SALDATURA DI ACCIAI
INOSSIDABILI
NELL'IMPIANTISTICA.
La gestione della garanzia
di qualità nell'ambito
di una società di ingegneria
Caspani M., Guerra O.
Relazione presentata a:
"LA SALDATURA E GLI ACCIAI
INOSSIDABILI"
3° Incontro :
II controllo e la qualità
Milano. 27 novembre 1987
Con il patrocinio del
CENTRO INOX
Piazza Velasca, 10 • 20122 Milano
Estratto dalla Rivista
LA MECCANICA ITALIANA
n. 211 - novembre 1987
SALDATURA DI ACCIAI
INOSSIDABILI
NELL'IMPIANTISTICA.
La gestione della garanzia
di qualità nell'ambito
di una società di ingegneria
THE QUALITY ASSURANCE/QUALITY CONTROL RELEVANT TO STAI N LE SS STEEL.
Materlal welded equlpment for process plants as managed
.
by an engineering company
Caspani M., Guerra O.
Foster Wheeler Italiana - Milano
Sommario
Scopo di quanto segue è la descrizione delle metodologie organizzative
ed operative adottate da una Società
di ingegneria al fine di ottenere, nel
campo delle saldatura degli acciai
inossidabili, un prodotto finito avente
requisiti di qualità e caratteristiche
adeguate al servizio e conformi alle richieste delle specifiche del Cliente.
Vengono inoltre fornite alcune indicazioni in merito a quanto di norma
viene prescritto, a livello tecnico, per
le saldature di acciai inossidabili nelle
applicazioni più comuni di impiantistica.
Summary
The purpose of what written hereafter, is to describe how an Engineering
Company organisation operates in order to assure thè production of wel-
ded stainless steel equipment which
shatf have leatures complying with
thè service needs and with thè
Client's requirements. Some highlights are also given about thè standard technical specifications relevant
to thè welding of stainless steel material in thè most commonly used applications in thè process plants.
1. Applicazioni tipiche
di acciai inossidabili
I campi di applicazione tipici degli
acciai inossidabili nelle realizzazioni
impiantistiche trattate dalla nostra società coprono principalmente le seguenti esigenze:
1) resistenza alla corrosione in impianti di distillazione atmosferica e
sottovuoto, e dì desolforazione di
gasoli e nafte nell'industria petrolifera;
2) resistenza meccanica in servizi
operanti ad elevata temperatura;
3) requisiti di sterilità e cessione limitata di sostanze inquinanti.
Nel primo caso gli acciai inox sono
utilizzati in qualità di rivestimento anticorrosivo applicato per laminazione
sulle superfici delle apparecchiature
che vengono in contatto con i fluidi
aggressivi. I tipi di acciaio utilizzati
con maggior frequenza sono quelli a
struttura martensitico-ferritica (AISI
405, AISI 410S) e quelli a struttura
austenitica nella forma stabilizzata
oppure a basso contenuto di carbonio (AISI 321, AISI 347, AISI 304L,
AISI 316L).
Il secondo caso riguarda principalmente l'utilizzazione nella zona di rigenerazione degli impianti di «cracking» catalitico in regime fluido dei.
gasoli. Le condizioni di temperatura
elevata (750-800°C) richiedono l'utilizzazione di acciai del tipo AISI 304H
a causa della sua maggiore resisten-
74 | LA MECCANICA ITALIANA novembre 1987 n* 211
za allo scorrimento viscoso ad alta
temperatura.
L'ultimo gruppo copre quelle applicazioni tipiche dell'industria alimentare e farmaceutica in cui i prodotti, a
contatto dei manufatti, non devono
subire modificazioni causate da cestoni di molecole provenienti dai prodotti di corrosione dovute alla reazione fluido/metallo o a distacchi di molecole dagli strati di passivazione formatisi sulla superficie del metallo
stesso.
In queste applicazioni si utilizzano
gonordlmonto gli acciai a struttura
tustenitica (AISI 304, AISI 316).
Ognuno dei campi di applicazione
sopracitati presenta caratteristiche
tati da richiedere un approccio particolare, nella esecuzione delle saldature e nel loro controllo, al fine di de*
terminare la qualità ottenuta.
Va ricordato che, nella maggior
parte dei casi, !a selezione del tipo di
materiale da utilizzare è definita dal
Licenziatario del processo secondo
cui l'impianto opera; è sempre presente quindi la necessità di uno stretto contatto tra la Società di ingegneria a quest'ultimo.
