzione raggio utensile: G41, G42 Funzionalità Deve essere attivo un utensile con relativo numero D. La correzione del raggio utensile (correzione raggio tagliente) si abilita con G41/G42. In questo modo il controllo numerico calcola automaticamente per il raggio utensile attuale le necessarie traiettorie equidistanti rispetto al profilo programmato. Deve essere attivo G18. Figura 10-35 Correzione raggio utensile (correzione raggio tagliente) Programmazione G41 Y... Z... ; correzione raggio utensile a sinistra del profilo G42 Y... Z... ; correzione raggio utensile a destra del profilo Annotazione: la selezione può avvenire solo con l'interpolazione lineare (G0, G1). Programmare entrambi gli assi. Se si indica un solo asse, il secondo asse verrà automaticamente definito con l'ultimo valore programmato. 266 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.6 Utensile e correzione utensile * * Figura 10-36 Correzione a destra - sinistra del profilo Inizio della correzione L'utensile si accosta su una retta al profilo e si posiziona ortogonalmente alla tangente della traiettoria sul punto di inizio del profilo. Scegliere il punto iniziale in modo tale da garantire che non vi siano collisioni! 6WDUWLQJFRQWRXU6WUDLJKW 6WDUWLQJFRQWRXU&LUFOH 3VWDUWLQJSRLQW 5 5 &RPSHQVDWHG 7RROSDWK * 3VWDUWLQJSRLQW &LUFOHUDGLXV 3 5FXWWLQJHGJHUDGLXV 3VWDUWLQJSRLQWRIWKHFRQWRXU * &RPSHQVDWHG 7RROSDWK 03 3 7DQJHQW Figura 10-37 Inizio della correzione raggio utensile, ad es. con G42, posizione tagliente =3 Informazioni Di solito al blocco con G41/G42 segue il primo blocco con il profilo del pezzo. La descrizione del profilo può essere comunque interrotta da un blocco che si trova in mezzo a questi che non contiene alcuna indicazione per il profilo, ad es. solo istruzioni M. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 267 Programmazione 10.6 Utensile e correzione utensile Esempio di programmazione N10 T... F... 268 N15 Y... Z... ; P0 - Punto iniziale N20 G1 G42 Y... Z... ; selezione a destra del profilo , P1 N30 Y... Z... ; ; profilo iniziale, cerchio o retta Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.6 Utensile e correzione utensile 10.6.5 Comportamento sugli spigoli: G450, G451 Funzionalità Con le funzioni G450 e G451 si può definire il comportamento in caso di passaggio discontinuo da un elemento del profilo ad un altro elemento del profilo (comportamento sugli spigoli) con G41/G42 attive. Gli spigoli esterni ed interni sono identificati automaticamente dal controllo numerico. In caso di spigoli interni si raggiunge sempre il punto di intersezione dei profili equidistanti. Programmazione G450 ; cerchio di raccordo G451 ; punto di intersezione ([WHUQDOFRUQHU * ([WHUQDOFRUQHU 7UDQVLWLRQFLUFOH UDGLXV WRROUDGLXV * 3RLQWRILQWHUVHFWLRQ I I Figura 10-38 Comportamento sugli spigoli esterni ,QWHUQDOFRUQHU 3RLQWRILQWHUVHFWLRQ S S Figura 10-39 Comportamento sugli spigoli interni Cerchio di raccordo G450 Il centro dell'utensile aggira gli spigoli esterni del pezzo su un arco di cerchio di raggio pari al raggio utensile. Il cerchio di raccordo tecnicamente appartiene al blocco successivo con il movimento; ad es. riferito al valore di avanzamento. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 269 Programmazione 10.6 Utensile e correzione utensile Punto di intersezione G451 Con G451 - punto di intersezione delle equidistanti si accosta il punto (punto di intersezione) che risulta dal percorso dell'utensile riferito al centro (cerchio o retta). 10.6.6 Correzione raggio utensile OFF: G40 Funzionalità La deselezione del funzionamento di correzione (G41/G42) avviene con G40. G40 è anche la posizione di attivazione all'inizio del programma. L'utensile termina il blocco prima di G40 in posizione normale (vettore di correzione ortogonale alla tangente sul punto finale) indipendentemente dall'angolo di svincolo. Se è attivo G40, il punto di riferimento è la punta dell'utensile. Con la deselezione la punta dell'utensile accosta così il punto programmato. Selezionare il punto finale del blocco G40 in modo tale da evitare ogni rischio di collisione! Programmazione G40 Y... Z... ; correzione raggio utensile OFF Annotazione: la deselezione del funzionamento di correzione può avvenire solo con l'interpolazione lineare (G0, G1). Programmare entrambi gli assi. Se si indica un solo asse, il secondo asse verrà automaticamente definito con l'ultimo valore programmato. )LQDOFRQWRXU6WUDLJKW )LQDOFRQWRXU&LUFOH S 5 S * * 3 3 7DQJHQW 03 3 5FXWWLQJHGJHUDGLXV 3 3HQGSRLQWODVWEORFNZLWK*HJ 3HQGSRLQWEORFNZLWK* &LUFOH UDGLXV 5 Figura 10-40 Termine correzione raggio utensile con G40 ad es. con G42, posizione tagliente =3 270 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.6 Utensile e correzione utensile Esempio di programmazione ... 10.6.7 N100 Y... Z... ; ultimo blocco sul profilo, cerchio o retta, P1 N110 G40 G1 Y... Z... ; disattivazione correzione raggio utensile, P2 Casi speciali di correzione del raggio utensile Cambio della direzione di correzione La direzione di correzione G41 ⇄ G42 può essere modificata senza dover interporre G40. L'ultimo blocco che contiene la direzione di correzione precedente termina con la posizione normale (perpendicolare) del vettore di correzione sul punto finale. La nuova direzione di correzione è eseguita come se fosse un inizio correzione (posizione perpendicolare sul punto iniziale). Ripetizione di G41, G41 o G42, G42 La stessa correzione può essere programmata nuovamente senza dover interporre G40. L'ultimo blocco prima del nuovo richiamo della correzione termina con la posizione del vettore di correzione perpendicolare sul punto finale. La nuova correzione è eseguita come se fosse un inizio correzione (comportamento analogo a quanto descritto per il cambio della direzione di correzione). Cambio del numero di correzione D Il numero di correzione D può essere cambiato nel funzionamento di correzione. Un'eventuale modifica del raggio di un utensile è efficace già all'inizio del blocco che contiene il nuovo numero D. La modifica risulta completa solo a fine blocco. La modifica ha quindi un'azione graduale in tutto il blocco, anche nell'interpolazione circolare. Interruzione della correzione con M2 Se il funzionamento di correzione è interrotto con M2 (fine programma) senza scrivere l'istruzione G40, l'ultimo blocco termina con le coordinate in posizione normale (ortogonale alla tangente sul punto finale) del vettore di correzione. Non viene eseguito alcun movimento di compensazione. Il programma termina con l'utensile in questa posizione. Casi critici di lavorazione Durante la programmazione si deve fare particolare attenzione ai casi in cui la lunghezza del profilo negli spigoli interni è inferiore al raggio dell'utensile e, se essa è inferiore al diametro nel caso di due spigoli interni successivi. Evitare che si verifichino questi casi! Controllare anche su più blocchi che il profilo non contenga "colli di bottiglia". Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 271 Programmazione 10.6 Utensile e correzione utensile Se si esegue un test/funzionamento di prova, utilizzare il raggio utensile più grande tra quelli disponibili. Profili con angoli acuti Se sul profilo, con punto di intersezione G451 attivo, sono presenti spigoli esterni molto acuti, il controllo numerico commuta automaticamente sul cerchio di raccordo. Questo evita lunghe corse a vuoto. 10.6.8 Esempio di correzione raggio utensile La mola deve avere il profilo rappresentato in figura. La diamantatura avviene da sinistra a destra con MIRROR e G41 Attenzione: Il punto zero pezzo (XWP) nei dati della mola deve essere -110 in modo che il profilo possa essere programmato in coordinate pezzo. 5 5 5 5 S r 5 < S S S = Figura 10-41 Esempio di diamantatura del profilo N1 ; sezione del profilo N10 F... S... M... ; impostazione delle quote del raggio, valori tecnologici N15 G500 ; spostamento origine "OFF" N20 MIRROR X0 Z0 ; inizio del funzionamento di correzione N30 G90 G0 X-90 N40 Z-10 272 N50 Y110 ; accostamento R55 N60 G41 G64 G1 Z20 F500 ; diamantatura sezione profilo ① Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.6 Utensile e correzione utensile N70 Y100 N80 Z60 RND=20 ; diamantatura sezione profilo ② N90 Y60 N100 Z68 ; diamantatura sezione profilo ③ N110 Y40 Z98 ; diamantatura sezione profilo ④ N120 Z118 ; diamantatura sezione profilo ⑤ N130 Y30 Z123 ; diamantatura sezione profilo ⑥ N140 Z123 ; diamantatura sezione profilo ⑦ N150 G0 Y-90 ; svincolo N160 MIRROR ; fine funzionamento di correzione M17 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 273 Programmazione 10.7 Funzioni M supplementari 10.7 Funzioni M supplementari Funzionalità Con le funzioni M supplementari si possono attivare sulla macchina funzioni quali ad es. "refrigerante ON/OFF" e altre ancora. Una parte ridotta di funzioni M viene utilizzata dal costruttore del controllo numerico per funzionalità ben definite. La parte restante è a disposizione del costruttore della macchina. Nota Una panoramica delle funzioni M supplementari riservate e utilizzate dal controllo numerico è riportato nel capitolo "Sommario delle istruzioni". Programmazione M... ; max. 5 funzioni M in un blocco Effetto Effetto nei blocchi con movimenti degli assi: se le funzioni M0, M1, M2 si trovano in un blocco che contiene movimenti di assi, queste diventano attive dopo i movimenti degli assi. Le funzioni M3, M4, M5 vengono emesse al controllore programmabile interno prima dei movimenti degli assi (PLC). I movimenti degli assi iniziano solo dopo che il mandrino controllato è stato avviato con M3, M4. Con M5 tuttavia non si attende l'arresto completo del mandrino. I movimenti degli assi iniziano già prima dell'arresto del mandrino (impostazione standard). Per le restanti funzioni M la trasmissione al PLC avviene con i movimenti degli assi. Se si desidera programmare una funzione M prima o dopo un movimento degli assi, inserire un blocco a sé stante con questa funzione M. Notare che: questo blocco interrompe un funzionamento continuo G64 e genera un arresto preciso! Esempio di programmazione N10 S... 274 N20 X... M3 ; funzione M nel blocco con movimento assi, il mandrino viene avviato prima del movimento dell'asse X N180 M78 M67 M10 M12 M37 ; max. 5 funzioni M nel blocco Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.7 Funzioni M supplementari Nota Oltre alle funzioni M e H, al PLC (controllore programmabile) si possono trasmettere anche funzioni T, D e S. Complessivamente un blocco può contenere al max. 10 di queste funzioni. Informazione Nei SINUMERIK 802D sl plus e 802D sl pro sono possibili due mandrini. In questo modo è possibile una programmazione avanzata con le funzioni M - solo per il mandrino: M1=3, M1=4, M1=5, M1=40, ... ; M3, M4, M5, M40, ... per mandrino 1 M2=3, M2=4, M2=5, M2=40, ... ; M3, M4, M5, M40, ... per mandrino 2 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 275 Programmazione 10.8 Funzione H 10.8 Funzione H Funzionalità Con le funzioni H è possibile trasferire dati in virgola mobile (tipo di dati REAL come parameri di calcolo, vedere capitolo "Parametri R di calcolo") al programma PLC. Il significato dei valori di una determinata funzione H viene stabilito dal costruttore della macchina. Programmazione H0=... fino a H9999=... ; max. 3 funzioni H per ogni blocco Esempio di programmazione N10 H1=1.987 H2=978.123 H3=4 ; 3 funzioni H nel blocco N20 G0 X71.3 H99=-8978.234 ; con movimenti degli assi nel blocco N30 H5 ; corrisponde: H0=5.0 Nota Oltre alle funzioni M e H, al PLC (controllore programmabile) si possono trasmettere anche funzioni T, D e S. Complessivamente un blocco può contenere al max. 10 di queste funzioni. 276 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.9 Parametri di calcolo R, LUD e variabili PLC 10.9 Parametri di calcolo R, LUD e variabili PLC 10.9.1 Parametri di calcolo R Funzionalità Se si vuole utilizzare un programma NC anche con valori diversi da quelli definiti o se si devono calcolare valori, si utilizzano i parametri di calcolo. I valori necessari possono essere calcolati o impostati dal controllo numerico nel corso del programma. Un'altra possibilità consiste nell'impostare i parametri di calcolo da parte dell'operatore. Se i parametri di calcolo sono preimpostati con valori, nel programma pezzo è possibile assegnare altri indirizzi NC che devono essere flessibili come valore. Programmazione da R0=... fino a R299=... ; assegnazione dei valori ai parametri di calcolo R[R0]=... ; programmazione indiretta: Assegnare un valore al parametro di calcolo R, il cui numero si trova, ad esempio, in R0 X=R0 ; assegnare il parametro di calcolo agli indirizzi NC, ad es. all'asse X Assegnazione valore Ai parametri di calcolo possono essere assegnati valori compresi nel seguente campo: ±(0.000 0001 ... 9999 9999) (8 cifre decimali, segni algebrici e punto decimale). Per i numeri interi il punto decimale può essere omesso. Il segno algebrico positivo può essere sempre omesso. Esempio: R0=3.5678 R1=-37.3 R2=2 R3=-7 R4=-45678.123 Con il modo di scrittura esponenziale si può assegnare un campo di valori più esteso: ± (10-300 ... 