LE MEMBRANE SEMIPERMEABILI
ARTIFICIALI: ACQUA ED ENERGIA
DAI PROCESSI OSMOTICI
Pubblicazione ottobre 2004
Tesi di Laurea
Redattore: ANDREA CAROTTI
Relatore: Chiar.mo Prof FRANCESCO GRIANTI
Correlatori: Prof. CARLO MAZZOCCHIA
Dott. MARIO REALI
FACOLTÀ DI SCIENZE AMBIENTALI – UNIVERSITÀ DEGLI STUDI DI URBINO
Corso di laurea in Scienze Ambientali
A. A. 2001/2002
Labelab srl – Via Mirasole 2/2 – 40124 Bologna (BO) – C.F./P.Iva: 02151361207
LE MEMBRANE SEMIPERMEABILI ARTIFICIALI:
ACQUA ED ENERGIA DAI PROCESSI OSMOTICI
INTRODUZIONE
L’OSMOSI....................................................................................................1
Acqua.............................................................................................................7
Composizione chimica del mare .................................................................. 7
Dissalazione ................................................................................................. 8
Energia ..........................................................................................................9
Schema dei processi osmotici: DO, PRO, RO .........................................11
Bibliografia ................................................................................................12
CAPITOLO 1
LE MEMBRANE SEMIPERMEABILI ARTIFICIALI
INTRODUZIONE ...................................................................................... 13
Flusso ......................................................................................................... 13
Selettività.................................................................................................... 14
Applicazioni generali ................................................................................. 14
1.1 CLASSIFICAZIONE GENERALE DELLE MEMBRANE ........... 16
1.Membrane neutre .................................................................................... 16
Membrane simmetriche .................................................................. 17
Membrane asimmetriche ................................................................ 17
2.Membrane a scambio ionico ................................................................... 18
1.2 PANORAMICA DELLE APPLICAZIONI DI MEMBRANE
SINTETICHE IN PROCESSI INDUSTRIALI....................................... 20
Microfiltrazione.......................................................................................... 21
Ultrafiltrazione ........................................................................................... 24
OSMOSI INVERSA .................................................................................. 26
Generalità sull’osmosi inversa ....................................................... 27
Campi di applicazione .................................................................... 28
Elettrodialisi ............................................................................................... 29
Principi del processo dell’elettrodialisi .......................................... 31
Polarizzazione e sporcamento ........................................................ 33
Differenze tra ED e RO .................................................................. 34
Bibliografia ................................................................................................35
I
CAPITOLO 2
TECNOLOGIA ED APPLICAZIONI DELL’OSMOSI INVERSA
2.1 Teoria dei processi di membrana in osmosi inversa ......................... 36
Flusso specifico .............................................................................. 36
Reiezione ........................................................................................ 37
Fattore di recupero.......................................................................... 38
Modelli di trasporto.................................................................................... 40
2.2 Le membrane semipermeabili in RO ................................................. 42
Peculiarità delle membrane semipermeabili in RO.................................... 43
ACETATO DI CELLULOSA ..................................................................44
POLIAMMIDE (TFC)..............................................................................45
POLISULFONE .......................................................................................45
MATERIALI CERAMICI........................................................................46
MEMBRANE ASIMMETRICHE ............................................................. 48
Metodologia di produzione ............................................................ 48
Processo a separazione di fase e struttura della membrana..........49
2.3 Configurazioni delle membrane ......................................................... 52
Membrane piane......................................................................................... 54
Membrane a spirale avvolta ....................................................................... 56
Membrane tubolari ..................................................................................... 64
Membrane a fibra cava............................................................................... 70
Introduzione alla tecnologia di produzione delle fibre cave........75
Membrane semipermeabili italiane: “OSMOTEC” ................................... 84
2.4 Polarizzazione di concentrazione ed incrostamento ......................... 85
2.5 Sporcamento ......................................................................................... 90
TIPI DI SPORCANTI ................................................................................ 94
Biologici ......................................................................................... 94
Organici .......................................................................................... 95
Ossidi di metallo............................................................................. 96
Incrostazioni di sali inorganici ....................................................... 96
Solidi sospesi e particolati.............................................................. 97
Colloidi........................................................................................... 97
Agenti multipli ............................................................................... 98
Pulizia delle membrane .............................................................................. 98
POST-TRATTAMENTI ............................................................................99
2.6 Progetti d’impianto ............................................................................ 100
II
Configurazioni d’impianto e scelta dei materiali ..................................... 100
Impianti conici (taper plants) ....................................................... 100
Impianti a produzione discontinua (batch plants) ........................ 102
Impianti a spillatura (feed and bleed)........................................... 104
Confronto tra impianti.............................................................................. 104
Opzioni di controllo ................................................................................. 106
Pressione costante......................................................................... 106
Portata costante di filtrato ............................................................ 107
Fattore di concentrazione costante ............................................... 107
Altre opzioni............................................................................................. 108
Automazione ................................................................................ 108
Ingegneria dell’impianto .............................................................. 108
Congegno delle tubature............................................................... 109
Pompe ........................................................................................... 110
Valvole ......................................................................................... 110
Considerazioni generali per la progettazione........................................... 111
Corrosione ................................................................................................ 112
2.7 Applicazioni dell’osmosi inversa....................................................... 112
DISSALAZIONE ..................................................................................... 113
Dissalazione da osmosi inversa centrifuga ................................115
Dissalazione alimentata da energia eolica .................................116
Capacità e costi nei processi di dissalazione................................ 116
Sistemi per il recupero energetico da processi RO ...................... 118
Impianti RO con turbine per il recupero energetico (ERT) .......118
Impianti RO innovativi con sistemi a scambio di pressione......119
ALTRE APPLICAZIONI ........................................................................ 125
Applicazioni per acque reflue industriali ..................................... 127
Acque reflue provenienti da processi metallurgici ....................128
Acque reflue provenienti da processi radioattivi. ......................129
Acque reflue dell’industria della carta.......................................129
Acque reflue dell’industria tessile .............................................129
Acque reflue dell’industria petrolifera.......................................130
Trattamento di acque reflue urbane.............................................. 130
Potabilizzazione di acque sotterranee o superficiali .................... 132
Produzione d’acqua ultrapura....................................................... 133
Applicazioni nelle lavorazioni alimentari .................................... 134
Nanofiltrazione......................................................................................... 135
Bibliografia..........................................................................................................137
III
CAPITOLO 3
ENERGIA DAI GRADIENTI DI SALINITA'
INTRODUZIONE .................................................................................... 139
3.1 Metodi per lo sfruttamento della pressione osmotica..................... 140
Osmosi contro pressione .......................................................................... 140
Elettrodialisi inversa................................................................................. 142
Altri metodi .............................................................................................. 144
3.2 Teoria dell’osmosi diretta contro pressione..................................... 144
Perdita di sale dalla membrana..................................................... 146
Polarizzazione di concentrazione............................................................. 147
3.3 Aspetti teorici del processo PRO ...................................................... 148
Differenze tra RO e PRO ......................................................................... 153
3.4 Le membrane semipermeabili........................................................... 155
MEMBRANE PIANE ..............................................................................157
Effetto del supporto poroso di rete-tessuto sull’osmosi attraverso una
membrana asimmetrica Loeb-Sourirajan ................................................. 160
Confronto tra RO e DO per membrana senza supporto ............... 160
Descrizione della membrana Toray CA-3000.............................. 163
Scopo delle prove ......................................................................... 164
Risultati delle prove effettuate con la membrana Toray CA-3000164
Prove con altre membrane in acetato di cellulosa ........................ 166
MEMBRANE A FIBRA CAVA.............................................................. 167
Esempio di preparazione di fibre cave in acetato di cellulosa ..... 173
MEMBRANE A SPIRALE AVVOLTA ................................................. 175
MEMBRANE TUBOLARI...................................................................... 176
3.5 Differenti tipi d’impianto per PRO .................................................. 177
Introduzione.................................................................................. 177
Impianto a flusso continuo a livello del mare .......................................... 180
Impianti a flusso continuo sotto il livello del mare.................................. 181
Impianto a flusso alternato a livello del mare .......................................... 183
Calcolo dell’efficienza meccanica................................................ 185
Conclusioni .............................................................................................. 186
Impianti a ciclo chiuso ............................................................................. 187
3.6 Valutazione dei costi .................................................................................... 187
Fattori principali legati al capitale d’investimento: ................................. 188
1)Principali tipi di gradienti di salinità presenti sulla Terra......... 188
2)Caratteristiche della membrana................................................. 191
3)Costo delle membrane installate............................................ 192
IV
Calcolo dei costi basato su esempi reali.......................................... 193
Mar Morto (Dead Sea) ................................................................. 193
Grande Lago Salato (Great Salt Lake) ......................................... 194
Scelta delle membrane e dei parametri operativi.............. 194
Considerazioni energetiche .............................................. 195
Dati sulle membrane e sui moduli .................................... 196
Costi di capitale ed ammortamento .................................. 197
Acqua di fiume/Mare.................................................................... 199
Bibliografia ..............................................................................................201
CAPITOLO 4
ATTIVITA’ SPERIMENTALI
Lavoro sperimentale presso il Politecnico di Milano............................203
Introduzione ............................................................................................. 203
Modifiche effettuate alle membrane PCI per l’impiego in PRO.............. 206
Descrizione dei materiali e delle apparecchiature impiegate................... 206
Schemi del circuito sperimentale ............................................................. 208
Regime del flusso ..................................................................................... 212
Procedura operativa per la determinazione dei risultati........................... 213
DATI SPERIMENTALI .......................................................................... 214
RISULTATI ............................................................................................. 220
CONCLUSIONI....................................................................................... 222
Progetto di ricerca italiano (SALPO).....................................................223
Componenti meccanici............................................................................. 225
Progetto di ricerca norvegese..................................................................226
Bibliografia ..............................................................................................227
CAPITOLO 5
CONCLUSIONI
ACQUA .....................................................................................................228
ENERGIA .................................................................................................231
Libro bianco per una strategia e un piano di azione della Comunità................... 232
Direttiva UE sulle Fonti Rinnovabili nella produzione elettrica ......................... 234
LEGISLAZIONE NAZIONALE ......................................................................... 235
Bibliografia ..............................................................................................237
APPENDICE –Tabella di conversione per le unità di misura della pressione …….......238
V
INTRODUZIONE
Questa tesi vuole analizzare e presentare lo stato dell’arte sull’utilizzo delle
membrane semipermeabili (o selettive), focalizzando l’attenzione sull’osmosi
inversa, al fine di mostrarne le vaste possibilità d’applicazione, con
particolare attenzione a quelle sull’acqua; vorrebbe inoltre divulgare i
vantaggi derivanti dallo studio dello sfruttamento dei gradienti di salinità per
la produzione d’energia elettrica, in gran parte realizzabili tramite l’impiego
della stessa tecnologia adottata in osmosi inversa con opportune modifiche.
L’OSMOSI
L’osmosi (dal greco osmòs = spinta) consiste nel fluire spontaneo del
solvente attraverso una membrana che separa due soluzioni aventi differente
concentrazione; infatti, il solvente fluisce sempre dalla soluzione meno
concentrata verso quella più concentrata, segue pertanto il proprio gradiente
di concentrazione, contrario naturalmente a quello del soluto. In questo
fenomeno, mentre le molecole di solvente attraversano liberamente la
membrana nei due sensi, quelle di soluto (in stato d’agitazione termica in
analogia alla teoria cinetica dei gas) la urtano senza poterla attraversare,
secondo un meccanismo insito nella membrana stessa. Le membrane di
questo tipo, dette appunto semipermeabili, sono molto diffuse in natura, basti
pensare che la pressione osmotica è la proprietà colligativa più importante
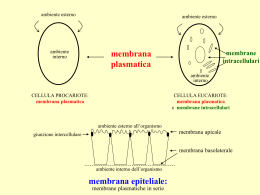
per i sistemi viventi. Un esempio è dato dalle membrane cellulari che lasciano
passare sali e certe molecole disciolte, realizzando così una semipermeabilità
che regola lo scambio di sostanze nelle cellule o tra le stesse ed i liquidi
intercellulari.
Il fenomeno dell’osmosi fu scoperto dall’abate J.Nollet nel 1748, che pose
una soluzione d’alcool e acqua in una vescica animale e, avendo immerso la
vescica stessa in acqua, vide che essa (permeabile all’acqua, ma non
all’alcool) si gonfiava fino a rompersi. Fu, però, Jacobus Van’t Hoff nel 1866
a mettere in evidenza l’analogia tra il comportamento termodinamico delle
1
molecole di soluto nel solvente (per soluzioni diluite) e le molecole dei gas,
arrivando pertanto alla relazione della pressione osmotica (π), simile
all’equazione di stato dei gas perfetti (pV=nRT) dedotta dalla teoria cinetica
dei gas dove p è la pressione, V il volume, n il numero di moli, R la costante
dei gas e T la temperatura assoluta:
π=CmRTi
dove Cm, è la concentrazione molare della soluzione, data da n/V (moli/litro);
R, è la costante molare dei gas (0.082 litri*atm/moli*K);
T, è la temperatura espressa in gradi Kelvin (K);
i, è il coefficiente correttivo di Van’t Hoff per elettroliti che dipende
dalla concentrazione e dalla costituzione dell’elettrolita stesso.
Successivamente ci fu un approfondimento di W. Pfeffer, nel 1877, il primo a
preparare una membrana che avesse una caratteristica di quasi completa
semipermeabilità. In questa membrana, che utilizzava i pori di un vaso di
porcellana sverniciata e di grana finissima, si è poi realizzato un dispositivo
adatto all’analisi quantitativa dell’osmosi che ha permesso così ai chimici di
determinare il peso molecolare di diversi soluti (osmometro); in effetti, la
pressione osmotica non era direttamente misurabile, ma si poteva determinare
la pressione idrostatica che si aveva nella soluzione più concentrata a causa
del maggior numero di molecole di solvente che vi penetrava (endosmosi)
rispetto a quelle che vi uscivano (esosmosi).
Pfeffer e Van’t Hoff verificarono una legge che esprime l’andamento della
pressione osmotica in funzione della concentrazione e della temperatura
molto simile a quella dedotta per i gas perfetti dalla teoria cinetica.
La relazione tra pressione osmotica e tensione di vapore, nel caso di soluzioni
molto diluite, può servire a spiegare come la tensione di vapore di una
soluzione e, conseguentemente, l'innalzamento del suo punto d'ebollizione e
2
l'abbassamento di quello di congelamento, possano essere utilizzati nella
determinazione del peso molecolare delle sostanze.
La semipermeabilità di certe membrane può essere spiegata inizialmente da
un modello molto semplice (modello “a setaccio”). Si supponga che la
membrana sia costituita da una “matrice di fori”, il cui diametro massimo sia
fissato, in tal caso le molecole di soluto non riusciranno ad oltrepassare la
membrana a differenza delle molecole di solvente che hanno un diametro
minore. In realtà la membrana è permeabile sia al soluto che al solvente, ma
con coefficienti di diffusione (D) notevolmente differenti (quello relativo al
soluto molto minore di quello legato al solvente); infatti, la velocità di
diffusione è tanto più elevata quanto più piccola è la massa delle particelle
che diffondono. Secondo la legge di Fick, la quantità (Jix) di un componente
(i) di una soluzione o miscela diffusa in una direzione (x) attraverso un piano,
normale a tale direzione e avente sezione unitaria, è proporzionale al
gradiente di concentrazione (- ∆Ci / ∆x) che esiste lungo la direzione stessa.
Cioè:
Jix = - D * (∆Ci / ∆x). Risulta, dunque, chiara la difficoltà di
individuare un modello sufficientemente realistico della semipermeabilità,
dato che la differenza nei coefficienti di diffusione può trovare la sua
spiegazione ultima solo mediante una caratterizzazione sufficientemente
verosimile delle interazioni microscopiche tra le molecole del soluto, del
solvente e della membrana. Pertanto allo stato attuale, nessuna teoria può
essere considerata completamente soddisfacente.
Quando due soluzioni con lo stesso solvente hanno la stessa concentrazione
esse hanno anche la stessa pressione osmotica e si dicono isotoniche,
indipendentemente dalla natura del soluto; fra le soluzioni a concentrazione
diversa, si dicono ipertoniche le più concentrate ed ipotoniche quelle meno,
perciò, il flusso spontaneo di solvente è sempre dalla soluzione ipotonica
verso l’ipertonica e costituisce il fenomeno dell’osmosi (Fig1).
3
Pressione
osmotica
Acqua
Acqua
dolce
salata
Membrana semipermeabile
Fig.1: Osmosi diretta
Già nei secoli passati l’uomo ha applicato in vari campi questo processo:
taglio di rocce per mezzo di cunei di legno bagnati, reidratazione di cibi
essiccati o salati, etc.
Considerando in Fig.1 l’acqua “dolce” come una soluzione a bassissima
concentrazione rispetto all’acqua salata e che tra le due soluzioni vi fosse
inizialmente un equilibrio idrostatico, l’osmosi diretta, che porta l’acqua dolce
a diluire quella salata, perdura sino a che le due soluzioni diventano
isotoniche. La forza motrice di tale flusso è stata prodotta dalla pressione
osmotica, che può essere sperimentalmente determinata utilizzando un pistone
a tenuta ideale che eserciti una pressione sulla superficie della soluzione
ipertonica in modo da mantenere la superficie delle due soluzioni alla
medesima quota.
4
La pressione esercitata sarà la pressione osmotica differenziale, che è quella
considerata quando si vuole definire la pressione osmotica di una soluzione
(situazione di equilibrio del processo).
In altre parole, se una soluzione di acqua dolce e una di acqua salata vengono
separate in un contenitore per mezzo di una membrana semipermeabile che
lascia passare solo l’acqua ma non i sali, l’acqua diffonde attraverso la
membrana stessa dall’acqua dolce a quella salata, fino a che la pressione
idrostatica non eguaglierà la pressione osmotica (Fig.2).
Pressione
osmotica
differenziale
Acqua
Acqua
dolce
salata
Membrana semipermeabile
Fig.2: Osmosi all’equilibrio, la pressione osmotica è uguale alla
pressione idrostatica
Considerando acqua pura ed acqua di mare, la differenza delle pressioni
osmotiche è equivalente a circa 24 atm, ovvero, la pressione esercitata da una
colonna d’acqua dell’altezza di 240 metri!
5
Immaginando l’esistenza di un pistone che chiuda il contenitore sulla
superficie dell’acqua salata, qualora esso esercitasse una pressione superiore a
quella d’equilibrio, il solvente fluirebbe dalla soluzione più concentrata alla
meno concentrata. In questo caso saremmo entrati nel campo delle filtrazioni
tramite membrana (Fig.3) che trovano vastissime applicazioni.
Pressione
esercitata
Acqua
Acqua
dolce
salata
Membrana semipermeabile
Fig.3: Filtrazioni da membrana (osmosi inversa)
Seguendo un approccio termodinamico saremmo giunti alle medesime
conclusioni; infatti, la diluizione di una soluzione acquosa per osmosi avviene
spontaneamente grazie allo stato di maggiore disordine che essa raggiunge
(entropia crescente, sistema finale con gradienti bassi), mentre, le filtrazioni
non avvengono, se non forniamo una forza motrice (entropia decrescente,
sistema finale con gradienti alti) rappresentata dalla pressione transmembrana
che imponiamo.
6
Acqua
Composizione chimica del mare
L’acqua marina è una complessa soluzione d’acqua e sali dissociati, cioè
scomposti negli elementi chimici che li costituiscono (o ioni). La sua
composizione è pressochè costante in tutti i mari, sebbene esistano variazioni
regionali in funzione del clima. In realtà, come recita la prima legge
dell’oceanografia chimica, è costante il rapporto tra la concentrazione del
singolo elemento e quella totale dei sali disciolti; perciò, anche i rapporti tra i
singoli sali saranno invariabili. La salinità standard dell’acqua di mare (detta
anche “acqua di Copenaghen” perché ricreata artificialmente in un laboratorio
della città danese) è considerata con una percentuale di sali del 3,5%, vale a
dire 35 parti per mille o 35g/l.
In generale può variare tra i 5 ed i 50 g/l.
Alla luce della prima legge dell’oceanografia chimica, è chiaro che per
determinare la concentrazione di sali dell’acqua di mare è inutile effetuarne
un’analisi completa; infatti, di solito si valuta la concentrazione di cloro
(clorosità, g/l) che è l’elemento più abbondante. Poi, per ottenere la salinità, si
moltiplica il valore del Cl-, ottenuto tramite titolazione, per un coefficiente
stabilito (circa 1,8). Un mezzo più moderno per determinare la salinità
prevede la misura della conducibilità dell’acqua con l’utilizzo di
conduttimetri, basati sul sistema del ponte di Wheatstone.
Otto ioni costituiscono oltre il 99% dei sali dell’acqua di mare e sono
chiamati ioni principali oppure conservativi per la loro costanza in rapporto
alla salinità totale. Tali elementi sono:
cloro (19353 mg/l), sodio (10760 mg/l), magnesio (1294 mg/l), zolfo (885
mg/l), calcio (419 mg/l), potassio (387 mg/l), bromo (67 mg/l), carbonio
(soprattutto sotto forma di bicarbonati).
Come si deduce dalle varie concentrazioni, la somma di sodio più cloro
costituisce oltre l’85% dei sali presenti in mare ed il cloruro di sodio (NaCl) è
il composto più diffuso sulle acque del pianeta, in relazione anche alla sua
altissima solubilità e quindi facilità di trasporto.
7
Molti altri elementi sono presenti in quantità molto piccole ma possono avere
un’importanza fondamentale nella fisiologia degli organismi marini viventi
(ossigeno, fosforo, azoto). Tra questi il silicio, introdotto nelle acque marine
soprattutto dai fiumi per erosione del terreno, si presenta sottoforma di acido
ortosilicico (H4SiO4) e riveste un ruolo primario nella formazione dei gusci di
vari esseri viventi alle medie-alte latitudini.
Dissalazione
E’ possibile ottenere acqua dolce o potabile, da acque ad elevato contenuto di
sale (acque salmastre) o addirittura dall’acqua di mare, mediante un processo
comunemente chiamato dissalazione. Questo processo si verifica, in modo
naturale, nel corso del ciclo idrologico nel quale il sole funziona da
evaporatore e da pompa. L’acqua che evapora dalla superficie del mare e che
viene alla fine restituita dalla massa d’aria in cui si è raccolta sotto forma di
precipitazioni, è priva del suo contenuto in sali. Documenti che risalgono ai
tempi di Aristotele testimoniano che per la purificazione dell’acqua di mare
venivano usati filtri di sabbia e nell’epoca elisabettiana esisteva una specifica
letteratura tecnica a questo proposito in cui personaggi eminenti, come Sir
Francis Bacon (morto nel 1626), descrivevano il sistema per eliminare il sale
facendo passare l’acqua di mare attraverso una serie di filtri a base di terra.
Questi antichi metodi, ricavati dall’esperienza pratica, si basavano sulle
capacità di scambio di ioni del terreno e anticipavano la teoria della
dissociazione ionica, sviluppata intorno al 1890.
Oggi, il sogno dell’umanità di ottenere acqua dolce dal mare si è avverato,
grazie al gran numero di metodi in uso per demineralizzare l’acqua salata.
I processi per avere l’acqua, adatta alle nostre necessità, sono basati o su
procedimenti che separano l’acqua dalla soluzione o, inversamente, su quelli
che eliminano il sale dalla soluzione; fra questi, il più promettente e che
rientra nella seconda categoria dei suddetti procedimenti, è l’osmosi inversa.
Tale processo consiste nel far diffondere l’acqua dolce attraverso una
membrana semipermeabile in direzione opposta a quella del normale e
8
spontaneo flusso osmotico e ciò è possibile, come già è stato detto,
esercitando sull’acqua di mare una pressione maggiore di quella osmotica.
Energia
Nelle acque della terra è immagazzinata una quantità enorme d’energia
potenziale, risultante dalle differenti concentrazioni di sali, presenti nell’acqua
“dolce” dei fiumi e nell’acqua salata del mare. Il potenziale energetico teorico
è molto alto, quasi uguale a quello dell’energia idroelettrica prodotta con le
dighe. Questa energia, che è sostanzialmente una forma diversa d’energia
solare, è dissipata in modo irreversibile quando i fiumi s’immettono nel mare.
