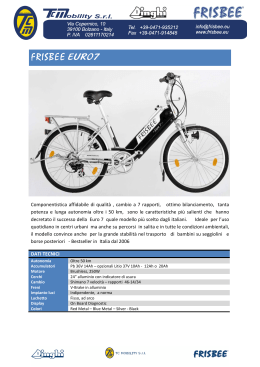
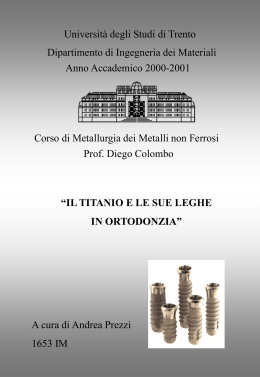
L’ALLUMINIO L’alluminio e le sue leghe. L'alluminio è un metallo che cristallizza nel sistema CFC. La cella elementare ha uno spigolo che misura a0=4,0495 Å. L'alluminio è un metallo leggero che ha una densità di 2.698 Kg/m3. In figura 1 si riporta il coefficiente lineare di espansione termica, mentre in figura 3 sia riporta la conducibilità termica di alluminio a elevata purezza dell'intervallo di temperatura tra –273,15 e 900° C. Altra importante caratteristica dell'alluminio è la sua conducibilità elettrica, i cui valori sono visibili in figura 4. Un'altra importante caratteristica per cui l'alluminio ha notevoli applicazioni è per la sua riflettanza. In tabella 13 sono riportati alcuni valori in funzione della metodologia di applicazione di un sottile strato di alluminio su supporto. La temperatura di fusione dell'alluminio è 660° C ±1. L'effetto dell'innalzamento di pressione sulla temperatura di fusione è visualizzato nella tabella 1. I valori di viscosità dell'alluminio liquido, calcolati e osservati, sono riportati in tabella 2. Pressione [Kilobar] Temperatura di fusione [°C] 690 5 720 10 780 20 830 30 880 40 Tabella 1: Valori della temperatura di fusione in funzione della pressione applicata al sistema. Temperatura [°C] Viscosità osservata [poise] Viscosità calcolata [poise] 662 0.01379 0.01379 669 0.01364 0.01362 689 0.01317 0.01317 718 0.01250 0.01254 768 0.01175 0.01162 806 0.01102 0.01102 833 0.01058 0.01063 Tabella 2: Valori di viscosità osservata e calcolata alle differenti temperature del liquido. Caratteristiche meccaniche. Le caratteristiche meccaniche dell'alluminio ad elevata purezza non sono state analizzate a fondo e si hanno pochi dati. Alcuni valori sono riportati in tabella 3. Si osserva come, aumentando la purezza, diminuisca la tensione di snervamento del materiale, come anche la resistenza massima a rottura; aumenta invece l'allungamento a rottura. Il modulo di Young E per l'alluminio al 99,996% è stato valutato essere di 63 GPa a temperatura ambiente. Purezza [%] Tensione di snervamento 0,1 %L 0 [MPa] Tensione di snervamento 0,2 %L 0 [MPa] Tensione di Durezza rottura Brinell [MPa] 99.99 27 58 118-129 12-16 99.8 55 65 158-163 19 99.7 68 172 99.6 73 181 19 99.5 73 181 18-25 Tabella 3: Proprietà meccaniche dell’alluminio puro a temperatura ambiente. Allungamento [% in 5,04 mm] 50-65 45-55 43 45 Dispense sulle Leghe di Alluminio Costituzione delle leghe. Non si conoscono elementi che abbiano una completa miscibilità nell'alluminio in soluzione solida. Tra tutti gli elementi, lo zinco ha la più grande solubilità in fase solida nell'alluminio ad un massimo di 66,4% at.. Tre altri elementi, oltre lo zinco, hanno una solubilità superiore al 10%: argento, magnesio e litio (in ordine di solubilità massima decrescente). Gallio, germanio, rame e silicio (di nuovo in ordine decrescente) hanno solubilità massima inferiore al 10% at. ma superiore al 1% at.. Tutti gli altri elementi sono meno solubili. Con un'unica eccezione (Sn), il massimo della solubilità in fase solida avviene alle temperature eutettiche, peritettiche e monotettiche. Diminuendo la temperatura, il limite di solubilità diminuisce. Questa diminuzione da concentrazioni elevate, a elevata temperatura, a relativamente basse concentrazioni, a bassa temperatura, è la caratteristica fondamentale che permette di incrementare sostanzialmente la durezza e la resistenza delle leghe di alluminio con trattamenti di solubilizzazione e precipitazione. Fasi intermetalliche In generale le fasi intermetalliche dei sistemi comprendenti le leghe di alluminio possono avere una composizione stechiometrica semplice; vi sono comunque dei casi in cui le fasi intermetalliche hanno un intervallo di composizione. Un esempio efficace si presenta nel diagramma ternario del sistema alluminio-magnesio-zinco. A temperatura lievemente inferiore a quella di formazione del solido, la fase Mg3Zn3Al2 di questo sistema ha una composizione molto variabile (da 16Mg-74Zn-10Al fino a 31Mg-20Zn-49Al). In qualche caso l'intervallo di composizione della fase intermedia è al di fuori dell'esatta concentrazione stechiometrica comunemente usata. Un esempio si ritrova nella fase è (CuAl2) ricca in alluminio, che non include esattamente la concentrazione di questa formula. Ci sono alcune fasi intermetalliche di altri sistemi binari che risultano in equilibrio con l'alluminio in leghe ternarie. Esempi importanti sono Mg2Si e MgZn2. Nei sistemi quaternari, le fasi intermetalliche dei rispettivi sistemi binari e ternari possono occasionalmente essere isomorfe (simile morfologia cristallina), formando soluzioni solide continue. Un importante esempio si presenta nel sistema Al-Fe-Mn-Si, tra le fasi Fe3SiAl12 e Mn3SiAl12 che hanno struttura cubica e costanti di cella rispettivamente di 12,548 e 12,652 Å. Prof. G.Ubertalli 3 Principali elementi leganti Alluminio rame Il rame è uno dei più importanti elementi leganti per le leghe di alluminio, a causa del suo apprezzabile effetto rafforzante. Molte leghe commerciali contengono rame, sia come elemento principale che come elemento secondario, in concentrazioni dall'1 al 10%. Il rame impartisce un rafforzamento in seguito a precipitazione a molte di queste leghe. Il magnesio è usato in combinazione con il rame, per accelerare e incrementare l'invecchiamento a temperatura ambiente. La temperatura eutettica nel sistema Al-Cu è 548 °C; la concentrazione eutettica è al 33,2% di rame. Le fasi solide che si separano dal liquido in seguito alla reazione eutettica sono la soluzione solida ricca in alluminio che contiene il 5,65% di rame e la fase intermetallica CuAl2 che contiene il 52,5% di Cu. La fase CuAl2 ha un intervallo di composizione compreso tra 52,5 e 53,6% di rame a temperature eutettica, e tra 53,2 e 54,9% di rame a 400° C. Questo intervallo è leggermente al di fuori, e verso la parte ricca in alluminio, del sistema Al-Cu, rispetto alla composizione che è del 54,1% di rame per la formula stechiometrica. Due fasi di non equilibrio, zone GP (è") e fase è', si sviluppano dalla soluzione solida di alluminio sovrassaturo, riscaldando a bassa temperatura, in maggior quantitativo nell'intervallo 100-300° C. La struttura di queste fasi metastabili, non previste dai diagrammi di stato, è determinata dalla matrice; esse hanno struttura di tipo tetragonale e differiscono nell'arrangiamento atomico dalla fase di equilibrio. Alluminio-magnesio Le leghe binarie alluminio-magnesio sono alla base di un’importante classe di leghe da getto non sottoponibile a trattamento termico, come anche di alcune altre le cui caratteristiche possono essere cambiate con trattamento termico. Sebbene il magnesio sia sostanzialmente solubile in alluminio solido, le leghe binarie non mostrano apprezzabili caratteristiche di rafforzamento per precipitazione con concentrazioni inferiori al 7% di magnesio. Il magnesio, in ogni caso, garantisce un importante rafforzamento raggiungendo elevate caratteristiche in seguito a deformazione plastica. Alluminio manganese Sono leghe contenenti oltre il 1% di manganese e sono di notevole importanza commerciale come leghe non da trattamento termico. Il manganese è inoltre utilizzato ampiamente come legante supplementare sia in leghe da trattamento termico che in quelle non da trattamento termico. Nelle leghe grezze il manganese fornisce un importante incremento nel rafforzamento. Dispense sulle Leghe di Alluminio Alluminio silicio Le leghe binarie hanno una notevole importanza commerciale; il silicio aumenta notevolmente la fluidità, pertanto incrementa la facilità di colata. Grazie a questo e alla microstruttura prodotta, il silicio apporta un moderato incremento di resistenza. La temperatura eutettica favorevole e la composizione di queste leghe permettono di utilizzarle anche nella saldatura e nella brasatura. Alluminio zinco Come elemento elegante lo zinco è utilizzato principalmente insieme al magnesio. Il principale uso delle leghe binarie è la protezione elettrolitica contro la corrosione. Alluminio rame magnesio La combinazione di rame e magnesio in alluminio è alla base per una varietà di leghe da trattamento termico. Questa combinazione, insieme ad altri elementi, specialmente ferro, manganese, nichel, o silicio, conduce a una serie di leghe di grande versatilità grazie alla loro risposta ai trattamenti termici. Oltre alle fasi binarie CuAl2 e Mg2Al3, due fasi intermetalliche appaiono in equilibrio con la soluzione solida di alluminio in questi sistemi. Queste sono identificate come CuMgAl2, con un ristretto intervallo di composizione (approssimativamente 45% di rame e 17% di magnesio), e CuMg4Al6, con un intervallo di composizione più ampio che si estende dal 15% di rame, 35% di magnesio a un 34% di rame e 27% di magnesio, ed include la composizione stechiometrica (circa 20% di rame e 30% di magnesio). Alluminio rame silicio Molte di leghe da getto commerciali di alluminio utilizzano rame e silicio assieme come maggiori elementi leganti. Favorevoli intervalli di caratteristiche e proprietà meccaniche possono essere ottenute sia in leghe da trattamento termico sia nelle altre. Solo la fase intermetallica CuAl2 e la soluzione solida di silicio sono presenti all'equilibrio con la soluzione solida di alluminio nel sistema ternario. La composizione eutettica ternaria contiene il 27% di rame e il 5,25% di