Indice
INDICE ARGOMENTI
1.1 ALLUMINIO E LE LEGHE DI ALLUMINIO................................................ 6
1.2 Classificazione dell’alluminio e delle leghe di Alluminio ............... 9
1.3 Trattamenti termici....................................................................................... 10
1.4 Leghe da fonderia ........................................................................................... 11
1.4.1 Colata in sabbia a verde. ................................................................... 12
1.4.2 Colata in conchiglia a gravità. ....................................................... 14
1.4.3 Colata a bassa pressione................................................................... 14
1.4.3 Pressocolata. ............................................................................................ 15
1.5 Leghe da deformazione plastica............................................................... 17
1.5.1 Leghe non trattabili termicamente ............................................... 17
1.5.2 Leghe trattabili termicamente ........................................................ 18
1.6 Indurimento per Precipitazione ............................................................... 18
1.7 Principali leghe di Alluminio..................................................................... 21
1.7.1 Esempi di leghe Al-Cu .......................................................................... 23
1.7.2 Esempi di leghe Al-Mn.......................................................................... 24
1.7.3 Esempi di leghe Al-Si ........................................................................... 26
1.7.4 Esempi di leghe Al-Mg.......................................................................... 28
1.7.4 Esempi di leghe Al-Si-Mg .................................................................... 29
1.7.5 Esempi di leghe Al-Zn .......................................................................... 31
1.8 Trattamenti Superficiali- Anodizzazione ............................................. 32
1.9 Saldatura............................................................................................................. 34
2.1 Magnesio e le leghe di Magnesio.............................................................. 37
2.2 Estrazione del Magnesio.............................................................................. 38
2.2.1 Il Processo Elettrolitico....................................................................... 39
2.2.2 Il Processo Termico ............................................................................... 41
2.3 Classificazione del Magnesio e delle leghe di Magnesio. .............. 43
2.4 Proprietà chimiche e meccaniche........................................................... 44
2.4.1Caratteristiche chimiche..................................................................... 45
1
Indice
2.4.2 Caratteristiche meccaniche.............................................................. 45
2.5 Trattamenti Termici...................................................................................... 46
2.6 Leghe da fonderia ........................................................................................... 46
2.7 Leghe da deformazione plastica............................................................... 50
2.8 Saldatura............................................................................................................. 52
3.1 Nichel e le leghe di Nichel .......................................................................... 53
3.3 Trattamenti Termici...................................................................................... 54
3.3.1 Annealing-softening.............................................................................. 55
3.3.1-2 Trattamenti di soluzione............................................................. 55
3.3.2 Ageing.......................................................................................................... 55
3.4 Classificazione del Nichel e delle leghe di Nichel............................ 56
3.5 Principali leghe di Nichel ............................................................................ 57
3.5.1 Leghe di nichel-rame : ......................................................................... 57
3.5.2 Leghe di nichel-molibdeno : .............................................................. 58
3.5.3 Leghe di nichel-silicio.......................................................................... 58
3.5.4 Leghe di nichel-cromo : ....................................................................... 59
3.5.5 Leghe di nichel-cromo-molibdeno : ................................................ 60
3.5.6 Leghe di nichel-cromo-ferro: ............................................................. 61
3.5.7 Superleghe di nichel............................................................................. 62
4.1 Rame e le leghe di Rame ............................................................................. 64
4.2 Estrazione del rame....................................................................................... 64
4.3 Classificazione del Rame raffinato e basso legato........................... 67
4.3.1 Rame contenente ossigeno................................................................. 68
4.3.2 Rame disossidato................................................................................... 69
4.3.3 Rame esente da ossigeno ................................................................... 69
4.4 Trattamenti Termici...................................................................................... 70
4.4.1 Rame all’ argento .................................................................................. 72
4.4.2 Rame al Tellurio e allo Zolfo............................................................ 73
4.4.3 Rame all’arsenico .................................................................................. 74
4.5 Proprietà delle leghe di Rame ................................................................... 74
2
Indice
4.6 Classificazione del Rame e delle leghe di Rame............................... 78
4.7 Ottoni ................................................................................................................... 80
4.7.1 Ottoni α-rossi............................................................................................ 80
4.7.2 Ottoni α-gialli........................................................................................... 81
4.7.3 Ottoni α+β................................................................................................... 82
4.8 Bronzi................................................................................................................... 83
4.8.1 Bronzi allo stagno ................................................................................. 84
4.8.2 Bronzi al silicio....................................................................................... 85
4.8.3 Bronzi all’alluminio (Cuproallumini) ........................................... 85
4.8.4 Bronzi al Berillio.................................................................................... 88
4.8.5 Cupronichel............................................................................................... 91
4.8.6 Metalli Bianchi........................................................................................ 93
4.8.7 Leghe speciali di rame ........................................................................ 95
5.1 Titanio e le leghe di Titanio....................................................................... 96
5.2 Estrazione del Titanio .................................................................................. 96
5.2.1 Processo al Cloruro ............................................................................... 98
5.2.2 Processo al Solfato................................................................................ 98
5.2.3 Processo al Carbonato di Potassio................................................. 99
5.3 Classificazione del Titanio e delle leghe di Titanio........................ 99
5.3.1 Leghe α ...................................................................................................... 100
5.3.2 Leghe α+β ................................................................................................. 101
5.3.3 Leghe β ...................................................................................................... 103
5.4 Tecnologie di lavorazione ......................................................................... 104
5.4.1 Fusione e produzione di getti......................................................... 104
5.4.2 Lavorazione a caldo ........................................................................... 104
5.4.3 Lavorazione a freddo ......................................................................... 105
5.4.4 Lavorazione con asportazione di truciolo ............................... 106
5.4.4-1 Fresatura .......................................................................................... 106
5.4.4-2 Tornitura ed alesatura................................................................ 106
5.4.5 Saldabilita’ ............................................................................................. 107
3
Indice
5.4.6 Resistenza alla corrosione .............................................................. 107
6.1 Zinco e le leghe di Zinco............................................................................ 109
6.2 Estrazione dello Zinco ................................................................................ 109
6.2.1 Zinco di purezza commerciale....................................................... 110
6.3 Classificazione dello Zinco e delle leghe di Zinco ......................... 111
6.4 Leghe da deformazione plastica............................................................. 111
6.5 Leghe da fonderia ......................................................................................... 112
6.5.1 Esempi di leghe di zinco................................................................... 113
6.6 La zincatura..................................................................................................... 113
6.6.1 Il processo................................................................................................ 114
6.6.2 Pretrattamenti superficiali............................................................. 115
6.6.2-1Trattamenti in fase di produzione ......................................... 115
4
Indice
5
Alluminio e le leghe di alluminio
MATERIALI METALLICI NON FERROSI
1.1 ALLUMINIO E LE LEGHE DI ALLUMINIO
L’ alluminio è l’elemento chimico facente parte dei metalli del blocco p e
le cui proprietà generali sono le seguenti:
¾ Elemento di numero atomico 13 con struttura reticolare a
temperatura ambiente di tipo c.f.c. ovvero cubico a facce centrate;
¾ Configurazione elettronica Ne3s²3p¹
¾ Densità 2,70 g/cm^3;
¾ Durezza brinell (HB) 2,75;
¾ Punto di fusione 660°C;
¾ Carico di rottura 55-91 MPa;
¾ Modulo di elasticità 66,6 GPa;
¾ Allungamento a rottura 55 %;
¾ Aspetto bianco-argenteo;
¾ Basso peso specifico, pari a circa un terzo di quello dell’acciaio o
delle leghe di Rame;
¾ Elevata resistenza alla corrosione;
¾ Alta conducibilità termica ed elettrica;
¾ Atossicità;
¾ Elevata plasticità;
¾ Eccellente duttilità e malleabilità;
¾ Basso potere radiante;
¾ Ottima saldabilità (a gas, ad arco elettrico, per resistenza);
Esso si trova in associazione con il silicio negli alluminosilicati, nei
feldspati, nelle miche e nelle argille.
Il minerale più importante per la produzione dell' alluminio è la
bauxite, un ossido idrato dell' alluminio che contiene dal 50 al 60 % di
Al2O3 (allumina), dall' 1 al 20 % di Fe 2O3 (ematite), dall'1 al 10 % di
6
Alluminio e le leghe di alluminio
SiO2 (silice), minori quantità di titanio, zirconio, vanadio ed altri
minerali contenenti gli ossidi dei metalli di transizione, con un
contenuto di acqua che varia dal 20 al 30 %.
La bauxite è purificata con il processo Bayer che sfrutta il carattere
anfotero dell' ossido di alluminio (allumina).
Quest’ultimo è solubile nelle basi forti, mentre l' ossido di ferro (III) non
lo è. La bauxite grezza viene disciolta nell' idrossido di sodio (NaOH):
Al2O3 (s) + 2 OH- (aq) + 3 H2O (l) ⇔ 2 Al(OH)4- (aq)
e separata dall' ossido di ferro (III) idrato e dalle altre impurezze
insolubili mediante una filtrazione.
L' ossido di alluminio puro precipita quando la soluzione viene
raffreddata fino a sovrassaturazione e seminata con germi dell' idrato di
alluminio da cristallizzare.
2 Al(OH)4- (aq) ⇔ Al2O3 * 3H2O (s) + 2 OH- (aq)
L'acqua di idratazione viene allontanata con una calcinazione a 1200°C.
Se paragonato al rame, al ferro, all' oro ed al piombo, che erano noti fin
dall' antichità, il metallo alluminio è relativamente recente. Sir
Humphry Davy lo aveva ottenuto come una lega del ferro e
dimostrò la sua natura metallica nel 1809. Fu isolato da H.C. Oersted
nel 1825, in una forma relativamente pura, per mezzo della riduzione
del cloruro di alluminio con un' amalgama di potassio
sciolto nel mercurio, secondo la reazione:
AlCl3 (s) + 3 K(Hg)x (l) ⇔ 3 KCl ( s) + Al(Hg)3X (l)
7
Alluminio e le leghe di alluminio
dai cui prodotti era stato rimosso il mercurio per distillazione.
L' alluminio è rimasto una curiosità di laboratorio fino al 1886 quando
Charles Hall negli Stati Uniti (allora appena laureato a 21 anni presso il
College Oberlin) e Paul Héroult (un francese della stessa età), in modo
indipendente, inventarono un processo efficiente per la sua produzione.
Nel 1991 la produzione mondiale di alluminio con il metodo HallHéroult era stata di circa 1.5.107 tonnellate.
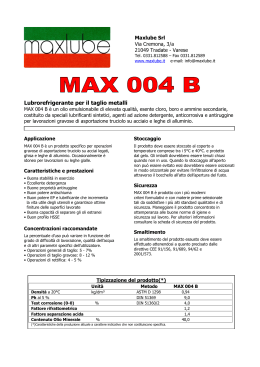
Il processo Hall-Héroult consiste nella deposizione catodica dell'
alluminio dalla criolite fusa (Na3AlF6) che contiene l' ossido o A2lO3 in
soluzione (figura 2).
Ogni cella consiste di una vasca rettangolare d' acciaio, lunga 6 m, larga
2 m ed alta 1 m che funge da catodo, mentre gli anodi di grafite
massiccia si estendono dal tetto della cella fin dentro il bagno di criolite
fusa. Enormi correnti elettriche (50.000 fino a 100.000 A) sono fatte
passare attraverso la cella e fino a 100 di queste celle possono essere
collegate in serie.
La criolite fusa che è completamente dissociata negli ioni Na+ a AlF63- è
un solvente eccellente dell' ossido di alluminio che produce un
equilibrio ripartito tra gli ioni Al+3, AlF2+, AlF2+, ...., AlF63-e O2- nell'
elettrolita. La criolite fonde a 1000 °C ma il suo punto di fusione è
abbassato dall' ossido di alluminio in soluzione in modo che la
temperatura di esercizio è di circa 950 °C.
A confronto con la temperatura di fusione dell' ossido puro A2lO3 (2050
°C), quella della criolite è una temperatura bassa e questa è la ragione
per cui il metodo Hall-Héroult ha avuto successo.
L' alluminio fuso è un po' più denso della massa fusa a 950 °C e perciò
si raccoglie sul fondo della cella, da dove può essere estratto
periodicamente.
8
Alluminio e le leghe di alluminio
Figura 1 : metodo di estrazione dell’ alluminio
1.2 Classificazione
Alluminio
dell’alluminio
e
delle
leghe
di
Le leghe di alluminio si dividono in leghe da fonderia per fabbricazione
di getti e in leghe da deformazione plastica per la produzione di laminati
estrusi e forgiati.
La classificazione internazionale ( Alluminium Association) prevede un
sistema di quattro cifre in cui:
la prima indica la famiglia di leghe;
la seconda le eventuali varianti rispetto alla lega originaria, alla
quale è riservata la cifra 0;
le due ultime cifre indicano infine nella serie 1xxx il grado di
purezza
dell’alluminio
e
nelle
altre
serie
definiscono
specificatamente la combinazione di alliganti, secondo questo
indice:
9
Alluminio e le leghe di alluminio
1XXX
2XXX
3XXX
4XXX
5XXX
6XXX
7XXX
8XXX
9XXX
Alluminio con purezza minima 99.00%
Leghe Al-Cu
Leghe Al-Mn
Leghe Al-Si
Leghe Al-Mg
Leghe Al-Mg-Si
Leghe Al-Zn
Leghe Al con altri elementi
Serie sperimentale
1.3 Trattamenti termici
Facendo riferimento sempre alle norme europee per la classificazione
delle leghe di alluminio, la designazione chimica sopraccitata prevede
inoltre la collocazione di una lettera, separata da un trattino, che
descrive la successione dei trattamenti termici e meccanici che il
materiale subisce prima di essere messo in opera.
Limitandosi ai punti fondamentali, le principali lettere e cifre hanno il
seguente significato:
F
:”grezzo di laminazione” definisce il materiale uscente dal
normale ciclo di produzione tanto che le proprietà meccaniche
non vengono garantite;
O
:”ricotto cristallizzato” definisce la qualità più dolce dei prodotti
semilavorati;
H
:”incrudito” definisce i materiali le cui proprietà meccaniche
sono state aumentate per sola deformazione plastica a freddo.
∼ H1
:”incrudito” in questo caso la cifra successiva ad 1 indica
il grado di deformazione plastica a freddo: spesso è aggiunta
10
Alluminio e le leghe di alluminio
un'altra cifra per indicare il grado di controllo della lavorazione
o per identificare una combinazione di altre proprietà;
∼ H2
:” incrudito e parzialmente ricotto” Si applica ai materiali
di massimo incrudimento, portati poi al livello voluto di
proprietà meccaniche con un trattamento termico di parziale
ricristallizzazione.
∼ H3
: “incrudito e stabilizzato”. Si applica solo alle leghe di
alluminio-magnesio deformate e riscaldate successivamente a
bassa temperatura per fissare nel tempo le proprietà. Il grado
di incrudimento dopo la stabilizzazione è indicato sempre
utilizzando una o più cifre.
W
:”temprato ed invecchiato naturalmente” Si applica solo alle
leghe che invecchiano a temperatura ambiente dopo tempra di
solubilizzazione (viene indicato il tempo di invecchiamento)
T
: “trattato termicamente”. Si applica solo ai materiali trattati
termicamente, incruditi o meno, ed è seguita da una cifra che va
dall’1 al 10.
1.4 Leghe da fonderia
Nelle indicazioni riguardanti la composizione chimica nominale e le
proprietà meccaniche delle principali leghe di alluminio da fonderia,
viene riportato la tipologia di getto utilizzato, a seconda che siano adatte
alla realizzazione di:
Getti in sabbia;
Getti in conchiglia;
Getti presso fusi.
11
Alluminio e le leghe di alluminio
1.4.1 Colata in sabbia a verde.
Questa tecnologia è la più antica e la più ricca di possibilità realizzative;
è anche la più vicina ai sistemi di produzione usati nelle fonderie di
getti di ghisa. Il modello, che serve per ricavare l’impronta esterna del
getto, può essere costruito in legno, in resina o in metallo a seconda del
numero di getti da produrre e dell’intervallo di tempo in cui questi getti
sono prodotti, per assicurare la stabilità dimensionale nel tempo. Lo
stesso dicasi per le casse d’anima, o più frequentemente per le varie
casse d’anima, usate per realizzare sia le cavità interne che le zone di
sottosquadro cioè non sformabili nella direzione principale di
sformatura del modello.
La compattazione della sabbia sul modello può avvenire mediante
pestellatura manuale, a scossa e vibrazione, a compressione idraulica,
mediante il vuoto, ecc.; l’operazione è detta formatura. L’operazione
successiva, cioè l’estrazione del modello dalla forma, è detta sformatura;
l’impronta è il negativo del modello e in nessun caso potrà essere più
precisa nelle dimensioni e più accurata nello stato di rugosità
superficiale del modello stesso. Il modello deve comprendere anche il
sistema di colata (cioè i canali verticali e orizzontali di forma e sezione
calcolata che convogliano il metallo dall’imbuto di colata agli attacchi di
colata) e le materozze, cioè le riserve di metallo liquido che, poste in
posizione più elevata rispetto al getto, devono raffreddarsi per ultime
alimentando le parti più massicce del getto per compensarne il ritiro
volumetrico. Il modello può essere a una o più figure (grappolo). La
forma normalmente è contenuta in un telaio metallico o staffa di
opportuna rigidità e resistenza, ma può essere autoportante se la
coesione è tale da fornire alla terra da fonderia una resistenza
sufficiente alla pressione metallostatica (motta). La terra argillosa
naturale è ormai totalmente sostituita da terre sintetiche ottenute cioè
da sabbie silicee a granulometria determinata, legate con bentonite.
12
Alluminio e le leghe di alluminio
Una percentuale d’acqua, anche se ridotta, è pur sempre necessaria per
sviluppare le capacità coesive della bentonite: si parla perciò di terra a
verde dove verde sta per umido, dall’inglese green.
L’acqua può però decomporsi durante la colata liberando idrogeno e
generando quindi porosità; per ovviare a ciò si può eseguire un
trattamento di flambatura alla sabbia addizionata con materiali peciosi
(a caldo rammolliscono e raffreddandosi danno origine ad uno strato
idrorepellente), ottenendo terre a semisecco. Da notare che le condizioni
di lento raffreddamento dovute alla bassa conducibilità termica della
sabbia non sono favorevoli all’ottenimento di strutture compatte e con
grano cristallino serrato. Per aumentare la velocità di raffreddamento si
introducono i raffreddatori (blocchetti metallici che aiutano a smaltire il
calore di solidificazione).Le operazioni susseguenti alla formatura sono
essenziali:
•
il ramolaggio, cioè il posizionamento accurato delle anime nella
forma utilizzando opportuni riferimenti;
•
la chiusura o accoppiamento delle due o più parti della forma;
•
la colata fatta a mano o automaticamente dal forno e seguita dal
raffreddamento e solidificazione;
•
la disfatura, cioè l’estrazione del getto con il sistema di colata
dalla staffa o dalla motta;
•
la sterratura, cioè lo svuotamento dell’interno del getto dalla
sabbia proveniente dalle anime;
•
la smaterozzatura; cioè la separazione delle materozze e del
sistema di colata;
•
la sbavatura, cioè l’asportazione delle bave dovute ai piani di
divisione della forma;
•
la finitura, cioè l’eliminazione delle eventuali asperità superficiali;
•
il trattamento termico, sempre richiesto per getti di qualità;
•
controlli geometrici e collaudi di funzionalità.
13
Alluminio e le leghe di alluminio
La complessità delle operazioni rende la colata in sabbia a verde più
adatta per la produzione in piccola serie dove gioca a favore il minor
costo delle attrezzature.
1.4.2 Colata in conchiglia a gravità.
Il metallo riempie la forma per azione della gravità e quindi l’ingresso
nella conchiglia deve essere situato ad un livello superiore per ottenere
la giusta pressione metallostatica. La pressione atmosferica, agendo
sulle materozze ancora liquide, riesce a compensare il ritiro dovuto alla
solidificazione. L’entrata lenta del metallo consente l’uso di anime in
sabbia sia per ricavare profili interni che per ottenere sottosquadri. La
conchiglia è costituita da un minimo di due parti (una mobile e una
fissa). La sequenza delle operazioni è la seguente:
•
preparazione della conchiglia (pulizia);
•
colata;
•
estrazione del getto con sterratura;
•
taglio delle materozze e sbavatura delle linee di divisione.
Si può influenzare il raffreddamento verniciando con isolanti parti della
conchiglia (la verniciatura migliora anche lo scorrimento) o prevedendo
tagli termici. Il sistema di colata deve prevedere un passaggio
preferenziale per le sezioni sottili. La precisione e la qualità superficiale
sono intermedie fra la colata in sabbia e la pressocolata.
1.4.3 Colata a bassa pressione.
La caratteristica fondamentale di questa tecnologia è che la macchina
idraulica di movimentazione delle parti mobili della conchiglia è
disposta sopra il forno di attesa in modo da consentirne il riempimento
dal basso attraverso un tubo verticale in materiale ceramico. Lo stampo
14
Alluminio e le leghe di alluminio
è a pressione atmosferica mentre il forno viene pressurizzato con aria
compressa pari ad una colonna di alluminio di circa 2 m, sufficiente
alla
salita
del
metallo
nello
stampo.
Il
forno
deve
essere
necessariamente a tenuta e quindi non c’è la possibilità di usare il
riscaldamento a fiamma, ma è obbligatorio quello elettrico. Dopo un
tempo prefissato la sovra-pressione nel forno viene azzerata e il metallo
nel tubo di iniezione ritorna nel forno stesso. Le successive operazioni
comprendono l’estrazione del getto, la sterratura, la sbavatura e il
trattamento
termico.
La
smaterozzatura
è
molto
semplice.
Recentemente la colata a bassa pressione ha avuto un grande sviluppo
tecnologico
legato
alle
esigenze
qualitative
e
quantitative
della
produzione di cerchioni (foto 5) arrivando a colare contemporaneamente
4 cerchioni. I vantaggi del processo risiedono nell’alta resa e nelle
operazioni di finitura ridotte. Questa tecnologia ben si presta per
ottenere oggetti simmetrici rispetto ad un asse verticale e per quelli privi
di zone massive isolate. E’ possibile mettere lo stampo in depressione
invece del forno in pressione (richiede però una migliore progettazione
dello stampo per evitare zone dove il metallo non arrivi) come per i
processi Alcoa/Toyota.Una variante è costituita dal processo in
contropressione: la macchina e il forno (in pressione) sono inseriti in
una stanza a circa 10 bar, quindi la solidificazione avviene sotto una
pressione pari a 35-40 m di alluminio con conseguente ottenimento di
una struttura molto più compatta e costosa.
1.4.3 Pressocolata.
Conosciuta con il nome inesatto di pressofusione questa tecnologia è la
più diffusa per le grandi serie, a causa del basso costo di trasformazione
abbinato al minor costo delle leghe secondarie utilizzabili, alla buona
precisione dimensionale e all’ottimo grado di finitura superficiale. Le
caratteristiche meno positive sono l’impossibilità di usare le anime in
15
Alluminio e le leghe di alluminio
sabbia e quindi di ottenere cavità interne non sformabili direttamente,
l’impossibilità di eseguire sui getti il trattamento termico e la saldatura
(a causa delle minuscole particelle di aria che restano intrappolate
durante la colata).