Molta di quest’energia potrebbe essere recuperata, impedendo alle acque di
mescolarsi liberamente ed effettuando invece la loro miscelazione attraverso
una membrana osmotica ideale, in modo da convertire, parzialmente, la
pressione osmotica dell’acqua di mare (circa 21 atm, se confrontata ad acqua
di fiume) in una pressione idrostatica che potrebbe essere utilizzata per
generare energia elettrica. Schemi di conversione idro-osmotica sono stati
proposti da vari autori, tra cui il più importante è, senz’altro, il prof. Sidney
Loeb dell’Università di Negev, Israele. Il modo in cui potrebbe lavorare,
teoricamente, il processo idro-osmotico è illustrato in Figura 4, in cui la
pompa
volumetrica
dell’acqua
salata
fornisce
un’unita
di
volume
pressurizzata a circa 10.5 atm sul lato destro della figura che, dopo la
diluizione da parte dell’acqua dolce, arriverà alla turbina con un volume
doppio rispetto a quello di partenza, nel caso in cui si abbia una pressione
osmotica di circa 21 atm. In realtà, alla fine, la turbina sfrutterà circa 9 atm.
Il prof. Loeb ha coniato per questo processo il termine “pressure-retarded
osmosis”, da cui l’acronimo PRO (in italiano: osmosi diretta contro
pressione), e ha già dimostrato la sua eseguibilità tecnica su scala ridotta, in
Israele, presso il Mar Morto, dove la salinità molto elevata (circa 350 g/l)
porta le membrane semipermeabili esistenti a rendere il processo già
economicamente competitivo con le risorse tradizionali. Tuttavia, come
vedremo, esistono altri metodi per lo sfruttamento dei gradienti di salinità.
9
Acqua
Pompa
Acqua salata
dolce
Bassa
Alta
pressione
pressione
Acqua
dolce che
non è
permeata
Acqua salata
diluita e
depressurizzata
Membrana
semipermeabile
ideale
Turbina/Generatore
Fig.4: Rappresentazione concettuale di uno schema per la produzione d’energia
basato sull’osmosi diretta contro pressione (PRO).
In Norvegia, dove l’utilizzo delle energie alternative è all’avanguardia, la
prospettiva di sfruttamento dei gradienti di salinità è paragonabile a quella che
è stata valutata per il vento ed è in corso un progetto di ricerca, finanziata in
parte dalla comunità europea, che ha scadenza per la fine di Marzo 2003.
Nell’Agosto del 2000, gli studi in corso avevano momentaneamente concluso
che in Norvegia potrebbe essere prodotta energia da PRO ad un costo di
0,07 $/kWh, cifra inferiore ai valori attuali per energia proveniente dal vento
o da dispositivi fotovoltaici.
Anche in Italia esiste un progetto analogo, denominato SALPO (Salinity
Power), avviato dall’ex-ENEL, ma dopo la frammentazione della stessa,
esigenze di tagli al bilancio hanno portato alla sospensione del lavoro di
ricerca che per programma sarebbe scaduto alla fine del 2002.
10
Schema dei processi osmotici: DO, PRO, RO
La fenomenologia dei processi d’osmosi diretta, inversa e contro pressione
(dall’inglese rispettivamente: Direct Osmosis, Reverse Osmosis, PRO) può
essere illustrata schematicamente come in Fig. 5, per una membrana
semipermeabile ideale.
Pressione = Y
RO
∆π<∆P
X
0
Punto di
inversione
∆P=∆Π
DO=∆π
∆P=0
PRO
∆π>∆P
Fig.5: Relazione tra RO, PRO e DO
Nel
processo
DO,
il
solvente
permea
attraverso
una
membrana
semipermeabile dalla soluzione diluita a quella concentrata. Supponendo che
una data pressione crescente sia applicata alla soluzione ad alta
concentrazione, la forza e l’intensità del flusso d’acqua diminuiscono, avendo
così un regime di PRO.
Quando la pressione applicata uguaglia la differenza di pressione osmotica
attraverso la membrana, il flusso di permeazione si arresta ed è questo valore
d’equilibrio che, in teoria, viene considerato per determinare la pressione
osmotica di una soluzione.
11
L’osmosi inversa (RO) si ha, invece, quando la pressione idrostatica applicata
alla soluzione ad alta concentrazione di sale è più grande della differenza di
pressione osmotica. In questo caso l’acqua permea dalla soluzione più salata a
quella diluita, facendo così funzionare la membrana come un filtro.
Bibliografia:
[1] - G.L. Wick, Power from salinity gradients, Energy, vol.3 pp.95-100
(1978);
[2] - K.L. Lee, R.W. Baker and H.K. Lonsdale, Membranes for power
generation by pressure-retarded osmosis, Journal of membrane science,
8 (1981) 141-171;
[3] - J. Cousteau, Enciclopedia “Pianeta Mare”, Ed. Fabbri – Milano,
vol.7 pag. 33-48, vol.12 pag. 164-176 (1982);
[4] - S. Loeb, Energy production at the Dead Sea by pressure-retarded
osmosis: challenge or chimera?, Desalination, 120 (1998) 247-262.
12
Capitolo 1
LE MEMBRANE SEMIPERMEABILI ARTIFICIALI...................................................13
INTRODUZIONE..................................................................................................................... 13
FLUSSO.......................................................................................................................................... 13
SELETTIVITA’ .............................................................................................................................. 14
Applicazioni generali ...................................................................................................................... 14
CLASSIFICAZIONE GENERALE DELLE MEMBRANE ................................................ 16
1.
Membrane neutre....................................................................................................................... 16
Membrane simmetriche................................................................................................................... 17
Membrane asimmetriche................................................................................................................. 17
2.
Membrane a scambio ionico...................................................................................................... 18
APPLICAZIONI DI MEMBRANE SINTETICHE IN PROCESSI INDUSTRIALI......... 20
Microfiltrazione .................................................................................................................................. 21
Ultrafiltrazione.................................................................................................................................... 24
OSMOSI INVERSA ........................................................................................................................... 26
Generalità sull’osmosi inversa ........................................................................................................ 27
Campi di applicazione..................................................................................................................... 28
Elettrodialisi ........................................................................................................................................ 29
Principi del processo dell’elettrodialisi ........................................................................................... 31
Polarizzazione e sporcamento ......................................................................................................... 33
Differenze tra ED e RO................................................................................................................... 34
Bibliografia .................................................................................................................................... 35
Capitolo 1
LE MEMBRANE SEMIPERMEABILI ARTIFICIALI
INTRODUZIONE
Una membrana può avere una parte permeabile o semipermeabile che
consente il passaggio di specie organiche od inorganiche. Quelle artificiali
spesso sono costituite da un sottile strato solido polimerico che determina la
quantità di trasporto da una parte all’altra dello stesso, portando alla
concentrazione o all’eliminazione di quella determinata specie.
La prestazione di una membrana è data in generale da due semplici fattori:
il flusso e la selettività.
FLUSSO
Il flusso di permeazione volumetrica (JW) è il volume di fluido che attraversa
la membrana per unità d’area della stessa e per unità di tempo:
JW = Permeazione volumetrica/(Area delle membrana * Tempo)
Il flusso di permeazione massica (Ψ) è la massa di fluido che attraversa la
membrana per unità d’area della stessa e per unità di tempo:
Ψ = Permeazione massica / (Area delle membrana * Tempo)
Risulta:
Ψ = ρ J, essendo ρ la densità della specie chimica permeante.
13
SELETTIVITA’
La selettività è distinta per:
• soluti e particolati in liquidi o gas: in questo caso è definita dalla
ritenzione che è la frazione del soluto o del particolato trattenuta dal
fluido d’alimentazione (feed), tramite la membrana;
• miscele di liquidi e gas: in questo caso viene definita dal fattore di
separazione che è il rapporto tra la concentrazione nel permeato dei
componenti chimici e la concentrazione degli stessi nel fluido
d’alimentazione. Il fattore di separazione (S) tra soluto e solvente viene
espresso con il rapporto tra concentrazione di soluto nel permeato e
concentrazione di soluto nella soluzione d'alimento: S = CP / CF, dove
CP e CF sono, rispettivamente, la concentrazione di soluto nel permeato
e la concentrazione di soluto nell’alimentazione.
La reiezione di un soluto (R) è invece definita dalla relazione:
R=1-S
ed è solitamente espressa in termini di percentuale.
La reiezione è una delle caratteristiche fondamentali, soprattutto in osmosi
inversa, per stabilire quale sia il comportamento di una membrana rispetto al
soluto e al particolato.
Applicazioni generali
Durante gli ultimi 30 anni si è cercato di ottenere, per varie applicazioni
dell’industria, membrane che avessero sia alta permeabilità sia alta selettività,
ma le ricerche hanno presentato notevoli difficoltà dato che i tentativi di
massimizzare un fattore, solitamente, portano alla riduzione dell’altro.
Tra le potenziali applicazioni che si prospettano in crescita, vi sono:
industria alimentare (purificazione e concentrazione); biotecnologie ed
industria farmaceutica (filtri per dialisi, separazione di proteine, di virus, di
amminoacidi); separazione di gas (CO2, N2, O2); separazione di isotopi
dell'uranio; industria metallurgica (rimozione di inclusioni ed impurità da
14
metalli fusi); industria chimica (separazione di fluidi viscosi, purificazione di
acque e fluidi); controllo ambientale (trattamento acque potabili, trattamento
acque di scarico di vario genere, riciclaggio); dissalazione di acqua di mare e
acqua salmastra.
I principali utilizzi delle membrane nel settore industriale, per tipo di
filtrazione, sono i seguenti:
La filtrazione di solidi, con dimensioni fino al micron, sospesi in liquidi o
dissolti nei gas (microfiltrazione)
La rimozione di macromolecole o colloidi, da liquidi contenenti specie
ioniche (ultrafiltrazione)
La selezione di liquidi in miscele
La separazione di gas o vapori specifici da flussi di gas e vapori
La parziale o completa rimozione di tutti i materiali sospesi o dissolti
nell’acqua (nanofiltrazione ed iperfiltrazione = osmosi inversa)
Il trasporto selettivo solo di specie ioniche (elettrodialisi) con membrane a
scambio ionico.
La microfiltrazione ha una vasta applicazione nel campo industriale
dell’alimentazione ed in quello biochimico e spesso è usata in combinazione
con l’ultrafiltrazione per la separazione di materiale particolato e di
macromolecole, offrendo una relativa semplicità di operazione e soprattutto
costi più bassi rispetto agli altri procedimenti utilizzabili, quali la separazione
centrifuga, la filtrazione sotto vuoto, la precipitazione ed altre.
L’ultrafiltrazione trova impiego anche nei caseifici, nella biotecnologia in
genere, nella purificazione dell’acqua e quindi anche nel trattamento degli
scarichi. In particolare, quest’ultimo settore sta sviluppando una notevole
richiesta di membrane.
La terza e quarta area sono molto utilizzate sia nell’industria chimica sia nella
petrolchimica.
15
L’osmosi inversa e l’elettrodialisi, hanno applicazioni preponderanti nei
trattamenti degli scarichi, nella dissalazione di acque salmastre o marine,
nella potabilizzazione dell’acqua, nella produzione di sale e d’alimenti.
CLASSIFICAZIONE GENERALE DELLE MEMBRANE
Le membrane sono i componenti più importanti nei processi di separazione e la
ricerca ha sviluppato e prodotto una vasta gamma di materiali e differenti
strutture per i diversi tipi di funzionamento richiesti. Si possono anzitutto
considerare due categorie generali di membrane: membrane non elettriche
(neutre) e membrane con proprietà elettriche (a scambio ionico).
1. Membrane neutre
Generalmente i materiali possono essere suddivisi in tre gruppi:
• Polimeri sintetici, nei quali però sono prevalenti i perfluoropolimeri, le
poliammidi, i polisulfoni e le gomme al silicone,
• Prodotti naturali modificati a base di cellulosa,
• Mescolanze di membrane inorganiche, ceramiche, metalliche e liquide.
Inoltre, per essere efficaci nella separazione, le membrane devono avere le
seguenti proprietà:
• Resistenza chimica
• Funzionamento duraturo
• Stabilità meccanica e termica
• Alta permeabilità e selettività
Il funzionamento della membrana dipenderà anche dalla sua struttura che
determina il meccanismo di separazione e quindi l’applicazione alla quale è
destinata.
16
Nelle membrane composte di materiali solidi, generalmente, esistono due tipi
principali: simmetriche ed asimmetriche.
Membrane simmetriche
Sono di tre tipi: porose, non porose (omogenee) e con pori più o meno
cilindrici.
La loro struttura è uniforme e prodotta tramite uno dei seguenti metodi:
• Stiramento (membrane microporose usate primariamente nella filtrazione
utilizzando materiali di diverso tipo: polimeri, carbonio, metalli e
ceramici),
• Fusione (membrane a scambio ionico e per la pervaporazione)
• Inversione di fase e incisione (membrane porose utilizzate in dialisi,
microfiltrazione ed ultrafiltrazione)
• Estrusione (membrane per la pervaporazione e la permeazione)
Membrane asimmetriche
Questo tipo di membrane sono molto interessanti per l’osmosi inversa e diretta
e ne approfondiremo le caratteristiche nel Capitolo 2.
Sono di tre tipi: porose, composite e porose con uno strato superiore.
Le membrane asimmetriche sono caratterizzate da una struttura non uniforme
comprendente un supporto poroso o sublayer (0.2-0.5 mm) sul quale vi è un
denso strato superiore, detto skin (<1 µm) che determina, quasi totalmente, le
caratteristiche di flusso e di separazione della membrana nel suo insieme.
Generalmente sono classificate come membrane di diffusione e sono usate in
osmosi inversa, permeazione di gas e pervaporazione, ma quando si producono
membrane asimmetriche composite, queste possono essere usate anche in ultrae micro-filtrazione.
17
Metodi di produzione:
• Per la produzione di membrane porose, in genere, il metodo più comune è
l’inversione di fase (precipitazione del polimero). In questo processo, una
soluzione di polimero è posta a contatto con un solvente che scioglie il
solvente del polimero, ma non scioglie il polimero stesso. Si ottiene la
precipitazione di una fase solida ricca di polimero che forma la skin della
membrana e di una a contatto con il solvente, povera di polimero, in modo
che si formino dei pori o degli spazi vuoti.
• Nelle membrane composite asimmetriche (TFC - thin film composite), i
film sottili consistono di un sottile strato-barriera polimerico legato ad uno
o più piani di supporto poroso, in polimeri differenti da strato a strato. Il
substrato poroso serve solo come supporto per lo strato-barriera e così non
ha quasi nessun effetto sulle proprietà di trasporto della membrana. Lo
strato barriera è abbastanza fine da permettere il passaggio di alti flussi
d’acqua. Le più importanti membrane TFC sono state ottenute con
polimerizzazione interfacciale, un processo nel quale una struttura
altamente porosa, solitamente di polisulfone, è ricoperta da una soluzione
acquosa di un oligomero o monomero: le due fasi risultano immiscibili e
rimangono inizialmente separate, per poi reagire. La reazione di
polimerizzazione avviene all’interfaccia tra i due liquidi, da qui il nome di
“polimerizzazione interfacciale”.
2. Membrane a scambio ionico
Queste membrane sono utilizzate in processi di elettrodialisi per la
dissalazione di acqua salmastre e per la separazione di componenti ionici in
vari fluidi.
18
Le membrane a scambio ionico (ion-exchange membranes) includono:
• quelle a scambio cationico (cation-exchange membranes), contenenti
gruppi caricati negativamente fissati sulla matrice polimerica della
membrana, la quale porterà al passaggio dei cationi e alla reiezione degli
anioni;
• quelle a scambio anionico (anion-exchange membranes) contenenti gruppi
caricati positivamente fissati sulla matrice polimerica della membrana, la
quale porterà al passaggio degli anioni e alla reiezione dei cationi.
Le proprietà principali richieste per tali membrane sono:
• bassa resistenza elettrica,
• alta selettività di permeazione,
• buona stabilità meccanica e chimica.
Tali proprietà dipendono fondamentalmente da due parametri: la matrice di
base polimerica ed i gruppi ionici che vi sono fissati. La prima determina
sostanzialmente la stabilità termica, chimica e meccanica; mentre i secondi
regolano la selettività e le proprietà elettriche della membrana.
I gruppi ionici utilizzati variano in funzione sia del tipo che della
concentrazione; infatti, esistono differenti gruppi cationici, tra i più usati gli
acidi sulfonici e carbossilici (rispettivamente, -SO3- e -COO-) e differenti
gruppi anionici (il più usato è il gruppo quaternario dell’ammonio, -R3N+) che
possono essere introdotti nella matrice polimerica idrofobica (di solito:
polistirene reticolato, polietielene o polisulfone).
Una delle caratteristiche principali per il successo dell’applicazione di questo
processo è proprio la stabilità della matrice polimerica che definisce la durata
della membrana stessa, in funzione dei costi di tali materiali che sono alti.
19
PANORAMICA DELLE APPLICAZIONI DI MEMBRANE
SINTETICHE IN PROCESSI INDUSTRIALI
I requisiti per le separazioni nei processi industriali sono molti, anche se
possono essere classificati generalmente in due aree:
1. quella dove i materiali sono presenti come fasi,
2. quella dove le specie di materiali sono dissolte in una singola fase.
Le membrane possono essere usate per ottenere entrambi i tipi di separazione,
grazie alla loro capacità di eseguire una o più delle seguenti funzioni:
• Cambiare la composizione di una soluzione
• Modificare, chimicamente o fisicamente, la specie permeata
• Regolare o impedire la permeazione di alcune specie
• Condurre corrente elettrica
La caratteristica che distingue le filtrazioni da membrana dalle altre tecniche
di separazione è la fornitura di un’altra fase, data dalla membrana stessa.
Questa fase che può essere solida, liquida o gassosa, introduce un’interfaccia
fra le due masse coinvolte nella separazione e può dare vantaggi sia in
efficienza sia in selettività.
Esistono diversi criteri per classificare le applicazioni delle membrane, ma il
più usato prevede di fare una distinzione in base al tipo di sostanza che si
vuole filtrare e quindi alle sue dimensioni (Fig. 1).
20
0,1
1
10
RO
100
1000
UF
MF
NF
sali solubili
ioni metallici
10000
emulsioni
colloidi
zuccheri
batteri
virus
funghi
proteine
Fig.1: Classificazione dei processi di filtrazione da membrana.
I valori in alto sono espressi in nanometri.
Microfiltrazione
La membrane-filtro usate in questo processo sono fatte di un sottile film
polimerico ad alta densità di pori (circa l’80%) con dimensione uniforme. Il
metodo principale che permette la ritenzione delle particelle è un'operazione di
setacciamento, anche se la separazione è influenzata dalle interazioni fra la
superficie della membrana e la soluzione. L’alta densità di pori delle membrane
generalmente porta ad una bassa resistenza idrodinamica e quindi ad alti flussi,
pur esercitando deboli pressioni. L’irregolarità dei pori e, spesso, anche quella
della forma delle particelle portano il permeato ad avere una distribuzione
irregolare delle particelle filtrate; per neutralizzare questo effetto sono state
21
introdotte le membrane asimmetriche, che hanno le dimensioni dei pori
superficiali nella skin molto più piccoli di quelli nel resto della membrana,
riuscendo così ad offrire una bassa resistenza idrodinamica.
La microfiltrazione è applicata in due modi:
1. funzionamento a termine (dead-end mode of operation), è il più usato e
prevede che il flusso di alimentazione sia perpendicolare alla superficie
della membrana e che le particelle trattenute, accumulandosi, formino uno
sbarramento al filtro, portando così alla diminuizione del permeato. Ad un
certo punto, si dovrà trattare o sostituire la membrana che, di solito, è
facilmente intercambiabile sotto forma di cartuccia avvitabile;
2. funzionamento continuo (cross-flow operation), è stato ideato in alternativa
al primo proprio per evitare l’accumulo di particelle sulla superficie della
membrana. Questo processo prevede che il flusso d’alimentazione corra
parallelamente alla superficie della membrana e, con la dovuta spinta, riesca
ad attraversarla. Nonostante tutto, una riduzione di flusso per attecchimento
o addirittura assorbimento di alcune sostanze è sempre possibile, perciò è
importante scegliere il tipo di membrana adatto al processo che si vuole
effettuare, ricordando che quelle inorganiche sono solitamente più sottili e
presentano una struttura asimmetrica migliore.
I filtri per microfiltrazione si possono dividere in due categorie generali a
seconda se la ritenzione avviene primariamente alla superficie (filtri a
membrana) o se avviene attraverso tutto lo spessore del filtro (filtri in
profondità). I filtri in profondità trattengono circa il 90% delle particelle e
lasciano passare il rimanente 10%; per questo, sono normalmente impiegati a
monte dei filtri a membrana (che invece trattengono il 100% delle particelle
con diametro superiore alla porosità specifica), per impedirne un prematuro
intasamento. La prefiltrazione con un filtro in profondità è sempre
consigliabile dato che si applica facilmente, non è costosa, non fa aumentare
la velocità di filtrazione e permette di allungare la vita del filtro/membrana;
22
inoltre, è così possibile utilizzare sia la filtrazione in depressione (sotto vuoto)
che quella sotto pressione positiva.
Quella in depressione si controlla con difficoltà ed è facile avere
schiumeggiamento, con possibile denaturazione delle proteine.
La microfiltrazione sotto pressione, invece, è facile da controllare, non
provoca schiumeggiamento ed è valida anche con soluzioni viscose.
I campi in cui è impiegata la MF sono:
• Rimozione di particelle da liquidi o gas per industrie alimentari,
farmaceutiche, biologiche e chimiche;
• Filtrazione sterile e purificazione per soluzioni o bevande sensibili al calore
• Produzione d’acqua pura per le industrie elettroniche
• Trattamento di acque reflue
• Purificazione di prodotti, filtrazione di gas, recupero di solventi nelle
industrie chimiche
• In laboratorio, le applicazioni tipiche delle membrane per microfiltrazione o
delle membrane microporose (campo da 0,05-0,1æm a 10-12æm) sono:
-
sterilizzazione a freddo di liquidi come sieri e terreni di coltura sensibili
al calore;
-
rimozione di particelle da tamponi, reagenti e campioni per analisi;
-
rimozione di cellule, lieviti e muffe, batteri o particelle sulla superficie
della membrana per successive analisi o conte di colonie (anche per
conteggio diretto al microscopio di cellule e batteri);
-
informazioni sul grado di contaminazione di un liquido;
-
analisi diagnostiche (per la preparazione di campioni, separazione di
sangue o cattura di microparticelle di lattice).
23
Ultrafiltrazione
Per ordine d’importanza è il terzo fra i processi di separazione a membrana
che funzionano sotto la spinta della pressione. L’ultrafiltrazione copre la
regione fra la microfiltrazione e l’osmosi inversa ed è usata per la rimozione
di particelle dell’ordine compreso tra 0.002 - 0.2 µm; infatti, solventi e sali a
basso peso molecolare passano attraverso le membrane, mentre le molecole
più grandi sono trattenute. Le membrane commerciali più usate sono
asimmetriche con una skin, spessa 0.1-1µm, ed hanno la sottile trama di pori
esposta dalla parte dell’alimentazione che gli permette di avere requisiti d’alta
permeabilità e selettività. La skin è sostenuta da uno strato poroso largo 50250 µm. Molte delle membrane, utilizzate nell’ultrafiltrazione, o sono
polimeriche oppure di materiali ceramici.
La prestazione della membrana è generalmente classificata in base al “taglio”
attuato dal setacciamento sul peso molecolare (cut-off) e dalla taglia teorica
dei pori. I valori limite di questi cut-off sono, tuttavia, approssimativi, giacché
le stesse molecole possono avere differente raggio a seconda delle proprietà
delle soluzioni: dal pH, dalla forza ionica, etc; inoltre, ci possono essere
interazioni chimico-fisiche tra soluto, solvente e superficie della membrana,
che possono essere repulsive o attrattive e portare quindi il soluto a legarsi
con la superficie della membrana, con conseguente riduzione della
permeabilità. Gli effetti osmotici sulle membrane per UF sono piccoli e la
pressione applicata, dell’ordine di 1-7 bar, serve principalmente per superare
la viscosità del liquido permeato attraverso la rete di pori della membrana.
Dato che il meccanismo di separazione avviene tramite setacciamento, un
aumento della pressione esercitata corrisponderebbe, proporzionalmente, ad
un maggior flusso, se non fosse per l’effetto della polarizzazione di
concentrazione che deriva da un eccesso di soluto accumulato in prossimità
della membrana dalla parte dell’alimentazione e che va a costituire uno strato
limite (boundary layer) maggiormente concentrato. In particolare, le
macromolecole possono presentarsi come un sottile strato gelatinoso,
24
formando così una specie di “seconda membrana”.