silicio e solidifica a 524 °C. La soluzione solida di alluminio che si separa nella reazione eutettica contiene circa il 4,9% di rame e il 1,1% di silicio. La fase CuAl2 non scioglie apprezzabile silicio e la fase di silicio non scioglie molto alluminio o rame. In questo sistema né il rame né il silicio hanno molto effetto sulla solubilità di altri elementi nell'alluminio. Prof. G.Ubertalli 5 Alluminio magnesio silicio Il sistema alluminio-magnesio-silicio è la base per la principale famiglia di leghe a base di alluminio da trattamento termico utilizzate sia a tal quali sia come prodotti da getto. Queste leghe che combinano molte caratteristiche favorevoli, includendo una moderata resistenza meccanica e una buona resistenza alla corrosione. La lega eutettica del sistema contiene lo 8,25% di magnesio e il 4,75% di silicio che solidifica a 595 °C. La soluzione solida di alluminio che si forma a questa temperatura contiene lo 1,17% di magnesio e in 0, 68% di silicio. La fase Mg2Si che si separa in questa reazione probabilmente contiene poco o niente alluminio in soluzione. Circa tutte le leghe commerciali in di questa famiglia hanno composizioni di corrispondenti alla parte ferrite di alluminio e con concentrazioni di magnesio e silicio che sono controllate ad un rapporto corrispondente alla sezione quasi binari. Alluminio magnesio zinco La combinazione di magnesio e di zinco in alluminio fornisce una classe di leghe da trattamento termico, alcune delle quali sviluppano la più alta resistenza meccanica riscontrabile tra le leghe commerciali di alluminio. Questo è il risultato di una combinazione di elementi che hanno un’elevata solubilità reciproca nell'alluminio e sviluppano inusuali caratteristiche meccaniche e di rafforzamento in seguito a precipitazione. Ulteriori elementi leganti includono, cromo, rame e manganese. La fase MgZn2 forma un sistema quasi binario con l'alluminio, in cui la lega eutettica, che contiene circa lo 11,5% di magnesio e il 61% di zinco, solidifica a 475 °C. La soluzione solida di alluminio che si forma da questa reazione contiene il 2,65% di magnesio e il 14,25% di zinco. Dispense sulle Leghe di Alluminio Microstruttura delle leghe di alluminio Microscopia ottica delle leghe Ogni elemento legante o impurezza ha un effetto sulla microstruttura. Inoltre, ogni passo del processo di fabbricazione e ogni trattamento termico può alterare la microstruttura. Perciò, la microstruttura delle leghe di alluminio rappresenta la somma degli effetti di composizione e dei vari trattamenti meccanici e termici effettuati per la sua produzione. La tecnica più ampiamente utilizzata per analizzare la microstruttura interna delle leghe di alluminio è la microscopia ottica, perché è rapida, abbastanza semplice da usare, e richiede attrezzature non molto costose. Essa è una delle più importanti tecniche, per evidenziare le caratteristiche microstrutturali delle leghe. La metallografia ottica include degli esami che vanno da pochi ingrandimenti fino ad ingrandimenti di circa 1500X. Flussi di materiale, macrostruttura e altre caratteristiche grossolane sono generalmente osservate a ingrandimenti da 5 a 25. Le dimensioni dei grani e altre caratteristiche di dimensioni similari sono osservate agevolmente a ingrandimenti di 100X. Le particelle, i precipitati e altre microstrutture molto piccole possono richiedere ingrandimenti di 500 o più. Un'indagine completa include osservazioni in tutti gli intervalli di ingrandimento, così che non si perdano informazioni sulla microstruttura. Particolarità microstrutturali osservabili Ognuna delle molte morfologie della microstruttura delle leghe di alluminio è importante e significativa per determinare l'origine, la storia e le caratteristiche. Le particelle che si sviluppano durante la solidificazione della lega sono quelle di fasi intermetalliche che generalmente si formano tra l'alluminio e le impurezze o gli elementi leganti. Pertanto, queste particelle sono una parte integrante della lega e non devono essere considerate inclusioni estranee. L'identificazione di alcune di queste particelle è semplice a causa della forma, della durezza o del colore caratteristico, mentre altre possono essere evidenziate con opportuni attacchi metallografici. Le microstrutture dei precipitati sono molto indicative poiché esse indicano frequentemente le condizioni metallurgiche della lega, le sue caratteristiche meccaniche, il comportamento a corrosione. I precipitati sono piccole particelle di seconda fase che erano nella soluzione solida di alluminio a elevata temperatura e sono precipitate dalla soluzione solida a temperatura inferiore. I precipitati si formano a bordo di grano, nelle dislocazioni e nelle vacanze. Le loro dimensioni, forme e posizionamento dipendono dalle condizioni termiche che hanno condotto alla loro formazione. Le microstrutture di dispersoidi sono arrangiamenti di particelle molto piccole che precipitano dalla soluzione solida, sia durante il raffreddamento dopo colata o durante il preriscaldamento. I principali dispersoidi sono presenti in leghe contenenti cromo o manganese. In più le microstrutture rivelate dall'attacco della soluzione solida danno informazioni che si riferiscono alla composizione e alle condizioni metallurgiche della lega di alluminio. Differenze in velocità di attacco indicano differenze localizzate nella composizione e nella struttura. La geometria dei punti di corrosione (pits) danno un'indicazione approssimata dell'orientazione dei cristalli. La colorazione dei grani si sviluppa in leghe contenenti rame o zinco, e danno indicazioni sia sul contenuto di soluto nella soluzione solida che sull'orientazione relativa dei grani. I così detti "bordi bianchi di grano", sono rilevati in strutture invecchiate, e sono regioni impoverite nel contenuto di elementi leganti a causa della precipitazione. La stratificazione e la direzione delle microstrutture sono relazionate alla tipologia e all'ammontare del flusso di metallo durante la deformazione plastica della fabbricazione. Microstrutture delle leghe Le leghe di alluminio commerciali sono suddivise in gruppi che sono funzione della composizione della lega. Ogni tipo di lega possiede delle caratteristiche microstrutturali particolari che appartengono a quel gruppo. Il gruppo che comprende le leghe di alluminio senza elementi leganti (serie 1xxx) è caratterizzato da una matrice di alluminio relativamente pura che mostra le particelle formate dai costituenti insolubili che contengono gli elementi di impurezze, principalmente ferro e silicio. L'ammontare del costituente Prof. G.Ubertalli 7 metallografico è una funzione della purezza, e la sua distribuzione è una funzione delle modalità della fabbricazione. Particelle di costituenti contenenti ferro sono caratteristiche di tutte le leghe di alluminio. Le leghe contenenti rame, come elemento legante principale (serie 2xxx), sono caratterizzate da fasi contenenti rame ad esempio CuAl2 o, se la lega contiene magnesio, CuMgAl2. Queste fasi sono solubili nella matrice durante il riscaldamento di solubilizzazione. Come risultato, l'ammontare di particelle contenenti rame, in relazione al contenuto di rame della lega, è una misura della solubilizzazione raggiunta. Il rame presente in soluzione solida fa cambiare le caratteristiche della matrice e conduce alla formazione di una colorazione e a un contrasto dei grani dopo attacco. Poiché il contrasto della colorazione dei grani è una funzione del contenuto di rame nella soluzione solida, essa può essere usata per valutare il trattamento termico. Le leghe contenenti manganese, come elemento legante principale (serie 3xxx), contengono particelle delle fasi Mn3SiAl12 e MnAl6; il loro ammontare e distribuzione sono funzioni della composizione, del processo di deformazione plastica e della storia termica. In più queste leghe contengono dei precipitati (dispersoidi) molto fini, principalmente Mn3SiAl12. Le leghe alluminio silicio (serie 4xxx) hanno una matrice di soluzione solida contenente del silicio e delle particelle costituenti di colore grigio ardesia di silicio puro. Queste particelle hanno la forma allungata, di placche o sferoidali; la loro forma, dimensione e distribuzione sono fortemente influenzate dalle condizioni di colata e dalla storia termica. Le leghe alluminio magnesio (serie 5xxx) generalmente mostrano una struttura di soluzione solida, a causa dell'elevata solubilità del magnesio in alluminio. In qualche caso, particelle di Mg2Al3 sono presenti, sia come particelle costituenti indisciolte sia come fini particelle di precipitati che si sono sviluppate in seguito a raffreddamento lento o ad un trattamento termico a bassa temperatura. Particelle di Mg2Si sono generalmente presenti in rapporto al contenuto di silicio, a causa della bassa solubilità della Mg2Si in presenza di un eccesso di magnesio. In più dispersoidi e particelle contenenti cromo e manganese possono apparire se sono presenti questi elementi. Le leghe alluminio magnesio silicio (serie 6xxx) contengono particelle di fase a Mg2Si. Questa fase si scioglie quasi completamente durante il trattamento termico di solubilizzazione, e un piccolo quantitativo precipita durante l'invecchiamento artificiale. Di conseguenza l'ammontare e la distribuzione di questa fase indicano il tipo e il grado del trattamento termico applicato la lega. Inoltre possono essere presenti delle particelle di silicio in quelle leghe che