Il processo di colata sotto pressione si svolge iniettando il metallo ad
alta velocità in uno stampo di acciaio tenuto chiuso e bloccato in una
pressa idraulica che contrasta l’apertura dello stampo (ne esistono da
1.000 a 40.000 kN). La forza di iniezione è pari al 15% circa della forza
di chiusura per le macchine piccole e al 7% per le grandi. Lo stampo è
diviso in due semistampi, uno fisso e l’altro mobile. Il gruppo di
iniezione è costituito da un contenitore orizzontale entro cui si versa il
metallo e in cui scorre il pistone di iniezione.
L’iniezione viene effettuata in tre fasi con accelerazioni crescenti allo
scopo
di
ottenere
un
riempimento
ottimale
dello
stampo.
Sul
semistampo mobile sono disposti gli elementi mobili dello stampo, la cui
funzione è quella di ricavare nel getto profili sottosquadro. La
disposizione del getto (o dei getti) è studiata in modo da realizzare il
riempimento dell’impronta dal basso verso l’alto, passando attraverso la
materozza, i canali di colata, i getti e i pozzetti di lavaggio (destinati ad
accogliere ed eliminare il primo metallo, più freddo ed inquinato dal
lubrificante).
Di
grande
importanza
per
questa
tecnica
è
il
raffreddamento interno dello stampo, ottenuto con canalizzazioni o linee
d’acqua disposte opportunamente nelle zone più sollecitate. Importanti
sono pure il raffreddamento esterno e la lubrificazione dell’impronta
effettuati al duplice scopo di facilitare lo scorrimento del metallo e il
distacco del grappolo dallo stampo. La temperatura a regime dello
stampo è compresa fra 180 e 230° C. Rispetto alle altre tecnologie qui è
eseguita la pallinatura. L’ottenimento degli alti livelli di produttività è
condizionato però da elevatissimi investimenti nelle macchine e nei
dispositivi ausiliari, da una progettazione molto sofisticata degli stampi
16
Alluminio e le leghe di alluminio
con conseguenti alti costi di produzione e dalla disponibilità di
personale specializzato per la manutenzione delle macchine e degli
stampi. Per migliorare la qualità del prodotto si può intervenire
sull’iniezione. Un sistema particolare realizza l’iniezione in un’unica
fase, con un andamento a parabola della velocità del pistone nell’intento
di evitare il ripiegamento su se stesso del metallo al momento del
passaggio
dalla
bassa
alla
alta
velocità,
che
altrimenti
causa
l’intrappolamento dell’aria nel getto.
Le inclusioni d’aria si possono anche evitare facendo il vuoto nello
stampo, che determina una maggiore qualità per i getti a parete sottile e
consente il trattamento termico
1.5 Leghe da deformazione plastica
La maggior parte delle leghe di alluminio viene utilizzata allo stato
semilavorato, cioè viene realizzata per deformazione plastica.
Grazie
all’
affinamento
e
all’
omogeneizzazione
del
grano
e
all’incrudimento introdotto dalla lavorazione meccanica della lega
laminata, viene aumentata la resistenza meccanica.
Le leghe si suddividono in due grosse categorie:
1. leghe non trattabili termicamente, ovvero induribili solo per
deformazione plastica a freddo (stato metallurgico H)
2. leghe trattabili termicamente, cioè induribili per precipitazione di
fasi coerenti e semicoerenti (stato metallurgico T).
1.5.1 Leghe non trattabili termicamente
Queste classe di leghe è rinforzata a deformazione plastica a freddo e le
procedure effettuatesi mirano a migliorarne le proprietà meccaniche.
17
Alluminio e le leghe di alluminio
1.5.2 Leghe trattabili termicamente
I principali trattamenti termici dell’alluminio e delle leghe di alluminio
comprendono :
¾ ricottura
¾ distensione;
¾ solubilizzazione;
¾ indurimento per precipitazione (invecchiamento)
1.6 Indurimento per Precipitazione
Il trattamento termico si riferisce a tutte quelle operazioni di
raffreddamento e di riscaldamento che sono eseguite con l’intento di
cambiare proprietà meccaniche, struttura metallurgica o lo stato di
stress residuo di un prodotto metallico. Comunque, quando il termine è
applicato alle leghe in Alluminio, il suo uso è spesso ristretto alle
specifiche operazioni impiegate per incrementare la durezza e la
resistenza delle leghe suscettibili di indurimento per precipitazione.
Tale meccanismo consiste in un aumento della difficoltà nel moto delle
dislocazioni a seguito di un’opportuna distribuzione di particelle
all’interno dei grani. E’ opportuno evitare la formazione dei precipitati a
bordo grano, dal momento che il bordo grano si comporta già come una
barriera al moto dislocazionale
Queste sono generalmente indicate come le “heat treatable alloys” per
distinguerle da quelle leghe nelle quali alcun rilevante indurimento può
essere
ottenuto
scaldando
o
raffreddando.
Per
queste
ultime,
generalmente dette “non heat treatable alloys”, l’indurimento è ottenuto
per lavorazione a freddo.
Un essenziale attributo affinché una lega indurisca per precipitazione è
che il suo diagramma di fase presenti la curva di solubilità che aumenta
con la temperatura.
18
Alluminio e le leghe di alluminio
Sebbene molti dei sistemi binari a base di alluminio presentino questo
attributo, molti mostrano un indurimento per precipitazione poco
rilevante, queste leghe non sono quindi considerate “heat treatable”.
I maggiori gruppi di leghe che presentano un considerevole indurimento
includono:
¾ Alluminio – Rame
¾ Alluminio – Rame – Magnesio
¾ Alluminio – Magnesio – Silicio
¾ Alluminio – Zinco – Magnesio
¾ Alluminio – Zinco – Magnesio – Rame
Il trattamento termico tipico consiste in tre stadi noti come :
1. Solubilizzazione – viene condotta ad una temperatura superiore
a quella corrispondente al limite di solubilità della percentuale di
soluto in esame all’interno dell’alluminio per un tempo sufficiente
a garantirne l’omogeneizzazione;
2. Tempra – La tempra consiste nel raffreddamento molto rapido
del metallo scaldato immergendolo in un liquido refrigerante
come può essere l’acqua, o nel caso di tempra criogenica, alla
temperatura
dell’azoto
liquido.
Quest’operazione
impedisce
un’apprezzabile diffusione degli elementi, così si può assumere
che la soluzione solida viene portata a temperatura ambiente
essenzialmente senza variazioni. Così la lega che era leggermente
insatura alle temperature più alte, diviene a temperatura
ambiente estremamente insatura. La lega quindi è in una
condizione molto instabile e, compatibilmente con le condizioni
19
Alluminio e le leghe di alluminio
ambientali, evolverà spontaneamente verso una condizione
di
maggior equilibrio
3. Invecchiamento
(ageing)
–
è
la
parte
fondamentale
del
trattamento e prevede il mantenimento della lega ad una
temperatura intermedia tra quella di solubilizzazione e quella
ambiente. Un metodo usato per sviluppare le proprietà delle
leghe è quello di condurre una precipitazione controllata di
particelle molto fini sia a temperatura ambiente (natural aging)
sia elevata (artificial aging). In genere, la precipitazione non
comincia immediatamente ma richiede un cosiddetto “incubation
time” per formare dei nuclei sufficientemente grandi e stabili;
dopo di che può avere inizio il processo di crescita.La velocità alla
quale avviene la precipitazione varia con la temperatura. A
temperature molto basse la velocità di reazione è controllata dalla
velocità alla quale gli atomi possono migrare. A temperature
appena al di sotto la “solvus line” la velocità di precipitazione è
molto bassa, poiché la velocità di nucleazione è bassa essendo la
soluzione solo leggermente sovrasatura quindi in questo caso la
precipitazione è controllata dalla velocità con cui i nuclei possono
formarsi.A temperature intermedie tra i due appena menzionati
estremi, la velocità di precipitazione aumenta sino a raggiungere
un massimo e quindi il tempo per completare la precipitazione è
molto corto.Sperimentalmente è possibile ottenere la tipica
“hardening curve”, mostrando l’effetto del tempo sulla durezza.La
forma della curva di invecchiamento, dipende primariamente da
due variabili, la temperatura e la composizione della lega.
20
Alluminio e le leghe di alluminio
1.7 Principali leghe di Alluminio
Serie 1000: (Alluminio industrialmente puro - almeno 99%); le leghe di
questa serie sono caratterizzate da eccellente resistenza alla corrosione,
conducibilità
caratteristiche
termica
ed
meccaniche
elettrica
piuttosto
elevate,
basse.
buona
Le
lavorabilità,
caratteristiche
meccaniche possono essere aumentate, entro certi limiti, mediante
incrudimento.
Le
principali
applicazioni
comprendono
impianti
chimici,
corpi
riflettenti, scambiatori di calore, conduttori e condensatori elettrici,
applicazioni architettoniche e decorative.
Serie 2000: (nome commerciale Avional); il principale elemento di lega è
il Rame; in alcune leghe vi sono aggiunte di magnesio e manganese. Si
tratta di leghe da trattamento termico (richiedono un trattamento di
solubilizzazione, tempra ed invecchiamento per sviluppare i valori
meccanici
di
impiego);
dopo
trattamento
termico
sviluppano
caratteristiche meccaniche confrontabili con quelle degli acciai al
carbonio. Per esempio la lega 2017-0 possiede, dopo tempra di
solubilizzazione, un carico di rottura di 178 MPa ed un allungamento
percentuale del 22% ; per invecchiamento naturale la resistenza cresce
21
Alluminio e le leghe di alluminio
rapidamente nelle prime ore e dopo 4-5 giorni si stabilizza intorno a
valori di 425 MPa, mentre l’allungamento rimane invariato.
La loro resistenza alla corrosione è meno elevata di quella di altre leghe
di Alluminio; per questo motivo in applicazioni critiche richiedono
opportuni sistemi di protezione; per la medesima ragione le lamiere
sottili sono disponibili anche in versione placcata con altre leghe di
Alluminio con migliore resistenza a corrosione.
Vengono utilizzate per parti e strutture che richiedono elevati rapporti
resistenza/peso (ruote di velivoli e mezzi di trasporto terrestre, strutture
aeronautiche, sospensioni automobilistiche) per temperature di impiego
fino a circa 150 °C. Sono caratterizzate da eccellente lavorabilità alle
macchine utensili e (tranne la lega 2219) da limitata saldabilità per
fusione. Il sistema Alluminio - Rame possiede un eutettico Al-AlCu2 alla
temperatura di 548 °C e alla composizione 33% di Cu in peso.
L’indurimento di queste leghe avviene per precipitazione.
22
Alluminio e le leghe di alluminio
Le leghe binarie Al-Cu non sono molto usate commercialmente. Con
l’aggiunta di elementi quali Mg, Mn, Si, Ni, Li, esse vengono usate
spesso per applicazioni strutturali sugli aerei e in generale dove
occorrono buone caratteristiche meccaniche e leggerezza.
1.7.1 Esempi di leghe Al-Cu
Lega 2017(semilavorate): contenente il 4% di rame ed è utilizzata per
chiodature
di
strutture
aeronautiche;
è
una
lega
invecchiabile
naturalmente e viene conservata dopo solubilizzazione a temperatura
ambiente. Ha una buona duttilità ed è possibile accrescere la durezza e
la resistenza meccanica con successivi riscaldamenti.
Lega 2024(semilavorate): contenente il 4.5 % di rame e l’1.5 % di
magnesio possiede allo stato di invecchiamento naturale la resistenza
meccanica più elevata, tuttavia il maggior tenore di magnesio rispetto
alla 2017 rende più difficile la produzione
Lega 2218(semilavorate): contenente il 4.5 % di rame e il 2 % di nichel
e stata recentemente sviluppata per usi a temperature elevate quali si
hanno nelle teste forgiate di cilindri e pistoni
Serie 3000: il principale elemento in lega è il Manganese; in generale il
vantaggio conferito dal Manganese è quello di aumentare la resistenza
meccanica delle leghe lavorate e di ridurre la sensibilità alla corrosione
intergranulare ed alla stress corrosion, ma l’eventuale presenza di
composti intermetallici causa una diminuzione di duttilità. Le leghe AlMn formano un eutettico alla temperatura di 658 °C e per una
composizione del 2% in manganese; la fase intermetallica che si separa
è MnAl6
23
Alluminio e le leghe di alluminio
.
Questo sistema si trova raramente in equilibrio e il Manganese, che ha
una solubilità molto ridotta nell’Alluminio, non è portato in soluzione
solida nella percentuale prevista dal diagramma di stato, e così MnAl6
appare come microcostituente anche per percentuali molto basse di
manganese; infatti è usato in percentuali di poco superiori all’1% in
peso nelle leghe non trattabili termicamente e in quantità maggiori nelle
leghe trattabili al calore
1.7.2 Esempi di leghe Al-Mn
Lega 3003(semilavorate): contenente lo 0,12% di rame e l’ 1,2 % di
manganese:
presenta buone caratteristiche di formabilità e saldabilità, nonche
buona resistenza alla corrosione. Il suo campo applicativo riguarda la
realizzazione di utensili e contenitori di sostanze alimentari e chimiche,
serbatoi recipienti in pressione e tubazioni.
24
Alluminio e le leghe di alluminio
Serie 4000: il principale elemento di lega è il Silicio; la sua importanza è
dovuta all’aumento di fluidità e alla riduzione del coefficiente di
dilatazione termica conferito dall’aggiunta di piccole quantità di questo
alligante, proprietà molto utile nella tecnologia dei getti e nelle
saldature. Il sistema Al-Si forma un eutettico alla temperatura di 577 °C
ad una percentuale di silicio dell’11.7% in peso; poiché questo sistema
non forma composti intermetallici, il Silicio precipita direttamente dalla
matrice della soluzione solida primaria. La durezza delle particelle di
Silicio conferisce infine una buona resistenza all’usura. Nell’uso
commerciale a questo sistema vengono aggiunti altri elementi in lega
quali per esempio il Rame e il Magnesio.
Le proprietà di talune leghe di alluminio-silicio possono essere
migliorate mediante inoculazione di piccoli tenori di sodio metallico nel
bagno poco prima della colata, in quanto ciò permette l’affinamento del
grano e di conseguenza si ottiene una struttura più tenace.
25
Alluminio e le leghe di alluminio
1.7.3 Esempi di leghe Al-Si
Lega 4032(semilavorate): contenente lo 12,2 % di silicio, lo 0,9 % di
rame e l’ 1,0 % di magnesio ha buona forgiabilità e basso coefficiente di
espansione termica. E’ usata per pistoni forgiati di automobili
Lega 13-lega 43(in getto): contenente rispettivamente il 12 % e il 5 %
di silicio, hanno un’ eccellente colabilità e resistenza alla corrosione;
sono usate per getti di forma complessa a tenuta di pressione, come
apparecchiature di manipolazione di sostanze alimentari e raccorderai
marina
Serie 5000: (nome commerciale Peraluman); il principale elemento di
lega è il Magnesio, che conferisce doti particolari di resistenza alla
corrosione, oltre a buona resistenza a caldo ed ottime doti di duttilità e
lavorabilità.
In
genere
non
richiede
trattamento
termico
di
invecchiamento e presentano buona saldabilità per fusione. Il Magnesio
mostra una buona solubilità nell’alluminio (seconda solo allo zinco) e,
per questo, leghe con concentrazioni minori del 7% non mostrano una
apprezzabile precipitazione (tuttavia se sono presenti altri elementi
questa percentuale diminuisce), ma è possibile comunque ottenere un
discreto effetto indurente tramite la lavorazione a freddo, visto che il
Magnesio permette di conservare un’ottima duttilità; infatti si tratta di
leghe da incrudimento le cui caratteristiche meccaniche possono essere
aumentate mediante laminazione a freddo, mentre non si possono
aumentare mediante trattamento termico; le caratteristiche meccaniche
sono in generale inferiori a quelle delle leghe della serie 2XXX.
Il Magnesio fornisce inoltre un’eccellente resistenza alla corrosione e
una buona saldabilità: queste caratteristiche vengono sfruttate nella
costruzione delle carrozzerie in Alluminio. La resistenza alla corrosione
è elevata, anche in ambiente marino.
26
Alluminio e le leghe di alluminio
L’eutettico Al-Mg2Al3 si ha ad una concentrazione di 35% di Mg in peso
ad una temperatura di 450 °C. Per causare la precipitazione di Mg2Al3
(fase b), che ha un reticolo f.c.c., la lega deve essere trattata a
temperature tra 200 e 300°C e per un tempo dipendente dalla
temperatura scelta. La precipitazione avviene preferenzialmente sui
piani {100}, seguita da quella sui piani {120}. La precipitazione può
essere continua o discontinua, a seconda della temperatura di tempra
adottata; quella continua genera una struttura di tipo "Wiedmastatten",
la cui dimensione principale decresce all’aumentare della temperatura
di tempra e mostra un limitato effetto indurente. La modalità di
formazione della fase b è importante anche per la resistenza alla
corrosione: per ottimizzarla, essa deve presentarsi in particelle discrete
priva di struttura tipo network a bordo grano, da evitare anche perché
riduce drasticamente la duttilità.
27
Alluminio e le leghe di alluminio
1.7.4 Esempi di leghe Al-Mg
Lega 5052(semilavorate): contenente lo 2,5 % di magnesio e lo 0,25 %
di cromo; è utilizzata per tubature di olio combustibile e di gasolio.
Lega 5083(semilavorate) :contenente lo 4,4 % di magnesio e lo 0,7 %
di manganese e lo 0,25 % di cromo; utilizzata per applicazioni marine e
strutture saldate.
Lega 5056(semilavorate) :contenente lo 5 % di magnesio e lo 0,12 % di
manganese e lo 0,12 % di cromo, il cui utilizzo riguarda guaine di cavi e
chiodatura di componenti strutturali in lega di magnesio.
Lega 214-218-220(in getto) : contenenti rispettivamente il 4%, l’ 8% e
il 10 % di magnesio presentano la migliore resistenza alla corrosione in
acqua di mare e le più elevate proprietà meccaniche tra tutte le leghe di
Al-Mg, con la sola differenza che la 220 è la sola lega induribile per
invecchiamento
Serie 6000: (nome commerciale Anticorodal); i principali elementi di lega
sono Silicio e Magnesio. Si tratta di leghe da trattamento termico; dopo
trattamento termico sviluppano caratteristiche meccaniche intermedie,
in generali inferiori a quelle delle leghe della serie 2000.
Presentano buona formabilità, lavorabilità, truciolabilità e saldabilità.
Vengono utilizzate per applicazioni architettoniche, telai motociclistici e
ciclistici, strutture saldate in genere. Questo sistema costituisce la
classe principale di leghe per i pezzi lavorati a caldo e per quelli ricavati
da fusione. Esse riescono a combinare alcune caratteristiche favorevoli:
buone resistenze meccaniche, sensibilità relativamente bassa alla
tempra, buona resistenza alla corrosione.
L’indurimento avviene soprattutto per precipitazione del composto
Mg2Si. Per ottenere prodotti estrusi con questa lega normalmente si
mantengono Mg e Si al di sotto dell’1.5% in peso. Il Silicio, infine,
28
Alluminio e le leghe di alluminio
aumenta la fluidità del fuso e riduce il coefficiente di dilatazione, come
già detto anche per le leghe Al-Si; inoltre aumenta la resistenza alla
corrosione intergranulare tipica di questa lega.
1.7.4 Esempi di leghe Al-Si-Mg
Il magnesio ed il silicio si combinano insieme formando un composto,
denominato il siliciuro di magnesio (Mg2Si), che a sua volta forma un
eutettico con l’alluminio.
La maggior resistenza meccanica, infatti è dovuta alla precipitazione del
composto Mg2Si, dopo invecchiamento, nella soluzione di alluminio.
Lega 6061 (semilavorate): contenente lo 0,6 % di silicio, lo 0,28 % di
rame, l’1 % di manganese e lo 0,2 % di cromo;
Lega 6063 (semilavorate): contenente lo 0,4 % di silicio, lo 0,7 % di
manganese, entrambe caratterizzate da un eccellente resistenza alla
corrosione
e
risultano
più
lavorabili
di
altre
leghe
trattabili
termicamente. Tipiche applicazioni includono parti di aereo, mobili,
parapatti di ponti ed elementi architettonici.
Lega 355 (in getto) : contenente il 5 % di silicio, l’1,3 % di rame, e lo
0,5 % di manganese;
Lega 356 (in getto) : contenente il 7 % di silicio, lo 0,3 % di manganese
e lo 0,2 % di ferro;
Lega 360 (in getto) : contenente il 9,5 % di silicio, lo 0,55 % di
manganese e l’1 % di ferro, hanno una combinazione ottimale di
colabilità, compattezza e resistenza alla corrosione ed alle sollecitazioni.
Inoltre dopo trattamento termico possiedono proprietà meccaniche
molto simili a quelle delle leghe di alluminio-rame.
29
Alluminio e le leghe di alluminio
Serie 7000: (nome commerciale Ergal); Il principale elemento di lega è lo
Zinco, l’elemento che ha la solubilità più elevata nell’alluminio, e con
esso forma un eutettico ad una concentrazione del 95% in peso di Zn
alla temperatura di 382 °C: così, per quasi tutte le composizioni, si ha
solidificazione di una soluzione solida primaria; al calare della
temperatura il suo campo di stabilità crolla e si ha precipitazione di
Zinco. Generalmente le leghe binari Al-Zn non vengono usate, ma
vengono preferite leghe Al-Zn-Mg. Si tratta di leghe da trattamento
termico; queste leghe sviluppano le caratteristiche meccaniche più
elevate tra le leghe d’Alluminio; lo Zinco aumenta la resistenza e la
durezza, oltre a favorire l’autotemprabilità della lega. Le leghe Al-Zn-Mg,
trattate termicamente, hanno la più elevata resistenza a trazione di
tutte le leghe di alluminio.
Le leghe con le caratteristiche meccaniche più elevate possono
presentare sensibilità a tensocorrosione; per questo motivo sono stati
sviluppati trattamenti "stabilizzanti" specifici.
Presentano buona lavorabilità alle macchine utensili e, nella maggior
parte dei casi, scarsa saldabilità per fusione. Vengono utilizzate per
strutture aeronautiche e di mezzi di trasporto, ed in generale per parti
molto sollecitate.
30
Alluminio e le leghe di alluminio
1.7.5 Esempi di leghe Al-Zn
Lega 7079 (semilavorate) : contenente lo 0,6 % di rame, lo 0,2 % di
manganese,il 3,3 % di magnesio, lo 0,17 % di cromo e il 6,7 % di zinco.
Lega 7178 (semilavorate) : contenente il 2,7 % di magnesio, lo 0,26 %
di cromo e il 6,8 % di zinco.