10+300) Il valore dell'esponente viene scritto dopo il carattere EX; numero max. totale di caratteri: 10 (inclusi segno algebrico e punto decimale) Campo di valori di EX: -300 ... +300 Esempio: R0=-0.1EX-5 ; significato: R0 = -0,000 001 R1=1.874EX8 ; significato: R1 = 187 400 000 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 277 Programmazione 10.9 Parametri di calcolo R, LUD e variabili PLC Nota In un blocco possono avvenire più assegnazioni, anche in forma di espressioni di calcolo. Assegnazione ad altri indirizzi La flessibilità di un programma NC è data dal fatto che questi parametri di calcolo, o espressioni con parametri di calcolo, possono essere assegnati ad altri indirizzi NC. A tutti gli indirizzi si possono assegnare valori, espressioni matematiche o parametri di calcolo; eccezione: indirizzo N, G e L. Nell'assegnazione dopo il carattere dell'indirizzo occorre scrivere il carattere "=". È possibile un'assegnazione con segno negativo. Se si effettuano assegnazioni ad indirizzi di assi (istruzioni di posizionamento), è necessario un blocco a sé stante. Esempio: N10 G0 X=R2 ; assegnazione all'asse X Operazioni/funzioni di calcolo Quando si utilizzano operatori o funzioni di calcolo, occorre rispettare il consueto metodo di scrittura matematico. Le priorità dell'elaborazione vengono impostate tramite parentesi tonde. Altrimenti hanno comunque la priorità le operazioni di moltiplicazione e divisione rispetto a quelle di somma o sottrazione. Per le funzioni trigonometriche vale l'indicazione in gradi. Funzioni di calcolo consentite: vedere il capitolo "Sommario delle istruzioni". Esempio di programma: calcolo con parametri R N10 R1= R1+1 ; il nuovo R1 si ricava dal vecchio R1 più 1 N20 R1=R2+R3 R4=R5-R6 R7=R8*R9 R10=R11/R12 278 N30 R13=SIN(25.3) ; da R13 deriva il seno di 25,3 gradi N40 R14=R1*R2+R3 ; moltiplicazione e divisione prima di somma e sottrazione R14=(R1*R2)+R3 N50 R14=R3+R2*R1 ; risultato come nel blocco N40 N60 R15=SQRT(R1*R1+R2*R2) ; significato: N70 R1= -R1 ; il nuovo R1 è il negativo del vecchio R1 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.9 Parametri di calcolo R, LUD e variabili PLC Esempio di programma: assegnare i parametri R agli assi N10 G1 G91 X=R1 Z=R2 F300 ; blocchi a sé stanti (blocchi di movimento) N20 Z=R3 N30 X= -R4 N40 Z= SIN(25.3)-R5 ; con operazioni di calcolo ... Esempio di programma: Programmazione indiretta N10 R1=5 ; assegnare direttamente il valore 5 (intero) a R1 ... N100 R[R1]=27.123 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 ; assegnare indirettamente il valore 27,123 a R5 279 Programmazione 10.9 Parametri di calcolo R, LUD e variabili PLC 10.9.2 Dati utente locali (LUD) Funzionalità In un programma l'utente/programmatore può definire proprie variabili per diversi tipi di dati (LUD = Local User Data). Queste variabili sono disponibili solo nel programma nel quale sono state definite. La definizione avviene subito all'inizio del programma e può essere abbinata all'assegnazione di un valore. In caso contrario il valore iniziale è 0. Il nome di una variabile può essere definito direttamente dal programmatore. Per la definizione del nome esistono le seguenti regole: ● max. 32 caratteri di lunghezza ● i primi due caratteri devono essere lettere, poi lettere, underscore o cifre. ● non si può utilizzare un nome che è già stato usato nel controllo numerico (indirizzi NC, password, nomi di programmi, sottoprogrammi ecc.) Programmazione/tipi di dati DEF BOOL varname1 ; tipo Bool, valori: TRUE (=1), FALSE (=0) DEF CHAR varname2 ; tipo Char, 1 carattere in codice ASCII: "a", "b", ... ; codice numerico: 0 ... 255 DEF INT varname3 ; tipo Integer, valori interi, 32 bit nel campo di valori: ; -2 147 483 648 ... +2 147 483 647 (decimale) DEF REAL varname4 ; tipo Real, numero naturale (come parametri di calcolo R), ; campo di valori: ±(0.000 0001 ... 9999 9999) ; (8 cifre decimali con segno e punto decimale) oppure ; modalità di scrittura esponenziale: ± (10 elevato 300 ... 10 elevato +300) DEF STRING[lunghezza stringa] varname41 ; tipo STRING, [lunghezza stringa]: nr. max. di caratteri Per ogni tipo di dati è necessaria una riga di programma a sè stante. Tuttavia in una riga si possono definire diverse variabili dello stesso tipo. Esempio: DEF INT PVAR1, PVAR2, PVAR3=12, PVAR4 ; 4 variabili del tipo INT Esempio per tipo STRING con assegnazione: DEF STRING[12] PVAR="Hello" 280 ; definizione della variabile PVAR con lunghezza max. 12 caratteri e assegnazione della sequenza di caratteri "Hello" Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.9 Parametri di calcolo R, LUD e variabili PLC Campi Oltre a singole variabili si possono definire campi mono e bidimensionali di variabili di questo tipo di dati: DEF INT PVAR5[n] ; campo monodimensionale del tipo INT, n: numero intero DEF INT PVAR6[n,m] ; campo bidimensionale del tipo INT, n, m: numero intero Esempio: DEF INT PVAR7[3] ; campo con 3 elementi del tipo INT Nel programma i singoli elementi di un campo possono essere indirizzati con l'indice di campo e sono gestiti come singole variabili. L'indice di campo va da 0 a minore del numero di elementi. Esempio: N10 PVAR7[2]=24 ; il terzo elemento di campo (con indice 2) assume il valore 24. Assegnazione del valore per campo con istruzione SET: N20 PVAR5[2]=SET(1,2,3) ; a partire dal 3° elemento di campo vengono assegnati valori differenti. Assegnazione del valore per campo con istruzione REP: N20 PVAR7[4]=REP(2) ; a partire dall'elemento di campo [4] - assumono tutti lo stesso valore, in questo caso 2. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 281 Programmazione 10.9 Parametri di calcolo R, LUD e variabili PLC 10.9.3 Lettura e scrittura di variabili PLC Funzionalità Per consentire un rapido scambio di dati tra NC e PLC, nell'interfaccia utente PLC esiste un campo dati speciale con una lunghezza di 512 byte. In questo campo i dati PLC si riferiscono al tipo di dati e all'offset di posizione. Nel programma NC queste variabili PLC definite possono essere lette o scritte. Per questo esistono speciali variabili di sistema: $A_DBB[n] ; byte di dati (valore 8 bit) $A_DBW[n] ; word di dati (valore 16 bit) $A_DBD[n] ; doppia word di dati (valore 32 bit) $A_DBR[n] ; dati REAL (valore 32 bit) n in questo caso indica l'offset di posizione (inizio campo di dati per variabile iniziale) in byte Esempio di programmazione R1=$A_DBR[5] ; lettura di un valore REAL, offset 5 ; (inizia nel byte 5 del campo) Nota La lettura di variabili genera uno stop di preelaborazione (STOPRE interno). ATTENZIONE La scrittura delle variabili PLC è generalmente limitata a max. tre variabili (elementi). Per scritture in rapida successione di variabili PLC serve un elemento per ciascuna operazione di scrittura. Se si devono eseguire più operazioni di scrittura di quanti elementi sono a disposizione, deve essere garantito il trasporto dei blocchi (in certi casi con uno stop di preelaborazione). Esempio: $A_DBB[1]=1 $A_DBB[2]=2 $A_DBB[3]=3 STOPRE $A_DBB[4]=4 282 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.10 Salti nel programma 10.10 Salti nel programma 10.10.1 Destinazione dei salti nel programma Funzionalità Nei salti di programma un'etichetta o un numero di blocco servono per identificare i blocchi come destinazione di salti nei programmi. Con i salti di programma si possono attivare diramazioni nell'esecuzione del programma stesso. Le etichette (label) sono liberamente definibili, tuttavia possono comprendere da un minimo di 2 a un massimo di 8 lettere o cifre e i primi due caratteri devono essere lettere o caratteri di sottolineatura. Nel blocco definito come destinazione di salto le etichette terminano con il carattere due punti. Le etichette si trovano sempre a inizio blocco. Se è indicato anche un numero di blocco, l'etichetta si trova dopo il numero di blocco. Le etichette nell'ambito di un programma devono essere univoche. Esempio di programmazione N10 LABEL1: G1 X20 ; LABEL1 è un'etichetta, destinazione di salto ... TR789: G0 X10 Z20 ; TR789 è un'etichetta, destinazione di salto - non è presente nessun numero di blocco N100 ... ; il numero di blocco può essere la destinazione di salto ... Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 283 Programmazione 10.10 Salti nel programma 10.10.2 Salti incondizionati nel programma Funzionalità I programmi NC elaborano i blocchi nella sequenza in cui sono stati scritti. La sequenza di elaborazione può essere modificata inserendo salti nel programma. La destinazione di salto può essere un blocco contrassegnato con un'etichetta o con un numero di blocco. Questo blocco deve trovarsi all'interno del programma. L'istruzione di salto incondizionato richiede un blocco specifico. Programmazione GOTOF Label ; salto in avanti (in direzione dell'ultimo blocco del programma) GOTOB Label ; salto indietro (in direzione del primo blocco del programma) Label ; sequenza di caratteri selezionata per la label (etichetta di salto) oppure numero di blocco (VHFX]LRQHGHO SURJUDPPD 1*;ಹ=ಹ 1*272)/$%(/VDOWRDOODODEHO/$%(/ 1/$%(/5 55 1*272)/$%(/VDOWRDOODODEHO/$%(/ /$%(/;= 10ILQHSURJUDPPD /$%(/;= 1*272%/$%(/VDOWRDOODODEHO/$%(/ Figura 10-42 Esempio di salti incondizionati 284 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.10 Salti nel programma 10.10.3 Salti programma condizionati Funzionalità Dopo l'istruzione IF si definiscono le condizioni di salto. Se la condizione per il salto è soddisfatta (valore diverso da zero), avviene il salto. La destinazione di salto può essere un blocco contrassegnato con un'etichetta o con un numero di blocco. Questo blocco deve trovarsi all'interno del programma. Le istruzioni di salto condizionato richiedono un blocco a sé stante. In un blocco possono essere presenti diverse istruzioni di salto condizionato. Se si utilizzano salti di programma condizionati, si può ridurre sensibilmente il programma. Programmazione IF condizione GOTOF Label ; salto in avanti IF condizione GOTOB Label ; salto all'indietro GOTOF ; direzione del salto in avanti (in direzione dell'ultimo blocco del programma) GOTOB ; direzione del salto all'indietro (in direzione del primo blocco del programma) Label ; sequenza di caratteri selezionata per la label (etichetta di salto) oppure numero di blocco IF ; introduzione della condizione di salto Condizione ; parametro di calcolo, espressione di calcolo per la formulazione della condizione Operazioni di confronto Operatori Significato == uguale <> diverso > maggiore < minore >= maggiore o uguale <= minore o uguale Le operazioni di confronto supportano la formulazione di una condizione di salto. Si possono confrontare anche le espressioni matematiche. Il risultato delle operazioni di confronto può essere "soddisfatto" oppure "non soddisfatto". "Non soddisfatto" corrisponde al valore 0. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 285 Programmazione 10.10 Salti nel programma Esempio di programmazione per operatori di confronto R1>1 ; R1 maggiore di 1 1 < R1 ; 1 minore di R1 R1<R2+R3 ; R1 minore di R2 più R3 R6>=SIN( R7*R7) ; R6 maggiore o uguale a SIN (R7) elevato a 2 Esempio di programmazione N10 IF R1 GOTOF LABEL1 ; se R1 non è 0, salta al blocco con LABEL1 ... N90 LABEL1: ... N100 IF R1>1 GOTOF LABEL2 ; se R1 è maggiore di 1, salta al blocco con LABEL2 ... N150 LABEL2: ... ... N800 LABEL3: ... ... N1000 IF R45==R7+1 GOTOB LABEL3 ; se R45 è uguale a R7 più 1, salta al blocco con LABEL3 ... più salti condizionati nel blocco: N10 MA1: ... ... N20 IF R1==1 GOTOB MA1 IF R1==2 GOTOF MA2 ... ... N50 MA2: ... Nota Il programma salta alla prima condizione soddisfatta. 286 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.10 Salti nel programma 10.10.4 Esempio di programma per i salti Obiettivo Raggiungimento di punti su una sezione di cerchio: Dati: Angolo iniziale: 30° in R1 Raggio del cerchio: 32 mm in R2 Distanza tra le posizioni: 10° in R3 Numero dei punti: 11 in R4 Posizione del centro del cerchio in Z: 50 mm in R5 Posizione del centro del cerchio in X: 20 mm in R6 5 QXPHURGLSXQWL ; 3XQWR 3XQWR 3XQWR 5 3XQWR 5 5 3XQWR 5 5 5 = Figura 10-43 Accostamento lineare dei punti su una sezione di cerchio Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 287 Programmazione 10.10 Salti nel programma Esempio di programmazione N10 R1=30 R2=32 R3=10 R4=11 R5=50 R6=20 ; assegnazione dei valori iniziali N20 MA1: G0 Z=R2*COS (R1)+R5 X=R2*SIN(R1)+R6 ; calcolo e assegnazione a indirizzi assi N30 R1=R1+R3 R4= R4-1 N40 IF R4 > 0 GOTOB MA1 N50 M2 Spiegazione Nel blocco N10 le condizioni iniziali vengono assegnate ai relativi parametri di calcolo. In N20 avviene il calcolo delle coordinate in X e Z e l'elaborazione. Nel blocco N30, R1 viene incrementato dell'angolo R3; R4 viene ridotto di 1. Se R4 > 0 viene elaborato nuovamente N20 altrimenti N50 con fine programma. 288 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.11 Tecnica dei sottoprogrammi 10.11 Tecnica dei sottoprogrammi 10.11.1 Generalità Utilizzo In sostanza, tra un programma principale e un sottoprogramma non vi è alcuna differenza. Nei sottoprogrammi spesso si memorizzano sequenze di lavorazione ripetitive ad es. determinate forme di profilo. Il sottoprogramma viene richiamato nel programma principale nei punti necessari e quindi viene elaborato. Il ciclo di lavorazione è una forma di sottoprogramma. I cicli di lavorazione contengono sequenze generali di lavorazioni standard. Impostando adeguatamente i parametri di trasferimento previsti il ciclo può essere adattato al caso applicativo concreto. Struttura La struttura di un sottoprogramma è identica a quella di un programma principale (vedere il capitolo "Struttura del programma"). I sottoprogrammi sono forniti come programmi principali nell'ultimo blocco dell'esecuzione del programma M2 (fine programma). L'istruzione permette di ritornare al livello di programma dal quale è avvenuto il richiamo. Fine programma Al posto dell'istruzione di fine programma M2, nel sottoprogramma si può utilizzare anche l'istruzione finale RET. RET richiede un blocco a sé stante. L'istruzione RET può essere utilizzata per non interrompere un funzionamento continuo G64 con il ritorno al programma richiamante. Nel caso di M2, si interrompe G64 e si genera un arresto preciso. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 289 Programmazione 10.11 Tecnica dei sottoprogrammi 0DLQSURJUDP 6HTXHQFH 0$,1 1/&DOO 1 6XESURJUDP &DOO / 5HWXUQ 15 OO &D 1;= 1/&DOO 0 5HWXUQ 0 Figura 10-44 Esempio di esecuzione con il richiamo in doppio canale di un sottoprogramma Nome del sottoprogramma Per poter selezionare un determinato sottoprogramma tra molti, ogni programma è dotato di un nome. Il nome può essere scelto liberamente al momento della stesura del programma rispettando alcune regole. Valgono le stesse regole dei nomi dei programmi principali. Esempio: BUCHSE7 Nei sottoprogrammi inoltre vi è la possibilità di utilizzare la parola di indirizzo L... . Per il valore sono possibili 7 cifre decimali (solo intere). Attenzione: gli zeri iniziali nell'indirizzo L servono per differenziare i sottoprogrammi. Esempio: L128 non è L0128 o L00128 ! Questi sono 3 diversi sottoprogrammi. Nota: il nome del sottoprogramma LL6 è riservato per il cambio utensile. Richiamo sottoprogramma I sottoprogrammi sono richiamati con il relativo nome in un programma (programma principale o sottoprogramma). Per questo è necessario un blocco a sé stante. Esempio: 290 N10 L785 ; richiamo del sottoprogramma L785 N20 ALBERO7 ; richiamo del sottoprogramma ALBERO7 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.11 Tecnica dei sottoprogrammi Ripetizione del programma P... Se un sottoprogramma deve essere eseguito più volte di seguito, è necessario scrivere nel blocco di richiamo, dopo il nome del sottoprogramma, il numero di ripetizioni sotto l'indirizzo P. Si possono impostare max. 9999 ripetizioni (P1 ... P9999). Esempio: N10 L785 P3 ; richiamo del sottoprogramma L785, 3 ripetizioni Profondità di annidamento I sottoprogrammi possono essere richiamati dal programma principale e da altri sottoprogrammi. Per questo tipo di richiamo sono disponibili 8 livelli di programma; compreso il livello del programma principale. VWOHYHO QGOHYHO UGOHYHO WKOHYHO 0DLQSURJUDP 6XESURJUDP 6XESURJUDP 6XESURJUDP Figura 10-45 Sequenza con 8 livelli di programma Informazioni In un sottoprogramma si possono modificare le funzioni G che hanno un'efficacia modale, ad es. G90 --> G91. Quando si ritorna al programma che ha eseguito il richiamo, controllare che tutte le funzioni che hanno un'azione modale siano impostate in modo corretto come richiesto. La stessa cosa vale anche per i parametri di calcolo R. Fare attenzione a che i parametri di calcolo utilizzati nei livelli di programma superiori non vengano involontariamente modificati nei livelli di programma inferiori. Quando si lavora con i cicli SIEMENS, questi richiedono fino a 7 livelli di programma. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 291 Programmazione 10.11 Tecnica dei sottoprogrammi 10.11.2 Richiamo dei cicli di lavorazione Funzionalità I cicli sono dei sottoprogrammi tecnologici che eseguono un determinato processo di lavorazione di validità generale. L'adattamento al caso concreto avviene con l'impostazione di parametri/valori direttamente con il richiamo del relativo ciclo. Esempio di programmazione N10 CYCLE83(110, 90, ...) ; richiamo del ciclo 83, trasferimento diretto dei valori, ; blocco a sé stante … 292 N40 RTP=100 RFP= 95.5 ... ; impostazione dei parametri di trasferimento per il ciclo 82 N50 CYCLE82(RTP, RFP, ...) ; richiamo del ciclo 82, blocco a sé stante Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.12 Temporizzatori e contapezzi 10.12 Temporizzatori e contapezzi 10.12.1 Temporizzatore per il tempo di esecuzione Funzionalità Sono disponibili temporizzatori (Timer) come variabili di sistema ($A...) che possono essere utilizzati per la sorveglianza di processi tecnologici nel programma o solo nella visualizzazione. Per questi temporizzatori esistono solo accessi in lettura. Sono disponibili temporizzatori che sono sempre attivi. Altri possono essere disattivati con i dati macchina. Temporizzatori - sempre attivi ● $AN_SETUP_TIME Valore di tempo a partire dall'ultimo "Avviamento del controllo con valori di default" (in minuti) Viene reimpostato automaticamente con "Avvio del controllo con i valori di default". ● $AN_POWERON_TIME Valore di tempo a partire dall'ultimo avviamento del PLC (in minuti) Si azzera automaticamente ad ogni avviamento del PLC. Temporizzatori - disattivabili I seguenti temporizzatori sono attivati tramite i dati macchina (impostazione standard). L'attivazione è in funzione del temporizzatore. Ogni misura attiva del tempo di ciclo si interrompe automaticamente quando si arresta il programma oppure con override dell'avanzamento a 0. Con i dati macchina è possibile definire il comportamento delle misura di tempo con l'avanzamento per ciclo di prova e il test del programma attivi. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 293 Programmazione 10.12 Temporizzatori e contapezzi ● $AC_OPERATING_TIME Tempo di elaborazione totale dei programmi CN nel modo operativo AUTOMATICO (in secondi) Nel modo operativo AUTOMATICO si sommano i tempi di esecuzione di tutti i programmi tra Start-CN e fine programma/Reset. Il temporizzatore viene azzerato ad ogni avviamento del controllo numerico. ● $AC_CYCLE_TIME Tempo di elaborazione del programma CN selezionato (in secondi) Nel programma CN selezionato si misura il tempo ciclo tra Start-CN e la fine del programma/reset. Con l'avvio di un nuovo programma NC il temporizzatore viene azzerato. ● $AC_CUTTING_TIME Tempo di intervento dell'utensile (in secondi) Si misura il tempo ciclo degli assi di contornitura (senza rapido) in tutti i programmi CN tra Start CN e fine programma/reset con utensile attivo (impostazione standard). La misura è interrotta se è attivo il tempo di sosta. Il contatore viene automaticamente azzerato all'avvio del controllo numerico. Esempio di programmazione N10 IF $AC_CUTTING_TIME>=R10 GOTOF WZZEIT ; Valore limite del tempo di intervento utensile? ... N80 WZZEIT: N90 MSG("Tempo di intervento utensile: è stato raggiunto il valore limite") N100 M0 Indicazione Il contenuto delle variabili di sistema attive diventa visibile sullo schermo nel settore operativo <OFFSET PARAM> -> "Dati di setting" ">" "Tempi/Contatori": Tempo ciclo totale = $AC_OPERATING_TIME Tempo ciclo programma = $AC_CYCLE_TIME Tempo ciclo di lavorazione = $AC_CUTTING_TIME Tempo da start a freddo = $AN_SETUP_TIME Tempo da start a caldo= $AN_POWERON_TIME "Tempo di esecuzione programma" è inoltre visualizzato nel modo operativo AUTOMATICO nel settore Posizione nella riga riservata alle istruzioni. 294 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.12 Temporizzatori e contapezzi 10.12.2 Contapezzi Funzionalità Con la funzione "contapezzi" sono disponibili contatori utilizzabili ad esempio per il conteggio dei pezzi. Questi contatori esistono come variabili di sistema con accesso in lettura/scrittura dal programma o da operatore (fare attenzione al livello di protezione in scrittura!). Tramite i dati macchina è possibile influire sull'attivazione del contatore, sull'istante dell'azzeramento e sull'algoritmo di conteggio. Contatore ● $AC_REQUIRED_PARTS Numero di pezzi necessari (val. nom. pezzi). In questo contatore si può definire il numero di pezzi al cui raggiungimento viene azzerato il numero attuale di pezzi $AC_ACTUAL_PARTS. Con i dati macchina si può attivare la generazione dell'allarme di visualizzazione 21800 "Numero di pezzi richiesto raggiunto". ● $AC_TOTAL_PARTS Numero dei pezzi complessivamente prodotti (valore reale totale) Il contatore registra il numero di pezzi prodotti dallo start. Il contatore è automaticamente azzerato all'avviamento del controllo numerico. ● $AC_ACTUAL_PARTS Numero di pezzi attuali (pezzi reali). In questo contatore si registra il numero di pezzi prodotti dallo start. Al raggiungimento del quantitativo di pezzi richiesto ($AC_REQUIRED_PARTS, valore maggiore di zero) il contatore viene automaticamente azzerato. ● $AC_SPECIAL_PARTS Numero dei pezzi definito dall'utente Questo contatore permette all'utente di eseguire un conteggio dei pezzi definito in base a criteri personali. Può essere definita un'emissione di allarme in caso di identità con $AC_REQUIRED_PARTS (val. di rif. pezzi). L'azzeramento di questo contatore deve essere effettuato dall'utente stesso. Esempio di programmazione N10 IF $AC_TOTAL_PARTS==R15 GOTOF SIST ; numero di pezzi raggiunto? ... N80 SIST: N90 MSG("E' stato raggiunto il numero di pezzi impostato") N100 M0 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 295 Programmazione 10.12 Temporizzatori e contapezzi Indicazione Il contenuto delle variabili di sistema attive diventa visibile sullo schermo nel settore operativo <OFFSET PARAM> -> "Dati di setting" ">" "Tempi/Contatori": Pezzi totali = $AC_TOTAL_PARTS Pezzi richiesti = $AC_REQUIRED_PARTS Numero pezzi =$AC_ACTUAL_PARTS, $AC_SPECIAL_PARTS non disponibile in visualizzazione "Numero pezzi" è inoltre visualizzato nel modo operativo AUTOMATICO nel settore Posizione nella riga riservata alle istruzioni. 296 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.13 Più avanzamenti in un blocco 10.13 Più avanzamenti in un blocco Funzione Con la funzione "Più avanzamenti in un blocco" si possono attivare a seconda degli ingressi digitali e/o analogici esterni ● diversi valori di avanzamento di un blocco NC, ● tempo di sosta e ● svincolo in modo sincrono al movimento. I segnali hardware di ingresso sono raggruppati in un byte di ingresso. Programmazione F2=... F3=... Oltre all'avanzamento vettoriale si possono programmare nel blocco fino a 2 altri avanzamenti per asse; validità blocco per blocco ST=... tempo di sosta (per la tecnologia di rettifica: tempo di spegnifiamma); efficace blocco per blocco SR=... Percorso di svincolo; efficace blocco per blocco. L'unità per il percorso di svincolo si riferisce all'unità di misura attualmente valida (mm oppure pollici). FMA [2,x] =... FMA[3,x]=... Oltre all'avanzamento vettoriale si possono programmare nel blocco fino a 2 altri avanzamenti per asse; efficace blocco per blocco STA=... tempo di sosta assiale (per la tecnologia di rettifica: tempo di spegnifiamma); efficace blocco per blocco SRA=... percorso di svincolo assiale; efficace blocco per blocco Valore FMA e F L'avanzamento assiale (valore FMA) o l'avanzamento vettoriale (valore F) corrispondono ad un avanzamento del 100%. Con questa funzione si possono realizzare avanzamenti minori o uguali all'avanzamento assiale o vettoriale. Nota Se per un asse sono programmati avanzamenti, tempo di sosta o percorso di svincolo in base ad un ingresso esterno, tale asse non deve essere programmato in questo blocco come asse POSA (asse di posizionam. senza arresto elaborazione). Il Look-Ahead resta attivo in un blocco anche in presenza di più avanzamenti. In questo modo si può limitare l'avanzamento attuale tramite la funzione Look-Ahead. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 297 Programmazione 10.13 Più avanzamenti in un blocco Esempio programmazione movimento vettoriale Sotto l'indirizzo F viene programmato l'avanzamento vettoriale, che resta valido finché non si presenta un segnale in ingresso. L'estensione numerica indica il numero di bit di ingresso alla cui variazione diventa attivo l'avanzamento: F3=20 ; 3 corrisponde al bit di ingresso 3 F2=5 ; 2 corrisponde al bit di ingresso 2 ST=1 ; tempo di sosta (s) bit di ingresso 1 SR=0,5 ; percorso di svincolo (mm) bit di ingresso 0 Esempio programmazione di movimenti assiali All'indirizzo FA viene programmato l'avanzamento assiale, che resta valido finché non si presenta un segnale in ingresso. Con FMA[3,x]= fino a FMA[2,x]= si possono programmare nel blocco fino a 2 altri avanzamenti per asse. La prima espressione fra parentesi quadre indica il numero di bit di ingresso, mentre la seconda indica l'asse al quale si applica l'avanzamento: FMA[3, x]=1000 ; avanzamento assiale con il valore 1000 per l'asse X, 3 ; corrisponde al bit di ingresso 3 Esempio tempo di sosta assiale e percorso di svincolo Il tempo di sosta e il percorso di svincolo vengono programmati nei seguenti indirizzi supplementari: STA[x]=... ; tempo di sosta assiale (s) bit di ingresso 1 SRA[x]=... ; percorso di svincolo assiale (mm) bit di ingresso 0 Se viene attivato il bit 1 di ingresso per il tempo di sosta o rispettivamente il percorso di svincolo bit 0, il percorso residuo per gli assi lineari o per gli assi singoli in questione viene cancellato e viene avviato il tempo di sosta o lo svincolo. Esempio più passate di lavoro in un blocco N20 T1 D1 F500 G0 X100 ; posizione di partenza N25 G1 X105 F=20 F3=5 F2=0.5 ST=1.5 SR= 0.5 ; sgrossatura con F, finitura con F3, ; microfinitura con F2, tempo di sosta 1,5 s, ; percorso di svincolo 0,5 mm N30 ... … 298 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.14 Pendolamento 10.14 Pendolamento Funzione Un asse di pendolamento si muove tra i punti di inversione 1 e 2 con avanzamento preimpostato fino a che non viene disattivato il movimento di pendolamento. Durante il movimento di pendolamento gli altri assi possono essere interpolati