contengono un eccesso di silicio rispetto al corretto rapporto Mg2Si. Nelle leghe alluminio zinco magnesio e alluminio zinco magnesio rame (serie 7xxx), generalmente usate dopo invecchiamento, la maggior parte dello zinco, magnesio e rame è solubilizzato o è precipitato in forme estremamente fini. Come risultato, particelle di fasi contenenti questi elementi non sono, in generale, osservabili. In alcune leghe di questa serie, fasi contenenti cromo o dispersoidi di cromo vengono rilevati. In più particelle di Mg2Si possono essere osservate in funzione del contenuto di silicio della lega dal momento che questa fase è insolubile in presenza di un eccesso di magnesio. Effetto della lavorazione Le leghe di alluminio grezzo sono dapprima colate e poi sottoposte a una serie di trattamenti meccanici e termici. Ogni trattamento produce un evidente cambio nella struttura e la microstruttura del prodotto finito è la somma dei cambiamenti microstrutturali che avvengono durante la lavorazione. La microstruttura di un lingotto colato ha una disposizione di grani dendritica. Tale microstruttura dendritica consiste in alluminio primario che è circondato da regioni finemente interconnesse di soluzione solida. I bordi delle dendriti contengono generalmente una rete di particelle costituenti sia di fasi solide sia di fasi insolubili. La composizione delle zone di soluzione solida, le dimensioni del nucleo e il quantitativo dei elementi solubilizzato tra a ledere diritti in sono funzione sia della composizione sia della velocità di solidificazione. La prima operazione fabbricazione che altera la microstruttura è il preriscaldamento, un trattamento termico prolungando a relativamente alta temperatura. Questo trattamento omogeneizza la soluzione solida ,riducendo in modo apprezzabile o eliminando la zona centrale, e permette di incrementare il contenuto di elementi leganti dissolvendo le particelle di costituenti solubili. Questo conduce a una matrice che ha caratteristiche di attacco più uniformi e ad una riduzione dei costituenti tra le dentriti. Se la temperatura di preriscaldo si trova oltre la temperatura eutettica la microstruttura mostra di solito delle zone (rosette) di eutettico risolidificato. Dal momento che la velocità di raffreddamento dopo un preriscaldamento “commerciale” è relativamente lenta, si sviluppa una marcata precipitazione di elementi solubili sia a bordo di grano sia nella matrice. Dispense sulle Leghe di Alluminio La deformazione plastica durante una lavorazione a caldo distorce e frammenta i grani, frammentando e distribuendo le particelle di fase secondaria. Se non avviene una ricristallizzazione, il prodotto formato a caldo manifesta una struttura frammentata, essendo il grado di frammentazione e la direzionalità della struttura, una misura sia del tipo sia del grado di deformazione. Se invece si manifesta una ricristallizzazione, il risultato si manifesta come una microstruttura di grani ricristallizzati che possono o non possono mostrare una direzione preferenziale. Anche la distribuzione delle particelle di seconda fase, a seconda si manifesti dispersa o allineata, riflette il tipo, il grado e la direzione di lavorazione. Effetto dei trattamenti termici I trattamenti termici esercitano un notevole effetto sulla microstruttura delle leghe di alluminio. Una ricottura intermedia, usata per distendere il metallo per ulteriori lavorazioni, può causare la ricristallizzazione dei grani che si sono frammentati e lo sviluppo di precipitati indesiderati, sia durante il mantenimento in temperatura o durante il raffreddamento che segue la ricottura. Una ricottura completa, effettuata per ottenere la massima duttilità, provoca la ricristallizzazione dei grani frammentati e può causare la crescita dei grani. In certe leghe, la ricristallizzazione conduce a una struttura equiassica e omogenea mentre in altri viene mantenuta una direzione preferenziale della microstruttura dei grani, riflettendo il tipo di lavorazione. Una ricottura completa conduce a un’estesa precipitazione e ad un’agglomerazione degli elementi solubili che formano relativamente grosse particelle. Nel caso di elementi solubili alla temperatura di ricottura, la precipitazione si sviluppa frequentemente durante il raffreddamento. Le operazioni di solubilizzazione riducono notevolmente, e alcune volte eliminano completamente, le particelle di elementi solubili. Queste operazioni incrementano il contenuto di soluto della matrice e pertanto alterano le caratteristiche morfologiche dopo attacco. Il trattamento di solubilizzazione porta alla formazione ed alla crescita di grani ricristallizzati se viene applicato a una lega rinvenuta e lavorata a freddo. Se il trattamento termico viene effettuato a temperature troppo basse o per tempi troppo brevi, la microstruttura contiene un quantitativo di particelle di fase solubile enormemente grande; nel caso di leghe contenenti rame, la soluzione solida di alluminio mostra un basso contrasto tra i grani durante l'attacco. Un riscaldamento di leghe preventivamente trattate a alte temperature può provocare una precipitazione indesiderata a bordi di grano e originare delle zone che, in certe leghe, manifestano un comportamento negativo nei confronti della corrosione. Se viene effettuata una tempra, che causa un rapido raffreddamento, dopo la solubilizzazione, non si osservano cambi microstrutturali. Se invece la velocità di raffreddamento, per motivi accidentali o intenzionali, non è rapida, appare una precipitazione di particelle a bordo grano. Se il raffreddamento è molto lento, le particelle appaiono anche nella matrice. Dopo il trattamento di invecchiamento artificiale si sviluppa generalmente una fine precipitazione a bordo di grano e dei grani frammentati, e su piani preferenziali all'interno della matrice. Se si è manifestata una precipitazione durante la tempra in alcune zone del bordo grano, dopo invecchiamento artificiale questa zona frequentemente appare libera da precipitati. La combinazione di deformazione plastica a freddo ed invecchiamento, dopo la solubilizzazione, causa una notevole variazione nella microstruttura. Se la deformazione plastica precede invecchiamento, i precipitati si sviluppano più rapidamente, la precipitazione è più estesa e le particelle di precipitato sono più fini e più numerose. La deformazione plastica che segue l'invecchiamento non causa cambiamenti nella microstruttura dei precipitati, ma introduce delle deformazioni strutturali, degli slittamenti e la frammentazione tipica della deformazione plastica a freddo. Prof. G.Ubertalli 9 Microstrutture caratteristiche dei prodotti Oltre alle caratteristiche microstrutturali delle varie leghe e ai trattamenti termici, molti dei prodotti di leghe di alluminio hanno delle loro caratteristiche microstrutturali distintive. Queste strutture riflettono il processo di fabbricazione usato, e in particolare il tipo e il grado di lavorazione. I lingotti hanno delle caratteristiche microstrutturali descritte precedentemente; in più, si osservano delle configurazioni microstrutturali che riflettono la velocità di raffreddamento e la direzione del flusso del calore. I lingotti possono avere un sottile strato superficiale di materiale contenente un particolare elevato ammontare dei costituenti, come risultato di liquazione di materiale ricco di soluto durante il primo stadio di solidificazione. Le piastre, i fogli e i rotoli esibiscono delle strutture ricristallizzate o non ricristallizzate, che dipendono dalla composizione, il tipo, l'ammontare, la temperatura di lavoro, e qualunque trattamento termico applicato. Grani o gruppi di grani frammentati sono generalmente allungati nella direzione del lavoro, e appiattiti nella dimensione dello spessore. Le particelle tendono a disporsi in piani paralleli alla superficie del prodotto. Il grado di allineamento e la dispersione delle particelle è una funzione del grado di lavorazione e pertanto della relazione tra spessore del prodotto e le dimensioni iniziali del lingotto. Il processo di forgiatura permette di ottenere una grande varietà di microstrutture a causa delle molte forme e dimensioni coinvolte. I forgiati possono essere ricristallizzati o non ricristallizzati, in funzione della lega, dell'ammontare della deformazione, e del rinvenimento. Pezzi forgiati di grande dimensione, hanno generalmente microstruttura frammentata, essendo il grado di frammentazione e le dimensioni dei frammenti una funzione del quantitativo di flusso di metallo coinvolto. Il forgiato può anche mostrare flussi di materiali che si intersecano e che riflettono le deformazioni che i componenti hanno subito per raggiungere la forma finale. In pezzi forgiati grandi, o in limitate regioni che hanno subito una piccola deformazione, la microstruttura presenta alcune caratteristiche strutturali del lingotto, delle aree con la morfologia presente a cuore, o delle zone di crescita preferenziale dei cristalli. La forgiatura evidenzia, infatti, una microstruttura che è funzione del grado di deformazione delle differenti sezioni del componente. Nelle zone piane con piccola sezione, il forgiato manifesta delle strutture compresse ed allungate che riflettono il flusso di materiale in quella zona. I prodotti estrusi mostrano in generale un’elevata direzionalità della microstruttura a causa della elevata direzionalità del flusso di materiale. Nelle condizioni di un prodotto solo estruso, il grado