2. Fase di progettazione
Procedure finalizzate
all'ottenimento
della qualità
(metodologia di controllo)
Come per le altre attività coordinate da una Società di ingegneria, anche l'esecuzione delle saldature di
componentistica in acciaio inox è sottoposta a uno stretto controllo che inizia nella fase di progettazione e si
conclude al momento dell'installazione/messa in marcia del componente.
Tavola 1
TECHNICAL SPECIFICATION
TTALIAW
POSTER
SPEC. N"
REVISION 0
DATE
PAGE 37
TABLE 1 • - Acceotable Filler Metals for Joining Austenitic Stainless Steels
and High-Ntckel Allovs
316L
317
321
347
348
Inc.y 800
Inc.l 600
308
308
308
308
308
308
ENlCrFe-3
ERNiCr-3
308
309
309
308
3081 308
309
316
316
309
317
309
308L 308L 308L ENiCrFe-3
ERNiCr-3
347 347 348 ENiCrFe-3
309 309 309 ERNiCr-3
310
309
316
309
316
309
309
309
309
ENlCrFe-3
ERNiCr-3
316
316
316
316
316
316
ENiCrFe-3
EWUCr-3
Hat'ls
to be
welded
301
302
304
304L
309 310 316
309S 310S
301
302
304
308
308
308
308
309
308L
303
304L
309
3O9S
310
310S
31fi
316L
309
2.1. Disegni di ingegneria
e specifiche generali
Questi documenti, preparati all'ini-
316L 316L 316L ENiCrFe-3
347 347 348 ERNiCr-3
316L 316
317
317
321
347
348
317
347
317
347
317
348
ENlCrFe-3
ERNiCr-3
347
347
347
348
EMiCrFe-3
ERNiCr-3
347
347
348
ENiCrFe-3
EHNiCr-3
348
ENlCrFe-3
ERNiCr-3
ENiCrFe-3
ERNiCr-3
IncoLov
400
tncone
000
i
Il controllo, in fase di progettazione, viene esplicato attraverso la produzione e verifica di documenti quali:
1) specifiche generali e disegni di ingegneria;
2) specifiche di procedimento di saldatura;
3) rapporti di qualifica di procedimento di saldatura.
-1100/1
zio della elaborazione del progetto,
contengono, oltre alla descrizione del
componente, tutte le indicazioni riguardanti le sue condizioni operative,
i fluidi con cui viene in contatto, i richiami ai codici di progettazione applicabili nonché le particolarità esecutive derivanti dalle esperienze precedenti maturate dal Licenziatario
del processo e/o dalla Società di ingegneria stessa.
i
La specifica generale di saldatura
richiamerà quindi le raccomandazioni tipiche relative all'esecuzione di
saldatura ed al loro controllo, sia nella fase di qualifica del procedimento
che nella fase di produzione.
A scopo illustrativo presentiamo
due tavole tratte da una specifica generale tipica per un impianto di raffinazione.
7 5 | LA MECCANICA ITALIANA novembre 1987 n° 211
Nella tavola 1 sono illustrati gli elettrodi consigliati per la realizzazione di
saldature tra vari acciai inox classificati in accordo alla numerazione
AISJ.
La tavola 2 illustra invece i tipi di
materiale d'apporto raccomandati
nell'esecuzione di depositi per saldatura nel ripristino di placcature.
2.2. Controllo dei disegni
dei Fornitori, delle specifiche
dei procedimenti di saldatura
e dei relativi rapporti
di qualifica
Tavola 2
TECHHICAJL SPECIMCATION
rnU-IAMA
SPEC. N"
REVISION 0
DATE
PAGE 39
Filler Metals for Held Peposlt and CUd Reatorlng
TABLE 2 . -
Cladding
materlai
F i l l e r materlals for veld deposit and clad restoring
Entro un tempo relativamente limitato dopo il piazzamento dell'ordine e
prima dell'inizio delle lavorazioni per
la costruzione delle apparecchiature,
al costruttore viene richiesto di presentare alla Società di ingegneria i disegni di dettaglio. Questi disegni vengono sottoposti a controllo che dovrà
accertare, tra l'altro, che siano rappresentati tutti i dettagli di saldatura e
che per ogni giunto saldato siano indicati i riferimenti alla singola specifica di saldatura che dovrà guidare l'operatore nell'esecuzione del giunto.