liberamente. Con un movimento vettoriale oppure con un asse di posizionamento è possibile ottenere un incremento continuo. Non esiste però alcuna relazione tra movimento di pendolamento e di incremento. Caratteristiche del pendolamento asincrono ● Il pendolamento asincrono è attivo per un asse specifico anche in corrispondenza di fine blocco. ● Tramite il programma pezzo è garantita un'attivazione del movimento di pendolamento sincrona al blocco. ● Non è possibile un'interpolazione comune di più assi ed una sovrapposizione di tratti di pendolamento. Programmazione Durante l'esecuzione del programma NC è possibile inserire ed influenzare con i seguenti indirizzi il pendolamento asincrono direttamente dal programma pezzo. I valori programmati, sincroni al blocco nell'esecuzione principale, vengono registrati nei corrispondenti dati di setting e restano attivi fino alla successiva modifica. Attivazione/disattivazione del pendolamento: OS OS[Asse] = 1: attivazione OS[Asse] = 0: disattivazione Parametri OSP1 [asse]= OSP2 [asse]= posizione del punto di inversione 1 (pendolamento: punto di inversione sinistro ) posizione del punto di inversione 2 (pendolamento: punto di inversione destro ) OST1 [asse]= tempo di arresto nei punti di inversione in secondi OST2 [asse]= FA [asse]= avanzamento dell'asse di pendolamento OSCTRL[asse]= (opzioni di set e di reset) OSNSC [Asse]= numero delle passate di spegnifiamma OSE [asse]= Posizione finale OS [asse]= 1 = attivare l'asse di pendolamento; 0 = disattivare l'asse di pendolamento Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 299 Programmazione 10.14 Pendolamento Tempi di sosta nei punti di inversione: OST1, OST2 Tempo di sosta Comportamento nel campo di arresto preciso sul punto di inversione -2 L'interpolazione prosegue senza attendere l'arresto preciso -1 Attendere l'arresto preciso grossolano 0 Attendere l'arresto preciso fine >0 Attendere l'arresto preciso fine e poi attendere il tempo di sosta L'unità per il tempo di sosta è identica a quella programmata con G4 . Esempio: l'asse deve pendolare tra due punti di inversione L'asse Z deve pendolare tra le posizioni 10 e 100. Il punto di inversione 1 viene accostato con arresto preciso fine, il punto di inversione 2 con arresto preciso grossolano. Si vuole lavorare con avanzamento 250 per l'asse di pendolamento. Al termine della lavorazione si vogliono eseguire 3 passate di spegnifiamma e l'asse di pendolamento deve raggiungere la posizione finale 200. L'avanzamento per l'asse di incremento è 1, il punto finale di destinazione dell'asse X di incremento è 15. N20 WAITP(X,Y,Z) ; posizione di partenza N30 G0 X100 Y100 Z100 ; commutazione in funzionamento come asse di posizionamento N40 WAITP(X,Z) N50 OSP1[Z]=10 OSP2[Z]=100 -> -> OSE[Z]=200 -> ; punto di inversione 1, punto di inversione 2 -> OST1[Z]=0 OST2[Z]=–1 -> ; posizione finale -> FA[Z]=250 FA[X]=1 -> ; tempo di sosta in U1: arresto preciso fine; ; tempo di sosta in U2: arresto preciso grossolano -> OSCTRL[Z]=(4,0) -> -> OSNSC[Z]=3 ; avanzamento asse di pendolamento ed asse di incremento ; opzioni di set ; tre passate di spegnifiamma N60 OS[Z]=1 ; avviare il pendolamento N70 POS[X]=15 ; posizioni di partenza per l'asse X N80 POS[X]=50 N90 OS[Z]=0 ; arrestare il pendolamento N100 M30 -> può essere programmato in un solo blocco. 300 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Programmazione 10.14 Pendolamento Descrizione Per l'asse di pendolamento vale quanto segue: ● ogni asse può essere utilizzato come asse di pendolamento. ● possono essere attivati contemporaneamente più assi di pendolamento (al massimo: numero degli assi di posizionamento). ● Per l'asse di pendolamento è sempre attiva l'interpolazione lineare G1 indipendentemente dall'istruzione G attualmente attiva nel programma. L'asse di pendolamento può ● essere l’asse di ingresso per la trasformazione dinamica, ● essere l’asse master per assi Gantry o di trascinamento, ● essere comandato – senza limitazione dello strappo (BRISK) oppure – con limitazione dello strappo (SOFT) oppure – con caratteristica di accelerazione spezzata (a due inclinazioni). Punti di inversione del pendolamento Nella definizione delle posizioni di pendolamento bisogna verificare le traslazioni attuali: ● Impostazione assoluta OSP1[Z] = valore 1 Posizione punto di inversione = somma delle traslazioni + valore programmato ● Impostazione relativa OSP1[Z]=IC(valore) Posizione punto di inversione = punto di inversione 1 + valore programmato Esempio: N10 OSP1[Z]=100 OSP2[Z]=110 . . N40 OSP1[Z]=IC(3) Nota WAITP(asse): • Se si deve pendolare con un asse geometrico, è indispensabile che esso sia abilitato al pendolamento con WAITP. • A pendolamento ultimato, con lo stesso comando l'asse viene dichiarato nuovamente come asse di posizionamento e può essere utilizzato normalmente. Impostazione dell'avanzamento, FA Come velocità di avanzamento vale quella definita per l'asse di posizionamento. Se non viene definita nessuna velocità di avanzamento vale il valore inserito nel dato macchina. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 301 Programmazione 10.14 Pendolamento Definizione della sequenza di movimento, OSCTRL Le impostazioni del controllo numerico per la sequenza dei movimenti vengono attivate con le opzioni di set e reset. OSCTRL[asse pendolamento] = (opzione di set, opzione di reset) Le opzioni di set vengono definite come segue (le opzioni di reset disattivano le impostazioni): Opzioni di reset Queste opzioni vengono disattivate (necessarie solo se precedentemente attivate con l'opzione di set). Opzioni di set Queste opzioni vengono commutate. Programmando OSE (posizione finale) diventa implicitamente attiva l'opzione 4. Valore dell'opzione Significato 0 Alla disattivazione del pendolamento arresto nel prossimo punto di inversione (preimpostazione); possibile solo resettando i valori 1 e 2 1 Alla disattivazione del pendolamento arresto nel punto di inversione 1 2 Alla disattivazione del pendolamento arresto nel punto di inversione 2 3 Alla disattivazione del pendolamento non raggiungere alcun punto di inversione se non è stata programmata alcuna passata di spegnifiamma 4 Dopo lo spegnifiamma raggiungere la posizione finale 8 Se il pendolamento viene interrotto con la cancellazione del percorso residuo: eseguire la passata di spegnifiamma ed eventualmente raggiungere la posizione finale 16 Se il pendolamento viene interrotto con la cancellazione del percorso residuo: come per la disattivazione raggiungere il relativo punto di inversione 32 L'avanzamento modificato è attivo solo dopo il successivo punto di inversione 64 FA uguale a 0, FA = 0: sovrapposizione del movimento attiva FA uguale a 0, FA <> 0: sovrapposizione di velocità attiva 128 Per assi rotanti DC (percorso più breve) 256 =la passata di spegnifiamma viene eseguita come doppia passata.(Standard) 1=la passata di spegnifiamma viene eseguita come singola passata. Per indicare più opzioni, interporre il segno +. Esempio: Il movimento di pendolamento per l'asse Z deve arrestarsi nel punto di inversione 1. Quindi si deve ● raggiungere la posizione finale, ● attivare immediatamente la modifica dell'avanzamento e dopo la cancellazione del percorso residuo l'asse deve essere subito arrestato. OSCTRL[Z] = (1+4,16+32+64) 302 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento in rete 11.1 11 Requisiti per un funzionamento in rete Premessa Ai fini della comunicazione del controllo numerico con un PG/PC è disponibile una funzione di rete. Presupposti Per poter stabilire la comunicazione è necessario il tool RCS802 sul PG/PC. Il collegamento in rete del controllo può avvenire in vari modi. I tipi di collegamento possibili sono descritti nei capitoli "Tool RCS" e "Funzionamento in rete". Le seguenti interfacce del controllo consentono la realizzazione dei collegamenti: ● Interfaccia RS232 ● Interfaccia Ethernet Peer-to-Peer ● Interfaccia rete Ethernet (disponibile solo per SINUMERIK 802D sl pro) Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 303 Funzionamento in rete 11.2 Tool RCS802 11.2 Tool RCS802 Il tool RCS802 (Remote Control System) per PC/PG è un tool che agevola il normale utilizzo del SINUMERIK 802D sl. Il tool RCS802 è parte integrante del SINUMERIK802Dsl e viene fornito su CD con ogni controllo numerico. Il collegamento tra il controllo e il PG/PC viene realizzato tramite le seguenti interfacce: Tabella 11- 1 Interfacce/connessioni Interfacce/connessioni SINUMERIK 802D sl RCS802 sul PG/PC RS232 Disponibile per le versioni value, Disponibile. plus e pro. Ethernet Peer- to-Peer Disponibile per le versioni value, Disponibile. plus e pro. Rete Ethernet Disponibile solo per SINUMERIK 802D sl pro. Funzione soggetta ad obbligo di licenza Funzioni del tool RCS802 con chiave di licenza ATTENZIONE La piena funzionalità del tool RCS802 si ottiene solo dopo aver caricato la chiave di licenza RCS802. Tabella 11- 2 Funzioni soggette ad obbligo di licenza del tool RCS802 304 Funzione Tool RCS802 senza chiave di licenza Tool RCS802 con chiave di licenza Gestione dei progetti sì sì Scambio di dati con il SINUMERIK 802D sl sì sì Messa in servizio del SINUMERIK 802D sl sì sì Messa a punto di Share-Drive no sì Comando a distanza no sì Immagini di cattura schermo (SnapShot) no sì Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento in rete 11.2 Tool RCS802 Tool RCS802 Figura 11-1 Finestra Explorer del tool RCS802 Dopo l'avvio del tool RCS802 ci si trova in modalità OFFLINE. In questa modalità è possibile gestire solo i file che risiedono nel PC. In modalità ONLINE è invece disponibile anche la directory Control 802. Questa directory consente lo scambio di file con il controllo. Per sorvegliare il processo si può inoltre utilizzare la funzione di operatività remota. Le connessioni ONLINE dal PG/PC al controllo si parametrizzano o si attivano dal menu "Setting" > "Connection" nella finestra di dialogo "Connection Settings". Figura 11-2 Connection Settings Nota Il tool RCS802 dispone di un'ampia guida in linea. In questa guida sono descritte ulteriori procedure, come ad es. stabilire una connessione, gestire un progetto, ecc. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 305 Funzionamento in rete 11.2 Tool RCS802 Procedura di realizzazione del collegamento RS232 sul controllo 6<67(0 ● Ci si trova nel settore operativo <SYSTEM>. $/$50 3/& ● Premere il softkey "PLC". Figura 11-3 &ROOHJDP 67(3 &ROOHJ DWWLYR Impostazioni di comunicazione RS232 ● Impostare i parametri di comunicazione nella finestra di dialogo "Collegam. STEP 7". ● Attivare il collegamento RCS232 con il softkey "Colleg. attivo". Figura 11-4 Collegamento RS232 attivo In questo stato non è possibile modificare le impostazioni. La dicitura del softkey diventa "Colleg. inatt.". 306 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento in rete 11.2 Tool RCS802 L'icona rappresentata in basso a destra nella figura indica che il collegamento con il PG/PC tramite l'interfaccia RS232 è attivo. Procedura di realizzazione del collegamento Ethernet Peer-to-Peer sul controllo 6<67(0 ● Ci si trova nel settore operativo <SYSTEM>. $/$50 9LVXDOL]] 6HUYLFH ● Premere il softkey "Visualiz. service" > "Service controllo". 6HUYLFH &RQWUROORUH Figura 11-5 &ROOHJ GLUHWWR Service controllo ● Premere il softkey "Collegam. diretto". Sull'HMI vengono visualizzate le seguenti segnalazioni: "Il collegamento è stato impostato" – Indirizzo IP: 169.254.11.22 – Subnet Mask: 255.255.0.0 L'indirizzo IP e la Subnet Mask visualizzati sono valori fissi. Questi valori non sono modificabili. &ROOHJ GLUHWWR ● Il softkey "Collegam. diretto" permette di annullare il collegamento Ethernet Peer-to-Peer. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 307 Funzionamento in rete 11.2 Tool RCS802 Procedura di realizzazione del collegamento di rete Ethernet sul controllo 6<67(0 ● Ci si trova nel settore operativo <SYSTEM>. $/$50 9LVXDOL]] 6HUYLFH ● Premere il softkey "Visualiz. service" > "Service controllo". 6HUYLFH &RQWUROORUH Figura 11-6 6HUYLFH 5HWH Service controllo ● Premere il softkey "Service rete" (disponibile solo nel SINUMERIK 802D sl pro). Riferimento alla bibliografia SINUMERIK 802D sl Manuale di programmazione e d'uso; Funzionamento in rete 308 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento in rete 11.3 Funzionamento in rete 11.3 Funzionamento in rete Nota La funzione Funzionamento in rete è disponibile solo per il SINUMERIK 802D sl pro. Il controllo numerico può essere collegato in rete grazie all'adattatore di rete integrato. Sono possibili i seguenti tipi di collegamenti: ● Ethernet Peer to Peer: collegamento diretto tra controllo numerico e PC tramite un cavo crossover. ● Rete Ethernet: collegamento del controllo numerico in una rete Ethernet esistente tramite un cavo patch. Un protocollo di trasferimento specifico dell'802D consente un funzionamento in rete isolato con trasferimento dati codificato. Questo protocollo viene utilizzato anche per il trasferimento o l'elaborazione di programmi pezzo in abbinamento al tool RCS. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 309 Funzionamento in rete 11.3 Funzionamento in rete 11.3.1 Configurazione del collegamento di rete Premessa Il controllo numerico è collegato con il PC tramite l'interfaccia X5 oppure la rete locale. Impostare i parametri di rete 6<67(0 Commutare nel settore operativo <SYSTEM>. $/$50 9LVXDOL]] 6HUYLFH 6HUYLFH &RQWUROORUH Premere il softkey "Visualizzazione di service" "Service controllo". 