di ricristallizzazione varia enormemente da una lega ad un'altra. Il grado di deformazione e frammentazione dei cristalli varia anche in uno stesso prodotto, risultando più elevata alla superficie che al centro del componente, e nella parte posteriore rispetto a quella anteriore. Un'estrusione che porta a una forte deformazione permette di ottenere frequentemente dei grani molto grandi ricristallizzati sulla superficie, le dimensioni dei quali si incrementa andando verso la parte finale del prodotto estruso. Questo strato diventa più spesso se il prodotto è sottoposto a trattamento termico, poiché l'estensione dell'area ricristallizzata è correlata alla quantità di tensioni residue. Le strutture estruse hanno una microstruttura che riflette il flusso del materiale con caratteristici andamenti in funzione della forma dell'estrusore. Le particelle presenti nei prodotti estrusi sono molto allungate e disposte in linee parallele alla direzione dell'estrusione. Sbarre, aste, fili e stampi rullati hanno una di direzionalità e un allineamento della struttura e dei costituendi che è simile a quella dei prodotti estrusi, ma le microstrutture sono, in generale, più uniformi da un estremo all'altro ed alla superficie al centro, senza presentare una zona superficiale ricristallizzata. I prodotti rivestiti hanno una struttura composita formata da due o più strati legati meccanicamente. Gli strati sono di differenti leghe possono essere distinti con appropriate tecniche di attacco metallografico; ogni strato manifesta la struttura caratteristica della specifica lega e del trattamento termico. Quando venga applicato un trattamento termico per i prodotti rivestiti, si manifesta generalmente una diffusione di elementi solubili da uno strato all'altro. La diffusione avviene più rapidamente lungo i bordi grano che attraverso i grani, generando una tipica struttura a pettine. Appropriate sezioni di attacco possono essere utilizzate per seguire la diffusione, dal momento che questo processo conduce a dei gradienti di composizione che mostrano progressivamente dei cambi nelle caratteristiche di attacco. Altre strutture Alcune imperfezioni microstrutturali si possono occasionalmente trovare nei prodotti di leghe di alluminio. La porosità è un'imperfezione che si forma nei lingotti come vuoti ai bordi grano, causata sia dalla formazione di bolle di idrogeno sia dal ritiro durante la solidificazione. Se i pori non vengono chiusi durante Dispense sulle Leghe di Alluminio la lavorazione, essi rimangono nel prodotto finale in una varietà di forme. Per esempio, nei prodotti forgiati essi appaiono come discontinuità piatte e ellissoidali; nei fogli e delle piastre come linee di discontinuità in piani paralleli alla superficie; negli estrusi come strisce di minuscoli vuoti allineati alla direzione di estrusione. I vuoti che risultano dalla porosità, sono principalmente localizzati al centro del prodotto. Se i prodotti in lega di alluminio vengono riscaldati a temperature troppo elevate, si manifesta una fusione parziale, e si sviluppano due strutture caratteristiche. Nel caso in cui la temperatura sia solo lievemente superiore alla temperatura eutettica, le regioni di composizione eutettica subiscono la fusione e dopo solidificazione queste zone risultano sotto forma di rosette che manifestano una fine microstruttura eutettica caratteristica. Se vengono raggiunte temperature più elevate, sia ha una fusione della soluzione solida. Dopo solidificazione, queste zone sono evidenziate come regioni che hanno una microstruttura eutettica. Esse sono sempre localizzate a bordo grano e principalmente alla giunzione dei grani, dove hanno una forma triangolare. Se il riscaldamento è avvenuto temperature ancora più elevate, le zone eutettiche diventano preponderanti e si estendono oltre il bordo grano, fino ha generare una matrice continua che coinvolge gruppi di grani. Un'altra microstruttura caratteristica evidenzia un trattamento termico di una lega di alluminio in atmosfera del forno non idonea. La microstruttura si manifesta come vuoti localizzati a bordo grano ed è causata dalla formazione di idrogeno all'interno della lega. Questa condizione e impropriamente chiamata ossidazione ad alta temperatura, ed abbreviata HTO. Se la formazione di vuoti è modesta, appaiono solo alcuni vuoti isolati; quando diventa più importante, si formano numerosi vuoti; in alcuni casi, i grani sono completamente distanziati, con formazione di fessure. Al contrario della porosità ordinaria, i vuoti che risultano da questo fenomeno, sono preferenzialmente localizzati in prossimità della superficie. Inoltre, essi si trovano quasi esclusivamente in zone ricristallizzati o in giunzioni tra zone ricristallizzate e zone non ricristallizzate. In alcune occasioni del materiale estraneo può essere presente nelle leghe di alluminio e apparire come inclusioni. L'osservazione metallografica del campione lucidato permette di definire quando l'inclusione è metallica o non metallica; alcuni materiali possono esser riconosciuti dal loro comportamento chimico. In generale, comunque, le inclusioni non posso essere identificate con certezza utilizzando il microscopio ottico; vengono perciò utilizzate altre tecniche come diffrazione ai raggi x, diffrazione elettronica o microanalisi. Nel caso delle leghe di alluminio bisogna fare delle precisazioni sull'importanza dei costituenti metallografici delle leghe medesime. Le particelle di seconda o terza fase non devono essere considerate come inclusioni indesiderate, ma molte di queste rappresentano ingredienti essenziali alla lega, senza le quali le proprietà e caratteristiche desiderabili non possono essere ottenute. Inoltre, le particelle di seconda fase sono completamente circondate dalla matrice metallica, e i bordi tra seconda fase e matrice non rappresenta una linea di fragilità, come nel caso di inclusioni estraee. Per quel che si riferisce alla forma e dimensioni delle particelle di seconda fase si può dire che queste grandezze variano notevolmente in un ampio intervallo, in funzione delle condizioni di colata e fabbricazione, oltre ai trattamenti termici effettuati. Microscopia ottica di leghe da getto Molte leghe di alluminio da getto commerciali hanno microstrutture ipoeutettiche nelle quali le dendriti di soluzione solida di alluminio primario costituisce la matrice. Eutettici binari, ternari e più complessi occupano gli interstizi interdentritici che completano la microstruttura. Questi eutettici sono sempre di tipo "divorziato" in leghe commerciali, che comprendono una miscela di aree di soluzione solida e particelle di elementi leganti o fasi intermedie, piuttosto che una classica struttura perlitica di altre leghe maggiormente legate. La porzione di soluzione solida dell'eutettico si situa nell’adiacente soluzione solida dendritica primaria senza un bordo marcato. Alcune leghe commerciali, del tipo alluminio-silicio, sono ipereutettiche, con silicio piuttosto che alluminio come primaria fase di solidificazione. Leghe da getto contenenti un notevole quantitativo di soluzione solida come fase metallica, vengono utilizzate in applicazioni dove è chiesta buona duttilità. Queste sono leghe alluminio-magnesio e alluminiozinco-magnesio. Esse consistono essenzialmente in una soluzione solida di alluminio a forma di dendriti e un piccolo quantitativo di eutettico interdendritico. Prof. G.Ubertalli 11 Senza un elevato quantitativo di componente eutettica che favorisce il riempimento tra le dendriti durante la solidificazione, in tali leghe si manifestano dei ritiri e delle cricche a caldo se non si mantiene una velocità di raffreddamento lenta durante la solidificazione. La microstruttura delle leghe di alluminio da getto è direttamente influenzata dalla velocità di solidificazione: maggiore è la velocità, più fine è la struttura. I pezzi prodotti con colata sotto pressione portano a microstrutture più fini della colata in conchiglia che ha microstrutture più fini della colata in sabbia. Incrementando la velocità di raffreddamento, la dimensione dell'alluminio primario, le braccia delle dendriti formate da soluzione solida diventano più piccole, la dimensione delle particelle secondarie diventati piccola, e generalmente le dimensioni dei grani della primaria fase di alluminio risulta più fine. Tuttavia la dimensione dei grani non sembra un criterio corretto per valutare la velocità di raffreddamento, giacché le dimensioni dei grani sono anche influenzate da elementi leganti quale titanio e boro. La dimensione delle celle dendritiche è invece utilizzata correttamente per valutare la velocità di raffreddamento. Maggiori caratteristiche meccaniche, in leghe da getto, sono ottenibili solo in componenti solidificati velocemente e con dimensioni dei grani piccole. Leghe da getto La lega 195 (Al-4.5Cu) è una semplice lega ipoeutettica. Il rame è presente come composto intermetallico CuAl2, che forma un eutettico con la soluzione solida di alluminio. La porzione di eutettico è presente come composto interdentritici con i vertici che sono situati lungo le dendriti e i bordi grano. Le dendriti di alluminio manifestano un cambio di morfologia a cuore, con un gradiente di elementi leganti che derivano da una diffusione non completa derivante da solidificazione in condizioni di non-equilibrio- Il ferro ed il silicio, presenti come impurezze in quasi tutte le leghe di alluminio, formano un costituente complesso