Un’altra frequente
situazione di diminuzione del flusso è quella dell’intasamento (fouling), che è
legata, nel tempo, ai cambiamenti chimici dello strato di gel come pure
all’accumulo e compattamento di materiale sulla membrana. Questo problema
può, tuttavia, essere arginato, utilizzando grandi flussi oppure introducendo
altre
sostanze
secondarie
di
trattamento,
quindi,
l’efficienza
del
funzionamento dell'ultrafiltrazione è legata, spesso, a condizioni operative che
minimizzano la concentrazione di soluti sulla superficie della membrana,
evitando l'effetto della polarizzazione di concentrazione oppure della
formazione di uno strato gelatinoso che ostruisce la membrana stessa. Vi sono
alcune strategie che permettono di superare questo problema: celle con
agitazione, separazione tramite centrifugazione (in cui il differenziale di
pressione è creato dalla forza centrifuga sul campione), filtrazione verticale
(in cui la membrana è montata verticalmente in modo che lo strato di
molecole che si forma sulla membrana cada verso il basso per gravità, visto
che il flusso è diretto verso l’alto), filtrazione tangenziale e sistemi di
vibrazione.
L’ultrafiltrazione, come abbiamo detto, è per lo più applicata nella separazione
di macromolecole e di materiali colloidali da solventi o soluti, ma ci sono
molte altre applicazioni di laboratorio che si avvalgono di essa.
In generale, i settori d’impiego sono:
• biochimica e analisi cliniche (trattamento di sangue e plasma
concentrazione di proteine, enzimi, ormoni, etc.);
• trattamento di acque di scarico da impianti chimici o nucleari;
• recupero e riciclaggio di vernici;
• produzione di antibiotici ed altre applicazioni nelle industrie farmaceutiche;
• chiarificazione di succhi vari e di vini;
• concentrazione e sterilizzazione del latte;
• lavorazione della carta;
• trattamento di acque reflue e potabilizzazione.
25
OSMOSI INVERSA
Nell'osmosi inversa, scoperta attorno al 1950 in America da uno studio sugli
uccelli marini, la direzione naturale del flusso viene rovesciata, applicando
una pressione sulla soluzione più concentrata.
Alla fine degli anni ‘50, dunque, fu dimostrato che membrane per osmosi
inversa in acetato di cellulosa erano capaci di separare l’acqua dal sale,
sebbene i flussi ottenuti fossero troppo piccoli per utilizzi pratici. Negli anni
‘60 fu sviluppato un metodo (Loeb-Sourirajan) per produrre membrane
d’acetato di cellulosa asimmetriche con flussi d’acqua relativamente alti e
s’iniziò il processo industriale di dissalazione, mediante l’osmosi inversa. In
seguito, gli sviluppi industriali delle membrane composite a film sottili ed i
miglioramenti produttivi nei materiali polimerici hanno ampliato le
applicazioni dell’osmosi inversa; infatti, le membrane composite possono
tollerare larghi intervalli di pH, temperature più alte e difficili impieghi
chimici, rispetto alle prime membrane in acetato di cellulosa. Inoltre, le
caratteristiche di separazione tra solvente (acqua) e soluti sono state
notevolmente migliorate, risultando utili in molti settori. Ad esempio,
membrane per osmosi inversa hanno trovato impiego nel trattamento delle
acque reflue e nella produzione d’acqua ultrapura, nonché in molte altre
applicazioni. La spinta principale allo sviluppo e all’uso delle membrane per
osmosi inversa è legata al fatto che l’osmosi inversa è un processo guidato
dalla sola pressione, senza quindi il cambiamento di fase, energeticamente
svantaggioso, del processo di separazione tradizionale ottenuto mediante
distillazione. Inoltre, con la RO è possibile ottenere, simultaneamente,
separazione e concentrazione di composti organici o inorganici e può essere
combinata con microfiltrazione, ultrafiltrazione, ipervaporazione, distillazione
o altre tecniche di separazione, andando a costituire processi ibridi di buona
efficienza energetica e selettività.
26
Generalità sull’osmosi inversa
Nella pratica le membrane semipermeabili, costruite con materiali sintetici ed
assemblate in unità ben distinte (moduli), costituiscono il mezzo basilare che
rende possibile tale processo: l'acqua da trattare entra nel modulo con una
pressione sufficiente lambendo le membrane, una parte dell'acqua le
attraversa priva di sali (permeato) e si raccoglie nel collettore; la parte
concentrata restante (salamoia) ha una maggiore concentrazione di sali.
Nella dissalazione dell’acqua di mare, la salamoia (brine) viene smaltita di
solito in mare ad opportuna distanza dall'impianto.
La classificazione dei diversi tipi di osmosi inversa, usata correntemente in
ambito industriale, prevede la suddivisione in tre categorie legate alla
concentrazione della soluzione da trattare:
ultralow-pressure (LPRO/MS),
low-pressure (BWRO),
high-pressure (SWRO).
La prima prende il nome di nanofiltrazione (Low Pressure RO/Membrane
Softening), mentre le altre due vanno assieme nella cosiddetta iperfiltrazione,
che è prevista per acqua salmastra (Brackish Water RO) con salinità di 5-15
g/l e acqua salata (Sea Water RO) con salinità maggiore di 15g/l.
Qualora l'acqua di alimentazione contenesse delle sostanze che potrebbero
ridurre il rendimento o danneggiare completamente le membrane, a monte
dell'impianto viene installata un'adeguata unità di pretrattamento.
Nella maggior parte degli impianti di dissalazione esistenti in tutto il mondo,
sia di acque salmastre che di mare, si usano metodi similari sia per il
pretrattamento che per il post-trattamento. L’acqua d’alimentazione passa
attraverso una serie di filtri per rimuovere particelle, solidi sospesi e sabbia.
Oltre a ciò, è tipicamente trattata con cloro per uccidere i microrganismi
presenti; seguono poi trattamenti di coagulazione e filtrazione per rimuovere
le cellule morte e iniezioni chimiche per aggiustare il pH.
27
Per le membrane commercialmente disponibili la declorurazione, che usa
spesso bisolfito di sodio, precede l’ingresso dell’acqua d’alimento nel modulo
a membrane ed è necessaria per prevenire il danneggiamento delle stesse.
Agenti di chelazione ed acidi sono iniettati nell'acqua d’alimentazione per
prevenire la precipitazione e lo sporcamento della superficie delle membrane.
I post-trattamenti del permeato consistono solitamente nell’inserimento di
calce e nell’ulteriore aggiunta di cloro.
Pompa
Alta
pressione
Pompa
Pretrattamento
alimentazione
Moduli RO
distribuzione
eventuale
Post-trattamento
Scarico del
concentrato
Dispositivo
per recupero
energetico
Fig.2: Schema tipico di un processo per osmosi inversa
Campi di applicazione
Il successo riscosso da una tecnologia avanzata, quale l’osmosi inversa, in
grado di ridurre i costi di produzione, stimola l'interesse ad estendere il campo
d’applicazione di questo processo a tutti quei settori che vogliono una risposta
sicura alla richiesta d'acqua pura, quali:
• Settore nautico (potabilizzazione)
• Settore civile (acqua per servizi e trattamento delle acque reflue,
potabilizzazione)
28
• Settore di trasformazione
• Settore alimentare
• Settore chimico-farmaceutico-cosmetico
• Settore elettronico
• Settore medico-sanitario
• Settore agricolo ed allevamento
Tali applicazioni saranno descritte più approfonditamente nel prossimo
capitolo.
Dal punto di vista ecologico, il metodo dell’osmosi inversa offre un notevole
vantaggio rispetto ad altri, poichè gli scarti derivanti dal processo di
filtrazione risultano innocui per l’ambiente; inoltre, i costi d’esercizio e
d’investimento sono più vantaggiosi rispetto agli altri metodi.
Elettrodialisi
A differenza dei precedenti sistemi di filtrazione, governati dalla pressione,
l’elettrodialisi (ED) è un processo di separazione elettro-chimica, basato sulla
differenza di potenziale elettrico che viene applicato alle specifiche
membrane, anch’esse caricate elettricamente.
La storia dell’elettrodialisi cominciò con il lavoro di Ostwald (1890) che
studiò le proprietà delle membrane semipermeabili, scoprendo che una
membrana è impermeabile per ogni elettrolita, se essa è anche impermeabile
ad ogni suo catione e ad ogni suo anione. Per illustrare questo principio,
Ostwald formulò l’esistenza del cosiddetto “potenziale di membrana” al
confine tra la membrana stessa e la soluzione che ne era a contatto, come una
conseguenza della differenza di concentrazione. Più tardi nel 1911, Donnan
confermò questo postulato per la regione di confine tra una membrana a
scambio ionico e la soluzione ad essa vicina e, allo stesso tempo, sviluppò
un’equazione matematica che descrivesse l’equilibrio tra la diffusione da un
29
lato della membrana e l’instaurazione di una differenza di potenziale elettrico
dall’altro (potenziale d’esclusione di Donnan).
A partire dal 1940, l’interesse per le applicazioni industriali portò allo
sviluppo di membrane sintetiche a scambio ionico formate da resine a base di
policondensato di fenol-formaldeide. In seguito, il polistirene reticolato con
divinilbenzene diventò la base esclusiva di queste membrane e si cominciò ad
utilizzarle, principalmente, per la dissalazione d’acque salate e salmastre.
Tali membrane avevano bisogno di requisiti quali alta selettività e basso
trasferimento elettro-osmotico a contatto con soluzioni molto diluite.
Le
membrane
eterogenee
furono
fabbricate
successivamente,
dalla
dispersione di una fine polvere di resina a scambio ionico con la soluzione di
una matrice polimerica e tramite l’evaporazione del solvente.
Gli sviluppi di nuove membrane a scambio ionico con maggiore selettività,
minore resistenza elettrica e miglioramenti delle proprietà chimiche, termiche
e meccaniche, hanno stimolato negli ultimi 20 anni l’utilizzo di ED in altri
settori, al di là della dissalazione al fine di produrre acqua e sale come da
tempo si usa in Giappone, soprattutto grazie ai sussidi statali.
Fra i nuovi campi dove è impiegata tale tecnologia vi sono: quello alimentare,
il farmaceutico, dei processi chimici industriali, delle biotecnologie e del
trattamento delle acque di scarico.
Nell’elettrodialisi, il continuo rifornimento d’energia elettrica previene la
situazione d’esaurimento del trasporto del soluto attraverso le membrane che
invece si ha nella dialisi, quando il gradiente di concentrazione è nullo.
Con l’ED si trasferiscono gli elettroliti da una soluzione a concentrazione
maggiore ad una minore e questa purificazione del solvente ha luogo grazie
alla rimozione dei soluti indesiderati attraverso la membrana, mentre negli
altri processi di separazione a membrana descritti precedentemente, il
funzionamento è legato al trasporto selettivo del solvente attraverso la
membrana che non permette il passaggio al soluto.
30
In generale, l’elettrodialisi può essere utilizzata per ottenere diversi tipi di
risultati come:
• separazione e concentrazione di sali, acidi e basi, da soluzioni acquose;
• separazione di ioni monovalenti da quelli multivalenti e da componenti
multipli caricati;
• separazione di composti ionici da molecole prive di carica;
• separazione di miscele di proteine od amminoacidi;
• introduzione di parti ioniche al fine di generarne nuove specie;
• produzione di acidi e basi dai sali corrispondenti, nel caso in cui sia
combinata con la dissociazione dell’acqua forzata elettricamente.
L’ultimo dei risultati sopra elencati è ottenibile solo dalle “membrane
bipolari”, che sono preparate combinando una membrana a scambio cationico
con una a scambio anionico, in modo tale che una sia adiacente all’altra.
Questo tipo di membrane è utilizzato solitamente ad un potenziale inferiore e
molte volte viene applicato insieme alle membrane a scambio ionico più
comuni. Nel contesto di questa tesi, tali membrane sono utili nell’osmosi
inversa per il recupero di acido EDTA, un agente di chelazione utilizzato nel
pretrattamento, e per regolare il pH dell’acqua d’alimentazione.
Principi del processo dell’elettrodialisi
La sistemazione tipica dell’ED consiste di una serie di membrane a scambio
cationico ed anionico poste alternativamente, tra un anodo ed un catodo, per
formare le cosiddette celle. Una cella consiste, perciò, di un volume compreso
tra due membrane che rimangono divise per la presenza di sottili distanziatori
in plastica (spacers) spessi 0,5 – 2 mm. Se una soluzione ionica, ad esempio
l’acqua salata, fosse pompata attraverso queste celle e venisse stabilito un
potenziale elettrico tra anodo e catodo, i cationi andrebbero verso il catodo e
gli anioni verso l’anodo.
A questo punto i cationi in movimento passano facilmente attraverso la
membrana cationica caricata negativamente mentre sono trattenuti da quella
31
anionica; per gli anioni vale il discorso contrario. Il risultato totale è un
aumento della concentrazione degli ioni in compartimenti alternati, quindi, ci
saranno, simultaneamente, celle con una soluzione a concentrazione molto
bassa e altre con una concentrazione molto alta (Fig.3).
ACQUA D’ALIMENTAZIONE
P
P
N
N
Anodo
(positivo)
P
P
C
A
C
N
Catodo
(negativo)
A
concentrato
PRODOTTO
Fig.3: Schema concettuale del processo tipico dell’elettrodialisi, dove:
C = membrana a scambio cationico, A = membrana a scambio anionico,
P = ione positivo, N = ione negativo.
In Figura 3 sono mostrate solo due membrane a scambio cationico e due a
scambio anionico, in realtà la serie di membrane accatastate (stack) può avere
centinaia di celle e, di solito, la presenza di elettrodi intermedi garantisce il
mantenimento del voltaggio ai valori necessari.
La superficie d’ogni singola membrana è dell’ordine di 0,5 – 2,0 m2, mentre
le intensità di corrente sono di (200 – 2000) A m-2.
32
In generale, si può dire che uno dei principali problemi dell’elettrodialisi è il
mantenimento di una distribuzione equilibrata dei flussi all’interno delle celle
che, oltretutto, devono essere ben separate per evitare mescolamenti deleteri.
La fattibilità di ED come processo di separazione di massa, ad esempio di
certi ioni da una miscela con altre molecole, è determinata dalle membrane
usate nel sistema; infatti, gli aspetti economici del processo sono determinati,
fondamentalmente, dai costi operativi che a loro volta sono dominati dal
consumo d’energia necessaria, principalmente, per:
• pompare le soluzioni nelle celle
• trasferire i componenti ionici attraverso le membrane da una soluzione
all’altra.
Polarizzazione e sporcamento
La magnitudine di tale fenomeno è legata all’intensità di corrente elettrica, al
disegno della cella (in particolare il distanziatore), alle velocità di flusso del
prodotto e del concentrato; inoltre, in soluzioni acquose si manifesta,
solitamente, assieme ad una variazione di pH dovuta al fenomeno di
dissociazione dell’acqua stessa.
Ancora più difficile è il controllo del “fouling”, dovuto a macromolecole o
alla precipitazione di colloidi, che porta sia alla riduzione della permeabilità
sia ad un aumento della polarizzazione stessa.
I metodi tradizionali per diminuire lo sporcamento delle membrane sono:
- il pretrattamento del flusso d’alimentazione, soprattutto per rimuovere i
colloidi;
- la riduzione di concentrazione del CaSO4 o del MgSO4 al di sotto del
livello di saturazione oppure l’aggiunta di sali che impediscano la
formazione di cristalli inorganici (scaling);
- l’acidificazione del flusso di concentrato per prevenire la precipitazione di
carbonati;
- elettrodialisi inversa (EDR).
33
Quest’ultimo metodo alterna in ogni cella il flusso della soluzione a bassa
concentrazione con quello ad alta concentrazione, usando elettrodi che
possono facilmente tollerare inversioni di polarità.
Come si può immaginare, l’inversione del flusso riesce a rimuovere tutto ciò
che ha sporcato la membrana dalla parte del concentrato ma porta anche ad
un’inevitabile perdita di prodotto dall’altra parte, per un definito periodo di
tempo successivo all’inversione; inoltre, è necessario l’acquisto di valvole
specifiche (la Ionics Inc. applica questo principio per la purificazione
dell’acqua).
Per diminuire questi fenomeni sono stati anche ideati modelli di distanziatori
particolari (1 – 1,5 mm), tra cui quelli a percorso tortuoso che permettono di
avere un’alta velocità lineare (15-50 cm/s) insieme ad un lungo tempo di
residenza della soluzione all’interno delle celle e quelli a flusso laminare che
hanno il pregio di eliminare anche il 50% di elettroliti ad ogni singolo
passaggio attraverso la cella.
Differenze tra ED e RO
La differenza di base tra l’osmosi inversa e l’elettrodialisi, come accennato
precedentemente, è che nella prima l’acqua attraversa la membrana grazie alla
spinta della differenza di pressione applicata, mentre nella seconda sono i sali
che passano attraverso le membrane tramite la differenza di potenziale
elettrico applicato.
La perdita irreversibile d’energia in RO è data dall’attrito delle molecole
d’acqua nei loro percorsi attraverso la matrice della membrana e, perciò, è
indipendente dalla concentrazione di sali presente nell’acqua d’alimentazione;
invece, in ED la perdita irreversibile d’energia è causata dall’attrito degli ioni
nel loro percorso dalla parte diluita verso la concentrata attraverso la
membrana e quindi sarà direttamente proporzionale alla concentrazione di sali
nell’alimento (Fig.4).
34
Perdita
d’energia
irreversibile
ED
RO
5
g/l
Fig.4: Diagramma schematico sulla perdita irreversibile d’energia in ED e RO, in
funzione della concentrazione di sali del flusso d’alimentazione (g/l).
Bibliografia:
[1] - D. Bhattacharyya and co-workers, in W. Ho and K. Sirkar, Membrane
Handbook, Van Nostrand Reinhold Co., Inc., New York, (1992) pag.219354;
[2] - K. Scott and R. Hughes, Industrial membrane separation
technology, Blackie Academic & Professional, (1996).
35
CAPITOLO 2
TECNOLOGIA ED APPLICAZIONI DELL’OSMOSI INVERSA ......................................... 36
TEORIA DEI PROCESSI DI MEMBRANA IN OSMOSI INVERSA.......................................................... 36
Flusso specifico................................................................................................................................ 36
Reiezione.......................................................................................................................................... 37
Fattore di recupero ........................................................................................................................... 38
MODELLI DI TRASPORTO .................................................................................................................. 40
LE MEMBRANE SEMIPERMEABILI IN RO....................................................................................... 42
PECULIARITÀ DELLE MEMBRANE SEMIPERMEABILI IN RO .............................................................. 43
ACETATO DI CELLULOSA.......................................................................................................... 44
POLIAMMIDE (TFC) ..................................................................................................................... 45
POLISULFONE............................................................................................................................... 45
MATERIALI CERAMICI ............................................................................................................... 46
MEMBRANE ASIMMETRICHE ................................................................................................... 48
Metodologia di produzione .............................................................................................................. 48
Processo a separazione di fase, struttura della membrana e sue proprietà ....................................... 49
CONFIGURAZIONI DELLE MEMBRANE ........................................................................................... 52
MEMBRANE PIANE ............................................................................................................................ 54
MEMBRANE A SPIRALE AVVOLTA .................................................................................................... 56
MEMBRANE TUBOLARI ..................................................................................................................... 64
MEMBRANE A FIBRA CAVA .............................................................................................................. 70
Introduzione alla tecnologia di produzione delle fibre cave e loro applicazioni.............................. 75
MEMBRANE SEMIPERMEABILI ITALIANE: “OSMOTEC” ................................................................. 84
POLARIZZAZIONE DI CONCENTRAZIONE ED INCROSTAMENTO ................................................... 85
SPORCAMENTO ............................................................................................................................... 90
TIPI DI SPORCANTI ...................................................................................................................... 94
Biologici........................................................................................................................................... 94
Organici............................................................................................................................................ 95
Ossidi di metallo .............................................................................................................................. 96
Incrostazioni di sali inorganici ......................................................................................................... 96
Solidi sospesi e particolati................................................................................................................ 97
Colloidi ............................................................................................................................................ 97
Agenti multipli ................................................................................................................................. 98
PULIZIA DELLE MEMBRANE .............................................................................................................. 98
POST-TRATTAMENTI .................................................................................................................. 99
PROGETTI D’IMPIANTO ................................................................................................................ 100
CONFIGURAZIONI D’IMPIANTO E SCELTA DEI MATERIALI .............................................................. 100
Impianti conici (taper plants) ......................................................................................................... 100
Impianti a produzione discontinua (batch plants) .......................................................................... 102
Impianti a spillatura (feed and bleed)............................................................................................. 104
CONFRONTO TRA IMPIANTI ............................................................................................................ 104
OPZIONI DI CONTROLLO ................................................................................................................. 106
Pressione costante .......................................................................................................................... 106
Portata costante di filtrato .............................................................................................................. 107
Fattore di concentrazione costante ................................................................................................. 107
ALTRE OPZIONI ............................................................................................................................... 108
Automazione .................................................................................................................................. 108
Ingegneria dell’impianto ................................................................................................................ 108
Congegno delle tubature ................................................................................................................ 109
Pompe ............................................................................................................................................ 110
Valvole ........................................................................................................................................... 110
CONSIDERAZIONI GENERALI PER LA PROGETTAZIONE ................................................................... 111
CORROSIONE .................................................................................................................................. 112
APPLICAZIONI DELL’OSMOSI INVERSA ....................................................................................... 112
DISSALAZIONE........................................................................................................................... 113
Dissalazione da osmosi inversa centrifuga .................................................................................... 115
Dissalazione alimentata da energia eolica...................................................................................... 116
Capacità e costi nei processi di dissalazione.................................................................................. 116
Sistemi per il recupero energetico da processi RO ........................................................................ 118
I.
Impianti RO con turbine per il recupero energetico (ERT)..................................................... 118
II.
Impianti RO innovativi con sistemi a scambio di pressione .................................................. 119
ALTRE APPLICAZIONI .............................................................................................................. 125
Applicazioni per acque reflue industriali ....................................................................................... 127
Acque reflue provenienti dalla galvanostegia e da altri processi metallurgici............................... 128
Acque reflue provenienti da processi radioattivi............................................................................ 129
Acque reflue dell’industria della carta ........................................................................................... 129
Acque reflue dell’industria tessile.................................................................................................. 129
Acque reflue dell’industria petrolifera ........................................................................................... 130
Trattamento di acque reflue urbane................................................................................................ 130
Potabilizzazione acque sotterranee o superficiali........................................................................... 132
Produzione d’acqua ultrapura ........................................................................................................ 133
Applicazioni nelle lavorazioni alimentari ...................................................................................... 134
NANOFILTRAZIONE ........................................................................................................................ 135
BIBLIOGRAFIA: .......................................................................................................................... 137
35
Capitolo 2
TECNOLOGIA ED APPLICAZIONI DELL’OSMOSI INVERSA
TEORIA DEI PROCESSI DI MEMBRANA
IN OSMOSI INVERSA
Le variabili più importanti da considerare in RO sono:
la quantità di flusso in ingresso, il tipo di soluti presenti, la pressione
transmembrana (∆p), la temperatura, il pH e la concentrazione di solidi
sospesi (TDS).
Ogni processo di membrana produce due flussi:
- il permeato, cioè la porzione di flusso che attraversa la membrana;
- il concentrato, cioè la porzione di flusso che viene trattenuta dalla
membrana.
I fattori principali presi in considerazione per valutare il processo sono:
il flusso d’acqua specifico attraverso la membrana (JW), la reiezione di soluto
osservata (R) ed il recupero d’acqua (r).
Flusso specifico
Definiamo anzitutto il concetto di flusso specifico: esso rappresenta la
quantità volumetrica d’acqua che permea attraverso la membrana ed è
espresso dalla relazione:
JW = A* (∆p - ∆π)
con ∆p > ∆π;
essendo A, il coefficiente di permeazione dell’acqua nella membrana
specifica; ∆π, la differenza di pressione osmotica a cavallo della membrana e
∆p, la differenza di pressione idrostatica (cioè quella che viene applicata) a
cavallo della membrana, detta anche pressione transmembrana (driving force).
36
La differenza ∆P = (∆p-∆π) , rappresenta la forza motrice disponibile per
vincere il salto osmotico di pressione, nell’attraversamento della membrana
(solitamente ∆p è 2-3 volte ∆π).
Dall’espressione del flusso specifico si evince che esso è dipendentemente
legato alla pressione; inoltre, cresce con la temperatura per osmosi.
Reiezione
Il flusso specifico di permeato non è costituito da solvente puro, ma esiste un
passaggio di sali che ci porta a considerare la reiezione (R).