6HUYLFH 5HWH Con il softkey "Service rete" viene richiamata la finestra di configurazione della rete. Figura 11-7 310 Pagina base "Configurazione della rete" Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento in rete 11.3 Funzionamento in rete Tabella 11- 3 Configurazione della rete necessaria Parametri Spiegazione DHCP Protocollo DHCP: nella rete è richiesto un server DHCP che assegna dinamicamente gli indirizzi IP. Con No avviene un'assegnazione fissa degli indirizzi di rete. Con Sì avviene un'assegnazione dinamica degli indirizzi di rete. I campi d'introduzione non necessari non vengono visualizzati. Se si seleziona "sì", sono necessari i seguenti passi per attivare i campi Nome computer, Indirizzo IP e Subnet Mask: 1. Premere il softkey verticale "Memorizzare". 2. Disinserire quindi reinserire il controllo. Nome computer Nome del controllo numerico in rete Indirizzo IP Indirizzo del controllo numerico in rete (ad es. 192.168.1.1) Subnet Mask Identificazione della rete (es. 255.255.252.0) Abilitazione della porta di comunicazione 6HUYLFH ILUHZDOO Con il softkey "Service Firewall" si possono bloccare o abilitare le porte di comunicazione. Per garantire un livello di sicurezza più elevato possibile, tutte le porte non utilizzate dovrebbero restare bloccate. Figura 11-8 Configurazione del firewall La rete RCS per la comunicazione utilizza le porte 80 e 1597. Per modificare lo stato della porta, selezionare la relativa porta con il cursore. Premendo il tasto <Input> si modifica lo stato della porta. Le porte aperte vengono rappresentate con un segno di spunta nelle caselle di controllo. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 311 Funzionamento in rete 11.3 Funzionamento in rete 11.3.2 Gestione utenti 6<67(0 $/$50 Nel settore operativo <SYSTEM> premere il softkey "Visualizzazione di service" "Service controllo". 9LVXDOL]] 6HUYLFH 6HUYLFH &RQWUROORUH 6HUYLFH 5HWH $XWRUL]]D ]LRQH Con il softkey "Service rete" "Autorizzazione" viene richiamata la maschera d'impostazione degli utenti. Figura 11-9 Account utente Gli account utente servono per memorizzare le impostazioni personali dell'utente. Per creare un nuovo account occorre impostare il nome utente e la password di Login nel campo d'introduzione. Un account utente costituisce la premessa per la comunicazione HMI con il tool RCS su PG/PC. A questo scopo l'utente deve introdurre la password su HMI per il login RCS tramite rete. Questa password è necessaria anche quando l'utente vuole comunicare con il controllo numerico dal tool RCS. La funzione softkey "Creare" inserisce un nuovo utente nella gestione utenti. La funzione softkey "Cancellare" cancella l'utente selezionato dalla gestione. 312 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento in rete 11.3 Funzionamento in rete 11.3.3 Login utente - RCS log in 6<67(0 $/$50 5&6 UHJLVWUD]LRQH Premere il softkey "Login RCS" nel settore operativo <SYSTEM>. Viene richiamata la maschera d'impostazione per il Login utente. Figura 11-10 Login utente Login Introdurre il nome utente e la password nei rispettivi campi d'introduzione e confermarli con il softkey "Login". Se il Login avviene correttamente, il nome utente viene visualizzato nella riga Utente attuale. La funzione softkey "Indietro" chiude la casella di dialogo. Nota Questo Login viene utilizzato contemporaneamente anche per l'identificazione dell'utente per le connessioni remote. Disconnetti Premere il softkey "Logoff". L'utente attuale viene disconnesso, le impostazioni specifiche dell'utente vengono memorizzate e tutte le abilitazioni concesse vengono cancellate. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 313 Funzionamento in rete 11.3 Funzionamento in rete 11.3.4 Operare con un collegamento di rete Nella condizione di fornitura l'accesso remoto (accesso al controllo numerico da un PC o da rete) è inibito. Dopo il login di un utente locale sono disponibili le seguenti funzioni nel Tool RCS: ● Funzioni di messa in servizio ● Trasferimento dati (trasferimento di programmi pezzo) ● Operatività remota del controllo numerico Se deve essere consentito l'accesso ad una parte del file system, in precedenza si devono abilitare le relative directory. Nota con le abilitazioni delle directory viene consentito l'accesso ai file del controllo numerico da parte di un partecipante della rete. In base alle abilitazioni attivate, l'utente può modificare o cancellare dati. 314 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento in rete 11.3 Funzionamento in rete 11.3.5 Abilitazione di directory Con questa funzione si stabiliscono i diritti di accesso al file system del controllo numerico da parte degli utenti remoti. Selezionare la directory da abilitare nel Program Manager. Il softkey "Prosegui..." richiama la maschera d'impostazione per abilitare la directory selezionata. Figura 11-11 Stato di abilitazione ● Scegliere lo stato di abilitazione per la directory selezionata: – Non abilitare questa directory La directory non viene abilitata – Abilitare questa directory La directory viene abilitata, si deve impostare il nome di abilitazione. ● Nel campo Nome abilitazione occorre introdurre un identificatore tramite il quale l'utente autorizzato può accedere ai file della directory. ● Tramite il softkey "Aggiungere" si accede alla lista utenti. Selezionare l'utente. Con "Add" l'introduzione avviene nel campo "Abilitato per". ● Definire i diritti di accesso dell'utente (Autorizzazioni). – Accesso completo L'utente dispone di tutti i diritti di accesso – Modificare L'utente può eseguire modifiche – Lettura L'utente può accedere in lettura – Cancellare L'utente può cancellare Il softkey "OK" conferma le proprietà impostate. Le directory abilitate vengono indicate, come in Windows, con una "mano". Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 315 Funzionamento in rete 11.3 Funzionamento in rete 11.3.6 Connessione e disconnessione di drive di rete 6<67(0 $/$50 Nel settore operativo <SYSTEM> premere il softkey "Visualizzazione di service" "Service controllo" "Service rete". 9LVXDOL]] 6HUYLFH 6HUYLFH &RQWUROORUH 6HUYLFH 5HWH &ROOHJD 6FROOHJD Tramite "Connessione/disconnessione" si accede al settore operativo per la configurazione del drive di rete. Figura 11-12 Connessioni di rete 316 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Funzionamento in rete 11.3 Funzionamento in rete Connessione dei drive di rete &ROOHJD La funzione "Connettere" assegna una lettera di un drive locale ad un drive di rete. Nota Su un PG/PC è stata abilitata una directory per una connessione del drive di rete per un determinato utente. Il tool RCS802 dispone di un'ampia guida in linea. Questa procedura è descritta nel capitolo "RCS802 share drive" della guida in linea. Figura 11-13 Connessione dei drive di rete Procedura per la connessione dei drive di rete 1. Posizionare il cursore su un drive libero. 2. Con il tasto TAB selezionare la casella di introduzione "Percorso". Indicare l'indirizzo IP del server e il nome di abilitazione. Esempio: \\157.163.240.241\ &ROOHJD Premere "Connetti". Avviene il collegamento del server con il drive del controllo numerico. Nota Per elaborare ora, ad esempio, un sottoprogramma esterno, vedere capitolo "Funzionamento automatico" -> "Elaborazione dall'esterno". Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 317 Funzionamento in rete 11.3 Funzionamento in rete Disconnessione drive di rete 6FROOHJD Tramite il softkey "<<Indietro" con la funzione "Disconnetti" è possibile interrompere una connessione di rete esistente. 1. Posizionare il cursore sul relativo drive. 2. Premere il softkey "Disconnetti". Il drive di rete selezionato viene disconnesso dal controllo numerico. 318 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Salvataggio dei dati 12.1 12 Trasmissione dati tramite l'interfaccia RS232 Funzionalità Tramite l'interfaccia RS232 del controllo si possono trasferire e leggere dati (ad es. programmi pezzo) su una memoria di massa esterna. L'interfaccia RS232 e l'apparecchiatura esterna di salvataggio dei dati devono essere compatibili tra di loro. Sequenza operativa È stato selezionato il settore operativo <PROGRAM MANAGER> e viene visualizzato l'elenco dei programmi NC già creati. Selezionare i file da trasferire con il cursore oppure con "Evidenzia tutto", &RSLDUH e copiarli nella memoria intermedia. 56 Premere il softkey "RS232" e selezionare il modo di trasferimento desiderato. Figura 12-1 ,QYLR Emissione programma Con "Invio" viene avviato il trasferimento dei dati. Vengono trasferiti tutti i file copiati nella memoria intermedia. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 319 Salvataggio dei dati 12.1 Trasmissione dati tramite l'interfaccia RS232 Ulteriori softkey 5LFH]LRQH Caricamento di file tramite l'interfaccia RS232 $YDQWL A questo livello si trova la seguente funzione: 3URWRFROOR HUURUL Protocollo di trasmissione Contiene l'elenco di tutti i file trasmessi con le informazioni di stato. ● per i file da trasmettere – il nome del file – una tacitazione d'errore ● per i file da caricare – il nome del file e l'indicazione del percorso – una tacitazione d'errore Tabella 12- 1 Segnalazioni relative alla trasmissione OK Trasmissione conclusa correttamente ERR EOF Il carattere di fine testo è stato ricevuto ma il file di archivio non è completo Time Out La sorveglianza del tempo segnala un'interruzione della trasmissione User Abort Trasmissione terminata con il softkey <Stop> Error Com Errore sulla porta COM 1 NC / PLC Error Segnalazione di errore del controllo numerico Error Data Errore dati 1. immissione dati con/senza intestazione oppure 2. invio file in formato nastro perforato senza nome del file. Error File Name 320 Il nome del file non rispetta le regole stabilite per i nomi dei file NC. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Salvataggio dei dati 12.2 Emissione/immissione dell'archivio di messa in servizio 12.2 Emissione/immissione dell'archivio di messa in servizio Riferimento alla bibliografia SINUMERIK 802D sl Istruzioni operative per tornitura, fresatura, rettifica, roditura; Salvataggio dei dati e messa in servizio di serie Sequenza operativa 6<67(0 $/$50 )LOHGL0,6 Premere il softkey "File MIS" nel settore operativo <SYSTEM>. Creazione dell'archivio di messa in servizio Un archivio di messa in servizio può essere creato completamente con tutti i componenti oppure in modo selettivo. Per la creazione selettiva sono necessarie le seguenti operazioni: 'DWL' Premere "Dati 802". Selezionare con i pulsanti direzionali la riga "Archivio di messa in servizio (azionamento/NC/PLC/HMI)". Aprire la directory con il tasto <Input> e con il tasto <Select> evidenziare la riga desiderata. &RSLDUH Premere il softkey "Copia". I file vengono copiati nella memoria intermedia. Figura 12-2 Copiare archivio di messa in servizio, completo Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 321 Salvataggio dei dati 12.2 Emissione/immissione dell'archivio di messa in servizio Figura 12-3 Creazione dell'archivio di messa in servizio Il tasto <Select> permette di selezionare e deselezionare i singoli file nell'archivio di messa in servizio. Scrittura archivio di messa in servizio su scheda CompactFlash utente/FlashDrive USB Presupposto: la scheda CompactFlash/FlashDrive USB è inserita e l'archivio di messa in servizio è stato copiato nella memoria intermedia. Sequenza operativa: 6FKHGD &)FOLHQWH oppure 'ULYH 86% Premere il softkey "Scheda CF utente" o "Drive USB". Nella directory selezionare il luogo di archiviazione (directory). ,QVHULUH Con il softkey "Inserire" viene eseguita la scrittura dell'archivio di messa in servizio. Nella successiva finestra di dialogo confermare il nome proposto o introdurre un nuovo nome. Con "OK" viene chiusa la finestra di dialogo. 322 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Salvataggio dei dati 12.2 Emissione/immissione dell'archivio di messa in servizio Figura 12-4 Introduzione di file Lettura archivio di messa in servizio da scheda CompactFlash utente/FlashDrive USB Per l'immissione di un archivio di messa in servizio si devono eseguire le seguenti operazioni: 1. Inserire scheda CompactFlash/FlashDrive USB 2. Premere il softkey "Scheda CF utente"/"Drive USB" e selezionare la riga con il file di archivio desiderato. 3. Premere il softkey "Copiare"; il file viene copiato nella memoria intermedia. 4. Premere il softkey "Dati 802D" e posizionare il cursore sulla riga dell'archivio di messa in servizio (azionamento/NC/PLC/HMI). 5. Premere il softkey "Inserire"; viene avviata la messa in servizio. 6. Tacitare il dialogo di Start sul controllo numerico. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 323 Salvataggio dei dati 12.3 Immissione ed emissione di progetti PLC 12.3 Immissione ed emissione di progetti PLC Durante l'immissione di un progetto, lo stesso viene trasferito nel File system del PLC e quindi attivato. Al termine dell'attivazione avviene un riavvio a caldo del controllo numerico. Lettura del progetto da scheda CompactFlash/FlashDrive USB Per l'immissione di un progetto PLC si devono eseguire le seguenti operazioni: 1. Inserire scheda CompactFlash/FlashDrive USB 2. Premere il softkey "Scheda CF utente"/"Drive USB" e selezionare la riga con il file di progetto desiderato in formato PTE. 3. Premere il softkey "Copiare"; il file viene copiato nella memoria intermedia. 4. Premere il softkey "Dati 802D" e posizionare il cursore sulla riga Progetto PLC (PT802D *.PTE). 