del tipo α FeSi. La lega 356 (Al-7Si-0,3Mg) è una delle leghe da getto di alluminio più ampiamente usate. Il silicio si presenta come particelle elementari presenti nell’eutettico interdendritico, che costituisce circa il 55% della microstruttura. Grazie al grosso volume di eutettico l’utilizzo di questa lega come lega da detto è eccellente. Il magnesio si combina con il silicio per formare Mg2Si, che agisce da indurente. Il ferro, presente come impurezza, si combina per formare delle placche di β -FeSi. La lega A612 è rappresentativa di leghe con soluzione solida che induriscono e si rafforzano durante il raffreddamento del getto senza richiedere un trattamento termico di solubilizzazione. Tale caratteristica deriva dalla presenza di MgZn2, un costituente indurente che si trova in soluzione solida alla temperatura di solidificazione ma precipita sotto forma di particelle estremamente minute in modo omogeneo raffreddando a temperatura ambiente. Il ferro si combina per formare delle sottili particelle di α -FeSi. Effetto dei trattamenti termici I trattamenti termici che conducono a precipitazione possono essere effettuati su molte leghe di alluminio da getto nelle condizioni di appena gettate. In queste condizioni, alcuni elementi leganti presenti nella soluzione solida, sono disponibili per una precipitazione successiva; tale precipitazione è funzione della composizione chimica, della velocità di solidificazione, e della velocità di raffreddamento dopo solidificazione. Un riscaldamento a bassa temperatura (120÷ 175°C) provoca generalmente la formazione di precipitati estremamente piccoli che incrementano la resistenza a rottura, la resistenza a snervamento e della durezza, sebbene generalmente riducano la duttilità. Se si riscalda a una temperatura superiore (200÷ 260°C), gli elementi in soluzione solida precipitando più velocemente, e i precipitati sono visibili con microscopio al bordo di grano e allo spigolo delle soluzioni solide dendritiche. Tali trattamenti vengono generalmente utilizzati per stabilizzare i getti che debbano operare ad elevata temperatura di esercizio. Se viene utilizzata un trattamento di precipitazione alta temperatura (325÷ 400°C), virtualmente tutti gli elementi in soluzione solida precipitano ed otteniamo una ricottura, con una riduzione del rafforzamento e un incremento di duttilità. Strutture di Widmanstätten ben sviluppate sono tipiche di strutture ricotte. I trattamenti di solubilizzazione vengono generalmente effettuati il più vicino possibile alla temperatura del solidus (425÷ 540°C), dove la solubilità degli elementi leganti è massima. Utilizzando tempi e temperature adeguate, i costituenti solubili diventano sferoidali e si possono sciogliere completamente. I costituenti insolubili diventano anche meno spigolosi poiché gli angoli, ad elevata energia, si dissolvono. La solubilizzazione riduce la microstruttura tipica a cuore delle strutture da getto (grossi cristalli e struttura dendritica) ed i gradienti di composizione vengono ridotti grazie alla diffusione. La solubilizzazione incrementa sia la resistenza sia la duttilità, dissolvendo i composti intermetallici fragili e rendendo la microstruttura più omogenea. Le leghe da getto, generalmente, non ricristallizzano col trattamento di solubilizzazione. Dispense sulle Leghe di Alluminio La combinazione dei trattamenti di solubilizzazione e di precipitazione sono ampiamente utilizzati per ottenere le caratteristiche resistenziali ottimali. La struttura omogenea ottenuta con la sola solubilizzazione permette una risposta pronta al trattamento di precipitazione; questo garantisce una precipitazione più uniforme rispetto al trattamento di sola precipitazione. Discontinuità microstrutturali Il termine "vuoti " viene utilizzato per indicare un certo numero di discontinuità di varia origine nei getti. Porosità di gas, porosità da ritiro, fori da gas intrappolato e cricche sono le principali tipologie di vuoti nei getti di alluminio. I fori di gas intrappolato possono essere riconosciuti grazie a una distribuzione equiassica, dimensioni grossolane, distribuzione irregolare. Le cricche sono caratterizzate da una forma allungata, sottile e raggiata. I getti di alluminio contengono quasi sempre delle porosità causate dai gas. Quando presenti in quantità elevata i pori, causati dai gas, possono apparire come vuoti sferici. Generalmente assumono invece una forma che dipende dagli spazzi interdentritici, poiché i vuoti si formano dopo che la solidificazione della lega è iniziata. Pertanto, la porosità data da gas è difficilmente differenziabile dalla forma, giacché la porosità da ritiro è sempre interdendritica e simile alla porosità da gas. La migliore caratteristica distintiva è la distribuzione dei vuoti, perché la porosità da gas è uniformemente distribuita mentre la porosità da ritiro è concentrata in regioni non adeguatamente alimentate durante la solidificazione. Pellicole o pellicine di ossido di alluminio si formano velocemente sulla superficie dell'alluminio fuso e se non vengono rimosse, scremandole, possono essere intrappolate nel getto. Queste pellicole di scarto appaiono nella sezione trasversale come sottili linee (circa 2 µm) che si avvolgono, frequentemente associate con porosità da gas. Le pellicole, che costituiscono delle discontinuità indesiderabili, possono agire come innesco di frattura, diminuendo la resistenza statica e dinamica del getto, in particolare se si trovano vicino alla superficie. Mentre molti films di ossido hanno una struttura amorfa, che si può trasformare in inclusioni cristalline di allumina alfa in seguito ad una prolungata esposizione a elevata temperatura come nei getti. Al microscopio, l'allumina alfa appare come inclusione nera, tipo scoria,che si trova in rilievo sulla sezione pulita. Se le leghe da trattamento termico sono surriscaldate durante la solubilizzazione, si manifesta la fusione delle zone eutettiche. La microstruttura risultante è la stessa delle leghe da deformazione plastica. Prof. G.Ubertalli 13 Classificazione delle Leghe di Alluminio Wrought aluminum alloys Series Alloy family 1XXX 2XXX 3XXX 4XXX 5XXX 6XXX 7XXX 8XXX Pure Al Al-Cu Al-Mn Al-Si Al-Mg Al-Mg-Si Al-Zn Other (ex. Al-Li) Cast aluminum alloys Series Alloy family 1XX.0 2XX.0 3XX.0 4XX 0 5XX 0 6XX.0 7XX.0 8XX.0 9XX.0 Al Al-Cu Al-Si (Mg or Cu) Al-Si Al-Mg * Al-Zn Al-Sn * * Attualmente non utilizzata Aluminium casting alloys different technologies Die castings colata in pressofusione Permanent mold colata in conchiglia Sand casting colata in forme di sabbia Particolari: Plaster molds Investment molds Composite material molds Squeeze casting colata sotto pressione con materiale semi-solido Dispense sulle Leghe di Alluminio Work Hardening TEMPER DESCRIPTION F O H1 H2 H3 H112 H321 H323, H343 Come prodotto. Ricotto, ricristallizzato Incrudito (H12, H14, H16, H18) Incrudito e parzialmente ricotto(H22, H24, H26, H28) Incrudito e stabilizzato(H32, H34, H36, H38) Incrudito durante la fabbricazione. Incrudito durante la fabbricazione. Incrudito durante la fabbricazione. Dislocation loops and helices associated with manganese containing dispersoid particles in 2024-T4 alloy (40,000X). Prof. G.Ubertalli 15 La metallurgia dei trattamenti termici Anche se con la dicitura trattamenti termici si includono tutte quelle operazioni che si riferiscono a riscaldamento e raffreddamento di un componente, in questo paragrafo ci si riferirà principalmente ai trattamenti termici sui prodotti finali comprendendo ricottura, solubilizzazione, tempra, invecchiamento senza dimenticare la distensione. Le informazioni che saranno date valgono sia per leghe da deformazione plastica, leghe da trattamento termico e leghe da getto. Ovviamente ciascuna di queste tipologie ha varato delle problematiche, ai fini del trattamento termico, gli elementi indifferenti. I principali obiettivi di differenti tipi di trattamento termico sono descritti sommariamente nello schema riportato di seguito: distendere la lega per incrementare la lavorabilità e la formabilità. incrementare la resistenza e ottenere particolari proprietà meccaniche che sono associate con lo trattamento termico specifico finale. stabilizzare le proprietà meccaniche o fisiche o la resistenza alla corrosione, oltre ad evitare i cambiamenti che potrebbero comunque manifestarsi con tempo a temperatura ambiente o ad elevata temperatura. assicurare una stabilità dimensionale durante l'utilizzo, in particolare per componenti che operano a elevata temperatura e che richiedono stretti controlli dimensionali. eliminare le tensioni residue indotte da deformazioni differenziali o raffreddamenti non uniformi in seguito a operazioni di getto, tempra, saldatura o ad operazioni di formatura. Alcuni trattamenti vengono effettuati per diminuire il rafforzamento in seguito a deformazione plastica o le tensioni residue, mentre altri trattamenti vengono effettuati per alterare la distribuzione e la morfologia degli elementi leganti solubili. L'alluminio e le sue leghe non danno origine a trasformazioni che conducono a differenti forme allotropiche o a trasformazioni senza diffusione, come quella martensitica per gli acciai. In ogni caso, attraverso il controllo della solubilizzazione e successiva precipitazione degli elementi leganti solubili, la resistenza alla deformazione (tensione di snervamento) in alcune leghe da trattamento termico può essere incrementata con fattori