12Z Cr
Type 410
Do not overlay
12Z Cr
Type 410 S
Cyclic service •• E Ni Cr FB 2/3
ER Ni Cr 3
Assieme ai disegni di dettaglio, viene richiesto che vengano sottoposte
anche la raccolta completa delle specifiche di saldatura di cui è prevista
l'utilizzazione e la raccolta dei rapporti di qualifica relativi alte specifiche presentate.
316
I rapporti di qualifica di procedimento di saldatura devono essere
certificati da rappresentanti di un Ente autonomo di controllo riconosciuto
dalla Società di ingegneria oppure
dai rappresentanti del sistema di controllo qualità (Q.A./Q.C.) interno del
Costruttore, sempre che esso sia riconosciuto in possesso della certificazione rilasciata dalle ASME (ASME
Stamp).
I documenti sopraccitati vengono
verificati al fine di accertarne la rispondenza ai requisiti del codice applicabile nonché alle richieste del Licenziatario del processo riportate nel
disegno di ingegneria ed alle raccomandazioni incluse nella specifica
generale di saldatura.
I parametri di saldatura che devono
essere inclusi in ciascuna specifica
sono i seguenti:
-1100/1
Lou sulohur
T -e 425'C : £3091
ER309L
T > ù25"C : E Ni Cr Fé 2 / 3
ER Ni Cr 3
High sulphur
E309L
ER309L
Austeri i t i c
stainless
steel
type 304
304L
F i r s t pass
Subsequent passes
316L
321/
347
3O9L
3O9L
3O9L
347
1) dettaglio geometrico del giunto
rappresentato;
2) tutte le informazioni relative al materiale/i base e d'apporto in accordo al codice di progettazione;
3) i parametri elettrici;
4) i preriscaldi e le temperature di interpass minime e massime;
5) i trattamenti termici (velocità di salita, temperatura e tempo di mantenimento, velocità di discesa).
f verbali di qualifica di procedimento di saldatura dovranno riportare, oltre ai parametri tipici della specifica
di saldatura da essi supportata, i risultati delle prove richieste al fine di
verificare l'assenza di difetti del giunto e cioè:
1) trazioni;
2) pieghe;
1
3O8L
3O8L
316
316L
309L
309L
3) resilienze, se necessarie;
4) durezze, se necessarie;
5) micrografie e macrograffe, quando
richieste;
6) analisi chimiche del deposito, se
richieste;
7) numero di ferrite, se richiesto;
8) controllo a liquidi penetranti.
Una volta verificata la completezza
e la correttezza dei documenti sopraccitati, gli stessi vengono restituiti
al fornitore e viene autorizzato l'inizio
della costruzione. Questi documenti
saranno tenuti a disposizione dei supervisori che eseguiranno i controlli
durante la costruzione.
Le tavole 3 e 4 rappresentano due
formati tipici per la preparazione delie specifiche e delle qualifiche di procedimento di saldatura tratti dal codice ASME - Section IX.
76 i LA MECCANICA ITALIANA novembre 1987 n° 211
Tavola 3 - Formato tipico per specifiche di saldatura secondo codice ASME.
(••*QW30l l.5*c •n IX. ASMI BsJhi me r r m o i VMMI C*6«)
•
jopwriiopf-i*)*
*-*• o — t * — —
-
—
,
•«—»•«.—.
_
.
,
,
r
f
H.
nu
•
il
3. Controlli tipici richiesti
in fase di qualifica
dei procedimenti
di saldatura e
in produzione
Per ciascuno dei campi di applicazione citati in precedenza illustreremo ora i «tests» che permettono di
controllare i parametri tipici ed indicativi della qualità di un giunto saldato.
A) Nel caso di ripristini, in corrispondenza delle saldature del materiale base, di placcati austenitici e
martensitico/ferritici, che sono in genere effettuati con elettrodi a struttura austenitica (tipo 347, 309L, 308L,
304L, 316L), come indicato nella tavola 2, i controlli fondamentali richiesti sono:
— l'esecuzione di pieghe laterali;
— l'esecuzione dell'analisi chimica;
— l'esecuzione del controllo a liquidi
penetranti sulla prima ed ultima
passata.
A questi controlli di routine si aggiunge quello del numero di ferrite 5,
qualora il manufatto debba essere
sottoposto a trattamenti termici di distensione a causa delle caratteristiche del materiale base.
L'esecuzione di pieghe laterali,
tendente ad evidenziare zone infragilite alla base del deposito, essendo
una prova distruttiva, è eseguito
esclusivamente sui talloni di qualifica
di procedimento e sui talloni di produzione.