La separazione di soluto è misurata in termini di percentuale di reiezione
osservata o selettività ed è definita in base al passaggio di sali, proporzionale
al gradiente di concentrazione attraverso la membrana, ma indipendente dalla
pressione transmembrana, e definito come:
Passaggio di sali = K * (CF – CP)
dove
K, è una costante dipendente dal tipo di membrana e dal suo spessore,
CF, è la concentrazione molare del soluto nell’alimento (feed),
CP, è la concentrazione molare del soluto nel permeato.
La reiezione viene quindi data dalla formula:
R = (1 – Passaggio di sali)*100
In realtà, dunque, la pressione netta risultante per il trasporto dell’acqua
attraverso la membrana è
∆P = ∆p - σ∆π,
dove σ è il coefficiente di riflessione di Staverman, che di solito è positivo e
minore di uno (σ = 1, significa che c’è il 100% di reiezione per il soluto).
37
Tale coefficiente può essere calcolato misurando la differenza di pressione,
per la quale il flusso volumetrico della permeazione è nullo ad una
determinata differenza di pressione osmotica a cavallo della la membrana,
cioè:
σ = ∆p/∆π con JW = 0.
Quando la reiezione aumenta, ma il flusso specifico diminuisce, sovente, la
causa è il compattamento della membrana e tale fenomeno è imputabile a due
principali fattori:
eccessiva temperatura, che porta il polimero semipermeabile ad un punto
di lavoro già prossimo al rammollimento; perciò, la mobilità relativa delle
macromolecole aumenta, così come anche la possibilità di risistemarsi in
spazi più compatti, sotto la spinta della pressione;
colpo d’ariete, che comporta il compattamento della membrana a seguito
dell’urto fluidodinamico assorbito dalla stessa; ciò succede, di solito,
all’accensione della pompa ad alta pressione o qualora vi sia aria nelle
tubazioni di alimento.
Bisogna sempre considerare che è ottenibile una minore concentrazione di sali
nel permeato, aumentando la pressione transmembrana, poiché, grazie ad un
flusso specifico maggiore, i sali contenuti nel permeato (che attraversano la
membrana in quantità costante nel tempo) sarebbero diluiti.
Fattore di recupero
Il fattore di recupero rappresenta il rapporto tra portata di permeato e portata
del fluido da trattare:
JW AM
r=
QP
=
QF
QF
38
dove AM è la superficie di membrana e QF è la portata dell’alimentazione e QP
la portata del permeato.
In caso di aumento del fattore di recupero il flusso specifico di permeato
diminuirà sino ad annullarsi; infatti, la concentrazione di sali potrebbe
raggiungere un valore per cui la pressione osmotica del concentrato eguagli la
pressione transmembrana.
Alimento
(a)
Modulo
Concentrato
Pompa
Pretrattamento
Permeato
Lato ad alta pressione
Alimentazione
FF velocità alimento
CF concentrazione in
∆P = ∆p-∆π = effettiva diff.
(pressione transmembrana)
Membrana
Lato a bassa pressione
AM superficie membrane
R reiezione soluto
r recupero acqua
(b)
Concentrato
FC velocità concentrato
CCconcentrazione concentrato
JW flusso acqua
JS flusso soluto
FP flusso permeato
CP concentrazione permeato
Permeato
Fig.1: (a) Schema di un processo RO;
(b) Schema del flusso attraverso una membrana RO.
39
I processi dell’osmosi inversa possono essere classificati in funzione della
soluzione da trattare, ma anche tramite le pressioni da esercitare per ottenere
il prodotto desiderato. Perciò avremo osmosi inversa:
ad alta pressione (5,6 – 10,5 MPa), per l’acqua di mare;
a media pressione (1,4 – 4,2 MPa), per l’acqua salmastra;
a bassa pressione (0,3 – 1,4 MPa), per la nanofiltrazione.
Solitamente i primi due tipi sono usati, rispettivamente, per avere una
reiezione molto alta di soluti inorganici (95 – 99,9 % di reiezione per NaCl) e
per moderare od eliminare soluti organici di basso peso molecolare.
MODELLI DI TRASPORTO
Sono stati proposti diversi modelli meccanici e matematici per descrivere i
flussi di soluto e solvente nell’osmosi inversa. Alcune descrizioni utilizzano
schemi relativamente semplici; altre sono molto più complesse e richiedono
tecniche di soluzione specialistiche.
I modelli che descrivono adeguatamente le funzionalità delle membrane RO
sono importanti per la progettazione degli impianti e quelli che predicono le
caratteristiche di separazione sono assai utili perchè consentono di
minimizzare il numero di esperimenti che devono essere realizzati per
descrivere un particolare sistema.
I modelli di trasporto in osmosi inversa possono essere divisi sostanzialmente
in tre tipi:
- modelli di membrane non porose od omogenee: come quelli della
soluzione-diffusione (SD), soluzione-diffusione imperfetta e soluzionediffusione estesa;
- modelli di porosità: come il finemente poroso, quello del flusso
preferenziale ad assorbimento capillare (PSCF) ed i modelli di flusso
superficiale porosità/forza (SFPF);
40
- modelli di termodinamica irreversibile: come quelli di Kedem-Katchalsky
o di Spiegler-Kedem.
Le teorie sulle membrane RO possono anche essere usate per descrivere il
comportamento delle membrane, solitamente caricate negativamente,
applicate in nanofiltrazione; infatti, modelli come quello dell’esclusione di
Donnan e quello esteso di Nernst-Plank includono anche effetti di tipo
elettrostatico e permettono di calcolare i flussi di soluto. I modelli di trasporto
sono focalizzati in particolar modo sul sottile strato denso posto all’esterno
delle membrane asimmetriche e delle membrane composite, perchè è proprio
questa pellicola (skin) che determina in larga misura i flussi e la selettività di
molte membrane; infatti, in RO, lo strato di supporto influisce molto poco
sulla caduta di pressione e per niente sulla reiezione della membrana.
Per realizzare un modello significativo, bisogna fare delle ipotesi preliminari.
Tra queste ipotesi una delle più importanti è certamente quella che tiene in
considerazione la variabile tempo; per ridurre le complicazioni connesse a
questa variabile si ipotizza di solito una condizione di equilibrio o, in
alternativa, una condizione stazionaria. Un’altra ipotesi molto importante è
quella che viene fatta sulla struttura della membrana stessa; infatti, esiste una
differenza fondamentale tra l’assunzione del modello di membrana omogenea
o di membrana porosa:
-
per il modello omogeneo, si assume che la membrana sia non porosa,
cioè che il trasporto avvenga tra gli spazi interstiziali delle catene del
polimero o delle zone amorfe del polimero, solitamente per diffusione.
-
per i modelli di porosità, invece, si assume che il trasporto avvenga
attraverso i pori che esistono nella skin e si ipotizza che essi abbiano
opportune densità e dimensione media su tutta la superficie della
membrana. Come risultato, il trasporto può avvenire sia per diffusione
che per convezione attraverso i pori.
41
Per calcolare le costanti di forza associate alle forze d’interazione che
agiscono tra la membrana ed il soluto, essenziali nel calcolo del trasporto di
massa, sono normalmente utilizzati i parametri interfacciali.
Le forze ottenute vengono quindi accoppiate con le equazioni di trasporto
appropriate basate sul modello di flusso alla superficie (modello poroso), per
poter predire le prestazioni della membrana in osmosi inversa, includendo
nelle condizioni al contorno: il diametro medio dei pori alla superficie, la
pressione operativa, la concentrazione di soluto nell’acqua d’alimentazione e
il coefficiente di trasferimento di massa applicabile per quel sistema.
LE MEMBRANE SEMIPERMEABILI IN RO
I processi di separazione, con membrane per osmosi inversa, sono governati
dalle proprietà delle membrane usate. Queste proprietà dipendono sia dalla
natura chimica dei materiali delle membrane sia dalla loro struttura fisica.
Le proprietà che deve avere una membrana semipermeabile industriale sono:
o costi abbastanza bassi,
o resistenza ad attacchi di tipo chimico o batteriologico,
o stabilità meccanica e strutturale per lunghi periodi operativi,
o largo campo di temperatura di lavoro,
o caratteristiche di separazione adeguate per il processo di interesse.
E’ difficile che una membrana possa soddisfare a tutti questi requisiti e, per
questa ragione, sono inevitabili dei compromessi per ottenere la membrana
ottimale da utilizzare in una determinata separazione.
In letteratura specialistica sono riportati ottimi lavori sui materiali costituenti
le membrane per RO, sui metodi di preparazione e sulle loro strutture.
42
La maggior parte delle membrane commercialmente disponibili rientra in una
di queste categorie:
- membrane asimmetriche costituite da un solo polimero,
- membrane composite costituite da film sottili di due o più strati di
polimeri, con geometria piatta o tubolare,
- membrane a fibra cava,
- membrane ceramiche.
Le membrane semipermeabili determinano il fenomeno dell’osmosi di una
soluzione, essendo permeabili al solvente ma non alle particelle del soluto.
Esse rappresentano il nucleo funzionale del processo dell’osmosi inversa;
tuttavia, un impianto che utilizzi questa tecnologia non è basato sul semplice
sistema costituito dalla pompa ad alta pressione (driving force) e dal gruppo
di moduli. La corretta progettazione di un impianto RO implica, infatti, la
conoscenza dell’acqua d’alimentazione, sotto il profilo chimico-fisico, e
l’oculata scelta del tipo di membrana, al fine di ottenere un sistema
tecnologico il più efficiente possibile.
PECULIARITÀ DELLE MEMBRANE SEMIPERMEABILI IN RO
Le membrane asimmetriche monocomponenti, utilizzate per RO, rimuovono
costituenti subnanometrici dai liquidi, tramite una sottile e densa pellicola, la
skin (spessore<1µm), che è supportata da un substrato maggiormente poroso
(spessore 30-150 µm), costituito dello stesso polimero o di un polimero
differente. Lo strato denso è, dunque, quello che determina i flussi e la
permeabilità delle membrane, mentre il substrato poroso serve principalmente
come supporto meccanico per lo strato denso ed ha un piccolo effetto sulle
proprietà di separazione della membrana.
Per applicazioni standard di purificazione dell’acqua, le famiglie più comuni
di membrane utilizzano polimeri in di- e tri-acetato di cellulosa (CA) o in
43
poliammide (PA). In quest’ultima famiglia oggi le membrane più impiegate
sono quelle denominate TFC (Thin Film Composite).
Esiste anche una terza famiglia, meno utilizzata, che impiega polisulfone (PS)
ed uno strato, solitamente, caricato negativamente (nanofiltrazione).
ACETATO DI CELLULOSA
Le membrane in di- e tri-acetato di cellulosa, trovarono subito larga diffusione
grazie alla buona stabilità chimico-fisica. La resistenza ad agenti ossidanti è
tra i loro principali pregi: anche concentrazioni di 1 mg/l di cloro libero in
acqua o esposizioni a cloro libero pari a 25ppm/ora, non producono effetti
significativi. L’uso di ossidanti, nel campo del trattamento dell’acqua, è alla
base della sterilizzazione e della non proliferazione batterica, per evitare
l’intasamento delle membrane stesse (biofouling). Un altro vantaggio offerto
da questa famiglia di membrane è l’assenza di rugosità superficiale del
polimero che porta ad un basso sporcamento. Esse, inoltre, non sono caricate,
ovvero i gruppi acetato terminali (CH3COO), apportano un contributo
trascurabile alla polarizzazione superficiale del film semipermeabile. Questo
costituisce un notevole vantaggio rispetto alle membrane in poliammide
poiché la loro capacità di attirare possibili sostanze precipitabili (foulants)
contenute nella soluzione è scarsa, e, dunque, lo sporcamento sarà minore. Il
film semipermeabile di tali membrane è molto sottile ed è depositato su un
materiale plastico permeabile che fa da supporto meccanico. Il tipo di
membrane in di-acetato, ciò nonostante, è molto sensibile alle variazioni di
pH: tipicamente si possono utilizzare valori tra 4 e 6 (al di fuori si
manifestano importanti fenomeni d’idrolisi, con il rilascio di gruppi acetile
nell’acqua di permeato e conseguente degrado della membrana). Le specifiche
dei costruttori indicano che la reiezione ottenibile, in funzione dei sali
separativi, varia dal 95% al 98%. Le membrane in tri-acetato di cellulosa
offrono una resistenza migliore all’idrolisi e sono anche meno interessate dal
biofouling, dal momento che possono operare con acque contenenti ossidanti
e sterilizzanti: per questa ragione trovano largo impiego sul mercato.
44
POLIAMMIDE (TFC)
Le membrane di poliammide sono preparate in film sottile (da cui il nome
TFC), realizzato in polimero composito supportato su un materiale
permeabile, ed offrono un maggior flusso specifico rispetto alle precedenti,
utilizzando minori pressioni e necessitando così di un minore impegno
energetico. Trattando portate maggiori, sono più soggette a sporcamento per
precipitazione di sostanze organiche ed inorganiche, rispetto alle membrane in
acetato di cellulosa. Il fenomeno è poi accentuato dallo strato sottile che è
caricato negativamente e tende ad attrarre sostanze in sospensione: per questa
ragione il lavaggio della membrana in fase di pulizia viene eseguito con
tensioattivi anionici. Inoltre, la rugosità tipica di questa famiglia di membrane
è pari a circa 0.5 µm, il che spiega l’elevato sporcamento. La loro resistenza
ad agenti ossidanti è piuttosto scarsa, tanto che il cloro e le cloro-ammine, le
danneggiano: la loro tolleranza tipica alla presenza di cloro è pari circa a 1000
ppm/ora. Solitamente possono operare in un intervallo di pH tra 2 e 12 e
resistono a temperature superiori ai 70°C. Utilizzando la PA in spessori
maggiori è possibile impiegarla anche per la dissalazione dell’acqua di mare
con il risultato che le portate trattate, per unità d’area, saranno minori per le
maggiori perdite di carico, mentre la reiezione di solito aumenta.
POLISULFONE
Le membrane in PS offrono migliore resistenza ad agenti ossidanti, ancora più
delle CA, e possono essere impiegate con pH tra 2 e 12. Il flusso specifico di
permeato è comparabile a quello delle PA. Sono membrane del tipo
a
scambio anionico, vale a dire che, partendo da una soluzione di NaCl, il
catione è attratto elettrostaticamente dai gruppi sulfonato e si avvicina alla
membrana, mentre l’anione ne è respinto. Questa particolarità è ottenuta con
un procedimento di sulfonazione successivo alla produzione del polimero, che
sarebbe altrimenti permeabile ai sali: si può comprendere, ridicendosi
all’elettrodialisi, l’elevata reiezione che la membrana consente. Tuttavia, è da
evitare l’introduzione di sali con cationi divalenti, o peggio trivalenti, poiché
45
questi formerebbero relazioni elettrostatiche stabili con i gruppi sulfonato,
danneggiando la membrana. Responsabili di questo possono essere i comuni
ioni Ca2+ e Mg2+, che devono pertanto essere ridotti al minimo, tramite
addolcimento dell’acqua, prima che questa incontri la membrana di PS. Una
membrana danneggiata da questi ioni è però in buona misura “rigenerabile” in
maniera analoga a quella adottata per uno scambiatore a letto anionico.
Queste membrane, perciò, sono poco utilizzate in RO a causa del pericolo di
degradazione per gli ioni calcio e magnesio. In ogni modo, per consentirne
l’applicazione nella nanofiltrazione, in alcuni trattamenti dell’acqua, esistono
membrane in polisulfone sulfonato con alta tolleranza al cloro.
MATERIALI CERAMICI
Esistono, infine, le membrane filtranti in materiale ceramico che possono
essere divise in due grandi categorie:
1. membrane ceramiche,
2. ceramici cellulari (schiume o strutture a nido d'ape).
Nel caso delle strutture a nido d'ape, le celle formano una matrice
bidimensionale, invece, nel caso delle schiume ci sono due sottocategorie:
- le schiume a celle chiuse che sono impermeabili ai flussi,
- le schiume a celle aperte che permettono il passaggio di gas e liquidi. Si
possono progettare gradi di aperture delle celle molto variabili, a seconda
della potenziale applicazione, principalmente nella filtrazione di metalli, di
gas caldi e in impianti bioceramici porosi.
I materiali che le costituiscono possono essere sostanzialmente di due tipi:
- ossidi: allumina, zirconia, magnesia, cordierite;
- non ossidi: nitruro di silicio, carburo di silicio.
In generale, l'utilizzo di materiali ceramici nei dispositivi filtranti offre una
serie di vantaggi: stabilità ad alta temperatura, stabilità chimica, resistenza
alle pressioni elevate, tolleranza ad energici trattamenti di pulizia
46
(sterilizzazione) e di rigenerazione, resistenza all'azione abrasiva del filtrato,
vita media più lunga.
In Fig. 2 si possono confrontare le prestazioni d’alcuni tipi di membrane, tra
cui quelle in poliestere reticolato è parso il miglior materiale per la
dissalazione.
99,99
99,9
Reiezione
minima
per uno
stadio in
RO
C
A
99,3
D
Reiezione di sale , %
99
H
G
B
E
F
I
J
90
K
L
M
N
0
0,01
0,1
O
P
Q
R
S
1,0
10,0
3
2
Flusso, m /m die
Fig. 2: Flusso d’acqua rispetto alla reiezione di sale per molti tipi di membrane; la parte
gialla rappresenta membrane per acqua di mare operanti a 5,5 Mpa e 25°C; la parte verde
membrane per acque di recupero operanti con 1500 mg/l NaCl di alimentazione, e 25°C; la
parte rossa rappresenta membrane per nanofiltrazione operanti con 500 mg/l NaCl di
alimentazione, a 0,74 Mpa e 25°C (DOE 1990). A, rappresenta acetato-triacetato di
cellulosa; B, poliammide aromatica lineare; C, poliestere reticolato; D, poliammide
aromatica reticolata; E, altri film sottili compositi; F, membrane asimmetriche; G, BW-30
(FilmTec); H, SU-700 (Toray); I, A15 (Du Pont); J, NTR-739HF(Nitto-Denko); K, NTR729HF(Nitto-Denko); L, NTR-7250 (Nitto-Denko); M, NF40(FilmTec); N,
NF40HF(FilmTec); O, UTC-40HF(Toray); P, NF70(FilmTec); Q, UTC-60(Toray); R,
UTC-20HF(Toray); S, NF50(FilmTec).
47
Esperimenti pubblicati di gas cromatografia (GC) e cromatografia liquida ad
alta prestazione (HPLC) si è potuto verificare quali fossero i materiali più
adatti all’osmosi inversa; infatti, usando i picchi della gas cromatografia, si
può calcolare, col metodo di Huber, Gerritse e Molin, l’assorbimento
isotermo di acqua rispetto a quel particolare polimero analizzato.
In uno studio di nuovi polimeri per membrane osmotiche da applicare alla
dissalazione si era concluso che le poliimmidi aromatiche sono preferibili alle
poliammidi aromatiche e alle poliammidoidrazine come materiali utilizzabili.
MEMBRANE ASIMMETRICHE
Le membrane piane asimmetriche, dette anche del tipo Loeb-Sourirajan (L-S),
sono le membrane più semplici per configurazione geometrica. Consistono di
fogli piani costituiti da uno o più polimeri sovrapposti.
L’analisi al microscopio distingue due zone:
- uno strato più esterno, detto pellicola (skin);
- uno strato più interno, detto substrato poroso (sublayer).
Il primo, come è stato evidenziato, è quello che permette la permeazione
selettiva; il secondo ha come funzione principale quello di sostenere
meccanicamente la struttura e la skin.
L’acetato di cellulosa è tuttora uno dei materiali polimerici più importanti per
la fabbricazione delle membrane per RO, poiché le membrane preparate con
un processo a due stadi (coagulazione e vulcanizzazione) hanno notevoli
proprietà selettive e consentono alti flussi di operazione.
Metodologia di produzione
Le membrane asimmetriche L-S in acetato di cellulosa sono prodotte con un
processo detto “ad inversione di fase”. In tale metodo, una soluzione
omogenea polimerica viene versata per produrre un film molto sottile che è
immerso in un bagno di coagulazione costituito da un solvente, che scioglie il
solvente del polimero ma non scioglie il polimero stesso. La produzione porta
48
alla fuoriuscita del solvente verso il bagno, alla coagulazione del polimero e
quindi alla formazione della membrana. Molte variabili di processo hanno una
grossa influenza sul prodotto che si ottiene ed alcune di queste sono correlate
alla composizione della miscela di partenza; invece, altre riguardano le
condizioni di coagulazione (temperatura, pressione). In laboratorio H.
Bokhorst, F.W. Altena e C.A. Smolders hanno sviluppato processi di
coagulazione separati per la formazione della skin e per quella del substrato
sottostante.
Processo a separazione di fase, struttura della membrana e sue proprietà
Separazione di fase e struttura della membrana
Come detto in precedenza, il processo di coagulazione può essere analizzato
come un processo di separazione di fase che avviene in un polimero in
soluzione.
Due tipi differenti di separazione di fase possono essere distinti (Fig. 3):
- separazione di fase liquido-liquido a concentrazione di polimero bassa o
media,
- gelificazione o (micro)cristallizzazione ad alta concentrazione di polimero.
Polimero
I
III
Solvente
II
Non solvente
Fig.3: Diagramma di fase ternario: I regione di gelazione;
II regione di separazione liquido-liquido; III soluzione omogenea
49
E’ interessante esaminare la dinamica del processo di formazione di una
membrana, in cui, il fattore determinante nel tipo di separazione di fase e
nella struttura della membrana è certamente la concentrazione locale di
polimero in ogni strato della soluzione, al momento della coagulazione.
La concentrazione del polimero nello strato superiore crescerà per
- evaporazione del solvente prima dell’immersione nel bagno di
coagulazione;
- impoverimento di solvente nello strato più esterno, che avviene molto
rapidamente dopo l’immersione nel liquido di raffreddamento.
La crescita della concentrazione polimerica avvicina la miscela alla
condizione di gelificazione, che sarà anche causata dalla penetrazione del
solvente nel bagno: quando la soluzione viene tenuta in un’atmosfera ad alta
umidità, la penetrazione del solvente può verificarsi già durante il tempo di
contatto tra il polimero e l’aria. E’ ovvio che la posizione della curva della
soluzione-gel nel diagramma di fase è di estrema importanza per la
formazione della skin. Tanto più alta sarà la concentrazione di polimero prima
della nucleazione nello strato, più i nuclei risulteranno numerosi e piccoli e si
avrà un gel molto denso, con la conseguente formazione della pellicola densa
(skin). La formazione della skin renderà la diffusione del solvente verso
l’esterno del film piuttosto difficile e più denso risulterà lo strato esterno, più
difficoltosa sarà la diffusione. Questa è una delle caratteristiche che
differenzia le membrane per osmosi inversa da quelle per ultrafiltrazione;
infatti, per le membrane da ultrafiltrazione è richiesta una densità maggiore
della pellicola rispetto a quelle per osmosi inversa. A causa dell’impedimento
alla diffusione del solvente, la separazione di fase negli strati sottostanti
avverrà a concentrazioni di polimero molto più basse rispetto a quella della
skin. Questa risulterà del tipo liquido-liquido; in questo tipo di separazione di
fase la soluzione polimerica di partenza forma delle zone a forma conica o
sferica contenenti molto solvente e non solvente, mentre il volume rimanente
50
è composto di soluzione ad alta concentrazione polimerica che solidifica per
gelificazione e viene comunemente chiamata substrato poroso.
E’ estremamente importante conoscere la curva di separazione di fase, in
modo da trovare quale sia l’effetto di eventuali additivi sulla posizione della
curva nel diagramma ternario. La Fig 4 mostra l’intero andamento del
processo sia nello strato superiore (quello che forma la skin) che in quello
inferiore (che produce il substrato poroso).
Polimero
I
A
Solvente
II
NS
Fig.4: Schema dell’andamento della composizione per la skin (I) ed il substrato l-l (II) di
un film polimerico con composizione iniziale (A) dopo immersione in un bagno di non
solvente (NS).
Struttura della membrana e trasporto della soluzione
Assumendo che il flusso sia determinato principalmente dallo spessore della
pellicola e che la reiezione delle membrane sia invece determinata dalla
compattezza della stessa, per realizzare una membrana con le caratteristiche
specifiche d’interesse, soprattutto per i valori di flusso e reiezione, è
necessario realizzare un modello che correli la struttura della membrana ai
componenti della miscela. Il termine compattezza va relazionato al fatto che
la pellicola esterna consiste di segmenti in acetato di cellulosa che partecipano
alla formazione di reticoli (o regioni microcristalline) e di segmenti che sono
51
meno rigidamente fissati nella regione amorfa; pertanto, un’alta compattezza
della skin indica la presenza di un’ampia area con una fitto reticolo. La
densità della skin è determinata, piuttosto, dalla concentrazione di polimero
alla quale avviene la gelificazione; infatti, quanto più alta è la concentrazione
tanto prima ha luogo la nucleazione e più numerosi sono i nuclei più piccole
saranno le zone microcristalline formatesi a causa della soprasaturazione.