compresi tra 5 e 6. La variazione di solubilità degli elementi leganti con la temperatura è il principale fattore che può essere utilizzato nei trattamenti termici, per influenzare la distribuzione degli elementi leganti medesimi. Anche se i diagrammi di stato non mostrano le strutture che si formano a relativamente bassa temperatura e che sono responsabili degli effetti di rafforzamento, essi indicano la direzione in cui la reazione in fase solida potrebbe procedere per una data composizione, temperatura e struttura iniziale. Vi è tuttavia un altro fattore fondamentale che influenza la cinetica delle reazioni allo stato solido di un dato soluto; la sua mobilità o velocità di diffusione nella soluzione solida di alluminio. Sebbene le considerazioni con i diagrammi di stato possono indicare che un certo elemento dovrebbe dissolversi o precipitare a una determinata temperatura, la reazione può essere eliminata completamente se la mobilità degli atomi soluti è bassa a quella temperatura. Velocità di reazioni specifiche sono inoltre influenzate da altri fattori come la concentrazione di soluto, il cambio di energia e la velocità di nucleazione. Le relazioni temperatura-solubilità in fase solida e temperatura-velocità di diffusione variano ampiamente per le differenti specie di soluto e l'effetto del mantenimento ad una specifica temperatura può essere differente per i differenti soluti. Molte leghe di alluminio contengono uno o più elementi che hanno caratteristiche di solubilità e di diffusione che permettono una precipitazione solo a relativamente alta temperatura, accompagnati da altri elementi che sono caratterizzati da una tendenza alla precipitazione a bassa temperatura. Il primo gruppo comprende rame, magnesio, silicio o zinco e la combinazione di questi elementi. In alcune leghe, alcune operazioni di riscaldamento effettuate nei processi possono causare la precipitazione di elementi come il cromo e manganese mentre, allo stesso tempo, rame, magnesio, silicio e zinco passano in soluzione solida. Come indicato dai diagrammi di stato ternari o quaternari, in molti casi avvengono delle interazioni complesse, con precipitazione di fasi intermetalliche contenenti due o più soluti oltre all'alluminio. Di conseguenza, ogni lega commerciale ha delle caratteristiche uniche che necessitano di attenti controlli delle operazioni di trattamento termico che vengono effettuate sui lingotti, sui prodotti intermedi e durante la fabbricazione; inoltre, opportune combinazioni di tempo e temperatura vengono richiesti per le operazioni di trattamento termico finale per raggiungere particolari caratteristiche e proprietà. Sistema di designazione dei trattamenti termici Il sistema più utilizzato per la designazione dei trattamenti termici delle leghe di alluminio è quello introdotto dall' "Aluminum Association" che consiste nell'utilizzare delle lettere. Delle suddivisioni dei trattamenti Dispense sulle Leghe di Alluminio termici principali, quando richiesti, sono indicati da una o più segni che seguono le lettere. Queste suddivisioni designano specifiche sequenze di trattamento e indicano le caratteristiche del prodotto finale. Ulteriori segni possono essere aggiunti quando una variazione nelle operazioni base porta a differenti caratteristiche. Le suddivisioni per la serie T di trattamenti, utilizzano dei numeri compresi tra 1 e 10 per distinguere le principali variazioni nella sequenza delle operazioni. Ulteriori segni vengono assegnati a prodotti che vengono distesi, a prodotti che subiscono una deformazione plastica a freddo dopo tempra o tra tempra e invecchiamento artificiale, a trattamenti effettuati con procedure speciali per controllare le caratteristiche quali resistenza alla corrosione o stabilità dimensionale. Il sistema principale di designazione dei trattamenti termici effettuati sulle leghe di alluminio è riportato nella tabella I sottostante. Designazione F O W T Caratteristiche Come fabbricato. Si applica ai prodotti grezzi che acquisiscono alcune caratteristiche da operazioni di formatura, in cui non viene esercitato un controllo specifico circa l’ammontare del rafforzamento per deformazione plastica o sul trattamento termico. Per i prodotti grezzi in queste condizioni non vi sono limiti circa le caratteristiche meccaniche. Si applica anche ai getti tal quali se la lega viene prodotta in condizioni di trattamento termico. Ricotto (solo prodotti grezzi, non da getto). Viene applicato per distendere completamente i prodotti e migliorarne la lavorabilità e per annullare qualunque trattamento meccanico o termico precedente. Solubilizzazione. Una condizione instabile applicabile solo alle leghe che invecchiano a temperatura ambiente dopo solubilizzazione. Questa designazione è valida solo quando venga indicato il periodo di invecchiamento naturale; per esempio: W (0,5h) Trattamento termico per produrre condizioni stabili oltre a F e O. Si applica sia ai prodotti grezzi sia a quelli da getto, che vengono sottoposti a trattamento termico, con o senza una deformazione plastica a freddo, per ottenere condizioni stabili. Annealing - Ricottura This treatment may be required before forming or cold working heat treatable alloys, when they are strain hardened by previous forming or are in the heat treated tempers. The maximum temperature and cooling rate employed must be carefully controlled to avoid precipitation hardening either during or subsequent to annealing. The type of annealing treatment required is dependent upon the previous thermal and mechanical history, and the microstructure resulting from these prior operations. In annealing thin-gage clad products, the heating time at the maximum temperature must be limited, to avoid excessive diffusion from core to cladding. Annealing treatments are applied to casting only when the most exacting requirements for dimensional stability must be met or when some unusual forming operations is specified. The treatment employed in such case is designed T2. Prof. G.Ubertalli 17 Alclad 2024-T3 showing commercial purity aluminum cladding on strong alloy core (100X). Dispense sulle Leghe di Alluminio Heat Treatments Connected with Plastic Deformation Annealing after cold working. The distorted, dislocated structure resulting from cold working of aluminum is less stable than the strainfree, annealed state, to which it tends to revert. Commercial aluminum alloys undergo this structural changes only with annealing at elevated temperature. Accompanying the structural reversion are changes in the various properties affected by cold working. These changes occur in three main steps: • recovery • recrystallization • grain growth Transmission electron micrographs of Al-5 Mg alloy sheet cold rolled 75% and annealed for various time at 345 °C. (a) As-rolled; (b) 1 min at 345 °C; (c) 5 min; (d) 1 hr (21,000X). Prof. G.Ubertalli 19 Micrographs showing the progress of recrystallization in 5083-H18 sheet annealed at 290 °C. (a) As-rolled; (b) 10 min at 290 °C; (c) 30 min; (d) 1 hr; (e) 4 hr; (f) 8 hr. Electropolished (100X). Dispense sulle Leghe di Alluminio The effects on the tensile properties of 1100 alloy are shown in the following figures. Isothermal annealing curves for 1100-H18 sheet. Prof. G.Ubertalli 21 Strain-hardened aluminum-magnesium alloy have a special commercial problem because they tend to age soften at room temperature. Age softening increases with increasing magnesium content and cold work. The following figures show this effect for an Al-6 Mg alloy. Age softening of a strain-hardened Al-6 Mg sheet. Dispense sulle Leghe di Alluminio In particolare la designazione (T) può ancora essere suddivisa come evidenziato nella tabella sottostante. Designazione T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 Caratteristiche Invecchiato naturalmente in una condizione sostanzialmente stabile. Si applica a quei prodotti in cui è avvenuta una parziale solubilizzazione di elementi leganti ad elevata temperatura, seguita da un rapido raffreddamento dovuto al processo di fabbricazione. Ricottura (solo prodotti da getto). Indica una condizione ottenuta per mezzo di un trattamento di ricottura utilizzata per incrementare la duttilità e la stabilità dimensionale del getto. Solubilizzazione, deformazione plastica a freddo e invecchiamento naturale a condizioni sostanzialmente stabili. Si applica a quel prodotti che siano stati formati a freddo per incrementare la resistenza o in cui la deformazione plastica è associata a specifiche applicazioni. Differenti entità di deformazione plastica sono contrassegnate con un secondo simbolo. Solubilizzazione e invecchiamento naturale a condizioni sostanzialmente stabili. Si applica a quelle prodotti che non sono stati deformati a freddo dopo solubilizzazione, o in cui l'effetto della deformazione plastica non è associata a specifiche applicazioni. Invecchiamento artificiale. Si applica a quei prodotti che sono invecchiati artificialmente dopo processi che avvengono a elevate temperature, come getti o estrusione, per incrementare la resistenza meccanica e la stabilità dimensionale. Solubilizzato e invecchiato artificialmente. Si applica ai prodotti che non siano stati deformati a freddo di un possa solubilizzazione, o in cui la deformazione plastica è associata a specifiche applicazioni. Solubilizzato e sovrainvecchiato. Si applica ai prodotti che sono stati solubilizzati e invecchiati artificialmente oltre le condizioni