31
Alluminio e le leghe di alluminio
1.8 Trattamenti Superficiali- Anodizzazione
I trattamenti chimici di conversione superficiale hanno un ruolo molto
importante nella tecnologia dell’Alluminio, e quelli utilizzati per le leghe
di alluminio sono:
Trattamenti
di
preparazione
delle
superfici:
sgrossatura,
decapaggio, lucidatura chimica e lucidatura elettrolitica;
Trattamenti
meccanici:
pallinatura,
smerigliatura,
lucidatura,
brillatura, sabbiatura, spazzolatura;
Trattamenti
chimici
ed
elettrolitici:
passivazione
chimica,
anodizzazione, rivestimenti galvanici;
Trattamenti fisici: metallizzazione a spruzzo, metallizzazione sotto
vuoto, metallizzazione per immersione.
Tuttavia i
risultati ottenibili con questi metodi sono globalmente
inferiori a quelli ottenuti con il processo di anodizzazione con bagni di
acido solforico per qualità di finitura, range di applicazioni e protezione
alla corrosione. I ricoprimenti ottenuti per via elettrolitica sono superiori
anche dal punto di vista meccanico e di resistenza all’abrasione. La
natura porosa dei film di ossidi permette anche la produzione di
ricoprimenti colorati tramite la deposizione di pigmenti organici e
metallici.
Figura 2 : processo di anodizzazione
32
Alluminio e le leghe di alluminio
Quando una corrente elettrica è fatta circolare attraverso una cella
elettrolitica nella quale l’Alluminio funge da anodo, gli anioni migrano
verso l’anodo, al quale cedono le cariche elettriche che trasportano, e si
depositano su di esso
In soluzione acquosa gli anioni sono costituiti in gran parte da
Ossigeno, il quale si combina con l’Alluminio. In funzione della
solubilità delle specie chimiche che si depositano sul metallo si possono
avere quattro condizioni distinte:
1. Prodotti insolubili nell’elettrolita: formano uno strato molto
adeso e in pratica elettricamente non conduttivo sull’anodo. La
crescita del film procede finché la resistenza dello strato non
impedisce la circolazione della corrente. Gli spessori degli strati
prodotti sono normalmente molti sottili e compatti. Sono ottenuti
in soluzioni di sali di borati o tartarati, con l’applicazione di
elevati campi elettrici, soprattutto per la protezione di substrati
di piccolissimo spessore.
2. Prodotti poco solubili nell’elettrolita: formano uno strato ad
elevata adesione, isolante se asciutto. In questo caso la crescita
del film avviene in contemporanea alla sua parziale dissoluzione,
portando
alla
formazione
di
porosità
che
garantisce
la
circolazione della corrente fino ad un valore limite, al quale il
tasso
di
crescita
dell’ossido
uguaglia
quello
della
sua
dissoluzione e la crescita perciò si arresta. Lo spessore massimo
ottenibile dipende da molti fattori, tra i quali la natura
dell’elettrolita e la geometria del campo applicato. E’ importante
notare che la reazione di anodizzazione avviene all’interfaccia
Alluminio – Ossido di Alluminio, ovvero il film cresce dall’interno,
con conseguente consumo di materiale del substrato, che diventa
33
Alluminio e le leghe di alluminio
via via più sottile. Tuttavia le dimensioni totali del manufatto
aumentano a causa del maggior volume occupato dallo strato
d’ossido. Questa condizione è impiegata nei processi industriali
che operano con acido cromico, solforico od ossalico.
3. Prodotti di formazione moderatamente solubili: in queste
condizioni il risultato dell’operazione è di una pulizia elettrolitica
della superficie del metallo, simile nei risultati ad un lavaggio
chimico,
e
generalmente
utilizzata
come
trattamento
di
preparazione ad operazioni successive.
4. Prodotti di formazione solubili: in questa condizione il metallo
si dissolve finché non satura la soluzione; avviene in acidi e basi
forti. Ne deriva perdita degli strati superficiali dello stesso, che
una volta riportato in ambiente naturale si ossida e passiva
molto velocemente.
Spesso, al termine del processo di anodizzazione vera e propria, si
effettua una sigillatura della porosità tramite idratazione dello strato piu
esterno, che acquista così una migliore finitura superficiale. E’ possibile
anche operare un trattamento di colorazione, con particolari processi
anche di elettrocolorazione.
1.9 Saldatura
L’ allumino e le sue leghe sono saldabili in diversa misura a seconda
della composizione chimica e delle peculiarità fisico-meccaniche; i
componenti in lega di alluminio possono essere collegati tramite una
grande varietà di metodi, tra i quali menzioniamo:
34
Alluminio e le leghe di alluminio
¾ La saldatura ossiacetilenica, caduta in disuso perché più
lenta di TIG e MIG, può causare distorsioni del pezzo per
eccessivo surriscaldamento; prevede l’uso di fondenti costituiti
da fluoruri e cloruri alcalini (Litio, Sodio, Potassio) che
reagiscono con l’allumina trasformandola in sali leggeri che
rimangono sulla superficie del bagno. A saldatura ultimata si
deve procedere ad un accurato lavaggio per evitare fenomeni di
corrosione (bacchette tubolari contenenti il fondente si trovano
in commercio).
¾ La saldatura elettrica per resistenza è applicabile senza
impiego di fondenti ma considerata l’elevata conduttività
elettrica e termica di queste leghe sono necessarie elevate
intensità di corrente e tempi brevissimi. Viene utilizzata per
spessori fino a 5 mm.
¾ Le saldature al plasma, con fascio elettronico e laser,
forniscono dei giunti molto efficienti ma quasi sempre
prevalgono considerazioni economiche a scapito della alta
resistenza, elevata affidabilità e qualità portando alla scelta di
altre tecniche di saldatura.
¾ Industrialmente i processi maggiormente impiegati sono il MIG
(metal inert gas welding): saldatura ad arco sotto gas inerte
con elettrodo di metallo fusibile alimentato in corrente
continua e polarità inversa, il TIG (tungsten inert gas welding):
saldatura ad arco in atmosfera inerte con elettrodo di
tungsteno in genere alimentato da corrente alternata.
35
Alluminio e le leghe di alluminio
Uno dei problemi che, purtroppo, si riscontrano nella saldatura è la
forte tendenza dell’alluminio e delle sue leghe a ricoprirsi rapidamente
di uno strato di ossido (Al2O3)che ostacola il processo di saldatura per il
suo elevato punto di fusione. Altro aspetto da tener presente è che sia la
dilatazione termica, sia il ritiro durante la solidificazione sono rilevanti
in questi materiali e ciò comporta la formazione di cricche durante la
saldatura.
36
Magnesio e le leghe di Magnesio
2.1 Magnesio e le leghe di Magnesio
Il magnesio è l’elemento chimico facente parte dei metalli alcalini terrosi
del blocco p e le cui proprietà generali sono le seguenti:
¾ Elemento di numero atomico 12 con struttura reticolare a
temperatura ambiente di tipo e.c. ovvero esagonale compatto;
¾ Configurazione elettronica Ne3s²;
¾ Densità 1,74 g/cm^3;
¾ Durezza Brinnell (HB) 2,5;
¾ Punto di fusione 649,85°C;
¾ Carico di rottura 185-232 MPa;
¾ Modulo di elasticità 45 GPa;
¾ Allungamento a rottura 4-6 %;
¾ Aspetto bianco argento;
¾ Basso peso specifico, pari a circa due terzi di quello dell’alluminio;
¾ Eccellente lavorabilità meccanica;
¾ Buone caratteristiche di resistenza e di stabilità alla corrosione;
¾ Ottima saldabilità (a gas, ad arco elettrico, per resistenza;
¾ Ottima capacità di smorzamento delle vibrazioni;
¾ Buona resistenza all’usura;
¾ Alta conducibilità termica ed elettrica;
¾ Buona resistenza a fatica;
¾ Bassa inerzia;
¾ Alta capacità di deformazione a caldo;
¾ Possibilità di protezione anticorrosione;
¾ Ottima colabilità;
¾ Atossicità ;
¾ Non magnetico.
37
Magnesio e le leghe di Magnesio
2.2 Estrazione del Magnesio
Il magnesio è l’ottavo elemento più abbondante sulla crosta terrestre e
rappresenta circa il 2,5% della sua composizione.
Nello schema
seguente sono riportati i metodi di produzione dei lingotti di magnesio
attualmente più diffusi.
I.G.
Processi a
raffinazione
elettrolitica
DOW
AMC
PROCESSI DI
PRODUZIONE
DEI LINGOTTI
PIDGEON
Processi
a
reazione
MAGNETHERMM
I processi elettrolitici interessano il cloruro di magnesio anidro (MgCl2)
ricavato dall’acqua del mare, dei laghi salati e dalla magnesite che
costituisce circa l’80% dell’output, mentre i processi termici interessano
la riduzione dell’ossido di magnesio (MgO) per mezzo del ferro-silicio,
derivato dai minerali carbonati come la dolomite [CaMg(CO3)2] e la
magnesite [MgCO3]. La calcinazione della magnesite produce anche
ossido di magnesio, di cui un’enorme quantità viene usata per la
produzione di refrattari.
La quantità di energia in gioco nella produzione di magnesio metallico è
38
Magnesio e le leghe di Magnesio
molto elevata a causa della sua reattività; si passa così dai 394 MJ/Kg
del processo elettrolitico ai 276 MJ/Kg del processo magnetotermico.
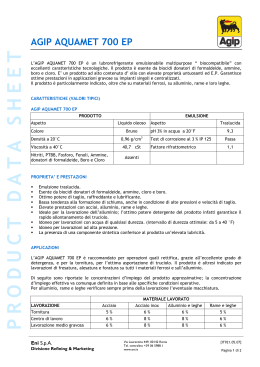
2.2.1 Il Processo Elettrolitico
L’elettrolisi del cloruro di magnesio fuso si compie in vasche di ghisa o
di ferro: l’anodo A (fig. 19) è di grafite, il catodo C di ferro. Il cloro che si
sviluppa all’anodo viene convogliato all’esterno, mediante opportuno
dispositivo
che
riscaldamento
ne
della
impedisce
cella
di
il
contatto
elettrolisi
può
con
il
essere
magnesio.
eseguito
Il
sia
dall’esterno, sia per azione della stessa corrente che provoca l’elettrolisi.
Si ottiene magnesio puro al 99.9%
Figura 3: cella elettrolitica per la produzione del magnesio:
(A) anodo di grafite; (B) aperture per riscaldamento a gas; (C) catodi di
ferro; (G) recipiente di ghisa; (R) refrattario.
Il cloruro di magnesio anidro per l’elettrolisi può essere preparato
per disidratazione del biidrato in corrente di acido cloridrico secco, o di
cloruro di ammonio. Esso si prepara inoltre su vasta scala facendo
reagire il cloro, che si sviluppa dalle celle di elettrolisi, su una miscela di
ossido di magnesio e carbone.
39
Magnesio e le leghe di Magnesio
L’ossido di magnesio, mescolato con coke in polvere, viene foggiato a
forma di sferette, usando cloruro di magnesio come legante. Le sferette
vengono riscaldate e poi caricate nell’impianto di clorurazione in cui si
raggiunge una temperatura di 1100 °C mediante riscaldamento
elettrico. Il risultato è il cloruro di magnesio anidro, secondo la reazione:
MgO + C + Cl 2 → MgCl2 + CO
il quale passa direttamente nelle celle di elettrolisi [2,3,10].
Per ciò che riguarda i processi riportati nella figura 1.16, quelli di
natura elettrolitica si differenziano sopratutto per il grado di idratazione
dell’MgCl2 e per la struttura della cella elettrolitica.
In particolare:
→ Processo I.G. (IG Farbenindustrie):
è simile a quello usato
attualmente dalla compagnia norvegese Norsk Hydro che è il principale
produttore europeo di questo metallo. Esso usa ossido di magnesio
anidro, derivato dai minerali contenuti nell’acqua di mare. L’ossido è
trattato con un agente riducente (carbon coke polverizzato), e una
soluzione di cloruro di magnesio; da tale reazione si ottiene il cloruro di
magnesio anidro per alimentare la cella elettrolitica [2,3,10]. Nella cella
il magnesio si deposita sui catodi.
→ Processo Dow (Dow Chemical Company): estrae il cloruro di
magnesio dall’acqua del mare. L’acqua di mare viene portata in grandi
vasche in cui viene aggiunto ossido di calcio che provoca la
precipitazione del magnesio idrato Mg(OH)2 insolubile, il quale, dopo
filtrazione, viene trasformato in cloruro per il trattamento con acido
cloridrico [2,3,10]. La soluzione è successivamente concentrata ed
essiccata e l’MgCl2 ottenuto, è pronto per alimentare la cella
elettrolitica.
40
Magnesio e le leghe di Magnesio
2.2.2 Il Processo Termico
I processi termici, utilizzati per l’estrazione del magnesio, sono due:
1. quello carbo-termico (processo PIDGEON)
2. quello silico-termico (processo MAGNETHERM)
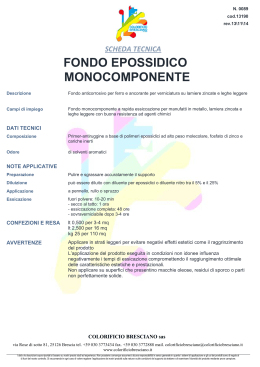
Nel processo carbo-termico si può ottenere il magnesio per riduzione con
carbone dell’ossido di magnesio secondo la reazione
MgO + C ↔ Mg ↑ +CO ↑
In un forno elettrico ad arco vengono introdotte dall’alto mattonelle
fortemente compresse di ossido di magnesio e carbone (fig. 20).
Figura 4: schema di produzione del
magnesio con processo carbo-termico.
A, bricchette con MgO; B, H2; C, forno; D,
ciclone; E, filtro; F, H2+CO; G, polvere di Mg; H,
forno di distillazione; I, refrigerante; L, filtro e
refrigerante olio; M, pompa; N, Mg in sfere; O,
compressore H2+CO; P, torre di assorbimento CO2;
Q, vapore H2O; R, S, liquido assorbimento della
CO2; T, reattore catalitico.
Figura 5: schema di produzione di
magnesio con processo silico-termico.
A, CO2; B, MgCa (CO3)2; C, forno di calcinazione;
D, Fe-Si; E, MgO + CaO; F, mulino; G, CaF2; H,
silos e dosatori; I, brichettazione; L, mescolatore;
M, pompa a vuoto; N, forni, O, Mg grezzo; P,
lingottatura automatica; Q, Mg fuso; R, flusso, S,
residuo Ca2SiO4, Fe; T, forno di rifusione; U, Mg
lingottato.
41
Magnesio e le leghe di Magnesio
Alla temperatura del forno, 2500 °C, si ottengono vapori di magnesio e
ossido di carbonio, che escono da una apertura laterale del forno in cui
arriva
una corrente di idrogeno freddo. I vapori di magnesio si
condensano sotto forma di polvere, che si separa dalla miscela di
idrogeno ed ossido di carbonio. Quest’ultima passa in un reattore
catalitico, ove, per azione di vapor d’acqua, l’ossido di carbonio viene
ossidato ad anidride carbonica, con formazione di nuovo idrogeno. Dopo
separazione dell’anidride carbonica l’idrogeno essiccato ritorna in ciclo.
La
polvere
di
magnesio,
contenente
90%
di
magnesio,
dopo
compressione a forma di mattonelle, viene distillata sotto vuoto e si
ottiene cosi magnesio distillato con purezza del 99.5% [2,3,10].
Il processo silico-termico, noto anche come Pidgeon process impiega
come materia prima la dolomite. Tale processo utilizza, per la riduzione
dell’ossido di magnesio, del ferro-silicio al posto del carbone; si ha il
vantaggio di poter operare a temperatura molto più bassa (1100 ÷ 1200°
C). Si parte da dolomite calcinata e la reazione di riduzione è la
seguente:
Si + (CaO ⋅ MgO ) → 2 Mg ↑ +2CaO ⋅ SiO 2
Si opera nel vuoto e la reazione viene spostata verso destra mediante il
continuo allontanamento del magnesio che distilla (figura 21). Una
piccola aggiunta di fluoruro di calcio alla miscela accelera leggermente
la reazione.
I vantaggi del processo Pidgeon sono il costo relativamente basso del
capitale e i requisiti meno rigidi sulla purezza del materiale grezzo di
partenza. Per contro richiede un lungo tempo di ciclo (circa 8 ore) per
produrre 20 kg di magnesio per forno [2].
42
Magnesio e le leghe di Magnesio
Il processo Magnetherm (Francis Pechiney Electrometallurgie) usa un
forno elettrico ad arco operante ad una temperatura di 1500 - 1550 °C e
ad un livello di vuoto di 10 - 15 Torr. Poiché la reazione si verifica allo
stato liquido, il tempo richiesto per il suo completamento è minore di
quello richiesto per il processo Pidgeon. Il forno può essere caricato
continuamente e scaricato a intervalli regolari.
Il processo magnetotermico sfrutta come materie prime il silicato ferroso
(FeSi), l’allumina (Al2O3) e la dolomite ed è dal punto di vista dei
consumi energetici il più economico
2.3 Classificazione
Magnesio.
del
Magnesio
e
delle
leghe
di
Il magnesio si trova facilmente in commercio con purezze che superano
il 99,80 % , tuttavia è raramente usato per applicazioni industriali
senza essere legato con altri metalli, a causa delle sue proprietà
meccaniche non eccelse. Gli alliganti tipici come alluminio, manganese,
zinco, torio, zirconio, argento, terre rare permettono di ottenere leghe
leggere per applicazioni strutturali. L’alligazione del magnesio con tali
elementi è resa possibile dal suo diametro atomico (0,320 nm) che rende
favorevoli i fattori dimensionali per l’ottenimento di soluzioni solide [2].
La quantità massima di elementi alliganti è limitata dalla solubilità allo
stato liquido dell’elemento nel metallo fuso così come dalle interferenze
tra elementi competitivi aggiunti.
La designazione e la composizione chimica a cui si fa riferimento per le
leghe di magnesio è quella ASTM fissata nella ASTM B 275.
Nella seguente figura viene spiegato il modo in cui le leghe di magnesio
sono designate secondo tale norma:
43
Magnesio e le leghe di Magnesio
La designazione si compone di quattro parti:
la prima indica i due principali elementi alliganti,
la seconda la quantità in percentuale dei due maggiori elementi
alliganti,
la terza serve a distinguere leghe diverse, ma aventi la stessa
quantità in percentuale dei due maggiori elementi alliganti,
la quarta parte indica l’eventuale trattamento termico subito.
2.4 Proprietà chimiche e meccaniche
Il magnesio risulta chimicamente inerte rispetto alla maggior parte delle
basi e a molti composti organici; risulta invece sensibile all’attacco
acido. Infatti il comportamento alla corrosione è strettamente correlato
alla purezza del metallo.
Per quanto riguarda le proprietà meccaniche, possiamo dire che l’avere
una bassa densità, un’alta resistenza , e una grande rigidità ha reso il
magnesio e le sue leghe particolarmente versatili.
44
Magnesio e le leghe di Magnesio
Riportiamo
di
seguito
una
tabella
in
cui
vengono
elencate
le
caratteristiche chimiche-meccaniche del magnesio:
2.4.1Caratteristiche chimiche
2.4.2 Caratteristiche meccaniche
45
Magnesio e le leghe di Magnesio
2.5 Trattamenti Termici
La designazione delle condizioni di trattamento termico è analoga a
quella descritta per le leghe di alluminio, che per brevità, ne riportiamo
solo una tabelle riassuntiva:
F
O
H10, H11
H23, H24, H26
T4
T5
T6
T8
nessun trattamento termico
ricottura
incrudimento leggero
incrudimento e ricottura parziale
tempra in soluzione
invecchiamento artificiale
tempra per soluzione e invecchiamento artificiale
tempra per soluzione, lavorazione a freddo e
invecchiamento artificiale
2.6 Leghe da fonderia
I processi di formatura delle leghe di magnesio si possono dividere in
due gruppi:
1. processi di produzione per getti
2. processi di produzione per deformazione plastica (sono effettuati
a caldo perché a causa della struttura esagonale compatta, il
magnesio è scarsamente duttile a temperatura ambiente)
I principali processi di produzione per getti sono:
¾ sand casting; Il processo di formatura in sabbia è economico, ma
non si possono realizzare pezzi di complessità e accuratezza
dimensionale elevate, inoltre le leghe di magnesio sand casting
hanno una tendenza alla contrazione e quindi c’è bisogno di
diversi alimentatori. I sand cast producibili hanno un peso che va
da poche centinaia di grammi a più di 1400 kg.
46
Magnesio e le leghe di Magnesio
¾ permanent-mold casting: E’ un processo che prevede la
presenza di uno stampo permanente, quindi adatto a produrre un
numero di pezzi elevato e tale da ammortizzare il costo elevato
dello stampo. Le finiture superficiali e le tolleranze dimensionali
ottenibili sono superiori a quelle realizzabili con il sand casting. A
causa di una solidificazione più rapida le proprietà meccaniche
del prodotto finito sono superiori a quelle del prodotto in sabbia
[2,8,10].
¾ low pressure die casting; Anche questo processo prevede uno
stampo permanente, l’iniezione del metallo fuso non avviene per
gravità ma è indotta da una pressione modesta, ottenuta tramite
un pistone. Inoltre l’iniezione in genere avviene dalla parte
inferiore dello stampo e quindi a sfavore di gravità, la turbolenza è
minimizzata ed il riempimento dello stampo è unidirezionale.
¾ high pressure die casting (HPDC); Lo stampo, chiuso da una
morsa idraulica, è riempito rapidamente (in 5-100 ms) inducendo
tramite
un
pistone,
il
metallo
fuso,
da
una
canale
di
alimentazione detto sleeve, attraverso un accurato sistema di
distribuzione (runners e gates) allo stampo. Il metallo solidifica
con elevata rapidità (da 100 a 1000 °C/s), e ciò determina una
granulometria molto fine e buone proprietà meccaniche del pezzo
prodotto [2,8,10].
Tipici vantaggi di questo processo applicato alle leghe di magnesio sono:
possibilità di produrre pezzi a spessore sottile e di forme articolate, di
buona finitura superficiale, alte velocità di produzione e lunga durata
degli stampi. L’HPDC è utilizzabile per la produzione in grossi volumi al
fine di ammortizzare gli alti costi degli stampi. Le caratteristiche positive
di processo e di prodotto rendono l’HPDC, ovvero la pressocolata, il
47
Magnesio e le leghe di Magnesio
processo
maggiormente
utilizzato
nel
settore
automobilistico
ed
aeronautico.