Senza altro l’idea di accoppiare il flusso con lo spessore della skin e la
reiezione alla compattezza non è valida universalmente; tanto è vero che il
flusso e la reiezione sono anche dipendenti da altri parametri operativi della
preparazione. Lo spessore della pellicola è determinato principalmente dallo
spessore dello strato di gel che si forma durante il processo di formazione
delle membrane. Questo strato diventa più fine se la concentrazione per avere
gelificazione è minore o se la separazione di fase liquido-liquido è spostata a
valori di concentrazione più alti (più a destra nel diagramma di transizione di
fase).
CONFIGURAZIONI DELLE MEMBRANE
I processi di separazione delle membrane sono governati in generale sia dalla
natura chimica della miscela polimerica che dalla struttura fisica della
configurazione.
Per il primo aspetto, i due fattori fisico-chimici principali da considerare sono:
la scelta dei materiali per le membrane e la preparazione degli stessi in
funzione dell’applicazione perseguita. A tal riguardo, da quando è stata
progettata la prima membrana asimmetrica in acetato di cellulosa (Loeb e
Sourirajan, 1963), sono stati fatti progressi notevoli che hanno portato ad un
aumento della tolleranza alle variazioni di pH e temperatura, nonché ad una
maggiore selettività o flusso di permeato e ad una tendenza minore alla
degradazione.
52
Il
secondo
aspetto,
cioè
la
“modularizzazione”
o
struttura
della
configurazione, diventa importante per il rapporto tra superficie di membrana
e volume occupato, oltre che per la suscettibilità allo sporcamento; inoltre,
l’obiettivo delle diverse configurazioni è realizzare una disposizione capace di
conferire all’acqua d’alimentazione una distribuzione uniforme sulla
superficie della membrana, in modo che questa abbia un comportamento
omogeneo, cercando di considerare anche la facilità di montaggio e
smontaggio dell’intero modulo per la sua manutenzione.
Riassumendo le caratteristiche che i produttori di membrane devono
soddisfare, considereremo i seguenti parametri:
- Meccanici: le membrane devono sopportare anche pressioni molto alte
(superiori a 1200psi, circa 85atm) associate a cadute di pressioni nelle fasi
di pulizia delle stesse;
- Idrodinamici: devono essere minimizzati gli effetti della polarizzazione di
concentrazione (che porta ad una minore qualità e quantità del permeato) e
del fouling (che fa aumentare i costi di pretrattamento dell’acqua
d’alimentazione);
- Economici: i moduli devono avere lunga vita, essere facili da costruire e
sostituire.
Le membrane a disposizione in commercio, in ordine di apparizione sul
mercato, sono: le membrane piane, le tubolari, quelle a spirale avvolta e
quelle a fibra cava.
Le ultime due garantiscono prestazioni maggiori a costi ridotti.
In Tabella 1 sono riassunte le caratteristiche generali dei vari moduli.
53
Tabella 1
Caratteristiche dei vari moduli per la realizzazione d’impianti RO con le stesse prestazioni
Costi del sistema
tubolari, piane >> fibra cava, spirale avvolta
Facilità di pulizia
tubolari > piane > spirale avvolta > fibra cava
Suscettibilità allo sporcamento
fibra cava > spirale avvolta > piane > tubolari
Spazio richiesto dal sistema
tubolari > piane > spirale avv. >> fibra cava
Impegno energetico
tubolari > piane, spirale avvolta > fibra cava
MEMBRANE PIANE
Le membrane piane (flat sheet), sempre meno usate nel corso degli ultimi
anni, sono state le prime impiegate e permettono ancora una facile
manutenzione grazie alla struttura di supporto, composta da piatti accatastati
in serie (Stacked Plate, Plate and Frame), i quali richiedono notevole quantità
di materiale e dunque un elevato costo di produzione per realizzarli. Esistono
differenti tipi di moduli con membrane piane sul mercato che hanno
caratteristiche comuni, quali: il numero di strati di membrane, i supporti e gli
strati porosi che fungono da distanziatori tra le membrane, sia per il flusso
dell’alimentazione che per il permeato e, in generale, la bassa densità
d’impaccamento che ne fa aumentare i costi di utilizzo; infatti, sono
principalmente usate per pretrattare gli accumuli di materiale organico di
flussi e per produrre acqua potabile su piccola scala.
Diverse compagnie hanno introdotto “membrane circolari” (Fig.5) che
permettono di utilizzare la rotazione delle stesse, per diminuire sia
54
l’intasamento che la polarizzazione; inoltre, allo stesso fine, sono stati ideati
sistemi di vibrazione ed oscillazione delle membrane.
Fig. 5: Schema di un modulo “plate and frame”
55
MEMBRANE A SPIRALE AVVOLTA
Queste configurazioni, oggi sicuramente le più utilizzate, sono costituite da
avvolgimenti a spirale di membrana semipermeabile, su di un cilindro in
materiale plastico, lavorata in “fogli” analoghi a quelli che costituiscono le
“flat sheet” e che, generalmente, vanno a formare una struttura ad alta
densità.
Si distinguono due strati principali:
- la “busta” (envelope), che di solito è formata da due fogli che fungono da
supporto al materiale semipermeabile vero e proprio. Tra i due fogli vi è
una rete fine (spacing material) che ha lo scopo di separare i fogli stessi,
lasciando così lo spazio per il passaggio del permeato. I fogli, con in
mezzo il materiale di separazione, sono sigillati su tre lati, escluso il lato
verso il collettore, per costituire appunto una busta. Ciò porta il permeato a
muoversi verso il tubo centrale di raccolta, seguendo un percorso a spirale;
- la fitta rete di polietilene che funziona da distanziatore (brine spacer) è a
contatto con le skin dei due fogli per mantenere separate le buste e far
passare quindi il flusso d’alimentazione in direzione longitudinale,
dall’ingresso all’uscita.
In Fig.6, si può apprezzare la sezione di una membrana a spirale avvolta vista
dalla parte d’ingresso dell’acqua salata e la descrizione degli strati che la
costituiscono. Per comprenderne meglio il funzionamento bisogna considerare
che il concentrato viene trasportato dalla parte opposta a quella dell’ingresso
dell’acqua d’alimentazione attraverso lo spazio dato dallo spessore del
distanziatore.
56
Uscita del
PERMEATO
dal collettore
Acqua
salata
Collettore
Spacing
material
Acqua
salata
Permeato
verso il
collettore
FOGLI
L’Acqua
salata entra tra
le due buste,
dove c’è il
distanziatore
Brine spacer
(distanziatore)
Fig.6: Schema della disposizione e della funzione degli strati che costituiscono una
membrana a spirale avvolta
Una o più buste vengono quindi ancorate al collettore, cioè il cilindro centrale
provvisto di fori che permette la raccolta di permeato delle buste, avvolte a
spirale attorno ad esso. Per garantire la stabilità della forma finale, si opera un
rivestimento in fibra di vetro superficiale attorno alle buste avvolte e quindi si
ottiene il modulo (Fig 7).
57
Fig.7: Moduli a spirale avvolta
Uno o più moduli sono poi infilati in un alloggiamento cilindrico detto
“vessel”, che permette il contenimento dell’ambiente ad alta pressione cui
saranno sottoposti i moduli in esercizio. La corrente d’alimento, introdotta nel
vessel, penetra, sotto pressione, tra gli avvolgimenti a spirale del modulo solo
dove è presente il distanziatore; infatti, le chiusure laterali delle buste non
permettono l’ingresso dell’acqua salata. A questo punto parte del solvente
permea la membrana ed è raccolto dentro le buste dove è lo “spacing
material”, dalle quali è poi condotto come permeato nel cilindro centrale di
plastica che funziona da collettore. La soluzione che ha ormai percorso
longitudinalmente l’intero modulo viene scaricata come concentrato (brine)
dall’estremità opposta a quella di alimento, come per il vessel (Fig.8).
58
Fig.8: “Vessel” contenente tre moduli a spirale avvolta
59
E’ importante notare che a causa dell’attraversamento del modulo da parte di
un fluido ad alta pressione, esso può subire un fenomeno di compattamento, il
quale ha un effetto negativo sulle prestazioni e sull’efficienza energetica, a
causa delle perdite di carico. Inoltre, sempre per le drastiche condizioni
d’esercizio, si può manifestare uno svolgimento longitudinale degli
avvolgimenti, noto come “telescoping”, cui si pone rimedio tramite anelli
grigliati posti alle estremità del modulo, i quali impediscono slittamenti degli
avvolgimenti.
Il modulo a spirale avvolta può essere quindi rifinito in uno dei seguenti tre
modi:
1. Avvolgimento a nastro, dove un congegno anti-svolgimento (ATD - anti
telescope device), che è incavato per accogliere un sigillo lungo il bordo
della sua circonferenza, viene aggiunto ad ogni estremità dell’elemento e
tutto l’elemento è quindi avvolto con un nastro per mantenere
l’assemblaggio unito. Questa costruzione è limitata per pressioni inferiori
a 21 bar ed è quindi usata per trattamenti a basse pressioni. Solitamente c’è
un po’ di gioco tra il diametro interno del vessel e quello esterno
dell’elemento, al fine di controllare il flusso.
2. Avvolgimento in vetroresina, dove una vetroresina rinforzata (GRP-glass
reinforced plastic) è applicata su un elemento avvolto a nastro, ciò
permette di utilizzare pressioni molto alte (esempio: 69 bar per il caso dei
moduli per acqua di mare della DOW FilmTec).
3. Avvolgimento allentato, dove l’elemento è avvolto in uno strato del foglio
distanziatore o in un manicotto di rete (net-like sleeve) e il diametro
dell’elemento è identico a quello interno del vessel nel quale è contenuto.
Eliminando le zone stagnanti tra l’elemento ed il contenitore, si rende il
sistema adatto all’utilizzo sanitario ed alla concentrazione nel settore
alimentare. In questo caso l’ATD non è parte integrale dell’elemento e non
contiene il sigillo.
60
Indubbiamente il modello a spirale avvolta è il più complesso di tutti e per il
suo utilizzo quindi ci sono molti fattori che ne influenzano le prestazioni,
quali:
- il tubo del permeato: poiché il materiale con il quale è costruito ed il suo
spessore, possono essere un fattore limitante al livello massimo di
pressione e temperatura applicata all’elemento;
- il numero di fogli: la resistenza al flusso del permeato lungo la parte
distanziatrice e nel tubo del permeato può essere significativa. Per
minimizzarla dovremmo avere un percorso breve e ciò è possibile grazie
alla costruzione di multistrati;
- il distanziatore: quello standard è spesso 0.76 mm ed ha la trama della rete
che lo forma posta a 45° rispetto allo scorrimento del flusso; comunque,
sono disponibili altri modelli che possono essere più sottili o più spessi e
offrire un disegno meno tortuoso per il passaggio del flusso, con trama
meno fitta e flusso direzionato parallelamente ad essa (Fig.9). L’incidenza
dello spessore dello strato distanziatore si ripercuote sull’area totale
dell’elemento;
infatti,
approssimativamente,
al
il
raddoppiamento
dimezzamento
di
dell’area
questo
della
porterà,
membrana
contenuta nell’elemento.
Flusso
(A)
Flusso
(B)
Fig.9: Esempi di distanziatori. In (A) è rappresentato un modello standard, dove la trama è
più fitta e disposta a 45° rispetto alla direzione del flusso. In (B) è disegnato un modello
alternativo con la trama meno fitta e disposta con un angolo diverso rispetto al precedente.
61
I contenitori usati per alloggiare gli elementi a spirale sono recipienti tubolari,
pressurizzati, fatti di vetroresina rinforzata o d’acciaio inossidabile. Il tubo del
permeato passa attraverso un sigillo nelle parti finali del recipiente, in modo
che l’alimento ed il filtrato possano entrare e uscire per le parti finali stesse o
attraverso le aperture laterali, lungo la parete del recipiente. La lunghezza di
questi recipienti può essere modificata per aumentare il numero di elementi,
fino a sei, ed i diametri sono dimensionati per adattare gli elementi stessi. Il
numero di elementi usati in un singolo vessel è in funzione della massima
differenza di pressione che può essere sostenuta e dell’effetto sulla velocità di
attraversamento. Per questo, nelle applicazioni dei trattamenti usati nei
caseifici, il numero d’elementi per vessel è limitato a tre o quattro mentre, per
fluidi acquosi in genere, ne possono essere usati anche sei.
Le forze risultanti da un grosso superamento della differenza di pressione
stabilita tendono a svolgere gli elementi, portando così ad una dispersione
(leakage).
Il formato della spirale avvolta è disponibile per applicazioni in RO, ultra e
microfiltrazione. Le normali temperature alle quali operano, sono al di sopra
dei 45-50°C, tuttavia possono aumentare fino a 90°C per pressioni minori di
1.7 bar durante le fasi di pulizia o in operazioni sanitarie (per brevi intervalli
di tempo).
Nelle Tabelle 2, 3 e 4 si possono leggere i dati riguardanti reiezione e
produttività in funzione della grandezza (le dimensioni dei moduli solitamente
sono espresse in pollici) e del tipo di materiale della membrana, per alcuni
moduli spiralati.
62
Tabella 2: Produttività di grandi moduli a spirale avvolta per dissalazione
Tipo
membrana
Diametro modulo
(mm)
Produttività modulo
(m3/die)
Reiezione NaCl
(%)
Acetato di
cellulosa
102
2,2
96
203
8,7
96
102
3,8
99,4
203
15,1
99,4
Film sottile
composito
Nota: la lunghezza di tutti i moduli considerati è di 1016 mm (40”)
Tabella 3: Produttività di moduli a spirale avvolta per il trattamento di acque reflue
Tipo
membrana
Acetato di
cellulosa
Film sottile
composito
Diametro modulo
(mm)
102
203
102
203
Produttività modulo
(m3/die)
7,6
30,3
6,8
28,4
Reiezione NaCl
(%)
95
95
98
98
Nota: la lunghezza di tutti i moduli considerati è di 1016 mm (40”)
Tabella 4: Produttività per moduli a spirale avvolta usati in applicazioni RO a bassa
pressione (LPRO-MS = low-pressure-RO/membrane-softening).
Tipo
membrana
Acetato di
cellulosa
Diametro modulo
(mm)
102
203
102
Film sottile
composito
203
Produttività modulo
(m3/die)
6,2
Reiezione NaCl
(%)
85
8,3
75
24,8
85
30,3
75
6,8
96
7,9
92
6,4
80
6,8
40
28,4
96
36,0
92
26,5
80
28,4
40
Nota: la lunghezza di tutti i moduli considerati è di 1016 mm (40”)
63
MEMBRANE TUBOLARI
L'uso delle membrane tubolari, per l’osmosi inversa, fu realizzato per la prima
volta da Havens, nell'Università di UCLA a Los Angeles, dove si brevettò la
tecnica di fabbricazione di queste membrane. Una miscela di composizione
specifica venne immersa in acqua per un periodo predeterminato e, dopo una
successiva fase di riscaldamento ad una determinata temperatura, ottennero
delle membrane con buone proprietà osmotiche. Questa tecnica fu applicata
per lo sviluppo di una nuova membrana, all'interno di un tubo poroso in fibra
di vetro-rinforzata. I risultati ottenuti per la prima volta da Havens furono
però molto meno soddisfacenti di quelli ottenibili con le membrane piane. Nel
1964, s’iniziò, sempre in UCLA, un progetto per la fabbricazione in serie
delle membrane di tipo tubolare. L'orientamento per questo tipo di geometria,
oltre che per le caratteristiche riportate sotto, fu dovuto al fatto che il tubo di
sostegno sarebbe stato facilmente riproducibile a livello industriale, poichè
richiedeva operazioni facilmente automatizzabili con l’uso delle macchine a
disposizione. Si giunse, così, allo sviluppo di una membrana tubolare e
composita, realizzata attraverso la fabbricazione di componenti concentrici e
separabili, ognuno con una funzione specifica propria.
Oggi queste membrane vengono contenute in un tubo forato del diametro tra
1/8” ed 1”, tipicamente realizzato in ceramica, acciaio inox o materie
plastiche, per sostenere meccanicamente la membrana agli sforzi radiali
dovuti alla pressione interna alla stessa. I diametri dei tubi variano tra i 5 ed i
25 mm, con l’utilizzo comune di 12.7 mm (1/2”) in RO. Gli strati esterni di
contenimento, a differenza di come si potrebbe pensare, non esercitano una
grossa resistenza al passaggio dell’acqua dissalata che permea attraverso la
membrana sotto la spinta dell’alta pressione e poi nei fori presenti negli stessi.
64
I vantaggi dell'approccio tubolare sono:
- il tubo di appoggio della membrana abbina la funzione di contenitore sotto
pressione e superficie di appoggio della membrana, rendendo così
possibile una semplificazione nella progettazione;
- il flusso d’acqua salata (alimentazione) è garantito su ogni centimetro
quadrato di superficie della membrana senza la necessità di installare
schermi o agitatori. Per questa ragione, problemi particolari di deposizione
sulla membrana sono ridotti e come pure i problemi legati al
pretrattamento dell’acqua in ingresso; inoltre, vengono semplificate sia la
pulizia chimica che quella fisica delle membrane;
- utilizzando apposite valvole, questa configurazione si presta a una facile
sostituzione di ogni unità tubolare, senza la necessità di fermare l’intero
impianto.
Il costo di questi moduli rimane considerevolmente elevato, se paragonato a
quello delle altre configurazioni, giacché per realizzare la medesima
superficie di membrana “attiva” è necessario usare molti moduli tubolari in
serie ed in parallelo. Questi moduli, perciò, non trovano largo impiego nelle
applicazioni RO, per la bassa superficie di membrana su unità di volume
occupato, anche se sono quasi insensibili all’elevata presenza di torbidità e di
solidi sospesi. Difatti, l’acqua da dissalare è spinta all’interno dell’elemento a
velocità piuttosto elevate (tipicamente con valori da 3 ad 8 m/sec),
permettendo così di evitare precipitazioni di sostanze sulla membrana, ma
incrementando allo stesso tempo le spese energetiche necessarie per il
pompaggio dell’acqua di alimentazione (Fig.10).
Questa configurazione dunque, è utilizzata solo nel caso di previsto potenziale
sporcamento
del
film
semipermeabile,
rimovibile
grazie
all’azione
fluidodinamica dell’acqua stessa e, per questo, è adatta nelle applicazioni del
settore alimentare e nei caseifici.
65
Acqua dolce
Acqua
SALATA
Salamoia
Acqua dolce
Fig.10: schema concettuale di funzionamento di una membrana tubolare senza supporto
Esistono alcune opzioni per i moduli che ospitano membrane tubolari che
sono state brevettate dai costruttori e, in generale, ricadono in due categorie:
- tubi supportati, dove la membrana tubolare è supportata da tubi, perforati
o porosi, di plastica o di acciaio inox. Un fascio di questi tubi viene
montato o avvolto in un vessel che raccoglie il permeato ed i capi sono
fissati all’estremità, le quali possono essere modificate per dare differenti
modelli di flusso. Per esempio, nel progetto “PCI Membrane System” ci
sono 18 tubi in ogni modulo e tre disposizioni delle parti finali (end-caps).
Il modulo PCI è studiato per resistere ad alte pressioni ed ha il notevole
vantaggio di poter facilmente sostituire le membrane danneggiate,
contenute al suo interno. Il modulo di maggiori dimensioni, chiamato B1,
è lungo 3,6m ed è completamente in acciaio. Al suo interno sono presenti
dei fori di diametro piccolo che permettono il passaggio dell’acqua, in
modo da bagnare le membrane dall’esterno. All’interno sono presenti 18
66
membrane che separano le soluzioni a differente concentrazione. L’acqua
salata e quella dolce, entrano nel modulo con direzioni perpendicolari tra
loro, al fine di aumentare la turbolenza all’interno delle membrane e
ridurre così la polarizzazione di concentrazione. Il flusso viene mandato
per tutti i tubi in parallello, in serie o attraverso due set paralleli di nove
tubi in serie (2 x 9). I tubi di membrana sono sigillati all’estremità da un
collante elastomerico. La ragione che spinge ad avere diverse opzioni nei
disegni delle estremità è quella di ottenere lunghezze totali diverse dei
canali, per scegliere così la più adatta alla velocità d’attraversamento
(cross-flow) del flusso e alle caratteristiche di scorrimento del fluido che
deve essere trattato. Per esempio, quando usiamo nell’ultrafiltrazione alte
velocità d’attraversamento (4m/s), sarà richiesto un modello con lunghezza
limitata, usando perciò l’opzione 2x9 o quella con i capi paralleli; invece
nella RO dove la velocità d’attraversamento del flusso è bassa (< 2m/s),
dovrebbe essere utilizzato un modello a lungo percorso. In questo caso
potrebbero essere usati i capi in serie oppure due o tre moduli che possono
essere connessi in serie. Per via della loro elevata resistenza meccanica,
questo tipo di modulo può essere usato ad alte pressioni (60 bar) e perciò
in quasi tutte le applicazioni. È adatto per situazioni dove sono utilizzate
alte temperature e regimi aggressivi di pulizia, come nell’industria della
carta ed in quelle farmaceutiche.
- tubi non supportati, in cui la membrana è supportata solo dal substrato del
tubo. Mettendo in un vaso le estremità di un fascio di tubi, in una resina
epossidica, si costruisce una cassetta che dovrebbe contenere oltre 100 tubi (a
seconda del diametro del tubo) e può essere incollata in un avvolgimento usa
e getta, o come nel caso del progetto “PCI Membrane Systems”, la cassetta è
separabile dall’avvolgimento. Siccome i tubi del modulo sono sigillati in una
resina, la necessità dei sigilli non sussiste e tutti i tubi sono alimentati in
parallelo. Alcuni moduli sono collegati in serie usando curve di giunzione
standard (bends). Questi tipi di progetto offrono un risparmio sui costi rispetto
67
a quello dei tubi supportati, ma hanno una tolleranza più ridotta alle variazioni
di pressione, temperatura e pH.
Le applicazioni tipiche per questo tipo di moduli sono nella chiarificazione
dei succhi di frutta e nella ritenzione di biomassa durante la “digestione
aerobica”.
Tale configurazione è stata quella adottata per la parte sperimentale di questo
lavoro di tesi, riportata nel Capitolo 4.
Introduzione alle tecnologie di produzione delle membrane tubolari
Le membrane tubolari polimeriche, di solito, sono costruite fondendo la
membrana semipermeabile all’interno di un tubo preformato che funziona da
substrato poroso di supporto.
Le tecniche sviluppate comportano le caratteristiche seguenti:
- La miscela polimerica è una soluzione di acetato di cellulosa, formamide e
acetone con percentuali in peso, rispettivamente, di 25:30:45. La gettata è
fatta a temperatura ambiente, una caratteristica che facilita enormemente
lo sviluppo della tecnica di fabbricazione delle membrane tubolari, a causa
della grossa semplificazione risultante nel controllo delle variabili del
processo.
- La membrana tubolare viene ottenuta per colata attraverso uno stampo
stazionario ed
un contro-stampo mobile che scende verticalmente in
acqua fredda per gelificare il tubo nascente.
- La membrana è avvolta con molti strati di un materiale poroso come il
nylon, dopo di che è estratto il contro-stampo interno di rame, usato come
supporto. La membrana viene dimensionata in base alla pressione cui deve
resistere.
- Le parti terminali della membrana tubolare sono plastificate chimicamente
ed espanse idraulicamente, per adattarle al tubo d’appoggio.
68
I substrati di supporto sono principalmente da uno o due capi di una stoffa
non tessuta, come poliestere o polipropilene, ma esistono anche tubi di fibra
epossidica rinforzata. Un metodo molto usato nella costruzione del tubo di
substrato è l’avvolgimento elicoidale di un nastro saldato ai bordi. Dove sono
usati due capi, le giunture sono decentrate ed i due capi stessi vengono fissati.
Prove sulle membrane tubolari
Le membrane tubolari fabbricate con le modalità descritte sopra sono state
utilizzate in un impianto pilota installato a Coalinga, California. Questo
impianto consiste di molti tubi assemblati in serie ed opera ad una pressione
nominale di 41 atmosfere. La velocità dell'acqua salata lungo i tubi varia da
tubo a tubo, in qualche caso è più grande di 50 cm/sec e il numero di
Reynolds è maggiore di 13000. Sotto queste condizioni di turbolenza, ci si
aspetta che i problemi di polarizzazione siano minimizzati. L’impianto di
Coalinga è organizzato perciò in modo tale che si possano effettuare
esperimenti su tubi singoli. Ogni tubo è incluso in un fodero di plastica che ha
uno sbocco alla fine, così che la produzione d’ogni tubo separatamente o di
un gruppo di tubi collettivamente, possa essere valutata.