5. Premere il softkey "Inserire"; si avvia l'immissione e l'attivazione. Scrittura del progetto su scheda CompactFlash/FlashDrive USB Si devono eseguire le seguenti operazioni: 1. Inserire scheda CompactFlash/FlashDrive USB 2. Premere il softkey "Dati 802D" e, con i pulsanti direzionali, selezionare la riga Progetto PLC (PT802D *.PTE). 3. Premere il softkey "Copiare"; il file viene copiato nella memoria intermedia. 4. Premere il softkey "Scheda CF utente"/"Drive USB" e selezionare il percorso di archiviazione per il file. 5. Premere il softkey "Inserire"; si avvia il processo di scrittura. 324 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Salvataggio dei dati 12.4 Copiare ed inserire file 12.4 Copiare ed inserire file Nel settore operativo <PROGRAM MANAGER> e nella funzione "File MIS" con le funzioni softkey "Copiare" e "Inserire" si possono copiare file o directory in un'altra directory o in un altro drive. In questo caso la funzione "Copiare" inserisce i riferimenti o le directory in una lista che successivamente viene elaborata dalla funzione "Inserire". Questa funzione esegue la vera e propria procedura di copiatura. La lista resta invariata finchè non viene sovrascritta con un nuovo processo di copiatura. Particolaritàà: se come destinazione dei dati è stata scelta l'interfaccia RS232, la funzione softkey "Invia" sostituisce la funzione "Inserire". Nell'immissione di file (softkey "Ricezione") non è necessario indicare una destinazione, in quanto il nome della directory di destinazione è contenuto nel flusso dei dati. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 325 Salvataggio dei dati 12.4 Copiare ed inserire file 326 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Diagnostica PLC 13 Funzionalità Un programma applicativo PLC è costituito da un gran numero di combinazioni logiche per realizzare funzioni di sicurezza e per supportare le sequenze di processo. Per questo si combinano tra di loro un numero elevatissimo di contatti e relè dei più diversi tipi. Normalmente il guasto di un singolo contatto o relè provoca un guasto dell'impianto o della macchina. Per individuare la causa del guasto o l'errore del programma sono disponibili le funzioni di diagnostica poste nel settore operativo Sistema. Sequenza operativa 6<67(0 $/$50 3/& Premere il softkey "PLC" nel settore operativo <SYSTEM>. 3URJUDPPD 3/& Premere "Programma PLC". Si apre il progetto presente nella memoria ritentiva. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 327 Diagnostica PLC 13.1 Suddivisione dello schermo 13.1 Suddivisione dello schermo La suddivisione dello schermo nei settori principali corrisponde a quanto già descritto. Di seguito sono spiegate le differenze e gli ampliamenti per la diagnostica PLC. Figura 13-1 Suddivisione dello schermo Tabella 13- 1 Legenda per la struttura dello schermo Elemento della pagina Visualizzazi Significato one ① Settore applicativo ② Linguaggi di programmazione PLC supportati ③ Nome del blocco di programma attivo Rappresentazione: nome simbolico (nome assoluto) ④ Stato del programma RUN Programma in corso STOP Programma arrestato Stato del settore applicazioni sim Rappresentazione simbolica ass Rappresentazione assoluta ⑤ ⑥ Visualizzazione dei tasti attivi Focus Assume le funzioni del cursore ⑦ Riga delle avvertenze Visualizzazione di avvertenze nel caso di "Ricerca" 328 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Diagnostica PLC 13.2 Possibilità operative 13.2 Possibilità operative Oltre ai softkey e ai tasti di navigazione, in questo settore sono disponibili ulteriori combinazioni di tasti. Combinazioni di tasti I tasti cursore spostano il Focus sul programma applicativo PLC. Quando si arriva ai bordi della finestra si attiva automaticamente uno scrolling. Tabella 13- 2 Combinazioni di tasti Combinazione di tasti Azione salta alla prima colonna della riga oppure Salta all'ultima colonna della riga oppure Una pagina video verso l'alto Una pagina video verso il basso Un campo verso sinistra Un campo verso destra Un campo verso l'alto Un campo verso il basso Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 329 Diagnostica PLC 13.2 Possibilità operative Combinazione di tasti Azione Sul primo campo del primo segmento oppure Sull'ultimo campo del primo segmento oppure Aprire il successivo blocco di programma nella stessa finestra Aprire il precedente blocco di programma nella stessa finestra e La funzione del tasto Select dipende dalla posizione del focus d'introduzione. • Riga della tabella: visualizzazione della riga di testo completa • Titolo del segmento: visualizzazione commento del segmento • Istruzione: visualizzazione completa dell'operando Se il focus si trova su un'istruzione, si visualizzano tutti gli operandi compresi i commenti. 330 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Diagnostica PLC 13.2 Possibilità operative Softkey ,QIR 3/& Con questo softkey vengono visualizzate le seguenti proprietà PLC: ● Stato di funzionamento ● Nome del progetto PLC ● Versione del sistema PLC ● Tempo di ciclo ● Tempo di elaborazione del programma PLC utente Figura 13-2 Stato PLC Con il softkey "Reset tempo elaborazione" vengono reimpostati i dati del tempo di lavorazione. 6WDWR 3/& Nella finestra "Visualizzazione stato PLC" durante l'elaborazione del programma si possono controllare o modificare i valori degli operandi. Figura 13-3 Visualizzazione dello stato PLC Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 331 Diagnostica PLC 13.2 Possibilità operative /LVWD VWDWR Con il softkey "Lista di stato" si visualizzano e possono essere modificati i segnali PLC. Figura 13-4 )LQHVWUD 2% Lista stato PLC Con i softkey "Finestra 1 ..." e "Finestra 2 ..." vengono rappresentate tutte le informazioni logiche e grafiche di un blocco di programma. Il blocco di programma è parte integrante del programma PLC utente. Il blocco di programma può essere selezionato nella "Lista programmi" con il softkey "Apri". Il nome del blocco di programma viene quindi completato sul softkey (per "..." ad es. "Finestra 1 SBR16"). La logica nella rappresentazione in schema a contatti (KOP) visualizza quanto segue: ● Segmenti con parti di programma e percorsi di flusso ● Flussi elettrici tramite una riga di connessioni logiche Figura 13-5 332 Finestra 1, OB1 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Diagnostica PLC 13.2 Possibilità operative %ORFFRGL SURJUDPPD Con questo softkey è possibile selezionare la lista dei blocchi di programma PLC. Figura 13-6 3URSULHW¢ Selezione del blocco di programma PLC Con questo softkey vengono visualizzate le seguenti proprietà del blocco di programma selezionato: ● Nome simbolico ● Autore ● Commento Figura 13-7 9DULDELOL ORFDOL Proprietà del blocco di programma PLC selezionato Con questo softkey si visualizza la tabella delle variabili locali del blocco di programma selezionato. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 333 Diagnostica PLC 13.2 Possibilità operative Sono disponibili due tipi di blocchi di programma: ● OB1 solo variabili temporanee locali ● SBRxx variabili temporanee locali Figura 13-8 Tabella delle variabili locali del blocco di programma PLC selezionato Inoltre il testo della posizione attuale del cursore viene visualizzato al di sopra della tabella. Nel caso di testi più lunghi, in questo campo con il tasto SELECT è possibile visualizzare tutto il testo. 3URWH]LRQH Se un blocco di programma è protetto tramite password, con questo softkey è possibile abilitare la visualizzazione nello schema a contatti. Viene richiesta una password. La password può essere assegnata durante la creazione del blocco di programma con il Programming Tool PLC802. $SULUH Viene aperto il blocco di programma selezionato. Il nome (assoluto) del blocco di programma viene quindi completato sul softkey "Finestra 1 ..." (per "..." ad es. "Finestra 1 OB1"). 334 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Diagnostica PLC 13.2 Possibilità operative 6WDWRGL SURJ2)) Con questo softkey viene attivata o disattivata la visualizzazione dello stato del programma. Si possono monitorare gli stati attuali dei segmenti dalla fine del ciclo PLC. Nello stato del programma KOP (schema a contatti) (in alto a destra nella finestra) viene visualizzato lo stato di tutti gli operandi. Lo stato rileva i valori per la visualizzazione di stato in diversi cicli PLC e li aggiorna infine nella visualizzazione di stato. Figura 13-9 Stato programma ON – rappresentazione simbolica Figura 13-10 Stato programma ON – rappresentazione assoluta ,QGLUL]]R VLPERO Con questo softkey avviene la commutazione tra rappresentazione assoluta o simbolica degli operandi. La denominazione dei softkey viene modificata di conseguenza. In base al tipo di rappresentazione selezionata, gli operandi sono visualizzati con identificativi assoluti o simbolici. Se per una variabile non esiste alcun simbolo, questa viene visualizzata automaticamente in modo assoluto. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 335 Diagnostica PLC 13.2 Possibilità operative =RRP La visualizzazione nel campo applicativo può essere ingrandita o ridotta gradualmente. Si possono utilizzare questi livelli di zoom: =RRP 20% (visualizzazione standard), 60%, 100% e 300% 5LFHUFD Ricerca di operandi con rappresentazione simbolica o assoluta (vedere figura seguente). Si visualizza una casella di dialogo nella quale si possono selezionare diversi criteri di ricerca. Con il softkey "Indirizzo assoluto/simbolico" si può ricercare l'operando stabilito in entrambe le finestre PLC secondo questo criterio (vedere figure successive). Nella ricerca il tipo di scrittura maiuscola/minuscola viene ignorato. Selezione nel campo toggle superiore: ● ricerca di operandi assoluti e simbolici ● vai al numero di segmento ● ricerca l'istruzione SBR Altri criteri di ricerca: ● direzione di ricerca in avanti (dalla posizione attuale del cursore) ● tutto (dall'inizio) ● in un blocco di programma ● in tutti i blocchi di programmi Si possono ricercare gli operandi e le costanti come parola intera (identificatore). In base all'impostazione della visualizzazione è possibile ricercare operandi simbolici o assoluti. Il softkey "OK" attiva la ricerca. L'elemento ricercato, che è stato trovato, viene evidenziato dal focus. Se non viene trovato alcun elemento, viene messa la relativa segnalazione d'errore nella riga delle avvertenze. Con "Interruzione" si abbandona la casella di dialogo. Non viene eseguita alcuna ricerca. Figura 13-11 Ricerca secondo operandi simbolici 336 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Diagnostica PLC 13.2 Possibilità operative Figura 13-12 Ricerca secondo operandi assoluti Se si trova l'oggetto ricercato, con il softkey "Proseg. ricerca" si può proseguire la ricerca. ,QIR VLPEROL Con questo softkey tutti gli identificatori simbolici utilizzati vengono visualizzati nel segmento evidenziato. Figura 13-13 Segmento Simbolo Tabella informazioni Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 337 Diagnostica PLC 13.2 Possibilità operative 5LIHULP LQFURF Con questo softkey si seleziona la lista dei riferimenti incrociati. Vengono visualizzati tutti gli operandi utilizzati nel progetto PLC. In questa lista si può vedere in quali segmenti è utilizzato un ingresso, un'uscita, un merker, ecc. Figura 13-14 Menu principale lista incrociata (assoluta) Figura 13-15 Menu principale lista incrociata (simbolica) $SULUHLQ ILQHVWUD Il punto corrispondente del programma può essere aperto direttamente nella finestra 1/2 con la funzione "Aprire in finestra 1" oppure "Aprire in finestra 2". ,QGLUL]]R VLPERO Con questo softkey avviene la commutazione tra rappresentazione assoluta o simbolica degli elementi. La denominazione dei softkey viene modificata di conseguenza. 338 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Diagnostica PLC 13.2 Possibilità operative In base al tipo di rappresentazione selezionata, gli elementi sono visualizzati con identificativi assoluti o simbolici. Se non esiste alcun simbolo per un determinato identificatore, la rappresentazione è automaticamente assoluta. Il formato della rappresentazione viene indicato nella riga di stato in alto a destra (ad es. "Ass"). L'impostazione base è la rappresentazione assoluta. Esempio: Deve essere visualizzata la relazione logica dell'operando assoluto M251.0 nel segmento 2 dello schema funzionale del blocco di programma OB1. Quando l'operando è stato selezionato nella lista dei riferimenti incrociati e dopo che è stato premuto il softkey "Aprire in finestra 1", viene visualizzata la relativa parte di programma nella finestra 1. 5LIHULP LQFURF Figura 13-16 Cursore M251.0 in OB1 segmento 2 $SULUHLQ ILQHVWUD Figura 13-17 M251.0 in OB1 segmento 2 nella finestra 1 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 339 Diagnostica PLC 13.2 Possibilità operative 5LFHUFD Ricerca di operandi nella lista dei riferimenti incrociati (vedere figura seguente). Si possono cercare gli operandi come word intera (identificatore). Nella ricerca il tipo di scrittura maiuscola/minuscola viene ignorato. Possibilità di ricerca: ● ricerca di operandi assoluti e simbolici ● vai alla riga Criteri di ricerca: ● verso il basso (dalla posizione attuale del cursore) ● tutto (dall'inizio) Figura 13-18 Ricerca degli operandi nella lista dei riferimenti incrociati Il testo cercato è visualizzato nella riga delle avvertenze. Se il testo non viene trovato, viene visualizzata una corrispondente segnalazione d'errore che deve essere confermata con "OK". 