¾ squeeze casting: Noto anche come liquid metal forming è un
processo in cui il metallo fuso solidifica sotto pressione dentro
stampi chiusi posizionati tra le piastre di una pressa idraulica. La
pressione applicata e l’istantaneo contatto del metallo fuso con la
superficie dello stampo determinano un rapido trasferimento di
calore fornendo dei pezzi a grana fine e privi di porosità con
proprietà meccaniche vicine a quelle delle leghe per deformazione
plastica. Il processo è facilmente automatizzabile e capace di
produrre pezzi di forma quasi finita di alta qualità. È un processo
semplice ed economico e genera le più alte proprietà meccaniche
ottenibili con i metodi di produzione per colata [2,10]. Durante
l’operazione di formatura, il carico è applicato appena il metallo
inizia a solidificare a contatto con lo stampo (lubrificato e preriscaldato), e viene mantenuto finché l’intero pezzo non è
solidificato. L’alta pressione applicata (tipicamente 55-100 MPa) è
sufficiente a sopprimere la porosità da gas. La porosità da ritiro è
pure ridotta utilizzando un minimo surriscaldamento del metallo
fuso durante la colata. Infatti in tale processo non è richiesta
elevata fluidità del fuso (che si ottiene con alte temperature di
colata) per riempire lo stampo, poiché ciò si ottiene con l’alta
pressione applicata [2,8,10].
¾ semisolid casting: In questo processo e nelle sue varianti,
rheocasting e thixocasting (in funzione dalla frazione di solido
presente all’inizio del processo) il processo di formatura avviene
ad una temperatura compresa tra la linea di liquidus e la linea di
solidus, con la lega cioè allo stato semisolido [2,8,10]. A causa
della bassa viscosità della massa semisolida, il processo di
48
Magnesio e le leghe di Magnesio
iniezione
nello
stampo
avviene
agevolmente
e
con
bassa
turbolenza. La conseguente microstruttura consta di grani
tondeggianti (globuli) formatisi dal mescolamento del fuso prima
della solidificazione. Quando si è ottenuta la frazione solida
desiderata, il fuso è fatto rapidamente solidificare per formare le
billette, che possono essere formate successivamente (forging),
oppure la massa semisolida è iniettata direttamente nello stampo
per dar vita al prodotto finito. Poiché la lega che inizia la
solidificazione nello stampo è già parzialmente solida, il ritiro è
ridotto, quindi anche la porosità ad esso relativa.
Nella figura 23 è riportata una sintesi grafica della suddivisione dei
processi di die casting.
COLATA IN FORMA PERMANENTE
(DIE CASTING)
HIGH
PRESSURE
DIE CASTING
LOW
PRESSURE
DIE CASTING
GRAVITY
CASTING
VACUUM DIE
CASTING
SQUEEZE
CASTING
TILT CASTING
49
Magnesio e le leghe di Magnesio
2.7 Leghe da deformazione plastica
Indicano tutti quei processi con cui si ottengono leghe generalmente a
basso tenore di alluminio che vengono utilizzate, in forma di laminati ed
estrusi, in vari campi della tecnologia in quanto offrono al progettista e
al produttore innumerevoli possibilità per soddisfare la contemporanea
richiesta di leggerezza e resistenza.
¾ forgiatura (forging): La forgiatura viene effettuata su billette o
lingotti. I lingotti vengono realizzati in stampi permanenti di
acciaio mentre le billette per mezzo di pre-estrusione di lingotti,
attraverso cui si passa da una struttura as cast ad una struttura
lavorata. Le billette e lingotti vengono preriscaldati prima di
subire il forging. Le leghe che si usano per il forging sono
principalmente queste: AZ31A, AZ61A, AZ80A, QE22A, ZK21A e
ZK60A. Per questo processo si usano presse idrauliche o
meccaniche con stampi aperti o chiusi. Le leghe, generalmente
fluiscono
lateralmente
nello
stampo
piuttosto
che
longitudinalmente e possono essere forgiate con piccoli angoli e
spessori sottili. Le proprietà meccaniche dei pezzi forgiati
dipendono molto dall’incrudimento subito (rafforzamento da
deformazione)
e
questo
è
inversamente
proporzionale
alla
temperatura di forgiatura, tuttavia se quest’ultima è troppo bassa
si va incontro alla rottura del pezzo. Le pressioni di forgiatura
dipendono dalla temperatura e sono comprese tra i 100 e i 200
MPa. Le leghe di magnesio richiedono pressioni di forgiatura
maggiori rispetto a quelle richieste per l’acciaio al carbonio,
acciaio legato e alluminio e minori rispetto a quelle per l’acciaio
inossidabile
50
Magnesio e le leghe di Magnesio
¾ Estrusione: L’estrusione a caldo in presse idrauliche ha lo scopo
di formare barre ed un’ampia varietà di profilati. Esistono due
metodi di formatura: il metodo diretto e il metodo indiretto. Nel
metodo diretto (che è il più usato) un pistone spinge il lingotto o
la billetta contro la cavità dello stampo fisso. Nel metodo indiretto,
invece, lo stampo e il controstampo sono spinti contro il materiale
da estrudere che è tenuto fermo. Gli stampi sono realizzati in
acciaio
legato
e
devono
essere
tenuti
sempre
puliti.
Le
temperature di estrusione vanno da 300 a 450°C. I rapporti di
riduzioni di sezione vanno da 10 a 1 a 100 a 1. I prodotti ottenuti
sono raffreddati con aria forzata o con acqua per mantenere una
microstruttura fine e una omogeneità del metallo.
¾ Laminazione: Lingotti di forma piatta con lati arrotondati
costituiscono il materiale di partenza per la realizzazione di lastre
e piatti attraverso la laminazione (rolling). Ciascun lingotto è
prima preriscaldato per diverse ore quindi viene laminato
attraverso rulli successivi che ne riducono lo spessore. La lastra è
riscaldata nuovamente ad una temperatura di 315 - 370 °C e
laminata nella dimensione definitiva, infine è raffreddata. La
quantità di indurimento da deformazione plastica residua e il
grado di ricottura subito, determinano le proprietà del prodotto
ottenuto.
In conclusione, la scelta del metodo da utilizzare dipende da fattori
come la colabilità della lega, la geometria del componente da realizzare,
l’applicazione, le proprietà richieste in fase di esercizio, il numero totale
di pezzi richiesti nonché il costo dello stesso.
51
Magnesio e le leghe di Magnesio
2.8 Saldatura
Il principale sistema di giunzione del magnesio e delle sue leghe è la
saldatura che viene effettuata principalmente con il metodo MIG-MAG
(metal inert gas welding) al fine di proteggere il metallo dall’ossidazione,
ricordando infatti che tale processo di saldatura, detta a filo continuo,
viene ampiamente utilizzato per l'elevata produttività e per la sua
applicabilità ai sistemi di automazione. E' un processo di saldatura
autogena in cui l'arco scocca tra il pezzo ed il filo fusibile.
Il dispositivo di avanzamento del filo provvede ad alimentare il bagno
con continuità (al contrario della bacchetta ad elettrodo che, una volta
terminata, deve essere rimpiazzata con una nuova bacchetta).
La protezione gassosa viene fornita, direttamente sul bagno fuso, da un
gas di supporto.
Figura 6 : saldatura MIG
Altri metodi utilizzati sono la chiodatura, rapida ed economica, e il
fissaggio mediante adesivi sintetici, che offre una maggiore resistenza
alla fatica e permette di unire anche materiali diversi e non saldabili in
presenza di distorsioni dovute agli effetti termici della saldatura e della
brasasatura.
52
Nichel e le leghe di Nichel
3.1 Nichel e le leghe di Nichel
Il nichel è l’elemento chimico facente parte dei metalli di transizione del
blocco d e le cui proprietà generali sono le seguenti:
¾ Elemento di numero atomico 28 con struttura reticolare a
temperatura ambiente di tipo c.f.c. ovvero cubico a facce centrate;
¾ Configurazione elettronica Ar3d84s2
¾ Densità 8,90 g/cm^3;
¾ Durezza Brinnell (HB) 4,0;
¾ Punto di fusione 1453°C;
¾ Carico di rottura 310-400 MPa;
¾ Modulo di elasticità 210 GPa;
¾ Allungamento a rottura 40 %;
¾ Aspetto metallo lucido;
¾ Eccellente lavorabilità meccanica;
¾ Buone caratteristiche di resistenza alla corrosione;
¾ Buone caratteristiche di resistenza all’ossidazione;
¾ Ottima saldabilità;
¾ Buona resistenza all’usura;
¾ Buon conduttore di calore ed elettricità;
¾ Alta resistenza al calore;
¾ Duttile e tenace;
¾ Magnetico.
3.2 Estrazione del Nichel
L’estrazione per via ignea del nichel dai suoi minerali è generalmente
effettuata attraverso l’ottenimento preliminare di metalline; queste
metalline sono ottenute per trattamento (arrostimento, fusione, ecc.) dei
minerali di nichel e sono costituite, secondo i minerali e i procedimenti
53
Nichel e le leghe di Nichel
impiegati, da solfuri di nichel e di ferro, da solfuri di nichel, di ferro e di
rame, da solfuri di nichel o da solfuri di nichel e di rame.
Le metalline si presentano generalmente in forma di piastre o di blocchi
colati (spesso frantumati per facilitarne l'imballaggio e il trasporto), di
granuli o di polveri (specialmente nel caso di certe metalline di solfuro
di nichel).
Queste metalline sono impiegate per la produzione del nichel greggio
(miscele di solfuri di due o più metalli, uno dei quali, è in questo caso, il
nichel) al fine di concentrare per fusioni successive il nichel assieme al
ferro allo stato di solfuri. L’operazione è compiuta in forni a
combustione o, più modernamente, in forni elettrici. La metallina
concentrata viene trattata in piccoli convertitori tipo BESSEMER, in cui
però la corrente d’aria non viene fatta attraversare tutta la massa
metallica, ma soltanto fatta gorgogliare nella zona superficiale in modo
da ossidare il solfuro di ferro. Con l’aria si invia pure della sabbia silicea
finissima che scorifica l’ossido di ferro.
La metallina priva di ferro viene arrostita, per cui il solfuro di nichel è
trasformato in ossido, che poi è ridotto con carbone al rosso vivo in
crogiuolo.
Il metallo così ottenuto contiene però sempre 1-1,5% di cobalto e di
ferro.
Recentemente si è cominciato ad effettuare il trattamento del minerale
(specialmente garnierite) al forno elettrico. Si ottiene direttamente una
lega ferro-nichel, che può arrivare al 45-50% di Ni, la quale dopo
semplice raffinazione può essere impiegata..
3.3 Trattamenti Termici
I trattamenti termici che si eseguono sulle leghe e superleghe di nichel
possono essere suddivise in tre gruppi:
1. Annealing (ricottura);
54
Nichel e le leghe di Nichel
2. Softening (rammollimento);
3. Ageing (invecchiamento).
3.3.1 Annealing-softening
I primi due tipi di trattamento termico sono richiesti normalmente solo
per
materiali
che
saranno
soggetti
a
lavorazioni
che
causano
incrudimento come la lavorazione a freddo e la forgiatura.
Lo scopo è quello di ottenere un prodotto più duttile; il softening è
solitamente
accompagnato
da
ricristallizzazione,
può
essere
accompagnato da soluzione carburi di cromo e viene eseguito durante la
fabbricazione di leghe induribili per precipitazione.
L’annealing, invece è richiesto per leghe indurite per soluzione.
3.3.1-2 Trattamenti di soluzione
L’ obiettivo principale di questa classe di trattamenti è quello di
solubilizzare
le
fasi
precipitabili
prima
di
procedere
alla
loro
precipitazione controllata.
La scelta di una particolare temperatura di trattamento è dipendente
dalla temperatura di solvus delle varie fasi presenti, dalla temperatura
di crescita del grano, che è funzione anche dei carburi presenti a
bordograno, e dalle proprietà finali richieste alla lega; infatti con grana
fine e temperatura di trattamento basse si ottengono le migliori
proprietà a fatica, a snervamento, mentre proprietà ad alte temperature
e resistenza a creep si ottengono ingrossando la grana cristallina
scegliendo una temperatura di trattamento alta.
3.3.2 Ageing
L’ obiettivo di questo processo è la precipitazione di fase indurente in
una forma tale da massimizzare le proprietà meccaniche.
55
Nichel e le leghe di Nichel
In figura è mostrato l’andamento tipico delle curve di ageing che
mettono in relazione durezza, tempo e temperatura. Il migliore effetto si
ottiene come si può vedere dopo 128 ore a 700°C o dopo 500 ore a
650°C; purtroppo questi tempi non sono accettabili se inseriti in un
contesto commerciale e il trattamento che si adotta in generale è un
compromesso
tra
ottenere
una
durezza
ed
un
trattamento
economicamente accettabile. Nel caso di figura 10 che si riferisce alla
lega nimonic 80° l’invecchiamento viene eseguito a 700°C per una
durata pari a 16 ore.
3.4 Classificazione del Nichel e delle leghe di Nichel.
Le leghe speciali in Nickel sono fusioni, barrette, fili, elettrodi, barre,
forgiati e tutto quanto ruota attorno alla saldatura. In particolare, fra
superleghe e metalli speciali per riporto duro, le superleghe a base di
Nickel sono usate per la realizzazione di parti di turbine a gas ed a
vapore come palette, dischi, alberi, involucri protettivi, ed in alcuni
motori automobilistici come valvole. Un gran numero di elementi
vengono aggiunti per migliorare le prestazioni meccaniche delle
superleghe a base di Nickel: il miglior rinforzo per queste leghe è dato
da elementi come il titanio, l’alluminio, il colombio, che danno origine a
fasi intermetalliche per mezzo di un opportuno trattamento termico.
Elementi come il cromo ed il ferro possono indurire tali leghe con
l’aggiunta di carbonio per formare carburi, azoto e fosforo. Il carbonio
stesso può poi promuovere la formazione di carburi a bordo grano.
Le leghe di Nickel, sono leghe speciali che offrono particolare resistenza
alla corrosione, all’ossidazione e all’usura alle alte temperature. Sono
usati principalmente per componenti di fornaci, fusioni nell’industria
alimentare, nell’ingegneria nucleare, per elettrodi d’accensione.
Elenchiamo di seguito la composizione chimica nominale del nichel
commercialmente puro o basso legato:
56
Nichel e le leghe di Nichel
Sigla
Elementi in lega (%) [valori tipici]
Ni
C
Mn
Fe
Si
Cu
S
Ti
Altri
Nichel A
resto
0,10
0,20
0,15
0,05
0,15
0,005
_
_
Nichel D
resto
0,10
4,50
0,15
0,05
0,02
0,005
_
_
Nichel E
resto
0,10
2,0
0,10
0,05
0,10
0,005
_
_
Nichel L
resto
0,02
0,20
0,15
0,05
0,10
0,005
_
_
Nichel Z
resto
0,15
0,25
0,15
0,05
0,05
0,005
0,45
Al 4,5
Permanichel
resto
0,25
0,10
0,10
0,06
0,02
0,005
0,04
Mg0,35
3.5 Principali leghe di Nichel
Il nichel come elemento di lega aggiunto è presente in moltissimi acciai,
infatti le sue principali proprietà sono quelle di rendere tenaci gli acciai
da costruzione e di austenizzare le leghe di Fe-Cr ad alto tenore di
cromo. Volendo citare le più importanti leghe di nichel, che vengono
utilizzate nell’industria chimica, possiamo elencare le leghe nichelrame, nichel-molibdeno, nichel-silicio, nichel-cromo, nichel-cromomolibdeno, nichel-cromo-ferro, e el superleghe di nichel.
3.5.1 Leghe di nichel-rame :
le più importanti leghe di nichel-rame hanno una composizione base di
circa due terzi in nichel ed un terzo in rame e sono denominate Monel.
Tale tipologia di leghe vengono impiegate in ambienti fortemente
corrosivi per lo loro elevata resistenza alla corrosione da acidi e cloruri.
Sigla
Elementi in lega (%) [valori tipici]
Ni
Cu
C
Mn
Fe
S
Si
Al
Ti
Monel 400
66,5
31,5
0,15
1,0
1,25
0,12
0,25
_
_
Monel 404
54,5
44,0
0,08
0,05
0,025
0,12
0,05
0,03
_
57
Nichel e le leghe di Nichel
Monel R405
66,5
31,5
0,15
1,0
1,25
0,43
0,25
_
_
Monel K500
66,5
29,5
0,13
0,75
1,00
0,005
0,50
3,0
0,63
Le migliori proprietà meccaniche si raggiungono nella lega Monel K che
risulta induribile per precipitazione, grazie alla presenza di alluminio e
titanio; mentre la lega Monel R presenta una lavorabilità molto elevata
grazie all’aggiunta di una piccola percentuale di zolfo.
3.5.2 Leghe di nichel-molibdeno :
questa classe di leghe fu sviluppata inizialmente come materiali
resistente alla corrosione ed in seguito come materiale resistente ad alte
temperature. Le più importanti leghe, facente parte di questa classe,
sono denominate Hastelloy le cui composizioni chimiche e fisiche sono
riportate di seguito:
Sigla
Elementi in lega (%) [valori tipici]
Mo
Co
Ni
Cu
C
Mn
Fe
Cr
Si
Al
Ti
Hastelloy B
28
<2,5
resto
31,5
<0,05
<1,0
5,0
<1,0
<1,0
_
_
Hastelloy C
16
<2,5
resto
44,0
<0,08
<1,0
5,5
15,5
<1,0
_
_
Hastelloy D
_
<1,5
resto
31,5
<0,12
1,0
<2,0
1,0
9,0
_
_
Hastelloy X
9
1,5
resto
29,5
0,10
1,0
8,5
22
1,0
_
_
3.5.3 Leghe di nichel-silicio
L’unica commercialmente rappresentativa di questo gruppo è la lega
Hastelloy D che è utilizzata per componenti reattoristici e tubazioni dell’
industria chimica; infatti la sua notorietà consiste nella resistenza
58
Nichel e le leghe di Nichel
all’acido solforico a tutte le concentrazioni e a temperature fino al punto
di ebollizione.
3.5.4 Leghe di nichel-cromo :
Le leghe di nichel-cromo, in genere sono indicate con il nome Inconel,
sono
state
impiegate
inizialmente
come
resistenze
elettriche
di
elettrodomestici e successivamente per le caratteristiche di resistenza
allo scorrimento viscoso, all’ossidazione a caldo e alla corrosione
all’umido, inoltre il loro utilizzo si è esteso ad impieghi che oscillano tra
temperature criogeniche e temperature di 1100°C. La seguente tabella
riporta la composizione chimica nominale:
Sigla
Elementi in lega (%) [valori tipici]
Mo
Co
Ni
Fe
C
Mn
Ti
Cr
Si
Al
Altro
Inconel 600
_
_
resto
7,0
0,04
0,30
_
15
0,20
_
_
Inconel 625
9
_
resto
3,0
0,05
0,15
0,20
22
0,30
0,20
Nb=4,0
Inconel 700
3,7
28,5
resto
0,7
0,12
0,10
2,20
15
0,30
3,00
Inconel 702
_
_
resto
0,35
0,04
0,05
0,70
16
0,20
3,40
Inconel 722
_
_
resto
6,50
0,04
0,55
2,40
15
0,20
0,60
Inconel X-750
_
_
resto
6,75
0,04
0,70
2,50
15
0,30
0,80
Nb+Ta=0,9
Inconel 751
_
_
resto
6,75
0,04
0,70
2,50
15
0,30
1,20
Nb+Ta=1,0
Inconel 600 : rappresenta la lega base di questa classe; questa lega,
sviluppata per impieghi in ambienti fortemente corrosivi ad elevate
temperature, è resistente all’ossidazione fini a temperature di 1150°C ed
ha ottime proprietà a temperature criogeniche; inoltre viene impiegata
nell’industria aeronautica per riscaldatori di motore e per tubi di
scappamento grazie alla buona resistenza al ciclaggio termico.
59
Nichel e le leghe di Nichel
Inconel 625 : tale lega è ottenuta con aggiunte di molibdeno e vanadio
alla Inconel 600, manifestando eccellente proprietà di resistenza e
tenacità dalle temperature criogeniche fino a temperature di 1100°C.
Inconel
X-750 : tale lega è stata ottenuta addizionando alla
composizione piccole quantità di alluminio e titanio al fine di formare i
composti intermetallici Ni3(Al,Ti), coerenti e semicoerenticon la matrice
solida, e rendendo così la lega induribile per invecchiamento.
Presenta un eccellente resistenza allo slittamento viscoso e alla
corrosione fino a 800°C. tipiche applicazioni di questa lega riguardano,
infatti, turbocompressori di turbine a gas e parti di propulsori a razzo.
3.5.5 Leghe di nichel-cromo-molibdeno :
rappresentano un altro gruppo di leghe resistenti alla corrosione,
denominato Illium le cui composizioni chimiche sono riportate nella
seguente tabella:
Sigla
Elementi in lega (%) [valori tipici]
Ni
Cu
Mo
Cr
Fe
Stato metallurgico
Illium B
52
5,5
8,5
28
1,15
getto
Illium 98
55
5,5
8,5
28
1,0
Getto
Illium G
56
6,5
6,4
22,5
6,5
getto
Queste leghe, che sono state sviluppate per dispositivi metallici
particolarmente
resistenti
agli
acidi
solforico
e
nitrico,
trovano
applicazione nella costruzione di pompe e parti operanti in ambiente
aggressivo.
60
Nichel e le leghe di Nichel
Illium B : è una lega resistente alla corrosione e contemporaneamente
resistente all’erosione e all’usura
Illium 98 : tale lega viene impiegata per resistere all’attacco aggressivo
dell’acido solforico al 98% di concentrazione a temperature elevate
Illium G : risulta resistente all’attacco di acidi e alcali o di composti
solforati,
in
condizioni
ossidanti
e
riducenti
a
temperature
moderatamente elevate.
3.5.6 Leghe di nichel-cromo-ferro:
Le più note leghe nichel-cromo-ferro sono le leghe Incoloy che
differiscono dalle leghe Inconel per un più basso tenore di nichel e un
più alto tenore di cromo. La composizione chimica è riportata nella
seguente tabella:
Sigla
Elementi in lega (%) [valori tipici]
Ni
Cr
C
Mn
Si
Mo
Al
Fe
Ti
Incoloy 800
33
21
0,1
<1,5
1,0
_
_
resto
_
Incoloy 825
42
21,5
0,05
<1,0
<0,5
3,0
<0,20
resto
0,90
Incoloy T
30
21
0,10
1,0
0,8
_
_
resto
1,0
Incoloy 901
40
13
0,05
0,50
0,35
6,0
0,20
resto
2,5
Incoloy 800 : tale lega presenta una struttura austenitica stabile; è
caratterizzata da una buona resistenza alla corrosione sia in atmosfere
ossidanti che carburanti e offre buone proprietà meccaniche.
Incoloy 825 : trova prevalentemente applicazione in ambienti corrosivi,
quali acqua di mare, acidi solforico e fosforico e soluzioni riducenti.
Queste leghe sono particolarmente impiegate nella realizzazione di parti
61
Nichel e le leghe di Nichel
di forni per trattamenti termici e impianti chimici operanti in atmosfere
aggressive fino a temperature di 1000°C.