L'esecuzione dell'analisi chimica
viene richiesta alla profondità di almeno 2,5 mm (essendo 3 mm lo
spessore generalmente richiesto per
il riporto). Ciò per verificare che su
tutto lo spessore richiesto per resistere alla corrosione il materiale sia
omogeneo e non diluito nel materiale
base in modo anomalo. Nel caso di riporti realizzati in acciaio AISI 347 l'analisi chimica deve essere completata anche dalla valutazone del rappor-
to tra ti contenuto di Nb e quello di C
L'esecuzione delle analisi chimiche nel caso in oggetto, viene richiesta sia per il tallone di qualifica che
per le saldature di produzione. In
quest'ultimo caso l'analisi viene richiesta, almeno su ogni ripristino di
placcatura, sia in corrispondenza di
giunti longitudinali che di giunti circonferenziali. Nel caso di apparecchi
interamente rivestiti per deposito di
saldatura viene chiesto un controllo
con analisi per ogni virola e per ogni
fondo.
Il controllo con liquidi penetranti
viene richiesto sia sulla prima passata di deposito che sull'ultima. Questo
controllo viene esteso alla totalità della superficie rivestita sia per i talloni
di qualifica che per le saldature di
produzione.
Il controllo della ferrite S viene richiesto sia sul tallone di qualifica che
sulle saldature di produzione: il cam-
7 7 | LA MECCANICA ITALIANA novembre 1987 n° 211
viene generalmente eseguito con ferto di carbonio non inferiore a 0.04%,
ritoscopi portatili opportunamente tae da un tenore di ferrite 6 dì circa 11
rati. Per quanto riguarda l'estensione
5%. Poiché è stato riscontrato che i
del controllo, è generalmente richiedepositi di saldatura che presentano
Il numero e la frequenza delle mi- una rete continua di ferrite, corrista una misurazione ogni tre metri di
surazioni richieste è uguale a quello
saldatura (con almeno quattro misuspondente ad un contenuto intorno al
per le analisi chimiche. Il controllo
razioni su ogni giunto circonferenzia15%, permettono una facile propagapuò essere effettuato con strumenti
le e 2 misurazioni per ogni giunto lonzione di rotture e quindi una perdita
magnetici oppure calcolando il valore
gitudinale) e una misurazione per
di duttilità dopo esposizione ad alte
FN sulla base del diagramma di De- temperature, si cercherà di ottenere
ogni saldatura di collegamento degli
long.
stacchi per connessioni.
nelle saldature un tenore di ferrite
che rimanga nel campo dal 3% al
La misurazione di FN (numero di
Qualora qualche lettura dia risultati
9%.
ferrite) va effettuata prima del trattaeccedenti il limite ammesso, dovranmento termico poiché, durante l'eseno essere ripetute due misurazioni in
Questo è il campo ottimale per evicuzione di quest'ultimo, parte della
zone adiacenti a quella che ha protare da un lato il rischio di cricche a
ferrite 6 si trasforma in fase a non più caldo e dall'altro l'infragilimento dodotto il risultato negativo.
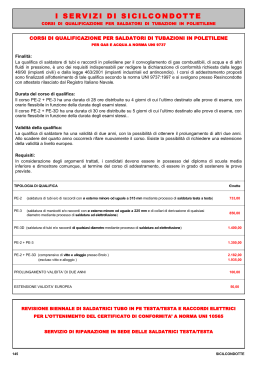
rilevabiie da sensori basati sul ma- vuto alla formazione di fase a (figuIn aggiunta a quanto sopra, tutti i
gnetismo.
ra 1).
giunti vengono controllati al 100%
B) Nel caso dì applicazioni adatte
con liquidi penetranti in prima ed ultiDa quanto sopra descritto deriva
al funzionamento ad alte temperatuma passata, al fine di individuare la
che il controllo del contenuto di ferrite
re, nell'ambito degli impianti di cracpresenza di eventuali cricche a
nelle saldature di qualifica e di produking catalitico, l'utilizzazione di AISI
caldo.
zione è una delle indagini essenziali
304H è dovuta essenzialmente alla
per garantire la qualità e la sicurezza
sua convenienza economica ed alla
Dai tallóni di qualifica di procedidel manufatto finito.
sua ottimale resistenza allo scorrimento e dai talloni di produzione venmento viscoso garantita dal contenugono inoltre ricavati i provini per l'eIl controllo del contenuto di ferrite
pò dei valori in cui le letture dovranno
localizzarsi à compreso tra FN3 e
FN10.
Tavota 4 • Formato tipico per qualifiche di procedimento di saldatura secondo codice ASME.