340 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 A Appendice A.1 Dati utente I dati utente vengono elaborati all'interno dei cicli di rettifica. Si trovano come file di definizione nel Programm-Manager del controllo numerico (nella directory \DEF) e vengono mantenuti anche in seguito a disinserzione/reinserzione. Descrizione dei dati utente I parametri contenuti nei file di definizione vengono descritti come segue: Nome Tipo Valore predefinito Descrizione _GC_LERF REAL posizione longitudinale rilevata durante la messa a punto _GC_LVER REAL traslazione durante il rilevamento della posizione longitudinale _GC_LNPVZ REAL spostamento origine originale in Z durante la calibrazione _GC_LXPOS REAL posizione X durante il rilevamento della posizione longitudinale _GC_PARR[20] REAL _GC_PAR[0] INT 0/1 Scelta del tipo di avanzamento dell'esecuzione di gole in mm/min / in volume di truciolatura specifico parametro di comunicazione del tipo Real tra i cicli o tra i cicli e HMI _GC_PAR[1] INT 0/1 Scelta dell'avanzamento di rettifica longitudinale in mm/min / in mm/giri _GC_PARI[20] INT _GC_SYNC INT 0 parametro di sincronizzazione per HMI _GC_SYNC INIRE INT 0 cancellazione parametro di sincronizzazione con Reset _GC_WPC INT 0 _GC_BAXIS STRING[10] _GC_DNUM INT 7 numero D per 1° record di dati di diamantatura nella correzione utensile _GC_KNVX INT 0 in questo parametro viene definito come deve essere calcolata in X la traslazione rilevata: parametro di comunicazione del tipo Integer tra i cicli o tra i cicli e HMI contapezzi per intervallo di diamantatura nome dell'asse di orientamento 0 ... tramite spostamento origine (SO) 1 ... come traslazione nel diametro della mola _GC_KORR INT 0 Selezione del calcolo della correzione del controllo dimensionale: 0 ... calcolo della differenza riferimento-reale nell'usura della mola/del diamantatore 1 ... calcolo della differenza riferimento-reale in X 2 ... nessun calcolo della differenza riferimento-reale _GC_MF[20] INT numero delle istruzioni M Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 341 Appendice A.1 Dati utente Nome Tipo Valore predefinito Descrizione _GC_MF[0] _GC_MF[1] _GC_MF[2] _GC_MF[3] _GC_MF[4] _GC_MF[5] _GC_MF[6] _GC_MF[7] _GC_MF[8] _GC_MF[9] _GC_MF[10] _GC_MF[11] _GC_MF[12] . _GC_MF[13] _GC_MF[14] _GC_MF[15] _GC_MF[16] _GC_MF[17] INT 3 21 22 33 34 41 42 65 66 80 81 4 7 9 Senso di rotazione del mandrino mola (M3) Orientamento controllo dimensionale (M21) Ritorno orientamento controllo dimensionale (M22) Impulso sonoro ON (M33) Impulso sonoro OFF (M34) Diamantatore avanti (M41) Diamantatore indietro (M42) Ritorno orientamento tastatore di misura (M65) Orientamento tastatore di misura (M66) Abilitazione volantino (M80) Blocco volantino (M81) Senso di rotazione del mandrino pezzo (M4) Refrigerante ON (M7) Refrigerante OFF (M9) Influenza sul programma, orientamento controllo dimensionale (M23) Influenza sul programma, ritorno orientamento controllo dimensionale (M24) Blocco inversione corsa senza corsa longitudinale (M27) Abilitazione inversione corsa durante corsa longitudinale (M28) Numero degli ingressi IN: _GC_IN_KS INT 16 Impulso sonoro _GC_IN_MZ0 INT 9 Ritorno controllo dimensionale _GC_IN_MZ1 INT 10 Tempo controllo dimensionale _GC_IN_MZ2 INT 11 Commutazione microfinitura controllo dimensionale _GC_IN_MZ3 INT 12 Commutazione finitura controllo dimensionale _GC_IN_MZ4 INT 13 Riserva per ingressi/uscite _GC_IN_ABR INT 14 Diamantatura intermedia abbinata al tasto _GC_IN_HAND INT 15 Tasto per volantino _GC_IN_BREAK INT 13 Tasto per interruzione programma _GC_IN_HUB INT 12 Tasto per inversione corsa _GC_IN_FEEDSTOP INT 11 Tasto per stop incremento _GC_WEARTYP INT 0 _GC_SSTAT INT Selezione ... con/senza sorveglianza del mandrino mola _GC_FEIN[2] REAL Correzione fine globale _GC_FEIN[0] _GC_FEIN[1] REAL Correzione fine X, incrementale Correzione fine Z, incrementale _GC_SFEIN[10,2] REAL Correzione fine specifica per la sede 1° indice … numero della sede 2° indice ... asse _GC_RLZTYP INT 0 Posizione di ritorno dell'asse Z in -1-nessun accostamento, MKS=0 WKS=1 _GC_RLXTYP INT 0 Tipo di posizione di ritorno in _GC_RLX REAL Posizione di ritorno X, tramite una posizione di ritorno specifica della macchina si può effettuare il movimento verso il diamantatore o il pezzo senza rischio di collisioni. _GC_RLZ REAL Posizione di ritorno Z, tramite una posizione di ritorno specifica della macchina può effettuare il movimento verso il diamantatore o il pezzo senza rischio di collisioni. 342 Scelta compensazione usura per confronto o quota nominale Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Appendice A.1 Dati utente Nome Tipo Valore predefinito Descrizione _GC_BT REAL Quota di tolleranza per il controllo dimensionale entro la quale è atteso il segnale del controllo dimensionale stesso. _GC_FWEG REAL Percorso di svincolo per la mola (controllo dimensionale) _GC_SEARCHS Variabile per la rettifica successiva della sede, viene valutata dai cicli per calcolare la singola sede tramite ricerca blocco. _GC_SEARCH Variabile per la rettifica successiva della sede, viene valutata dai cicli per calcolare la singola sede tramite ricerca blocco. _GC_SEARCHSET Variabile per la rettifica successiva della sede, viene valutata dai cicli per ricalibrare gli assi. _GC_SEACRHVALUE[ 0..2] Valori di calibrazione della rettifica successiva _GC_SUGFEED Indipendentemente dal sistema di base 0 = VPM in m/s 1 = VPM in Feed/min _GC_MF[18] Abilitazione arresto livello di programma da CYCLE448 _GC_MF[19 Blocco e reset dell'ultimo arresto di livello di programma ATTENZIONE I valori inseriti di default devono essere verificati dal costruttore della macchina ed adeguati in funzione delle caratteristiche della macchina. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 343 Appendice A.2 Tabelle dei parametri dei dati utensile A.2 Tabelle dei parametri dei dati utensile Per le correzioni utensile sono disponibili i seguenti parametri, controllati dall'HMI. Tabella A- 1 Dati della mola, x=[1...n] y=[1...6] Tx TPG1 INT Numero del mandrino Tx TPG2 INT Prescrizione concatenamento = 0 Tx TPG3 REAL Diametro min. della mola Tx TPG4 REAL Larghezza min. della mola Tx TPG5 REAL Larghezza attuale della mola Tx TPG6 REAL Giri max. Tx TPG7 REAL VPM max. Tx TPG8 REAL Angolo della mola obliqua Tx TPG9 INT Nr. del parametro per il calcolo del raggio Tx TPC1 REAL Tipo di mola (diritta, inclinata, libera) Tx TPC2 REAL Bombatura Tx TPC3 REAL Valore di distacco Tx TPC4 REAL Correzione cilindro Tx TPC5 REAL VPM Tx TPC6 REAL Rapporto VPM Tx TPC7 REAL Strategia di aggiramento (diametro ostacolo) Tx TPC8 REAL Tagliente base per profilo diamantatore Tx TPC9 REAL Traslazione X Tx TPC10 REAL Traslazione Z Tabella A- 2 1. 2° tagliente con spigolo tagliente della mola sinistro/destro Tx Dy 344 DP1 INT Tipo utensile =403 Tx Dy DP2 INT Posizione del tagliente (1...9) Tx Dy DP3 REAL D - diametro della mola nuova Tx Dy DP4 REAL L - distanza dei punti di riferimento della mola Tx Dy DP5 REAL (riservato lunghezza 3) Tx Dy DP6 REAL Raggio del tagliente R Tx Dy DP7 REAL Valore di diamantatura (µm) sinistra/destra Tx Dy DP8 REAL Usura diamantatore X (µm) sinistra/destra Tx Dy DP9 REAL Usura diamantatore Z (µm) sinistra/destra Tx Dy DP10 REAL Avanzamento vettoriale (mm/giro) sinistra/destra Tx Dy DP11 REAL Avanzamento X (mm/giro) sinistra/destra Tx Dy DP12 REAL dD - modifica del diametro (valore di diamantatura X) Tx Dy DP13 REAL dL - modifica della distanza (valore di diamantatura Z) Tx Dy DP14 REAL (Lunghezza 3) Tx Dy DP15 REAL dR - modifica del raggio tagliente (usura raggio) Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Appendice A.2 Tabelle dei parametri dei dati utensile Tx Dy DP16 REAL Valore di diamantatura (µm) diametro Tx Dy DP17 REAL Usura diamantatore (µm) diametro Tx Dy DP18 REAL Usura diamantatore Z (µm) diametro Tx Dy DP19 REAL Direzione di diamantatura assiale / radiale diametro Tx Dy DP20 REAL Avanzamento (mm/giro) su diametro Tx Dy DP21 REAL Correzione aggiuntiva in X, diametro, quota base, Tx Dy DP22 REAL Correzione aggiuntiva in Z, lunghezza in Z, quota base, Tx Dy DP23 REAL (riservato lunghezza 3) Tx Dy DP24 REAL Correzione diametro dal controllo dimensionale oppure quota iniziale taglienti 1-6 Tx Dy DP25 REAL Correzione Z dal controllo dimensionale oppure quota iniziale di ogni singolo tagliente Tx Dy DPC1 REAL Superamento sinistra/destra Tx Dy DPC2 REAL Raggio sinistra/destra Tx Dy DPC3 REAL Smusso X sinistra/destra Tx Dy DPC4 REAL Smusso Z sinistra/destra Tx Dy DPC5 REAL Altezza spallamento sinistra/destra Tx Dy DPC6 REAL Angolo di spoglia sinistra/destra Tx Dy DPC7 REAL Altezza angolo di spoglia sinistra/destra Tx Dy DPC8 REAL Superamento X Tx Dy DPC9 REAL Larghezza utile della mola Tx Dy DPC10 REAL Numero di programma del profilo Tabella A- 3 3. Tagliente per mola Tx Dy DP1 INT Tipo utensile =403 Tx Dy DP2 INT Posizione del tagliente (1...9) Tx Dy DP3 REAL D - diametro della mola nuova Tx Dy DP4 REAL L - distanza dei punti di riferimento della mola Tx Dy DP5 REAL (riservato lunghezza 3) Tx Dy DP6 REAL Raggio del tagliente R Tx Dy DP7 REAL Giri di arresto rullo Tx Dy DP8 REAL Avanzamento di tuffo del rullo profilatore (tipo mola 5 e 6) Tx Dy DP9 REAL Avanzamento di diamantatura del rullo profilatore (tipo mola 5 e 6) Tx Dy DP10 REAL VPM del rullo profilatore (tipo mola 5 e 6) Tx Dy DP11 REAL Rapporto VPM rullo profilatore (tipo mola 5 e 6) Tx Dy DP12 REAL dD - modifica del diametro (valore di diamantatura X) Tx Dy DP13 REAL dL - modifica della distanza (valore di diamantatura Z) Tx Dy DP14 REAL (Lunghezza 3) Tx Dy DP15 REAL dR - modifica del raggio tagliente (usura raggio) Tx Dy DP16 REAL Numero diamantatore rullo profilatore (tipo mola 5 e 6) Tx Dy DP17 REAL riservato Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 345 Appendice A.2 Tabelle dei parametri dei dati utensile Tx Dy DP18 REAL riservato Tx Dy DP19 REAL riservato Tx Dy DP20 REAL riservato Tx Dy DP21 REAL Correzione aggiuntiva in X, diametro, quota base, Tx Dy DP22 REAL Correzione aggiuntiva in Z, lunghezza in Z, quota base, Tx Dy DP23 REAL (riservato lunghezza 3) Tx Dy DP24 REAL riservato Tx Dy DP25 REAL riservato Tx Dy DPC1 REAL Passate a vuoto nella diamantatura continua Tx Dy DPC2 REAL riservato Tx Dy DPC3 REAL riservato Tx Dy DPC4 REAL riservato Tx Dy DPC5 REAL riservato Tx Dy DPC6 REAL riservato Tx Dy DPC7 REAL riservato Tx Dy DPC8 REAL riservato Tx Dy DPC9 REAL riservato Tx Dy DPC10 REAL riservato Tabella A- 4 4. ... 6° tagliente per mole di rettifica 346 Tx Dy DP1 INT Tipo utensile =403 Tx Dy DP2 INT Posizione del tagliente (1...9) Tx Dy DP3 REAL D - diametro della mola nuova Tx Dy DP4 REAL L - distanza dei punti di riferimento della mola Tx Dy DP5 REAL (riservato lunghezza 3) Tx Dy DP6 REAL Raggio del tagliente R Tx Dy DP7 REAL riservato Tx Dy DP8 REAL riservato Tx Dy DP9 REAL riservato Tx Dy DP10 REAL riservato Tx Dy DP11 REAL riservato Tx Dy DP12 REAL dD - modifica del diametro (valore di diamantatura X) Tx Dy DP13 REAL dL - modifica della distanza (valore di diamantatura Z) Tx Dy DP14 REAL (Lunghezza 3) Tx Dy DP15 REAL dR - modifica del raggio tagliente (usura raggio) Tx Dy DP16 REAL riservato Tx Dy DP17 REAL riservato Tx Dy DP18 REAL riservato Tx Dy DP19 REAL riservato Tx Dy DP20 REAL riservato Tx Dy DP21 REAL Correzione aggiuntiva in X, diametro, quota base, Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Appendice A.2 Tabelle dei parametri dei dati utensile Tx Dy DP22 REAL Correzione aggiuntiva in Z, lunghezza in Z, quota base, Tx Dy DP23 REAL (riservato lunghezza 3) Tx Dy DP24 REAL riservato Tx Dy DP25 REAL riservato Tx Dy DPC1 REAL riservato Tx Dy DPC2 REAL riservato Tx Dy DPC3 REAL riservato Tx Dy DPC4 REAL riservato Tx Dy DPC5 REAL riservato Tx Dy DPC6 REAL riservato Tx Dy DPC7 REAL riservato Tx Dy DPC8 REAL riservato Tx Dy DPC9 REAL riservato Tx Dy DPC10 REAL riservato Tabella A- 5 7. ... 9° tagliente per diamantatore Tx Dy DP1 INT Tipo utensile =403 Tx Dy DP2 INT Posizione del tagliente (1...9) Tx Dy DP3 REAL Posizione Tx Dy DP4 REAL Posizione Tx Dy DP5 REAL Posizione Tx Dy DP6 REAL Raggio del tagliente R Tx Dy DP7 REAL diametro Tx Dy DP8 REAL Dimensioni Tx Dy DP9 REAL Velocità periferica massima Tx Dy DP10 REAL Numero di giri massimo Tx Dy DP11 REAL Blocco dati di tastatura Tx Dy DP12 REAL dD - modifica del diametro (valore di diamantatura X) Tx Dy DP13 REAL dL - modifica della distanza (valore di diamantatura Z) Tx Dy DP14 REAL (Lunghezza 3) Tx Dy DP15 REAL dR - modifica del raggio tagliente (usura raggio) Tx Dy DP16 REAL Velocità periferica del rullo Tx Dy DP17 REAL Usura max. lunghezza 1 Tx Dy DP18 REAL Usura max. lunghezza 2 Tx Dy DP19 REAL Usura max. lunghezza 3 Tx Dy DP20 REAL Senso di rotazione del rullo, opzionale Tx Dy DP21 REAL Correzione aggiuntiva in X, diametro, quota base, Tx Dy DP22 REAL Correzione aggiuntiva in Z, lunghezza in Z, quota base, Tx Dy DP23 REAL (riservato lunghezza 3) Tx Dy DP24 REAL Percorso di oscillazione Z Tx Dy DP25 REAL Entità di incremento per passata Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 347 Appendice A.2 Tabelle dei parametri dei dati utensile Tx Dy DPC1 REAL Velocità di oscillazione Tx Dy DPC2 REAL Valore di distacco Tx Dy DPC3 REAL Distanza di accostamento Tx Dy DPC4 REAL Start X Tx Dy DPC5 REAL Start Z Tx Dy DPC6 REAL Tipo di diamantatore (0 – X/Z, >0 posteriore, rotante, ...) Tx Dy DPC7 REAL Profondità del profilo Tx Dy DPC8 REAL Velocità di sicurezza Tx Dy DPC9 REAL Percorso di oscillazione X Tx Dy DPC10 REAL riservato Oltre alla codifica standard dei dati utensile (tipo di utensile, posizione tagliente, ...) vengono impiegati i seguenti parametri codificati. Codifica Tipo di mola $TC_TPC1[T] 0 Profilo libero 1 Profilo standard diritto senza spoglie 2 Profilo standard diritto con spoglie 3 Profilo standard obliquo sinistra 4 Profilo standard obliquo destra 5 Profilo standard diritto rullo profilatore con assi di geometria Codifica Tipo di diamantatura sul diametro $TC_DP19[T,1] 0 né assiale né radiale (3° diamantatore) 1 assiale (ultimo diamantatore attivo) 2 radiale (ultimo diamantatore attivo) 11 assiale (1° diamantatore) 12 radiale (1° diamantatore) 21 assiale (2° diamantatore) 22 radiale (2° diamantatore) Codifica Tipo di diamantatore $TC_DPC6[T,_GC_DNUM+diamantatore-1] 0 Diamantatore assi di geometria (diamante) non rotante 1 Diamantatore assi di geometria (diamante) non rotante ... 