3.5.7 Superleghe di nichel
Le superleghe base di nichel sono le più complesse, le più largamente
utilizzate nelle parti più calde dei motori: il loro utilizzo permette,
infatti, di arrivare alle temperature omologhe più alte di qualsiasi altra
lega e attualmente costituiscono il 50% del peso dei motori aeronautici.
Il nichel è l’elemento che costituisce la base della matrice sebbene solo il
nichel non abbia elevato modulo elastico, fattori necessari per una
buona resistenza al creep, esso costituisce la base di leghe che possono
essere utilizzate a temperature che sfiorano lo 0,9 Tfusione e per tempi
che superano le 100.000 ore.
Ciò è possibile in virtù dei seguenti aspetti:
La tendenza del nichel a formare leghe senza instabilità di fase;
La tendenza a formare con l’aggiunta di cromo, leghe che
presentano un’alta concentrazione superficiale di Cr2O3 che
riduce la diffusione di elementi metallici verso l’esterno e di
elementi aggressivi come ossigeno, zolfo e azoto verso l’interno
(fenomeni interdiffusivi);
La tendenza a formare, ad alte temperature, leghe con alta
concentrazione superficiale di Al2O3, un ossido molto protettivo
contro l’ossidazione.
Queste superleghe di nichel, che hanno nella loro composizione chimica
piccoli tenori di alluminio e titanio, sono poi indurite mediante
trattamento di tempra di soluzione e successivo rinvenimento, che porta
alla precipitazione della fase. A temperatura fini a 1000°C il composto
intermetallico
Ni3(Al,Ti)
è
relativamente
stabile
e
le
proprietà
62
Nichel e le leghe di Nichel
meccaniche sono notevoli; tuttavia a temperature superiori i precipitati
cominciano a dissolversi e la resistenza del materiale comincia a
diminuire, particolarmente nelle leghe da lavorazione plastica, a
differenza delle superleghe allo stato di getto che sono in grado di
sopportare
temperature
di
esercizio
più
elevate.
Infatti
le
loro
applicazioni possono riguardare parti critiche di turbine a gas, come
palette, tubi di fiamma e post bruciatori.
63
Rame e le leghe di rame
4.1 Rame e le leghe di Rame
Il rame è l’elemento chimico facente parte dei metalli di transizione del
blocco d e le cui proprietà generali sono le seguenti:
¾ Elemento di numero atomico 29 con struttura reticolare a
temperatura ambiente di tipo c.f.c. ovvero cubico a facce centrate;
¾ Configurazione elettronica [Ar]3d104s1
¾ Densità 8,96 g/cm^3;
¾ Durezza Brinnell (HB) 3,0;
¾ Punto di fusione 1083 °C;
¾ Carico di rottura 216 MPa;
¾ Modulo di elasticità 117 GPa;
¾ Allungamento a rottura 48 %;
¾ Aspetto metallo rosa;
¾ Elevata conduttività termica ed elettrica;
¾ Facilità di formatura ed elevata deformabilità sia a caldo che a
freddo;
¾ Facilità di entrare in lega con vari metalli;
¾ Eccellenti caratteristiche meccaniche che vengono conservate fino
a bassissime temperature;
¾ Buone caratteristiche di resistenza alla corrosione;
¾ Ottima saldabilità;
¾ Facilità di elettrodeposizione;
¾ Disponibilità alle colorazioni decorative.
4.2 Estrazione del rame
Possiamo riassumere le fasi dei principali processi con la premessa che
considereremo solamente minerali solforati e a basso tenore, in quanto
più largamente disponibili:
Estrazione: i minerali di rame sono ricavati da miniere sia a cielo
aperto sia in galleria ed i metodi utilizzati non si caratterizzano in
64
Rame e le leghe di rame
modo particolare rispetto a quelli ormai tradizionali anche per
altri minerali.
Frantumazione e macinazione: il minerale, che contiene una
rilevante quantità di inerti (ganga) viene ridotto, per mezzo di
potenti mulini, a una polvere di adeguata granulometria al fine di
ottimizzare il trattamento successivo.
Flottazione : questa operazione consente la separazione delle
frazioni contenenti il rame dagli inerti; la polvere, emulsionata
con liquidi tensioattivi, viene immessa in grandi vasche da dove si
asporta lo strato schiumoso superficiale che contiene le particelle
più
ricche
superficiale,
di
rame.
Infatti,
i
solfuri
si
grazie
ricoprono
alla
di
selettiva
minute
tensione
bollicine
di
tensioattivo, che impediscono il contatto con l’acqua, e sono
trascinati verso l'alto dall'aria che viene fatta gorgogliare nella
vasca. La concentrazione di rame ottenibile può variare dal 30 al
50% in funzione del tenore del minerale di partenza.
Concentrazione : i fanghi sono essiccati meccanicamente prima
dell'immissione nel forno di arrostimento in quanto una elevata
quantità d'acqua produrrebbe uno spreco di energia termica per
la sua evaporazione; si ottiene così un composto prevalentemente
a base di minerali solforati.………………………………………………...
Arrostimento: la concentrazione procede poi per via termica; si
diminuisce così il tenore dello zolfo presente sfruttando la sua più
elevata affinità chimica con l'ossigeno rispetto al rame.
Fusione e conversione: nel forno si procede alla fusione del
concentrato in ambiente reso ossidante per mezzo di insufflaggio
di aria od ossigeno nel bagno ottenendo la formazione di SO2
gassosa, che si separa dal metallo liquido; l'aggiunta di silicio
inoltre permette l'eliminazione del ferro presente; esso forma la
65
Rame e le leghe di rame
scoria, composta prevalentemente da silicati, che galleggia e viene
asportata per sfioramento.
Raffinazione termica : questo trattamento viene effettuato allo
scopo di ridurre ulteriormente la concentrazione di impurezze nel
rame e, pur rappresentando praticamente la prosecuzione
dell'operazione
precedente,
può
essere
effettuato
in
apparecchiature e tempi differenti. Il metallo fuso viene trattato
nuovamente con insufflaggio di aria od ossigeno e successiva
scorifica delle impurezze; in questa fase si riossida parzialmente
anche il bagno. Successivamente si procede alla riduzione del
tenore di ossigeno introducendo nel forno un tronco verde di pino
che, bruciando, sprigiona vapore acqueo ed altri gas riducenti.
Questa operazione è chiamata "pinaggio". Questo trattamento
generalmente permette di ottenere gli anodi che saranno poi
sottoposti alla raffinazione elettrolitica; tuttavia, se la raffinazione
termica è estremamente accurata, è possibile utilizzare il rame
così
ottenuto
direttamente
per
la
produzione
di
alcuni
semilavorati.
Raffinazione elettrolitica: è il processo che permette di ottenere
i massimi livelli di purezza del rame. Viene effettuata con il
processo ad anodo solubile in vasche contenenti una soluzione di
solfato di rame ed in cui gli anodi si al ternano con i catodi.
Questi ultimi sono costituiti da lamierini sottili di rame ad elevata
purezza di origine elettrolitica. Tra anodi e catodi, immersi nella
soluzione conduttrice elettricamente, viene fatta circolare una
corrente elettrica che dissolve l'anodo in ioni i quali, migrando
attraverso la soluzione, vanno a depositarsi sul catodo. Regolando
opportunamente i parametri di differenza di potenziale e di
intensità di corrente, il processo permette di ottenere una
deposizione selettiva del rame nei confronti degli altri metalli che
66
Rame e le leghe di rame
costituiscono le impurezze. I metalli meno nobili del rame restano
in soluzione, i più nobili precipitano nei fanghi da cui sono
periodicamente separati con evidenti vantaggi economici. Il
processo si interrompe con l'esaurimento degli anodi, i catodi
vengono così estratti ed inviati alle lavorazioni successive o al
commercio. Oggi circa il 90% del rame estratto dalle miniere viene
raffinato secondo questo procedimento.
Rifusione e colata : i catodi non possono essere lavorati per
deformazione plastica direttamente; essi sono infatti costituiti da
materiale incoerente e devono pertanto subire una rifusione.
Questa è un'operazione delicata in quanto una errata conduzione
del forno porterebbe a un inquinamento del metallo; al contrario
in
questa
fase
è
ancora
possibile
intervenire
sul
bagno,
modificandone la composizione, per ottenere proprietà particolari.
Il metallo liquido periodicamente viene estratto dal forno e
conservato in apposite siviere o in forni di attesa per le
conseguenti operazioni di colata. Quest'ultima avviene oggi
prevalentemente con processi di colata continua, per la vergella, e
semicontinua per billette e placche. La forma del metallo solido è
ottimizzata in funzione del semilavorato da produrre: vergella per
ottenere fili, billette per tubi e barre, placche per lamiere e nastri.
4.3 Classificazione del Rame raffinato e basso legato
Il rame come le sue leghe è utilizzato sia in getti che in forma di
semilavorati.
Inoltre
in
funzione
del
titolo
posseduto
possiamo
discernere due classi di rame:
1. rame raffinato (rame > 99,99%);
2. rame basso legato (rame > 99%).
67
Rame e le leghe di rame
A sua volta nella classe del rame raffinato si distinguono tre qualità
principali di rame:
1. rame contenente ossigeno;
2. rame disossidato;
3. rame esente da ossigeno.
4.3.1 Rame contenente ossigeno
Il rame contenente ossigeno, contiene ossigeno sotto forma di ossidulo
di rame; l’ossidulo di rame si forma nel materiale fuso prima della
colata a causa di particolari trattamenti a cui viene sottoposto durante
la raffinazione il bagno metallico.
Durante la solidificazione l’ossidulo forma con il rame un eutettico CuCu2O che si dispone ai bordi dei grani.
La
presenza
dell’ossidulo
ha
un
ruolo
molto
importante
nella
lavorabilità a caldo del rame; infatti, alla temperatura di lavorazione
plastica a caldo, alcune impurità, come piombo e bismuto, si sciolgono
nella matrice solida distruggendola. Poiché l’ossigeno, contenuto nel
Cu2O ha un’affinità, per questi due elementi, molto maggiore di quella
per il rame, si combina con loro dando vita a degli ossidi insolubili, che
non influenzano la plasticità del materiale, anzi la presenza dell’ossidulo
nel rame facilita la lavorazione a caldo dello stesso.
Allo
stesso
tempo,
però
bisogna
evidenziare,
che
la
presenza
dell’ossidulo di rame comporta rischi di rottura locali della matrice
solida, nel caso in cui il materiale viene portato a temperature superiori
di 400°C in presenza di idrogeno, in quanto si genera del vapore acqueo
a pressione elevata dovute alla diffusione rapida degli atomi interstiziali
di idrogeno, con conseguente formazione di rotture locali nella matrice
del metallo.
68
Rame e le leghe di rame
Il rame contenente ossigeno è disponibile in due qualità principali:
1. rame elettrolitico contenente ossigeno (Cu-ETP);
2. rame contenente ossigeno raffinato a fuoco per applicazioni
elettriche (Cu-FRTP).
Applicazioni tipiche del rame contenente ossigeno sono nei settori
elettrico, chimico, meccanico e civile.
4.3.2 Rame disossidato
Con il termine rame disossidato, si indica il rame ottenuto mediante
aggiunta di un agente riducente al metallo liquido dopo la raffinazione e
prima della colata, poiché l’agente riducente si combina con tutto
l’ossigeno presente nel bagno. Il rame di tipo disossidato può essere di
origine sia termica che elettrolitica.
L’agente maggiormente impiegato per la disossidazione, è il fosforo
aggiunto al metallo liquido sotto forma di lega madre rame-fosforo.
I rami disossidati sono disponibili in due qualità principali:
1. rame disossidato a basso tenore residuo di fosforo (Cu-DPL:
deoxidized low phosphorus);
2. rame disossidato ad elevato tenore residuo di fosforo (Cu-DHP:
deoxidized high phosphorus).
4.3.3 Rame esente da ossigeno
I
catodi, oltre per la produzione di rame elettrolitico contenente
ossigeno o disossidato, vengono adoperati per la preparazione del
cosiddetto rame esente da ossigeno.
Il procedimento consiste nel rifondere i catodi in speciali forni elettrici a
induzione nei quali viene creato un vuoto artificiale; il metallo così
ottenuto è praticamente privo di ossigeno. Terminata la fusione dei
catodi, il metallo viene colato direttamente dal forno in speciali
69
Rame e le leghe di rame
lingottiere, anch’ esse mantenute sotto vuoto. Si ottiene così il rame
esente da ossigeno, che non contiene né ossidalo di rame, né tracce
residue di disossidante che potrebbero pregiudicare le caratteristiche
tecnologiche ed elettriche. La sigla dei rami esenti da ossigeno è CuOFE (oxygen free electronic) e Cu-OF (oxygen free).
4.4 Trattamenti Termici
Metalli induriti per lavorazioni meccaniche (incrudimento) possono
essere ammorbiditi attraverso riscaldamento, o ricottura. Durante la
ricottura di una lega a fase singola, i cristalli deformati ed sotto sforzo
sono trasformati in cristalli privi di tensioni attraverso riassetto,
ricristallizzazione e crescita dei grani. Nei metalli più pesantemente
deformati, la ricristallizzazione avviene a più basse temperature rispetto
a quelli meno deformati. Per cui, i grani risultano più piccoli e più
uniformi quando il metallo da ricristallizzare risulta molto deformato.
La grandezza del grano, quindi, si controlla attraverso lavorazioni a
freddo e ricottura. Una grana fine è favorita da grandi incrudimenti e
ricotture veloci e brevi; mentre una grana grossa si ottiene normalmente
con
modesti
incrudimenti
e
lunghi
tempi
di
ricottura.
Commercialmente, le dimensioni dei grani ricotti sono contenuti tra
0,01 e 0,10 mm.
Variazioni nella grandezza dei grani producono variazioni di durezza e di
altre proprietà meccaniche. Spesso sono richiesti grani fini per
incrementare le proprietà meccaniche del prodotto finito, quali: capacità
di carico, resistenza a fatica, resistenza a s.c.c., e qualità superficiali
(pulitura).
I processi di trattamento termico possono essere applicati al rame e alle
sue leghe, per ottenere omogeneizzazioni, rilassamento di tensioni
residue, solubilizzazioni, indurimenti per precipitazione e tempre.
70
Rame e le leghe di rame
Per la designazione del rame e delle sue leghe si fa’ riferimento
all’Unified Numbering System (UNS), mostrato nelle seguenti tabelle:
C10100-C15760
C16200-C19600
C21000-C28000
C31200-C38500
C40400-C48600
C50100-C52400
C53400-C54400
C55180-C55284
C60800-C64210
C64700-C66100
C66400-C69900
C70100-C72950
C73500-C79800
C80100-C81200
C81400-C82800
C83300-C84800
C85200-C85800
C86100-C86800
C87300-C87800
C90200-C94500
C94700-C94900
C95200-C95900
C96200-C96800
C97300-C97800
C98200-C98800
C99300-C99750
Rame (>99%)
Leghe ad alto contenuto di rame (>96%)
Ottoni (Cu-Zn)
Ottoni di piombo (Cu-Zn-Pb)
Ottoni di stagno (Cu-Zn-Sn-Pb)
Bronzi al fosforo (Cu-Sn-P)
Bronzi al fosforo e piombo (Cu-Sn-Pb-P)
Rame al fosforo e leghe rame-argento al
fosforo (Cu-P-Ag)
Bronzi di alluminio e bronzi alluminiosilicei (Cu-Al-Ni-Fe-Si-Sn)
Bronzi di silicio (Cu-Si-Sn)
Altre leghe di rame e zinco
Cupro-nickel (Cu-Ni-Fe)
Alpacche (Cu-Ni-Zn)
Rame (>99%)
Leghe ad alto contenuto di rame
(>94%)
Ottoni rossi e rossi al piombo (CuZn-Sn-Pb, 75-89% Cu)
Ottoni gialli e gialli al piombo (CuZn-Sn-Pb, 57-74% Cu)
Bronzi al manganese e bronzi al
manganese al piombo (Cu-Zn-MnFe-Pb)
Bronzi ed ottoni al silicio (Cu-ZnSi)
Bronzi allo stagno semplici e con
piombo (Cu-Sn-Zn-Pb)
Bronzi al nickel-stagno (Cu-Ni-SnZn-Pb)
Bronzi di alluminio (Cu-Ni-Fe)
Cupro-nickel (Cu-Ni-Fe)
Alpacche (Cu-Ni-Zn-Pb-Sn)
Rame al piombo (Cu-Pb)
Miscele di leghe
71
Rame e le leghe di rame
Il sistema tradizionale di designazione dei trattamenti termici (Tab. 3)
assegna un codice alfanumerico ad ogni designazione di tempra: le due
cifre xx si riferiscono all’ammontare della deformazione a freddo, o si
riferiscono ad un prodotto specifico.
Hxx
deformati a freddo
deformati a freddo con riduzione
stress interni
grezzi
ricotti
solubilizzati
solubilizzati e deformati a freddo
solubilizzati e induriti per
precipitazione
induriti per laminazione
induriti per tempra
saldabili
HRxx
Mxx
Oxx
OSxx
TBxx
TDxx
TFxx
TMxx
TQxx
WHxx
4.4.1 Rame all’ argento
Esistono tre qualità di rame all’argento:
Cu-LSTP:”low Silver tough pitch”(Ag = 0,02-0,12%). È un rame a
basso contenuto di argento e contenente ossidulo;
Cu-HSTP:”high Silver tough pitch”(Ag = 0,012-0,25%). È un rame
ad alto contenuto di argento e contenente ossidulo;
Cu-OFS:”oxygen free Silver”(Ag = 0,027-0,12%). È un rame a
basso contenuto di argento ed esente di ossidulo.
Le tre qualità di rame all’argento hanno proprietà elettriche e termiche
molto prossime a quelle del rame a conducibilità elettrica elevata;infatti
l’argento, assieme al cadmio, è tra gli elementi meno nocivi alla
conducibilità elettrica. La caratteristica principale del rame all’argento è
il
notevole
innalzamento
della
temperatura
di
ricristallizzazione,
incrementata di circa 150 ˚C per un’aggiunta dello 0,08% di argento. In
72
Rame e le leghe di rame
tal modo, il rame all’argento, quando è incrudito, conserva le elevate
caratteristiche di resistenza meccanica fino a temperature di gran lunga
superiori a quelle alle quali il rame solitamente addolcisce. In pratica,
mentre per esempio il rame elettrolitico incrudito ritorna nello stato
ricotto dopo una permanenza di un’ora a 175 ˚C , per ottenere lo stesso
effetto nel rame all’argento è necessaria, a parità di tempo una
temperatura superiore a 300 ˚C. La presenza di argento inoltre aumenta
la resistenza del materiale allo scorrimento viscoso a caldo; si è
dimostrato che un rame contenente lo 0,01% di argento,dopo essere
stato incrudito del 10%,si presenta a 225 ˚C la stessa resistenza allo
scorrimento plastico di un rame elettrolitico sollecitato a 130 ˚C.
pertanto il rame all’argento viene largamente adoperato per la
produzione di lamelle di collettori o comunque componenti che
richiedano le proprietà citate.
4.4.2 Rame al Tellurio e allo Zolfo
Le composizioni chimiche di questi due tipi di rame basso legato sono:
Rame al tellurio (sigla CuTe):con tellurio allo 0,4-0,6%;
Rame allo zolfo (sigla CuS): con zolfo allo 0,2-0,5%.
Questi due tipi di rame basso legato sono materiali in cui l’elemento di
lega, disperso nella matrice sotto forma di inclusioni microscopiche,
favorisce la produzione di trucioli durante la lavorazione meccanica
all’utensile. Pertanto, queste due leghe vengono impiegate nella
fabbricazione di prodotti finiti che necessitano contemporaneamente di
un gran numero di lavorazioni all’utensile, specie su macchine
automatiche e di un’ elevata conducibilità elettrica.
I due rami basso legati vengono adoperati per la produzione di
bulloneria, di morsetti e di piccoli componenti.
73
Rame e le leghe di rame
4.4.3 Rame all’arsenico
Il rame all’arsenico (sigla Cu-DPA:”deoxidized phosphorus arsenical”)è
caratterizzato da una resistenza all’ossidazione a caldo sensibilmente
superiore a quella presentata dalle altre qualità di rame basso legato;
inoltre
la
presenza
di
arsenico
innalza
la
temperatura
di
ricristalizzazione e aumenta la resistenza allo scorrimento viscoso.
Pertanto il rame all’arsenico viene impiegato nella costruzione di
preriscaldatori, di piastre di focolari, di bruciatori e simili. Esso è
disossidato e può quindi essere brasato e saldato senza inconvenienti;
tuttavia, la contemporanea presenza di fosforo è arsenico ne abbassa
notevolmente la conducibilità elettrica tanto che non trova applicazione
alcuna nel settore elettrico.
4.5 Proprietà delle leghe di Rame
Il rame è un metallo nobile, ma a differenza dell’oro e degli altri metalli
preziosi, può essere attaccato da reagenti comuni e dall’ambiente.
Il rame puro resiste agli attacchi sotto molte condizioni di corrosione,
mentre alcune sue leghe hanno un utilizzo limitato in certe condizioni
ambientali, a causa dell’infragilimento da idrogeno o da stress-corrosion
cracking.
L’ infragilimento da idrogeno si osserva quando leghe di rame
contenenti ossidi di rame sono esposte ad atmosfera riducente. Molte
leghe di rame sono disossidate e quindi non soggette ad infragilimento
da idrogeno.
Lo stress-corrosion cracking avviene molto frequentemente in ottoni
esposti ad ammoniaca, ammine, composti di mercurio o cianuri.
Invecchiamento e rilassamento delle tensioni residue, introdotte con il
raffreddamento ed eventuali lavorazioni successive, alleviano lo stress-
74
Rame e le leghe di rame
corrosion cracking: a patto che, in servizio, non subentrino sforzi che
risensibilizzano il manufatto allo s.c.c. .
Ottoni contenenti più del 15% di zinco sono molto suscettibili alla
dezincificazione, dove lo zinco è selettivamente rimosso per corrosione
dalla superficie del materiale, lasciando uno strato poroso di rame e
prodotti di corrosione. Questo fenomeno si presenta particolarmente in
acque che contengono molto ossigeno ed anidride carbonica, e se le
acque sono calme o poco mosse. La dezincificazione si presenta
generalmente
uniforme
in
acque
leggermente
acide,
a
bassa
conducibilità ed a temperatura ambiente; mentre l’attacco è spesso
locale in acque neutre o debolmente alcaline, saline e calde.
Meno suscettibili sono il rame puro e le sue leghe contenenti piccole
percentuali di zinco; la presenza di stagno nella lega inibisce la
dezincificazione negli ottoni in getti.
Quando può avvenire la dezincificazione, possono essere usati ottoni a
basso zinco od ottoni inibiti. Il costo è minore nel secondo caso, perché i
raccordi si possono fare più semplicemente se l’ottone è ad alto zinco.
CONDUCIBILITA’ ELETTRICA E TERMICA
L’alligazione del rame diminuisce la conducibilità elettrica e termica
(quest’ultima in minor quantità). L’ammontare della riduzione dovuta
all’alligazione non dipende dalle proprietà di bulk degli elementi
alleganti, ma solo dagli effetti che particolari atomi di soluto hanno sul
reticolo del rame.