di massimo rafforzamento, per ottenere specifiche caratteristiche controllate, come stabilità dimensionale, tensioni residue basse, o per incrementare la resistenza alla corrosione. Solubilizzazione, deformazione plastica a freddo e invecchiamento artificiale a condizioni sostanzialmente stabili. Si applica a quel prodotti che siano stati formati a freddo per incrementare la resistenza o in cui la deformazione plastica è associata a specifiche applicazioni. Differenti entità di deformazione plastica sono contrassegnate con un secondo simbolo. Solubilizzato, invecchiato artificialmente e deformato plasticamente. Si applica ai prodotti che sono deformati a freddo come operazione finale, per incrementare la resistenza. Invecchiato artificialmente e deformato a freddo. Si applica ai prodotti che sono invecchiati artificialmente dopo processi effettuati ad elevata temperatura, come getti ode estrusione, e deformati a freddo per incrementare la resistenza. Per i trattamenti che vanno dal T3 al T10 potrebbe essere necessario effettuare un periodo di invecchiamento naturale per ottenere le caratteristiche desiderate. Tali designazioni possono comprendere ulteriori numeri per leghe da trattamento termico in cui si debba avere una diminuzione delle tensioni associate al trattamento termico. Per esempio: Tx51a – Diminuzione dello stato tensionale effettuando uno stiramento. Tale stiramento, effettuato dopo il trattamento di solubilizzazione e tempra, deve risultare dello 0,5-3% per le piastre e dell’1-3% per le forme cilindriche e le altre forme. Tale designazione si applica direttamente a piastre rullate o tondini o sbarre finite a freddo. Tale stiramento non incrementa il rafforzamento dei prodotti. Tx52a – Diminuzione dello stato tensionale effettuando una compressione. Tale compressione, effettuata dopo il trattamento di solubilizzazione, deve produrre una deformazione permanente del 2,5%. Tx53a – Diminuzione dello stato tensionale effettuando un trattamento termico. a La lettera x rappresenta i numeri 3, 4, 6 o 8 quando applicabile. Prof. G.Ubertalli 23 Al-Cu phase diagram Dispense sulle Leghe di Alluminio Principi generali di rafforzamento per precipitazione Le leghe da trattamento termico contengono dei quantitativi di elementi leganti solubili che eccedono i limiti di solubilità della soluzione solida a temperatura ambiente e a temperature moderatamente più alte. La quantità presente può essere inferiore o superiore a quello di massima solubilità alla temperatura eutettica. La figura 1 mostra una porzione del diagramma di stato alluminio-rame e illustra queste due condizioni con le principali relazioni tra solubilizzazione e precipitazione che vengono coinvolte. Due leghe che contengano il 4,5 e il 6,3% di rame sono rappresentate come linee tratteggiate (a) e (b). Le relazioni di solubilità e il comportamento a riscaldamento di queste composizioni approssimano quello delle leghe commerciali 2025 e 2219, e i principi possono essere applicati a tutte le altre leghe da trattamento termico. Holding the 4.5 % Cu at solution temperature until equilibrium is attained causes the copper to go completely into solid solution. Reducing temperature, a driving force induce the supersaturated solid solution to originate some precipitate from the excess of solute. Driving force increases increasing supersaturation and decreasing temperature. The rate of precipitate particles depends on the atom mobility, which is reduced as temperature decrease. The solid solution formed at elevated temperature may be retained in a supersaturated state by cooling with sufficient rapidity to avoid precipitation in the intermediate temperature range. Precipitation can occur successively and can be controlled more precisely. If precipitation phenomena is spontaneous at room temperature we call "natural aging". Precipitation can be accelerated in these alloys by heating above room temperature; this operation is referred to as "artificial aging" or "precipitation heat treating". Prof. G.Ubertalli 25 Solution Heat Treating The purpose of the solution heat treatment is to obtain in solid solution the maximum practical concentration of the hardening solute such as copper, magnesium together with silicon or zinc. The diagrams below show that the solubility of these elements increases markedly with temperature. Furthermore, the rate of solutions increases with temperature, because of increased diffusion rate. Solubility of some alloying elements in aluminum. Effect of solution heat-treating temperature on the tensile properties of 2014-T4 and 2014-T6 sheet. It is very important good control and uniformity of temperature within the furnace. Rate of heating to solution heat-treating may affect the grain size. Air is the usual heating medium. The time required at the solution heat-treating temperature depends upon type of product, alloy, casting or fabricating procedures used and section thickness. Times at temperature range generally from 8 to 12 hours. In case of clad products it must be shorter: 10 to 30 minutes. HAZARDS Germinative grain growth in reheated components Decreasing of resistance to corrosion if reheating temperature or time of treatment are not higher than the first. High temperature oxidation: formation of small rounded voids or crevice within the metal and by surface blisters. Dispense sulle Leghe di Alluminio Precipitation In Specific Alloy Systems Aluminum-Copper SS → GP [1] → GP [2] → θ ’ → θ Aluminum-Copper-Magnesium SS → GP → S’ (Al2CuMg) → θ (Al2CuMg) Aluminum-Magnesium-Silicon SS → GP → β ’ (Mg2Si) → β (Mg2Si) Aluminum-Zinc-Magnesium SS → GP Zones [spherical] → M’ → M T’ → T Correlation of structures and hardness of Al-4 Cu alloy aged at two temperatures. Prof. G.Ubertalli 27 Precipitazione Il grado di sovrassaturazione e la velocità di diffusione variano in modo opposto con la temperatura. Rappresentazione schematica dell’effetto della temperatura sulle grandezze che influenzano la velocità di precipitazione. Dispense sulle Leghe di Alluminio Tempra Il fine del trattamento termico effettuato dopo il processo di solubilizzazione è quello di preservare il più possibile intatta la soluzione solida formatasi durante il trattamento di solubilizzazione; si effettua un rapido raffreddamento (tempra) fino a bassa temperatura, generalmente temperatura ambiente. E’ infatti importante non solo mantenere l’eccesso di soluto nella soluzione solida, ma mantenere anche l’elevato numero di vacanze reticolari formatesi nella solubilizzazione per favorire la diffusione a bassa temperatura e permettere la formazione dei precipitati metastabili rafforzanti. In generale, come sarà chiarito meglio successivamente, i più elevati rafforzamenti sono associati alle velocità di raffreddamento più elevate. Effect of time and temperature in interrupted quenching experiments on tensile and yield strength of alloy 7075, expressed as percentages of strengths obtained by quenching without interruption. Alloy Characteristics Tensile strengths of six alloys as a function of average cooling rate during quenching. Prof. G.Ubertalli 29 Invecchiamento Caratteristiche di invecchiamento artificiale di due leghe di alluminio sotto forma di piastre. Dispense sulle Leghe di Alluminio Natural aging curves for binary Al-Cu alloys quenched in water at 100 °C. Precipitation hardening curves for binary alloys quenched in water at 100 °C ad aged at 150 °C. Prof. G.Ubertalli 31 Influenza delle dimensioni dei componenti Average tensile properties of 7075-T651 plate as a function of thickness. Dispense sulle Leghe di Alluminio Leghe da getto Dentriti e segregazioni. Schematic representation of the origin of cored dendritic structure and interdendritic second-phase particles in solid solution alloy. Scanning electron micrograph of the center of an as-cast low-carbon steel ingot showing dendrite spikes (primary arms) and second arms. (Unetched 10X). Prof. G.Ubertalli 33 The result of this solidification sequence is a cored dendritic structure with solute content increasing progressively from center to edge, and an interdendritic distribution of second phase particles or eutectic. 2024 as-cast ingot containing grains with constituent particles along cored dendritic boundaries (100X). 3003 as-cast ingot structure containing principally MnAl6 and Mn3SiAl12 constituents in a cored dendritic structure (250X). Distribution of copper in dendrite cell of chill cast Al-4 Cu alloy in the as-cast condition. Dispense sulle Leghe di Alluminio Trattamenti termici dei lingotti Ingot Preheating Treatments Principal objective Microstructure is quite heterogeneous In particular dendritic segregation or microsegregation Improved workability The choice of operating condition (time and temperature) depend on the solification rate other than the alluminum alloy considered. In fact increasing solidification rate, decreases chemical homogeneity in dendrite arm, but dendrite cell size result smaller; therefore diffusion distance result reduced. Alloy 2011 ingot as-cast. Structure: network of CuAl2 (mottled) at boundaries od alluminum grains, needles and other large particles of Cu2FeAl7 and dark globules of lead and bismuth. Keller’s reagent. 500X. Same as over, but homogenized at 525 °C for 2 h. Note than the CuAl2 has coagulated into a clear constituent and has partly dissolved .Fine precipitate of CuAl2 within the aluminium grains. Keller’s reagent. 