OW-4tl t U O C I I T I O FOKMAT FON PHOCIDUM OUAUftCATIOtt RICOHD (POW
M H «W t l l l , I H M I«, «IMI | M « W P . H W » VIUM C M ^
tK«< Attuai CaMillani UiM u W*w I
dVMU (Bacili
£
/*
XàT
1
11 IL ' 1
ili
UMlVHI
w
>
78 | LA MECCANICA ITALIANA novembre 1987 n° 211
1
Fig. 1 - Valori di resilienza a temperatura ambiente su depositi di saldatura tipo AISI 308 dopo esposizioni prolungate ad elevata temperatura (600°C).
(Da: D. Hauser) • J.A. Van Echo - Battette • Columbus Laboratories).
secuzione delle trazioni, pieghe laterali e rovescie come normalmente richiesto dal codice di progettazione
applicabile.
Pur se non connesso alle problematiche del controllo della qualità
delle saldature, vale la pena di menzionare un parametro il cui controllo è
richiesto di norma sia sui materiali
base del tipo AISI 304H che sugli
elettrodi utilizzati per la loro saldatura. Il parametro in questione è il contenuto di molibdeno che è consigliabile limitare allo 0,3% massimo.
Scopo di questa limitazione è quello di assicurare manufatti che non
siano soggetti a ossidazione catastrofica, fenomeno che si manifesta
sugli acciai inossidabili contenenti
molibdeno, esposti in ambiente con
scarsa circolazione d'aria, a temperature intorno a 800°C (questa temperatura può essere anche inferiore
(650°C) nel caso siano presenti inquinanti superficiali quali i silicati, contenuti nel refrattarl antlabraslvl largamente usati nelle applicazioni ora illustrate).
C) Nel caso di impianti farmaceutici o alimentari la sterilità è uno dei requisiti fondamentali.
In genere i componenti di questi
impianti sono sottoposti a cicli di pulizia meccanica e/o elettrochimica più
o meno spinti a seconda del servizio
cui sono destinati. I sistemi di tubazioni a contatto con acqua distillata
per iniezioni ipodermiche, ad esempio, sono sottoposti a pulizia elettrochimica per tre ragioni fondamentali:
I
t
I
II
stiche sopraccitate devono essere
eseguite con procedimenti che non
inducano zone difettose tali da compromettere le caratteristiche di finitura.
Il procedimento di saldatura adottato per la giunzione di testa dei componenti delle tubazioni è il TIG con
movimento orbitale automatico attorno al tubo.
Non è previsto l'uso di materiale
d'apporto.
— aspetto finale di gran lunga più liscio di quello prodotto da qualsiasi
pulizia meccanica e di più agevole
sterilìzzabilità per la mancanza di
microrugosità;
— mancanza di zone di inclusione in
corrispondenza di sfogliature causate dalle azioni meccaniche che,
inglobando le paste abrasive usate per le pulizie meccaniche stesse, non permetterebbero la completa sterilizzazione;
— migliore resistenza alla corrosione
come risultato di una superficie
estremamente liscia e coperta da
_ un uniforme film passivato.
L'accuratezza dell'assiemaggio è
essenziale per il buon esito qualitativo della saldatura eseguita con il processo orbitale automatico; la puntatura viene quindi effettuata mediante
opportune cravatte che assicurino il
corretto allineamento dei componenti
durante l'esecuzione della saldatura
stessa.
Le operazioni di saldatura della
componentistica avente le caratteri-
Dopo la puntatura e la successiva
rimozione delle cravatte, l'allinea-
La scelta di questo processo è motivata dalla qualità del giunto finito e
dalla riproducibilità e costanza di risultati anche nelle condizioni più difficili.
I
II
mento dovrà essere verificato in modo da accertare che:
— la distanza tra i lembi non superi 1
mm;
— il disallineamento dei lembi non
superi | ' 1 % del diametro nominale;
— l'inclinazione del piano su cui giace il giunto rispetto al piano perpendicolare all'asse del tubo non
superi lo O,5°/o;
— lo scostamento del percorso della
testa di saldatura orbitante dall'asse del giunto non superi 1,5 mm.
Durante la preparazione della qualifica di procedimento di saldatura, al
fabbricante è richiesto di preparare,
oltre ad un tallone da cui verranno
estratti i provini per le consuete prove
distruttive (trazioni e pieghe), una serie di campioni, uno per ogni diametro di tubo previsto in produzione.