COLORE
Il rame e certe sue leghe sono usate per impieghi decorativi, con
colorazioni: marrone-rosso, oro e argento. Il colore finale dipende dalla
75
Rame e le leghe di rame
composizione del metallo base, dalla composizione della soluzione, dal
tempo di immersione e dall’abilità dell’operatore. La colorazione è
innanzitutto
sviluppare
un’arte
le
e
attitudini
l’esperienza
richieste
pratica
per
è
produrre
indispensabile
finiture
per
uniformi
desiderate.
Le leghe di rame sono colorate chimicamente per migliorare l’aspetto di
un prodotto, per procurare un supporto per successivi rivestimenti
organici, come per gli ottoni, e per ridurre la riflessione della luce nei
sistemi ottici.
La colorazione chimica produce un sottile strato di un composto sulla
superficie del metallo base. Questo strato mantiene alcune delle
caratteristiche della superficie metallica prima della colorazione, quali la
levigatezza e la lucidità o l’opacità. I procedimenti per la colorazione
artificiale dei metalli utilizzano molte delle reazioni che avvengono più
lentamente nelle condizioni naturali. Alcune pellicole colorate che non si
trovano in natura possono essere riprodotte artificialmente.
La colorazione delle leghe di rame è essenzialmente un processo di
colorazione del rame, poiché i composti di zinco e stagno sono incolori.
Questi componenti e la loro concentrazione influenzano fortemente la
maggior parte delle reazioni chimiche ed i toni dei colori del rivestimento
che si forma.
Per ottenere una colorazione uniforme, è importante che la superficie
sia preventivamente pulita e disossidata.
FACILITA’ DI LAVORAZIONE
Il rame e le sue leghe possono essere facilmente lavorate nelle forme e
dimensioni desiderate, utilizzando qualsiasi normale processo di
lavorazione (stampaggio, estrusione, forgiatura, laminazione, formatura
ad elevate temperature¼ ).
76
Rame e le leghe di rame
I manufatti di rame possono subire processi di pulitura, placcatura, per
ottenere una gran varietà di superfici funzionali o decorative.
SALDABILITA’
Il rame e le sue leghe possono essere facilmente assemblate attraverso
uno dei vari processi meccanici (aggraffatura, rivettaggio, bullonature),
o di saldatura (saldatura a stagno, brasatura, saldatura ad arco),
comunemente usati per unire componenti metallici.
La saldabilità varia tra le varie leghe per molte ragioni, incluse la
formazione di cricche a caldo nelle leghe al piombo e le saldature
instabili nelle leghe contenenti ossido di rame.
Stagno e zinco riducono la saldabilità delle leghe di rame; mentre la
presenza di residui fosforosi aumenta la saldabilità, in quanto il fosforo
si combina con l’ossigeno adsorbito, prevenendo la formazione di ossidi
di rame nel cordone di saldatura.
La scelta del miglior metodo di giunzione è fatta in base a: requisiti di
impiego, configurazione della giunzione, spessore dei componenti e
composizione delle leghe.
RICICLABILITA’
Il rame è perfettamente reciclabile e riciclato pressoché al 100% in tutti
i Paesi del mondo. Il 40% dei semilavorati di rame e leghe di rame
prodotti in Italia e' ottenuto riciclando rottami. Tale valore corrisponde
al 100% dei semilavorati prodotti 30 anni fa (vita media utile dei
prodotti di rame e leghe di rame); per questo è possibile affermare che il
rame è la materia prima per la quale disponiamo di maggiori riserve,
anche se non esistono in Italia miniere da cui estrarlo.
77
Rame e le leghe di rame
A differenza di altri, il rame riciclato ha le stesse caratteristiche
chimico-fisiche e tecnologiche del rame primario e quindi non subisce
limitazioni di utilizzo o diminuzione di valore.
LAVORAZIONI MECCANICHE
Il rame ad elevata purezza è un metallo molto morbido: viene richiesto
uno sforzo di taglio di soli 3,9 MPa lungo i piani di scorrimento {111}. Il
rame è facilmente deformabile a freddo.
Una volta che il moto fluido è iniziato ci vuole una piccola energia per
farlo continuare, cosicché grandi cambiamenti di forma o riduzioni di
spessore sono possibili in un singolo passaggio, specialmente con flusso
continuo.
Il rame e molte delle sue leghe rispondono molto bene a deformazioni a
freddo sequenziali.
Alcune
leghe
di
rame
induriscono
per
lavorazione
abbastanza
velocemente: per questo c’è un limite nel numero di operazioni che si
possono
fare
prima
di
dover
effettuare
un
rinvenimento
per
ammorbidire il metallo.
Il rame può subire riduzioni di dimensioni anche senza rinvenimento,
ma alte deformazioni (più dell’80¸90%) inducono orientazioni cristalline
indesiderabili per applicazioni che necessitano di isotropia delle
proprietà.
4.6 Classificazione del Rame e delle leghe di Rame
Il modo più comune di catalogare il rame e le sue leghe è quello di
individuare sei famiglie, come indicato nella seguente tabella:
78
Rame e le leghe di rame
FAMIGLIA
LEGANTE 1°
Rami
vari
Solubilità
(at%)
<8
Ottoni
Zn
37
Sn
9
C50000
Al
19
C60600¸ C64200
Si
8
C64700¸ C66100
Ni
100
C70000
Bronzi
fosforosi
Bronzi
alluminici
Bronzi
siliconici
Cu-Ni, Ni-Ag
NUMERI UNS
C10000
C20000,C30000,C40000,
C66400¸ C69800
1. Ottoni: leghe di rame e zinco che possono essere suddivise in:
1.1. ottoni α contenenti fino al 36% di zinco, a loro volta suddivisi in:
1.1.1. ottoni α-rossi con il 5-20% di zinco;
1.1.2. ottoni α-gialli con il 20-36% di zinco;
1.2. ottoni α+β contenenti dal 36 al 45% di zinco.
2. Bronzi: leghe di rame contenenti fino al 12% di un elemento di lega,
ovviamente diverso dallo zinco, che possono essere suddivise in:
2.1.
bronzi allo stagno;
2.2.
bronzi al silicio;
2.3.
bronzi all’alluminio;
2.4.
bronzi al berillio.
3. Cupronichel: leghe di rame e nichel.
4. Metalli bianchi: leghe di rame, nichel, zinco.
79
Rame e le leghe di rame
4.7 Ottoni
Come detto precedentemente gli ottoni sono leghe di rame e zinco. La
solubilità dello zinco nel rame aumenta dal 32,5% a 903°C fino a circa il
39% a 454°C . Poiché il rame è areticolo c.f.c., la soluzione solida limite
α è c.f.c.. La fase β è, invece, un composto a reticolo c.c.c. e subisce una
trasformazione ordine-disordine tra i 454 e i 468°C. Nel raffreddamento
la soluzione solida β disordinata si trasforma nella soluzione ordinata β1
a reticolo c.c.c., ovvero con gli atomi di rame negli spigoli e quelli di
zinco al centro del cubo. Risulta importante dire che la fase α risulta
lavorabile sia a caldo che a freddo, mentre la fase β solo a caldo. Gli
ottoni commerciali si dividono in 2 classi:
Ottoni α: da lavorazione a freddo;
Ottoni α+β: da lavorazione a caldo.
4.7.1 Ottoni α-rossi
Gli ottoni α, contenenti fino al 36% di zinco, possiedono una resistenza
relativamente buona alla corrosione e una buona lavorabilità a caldo e a
freddo. In base al tenore di rame presente, gli ottoni variano il loro
colore, e si possono dividere in due classi: rossi e gialli.
Gli ottoni α-rossi sono leghe a basso tenore di zinco, circa 5-20%, e
risultano essere facilmente lavorabili sia a caldo che a freddo. Inoltre
presentano una superiore resistenza alla corrosione rispetto agli ottoni
gialli, tanto da poter asserire che risultano immuni alla dezincificazione
e al cedimento stagionale, tuttavia presentano un costo relativamente
alto a causa dell’alto tenore di rame presente.
Riportiamo di seguito la 7composizione chimica di alcuni ottoni rossi tra
i più comuni:
80
Rame e le leghe di rame
Sigla
Nome
UNS
comm. Nomi
Comp
R
Rs
A
HR
MPa
MPa
[%]
[f/b]
Ric.
240
76
45
f52
Ric.
260
83
45
Ric.
285
97
Ric.
315
105
Stato
Stato R
Rs
A
HR
MPa
MPa
[%] [f/b]
dur
385
345
5
64
f57
dur
420
370
5
70
46
f63
dur
485
395
5
77
48
f66
dur
510
405
7
82
Ottoni α rossi
C21000
dorato
C22000
comm.
C23000
rosso
C24000
basso
95Cu5Zn
90Cu10Zn
85Cu15Zn
80Cu20Zn
Le principali applicazioni di questo tipo di ottoni riguardano conduttori
elettrici, portalampade, condensatori e scambiatori di calore, nonché
per parti ornamentali, tubi flessibili.
4.7.2 Ottoni α-gialli
Fanno parte di questa classe tutti gli ottoni contenenti una percentuale
di zinco che va dal 20 al 36%. Sono particolarmente adatti a subire forti
deformazioni a freddo per trafilatura, presentano una buona duttilità e
una buona resistenza meccanica.
Sigla
Nome
UNS
comm. Nomi
Comp
R
Rs
A
HR
MPa
MPa
[%]
[f/b]
Ric.
340
115
57
f68
Ric.
340
115
57
Ric.
340
115
Ric.
365
152
Stato
Stato
R
Rs
A
HR
MPa
MPa
[%] [f/b]
dur
524
435
8
82
f68
dur
510
415
8
80
54
f68
dur
510
415
7
80
65
f75
dur
669
-
4
93
Ottoni α gialli
C21000
cartrige
C27000
giallo
70Cu30Zn
65Cu35Zn
65Cu-
C34000
piombo 34Zn1Pb
C44300
ammir
agliato
71Cu28Zn1Sn
81
Rame e le leghe di rame
In questo tipo di ottone si è soliti eseguire, dopo severa deformazione
plastica a freddo, un trattamento termico di distensione per evitare il
dannoso fenomeno della corrosione, denominato cedimento stagionale;
termine con il quale si suole indicare una tipica forma di corrosione
sotto sforzo dovuta alla presenza di sforzi residui introdotti durante la
lavorazione a freddo, sforzi che rendono l’ottone nettamente suscettibile
alla formazione di cricche, quando nell’ambiente è presente un agente
specifico come l’ammoniaca.Tuttavia il problema può essere risolto con
la distensione eseguita nell’intervallo di recupero o con la sostituzione
dell’ottone α con una lega meno suscettibile.
Gli ottoni α-gialli, a differenza degli α-rossi, sono suscettibili ad un’altra
forma di corrosione chiamata dezincificazione, termine con cui si indica
il contatto dell’ottone con acque dolci ad alto tenore di ossigeno e
anidride carbonica. Questo processo implica la dissoluzione, anche
completa, della lega che porta alla formazione di uno strato poroso di
rame non aderente e di scadenti proprietà meccaniche, che se non
arrestato in tempo porta alla rottura del manufatto tramite fuoriuscita
di fluido attraverso le porosità. Il problema può essere risolto grazie
all’aggiunta di piccole quantità di stagno e di arsenio.
4.7.3 Ottoni α+β
Appartengono a questa classe tutti gli ottoni contenenti zinco in tenore
compreso tra il 35 e il 40% e hanno la caratteristica di presentare a
temperatura ambiente due fasi α e β1.
Per la presenza della fase β1 queste leghe sono più difficili da lavorare
degli ottoni precedentemente descritti, infatti a temperatura di circa
460°C la fase β1 si trasforma nella fase β molto plastica, per cui queste
possono essere lavorate a caldo. Riportiamo di seguito la composizione
chimica di alcuni, tra i più importanti ottoni α+β:
82
Rame e le leghe di rame
Sigla
Nome
UNS
comm. Nomi
Comp
R
Rs
A
HR
MPa
MPa
[%]
[f/b]
Ric.
370
145
45
f80
Ric.
340
125
53
Ric.
360
140
Ric.
415
Ric.
400
Stato
Stato R
Rs
A
HR
MPa
MPa
[%] [f/b]
dur
485
345
10
75
f68
dur
400
310
25
78
45
f78
dur
475
340
22
73
140
30
b65
dur
-
-
-
-
186
45
b56
dur
552
393
20
85
Ottoni α+β
C28000
muntz
60Cu40Zn
61,5C
C36000
Free-
u-
cutting
35,5Z
n-3Pb
60Cu-
C37700
forgiato 38Zn2Pb
C38500
architet
tonico
57Cu40Zn3Pb
60Cu-
C46400
navale
39,2
Zn0,8Sn
4.8 Bronzi
Con questo termine inizialmente si volevano indicare tutte e sole le
leghe di rame-stagno; oggi invece tale termine è attribuito ad ogni lega
di rame non contenente zinco e contenente, invece un elemento di legha
in tenore maggiore del 12%.
I bronzi commerciali costituiscono principalmente leghe di ;
Rame-stagno;
Rame-alluminio;
Rame-silicio;
Rame-berillio.
83
Rame e le leghe di rame
4.8.1 Bronzi allo stagno
I bronzi allo stagno sono generalmente chiamati bronzi fosforosi, poiché
il fosforo viene aggiunto come disossidante del bagno. La presenza dello
stagno comporta un aumento della durezza, della resistenza all’usura, e
la resistenza alla corrosione all’acqua di mare in maniera molto
maggiore rispetto allo zinco.
I principali bronzi allo stagno sono riportati di seguito:
Sigla
Comp
UNS
Nomi
Stato
R
Rs
A
MPa MPa [%]
HR
Stato
[f/b]
R
Rs
A
HR
MPa
MPa
[%]
[f/b]
Bronzi allo stagno (fosforosi)
C50500
C51000
C51100
98,7Cu-1,3Sn
94,8Cu-5Sn0,2P
95,6Cu-4,2Sn0,2P
Ric.
276
76
47
-
duro
421
414
5
b67
Ric.
340
140
58
b28 Duro
560
515
10
b87
Ric.
330
130
47
f73
Duro
550
530
7
b86
C52100
92Cu-8Sn
Ric.
400
-
65
f80
duro
640
495
10
b93
C52400
90Cu-10Sn
Ric.
455
-
68
b55
duro
690
-
13
b97
Ric.
330
-
47
f73
duro
550
510
7
b86
fuso
205
110
18
b55
fuso
185
10
10
b48
C54400
C93800
C94300
88Cu-aPb4Sn-4Zn
78Cu-7Sn15Pb
70Cu-5Sn25Pb
Essi sono caratterizzati dall’avere alta resistenza meccanica e alla
corrosione, basso coefficiente d’attrito.
Le leghe fino all’ 8% di stagno sono facilmente lavorabili a freddo e sono
utilizzate per la produzione di fili, lamiere, guarnizioni e molle.
Mentre quelle con tenori di stagno compreso tra l’8 e il 12% sono
utilizzate per ingranaggi, cuscinetti e raccorderai marina.
84
Rame e le leghe di rame
Viene aggiunto anche del piombo al fine di migliorare la lavorabilità e la
resistenza all’ usura.
4.8.2 Bronzi al silicio
Sono leghe composte da rame, silicio e in genere un terzo elemento
come manganese, ferro in tenori che vanno dallo 0,25 all’ 1,25%.
Il silicio forma con il rame una serie di soluzioni solidi tali da presentare
un diagramma di stato notevolmente complesso; infatti lo studio è
maggiormente concentrato sulla porzione in cui il silicio è presente in
tenore pari al 6%.
Aumentandone
il
tenore
vengono
migliorate
le
caratteristiche
meccaniche resistenziali e la resistenza alla corrosione, mentre peggiora
la lavorabilità sia a caldo sia freddo.
Nella seguente tabella sono riportate le composizioni chimiche di alcuni
bronzi al silicio:
Sigla
Comp
UNS
Nomi
Stato
R
Rs
A
HR
MPa
MPa
[%]
[f/b]
ric
275
105
50
f55
ric
400
150
60
b60
Stato
R
Rs
A
HR
MPa
MPa
[%]
[f/b]
Duro
485
380
12
b80
duro
635
380
22
b90
Bronzi al silicio
C65100
C65500
98,5Cu1,5Si
97Cu3Si
4.8.3 Bronzi all’alluminio (Cuproallumini)
Si chiama cuproalluminio una lega rame-alluminio con tenore di rame
superiore al 50%. Il primo bronzo all’alluminio(10% di alluminio)trova la
sua originaria applicazione in artiglieria allo stato di getto verso il 1870.
85
Rame e le leghe di rame
Le proprietà principali sono:
ottima resistenza alla corrosione
elevate caratteristiche meccaniche
resistenza all’ossidazione a caldo
resistenza all’usura
antifrizione
La scelta di un bronzo all’alluminio, in luogo di uno allo stagno, è di
norma effettuata, oltre che per la maggior resistenza alla corrosione,per
la più elevata resistenza all’usura e per la resistenza meccanica a
temperatura ambiente e a caldo. Soprattutto la resistenza alla
corrosione è particolarmente apprezzata; questa importante proprietà è
dovuta alla capacità di questi materiali di ricoprirsi superficialmente di
un tenace e stabile ossido protettivo costituito principalmente di
allumina. Qualora per abrasione meccanica o per altre cause l’ossido
superficiale
venga
asportato,
si
riforma
quasi
istantaneamente,
garantendo cosi una continuità di protezione delle strutture.
I cuproallumini si dividono, come riportato nella seguente tabella in due
grandi classi:
I. cuproallumini binari: monofasici, bifasici;
II. cuprallumini complessi: monofasici, polifasici.
Analizzando il diagramma di stato rame-alluminio, vediamo che lo
studio è maggiormente concentrato sulla porzione del diagramma che
interessa la pratica industriale, ovvero la zona adiacente al rame puro.
86
Rame e le leghe di rame
Figura 7 : diagramma di stato rame-alluminio
Dall’esame del diagramma si nota la possibilità di esistenza di tre fasi,
la , la β e la γ2.
Nella fase l’alluminio forma con il rame una soluzione solida
costituzionale c.f.c. la solubilità dell’alluminio nel rame presenta a
1035˚C un minimo del 7,4%, per poi aumentare fino al 9,4% a
565˚C e mantenersi praticamente invariata su questo valore fino a
temperatura ambiente. Con velocità di raffreddamento usuale si
ottiene, nelle leghe con alluminio fino a circa il 7%,la sola fase
,molto plastica a freddo. I semilavorati tradizionali (tubi, fili,
barre ecc.)sono pertanto ottenuti con questo unico costituente.
La fase β possiede un reticolo c.c.c. la fase è stabile sopra i 565 ˚C
e il campo di esistenza si allarga all’aumentare della temperatura
(alluminio tra il 10 e il 15% in peso sopra i 1000 ˚C). sotto i 565
87
Rame e le leghe di rame
˚C la fase β subisce una trasformazione eutettoidica dando luogo
all’eutettoide +γ. La fase β per raffreddamento veloce si può
anche stabilizzare a temperatura ambiente in una struttura
acculare di tipo martensitico, dura e fragile, che deve essere poi
rinvenuta. Nell’intervallo di temperatura in cui i cuproallumini
sono
costituiti
solo
dalla
fase
β,
essi
si
presentano
eccezionalmente bene alla deformazione plastica; ciò spiega
l’attitudine di queste leghe allo stampaggio a caldo. Si presentano
bene anche alla colata e alla saldatura.
La fase γ2 ha una struttura cubica complessa, molto simile alla
fase degli ottoni. Il suo campo di esistenza è compreso tra il 15,6
e il 20% di alluminio. Con la fase forma un eutettoide +γ (in in
corrispondenza di un tenore di alluminio dell’11,8%)di tipo
lamellare, molto simile alla perlite degli acciai. Nelle leghe
industriali la fase γ tende a precipitare ai bordi dei grani
,esercitando una nefasta influenza sia sulle caratteristiche
meccaniche che sulla resistenza alla corrosione; tale fase γ ha
infatti un potenziale elettrochimico meno nobile di quello del rame
e della fase e tende pertanto a corrodersi preferenzialmente
dando luogo al fenomeno della cosiddetta dealluminazione.
4.8.4 Bronzi al Berillio
Le leghe binarie rame-berillio, pur dotate di caratteristiche che
superano quelle dei bronzi allo stagno, non hanno ancora conquistato
un grosso mercato a causa soprattutto dell’elevato costo e delle difficoltà
di approvvigionamento del berillio.
88
Rame e le leghe di rame
Figura 8 : diagramma di stato rame-berillio
Il diagramma di stato rame-berillio mostra la formazione di una
soluzione solida (c.f.c.)di berillio nel rame fino a un tenore di 2,7% di
berillio a 864 ˚C; inoltre la rapida diminuzione della solubilità lungo la
curva di solvus, fino a circa lo 0,3%di berillio nel rame a 300 ˚C,
permette di eseguire trattamenti termici di tempra e di invecchiamento
sulle leghe rame-berillio scelte con un contenuto di berillio massimo del
2,7%. Una tempra dalle temperature di esistenza della sola soluzione
solida stabile fissa questa forma sovrassatura, mentre con un lento
raffreddamento la soluzione solida si trasforma prima in +β,con quest’
ultima che subisce a 575 ˚C la trasformazione eutettoidica +γ. La
soluzione solida sovrassatura a temperatura ordinaria rimane tale
senza passare con il tempo nello stato di equilibrio +β oppure +γ; in
89
Rame e le leghe di rame
altri termini, le leghe rame-berillio non invecchiano spontaneamente o
come si suole dire naturalmente. La soluzione solida è molto plastica e
può essere lavorata senza difficoltà a freddo, ovvero imbutita, stampata,
trafilata,
laminata
ecc.;
dopo
tali
lavorazioni,
e
quindi
dopo
incrudimento, può subire un invecchiamento artificiale. In altre parole,
riscaldata a temperature relativamente basse (525-575 ˚C) senza
comunque superare la linea di solvus, la fase si trasforma nelle fasi
che le competono a temperatura ordinaria, ovvero +γ. Questa
trasformazione, come in tutti i casi di invecchiamento di una soluzione
solida,trasforma la lega rame-berillio da lega plastica e deformabile in
lega molto dura, per la presenza di particelle dure e indeformabili
disperse in forma coerente nella matrice. Da un punto di vista pratico si
può ancora mettere in evidenza che:
per leghe povere di berillio(tenori di 1-1,3%) il trattamento di
rinvenimento non ha nessuna influenza sull’invecchiamento; ciò
sta a confermare che in questo campo di composizioni non si ha il
fenomeno di indurimento per precipitazione;
per leghe contenenti l’1,3-3% di berillio l’effetto del rinvenimento è
veramente notevole tanto che una lega contenente per esempio il
2,5% di berillio, invecchiata a 300-350˚C per un’ora, eleva la
durezza e con essa le altre caratteristiche resistenziali, da 110 HB
(stato
solamente
temprato)a
350
HB
(stato
temprato
e
invecchiato).