Da tale studio si è concluso che le membrane analizzate possiedono i vantaggi
intrinseci della configurazione tubolare sopradescritti, vale a dire:
- progettazione semplice che combina la membrana superficiale con un
sostegno meccanico,
- buona pulizia interna e minima perdita di carico,
- capacità di sostituzione dei tubi facile e immediata, senza la necessità di
arrestare l’intero impianto.
69
MEMBRANE A FIBRA CAVA
La fibra cava presenta una geometria cilindrica ed ha tutte le caratteristiche
fondamentali per essere adatta ai processi di membrana. Questa
configurazione fu usata inizialmente da alcune società tra le quali Dow
Chemical, DuPont e Toyobo e tuttora soddisfano la maggior parte di richieste
del mercato. La DuPont ha sviluppato membrane a fibra cava sottile (Hollow
Fine Fiber) con il marchio “Permasep” per il modulo intero. Le prime fibre
furono ricavate sia dal triacetato di cellulosa (Dow Chemical e Toyobo;
diametro esterno fibra circa 250 µm e quello interno circa 40 µm) che dalla
poliammide aromatica asimmetrica estrusa (chiamata commercialmente
Aramide dalla Du Pont, diametro esterno di circa 90 µm e quello interno circa
40 µm).
Le regioni spaziali coinvolte nelle fibre cave sono:
- una regione fluida su un lato della membrana, rappresentata dagli spazi fra
le fibre opportunamente associate, detta lato del guscio (shell);
- una regione fluida sull’altro lato della membrana, rappresentato
collettivamente dalla riunione delle regioni capillari, detta lato del foro o
lume (lumen);
- una barriera selettiva della membrana (skin), cioè la parete della fibra cava
che provvede alla discriminazione necessaria nella velocità di trasporto di
uno o più componenti fluidi, da un lato all'altro della membrana stessa.
Poiché un singolo elemento può contenere anche un milione di fibre, queste
membrane iniziarono ad essere adottate su larga scala nei primi impianti RO
per la loro capacità di rendere l’area bagnata dall’acqua estremamente elevata
in rapporto all’unità di volume occupato e per la resistenza alle alte pressioni.
Le fibre costituiscono una matassa a forma di U ed i loro capi sono sigillati in
un blocco unico di resina epossidica la quale, una volta tagliata, permette la
raccolta del permeato proveniente dai lumi centrali delle fibre. Il contenitore
di questo tipo di membrane può essere in acciaio inossidabile oppure di
vetroresina rinforzata (GRP).
70
La soluzione acquosa alimentata lambisce la superficie esterna di queste fibre
che, sotto pressione, si lasciano attraversare, per osmosi inversa, dalla sola
acqua che fluisce nel lume della fibra e costituisce il permeato. La soluzione
all’esterno della fibra depauperata di acqua, cioè il concentrato (brine), è
opportunamente scaricata (Fig.11 a,b,c).
Il diagramma schematico di fig. 11 (a) illustra una semplice configurazione ad
U per le fibre cave. Nel caso in esame, un tappo per alta pressione nella parte
più bassa dell’apparecchiatura unisce le fibre tra loro e mantiene la pressione
nel contenitore, isolando il lato del lume e il lato del guscio in due regioni
fluide distinte. L’acqua salata alimentata con una velocità di flusso ed una
pressione specifica, fluisce assialmente lungo le fibre negli spazi esterni ed è
scaricata all’estremità superiore del contenitore. Una certa frazione dell’acqua
d’alimentazione permea le pareti delle fibre cave, viaggia lungo i fori, ed esce
a pressione atmosferica o ad un’opportuna pressione d’uscita.
La fenomenologia è caratterizzata da due parametri:
- il flusso d’acqua prodotta, espresso come portata per area superficiale della
fibra,
- il raggio di riferimento della fibra (interno, esterno o intermedio).
Il flusso d’acqua prodotta nei capillari può essere accompagnato da una
perdita di carico significativa. Data la progressiva rimozione d’acqua
dall'alimentazione, si stabilisce uno stato stazionario nel profilo della
concentrazione di sale sul lato del guscio che fa diminuire il flusso di
permeato attraverso la parete della fibra, in virtù dell’effetto della pressione
osmotica (fenomeno della polarizzazione di concentrazione).
Si può apprezzare dalle figure riportate sotto che le proprietà di permeazione
intrinseche della parete della fibra cava, la grandezza della fibra, i parametri
di progettazione del modulo ed i parametri di conduzione del processo,
interagiscono e contribuiscono tutti a determinare le prestazioni di una
membrana in condizioni di osmosi, diretta o inversa.
71
Concentrato
guscio
FIBRA
CAVA
Acqua
salata
Blocco di
resina
Acqua prodotta
Fig.11 (a): Sezione di una fibra cava per una applicazione in osmosi inversa
(b)
Acqua
SALATA
Acqua
DOLCE
concentrato
concentrato
Fig. 11 (b): Sezione trasversale di una fibra cava. Le frecce più chiare rappresentano il
permeato che entra nel lume della fibra cava, le scure il concentrato.
72
Fig. 11 ( c ): Modulo con membrane a fibra cava
73
Queste membrane presentano notevole tendenza allo sporcamento, aggravato
dall’impossibilità di realizzare un moto turbolento sufficientemente elevato da
riportare eventuali precipitati nella corrente fluida: ciò rende più complesso il
periodico lavaggio delle stesse. Tuttavia, si utilizza ancora questa
configurazione per la dissalazione d’acque saline con minimi problemi di
sporcamento come, ad esempio, le acque di pozzo e le acque di mare
prefiltrate; inoltre, trova diverse applicazioni nell’ultra- e micro-filtrazione.
Le dimensioni tipiche delle fibre cave variano da 50 a 100 µm per il diametro
interno; lo spessore della parete risulta di decine di micron, ma può variare
notevolmente in funzione della resistenza meccanica che si vuole ottenere,
anche se una caratteristica distintiva della configurazione a fibra cava è
proprio la capacità di autosostentamento della membrana.
Tabella 5: Sommario di produttività per grandi moduli a fibra cava in osmosi inversa per
acqua di mare (SWRO) e acqua salmastra (BWRO)
Applicazioni
Tipo di fibra
SWRO
Acetato di
cellulosa
Aramide
Acetato di
cellulosa
BWRO
Aramide
Diametro del
modulo (mm)
144
Prodotto
(m3/die)
1,2
Reiezione NaCl
(%)
99.4
210
5,0
99.4
298
27,5
99.4
360
35,0
99.4
102
3,8
99
203
18,9
99
150
24,6
94
241
60,6
96
273
106,0
96
102
15,9
90
203
60,6
90
254
94,6
90
74
Il vantaggio principale del loro utilizzo in osmosi inversa è il rapporto
veramente favorevole, tra la superficie della membrana ed il volume del
modulo di contenimento (A/V) che varia direttamente col diametro della
fibra.
Variazioni nel diametro della fibra producono un cambiamento
rilevante nella misura del volume del lume e, di conseguenza,
l’ottimizzazione della velocità dell’acqua permeata negli impianti, cosa che
coinvolge molte altre considerazioni.
Tabella 6: Rapporto Area/Volume di fibre cave e per diverse configurazioni di membrane
Configurazione della membrana
OD 50 micron
OD 100 micron
Fibra cava
OD 200 micron
OD 300 micron
piatte e a spirale avvolta
Tubolari
A/V [ft-1]
12.000
6.000
3.000
2.000
150-250
50
(da “Synthetic polimeric membranes” – Robert E. Kesting, 1985)
Introduzione alla tecnologia di produzione delle fibre cave e loro applicazioni
I metodi per la preparazione di filamenti sintetici cavi sono conosciuti da
molto tempo nel campo tessile, ma l’uso della configurazione a fibra cava per
separazioni di fluidi rappresenta uno sviluppo più recente di questo settore. La
tecnologia d’estrusione delle fibre cave provvede quindi ad ottenere certe
caratteristiche desiderate ed è simile a quella impiegata per le fibre sintetiche.
Come per le membrane con differente configurazione, nel processo di
fabbricazione si cerca di alterare, adeguatamente, la morfologia della barriera
selettiva, durante o dopo l’estrusione della fibra, per soddisfare alle necessità
specifiche richieste, perciò, lo studio della struttura dovrebbe normalmente
essere tale da raggiungere le proprietà meccaniche delle fibre e le
caratteristiche richieste per l’osmosi.
75
Molte somiglianze possono essere notate anche rispetto alle membrane a fibra
cava con tecnologie rotanti e film di membrana da getto convenzionale. In
entrambi i casi, le operazioni essenziali solitamente possono essere
estrapolate, in modo da effettuare la formazione della pellicola attiva (skin) o
gradienti nella densità delle membrane, necessari per avere un alto flusso di
prodotto durante i processi osmotici.
Le differenze tra le varie fibre cave potrebbero essere usate efficacemente per
particolari generi di flussi d’ingresso; infatti, per alimentazioni con alti livelli
di durezza (sali di magnesio e calcio), la fibra ottenuta con una miscela di
diossano/formamide è la più indicata, in quanto, presenta un flusso d’acqua
prodotto più alto, con la reiezione di sale bivalente richiesta. Per
alimentazioni in cui NaCl è il maggiore costituente, invece, può essere
utilizzata la fibra standard in acetone/formamide, con costi energetici e
riduzione del flusso d’acqua prodotto. Per quelle che contengono quantità
apprezzabili di sali monovalenti, bivalenti e polivalenti, sarebbe meglio usare
la miscela acetone/diossano/formamide.
Un'altra variazione di base nelle tecniche usate per preparare fibre cave in
acetato di cellulosa prevede sistemi più appropriati per applicazioni ad alta
pressione e quindi ad alta concentrazione di sali.
Nella selezione delle dimensioni di fibre cave compatibili con le pressioni
operative applicate, la considerazione primaria sulla fibra concerne la sua
resistenza meccanica e possono essere esaminati tre modi di cedimento sotto
eccesso di pressione:
1.collasso elastico,
2.collasso plastico catastrofico,
3.compattamento progressivo.
76
Estrusione della fibra cava
La formazione della fibra cava, inizialmente, coinvolge l’estrusione di un
composto polimerico degassato e filtrato attraverso un orifizio di una certa
forma. La composizione del polimero può essere il risultato della
plasticizzazione, con un materiale adatto, del polimero disciolto desiderato in
un solvente a temperatura e concentrazione adeguata.
Almeno tre requisiti dovrebbero essere presenti per il polimero o per la
miscela polimero-solvente:
(1) alta viscosità (di solito sopra i 2000 poise), per poter estrudere e per
permettere alla massa uscente dalla filiera di raggiungere la zona di
stabilizzazione;
(2) parametri d’estrusione adeguati, tali da potersi rapidamente stabilizzare
alle variazioni di temperatura o alle variazioni di composizione;
(3) composizione di estrusione, adeguata per poter controllare la morfologia
desiderata attraverso cambi di fase, coagulazione o post-trattamenti.
L'orifizio d’estrusione, detto filiera, usato per la preparazione di fibre cave,
può essere molto complesso. Tre modelli fra i più comuni sono mostrati in
fig.12.
Fig.12: Orifizi per la fabbricazione delle fibre cave
77
Partendo da sinistra, il primo è un orifizio ad “arco segmentato”, nel quale la
prima parte macina e poi, in una seconda regione anulare, si estrude la massa
fusa di polimero. Tale profilo è appropriato specialmente per raggruppamenti
compatti di molte superfici. La tecnica impiegata dipende dalla viscoelasticità, dalle caratteristiche di stress al flusso dell'estruso che emerge
rapidamente dall'apertura, formando così nella filiera una sezione trasversale,
anulare e completa. Filiere di questo tipo possono essere fatte in diverse
misure; comunque, è importante notare che in nessun caso la fibra cava
risultante può essere molto più piccola dell'orifizio di estrusione, in virtù della
trazione (draw-down) imposta alla fine della filiera che permette una certa
stabilizzazione.
La seconda filiera illustrata è del tipo “orifizio tappato”. È un miglioramento
sul tipo di quella ad “arco segmentato”, in cui l’anello d'estrusione è continuo
e il problema del raggiungimento dell’integrità della fibra sulla parete viene
superato.
Il terzo tipo è una variazione più versatile delle altre. Qui, il tappo al centro è
sostituito da un tubo attraverso cui un gas o un liquido può essere iniettato
continuamente. Il fluido d’alimentazione controlla la fibra interna e può
essere usato per la struttura della fibra, provvedendo così a dare una guida
interna per una distanza relativamente breve della fibra oltre la filiera; oppure,
si può usare per effettuare cambi di composizione nella parete della fibra, che
è fatta uscire dalla regione del foro. Nel processo dry-jet per l’acetato di
cellulosa, ad esempio, nell’orifizio più interno viene iniettato un gas inerte
(normalmente azoto).
Stabilizzazione della fibra cava
In una fibra continua ottenuta con processi di rotazione, i composti che
emergono dalle filiere devono essere stabilizzati rapidamente per avere
sufficiente integrità meccanica, per passare poi sulle guide e arrotolarsi sotto
tensione moderata. La stabilizzazione avviene ad una distanza relativamente
breve dall'orifizio e comporta sempre un rapido aumento nella viscosità del
78
polimero. I cambiamenti che promuovono la stabilizzazione, spesso, hanno un
ruolo determinante nel realizzare le caratteristiche principali delle pareti della
fibra cava. In pratica, la stabilizzazione della fibra cava e lo sviluppo della
struttura della membrana sono inscindibili.
Un sistema per la stabilizzazione prevede che durante la fase in cui il
polimero puro fuso viene estruso, alla fine della filiera sia necessariamente
abbassata la temperatura per permettere la solidificazione dello stesso. Una
transizione termicamente indotta può anche provvedere al meccanismo per
stabilizzare l’estrusione di fusioni plasticizzate, miscele polimeriche e
polimeri amorfi ad alta viscosità.
Un secondo metodo molto comune di stabilizzazione comporta rapide
rimozioni di solvente volatile dall'estruso, per evaporazione istantanea (flash);
queste sono le basi della cosiddetta “dry spinning”, tecnica applicata
normalmente a polimero-solvente o polimero-gel-solvente, sottoposti ad
estrusione.
Infine, la stabilizzazione può essere realizzata con un terzo metodo, la
coagulazione di polimero da scambi diretti di solvente, presenti nell’estruso,
con uno o più componenti liquidi in un bagno di coagulazione rotante. Questa
tecnica è chiamata “wet spinning” e comporta il posizionamento della filiera
sotto la superficie del bagno rotante.
Possono ovviamente essere realizzate anche delle combinazioni dei metodi di
stabilizzazione precedenti. Nel metodo “dry-jet wet”, per esempio, i tre
elementi, di scambio di temperatura, evaporazione solvente e coagulazione,
sono contemporaneamente coinvolti.
Dal punto di vista della produzione di fibre cave appropriate per essere
utilizzate nella separazione osmotica, si è sempre preoccupati che i metodi di
stabilizzazione portino a produrre pareti della fibra a bassa densità e
relativamente aperte, con flussi d’acqua adeguati all’osmosi inversa. La
struttura di parete densa ottenuta per fusione rotante ordinaria, per esempio,
produrrebbe un flusso d’acqua non interessante, perché troppo basso.
79
La tecnica di “dry spinning” porta a strutture ancora più dense.
Conseguentemente, le tecniche che utilizzano il “wet o dry-jet wet spinning”
sono preferibili per la fabbricazione di fibre cave che devono essere utilizzate
come membrane osmotiche. Qui, la composizione della miscela che sta
ruotando contiene il 10-30% di solidi e tuttavia ancora soddisfa i requisiti di
viscosità richiesti. Controlli corretti delle condizioni applicate al bagno di
coagulazione rotante possono provvedere alla stabilizzazione senza
sostanziale riduzione nel diametro del guidafilo e può essere preparata una
fibra con densità medio-bassa. La pelle densa e sottile, idealmente incorporata
in tale struttura aperta per provvedere alla selettività della membrana, può
essere formata anche durante questo processo di stabilizzazione attraverso il
controllo della diffusione del solvente/coagulante, fuori e dentro la parete
della fibra, sia dal lato esterno (lato del guscio) sia dal lato interno (lato del
lume) della fibra. In questo modo, risulta possibile controllare le condizioni di
coagulazione del bagno rotante, cambiando così la struttura della fibra.
Operazioni di post- trattamento
In ognuna delle varie tecniche di fabbricazione delle fibre cave, descritte
precedentemente, il guidafilo movibile è anche usato per altre operazioni,
oltre che per l'estrusione e la stabilizzazione. Tali operazioni includono, in
“wet spinning”, il lavaggio per rimuovere tracce di solvente e coagulante e
nel “melt spinning”, l’immersione in liquidi inerti per accelerare il
raffreddamento e minimizzare così le susseguenti variazioni morfologiche.
Altre sequenze applicate nella fibra cava, ottenuta per estrusione, possono
causare effetti più sostanziali e possono essere eseguite sia come parte della
preparazione della fibra in linea o come passi di post-trattamento separati.
In questa categoria sarebbe inclusa l'estrazione di componenti, dopo che è
avvenuta la stabilizzazione della fibra, creando così una porosità nella
struttura della parete, ad esempio:
- il rigonfiamento della fibra (swelling), stabilizzata da solventi diluiti o
plasticizzanti, sempre per creare ulteriore porosità;
80
- cambi nelle miscele del polimero attraverso reazione di superficie;
- semplice trattamento di calore, per consolidare la struttura della parete
della fibra (specialmente per le soluzioni a base di acetato di cellulosa).
Con le membrane a film sottile di Loeb-Sourirajan, controlli finali del flusso
d’acqua e della selettività sono realizzati con ricottura di acqua calda a
temperatura controllata (annealing temperature), che consolida la struttura
per ottenere le proprietà necessarie per i processi a membrana.
Un caso speciale di post-trattamento riguarda la preparazione di fibre cave
composite: si tratta di estrudere un substrato di fibra cava con flusso d’acqua
molto alto e, di solito, privo di una buona capacità per la reiezione di sale;
poi, in un passo successivo, si riveste il substrato con una pellicola di un
polimero diverso. Quello che rende molto attraente questa metodologia è che,
in principio, si possono selezionare individualmente i materiali più adatti per
la matrice della fibra cava (d’alta resistenza meccanica) e per il rivestimento
superficiale (discriminante nel trasporto).
Tuttavia, come con le membrane piane composite, le difficoltà principali sono
nel realizzare un’alta porosità del substrato, fornendo sempre un appoggio
adeguato per il rivestimento, e nel mantenere la continuità dello strato di
rivestimento molto sottile, richiesto per consentire una buona permeazione.
Polarizzazione di concentrazione
Profili macroscopici di concentrazione di sale sono presi in considerazione in
ogni trattamento del lato del guscio, come una conseguenza naturale dello
stato stazionario, in cui l'accumulo di sale è legato, complessivamente,
all’acqua prodotta.
Una più sottile e potenzialmente difficoltosa complicazione è la
concentrazione di sale microscopica sulla superficie di fibra. Una
particolareggiata analisi teorica di questo fenomeno è stata condotta col
risultato, piuttosto sorprendente, che in tutti i casi d’interesse pratico,
effettuati con sistemi di fibra cava, la polarizzazione di concentrazione è
81
risultata trascurabile; infatti, in una posizione determinata nel modulo, non c'è
differenza sostanziale fra la concentrazione di soluto locale all’esterno della
superficie della fibra e nella soluzione che si trova tra fibre adiacenti.
L'assenza di effetti di polarizzazione, in contrasto con la situazione di alto
flusso, nei sistemi a membrana piana od altri, può essere attribuita alla piccola
distanza interna tra le fibre che migliora così la retro-diffusione, anche con
flussi di acqua prodotta relativamente bassi. È importante notare, come
considerazione pratica, che la non-uniformità di tutte le distanze di
impacchettamento delle fibre potrebbe aumentare la deposizione di ioni
rispetto alla media, proprio dove sono maggiori le distanze tra una fibra e
l’altra. In questo caso, la polarizzazione locale è una possibilità non così
remota.
Criteri di progettazione del modulo
La progettazione o l'adattamento di un sistema di fibre cave, per applicazioni
in campi particolari, è sempre un compromesso fra i molti parametri che ne
determinano le prestazioni.
La Tabella 7 elenca le considerazioni principali, raggruppate secondo
requisiti di utilizzo, scelte di progetto e condizioni operative ammissibili.
Tabella 7: Considerazioni sulla progettazione del modulo
Campi di utilizzo
Produttività
acqua
Qualità acqua
Parametri di progettazione
modificabili
Risultati intrinseci delle
fibre
Diametro esterno delle
fibre
Costi di capitale Diametro interno delle fibre
Opzioni sul campo di
utilizzo
Pressione
Pretrattamenti
dell’alimentazione
Direzione del flusso
d’alimentazione
Costi operativi
Lunghezza fibre
Pulizia del fascio di fibre
Taglia e peso
dell’unità
Configurazione del fascio
di fibre
Densità
d’impacchettamento
Sostituzione del fascio di
fibre
Post trattamenti del
prodotto
Mantenimento
82
Alcuni requisiti di base, quali la produttività dell’unità complessiva e la
qualità del prodotto, normalmente, sono inserite nell’interesse del produttore
o dell’utente. Per soddisfare questi requisiti così come altri desiderabili
obiettivi delle prestazioni, si hanno, in linea di principio, varie possibilità nel
disegno del modulo per fibre cave.
Parametri, come il diametro della fibra (nel lato del guscio e del lume) e la
sua lunghezza, hanno un ruolo notevole nelle prestazioni di un modulo, oltre
che,
ovviamente
i
trattamenti
precedenti
dell’alimento.
Un’altra
considerazione che ha la priorità nella progettazione del modulo concerne la
praticità di costruzione e le spese di fabbricazione. Molte combinazioni di
progettazioni ottimali, per esempio, richiedono un diametro relativamente
grande della fibra, con una lunghezza abbastanza piccola; tuttavia, la
costruzione di moduli corti non è economica, principalmente sulla base
dell’unità d’area.
Una caratteristica anomala delle fibre cave è che la produttività totale non
varia semplicemente con la densità d’impacchettamento delle fibre; infatti,
perdite di pressione nel lato del guscio diventano più grandi all’aumentare
della densità d’impacchettamento poiché gli spazi d’interfibra divengono più
piccoli. In generale, i fattori che aumentano la portata d’acqua prodotta per le
singole fibre ne aumentano anche la qualità a causa delle relazioni date dal
modello di soluzione-diffusione per osmosi inversa. D’altra parte, in
confronto alla quantità d’acqua prodotta, la qualità è sempre maggiore (TDS
del prodotto minori) alle densità d’impacchettamento più basse; infatti,
l'aumento nella densità d’impacchettamento delle fibre non porta alcun effetto
benefico sulla produttività a meno che, teoricamente, gli altri parametri
rimangano immutati.
83
MEMBRANE SEMIPERMEABILI ITALIANE: “OSMOTEC”
La OSMOTEC S.p.A. (via F.lli Rosselli, 116/A – 13900 Biella) è l’unica
società in Italia in grado di produrre moduli a spirale avvolta, oltre a moduli
tubolari e dischi di membrana piana, utilizzando diversi tipi di polimero e con
un’ampia gamma di tagli molecolari.
Grazie alla versatilità del reparto produttivo, la OSMOTEC è in grado di
realizzare sia moduli standard che moduli costruiti su specifica richiesta, per
meglio adattare gli stessi alle diverse applicazioni e prodotti da trattare.
Nella Tabella 8 sono riportate le caratteristiche di vari tipi di moduli spiralati
da loro prodotti sia per osmosi inversa che per nanofiltrazione.
Tabella 8: Moduli spiralati della OSMOTEC
Codice
articolo
0155
0077
0076
0081
0104
0150
0029
0067
applicazione
Pressione
Reiezione
Massima (bar) media (%)
99,3*
82
98,5*
RO
99,2**
41
NF
97,7**
98***
Flusso
L
D
(L/h.modulo) (mm) (mm)
210
1016
99
150
370
1450
200
315
99
1016 200
1210
315
99
1260
200
NOTE: I valori individuali del flusso possono variare in positivo o negaivo del 15%.
Inoltre le condizioni d’operazione durante le prove sono: * NaCl 32 g/l, 55 bar, 25 °C,
24 ore; ** NaCl 32 g/l, 15,5 bar, 25 °C, 24 ore; ***MgSO4 2g/l, 7 bar, 25 °C, 24 ore.