Il campione, sottoposto al Cliente
per accettazione, costituirà il riscontro a fronte del quale verranno verificate visivamente tutte le saldature di
produzione (l'ispezione visiva interna
viene eseguita a mezzo di endoscopi).
7 9 | LA MECCANICA ITALIANA novembre 1987 n° 211
Ognuno dei campioni preparati è
accompagnalo da un certificato che
indichi tutti f parametri Imposti al dispositivo automatico durante la saldatura (intensità di corrente, tensione, velocità di avanzamento della testina, portate di gas di schermatura e
di purga) nonché il numero di serie
della macchina.
In produzione ogni saldatura eseguita con il processo orbitale automatico sarà accompagnata da un certificato numerato indicante le seguenti
informazioni:
— firma e data certificanti l'esecuzione del controllo sulla corretta preparazione dei lembi;
— firma e data certificanti l'esecuzione del controllo sul corretto assemblaggo;
— identificazione del saldatore che
ha eseguito l'assemblaggio;
— parametri di saldatura adottati per
l'esecuzione dell'assemblaggio;
— numero di identificazione della
macchina che esegue la saldatura
orbitale;
— identificazione dell'operatore alla
macchina per l'esecuzione della
saldatura orbitale;
— parametri di saldatura adottati per
l'esecuzione de! giunto;
— data di esecuzione del giunto;
— firma e data certificanti l'esecuzione e l'accettazione dei controlli
non distruttivi eseguiti;
— firma e data certificanti l'esecuzione e l'accettazione del controllo visivo interno ed esterno.
Ogni componente prefabbricato
verrà accompagnato da un «Dossier»
di fabbricazione contenente i certificati numerati relativi a tutte le saldature eseguite.
Durante la produzione, all'inizio di
ciascuna giornata lavorativa, è richiesta la fabbricazione di un campione
di giunto da sezionare e confrontare
con il provino di riscontro accettato in
precedenza dal Cliente.
Il campione di produzione dovrà
avere requisiti relativi all'assenza di
difetti, alfa finltura superficiale ed alla
sporgenza all'interno della saldatura
almeno pari a quello del provino di riscontro preparato in qualifica.
Le procedure sopra indicate sono
state applicate dalla consociata ingle-
se della Poster Wheeler Italiana durante la realizzazione di un sistema di
tubazioni «sterili» commissionati da
un'industria farmaceutica locale.
Le stesse procedure sono in corso
di applicazione per i materiali di un
impianto in fase di realizzazione in
Italia per la stessa società farmaceutica.
4. Procedure e metodologie
di controllo più
propriamente relative
alle attività dei fornitori
Nello sviluppo delle attività espletate o coordinate dalla Società di ingegneria nel corso delle gestione di una
commessa, l'insieme delle attività finalizzate all'ottenimento della qualità
comprende anche quelle gestite ed
attuate dall'ufficio collaudi.
Questo gruppo esplica tutta una
serie di interventi diretti sui fornitori
delle apparecchiature, con l'obiettivo
di assicurare la produzione di manufatti rispondenti al livello qualitativo
specificato, in particolare per quanto
riguarda le saldature.
I tipi di intervento sono sommariamente riassunti qui sotto e verranno
più in dettaglio descritti nei paragrafi
appropriati:
— qualifica preventiva dei fornitori;
— verifica dell'organizzazione e del
corretto funzionamento del «sistema qualità» dei fornitori;
— sorveglianza della qualità dei prodotti attraverso ispezioni e collaudi
nelle varie fasi del processo di fabbricazione.
4.1 Qualifica preventiva
del fornitori
ganizzato e valutazione dell'esistenza di una cultura relativa alle
problematiche connesse agli acciai inossidabili, con particolare riguardo all'esperienza nella elaborazione delle specifiche di saldatura;
— esperienza reale nella costruzione
di manufatti in acciaio inossidabile
(lista di referenze, disegni, esistenza di un archivio di specifiche
e qualifiche dei procedimenti di
saldatura relative alla classe dei
materiali in questione);
— esistenza di un sistema di garanzia e controllo della qualità consolidato ed efficiente;
— organizzazione dei magazzini. In
particolare, considerando che si
tratta di acciai inossidabili, si verifiche rà che i materiali da lavorare
siano convenientemente segregati
per tipo di acciaio, stoccati incondizioni accettabili di pulizia e protetti da inquinanti.