Le principali leghe rame-berillio di uso commerciale sono riportate nella
seguente tabella:
90
Rame e le leghe di rame
Sigla
Comp
UNS
Nomi
Stato
R
Rs
A
HR
MPa
MPa
[%]
[f/b]
ricotto
470
280
48
b98
Fuso
515
275
15
b81
fuso
550
345
10
b86
Stato
R
Rs
A
HR
MPa
MPa
[%]
[f/b]
1310
1150
2
Bronzi al berillio
98CuC17000
1,7Be-
duro
c39
0,3Co
97,2CuC82500
2Be0,5Co0,25Si
97Cu-
C82600
2,4Be0,5Co
La presenza di cobalto, nichel e ferro nei tenori sopra riportati assolve
sostanzialmente la funzione di affinante e di inibitore dell’ingrossamento
del grano durante i riscaldamenti previsti dal trattamento termico. La
lega rame-berillio viene fornita sotto forma di semilavorati e di getti:
essa
trova
applicazioni
nel
settore
elettrotecnico,
specie
nella
produzione di molle e di contatti e per parti sollecitati a fatica. In lega
rame-berillio si producono anche bulloneria ad alta resistenza e non
soggetta a corrosione e utensili antiscintilla. Solitamente la lega rameberillio è fornita allo stato ricotto e temprato perché, in queste
condizioni,
il
materiale
è
facile
da
deformare
plasticamente;
l’invecchiamento, in forni a muffola o in bagni di sali fusi, conclude il
ciclo di lavorazione.
4.8.5 Cupronichel
Originariamente il nome di cupronichel fu dato a una lega 80Cu-20Ni.
Questa denominazione è stata poi estesa a ogni lega rame-nichel con
tenore di nichel inferiore al 50%, escludendo il Monel e anche le leghe
complesse,quali
quelle
rame-nichel-zinco
(alpacche)
rame-nichel-
91
Rame e le leghe di rame
argento e rame-nichel-alluminio. Il rame e il nichel sono mutuamente
solubili in tutte le proporzioni e danno quindi luogo a una serie
continua di soluzioni solide monobasiche. Esiste quindi una sola fase
che non può essere suscettibile di trattamento termico; le proprietà
delle leghe potranno perciò essere modificate solo con una lavorazione a
freddo. I principali cupronichel di interesse commerciale sono riportati
di seguito:
Sigla
Comp
UNS
Nomi
Stato
R
Rs
A
HR
MPa
MPa
[%]
[f/b]
ricotto
358
98
35
b27
ricotto
358
98
35
ricotto
380
125
36
Stato
R
Rs
A
HR
MPa
MPa
[%]
[f/b]
duro
518
500
5
b80
b27
duro
518
500
5
b80
b40
duro
560
520
3
-
Cupronichel
C70600
C71000
C71500
90Cu10Ni
80Cu20Ni
70Cu30Ni
Il rame e il nichel sono due metalli di per sé già resistenti alla
corrosione in molti mezzi aggressivi; alligandoli si ottiene un materiale
le cui caratteristiche di resistenza alla corrosione sono, in un certo qual
modo,una combinazione esaltata delle caratteristiche di entrambi. I
cupronichel sono stati messi a punto negli anni 40 proprio per superare
i problemi di corrosione legati all’impiego di acqua di mare come
refrigerante per condensatori di turbina e come fluido scambiatore di
calore in varie applicazioni. Un’altra interessante caratteristica dei
cupronichel a tenore elevato in nichel, sfruttata nelle applicazioni
navali, è l’attività biologica contro gli organismi incrostanti, che vengono
distrutti o allontanati dalla presenza di ioni rame in soluzione.
92
Rame e le leghe di rame
4.8.6 Metalli Bianchi
I metalli bianchi appartengono al gruppo delle leghe ternarie ramenichel-zinco chiamate in Italia alpacche e packfong e all’estero con
diverse denominazioni. L’aggiunta del nichel alle leghe binarie ramezinco influisce:
sul colore della lega che, per contenuti crescenti fino al 10-20% di
nichel, diventa bianca a somiglianza dell’argento;
sulla resistenza alla corrosione che migliora notevolmente, in
particolar modo negli acidi grassi;
su
tutte
le
proprietà
meccaniche
che
migliorano
considerevolmente rispetto agli ottoni.
Le principali leghe appartenenti a questa classe sono riportate nella
seguente tabella:
Sigla
Comp
UNS
Nomi
Stato
R
Rs
A
HR
MPa
MPa
[%]
[f/b]
ricotto
365
160
40
f78
ricotto
365
140
43
ricotto
385
145
ricotto
395
ricotto
ricotto
Stato
R
Rs
A
HR
MPa
MPa
[%]
[f/b]
duro
585
505
4
b87
b35
duro
590
515
4
b89
42
b37
duro
585
515
4
b89
145
40
f79
duro
585
515
3
b87
400
170
40
b40
duro
585
510
3
b87
415
185
40
b55
duro
690
585
3
b91
65CuC78200
25Zn8Ni65Cu-
C74500
25Zn10Ni
65Cu-
C75700
23Zn12Ni
65Cu-
C75400
20Zn15Ni
65Cu-
C72200
17Zn18Ni
55Cu-
C77000
27Zn18Ni
93
Rame e le leghe di rame
Nelle leghe rame-zinco-nichel commerciali i tre componenti risultano in
un largo intervallo completamente solubili anche allo stato solido;
quando sono congiuntamente presenti in determinate proporzioni, e
particolarmente quando la somma del contenuto rame-nichel supera il
73%, la lega si presenta sotto forma di soluzione solida per la quale non
è offerta la possibilità di alcun trattamento termico di solubilizzazione e
riprecipitazione. Tali leghe, come soluzioni solide, hanno buone
caratteristiche plastiche e favorevole comportamento alla corrosione. Le
leghe rame-nichel-zinco più ricche in nichel (18%)sono normalmente
denominate alpacche; quelle più povere, e pertanto meno nettamente
bianco-argento,
sono
denominate
packfong
(65Cu-23Zn-12Ni).
Le
caratteristiche meccaniche sono assai elevate, potendosi arrivare anche
a carichi unitari di rottura di 800 MPa negli stati fortemente incruditi.
Le caratteristiche meccaniche, e particolarmente le caratteristiche
elastiche, delle leghe rame-nichel-zinco aumentano con il rapporto
nichel/rame. Tenendo conto di questo effetto,si possono preparare, per
esempio, due leghe di tipo alpacca, contenenti ambedue il 18% di
nichel:
l’una,
(64Cu-18Ni-18Zn),
è
raccomandata
per
lavori
di
stampaggio, come vasellame, posateria ecc.; l’altra, (55Cu-18Ni-27Zn), è
raccomandata per molle.
Infine ricordiamo che le leghe di rame-nichel-zinco, oltre come
semilavorati, si possono adoperare nella produzione di getti. Le
applicazioni riguardano generalmente gli ambienti navali.
94
Rame e le leghe di rame
4.8.7 Leghe speciali di rame
TIPO
LEGA
PROPRIETA' ED USI
CuCrZr
Alta resistenza, temperato, materiale per
saldatura a punti, con ciclo continuo
particolarmente alto o saldatura a punti con rulli,
idoneo per tutti gli acciai, inclusi quelli
inossidabili e legati, anche per lastre zincate.
CuCrZr
Materiale temprato adatto per saldatura a punti,
a proiezione e di testa idoneo per acciai al
carbonio, lastre zincate, ottone, bronzo e nichel.
Può in alcuni casi essere ottimamente usato per
le leghe di alluminio.
CuZr
Materiale lavorato a freddo con una più alta
temperatura di ammorbidimento e alta
conducibilità elettrica idoneo per leghe di
alluminio e bronzi.
CuAg 0.1 P
Materiale lavorato a freddo con la conducibilità
elettrica del rame puro ma una più alta
temperatura di ammorbidimento.Particolarmente
adatto per la saldatura a punti per leghe di
alluminio.
CuCrZr
Materiale speciale temprato per saldatura
continua, estremi carichi di stress e non
suscettibile alle crepe. Idoneo per tutti i tipi di
acciaio e per le lastre rivestite.
B (CH 40)
CuCo2Be
Alta resistenza, temprato, materiale con la
particolare caratteristica di grande durezza
accoppiata a una conducibilità elettrica di grado
medio; per saldatura a punti, continua a
protezione e di testa idoneo per acciai legati, ad
alta resistenza e anti corrosione, anche per
nichel e leghe di nichel.
D (CH 76)
CuNi2.5SiCr
Alta resistenza, temprato, materiale per
saldatura a proiezione e di testa: un'alternativa
senza berillio al tipo B.
CuNi2Be
Lega di rame altamente performante.
Materiale per elettrodi, saldatura a punti, per
grosse frequenze di saldatura o saldatura a rulli
continua e con alte frequenze. Indicato per tutti i
tipi di acciai e per le lamiere ricoperte e
galvanizzate.
HF (CH 25)
N (CH 23)
N4 (CH 18)
L (CL 04)
G (CH 27)
NIB (CH48)
95
Titanio e le leghe di titanio
5.1 Titanio e le leghe di Titanio
Il titanio è l’elemento chimico facente parte dei metalli del blocco d e le
cui proprietà generali sono le seguenti:
¾ Elemento di numero atomico 22 con struttura reticolare a
temperatura ambiente di tipo e.c. ovvero esagonale compatto;
¾ Configurazione elettronica Ar3d24s2
¾ Densità 4,51 g/cm^3;
¾ Durezza Brinnell (HB) 6,0;
¾ Punto di fusione 1667,85 °C;
¾ Carico di rottura 365 MPa;
¾ Modulo di elasticità 105 GPa;
¾ Allungamento a rottura 35 %;
¾ Aspetto argento metallo;
¾ Eccellente lavorabilità meccanica;
¾ Eccellenti caratteristiche di resistenza alla corrosione;
¾ Ottima saldabilità;
¾ Elevato limite di fatica;
¾ Duttile e tenace;
5.2 Estrazione del Titanio
Il titanio è un elemento metallico che è ben conosciuto per la sua
resistenza alla corrosione (quasi quanto il platino) e per il suo alto
rapporto resistenza/peso. È leggero, duro, con una bassa densità (il
40% di quella dell'acciaio). Quando allo stato puro è abbastanza duttile,
lucido, di colore bianco metallico. Tuttavia le leghe di titanio non sono
facilmente lavorabili, e la difficoltà di lavorazione alle macchine utensili
è paragonabile a quella dell'acciaio inossidabile, notoriamente il più
problematico da plasmare per asportazione di truciolo. Il titanio è
saldabile, con adeguate tecniche che non permettano il contatto con
96
Titanio e le leghe di titanio
l’aria, ed ha il vantaggio che la zona fusa, quella termicamente alterata
e il materiale base possiedono uguale resistenza alla corrosione; inoltre
il punto di fusione relativamente alto di questo elemento lo rende utile
come metallo refrattario. Il titanio è resistente come l'acciaio ma il 45%
più leggero, pesa il 60% in più dell'alluminio ma con una resistenza
doppia. Queste proprietà rendono il titanio molto resistente alle forme
usuali di fatica dei metalli.
Questo metallo forma una patina di ossido passivo se esposto all'aria,
ma quando è in un ambiente libero da ossigeno è molto duttile. Il
titanio, che brucia se riscaldato nell'aria, è anche l'unico elemento che
brucia in un gas di azoto puro. Il titanio è resistente all'acido solforico
diluito e all'acido cloridrico, oltre che ai gas di cloro, alle soluzioni di
cloruri e alla maggior parte degli acidi carbossilici.
Il titanio (dal latino Titans, Titani, i primi figli di Gaia) fu scoperto in
Inghilterra nel 1791 dal reverendo William Gregor, che riconobbe la
presenza
di
un
nuovo
elemento
nell'ilmenite.
L'elemento
venne
riscoperto molti anni dopo dal chimico tedesco Heinrich Klaproth nei
minerali di rutilo. Nel 1795 Klaproth battezzò l'elemento con il nome dei
Titani della mitologia greca. Il metallo di titanio non venne usato al di
fuori dei laboratori fino al 1946 quando William Justin Kroll dimostrò
che il titanio poteva essere prodotto commercialmente tramite riduzione
del tetracloruro di titanio con il magnesio (un metodo ancora in uso
tutt'oggi).
Quindi possiamo asserire che vi sono tre processi per ottenere il titanio
commercialmente puro:
1. processo al cloruro;
2. processo al solfato;
3. processo al carbonato di potassio e acido fluoridrico.
97
Titanio e le leghe di titanio
5.2.1 Processo al Cloruro
L’ elemento principale di questo processo è rappresentato dal rutilo che
viene scaldato con cloro e carbon coke a 900 °C che porta alla
formazione del tetracloruro di titanio (TiCl4), che è volatile e può così
essere separato da ogni impurezza.In seguito il TiCl4 viene riscaldato
con O2 a 1200 °C; si forma TiO2 puro e Cl2, che viene riutilizzato:
TiO2 + 2Cl 2 + 2C → TiCl 4 + 2CO
Successivamente, questo viene ridotto in fase liquida mediante
magnesio metallico in presenza di un’ atmosfera inerte, secondo la
seguente relazione:
2Mg + TiCl4 + 2C → 2MgCl2 + Ti
Si ottiene cosi un prodotto commerciale poroso, detta spugna di titanio,
che deve essere successivamente addensato mediante rifusione all’arco
in un forno elettrico.
5.2.2 Processo al Solfato
In questo caso l’elemento che far marciare il processo è l’ ilmenite
FeTiO3, che viene digerita con acido solforico concentrato: si formano
così solfato ferroso, solfato ferrico (rispettivamente FeSO4 e Fe2(SO4)3) e
solfato di titanile TiO · SO4. La massa è lisciviata con acqua e ogni
materiale viene rimosso.……………………………………………………………
Lo ione ferrico (Fe3+) in soluzione viene ridotto a ferroso (Fe2+), usando
limatura di ferro, e quindi FeSO4 viene cristallizzato per evaporazione
sotto vuoto e raffreddamento. La soluzione di TiOSO4 viene idrolizzata
mediante ebollizione e la soluzione viene seminata con cristalli di rutilo.
98
Titanio e le leghe di titanio
5.2.3 Processo al Carbonato di Potassio
Un altro metodo è costituito dal trattamento del minerale ridotto in
polvere con carbonato di potassio e acido fluoridrico acquoso, in modo
da formare l'esafluorotitanato (IV) di potassio K2[TiF6], un sale che può
essere facilmente separato dalle scorie perché solubile in acqua in
opportune condizioni di temperatura. L'aggiunta di ammoniaca alla
soluzione determina la precipitazione di un ossido ammoniacale che,
per calcinazione in un crogiuolo di platino, rigenera il diossido.
5.3 Classificazione del Titanio e delle leghe di Titanio.
Nella descrizione delle leghe di titanio, risulta importante ricordare la
struttura del reticolo cristallino. Infatti a temperatura ambiente, il
titanio presenta, come detto prima, un reticolo cristallino esagonale
compatto, noto come fase α; questa fase si trasforma a 885°C in una
fase cubica a corpo centrato. La trasformazione β → α non è controllata
da diffusione atomica ed è quindi di tipo martensitico; essa avviene
perciò quasi istantaneamente anche per variazioni molto lente della
temperatura.
Conseguentemente risulta importante come l’aggiunta di elementi di
lega al titanio possa influenzare la temperatura di trasformazione
α → β . Si è soliti dividere gli elementi di lega in stabilizzanti della fase α
e di quella β. Ciò significa che, se si aggiunge al titanio uno stabilizzante
della
prima
(alluminio,
azoto,
ossigeno),
la
temperatura
di
trasformazione α → β aumenta, mentre avviene il contrario per uno
stabilizzante della seconda (cromo, ferro, molibdeno, manganese).
Risulta evidente da quanto detto sopra, che la struttura di una lega di
titanio può essere costituita dalla sola fase α, dalle due fasi α+β, o dalla
99
Titanio e le leghe di titanio
sola fase β, in relazione ai tenori relativi degli elementi di lega αstabilizzanti o β-stabilizzanti presenti e al trattamento termico.
5.3.1 Leghe α
Le leghe alfa (Tabella 2) sono un pò meno resistenti a corrosione
rispetto al titanio non legato, ma possiedono resistenza maggiore sia di
quest’ultimo che di tutte le altre leghe di titanio; inoltre, resistono
all’ossidazione ad alte temperature (300°C - 540°C) e presentano miglior
saldabilità rispetto ai vari tipi di titanio CP ed ottima duttilità. I livelli di
resistenza a temperatura ambiente, comunque, sono i più bassi e
queste composizioni non rispondono a trattamento termico.
La principale variabile microstrutturale delle leghe alfa è la dimensione
del grano. Per una composizione fissata, la resistenza a breve termine
(snervamento) e la resistenza a lungo termine (rottura per creep) sono
influenzate dalla dimensione del grano e dall’energia immagazzinata (se
ce n’è) a deformazione.
Tra le leghe alfa ci sono tipologie ad alto contenuto di alluminio, con
così poca quantità di beta da essere identificate come super alfa. Le
leghe alfa più comuni sono la lega Ti-5Al-2,5Sn ed una lega con bassa
quantità di elementi interstiziali (ELI), che ha la stessa composizione
della precedente. La qualità ELI può essere ottenuta commercialmente
per colata o con ogni altro tipo di lavorazione ed è usata in numerose
applicazioni aerospaziali; inoltre, è utilizzata per realizzare serbatoi a
riempimento di idrogeno liquido e per vasi ad alta pressione operanti al
di sotto di circa –200°C, componeti in lamierino lavoranti fino a 480°C e
tubazioni di scarico di motori di aeroplano poiché essa mantiene
duttilità e tenacità alle temperature criogeniche.
100
Titanio e le leghe di titanio
Sigla
R
Rs
A
HR
Trans.
Forg.
[MPa]
[MPa]
[%]
b/c
[°C]
[°C]
825
790
10
c36
1040
1030
685
620
10
c33
1040
1030
790
755
10
c37
1030
1030
890
825
10
-
995
1030
Distenzione
Ricottura
[°C]
[h]
[°C]
[h]
mezzo
540-
¼-
720-
1/6-
650
4
840
4
-
-
-
-
-
595-
¼-
790-
705
1
900
1-8
aria
595-
¼-
855-
705
1
900
½-4
aria
Leghe α
Ti-5Al2,5Sn
Ti-4Al2,5Sn
Ti-8Al2,5Nb
Ti-7Al12Zr
aria
5.3.2 Leghe α+β
Le leghe alfa-beta contengono sia elementi alfa stabilizzanti che beta
stabilizzanti; queste leghe possono essere rinforzate con trattamento
termico o con lavorazioni termo-meccaniche.
Generalmente, quando si desidera un rinforzo, le leghe vengono
raffreddate rapidamente a partire da alta temperatura (nel range di
temperature di stabilità alfa-beta o anche sopra la temperatura di beta
transus). Questo “trattamento di solubilizzazione“ è seguito da un
trattamento a temperatura intermedia (invecchiamento o ageing) per
produrre la giusta miscela di prodotti alfa e beta trasformati; in tal
modo queste leghe possono essere lavorate mentre il materiale è ancora
duttile e, successivamente, subiscono il trattamento termico che
permette di rinforzare il materiale. La risposta al trattamento termico
dipende dalla velocità di raffreddamento adottata a partire dalla
temperatura di solubilizzazione e, quindi, può essere legata alle
dimensioni della sezione.
Le leghe alfa-beta hanno un’alta resistenza ma sono meno formabili
delle leghe alfa; la saldatura per fusione si ottiene con efficienze del
101
Titanio e le leghe di titanio
100%. Questa classe di leghe di titanio incide su oltre il 70% di tutto il
titanio impiegato commercialmente.
Dal punto di vista microstrutturale, i costituenti alfa, quelli rimasti beta
e quelli trasformati in beta possono esistere in diverse forme: equiassici,
aciculari o come combinazione di questi due. Le strutture equiassiche si
formano durante la lavorazione della lega nel range di temperature alfabeta e durante la ricottura a basse temperature; le strutture aciculari,
invece, hanno origine da lavorazioni o da trattamenti termici a
temperature
prossime
alla
beta
transus,
seguiti
da
rapido
raffreddamento. Il rapido raffreddamento dalle alte temperature nel
range alfa-beta si traduce nella formazione di strutture primarie di alfa
equiassico e secondarie di beta trasformato.
Le dieci leghe alfa-beta più comuni (Tabella 3) presentano composizioni
molto diverse tra loro e, quindi, le loro caratteristiche generali sono
piuttosto variabili. Questo range di composizione comprende leghe
fortemente stabilizzate con beta e leghe profondamente indurite, quali
Ti-6Al-2Sn-4Zr-6Mo e Ti-6Al-6V-2Sn, che forniscono alta resistenza a
temperatura ambiente ed a temperature intermedie; ci sono, inoltre,
composizioni più povere di elementi in lega, come Ti-6Al-4V, che è la
lega di titanio maggiormente utilizzata (rappresenta infatti circa il 45%
della produzione globale). Considerando un basso indurimento, l’alto
contenuto di alluminio di quest’ultima le conferisce un’eccellente
resistenza
ed
ottime
proprietà
ad
elevate
temperature;
essa
è
considerata una lega di titanio per scopi generici e le può essere
attribuita qualsiasi forma attraverso lavorazione o per colata. Alterando
i livelli interstiziali di Ti-6Al-4V si danno nuove proprietà alla lega: la
riduzione degli elementi interstiziali produce un’eccellente tenacità, un
punto importante nelle applicazioni criogeniche e nelle applicazioni a
profonda immersione; con un trattamento termico appropriato, inoltre,
102
Titanio e le leghe di titanio
la resistenza della lega Ti-6Al-4V aumenta fino al 35% di quella in
condizioni ricotte
Sigla
R
Rs
A
HR
Trans
Forg.
[MPa]
[MPa]
[%]
b/c
[°C]
[°C]
825
755
10
c35
800
-
890
825
10
c36
995
1000
860
790
10
c32
960
970
995
925
10
c38
1005
815
Distenzione
[°C]
[h]
Ricottura
[°C]
[h]
mezzo
650-
1/2-
Forno+
760
1
aria
1-8
Aria/forno
Legh
α+β
Ti8Mn
Ti-6AlaV
Ti-6Al6V2Sn
Ti-7Al4Mo
480595
¼
480-
1-
705-
650
50
840
480650
480705
1-8
1-8
705-
3/4-
830
8
705790
-
Aria/forno
Aria/acqua
5.3.3 Leghe β
Il titanio può esistere completamente in fase beta a temperatura
ambiente (fase beta metastabile); l’addizione di alcuni elementi in lega,
infatti, può inibire la trasformazione da beta ad alfa. Le leghe beta sono
abbastanza ricche di beta stabilizzanti (e povere di alfa stabilizzanti), in
modo che possa essere ottenuta con velocità di raffreddamento
appropriate una microstruttura in cui sia presente solo fase beta.