348 11 Diamantatore assi di geometria (rullo formatore) rotante 12 Diamantatore assi di geometria (rullo formatore) rotante 21 Diamantatore assi di geometria (diamante) rotante Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Appendice A.3 Altro A.3 Altro A.3.1 Calcolatrice La funzione di calcolatrice tascabile si può attivare da ogni settore operativo mediante i tasti <SHIFT> e <=> o <CTRL> e <A>. Per i calcoli si possono utilizzare le quattro operazioni fondamentali, le funzioni seno, coseno, elevazione al quadrato e radice quadrata. La funzione parentesi consente il calcolo di espressioni annidate. Il livello di parentesi è illimitato. Se il campo d'introduzione contiene già un valore, la funzione lo copia nella riga d'immissione della calcolatrice. <Input> avvia il calcolo. Il risultato viene visualizzato nella calcolatrice. Il softkey "Conferma" trasferisce il risultato nel campo d'introduzione o nella posizione attuale del cursore nel programma pezzo e chiude in modo autonomo la funzione calcolatrice. Nota Se il campo d'introduzione si trova in modalità di Editing, si può ripristinare nuovamente lo stato originario con il tasto Toggle. Figura A-1 Calcolatrice Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 349 Appendice A.3 Altro Caratteri consentiti per l'immissione +, -, *, / Operazioni fondamentali S Funzione seno Il valore (in gradi) X prima del cursore d'introduzione viene sostituito dal valore sin(X). O Funzione coseno Il valore (in gradi) X prima del cursore d'introduzione viene sostituito dal valore cos(X). Q Funzione di elevazione al quadrato Il valore X prima del cursore d'introduzione viene sostituito dal valore X2. R Funzione radice quadrata Il valore X prima del campo d'introduzione viene sostituito dal valore √X. () Funzione parentesi (X+Y)*Z Esempi di calcolo Obiettivo Introduzione -> Risultato 100 + (67*3) 100+67*3 -> 301 sin(45_) 45 S -> 0.707107 cos(45_) 45 O -> 0.707107 42 4 Q -> 16 √4 4 R -> 2 (34+3*2)*10 (34+3*2)*10 -> 400 Per calcolare i punti ausiliari su un profilo, la funzione calcolatrice offre le seguenti funzioni: ● calcolo del raccordo tangenziale tra un settore di cerchio e una linea retta ● traslazione di un punto sul piano ● conversione di coordinate polari in coordinate cartesiane ● aggiunta del secondo punto finale di un segmento di profilo retta-retta calcolato con riferimento all'angolo 350 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Appendice A.3 Altro A.3.2 Editing di caratteri asiatici Nell'editor di programma e nell'editor di testo degli allarmi PLC si possono editare caratteri di lingue asiatiche. Questa funzione è disponibile nelle seguenti versioni di lingua asiatica: ● Cinese semplificato ● Taiwanese (cinese tradizionale) ● Coreano Con <Alt+S> si attiva/disattiva l'editor. Cinese semplificato/Taiwanese La scelta di un carattere avviene attraverso la pronuncia (metodo pinyin), in cui il suono è riproducibile con un insieme di lettere dell'alfabeto latino. Come risultato, l'editor mostra una scelta di caratteri che corrispondono a tale suono, dopodiché si seleziona il carattere desiderato. Figura A-2 6XRQR Esempio di editing in cinese semplificato &DUDWWHUH $OWULFDUDWWHULVHOH]LRQDELOL Figura A-3 &DPSRGLLPPLVVLRQH 6HOH]LRQHGHOOHIXQ]LRQL Struttura dell'editor Con il campo Toggle "Selezione della funzione" si può passare dal metodo di immissione PinYin all'immissione di caratteri latini e attivare la funzione di modifica del dizionario. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 351 Appendice A.3 Altro Se viene selezionato un carattere, l'editor memorizza la frequenza di selezione specifica dell'indicazione fonetica e propone prioritariamente i caratteri più utilizzati quando viene riaperto. &DUDWWHULFRPSRVWL 6XRQRFRPSRVWR 6DOYDUHFRQ6(/(&7! Figura A-4 Struttura dell'editor con funzione di apprendimento attiva ● Modifica del dizionario Se si attiva questa funzione appare un'altra riga con i caratteri e le indicazioni fonetiche combinate. In base all'indicazione fonetica l'editor propone diversi caratteri; immettendo un numero corrispondente (1 ... 9) è possibile selezionare un carattere. Il cursore per l'immissione può commutare tra il campo delle indicazioni fonetiche combinate e quello di immissione dell'indicazione fonetica tramite il tasto <TAB>. Se il cursore si trova sul campo superiore, l'operatore può annullare mediante il tasto <Backspace> l'indicazione fonetica combinata visualizzata. Con il tasto <Select> si salva il carattere visualizzato. Il tasto <Delete> cancella dal dizionario il gruppo di caratteri visualizzato. 352 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Appendice A.3 Altro Coreano Per digitare caratteri coreani l'operatore deve avere una tastiera con il layout rappresentato sotto. Questa tastiera corrisponde nel layout a una tastiera QWERTY inglese, ma i risultati ottenuti devono essere combinati in sillabe. Figura A-5 Layout di tastiera coreano L'alfabeto (Hangeul) è formato da 24 lettere: 14 consonanti e 10 vocali. Le sillabe si formano componendo consonanti e vocali. Figura A-6 Editor coreano con layout di tastiera standard 6HOH]LR &DUDWWHUH QH WDVWLHUDPDWULFH Figura A-7 6HOH]LRQHLPPLVVLRQH FRUHDQRODWLQR Struttura dell'editor coreano Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 353 Appendice A.3 Altro ● Immissione tramite matrice Se si dispone di una sola tastiera di comando, oltre al layout di tastiera illustrato sopra è possibile applicare una tecnica a matrice che richiede solo l'uso del tastierino numerico. Figura A-8 Editor coreano con matrice di selezione I caratteri si selezionano come segue: ● Selezionare la riga - la riga viene evidenziata in colore ● Selezionare la colonna - il carattere viene brevemente evidenziato con un colore e inserito nel campo "Carattere". ● Con il tasto <Input> si conferma e inserisce il carattere nella casella di modifica. 354 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Appendice A.4 Feedback sulla documentazione A.4 Feedback sulla documentazione Il presente documento viene esaminato e migliorato costantemente per qualità e semplicità d'uso. Vi chiediamo pertanto di inviarci le Vostre annotazioni e proposte di miglioramento per E-Mail oppure Fax a: E-Mail: mailto:[email protected] Fax: +49 9131 - 98 2176 Utilizzate per favore il modello di Fax presente sulla parte posteriore della pagina. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 355 Appendice A.4 Feedback sulla documentazione $ 6,(0(16$* ,'70&06 3RVWIDFK '(UODQJHQ 0LWWHQWH 1RPH ,QGLUL]]RGHOODGLWWDGHOO XIILFLR 9LD &$3 /RFDOLW¢ 7HOHIRQR )D['RFXPHQWD]LRQH )D[ 6XJJHULPHQWLHRFRUUH]LRQL 356 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Appendice A.5 Panoramica della documentazione A.5 Panoramica della documentazione 3DQRUDPLFDGHOODGRFXPHQWD]LRQH6,180(5,.'VO 'RFXPHQWD]LRQHJHQHUDOHFDWDORJKL 6,180(5,. 2SXVFRORSXEEOLFLWDULR 6,180(5,. 6,1$0,&6 'VO 6 &DWDORJR 1& &DWDORJR '&RQYHUWLWRULGDLQFDVVR 'RFXPHQWD]LRQHSHUOಬXWHQWH 6,180(5,. 'VO 6,180(5,. 6,180(5,. 'VO 'VO 'VO 0DQXDOHGLSURJUDPPD]LRQH HG XVR 7RUQLWXUD )UHVDWXUD 5HWWLILFDLQWRQGR 5HWWLILFDSODQDUH 5RGLWXUD 0DFFKLQDPDQXDOH3OXV 0DQXDOHGLGLDJQRVWLFD 0DQXDOHGLSURJUDPPD]LRQH ,627XUQLQJ0LOOLQJ 'RFXPHQWD]LRQHSHULOFRVWUXWWRUHSHULOVHUYLFH 6,180(5,. 'VO 6,180(5,. 'VO 6,180(5,. ,VWUX]LRQLRSHUDWLYH 0DQXDOHGLJXLGDDOOH IXQ]LRQL 0DQXDOHGLJXLGDDOOH IXQ]LRQL /LQJXDJJL,62 'VO 'VO 6,180(5,. 'VO 6,180(5,. /LEUHWWRGLGHVFUL]LRQH SDUDPHWUL 'LUHWWLYH(0& 'RFXPHQWD]LRQHHOHWWURQLFD 6,180(5,. 6,1$0,&6 0RWRUL '2&21&' '2&21:(% Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 357 Appendice A.5 Panoramica della documentazione 358 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Glossario DS Dato di setting; i dati di setting sono variabili di sistema con le quali vengono indicate all'NCK le caratteristiche della macchina utensile. Al contrario di quanto avviene con i dati macchina, le modifiche ai dati di setting sono immediatamente efficaci. GAP/impulso sonoro/rettifica a vuoto Superamento del traferro tra pezzo e mola con un microfono ad impulso sonoro montato in macchina. Larghezza effettiva della mola Larghezza della mola inclinata con la quale avviene la lavorazione del diametro. Essa dipende: ● dalla larghezza fisica ● dall'altezza della spoglia ● dall'angolo della mola MCPA Modulo di ingresso per I/O veloci sul controllo numerico MD Dato macchina; i dati macchina sono variabili predefinite (variabili di sistema) con le quali l'NCK viene adattato alla macchina utensile in base alle esigenze del costruttore della macchina. Sede Operazione di lavorazione Spallamento Lato sinistro o destro della mola oppure del pezzo Spoglia/angolo di spoglia Ravvivatura del lato sinistro o destro della mola per le operazioni di rettifica piana per le quali viene eseguita una cosiddetta levigatura incrociata. Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 359 Glossario VPM Velocità periferica della mola in m/s VPP Velocità periferica del pezzo in m/s XWP/ZWP nella diamantatura di un profilo libero Punto zero pezzo per la traslazione del profilo programmato sul tagliente attuale della mola; necessario per poter programmare in coordinate pezzo nel profilo libero. 360 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Indice analitico A Abilitazione della porta di comunicazione, 311 Abilitazione di directory, 315 Archivio costruttore, 141 Asse di pendolamento, 301 Assegnazione assi, 152 Autorizzazione all'accesso, 28 C caratteri speciali non stampabili, 191 Caratteri speciali stampabili, 191 Change language, 106 Collegamento alla rete, 310 Concetti fondamentali della programmazione NC, 187 Condizioni di richiamo, 152 Condizioni per il ritorno, 152 Connessione dei drive di rete, 316 Correzione di lavorazione, 76 File Copia, 325 Inserire, 325 Funzionamento in rete, 309 G G1, 301 G4, 300 Gestione utenti, 312 Guida in linea, 29 H Hot Key, 16 I Immissione manuale, 66 Indirizzo, 188 Interfaccia RS232, 319 Introduzione utensile, 35 D Dati di setting, 54 Dati macchina, 109 Dati macchina azionamento, 113 Dati macchina generici, 110 Dati macchina specifici per asse, 111 Dati macchina specifici per canale, 112 Visualizzazione dati macchina, 114 Dati macchina azionamento, 113 Dati macchina generici, 110 Dati macchina specifici per asse, 111 Dati macchina specifici per canale, 112 Definizione del piano, 152 Disconnessione dei drive di rete, 316 E Elaborazione esterna, 91 elementi di comando e visualizzazione, 13 F FA, 301 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 J JOG, 62 L Limitazione giri del mandrino, 297 Lista parametri, 154 Lista programmi, 139 Livelli di protezione, 28 Login utente, 313 M Modem, 134 Modo operativo JOG, 62 Modo operativo MDA, 66 O OS, 299 OSCTRL, 299, 302 361 Indice analitico OSE, 299, 302 OSNSC, 299 OSP, 301 OSP1, 299 OSP2, 299 OST, 300 OST1, 299 OST2, 299 P Panoramica dei cicli, 149 Parametri dell’interfaccia, 144 Parametri di calcolo, 58 Parametri di rete, 310 Passate di spegnifiamma, 300 Pendolamento Attivazione/disattivazione del pendolamento, 299 Definizione della sequenza di movimento, 302 Pendolamento asincrono, 299 Pendolamento asincrono, 299 Piano di lavorazione, 152 Più avanzamenti in un blocco, 297 Program Manager, 95 Programma pezzo arresto:interruzione, 88 selezionare:avviare, 80 Protocollo di trasmissione, 320 Punti di inversione del pendolamento, 301 Sistema di coordinate macchina (SCM), 20 Sistema di coordinate pezzo (SCP), 21 Sistema di coordinate relativo, 21 Struttura dei blocchi, 189 Struttura delle parole, 188 Suddivisione dello schermo, 23 Supporto cicli nell’editor dei programmi, 158 T Tempo di sosta, 300 Tool RCS, 304 Trasmissione dei dati, 319 V valori di avanzamento in un blocco, 297 Visualizzazione dati macchina, 114 Visualizzazione dei LED sul pannello operativo CNC (PCU), 14 Visualizzazioni di errore, 14 Visualizzazioni di stato, 14 Volantino, 65 R RCS log in, 313 Rettifica successiva, 78, 84 Riaccostamento dopo un'interruzione, 89, 90 Ricerca blocco, 82 Ricerca del punto di riferimento, 31 Richiamo, 152 Richiamo del ciclo, 154 S Salvataggio dei dati, 107 Segnalazioni relative alla trasmissione, 320 Set di caratteri, 191 Settore operativo macchina, 62 Settore operativo Offset Parametri, 33, 35 Settori di rappresentazione, 86 Settori operativi, 27 Sistema di help, 29 Sistemi di coordinate, 19 362 Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 Indice analitico Rettifica planare Manuale di programmazione e d'uso, 07/2009, 6FC5398-5CP10-1CA0 363
Scaricare