Si verificherà inoltre che nel magazzino dei materiali di apporto
per la saldatura esista un corretto
sistema di segregazione dei vari tipi di materiate e che gfi stessi siano conservati nelle migliori condizioni;
— organizzazione dell'officina. Si verificherà che il flusso delle lavorazioni dell'acciaio inossidabile segua un percorso indipendente nel
caso che: il fornitore lavorasse anche altri tipi di materiale.
Si verificherà anche che tutte queste lavorazioni, ed in particolare le
saldature, avvengano in un ambiente il più possibile pulito.
Al termine della visita verrà prodotto un rapporto che, oltre ad altri elementi come la potenzialità produttiva,
la descrizione dell'organizzazione,
ecc, fornirà informazioni relative a
quanto si è riscontrato in merito a ciascuno dei punti dì valutazione sopra
descritti. Il rapporto darà inoltre una
valutazione complessiva del fornitore
in merito alla sua capacità ed affidabilità relativamente alla costruzione
di manufatti saldati in acciaio inossidabile.
Viene valutata la capacità e l'affidabilità dei fornitori in merito alla possibilità, da parte loro, di fabbricare
un'apparecchiatura che abbia determinate caratteristiche. Nel caso specifico in esame, verrà valutata la capacità di costruire apparecchiature
saldate in acciaio inossidabile. La valutazione, eseguita nel corso di visite
presso il possibile fornitore, si basa
su tutta una serie di punti che sono
riassunti qui di seguito:
In caso di valutazione conclusiva
positiva, il fornitore verrà considerato
qualificato per quel tipo di prodotto
ed incluso in una apposita lista.
— esistenza di un ufficio tecnico or-
Come conseguenza di quanto so-
8 0 I LA MECCANICA ITALIANA novembre 1987 n° 211
pra, e già in una fase abbastanza lontana dalle attività di costruzione e saldatura, si pongono le premesse che
determinano l'ottenimento di manufatti con saldature di livello qualitativo
elevato; infatti, a livello di gara commerciale, verranno, interpellati solamente i possibili fornitori di cui è stata
valutata positivamente la capacità in
relazione at prodotto specifico.
sensibilità nel rilevare i difetti tipici riscontrabili nella saldatura del materiale stesso.
4.2 Verifica dell'organizzazione e
del corretto funzionamento
del «sistema qualità»
dei fornitori
Durante questa riunione vengono
esaminate e discusse le prescrizioni
relative alla produzione ed al collaudo contenute nelle specifiche e nei
disegni prodotti in fase di progettazione.
Successivamente al piazzamento
dell'ordine e prima dell'inizio della
fabbricazione, l'ufficio collaudi esplica delle attività che hanno una notevole importanza nel determinare la
bontà del risultato finale.
Queste attività, che peraltro hanno
carattere preventivo, sono:
— il controllo del piano di ispezione e
collaudo;
— l'organizzazione di una riunione
che ha come scopo la discussione
delle ispezioni e collaudi da eseguirsi durante la fabbricazione.
Il piano di ispezione e collaudo è
un documento che viene elaborato
dal fornitore e che deve riportare tutta
una serie di informazioni come l'indicazione del componente interessato
alle prove, it tipo di prova, l'indicazione della procedura di esecuzione ed
il criterio di accettabilità, l'indicazione
degli enti ispettivi che devono presenziare al collaudo, ecc.
Questo documento, che costituisce
la guida per tutti i collaudi che verranno effettuati durante la fabbricazione,
viene controllato al fine di accertare
la completezza delle prove ivi previste in accordo a quanto è stato prescritto in fase di progettazione.
Viene inoltre indicato il tipo di intervento dell'ispettore della Società di
ingegneria per ognuna delle fasi di
controllo indicate sul piano, tipo di intervento che viene codificato come
punto di arresto, punto di convocazione o controllo della certificazione.
Viene inoltre verificato che le procedure di esecuzione dei vari tests
non distruttivi siano corrette ed adatte al materiale per ciò che riguarda la
Successivamente alla trasmissione al fornitore sia dei commenti al
piano di ispezione e collaudo, sia di
quelli relativi ai disegni ed alle specifiche di saldatura, viene organizzata
una riunione con i responsabili del
controllo qualità del Fornitore stesso.
Questo esame dettagliato costituisce una fase fondamentale e permette di impostare tutto ciò che segue in
modo corretto e di pilotare in maniera
molto efficace l'organizzazione della
qualità del fornitore stesso.
4.3 Ispezioni e collaudi
Questa fase di attività si esplica nel
corso del processo di produzione.