Proprio a causa del loro alto contenuto di elementi in lega, le leghe beta
hanno densità maggiore (4,84 - 5,06 g/cm3) rispetto alle leghe alfa-beta
e, quindi, i valori dei loro rapporti resistenza/densità non possono
essere alti come quelli delle leghe alfa o alfa-beta. Le leghe beta sono
instabili e la precipitazione di fase alfa nella fase beta metastabile è un
metodo usato per rinforzarle; sono, quindi, leghe in grado di acquisire
una buona durezza, hanno buona lavorabilità a freddo quando sono
103
Titanio e le leghe di titanio
trattate in soluzione e presentano alta resistenza quando sono
invecchiate.
Sigla
R
Rs
A
HR
Tra
For
[MPa]
[Mpa]
[%]
b/c
[°C]
[°C]
1440
1370
8
c35
630
815
890
860
10
c32
720
1020
Disten
Ricottura
[°C]
[h]
[°C]
[h]
mezzo
540-
½-
650-
595
2
730
730-
¼-
730-
1/8-
Aria/
800
1
800
1
acqua
Leghe β
Ti-8V-5Cr1Al
Ti-13V11Cr-3Al
½-2
Forno+
aria
5.4 Tecnologie di lavorazione
5.4.1 Fusione e produzione di getti
A causa dell’ elevatissima reattività del titanio con tutti i materiali
refrattari noti e la sua facile contaminazione con ossigeno, azoto e
idrogeno, risulta necessario utilizzare tecniche fusorie e di colata
avanzate come il forno ad arco in atmosfera protettiva e quello a fascio
elettronico operante sotto vuoto.
5.4.2 Lavorazione a caldo
Le tecniche di fucinatura alla pressa ed al maglio del titanio sono
essenzialmente
le
stesse
di
quelle
per
gli
acciai
basso
legati,
considerando la bassa conducibilità termica del titanio e la sua
sensibilità alla contaminazione con l'idrogeno quando viene scaldato in
atmosfera riducente. L’utilizzo di forni elettrici di preriscaldamento è
ottimale, ma spesso vengono usati forni ad olio o a gas, a condizione
che l’atmosfera sia in eccesso di ossigeno e che il tempo e la
temperatura siano mantenuti ad un valore minimo coerente col
104
Titanio e le leghe di titanio
riscaldamento uniforme; nei forni ad olio o a gas dovrebbe essere evitato
il contatto diretto tra fiamma e pezzo in lavorazione.
Come indicazione di massima si assume un’ora per 50 mm di spessore
della sezione. È preferibile avere le macchine utilizzate nella fucinatura
attendenti il metallo, piuttosto che il metallo, mantenuto ad alta
temperatura, che attende il suo turno alla forgia. Buoni metodi di
trattamento minimizzano la contaminazione, riducendo il numero di
riscaldi necessari; il preriscaldamento degli utensili ed il mantenimento
di un tempo di contatto il più breve possibile riducono il raffreddamento
della superficie e la possibilità di criccatura.
C’è una velocità ottimale di lavorazione dipendente dalla lega che viene
forgiata, dalla geometria del pezzo e dalla temperatura impiegata. Una
lavorazione troppo pesante può provocare accumulo di calore al centro
del pezzo, con conseguente crescita del grano o possibile cambiamento
di fase, che possono condurre ad una perdita di duttilità. Ancora, colpi
leggeri ripetuti o tentativi di continuare la fucinatura ad una
temperatura
dovrebbero
troppo
essere
bassa
possono
promuovere
evitati.
Inoltre,
troppi
la
riscaldi
criccatura
con
e
piccole
deformazioni tra uno e l’altro sono nocivi poiché conducono ad una
microstruttura
grossolana
e,
conseguentemente,
a
proprietà
meccaniche basse.
5.4.3 Lavorazione a freddo
La produzione per deformazione a freddo di lamiere, nastri si serve degli
stessi impianti degli acciai inossidabili convenzionali; tuttavia sono
richieste molte ricotture intermedie di ricristallizzazione tra i 600-700°C
poiché sono tollerate riduzioni dell’ordine del 30-40%.
105
Titanio e le leghe di titanio
5.4.4 Lavorazione con asportazione di truciolo
5.4.4-1 Fresatura
Nella fresatura, la fresa è efficace solo per parte di ogni giro: durante il
periodo di taglio, lo spargimento di titanio e il danneggiamento per
attrito dei denti provocano usura o scheggiatura dell'utensile; durante il
resto del giro, il truciolo rimane saldato strettamente al dente ed è
coinvolto nella successiva operazione di taglio. Ciò può essere in parte
ridotto dall’utilizzo di una fresatura messa a punto rigidamente, che
produce un truciolo d’uscita sottile, il quale si stacca dal dente con
maggior facilità. I refrigeranti a base di acqua riducono le temperature
di taglio e minimizzano il danneggiamento per attrito.
Le convenzionali frese d'acciaio rapido possono essere utilizzate per la
produzione a basso volume di piccole parti e per altre operazioni di
minor importanza. Le frese con punta in carburo sono più utili per alte
velocità di produzione o per operazioni di rimozione del metallo, come
nella fresatura frontale o nella fresatura delle lastre. Quando inizia la
lavorazione di un nuovo pezzo, è sempre consigliabile usare una bassa
velocità di taglio ed aumentarla solo in seguito a velocità più alte.
5.4.4-2 Tornitura ed alesatura.
Nella tornitura e nell’alesatura non ci sono operazioni particolarmente
difficili se vengono utilizzate le corrette condizioni di taglio; inoltre, sono
desiderabili
dispositivi
che
spezzettino
il
truciolo.
L'esperienza
suggerisce che l'acciaio rapido è migliore per il taglio di forma, per i tagli
discontinui o per i tagli ad immersione; gli utensili a base di carburi
sono utilizzati normalmente per lavori di taglio continuo, per articoli di
produzione ad alto volume o per operazioni di rimozione del metallo; gli
utensili in lega non ferrosa ottenuti per colata sono adatti ad
106
Titanio e le leghe di titanio
impegnativi tagli ad immersione, per lavorare alla contropunta fissa e
per produrre strette scanalature.
Come in altre operazioni di lavorazione, è sempre meglio usare
avanzamenti positivi e costanti, evitare di soffermarsi, arrestarsi o
rallentare nel taglio. I liquidi di taglio aiutano nel raffreddamento
dell'utensile e favoriscono l'eliminazione del truciolo; il taglio a secco
non è consigliato, se non per evitare la contaminazione del truciolo nel
caso in cui lo sfrido debba essere recuperato. Un flusso costante di
refrigerante a base d'acqua è il tipo di liquido più soddisfacente; una
soluzione al 5% di nitrato sodio in acqua dà buoni risultati o anche
un’emulsione d’olio solubile in acqua.
5.4.5 Saldabilita’
Il titanio risulta saldabile in maniera soddisfacente per punti, per
scintillamento e ad arco in atmosfera protettiva per evitare la
contaminazione dei giunti saldati, con conseguente infragilimento.
Per certe applicazioni speciali la protezione del giunto con flusso di
argon o di elio non è sufficiente, si preferisce eseguire la saldatura in
opportune camere a tenuta e contenenti gas inerte secco o meglio
operando mediante un fascio elettronico sotto vuoto che realizza cordoni
di saldatura stretti e profondi. Le leghe α risultano saldabili più
facilmente rispetto le leghe α+β, in cui il cordone risulta più fragile tanto
da dover essere trattate termicamente.
5.4.6 Resistenza alla corrosione
Il titanio commercialmente puro presenta un’ ottima resistenza alla
corrosione anche a temperature elevate in numerosi ambienti, quali
107
Titanio e le leghe di titanio
acidi fortemente ossidanti, soluzioni acquose di cloruri, cloro umido,
ipocloro.
Il titanio viene attaccato dall’ acido fluoridrico, cloridrico, solforico,
ossalico e formico. Il titanio si ricopre di un film di ossido
autocicatrizzante protettivo che lo rende nobile rispetto a numerosi
materiali metallici. In particolare le leghe di titanio sono in genere meno
resistenti alla corrosione del titanio commercialmente puro, ma
entrambi resistono perfettamente alla corrosione a secco fino a
temperature dell’ordine di 550°C.
108
Zinco e le leghe di Zinco
6.1 Zinco e le leghe di Zinco
Lo zinco è l’elemento chimico facente parte dei metalli di transizione del
blocco d e le cui proprietà generali sono le seguenti:
¾ Elemento di numero atomico 30 con struttura reticolare a
temperatura ambiente di tipo e.c. ovvero esagonale compatto;
¾ Configurazione elettronica [Ar]3d104s2
¾ Densità 7,13 g/cm^3;
¾ Durezza Brinnell (HB) 2,5;
¾ Punto di fusione 419,52ºC;
¾ Carico di rottura 27,6-124 MPa;
¾ Allungamento a rottura 40 %;
¾ Aspetto metallo grigio-azzurrognolo;
¾ Elevata fragilità a temperature ordinarie
¾ Duttile e tenace a temperature comprese tra i 110-150°C;
6.2 Estrazione dello Zinco
Avendo un basso punto di fusione,subisce già a temperatura ambiente
fenomeni di creep, per cui risulta difficile valutare con precisione il
modulo di Young ed il carico di snervamento.
Lo zinco, è stato usato in leghe fin dai tempi più remoti, specialmente
con il rame e lo stagno. Il metallo puro è stato conosciuto solo
successivamente, nel 1746 da A. S. Marggraf. Il suo uso nella tecnica si
diffuse solo dopo aver scoperto che si poteva facilmente laminare a
caldo. Verso la fine dell’Ottocento, E. Frankland scoprì gli zincoalchili,
cioè i composti dello zinco con i radicali organici, i quali divennero ben
presto molto importanti fra i composti organometallici per le grandi
possibilità d’impiego nelle sintesi organiche.
In natura non si trova mai allo stato puro, ma sotto forma di ossido,
ZnO; di silicato, Zn4[(OH)2Si2O7]·H2O (calamina o emimorfite); di
109
Zinco e le leghe di Zinco
carbonato, ZnCO3 (smithsonite); di ossido misto di ferro e zinco,
ZnFe2O4 (franklinite) e di solfuro, ZnS (blenda o sfalerite).
I minerali usati più comunemente per l'estrazione dello zinco sono la
smithsonite
e
la
sfalerite.
Il primo passaggio del processo metallurgico di estrazione consiste nella
trasformazione dei minerali in ossido di zinco tramite calcinazione. Gli
ossidi ottenuti vengono poi ridotti dal carbone in una fornace elettrica;
lo zinco viene raccolto liquido, scaldato fino all'ebollizione e distillato in
storte di refrattario. Lo zinco ottenuto per distillazione contiene
impurezze di ferro, arsenico, cadmio e piombo e viene definito zinco
termico. In alternativa, i minerali calcinati vengono trattati con acido
solforico. Si ottiene una soluzione di solfato di zinco che, purificata da
tutti gli altri metalli, viene elettrolizzata. Lo zinco elettrolitico è puro al
99,99% e presenta proprietà molto ricercate.
6.2.1 Zinco di purezza commerciale
Lo zinco può essere lavorato per deformazione plastica nelle forme più
varie con metodi di lavorazione più comuni; tuttavia presenta una
temperatura di ricristallizzazione inferiore a quella ambiente e pertanto
durante la deformazione plastica anche a temperatura ambiente si
autoricuoce e di conseguenza non può essere incrudito. La presenza di
impurezze
o
elementi
di
lega
ne
aumenta
la
temperatura
di
ricristallizzazione, pertanto se si utilizza zinco di bassa purezza, esso
può essere parzialmente incrudito, mentre se si vuole realizzare un
profondo stampaggio, è preferibile utilizzare zinco di elevata purezza.
L’utilizzo principale dello zinco commercialmente puro è quello di
prevenire la corrosione dell’acciaio, sia tramite rivestimenti superficiali,
sia tramite collegamenti di anodi sacrifiziali massivi di zinco da
collocare alla struttura da proteggere.
110
Zinco e le leghe di Zinco
I rivestimenti di zinco, in generale, sono realizzati tramite immersione a
caldo, per deposizione galvanica, per deposizione a spruzzo del metallo
fuso, per pitturazione a freddo ed infine per sherardizzazione, termine
originario dal nome dell'inventore del processo, Sherard Osborn
Cowper-Coles.Indica un metodo di protezione superficiale dell'acciaio
consistente in un trattamento termico di diffusione con polvere di zinco.
La
sherardizzazione viene attuata mettendo i pezzi da proteggere a
contatto con una fine polvere di zinco e con un miscuglio di sostanze
inerti e riducenti, a una temperatura compresa fra i 330 e i 400 ºC. Tale
protezione contro le normali corrosioni, migliore di quella che può dare
la zincatura, viene applicata particolarmente ai pezzi finiti, ad es. alla
bulloneria.
6.3 Classificazione dello Zinco e delle leghe di Zinco
Riportiamo di seguito le composizioni chimiche e le principali proprietà
delle leghe di zinco:
Sigla
Zinco
commerciale
Zinco
commerciale
Zinco
commerciale
Composizione
Lega di zinco
Zn-1Cu
Zamak-2
Zamak-3
Zamak-5
Zn-0,08Pb
Zn-0,75Pb
0,065Cd
Zn-0,37Pb
0,35Cd
Zn-4Al-3Cu0,05Mg
Zn-4Al0,05Mg<0,15Cu
Zn-4Al-1Cu0,05Mg
Stato
Lam. caldo
Lam. freddo
Lam. caldo
Lam. freddo
Lam. caldo
Lam. freddo
Lam. caldo
Lam. freddo
R[MPa]
135
175
145
154
160
175
190
255
Rs[MPa]
65
40
52
40
50
45
20
20
HB
38
43
47
61
-
Getto in sabbia
140-210
-
70-100
Getto pressofuso
280
10
82
Getto pressofuso
Getto in sabbia
330
140-210
7
-
91
70-100
6.4 Leghe da deformazione plastica
Questa classe di leghe sono caratterizzate dall’ aggiunta di piombo e di
cadmio che ne aumentano la durezza, la resistenza meccanica.
111
Zinco e le leghe di Zinco
L’utilizzo principale di queste leghe consiste nella strumentazione
meteorologica, piatti di fotoincisione. Allo stesso modo l’aggiunta di
rame, abbinato al magnesio, permette di aumentare la resistenza al
creep e facilita l’incrudimento.
6.5 Leghe da fonderia
Di maggior interesse sono le leghe da fonderia zinco-allumino.
Il diagramma di stato zinco-alluminio in cui la soluzione solida ricca in
zinco è detta β mostra la presenza a temperatura di 382°C di un
eutettico lamellare β+α1 , contenente il 5% di alluminio; la fase α1
risulta stabile fino a 275°C, momento in cui si trasforma in un
eutettoide
β+α;
a
temperatura
ambiente,
dopo
veloce
raffreddamento,hanno una struttura formata da una soluzione solida
primaria β(ricca di zinco) circondata da un eutettico lamellare fine.
Contrariamente un raffreddamento lento, ovvero in forma di sabbia,
comporta la formazione di un eutettico più grossolano β+α1 .
L’uso principale di queste leghe consiste nella realizzazione di getti
presso fusi, grazie al loro basso costo di produzione e alla facile
colabilità; presentano inoltre una buona resistenza meccanica, buona
resistenza alla corrosione e infine sono facilmente lavorabili alle
macchine utensili.
L’unica limitazione è rappresentata dalla temperatura, infatti se le
lavorazioni si eseguono al di sopra dei 100°C la resistenza a trazione,
così come la durezza si riducono rispettivamente del 30% e 40%.
112
Zinco e le leghe di Zinco
6.5.1 Esempi di leghe di zinco
Zamak-3 : contenente il 4% di alluminio e lo 0,04% di magnesio.
Presenta una buona duttilità e ottima resistenza agli urti a temperature
moderatamente elevate.
Zamak-5 : contenente il 4% di alluminio, lo 0,05% di magnesio e l’1% di
rame; risulta essere più dura e più resistente, tuttavia ha una peggiore
colabilità
6.6 La zincatura
Con l'espressione "zincatura a caldo" si intende parlare del processo di
rivestimento che si crea immergendo l'acciaio in un bagno di zinco fuso.
In tal modo si forma una protezione resistente meccanicamente e
durevole nel tempo contro la corrosione grazie alla formazione di una
lega superficiale Fe-Zn molto dura e all'instaurarsi di fenomeni di
protezione di tipo elettrochimico tra lo zinco ed il substrato da
proteggere.
Nel 1741 il chimico francese Melouin scoprÏ che l'acciaio poteva essere
protetto dalla ruggine mediante un rivestimento di zinco. Fu solo nel
1837, perÚ, che l'ingegnere francese Sorel brevettò la tecnica della
zincatura a caldo. Egli osservò come la differenza di potenziale che si
instaura tra zinco e acciaio fosse in grado di proteggerlo. Il metodo, in
uso da allora, si Ë successivamente modificato e perfezionato tanto da
costituire, attualmente, uno dei sistemi di protezione contro la
corrosione tecnicamente più avanzati.
113
Zinco e le leghe di Zinco
6.6.1 Il processo
Benché il processo della zincatura a caldo sia piuttosto semplice, le
reazioni metallurgiche che stanno alla base della costituzione del
rivestimento sono alquanto complesse.
Lo strato protettivo si genera in seguito alla formazione di una
lega tra il substrato di acciaio e lo zinco fuso.
Perchè si crei tale lega è indispensabile che la superficie del manufatto
di
acciaio
contaminata
sia
da
sufficientemente
elementi
pulita,
estranei
spesso,
(ruggine,
infatti,
grassi
appare
ecc.).
Prima di sottoporlo al bagno di zinco, è quindi necessario detergere
l'acciaio mediante sgrassaggio e decapaggio , per ottenere una superficie
chimicamente pulita. La reazione tra zinco fuso e acciaio avviene
intorno ai 450ƒC, temperatura in cui i due metalli reagiscono
rapidamente. Generalmente è sufficiente che l'acciaio resti immerso nel
bagno
per
qualche
minuto.
Una volta estratto dalla vasca il manufatto zincato, il rivestimento si è
già formato, la reazione procede, però, negli strati più interni della
struttura, finché l'oggetto raggiunge temperature dell'ordine dei 200ƒC.
114
Zinco e le leghe di Zinco
6.6.2 Pretrattamenti superficiali
Per ottenere rivestimenti protettivi contraddistinti da livelli di qualità
elevati. E’ necessario pulire perfettamente le superfici che devono
supportare
la
zincatura.
Normalmente il metodo di pulizia chimica adottato nelle zincherie
prevede:
•
sgrassaggio
•
decapaggio
•
flussaggio
L'acciaio può, infatti, presentare strati superficiali contaminanti da
sostanze dovute alla natura stessa della lega, quali ruggine e calamina
causate dall'ossidazione, e da composti estranei, come oli, grassi,
saponi, vernici, prodotti di precedenti lavorazioni e cosÏ via. In tal caso
Ë
indispensabile
che
i
manufatti
subiscano
un
opportuno
pretrattamento, poiché gli strati estranei vengono eliminati con grande
difficoltà e talvolta solo parzialmente dagli acidi decapanti.
6.6.2-1Trattamenti in fase di produzione
L'intervento più facile e conveniente è quello eseguito in sede di
costruzione, evitando che i pezzi entrino in contatto con tali sostanze o,
eventualmente, impiegando solventi specifici o riscaldamento con torcia
e spazzolatura meccanica. Un'azione di rimozione durante le fasi di
115
Zinco e le leghe di Zinco
zincatura
comporterebbe
produttivo
con
inevitabilmente
ingenti
l'arresto
conseguenze
del
processo
economiche.
Scorie di saldatura, tracce di vernici ecc. vanno accuratamente
eliminate con metodi meccanici quali sabbiatura, limatura e, in casi
particolari, con l'uso della fiamma, poiché si dimostrano completamente
inerti
all'attacco
chimico
dei
normali
decapanti.
Problemi particolarmente rilevanti si presentano per giunzioni articolate
o punti di difficile raggiungimento, o nel caso di restauro di componenti
storici, che richiedono trattamenti minuziosi e dunque più costosi.
Sgrassaggio
Residui di grassi e oli vengono invece puliti con un bagno di
sgrassaggio, per il quale sono impiegate soluzioni alcaline o acide diluite
in acqua. Ad esso segue una breve immersione dei pezzi in acqua per
sciacquare le superfici dalle soluzioni di sgrassaggio .
Decapaggio
Il manufatto è successivamente sottoposto a decapaggio , normalmente
eseguito a temperatura ambiente, per eliminare gli strati contaminanti
116
Zinco e le leghe di Zinco
propri dell'acciaio. Generalmente, a tale scopo viene utilizzata una
soluzione di acido cloridrico diluito: la durata del decappaggio dipende
dalla concentrazione del bagno e dal grado di ossidazione del pezzo da
zincare.
Il manufatto è quindi nuovamente immerso in acqua per togliere resti di
sali e acidi dalla superficie.
Flussaggio
L'ultima fase della pulizia Ë costituita dal flussaggio , che riveste la
superficie di una pellicola protettiva, che impedisce l'ossidazione del
pezzo, finché quest'ultimo viene immerso nello zinco fuso migliorando la
reazione
tra
il
ferro
della
superficie
d'acciaio
e
lo
zinco.
In base al materiale e al prodotto trattati viene scelto il flussaggio
adeguato, tuttavia, solitamente, si utilizza una soluzione di cloruri di
zinco e ammonio. E' possibile spruzzare la superficie da zincare con la
soluzione di flussaggio, in forma liquida o in polvere, oppure immergere
il pezzo nello zinco fuso sul quale galleggi uno strato di flusso
schiumoso.
117
Zinco e le leghe di Zinco
Preriscaldamento ed essicamento
Terminate le procedure di pulizia, il manufatto Ë sottoposto a una fase
di preriscaldamento ed essiccamento, in cui la pellicola protettiva
fornita dal flussaggio viene essiccata. In tal modo, oltre a eliminare
l'umidità superficiale, si riduce il salto termico, favorendo ulteriormente
la reazione zinco-ferro e abbreviando i tempi di immersione nello zinco
fuso.
Il bagno di zinco
Conclusesi tutte le operazioni preparatorie si passa al vero e proprio
processo di zincatura in cui il manufatto è immerso in un bagno di
zinco
fuso.
Per
ottenere
risparmio
energetico,
con
conseguente
vantaggio economico, il riscaldamento dei bagni di sgrassaggio e dei
forni di essiccamento Ë ottenuto sfruttando il calore dei gas di scarico
proveniente dal riscaldamento del bagno di zincatura.
118
Indice figure
INDICE FIGURE
Figura 1 : metodo di estrazione dell’ alluminio
Figura 2 : processo di anodizzazione
Figura 3 : cella elettrolitica per la produzione di magnesio
Figura 4 : schema di produzione del magnesio con processo carbotermico.
Figura 5 : schema di produzione del magnesio con processo silicotermico.
Figura 6 : saldatura MIG
Figura 7 : diagramma di stato rame-alluminio
Figura 8 : diagramma di stato rame-berillio.
119
Scaricare