84
POLARIZZAZIONE DI CONCENTRAZIONE ED
INCROSTAMENTO
L’espressione
“polarizzazione
di
concentrazione”
(CP=concentration
polarisation) è usata per indicare l’accumulo del soluto che ha subito
reiezione da parte della pellicola della membrana ed ha quindi accresciuto il
valore della sua concentrazione in prossimità della membrana (lato skin)
rispetto a quello della soluzione d’alimentazione; tale polarizzazione dipende,
per ogni ione, dal coefficiente di diffusione specifico (Fig.13)
Un’alta concentrazione di soluto in prossimità della superficie della
membrana causa una diminuzione del flusso d’acqua di permeazione, poiché
la pressione osmotica è cresciuta ed alcuni sali, come solfato di bario o di
calcio e carbonato di calcio, moderatamente solubili, possono anche
precipitare e incrostare la membrana (scaling), e quindi richiederne una
frequente pulizia.
Y
Polarizzazione di
concentrazione
X
PERMEATO
FLUSSO OSMOTICO
Direzione
ALIMENTO
Membrana semipermeabile
Fig.13: Sugli assi cartesiani, le ascisse rappresentano la distanza dalla skin e le ordinate il
valore della concentrazione di soluto nel flusso d’alimentazione.
La linea tratteggiata indica il confine del fenomeno di polarizzazione.
85
Una riduzione evidente nel flusso d’acqua di permeazione, per una soluzione
di CaSO4, dovuto alla CP è mostrata in figura 14.
1,0
0,9
0,8
JW/JW0
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0,0
0
20
40
60
80
100
120
140
160
180
200
Tempo, min
Fig.14: Comparazione tra flussi di permeazione per una membrana in poliammide
aromatica (FT30-BW) per soluzioni agitate (___) e non agitate (-----) di CaSO4, dove la
concentrazione iniziale è di 1,75 g/l e ∆P = 2,1x106N/m2 (2,1MPa).
L’agitazione è durata quasi 60 min.
Non appena l’agitazione viene fermata, CP cresce notevolmente: la
concentrazione di CaSO4 sulla skin supera il limite di saturazione
(supersaturation), il flusso diminuisce e si ha la formazione di precipitato.
Dato che la concentrazione di soluto nello strato più esterno della membrana
non può essere misurabile sperimentalmente, sono necessari, per il sistema,
dei modelli legati ai parametri idrodinamici relativi ai flussi di soluto e
solvente. L’equazione di Navier-Stokes di diffusione-convezione è stata
risolta numericamente non solo per calcolare la concentrazione sulla skin, ma
anche per calcolare il flusso d’acqua e la qualità del permeato. Con un
86
modello semplificato, che ipotizza uno strato di soluzione stagnante sulla
membrana e usa l’equazione di diffusione-convezione ad una dimensione, è
stata calcolata la concentrazione sulla membrana in un modulo RO (Brian –
1966). La forma integrata di questa equazione, largamente utilizzata per la
teoria dei film sottili, è data da
(Cw - Cp) / (Cb - Cp) = exp (Fw / ks)
con
Cp, concentrazione del permeato;
Cb, concentrazione del concentrato;
Cw, concentrazione del soluto nell’acqua d’alimentazione sulla superficie
della membrana;
Fw, flusso dell’acqua permeata;
ks, coefficiente di trasporto di massa, correlato con il numero di Sherwood,
che è dato dal rapporto tra il trasporto convettivo di massa vicino alla
membrana ed il trasporto molecolare di massa dato dalla diffusione.
Usando il modello semplificato, simulazioni di CP possono essere realizzate
facilmente in funzione della soluzione e di variabili come la pressione, la
temperatura, la velocità del flusso, usando pacchetti di software (come
Mathcad). La soluzione dell’equazione di CP e dell’equazione di trasporto
soluzione-diffusione, permette di predire CP, la reiezione di soluto ed il flusso
permeato, in funzione del numero di Reynolds.
Aumentando la turbolenza e quindi il numero di Reynolds, decresce l’effetto
della polarizzazione di concentrazione.
L’effetto sulla reiezione dovuto all’abbassamento di NaCl nel flusso di
alimentazione è mostrato in figura 15 (a,b); dove si mostrano i risultati tipici
di un tipo di simulazione della permeazione del sale nell’acqua, attraverso una
membrana RO.
87
Polarizzazione di
concentrazione
2,5
(a)
2,0
1,5
1,0 3
10
4
10
Numero di Reynolds
5
10
0,94
Reiezione
0,92
0,90
0,88
0,86
0,84
0,82
(b)
3
10
4
10
Numero di Reynolds
5
10
Fig.15: Simulazioni con Mathcad (CF = 5000 mg/l) in funzione del numero di Reynolds
per una soluzione di NaCl: a) concentrazione di polarizzazione (CP); b) reiezione
osservata (----) e intrinseca ( ) usando una semplice teoria modello per film.
Poiché la reiezione intrinseca, r = 1-Cp/Cw, è definita in termini di
concentrazione sulla skin, teoricamente dovrebbe essere indipendente dal
numero di Reynolds. D’altro canto, poiché Cw cresce, Cp dovrebbe crescere, e
ci si aspetta che anche la reiezione osservata sia fortemente dipendente dalla
diminuzione del flusso d’alimentazione.
88
Un altro parametro importante da considerare è il fattore di polarizzazione di
concentrazione (β):
β = Cw/Cb = exp (Fw / ks) / r + [(1-r) * exp (Fw / ks)]
Questo è più alto per ioni multivalenti che sono poi quelli maggiormente
coinvolti nel processo d’incrostazione delle membrane, poiché hanno retrodiffusione minore rispetto a quelli monovalenti, in relazione allo “schermo” di
molecole d’acqua che vi si legano attorno.
Recentemente, è stato usato tale fattore per calcolare la CP media di
un’elettrolita, in una membrana a spirale avvolta operante a differenti
condizioni di flusso e nel 2001, alla “Conferenza europea sulla dissalazione e
l’ambiente”, svoltasi a Cipro, è stato presentato un innovativo “modello di
previsione della soprasaturazione”. Questo modello è la combinazione di
modelli precedenti, presenti in letteratura, che permette di valutare CP per
solfato di magnesio, in una membrana a spirale avvolta per osmosi inversa, e
per NaCl e MgCl2, in una membrana a spirale avvolta per nanofiltrazione. Ai
fondamenti di questo studio vi è il coefficiente di trasferimento di massa
(MTC), che rappresenta il flusso corretto per le variazioni di temperatura e la
NDP (forza motrice netta):
MTC = (Qp * TCF) / (Am * NDP)
con Qp, portata del permeato; TCF, fattore di correzione della temperatura;
Am, area della membrana; NDP, pressione netta operativa (net driving
pressure).
Insieme al modello, con lo scopo di valutare anticipatamente l’intasamento, è
stato sviluppato e testato un monitor, denominato << ScaleGuard >>, che
permette un controllo automatico del sistema per evitare che ci siano
incrostazioni a partire dall’ultimo stadio, dove l’acqua d’ingresso nei moduli
ha la concentrazione maggiore ed è quindi più probabile che si abbiano
fenomeni di precipitazione.
89
SPORCAMENTO
Con questo termine, ci si riferisce alla deposizione di varie sostanze contenute
nel flusso d’alimentazione, sulla faccia della membrana o dentro i pori,
riducendo, conseguentemente, le prestazioni od il tempo di utilizzo delle
membrane utilizzate in RO; perciò, è necessario pretrattare l’acqua, prima che
entri nel modulo.
Uno dei primi aspetti da considerare nei processi di osmosi inversa è, quindi,
proprio lo sporcamento (anche irreversibile) della superficie della membrana.
Questo può far diminuire il flusso prodotto, ma anche cambiare notevolmente
la reiezione del sale e la selettività della membrana, nonché diminuire la
“vita” della stessa. Il sistema di pretrattamento previsto porta ad un notevole
aumento dei costi nelle operazioni con membrane; infatti, in alcuni casi, sono
necessarie spese che superano anche il 50% dei costi totali!
La causa dello sporcamento può essere generalmente ricondotta alla natura
chimica delle sostanze contenute nel flusso di alimentazione e nella selettività
della membrana stessa. Sono molte le categorie che possono essere coinvolte
in questo tipo di danneggiamento: agenti biologici, colloidi, agenti incrostanti,
organici, ossidi metallici e sospensioni solide in generale. Per applicazioni
particolari, una o più di queste categorie può diventare un fattore di pericolo
nei processi RO. Per esempio, nella dissalazione dell’acqua, si hanno notevoli
problemi con i colloidi e con le sospensioni solide; d’altro canto, il
trattamento delle acque reflue soffre prima di tutto dello sporcamento dovuto
agli organici disciolti e alla melma organica.
Lo sporcamento quindi deve essere preso in seria considerazione quando si
prospetta l’uso della RO (o della PRO) a livello industriale e, perciò, diventa
di fondamentale importanza la scelta della presa dell’acqua d’alimentazione.
Si possono distinguere due sistemi principali di prese:
- tramite pozzi, perforati vicino alla costa;
- diretta, a mare o in fiume nel caso di acqua salmastra.
90
Il primo caso offre alcuni vantaggi rispetto al secondo fra i quali, l’eccellente
filtrazione da parte del terreno che porterà l’acqua del pozzo ad avere pochi,
solidi sospesi e materiali organici, nonché, un basso contenuto di ossigeno
disciolto, il quale può provocare danni alla membrana e aumentare i problemi
legati alla corrosione. Inoltre, grazie all’azione mitigatrice del sottosuolo,
sono attenuate anche le variazioni stagionali di temperatura. Tuttavia, può
capitare che nel pozzo si abbia una quantità di TDS maggiore che prendendo
l’acqua direttamente e, perciò, sarà necessario valutare il caso specifico per
decidere come alimentare il sistema.
Nel secondo caso, si deve prestare un’attenzione particolare alle fluttuazioni
stagionali della temperatura, alle variazioni della composizione dell’acqua nel
corso dei cicli di marea e alla possibilità di pompare nel sistema numerosi tipi
di sporcanti come alghe, sabbia, pesci ed altri materiali. Come si può
facilmente dedurre, la scelta dell’ubicazione dell’impianto lungo la costa
rimane in conseguenza di ciò uno dei fattori più importanti. Per questo tipo di
prese, sono state studiate diverse soluzioni.
Il modo in cui gli sporcanti fanno decrescere il flusso della membrana varia,
dipendendo dal particolare sporcante; infatti, si possono formare strati di gel
sulla superficie per una varietà di costituenti che non entrano nella membrana,
oppure, l’accumulo di materiale può causare sulla faccia della membrana la
formazione di uno strato “a squame”. Vari microrganismi possono attaccarsi e
crescere sulla membrana, creando anche una melma biologica. Altri
componenti che possono formare strati di gel, sono costituiti di materiale
proteico e altre grosse molecole. In presenza di colloidi fini e solidi sospesi, i
pori della membrana possono anche otturarsi.
Il successo di un processo, RO o PRO, è quindi collegato indissolubilmente al
pretrattamento del flusso d’alimentazione.
91
Il tipo di pretrattamento dipende generalmente dalla natura chimica del
particolare sporcante ed è per questo che in alcuni casi è necessaria una
semplice filtrazione dell’acqua in ingresso ed altre volte, addirittura, creare
una serie di trattamenti da filtro. La maggior parte degli impianti RO e,
specialmente, quelli di grandi dimensioni (>370m3/die), richiedono un sistema
di pretrattamento progettato sulle specifiche applicazioni da seguire, quali le
variazioni stagionali dell’alimento o la qualità dell’acqua desiderata; perciò,
un piano logico e adeguato al tipo di sporcante, deve essere sviluppato per
assicurare il successo di un impianto.
I tipi di danno, apportati alla membrana, sono generalmente divisi in due
categorie:
- danni derivanti dall’intasamento (fouling);
- danni di tipo chimico.
Tuttavia, i due fattori più comuni che possono risultare dannosi per le
membrane utilizzate in osmosi inversa, sono la concentrazione di cloro e il
pH.
Il cloro, infatti, spesso viene aggiunto alle acque di alimentazione per
controllare la proliferazione microbica e perciò deve essere declorinata prima
di entrare in contatto con la membrana.
Tra i metodi più usati nella declorurazione vi sono:
- il trattamento di bisolfito di sodio (NaHSO3),
- quello con biossido di solfuro (SO2),
- la filtrazione a carboni attivi (carbon-filtration).
Ognuno di questi pretrattamenti risulta efficace e, perciò, la scelta sarà fatta in
base ai costi legati anche ad ulteriori trattamenti che si applicheranno
sull’acqua d’alimentazione. La declorurazione è molto importante per le
membrane in poliammide, mentre il controllo del pH è fondamentale per
quelle fatte in acetato di cellulosa; infatti, quest’ultime subiscono una rapida
idrolisi al di sotto di pH<4 e per pH>7.
92
Quindi, per tenere sotto controllo il pH:
- nel caso in cui lo si deve abbassare, viene aggiunto acido solforico o
cloridrico,
- nelle situazione in cui si deve aumentare, di solito, è usata soda caustica
Na[OH] o calce (Ca[OH]2).
Gli altri tipi di pretrattamenti sono elencati in Tabella 9 e discussi di seguito.
Tabella 9
TIPO DI SPORCANTE
PRETRATTAMENTO
Biologico
clorazione, ozonazione o UV
Organico
coagulazione/filtrazione,
carboni attivi, ossidazione, UF
(Proteine)
(MF o UF)
trattamenti acidi,
addolcimenti con calce,
Incrostazioni di SALI
agenti anti-incrostanti (SHMP),
agenti di chelazione (EDTA),
filtrazioni di sabbia
Ossidi metallici
scelta materiali, trattamenti acidi
Solidi sospesi
filtri vari, UF
coagulazione o flocculazione
Colloidi
seguite da filtrazione, UF
Un importante studio è stato recentemente pubblicato in cui la classificazione
dell’acqua da trattare si basa, non sul TDS, bensì sulla concentrazione molare
della stessa (WaterMolar Classification), portando alla distinzione in quattro
classi maggiori, differenziate dalla molarità di cloro (<10, 150, 400 e >600
mM di Cl-) che includono, a loro volta, dieci sottoclassi in funzione del
93
rapporto SO4/HCO3 (<0.1, 0.2, 0.5, 1.0, 2.0, 5.0, 10, 15, 20, >20). Tali classi
ricoprono lo spettro d’acqua con salinità tra ~200 mg/l e ~60,000 mg/l ed in
funzione di esse, che possono essere ulteriormente suddivise, si preventiva
precisamente l’impiego delle membrane e dei pretrattamenti più adatti.
TIPI DI SPORCANTI
Biologici
I componenti biologici formano sulla superficie della membrana melme che
possono causare una riduzione nel flusso di membrana ed i micro-organismi
possono attaccarsi alla membrana e proliferare. Sono effettuati trattamenti di
disinfezione come la clorazione (0,5 - 2 mg/l di cloro – di solito è usato
l’ipoclorito
di
sodio)
per
uccidere
i
micro-organismi,
prima
che
l’alimentazione entri nei moduli della membrana, poiché, come è stato detto,
il cloro causa molti danni alla maggior parte delle membrane. Ad esempio,
quelle in acetato di cellulosa, particolarmente soggette all’aggressione di
micro-organismi, possono resistere fino a 0.3-1,0 mg/l di cloro, mentre, le
membrane in poliammide possono resistere solo fino a concentrazioni di 0,05
mg/l. Inoltre, alcuni pretrattamenti, che usano tale elemento come
sterilizzante, devono avere uno stadio successivo per la rimozione del cloro in
eccesso prima dell’ingresso nel sistema, il più comune dei quali prevede l’uso
di bisolfito di sodio. Tuttavia se il cloro viene rimosso, ma rimangono ancora
pochi batteri, questi continuano a crescere. Per questa ragione, è preferibile
avere una membrana resistente al cloro per prevenire la crescita dei batteri,
mantenendo una bassa e continua percentuale di cloro all’interno del modulo
a membrana, invece di usare “trattamenti shock” che prevedono l’iniezione di
5 - 10 mg/l per 15 minuti ogni 8 ore.
Altri tipi di disinfettanti, utilizzati più recentemente, possono essere l’ozono, i
raggi UV, la formaldeide, il solfato di rame (utile soprattutto per alghe e
plancton), il bisolfito di sodio concentrato.
94
Sono state realizzate alcune membrane in TFC resistenti al cloro: le più valide
sono a base di poliammide (trans-2.5dimetilpiperanziofuranammide) che
sopporta comunque basse concentrazioni di cloro (3 mg/l), con una vita media
della membrana stessa di 3 anni circa; inoltre, è stato sviluppato, dalla
“Millipore Corporation”, un polisulfone sulfonato che ha proprietà di
resistenza al cloro apprezzabili.
Organici
I materiali organici possono essere di diverso tipo ed è per questo che possono
essere usati più sistemi per la rimozione degli stessi.
Materiale di tipo proteico e residui di cibo si trovano rispettivamente negli
scarichi delle industrie tessili e dell’industria per la preparazione di alimenti.
Poiché l'uso di RO sta crescendo nell'area del trattamento delle acque di
scarico industriali, è interessante determinare la causa di “proteinazione” delle
membrane e i possibili metodi di prevenzione. La dimensione delle molecole
proteiche impedisce loro di entrare nella matrice della membrana, per cui si
accumulano sulla superficie, formando così uno strato di gel e creando una
resistenza supplementare al flusso attraverso la membrana. Il punto
isoelettrico delle proteine in questione, il pH dell’acqua di alimentazione e le
forze elettrostatiche delle interazioni con la membrana, possono provocare
l’associazione delle proteine con la membrana stessa.
Per la dissalazione è importante sottolineare che la quantità di materiale
organico può variare tra 1mg/l in mare aperto e 80 – 100 mg/l sotto costa.
Questi materiali possono coagulare soprattutto se in fase di pretrattamento
sono utilizzati polimeri cationici, ma se in poca quantità, è preferibile
l’impiego di filtri a carboni attivi. Recentemente, l’impiego di membrane
rilavabili a fibra cava da UF ha trovato un’ottima applicazione per pretrattare
l’acqua presa in mare e diretta in un impianto RO, oltre che per estrarre agenti
patogeni o virus dall’acqua potabile o da acque reflue.
Un altro fattore notevole da considerare, che influenza particolarmente
l’utilizzo di MF ed UF, è la presenza di proteine denaturate che si possono
95
legare
alla
superficie
della
membrana,
per
soddisfare
condizioni
termodinamiche particolari; perciò, al fine di eliminare l’effetto della
“proteinazione” in MF ed UF, sono state studiate alcune modifiche
superficiali per impartire idrofilia alla superficie, in modo tale che il materiale
non si ricopra di queste proteine.
Ossidi di metallo
Sono stati trovati ossidi di Fe ed altri metalli nell’acqua di alimentazione
quando c’è stata corrosione dei tubi utilizzati nel processo. Questi ossidi di
metallo possono depositarsi sulla superficie della membrana e far diminuire la
permeazione. Questo tipo di effetto può essere rimosso dalle membrane con
l’aiuto di acidi, se scoperto per tempo, tuttavia, sarebbe meglio che il
fenomeno fosse prevenuto usando i materiali costruttivi corretti nel sistema di
tubazioni, per annullare la corrosione degli stessi.
Incrostazioni di sali inorganici
I sali inorganici possono precipitare sulla superficie della membrana quando il
limite di solubilità del sale viene superato e ciò può accadere frequentemente
quando si aumenta il recupero d’acqua. Tali precipitazioni possono
danneggiare le membrane per semplice impedimento meccanico o per
lacerazione del film a causa della cristallizzazione. Più comuni sono le
precipitazioni di CaCO3, per prevenire le quali si valuta l’indice di Langelier,
definito come: LSI = pH – pHs, dove pHs è il pH al quale l’acqua è satura,
appunto, di carbonato di calcio (valori superiori ad 1 indicano una forte
tendenza alla precipitazione).
Il trattamento varia sempre in base al sale da trattare e fra questi i più comuni
sono: i carbonati di Ca e Mg, i solfati di Ca, Ba, St e la silice. I metodi usati
per diminuire o eliminare la formazione delle incrostazioni possono essere:
- l’acidificazione tramite l’iniezione d’acidi appropriati (ad esempio H2SO4)
con i quali si converte l’alcalinità del bicarbonato in CO2, per eliminare i
sali solfatici o CaCO3 o MgCO3;
96
- l’addolcimento dell’acqua usando calce o carbonato di sodio calcico, con i
quali si rimuovono dall’acqua in forma di precipitati, idrossidi di calcio e
magnesio. In questo processo, con l’aiuto di coagulanti, possono rimanere
intrappolati nel precipitato anche molti silicati che si possono eliminare
anche con filtri a sabbia;
- l’aggiunta di agenti anti-incrostanti che permettono al sistema di lavorare
con concentrazioni al disopra del limite di solubità. Sono usati per i vari
solfati, carbonati e CaF2. Uno degli agenti più usati, in particolare per
controllare la formazione di solfato di calcio, è l’hexametafosfato di sodio
(SHMP).
Solidi sospesi e particolati
Solidi sospesi possono accumularsi sulla membrana, creando in tal modo una
resistenza supplementare al passaggio dell’acqua e provocando di
conseguenza un calo nel flusso o addirittura un’otturazione. Per prevenire
questo tipo di sporcamento della membrana si possono utilizzare in serie, filtri
e schermi, in modo da eliminare gli eventuali solidi sospesi prima che essi
entrino in contatto con la membrana. Per i particolati più grossi si possono
usare “idrocicloni” oppure filtri grossolani per poi passare a filtri a cartuccia;
inoltre, esistono filtri multistadio che contengono sabbia, granato e antracite
per rimuovere le particelle più fini. Il tipo di filtrazione necessaria dipenderà
anche dal tipo di membrana impiegata, ad esempio: le membrane a spirale
avvolta richiedono filtri con diametro tra i 20 ed i 50 micron contro i 5 micron
necessari per le fibre cave.
Colloidi
Sono particelle cariche, con diametro inferiore ad un micron. I materiali
colloidali presenti nell’acqua possono avere un effetto collante per le
membrane, provocando un calo nel flusso permeato. L’incollaggio da parte
dei colloidi può essere evitato, usando sia l’ultrafiltrazione che la
microfiltrazione, a seconda della taglia del colloide da eliminare, con
97
un’incidenza di utilizzo ben maggiore nel campo dell’UF. Tuttavia, bisogna
anche evitare l’intasamento di queste membrane con un adeguato
pretrattamento dell’acqua in ingresso, se si vuole ottenere una buona
prestazione del sistema. In alternativa, si può aggiungere all’acqua una
sostanza coagulante, come Al2[SO4]3, FeClSO4 o FeCl3, per formare aggregati
colloidali più grossi e più facili da filtrare.
Agenti multipli
In molte applicazioni più sporcanti sono presenti nell’acqua di alimentazione
di un qualsiasi processo. La scelta migliore sembrerebbe quella di eliminare
selettivamente tutti gli agenti sporcanti presenti nell'alimentazione, ma le
considerazioni
sull’economia
del
processo
non
permettono,
nella
maggioranza dei casi, l'eliminazione completa degli agenti sporcanti. Di solito
si fanno dei pretrattamenti mirati all’eliminazione degli sporcanti, presenti in
maggiore quantità; poi, quando i flussi permeati diminuiscono in modo
evidente, si effettuano, ogni tanto, tutte le operazioni necessarie
(economicamente convenienti) per la pulizia completa delle membrane.
PULIZIA DELLE MEMBRANE
Ancora una volta, la conoscenza della composizione chimica dell’acqua di
alimentazione e degli sporcanti è d’importanza fondamentale, anche quando si
puliscono le membrane.
I metodi per pulire le membrane sono stati accuratamente sviluppati e
possono essere divisi in due classi:
- I metodi di pulizia fisici che includono l'uso di palle di spugna, flussi
contro pressione (back-washing) e vibrazione.
- I metodi di pulizia chimici che possono utilizzare EDTA (acido
etilendiamminetetracetico) o altri agenti di chelazione, tensioattivi, acidi o
ditionati di sodio, per gli sporcanti che contengono ferro.
98
I metodi fisici possono essere compiuti solamente sulle membrane piatte o su
quelle tubolari, non per le membrane a fibra cava ed a spirale-avvolta che
invece richiedono trattamenti di tipo chimico.
Per esempio, strati di calcio possono essere rimossi con l’uso di acido, da
impiegare con la dovuta accortezza, visto che esposizioni prolungate della
membrana a certe sostanze possono danneggiarla.