A garanzia di un controllo efficace,
vale la pena di ricordare che il personale preposto alle ispezioni e collaudi
è personale qualificato sia secondo
ASNT che secondo CIC-PND per i
principali controlli non distruttivi riguardanti le saldature.
Detto personale, durante fé varie
fasi di costruzione, ed avendo come
guida il piano di controllo, verificherà
anche una serie di punti molto importanti agli effetti della qualità delle saldature. Tra questi:
— si accerterà che i saldatori assegnati siano qualificati;
— si accerterà che prima dell'inìzio di
ogni saldatura le specifiche dei
procedimenti ed i relativi verbali di
qualifica siano stati approvati;
— si accerterà che i saldatori siano in
possesso della corretta specifica e
siano al corrente in merito ai vari
controlli non distruttivi intermedi e
finali a cui il giunto saldato deve
essere sottoposto;
— verificherà la qualità delle preparazioni dei lembi di saldatura, il corretto accostamento degli stessi e
la puntatura prima dell'inizio della
saldatura.
Una preparazione di livello qualita81
tivo elevato si rivela della massima
importanza nella riuscita di un
giunto saldato privo di difetti;
— verificherà, all'inizio della saldatura e con controlli casuali successivi, che venga usato il prescritto
materiale di apporto, che lo stesso
venga conservato correttamente
sul posto di saldatura, e verificherà la corretta regolazione dei parametri di saldatura;
— verificherà che tutti gli utensili usati {scalpelli, mole, ecc.) siano de! tipo adatto per l'acciaio inossidabile.
L'esecuzione puntuale delle verifiche sopra descritte è uno strumento
molto efficace nel pilotare la qualità
del fornitore ed ha un effetto molto
importante nel determinare la riuscita
di saldature senza difetti.
Alla fase preventiva sin qui descritta segue (o talvolta si intreccia con
essa) la fase di controllo vera e propria, eseguita mediante tutta quella
serie di test, che permettono di accertare, sia in fase intermedia che sulla
saldatura finita, l'assenza di difetti,
ovvero permettono di accertare che
la saldatura stessa abbia determinate
caratteristiche.
Detti test sono principalmente:
— la prova con liquidi penetranti;
— l'esame con raggi X o raggi
gamma;
— l'analisi chimica del metallo depositato;
— la determinazione del contenuto di
ferrite 6.
Anche qui è importante verificare
che l'operatore sia qualificato e che i
tests vengano eseguiti secondo le
procedure corrette ed approvate.
In particolare per l'esame a raggi X
(o raggi gamma), l'ispettore controllerà, rileggendo le lastre, che la relativa
valutazione sia corretta e che le lastre stesse abbiano caratteristiche di
densità e contrasto tali da permettere
una loro sicura valutazione.
in aggiunta a quanto sopra e nell'ottica di garantire in maniera più
stringente la aderenza delle saldature a quanto specificato come analisi
del materiale depositato, particolarmente nel caso dei servizi più critici
dal punto di vista della corrosione, va
} LA MECCANICA ITALIANA novembre 1987 n° 211
prendendo sempre più piede quella
attività di identificazione dei materiali
conosciuta, con definizione inglese,
come «Positive Material Identification» o P.M.I.
Questo tipo di controllo viene eseguito sulle saldature finite, fin dove
possibile, sul lato in contatto con il
fluido di processo. Esso ha lo scopo
di verificare se la composizione del
materiale depositato è corrispondente a quella specificata, e di accertare
che non vi siano stati errori nell'uso
del materiale di apporto. Quando
questo programma viene applicato,
la Società di ingegneria produce una
specifica generale che stabilisce quali sono i materiali o i componenti che
vanno sottoposti a verifica di P.M.I. e,
per ogni tipo di materiale, quali sono
gli elementi di lega per i quali vanno
rilevate le percentuali. Il controllo viene eseguito con apparecchi portatili,
che funzionano sul principio della
spettrometria.
La percentuale di elementi di lega
determinata con questi metodi non
ha la precisione di una analisi chimi-
ca per via umida, ma, a valle di tutto
un sistema di controlli come quelli
precedentemente descritti, offre una
sicurezza sufficiente ed in linea con i
fini che si prefigge.
Un limite di questi metodi è l'impossibilità di determinare il contenuto
di carbonio, per cui, nel caso di acciai
inossidabili per i quali questo sia un
componente a contenuto critico (ad
esempio 304L, 316L), per implementare il programma di P.M.I. occorre
per forza ricorrere all'analisi per via
umida.
8 2 | LA MECCANICA ITALIANA novembre 1987 n° 211
Scarica