500X. Same, except the ingot was homogenized at 525 °C for 12 h. The CuAl2 at the grain boundaries has almost completely dissolved, and there is much fine precipitate of CuAl2 within the aluminium grains. Keller’s reagent. 500X. Prof. G.Ubertalli 35 Velocità di raffreddamento dopo colata. Microstrutture risultanti per differenti velocità di solidificazione, ottenute da differenti processi di colata per una lega Al-5%Si. Le dimensioni delle dendriti e delle altre particelle diminuiscono incrementando la velocità di raffreddamento, passando da getti in sabbia a getti in stampi di acciaio a pressocolata. Attacco, 0.5% HF (500X). In case of cast alloy is necessary maximum toughness. We can use cooling rate quite fast to obtain many small rounded particles of intermetallic phases. To improve workability, cooling rate very slowly, to re-precipitate and coalesce the solute in an interdendritic distribution of fairly large particles. In some case, due to peritectic transformation and to relatively slow diffusion of some element, segregation result just the reverse of that previously described. In these cases, ingot preheating treatments are designed to produced precipitation of particles with dimensions of 100-1000 Å (dispersoids). Dispense sulle Leghe di Alluminio Microstrutture delle leghe di Al Una lega Al-Si conterrà quindi sempre quantità più o meno elevate di Si eutettico aciculare. La presenza di questa fase può penalizzare le caratteristiche meccaniche in quanto questa forma può, sotto determinate condizioni di stress, agire da concentratore di sforzo. Per minimizzare questo effetto la lega viene modificata con aggiunte di minime quantità di Na il quale ha la proprietà di rendere globuliformi queste isole di Si eutettico. Le leghe a base Alluminio contengono ovviamente anche altri elementi oltre il Silicio (es. Cu, Fe, Mn, Ni). Tali elementi possono modificare anche profondamente la struttura del materiale e quindi le sue caratteristiche meccaniche ed il suo impiego. Per esempio il costituente β − (Al-Fe-Si) infragilisce il materiale in quanto la sua morfologia è lamellare. Per ovviare a questo inconveniente vengono aggiunte modeste quantità di manganese che rendono questa fase β di per sé meno dura e disposta in modo meno pericoloso (forma di tipo “scheletrico”). La nuova fase è nota come α -(Al-Fe-Si-Mn). Micrografie che illustrano differenti gradi di modifi-cazioni dell’eutettico da non modificato (A) a ben modificato (F). Leghe Al-Si allo stato di getto prima di qualunque trattamento di solubilizzazione. Prof. G.Ubertalli 37 Leghe Al-Si NiAl3 Si eutettico (non modificato) i primario In accordo con il diagramma di stato, la struttura è costituita da Si primario poligonale e Si eutettico aciculare (in questo caso non modificato). La presenza in lega di Nichel provoca la formazione di NiAl3 . Si eutettico modificato F ase β (Al-Fe-Si) Microstruttura di lega eutettica modificata. Dispense sulle Leghe di Alluminio Esempi - Lega ipo-eutettica non modificata. L’immagine è stata processata in modo da fornire al primo impatto visivo la situazione strutturale della lega. L’immagine è stata ottenuta al SEM miscelando il segnale di backscattering con quello degli elettroni secondari. Il primo dei due segnali è proporzionale al numero atomico (la fase α appare infatti più chiara) e da solo non riuscirebbe a discriminare tra Al e Si (D Z=1). Il secondo segnale - di natura esclusivamente morfologica - esalta invece la presenza del Silicio. Azzurro: Matrice Al Arancio: Si eutettico non modificato Bianco: α (AlFe-Si-Mn) L’immagine, processata con falsi colori, costituisce una mappa di concentrazione chimica. Prof. G.Ubertalli 39 Tabelle Tabelle contenenti le composizioni chimiche, le caratteristiche meccaniche e la resistenza alla corrosione, lavorabilità e saldabilità per le leghe di alluminio. Dispense sulle Leghe di Alluminio Prof. G.Ubertalli 41 Dispense sulle Leghe di Alluminio Prof. G.Ubertalli 43 Dispense sulle Leghe di Alluminio Prof. G.Ubertalli 45 Dispense sulle Leghe di Alluminio Prof. G.Ubertalli 47 Dispense sulle Leghe di Alluminio Prof. G.Ubertalli 49 Dispense sulle Leghe di Alluminio Applicazioni MATERIAL Prof. G.Ubertalli ALUMINUM 2219 T851 51 Dispense sulle Leghe di Alluminio Sommario L’ALLUMINIO .......................................................................................................................................................1 L’ALLUMINIO E LE SUE LEGHE. ...............................................................................................................2 Caratteristiche meccaniche.............................................................................................................................2 Costituzione delle leghe. .................................................................................................................................3 Fasi intermetalliche .....................................................................................................................................3 Principali elementi leganti...........................................................................................................................4 Microstruttura delle leghe di alluminio............................................................................................................7 Microscopia ottica delle leghe ....................................................................................................................7 Effetto della lavorazione .............................................................................................................................8 Effetto dei trattamenti termici .....................................................................................................................9 Microstrutture caratteristiche dei prodotti ................................................................................................10 Altre strutture..............................................................................................................................................10 Microscopia ottica di leghe da getto.............................................................................................................11 Classificazione delle Leghe di Alluminio ......................................................................................................14 Wrought aluminum alloys .........................................................................................................................14 Cast aluminum alloys ................................................................................................................................14 Work Hardening .............................................................................................................................................15 La metallurgia dei trattamenti termici ...........................................................................................................16 Sistema di designazione dei trattamenti termici .....................................................................................16 Annealing - Ricottura.................................................................................................................................17 Heat Treatments Connected with Plastic Deformation...........................................................................19 Al-Cu phase diagram.....................................................................................................................................24 Principi generali di rafforzamento per precipitazione ..................................................................................25 Solution Heat Treating...............................................................................................................................26 Precipitazione.............................................................................................................................................28 Tempra .......................................................................................................................................................29 Alloy Characteristics..................................................................................................................................29 Invecchiamento..........................................................................................................................................30 Leghe da getto ...............................................................................................................................................33 Dentriti e segregazioni...............................................................................................................................33 Trattamenti termici dei lingotti ..................................................................................................................35 Microstrutture delle leghe di Al .................................................................................................................37 Tabelle ............................................................................................................................................................40 Applicazioni ....................................................................................................................................................51 Prof. G.Ubertalli 53
Scaricare