In recenti ricerche, gli agenti di pulizia per migliorare le prestazioni delle
membrane, in termini di flusso, è la serie in due stadi acido
idrocloridrico/soda caustica, mentre, in termini di reiezione è quella
acido/detergente e base/detergente.
In generale, quando si usano i detergenti, l’efficacia di pulizia sulla membrana
è molto alta e la qualità del prodotto migliora.
Riduzioni del flusso possono avvenire anche nei sistemi che contengono
sostanze organiche di peso molecolare basso e, ciò, è dovuto, solitamente, alle
interazioni con i polimeri stessi della membrana.
POST-TRATTAMENTI
L’acqua permeata solitamente necessita di ulteriori trattamenti in particolare
per provvedere alla disinfezione ed eliminare la CO2 che si forma quando, in
fase di pretrattamento, è aggiunto acido. Qualche volta per rimuovere
l’anidride carbonica si usa un “decarbonatore” seguito da una miscelazione
con ossigeno per migliorare il sapore dell’acqua stessa. Più frequentemente, il
permeato viene fatto passare attraverso un letto di carbonato di calcio oppure
vi si aggiunge calce (Ca[OH]2) o soda caustica (Na[OH]), per ottenere la
formazione di bicarbonato di calcio, in modo da ridurre i problemi di
corrosione nel sistema di distribuzione dell’acqua. Inoltre, al fine di evitare
una eventuale contaminazione dell’acqua distribuita con micro-organismi od
agenti patogeni che abbiano passato il sistema filtrante delle membrane, si
potrebbe disinfettare il permeato con raggi UV od ozono, usando acqua
ossigenata come agente ossidante al posto del cloro.
99
PROGETTI D’IMPIANTO
In funzione dell’acqua da trattare e del prodotto desiderato, il progetto
dell’impianto ricopre la scelta dei materiali e della configurazione
dell’impianto stesso (produzione continua o non), oltre che la definizione di
come operare e controllarlo.
CONFIGURAZIONI D’IMPIANTO E SCELTA DEI MATERIALI
Esistono diversi modi in cui i moduli od i gruppi di moduli possono essere
aggregati per formare un impianto. La decisione di utilizzare un’opzione,
invece di un’altra, è influenzata da fattori che includono sia il tipo di processo
da svolgere sia la concentrazione di soluto trattenuto, nonché i tempi di
ritenzione e la minimizzazione d’acqua utilizzata.
Il tipo di membrana scelta non ha molto effetto sulla scelta dell’impianto.
Impianti conici (taper plants)
Questo tipo di struttura potrebbe essere chiamata anche a forma di “albero di
Natale”. Il fluido d’alimentazione è pompato in un numero di moduli paralleli
ed in serie, definiti secondo un ordine. Quello che viene trattenuto dal primo
blocco di moduli passa al secondo, e, successivamente, potrebbe andare ad un
terzo e poi ad un quarto, prima di uscire dall’impianto attraverso la valvola di
controllo. L’obiettivo della diminuzione dei moduli nell’impianto è quello di
mantenere la velocità ottimale attraverso la superficie di tutte le membrane
(Fig. 16). Caratteristica di questa disposizione è il continuo aumento della
concentrazione attraverso l’impianto in confronto all’iniziale del flusso
d’alimento; mediamente, si hanno alti flussi e basse concentrazioni nel
permeato con un recupero notevole d’acqua prodotta in rapporto a quella
trattata dall’impianto.
100
Modulo
Pompa
CONCENTRATO
Modulo
Modulo
Modulo
Modulo
Modulo
Alimentazione
Permeato
Fig. 16: Schema del circuito di un impianto conico
Questo tipo di configurazione, non è considerata adatta per la micro- e l’ultrafiltrazione, data l’alta velocità d’attraversamento richiesta, poiché ci sarebbe
una perdita eccessiva di pressione; invece, risulta molto adatta per l’osmosi
inversa, sebbene il livello di prestazione sia limitata dall’entità della pressione
disponibile.
Una caratteristica di questi impianti è il numero di moduli usati nel primo
blocco che è deciso in relazione al tasso d’alimento (range), dato da:
numero di moduli=flusso d’alimentazione/valore ottimale di attraversamento
Questa costrizione qualche volta può ostacolare il raggiungimento degli
obiettivi prefissati, eppure l’incoveniente può essere superato aggiungendo un
flusso di riciclo: dal filtrato/concentrato finale indietro verso la pompa
d’alimentazione. Questo permette una maggiore flessibilità nella scelta del
numero di moduli per stadio (array), ma siccome la concentrazione del flusso
d’alimento entrante diventerà maggiore, anche la concentrazione nel permeato
aumenterà. A sua volta, la maggior concentrazione d’alimento renderà minore
anche il flusso complessivo di permeazione, richiedendo un aumento dell’area
totale di membrana ed elevando il consumo totale d’energia.
101
Sebbene quest’impianto possa essere usato virtualmente con ogni tipo di
modulo disponibile, in particolare per la dissalazione, gli elementi a spirale
avvolta sono quelli comunemente utilizzati, tant’è che molti produttori di
questi elementi offrono pacchetti computerizzati per lo sfruttamento di tale
binomio nel trattamento dell’acqua, sia per gli impianti conici normali che per
quelli a riciclo parziale.
Impianti a produzione discontinua (batch plants)
Questo tipo d’impianti è usato per un vasto numero d’applicazioni, tanto da
ricoprire l’intera gamma di operazioni svolte con le membrane. Sono impianti
molto semplici, ma con una grande quantità di variabili da considerare per il
loro utilizzo. Il tipo più semplice di questi progetti viene chiamato “single
batch plant”, in cui il filtrato è rimandato al serbatoio del gruppo (batch tank),
mentre il permeato è continuamente rimosso. In tale impianto, sia la pressione
applicata che la pressione per produrre l’attraversamento è fornita da una sola
pompa, il che può portare ad avere grossi flussi attorno al serbatoio,
necessitando così di tubi con grosso diametro e di valvole fra il serbatoio, la
pompa e la serie di moduli. Per superare questo problema, si può organizzare
l’impianto con una pompa che trasferisce il fluido dal serbatoio in un circuito
chiuso (loop) in modo da far circolare il fluido attorno alla serie di moduli.
Una seconda pompa, situata nel loop, provvede all’attraversamento (cross
flow) e in molti casi un flusso di filtrato è continuamente rimandato indietro al
serbatoio. In questo modo, si può restringere l’uso di tubi con largo diametro
alla pila di moduli, eliminando anche il bisogno di utilizzare valvole di
controllo. La prestazione dei due tipi d’impianto sarà differente e la
concentrazione raggiunta sopra la serie di moduli sarà più grande nell’opzione
a due pompe che in quella ad una. Ciò significa che il livello massimo di
concentrazione sperimentato nella serie di moduli del sistema a due pompe
supererà la concentrazione finale del serbatoio e, perciò, potrebbe esserci una
concentrazione troppo elevata ed in seguito un aumento di sporcamento o
addirittura il blocco del flusso del modulo. Il grado accettabile del
102
superamento della concentrazione sarà in funzione del rapporto fra flusso
d’alimentazione e quello permeato. (Esempio: Assumendo che un impianto
operi con un flusso costante, J, ed abbia un’area, A, e che deve raggiungere un
fattore totale di concentrazione di 10 nel tempo di 20 h, se utilizzassimo un
sistema a doppia pompa e il flusso in ingresso, nel circuito chiuso, fosse
scelto di quattro volte superiore a quello permeato, allora la concentrazione
nella serie di moduli sarebbe 1.33 volte quella totale, in ogni momento).
Un vantaggio offerto da questi impianti rispetto a quelli “conici”, nell’osmosi
inversa, è la capacità di raggiungere concentrazioni più elevate, perché la
strada percorsa attraverso i moduli è più corta, permettendo così di applicare
una pressione maggiore al sistema e massimizzare la forza di spinta attraverso
la membrana. Sebbene il progetto di tale sistema è descritto, di solito, come
discontinuo, questo tipo d’impianto potrebbe produrre anche un flusso
continuo, qualora il prodotto fosse il permeato. In questi casi, il tempo di
residenza del prodotto nell’impianto sarebbe minore se paragonato a quello
del filtrato.
Tali impianti sono usati solitamente nella purificazione dei succhi di frutta
con l’ultrafiltrazione, dove il permeato è il prodotto richiesto ed il sistema con
una sola pompa risulta essere il più economico. Un’altra applicazione tipica è
la concentrazione di effluenti, dove l’effluente viene aggiunto al serbatoio di
gruppo ed il permeato rimosso, fino a che il serbatoio non è pieno di effluente
concentrato, il quale viene portato via per essere smaltito mentre l’unità di
membrana è collegata ad un secondo serbatoio. Per via dei lunghi tempi di
residenza dei materiali trattenuti, quest’impianti non sono usufruibili in
applicazioni dove il filtrato è il prodotto e la parte fluida è sensibile alla
degradazione, come ad esempio, la concentrazione del latte o del siero del
latte per la produzione di formaggio.
103
Impianti a spillatura (feed and bleed)
Questo tipo d’impianto consiste di un numero di pile di moduli ed ognuna è
collegata con una pompa per la circolazione. La pompa d’alimentazione fa
circolare il fluido nel circuito chiuso attorno alla prima pila. Ad una parte del
filtrato è consentito il passaggio (o spillatura) nella seconda pila, dalla quale
un altro po’ andrà nella terza pila e così via, finchè l’ultima spillatura non
uscirà tramite una valvola di controllo. Questa configurazione permette la
costante rimozione sia di ciò che viene trattenuto sia del permeato, perciò la
rende particolarmente adatta dove il filtrato potrebbe essere danneggiato dai
lunghi tempi di residenza nell’impianto, ma in generale è applicabile in tutti i
tipi di filtrazione.
La pressione d’impianto applicata è generata dalla pompa di alimentazione,
mentre la portata di attraversamento viene mantenuta costante dalle pompe di
circolazione che assicurano un costante recupero della caduta di pressione in
testa ad ogni pila.
In molti casi, il rapporto tra portata spillata in avanti e quella rimessa in
circolo, è basso, il che significa che la concentrazione nel filtrato che lascia
una fase è virtualmente la stessa della concentrazione media in quella fase.
Questo ci consente di dare un limite (step-like) al profilo di concentrazione
lungo l’impianto e perciò, dove il flusso è significativamente in funzione della
concentrazione, l’area totale di membrane di un impianto sarà influenzata dal
numero di passaggi usati.
CONFRONTO TRA IMPIANTI
Il tipo d’impianto può avere un grosso effetto sulla superficie totale delle
membrane e sull’energia consumata. Ciò può essere illustrato dalla seguente
Tabella 10 che ha utilizzato semplici modelli per ottenere valutazioni
teoriche, trascurando la polarizzazione e l’efficienza delle pompe. Il modello
utilizzato prevedeva un’operazione di RO con la pressione osmotica
proporzionale alla concentrazione; inoltre, i criteri per il confronto
104
prevedevano la stessa alimentazione, la stessa concentrazione del filtrato,
stessa pompa ad alta pressione, lo stesso tempo di utilizzo (10 ore), lo stesso
numero di elementi in serie per ogni pila ed il flusso costante per ogni
modulo.
Tabella 10: Confronto delle prestazioni dei vari tipi d’impianto
Flusso medio
taper > batch > 5 > 4 > 3 > 2 > 1
Concentrazione del permeato
1 >> 2 > 3 > 4 > 5 > taper > batch
Area totale
1 >> 2 > 3 > 4 > 5 > taper > batch
Potenza per unità di volume
permeato
taper > batch > 5 > 4 > 3 > 2 > 1
NOTA: I numeri in tabella indicano il numero di fasi per ogni impianto “feed and bleed”.
Dai dati è scaturito che il numero di fasi negli impianti “feed and bleed” ha un
grosso effetto sulla prestazione di tutto l’impianto stesso; infatti, già nel
passaggio tra una e due fasi c’è una forte diminuzione nell’utilizzo di energia.
Quando il numero di fasi aumenta, l’area totale delle membrane tende verso
quella richiesta dall’impianto “batch”, che potrebbe anche essere visto come
un impianto “feed and bleed” con un numero elevato di fasi. Tuttavia, un
impianto a spillatura, con un alto numero di fasi, è meno economico di un
equivalente impianto a produzione discontinua, a causa della maggior
complessità dell’ingegneria impiegata e per il maggior numero di pompe e
valvole.
L’impianto conico presenta una maggior area di membrane impiegate rispetto
a quello di gruppo, ma richiede una minor quantità d’energia. Questo avviene
in quanto la pressione media applicata nel “taper”, più bassa di quella
105
utilizzata nel “batch”, comporta una maggior area di membrane; inoltre, è
sprecata meno pressione alla valvola di controllo, per via della maggior
caduta di pressione dovuta al numero di moduli in serie.
Un altro confronto può essere fatto fra i tempi di residenza medi del filtrato in
ogni tipo d’impianto. Dai dati ottenuti potrebbe sembrare strano che il tempo
di residenza totale nel “feed and bleed” diminuisca con l’aumentare delle fasi,
ma bisogna ricordare che, in quest’esempio, anche la superficie della
membrana decresce. Il tempo di residenza nel “batch plant” è in funzione
dell’area delle membrane dello stesso ed è di solito di alcune ore, quindi
molto più alto, se paragonato ai minuti riscontrati negli altri impianti.
OPZIONI DI CONTROLLO
Esistono diversi modi per controllare questi impianti, in differenti situazioni.
Pressione costante
Questo tipo di controllo può essere fatto per tutti gli impianti descritti ed è
ottenuto con una valvola all’uscita dell’impianto, che nella sua forma più
semplice può essere adoperata anche manualmente. In ogni modo, a meno che
la valvola non sia regolarmente assettata, è probabile che la pressione salga
con il diminuire del flusso del permeato, a causa dell’intasamento o
dell’aumento della concentrazione.
Il successivo stadio di ricercatezza prevede la regolazione della valvola
tramite un trasduttore di pressione, situato in un punto appropriato
dell’impianto; ciò porterebbe ad una variazione di concentrazione nel filtrato,
dato che la portata del filtrato finale cambierebbe in conseguenza della
variazione di portata del permeato.
Negli impianti “batch”, dove queste variazioni possono dare piccoli effetti, è
meglio mantenere il flusso costante.
106
Portata costante di filtrato
In questo caso le valvole sono nel percorso del filtrato e sono azionate tramite
un trasmettitore applicato sullo stesso percorso del flusso. Il modo in cui
opererà
quest’opzione
dipenderà
dalla
sistemazione
della
pompa
d’alimentazione all’ingresso dell’impianto. Se il flusso di alimentazione è
costante, così come quello dato da una pompa volumetrica positiva o da una
pompa di centrifuga controllata, allora il sistema di controllo cercherà di
mantenere costante la portata in uscita, tramite la regolazione della pressione.
Per riuscire in questo, è necessario che la portata sia in funzione della
pressione, possibilmente in un ampio intervallo operativo e, per questo
motivo, tale controllo è sfruttato meglio per l’osmosi inversa (non-batch) e la
nanofiltrazione, dove si trovano questi due criteri; invece, non è adatta per
l’ultrafiltrazione, poiché il flusso spesso dipende poco dalla pressione. Ad
ogni modo, se la pompa d’alimentazione è una pompa centrifuga non
regolata, mantenendo una portata di filtrato costante, si avrà che, il flusso di
entrata (alimentazione) e la pressione, varieranno in funzione delle prestazioni
caratteristiche della pompa di alimentazione stessa. In generale, ciò porterà a
variazioni nella concentrazione del filtrato e dunque si avrebbe un effetto
indesiderato. Quest’ultimo motivo rende il sistema di controllo con filtrato
costante poco utilizzato.
Fattore di concentrazione costante
In quest’opzione di controllo, la portata al di fuori dell’impianto è paragonata
con quella all’interno ed è regolata in modo da avere un fattore di
concentrazione costante attraverso tutto l’impianto stesso. Questo tipo di
controllo trova impiego solitamente negli impianti “feed and bleed” dove la
portata è ampiamente indipendente dalla pressione, ma varia con il tempo e
quindi, in ogni caso, per l’intasamento delle membrane.
107
ALTRE OPZIONI
Includono, in relazione alla misura della concentrazione, l’utilizzo della
conducibilità elettrica, della densità, della viscosità e dell’indice di rifrazione.
Automazione
L’automazione degli impianti, nel caso di impianto assemblato in container
(self-contained skid), viene effettuata tramite una semplice scala logica di
sistemi a relè o tramite microprocessori di controllo. Sono comuni anche unità
integrate in un sistema di controllo centrale. La completa automazione
dell’impianto consente sia il funzionamento che la possibilità di eseguire la
pulizia dello stesso, permettendo all’operatore di intervenire per ricaricare i
CIP chimici nei serbatoi di deposito.
Ingegneria dell’impianto
Membrane e moduli costituiscono il cuore dell’impianto e la scelta, delle
configurazioni e dei materiali, dipende dal processo che si vuole ottenere. Se,
ad esempio, il fluido contiene solidi sospesi, allora un elemento a spirale
avvolta non potrebbe essere sfruttabile, poiché i solidi suddetti andrebbero a
bloccare i canali di flusso, rendendo difficile la pulizia della membrana. Una
membrana piana con canali liberi o un sistema tubolare, dovrebbe essere più
adatto a questo tipo di materiali sporcanti. Tuttavia, se il flusso
d’alimentazione è libero da solidi sospesi, l’opzione della spirale avvolta è
probabile che sia l’opzione più efficace.
Le proprietà di scorrimento del fluido di alimento sono importanti allo stesso
modo poiché la viscosità dello stesso rende maggiore la caduta di pressione
nel modulo durante la fase di percorrenza lungo la membrana; perciò per
fluidi viscosi sarebbe necessario operare a velocità minore di quella ottimale
oppure accorciare il percorso del fluido lungo i moduli. Quest’ultima
operazione potrebbe compiersi disponendo meno moduli in serie o
modificando la struttura del canale interno.
108
Il tasso di cambiamento della viscosità apparente è un altro fattore da
considerare, dato che può causare una cattiva distribuzione del flusso o il
bloccaggio del canale. Ciò può avvenire perché i flussi d’acqua lungo
membrane nuove variano, cosicché è possibile avere due membrane adiacenti
con portate significativamente diverse. Il fluido, dove i flussi attraverso la
membrana sono più alti, subirà un maggior aumento di concentrazione
rispetto alle zone della membrana dove i flussi sono più bassi. Se ci fossero
questi risultati con cambiamenti significativi della viscosità apparente, allora
la velocità di percorrenza della membrana, a prescindere dalle sue possibilità,
diminuirebbe, dato che la caduta di pressione in entrambi i canali deve essere
uguale se hanno un collettore comune. La ridotta portata consentirà alla
concentrazione e alla viscosità apparente di aumentare ulteriormente.
Quest’andamento continuerà finché la viscosità apparente nei canali ad alto
flusso diventerà così grande da bloccare il canale; d’altra parte tutto il
processo sarebbe accelerato se il fluido fosse diluito. Inoltre, una riduzione in
velocità porterà alla diminuzione della portata di fluido, che aumenterà il
tasso di aumento della viscosità apparente. Per superare ciò, è necessario
assicurare che la velocità di percorrenza sia mantenuta sufficientemente alta e
che la lunghezza del canale non sia troppo lunga.
Congegno delle tubature
La progettazione del complesso delle tubature per impianti a membrana segue
la normale prassi dell’ingegneria, ma con alcune considerazioni particolari. Il
sistema di tubature, nella maggior parte dei casi, dovrebbe essere progettato
per consentire alla portata del permeato di non avere diminuzioni e di
minimizzare
la
contropressione
della
stessa
(back-pressure).
La
configurazione dell’impianto dovrebbe anche eliminare la possibilità di
creazione di bolle d’aria nelle tubature che potrebbero causare una
diminuzione della prestazione delle membrane; ciò potrebbe accadere durante
un arresto temporaneo non programmato, qualora ci fosse una caduta
109
improvvisa di pressione dalla parte del filtrato. Esistono membrane che
possono resistere al “flusso di ritorno”, nel caso che la pressurizzazione del
permeato sia richiesta per portare a termine il flusso di ritorno stesso.
In conclusione, il sistema di tubature, per il filtrato e l’alimento, dovrebbe
essere progettato per resistere all’inerzia eccessiva che si ha all’inizio del
processo e nel caso d’arresto temporaneo, poiché si possono creare pressioni
negative all’interno dei moduli, portando al danneggiamento delle membrane.
Ciò si può ottenere mantenendo percorsi brevi nei tubi o includendo negli
stessi dei sifoni di rottura.
Pompe
La vasta varietà di pompe utilizzate vede primeggiare quelle a pistone e quelle
centrifughe. Queste ultime possono essere a più stadi, per raggiungere le alte
pressioni necessarie nell’osmosi inversa, oppure normali, se utilizzate
nell’ultra- o nella micro-filtrazione. Solitamente, quelle ad alta pressione sono
progettate per funzionare ad aspirazione e, nel caso di fluidi viscosi, esistono
pompe ad ingranaggio e pompe con intercapedini progressive.(progressing
cavity pumps).
Valvole
Un tipico impianto richiederà valvole di controllo o regolazione e
d’isolamento. I tipi di valvole usate normalmente nell’industria dipenderanno
dall’impianto in cui dovranno essere installate. Le scelte più comuni
prevedono, nel caso di basse pressioni, valvole a farfalla per l’isolamento e
valvole a diaframma per la regolazione, mentre ad alte pressioni valvole a
palla per l’isolamento e valvole a punta o a camma per il controllo.
110
CONSIDERAZIONI GENERALI PER LA PROGETTAZIONE
I criteri per la progettazione di un impianto a membrana sono semplici.
Ovviamente, l’attrezzatura usata dovrà essere regolata per le pressioni e le
temperature che l’impianto dovrà sopportare. Le pompe devono essere adatte
a dare la velocità appropriata di percorrenza, soprattutto nel caso delle pompe
di circolazione o d’alimentazione negli impianti conici; invece, negli impianti
a produzione discontinua, le pompe d’alimentazione dovrebbero essere
regolate per superare la portata massima del permeato almeno per un fattore
di 1,5. Quanto considerato in precedenza per la progettazione dell’impianto
deve essere valutato sia per il funzionamento in fase di produzione che per
quello della modalità di pulizia; infatti, le portate richieste per la prima
operazione sono inferiori a quelle utilizzate nella seconda, anche se le
pressioni utilizzate durante la fase di pulizia sono più basse di quelle del
processo di produzione. Nel caso di ultra- e micro- filtrazione la differenza
potrebbe non essere così grande e un’attenta scelta delle caratteristiche della
pompa potrebbe provvedere a fronteggiare entrambi i compiti con una sola,
ma sarebbe il caso di un impianto dove già vengono utilizzate pompe di
circolazione. In altri casi sarebbe all’uopo avere una pompa addizionale adatta
all’operazione di pulizia dell’impianto.
La situazione dell’osmosi inversa è opposta alle precedenti poiché le pressioni
richieste durante il processo sono più grandi di quelle richieste
nell’operazione di pulizia e ciò significa che la portata del permeato nel
processo è simile a quella durante la pulizia; infatti, viene utilizzata la pompa
per il processo di flusso per entrambe le operazioni. Un altro obbligo che
impone la pulizia nella progettazione dell’impianto è la selezione dei
materiali, che devono essere compatibili non solo con la portata che si viene a
creare durante quest’ultima, ma anche con quella della fase di processo.
Generalmente queste richieste di compatibilità sono legate all’efficacia di
detergenti caustici, acidi e agenti ossidanti, come perossido d’idrogeno o
ipoclorito di sodio.
111
CORROSIONE
L’acqua di mare o salmastra è molto corrosiva e la presenza delle alte
pressioni alle quali operano gli impianti RO, nonché degli acidi necessari
durante il pretrattamento, portano il fenomeno ad essere accentuato. Uno dei
principali problemi della corrosione è la formazione d’ossidi di metallo che
possono intasare la membrana. Per impianti a bassa pressione perciò è
preferibile utilizzare, dove si può, materiali plastici come PVC o polietilene.
Negli impianti ad alta pressione il materiale più usato è l’acciaio inossidabile
a base di nichel che permette di evitare la vaiolatura (pitting corrosion), cioè
la formazione di puntini di corrosione che indeboliscono la struttura del
metallo, o la formazione di crepe (crevice corrosion). Entrambi i fenomeni
sarebbero deleteri per la resistenza alle pressioni impiegate in un sistema RO.
APPLICAZIONI DELL’OSMOSI INVERSA
Sviluppi e miglioramenti, nei materiali polimerici delle membrane e nei
moduli per osmosi inversa, hanno aumentato i settori in cui la RO può essere
applicata. Inizialmente, l'industria RO si è sviluppata fondamentalmente per la
dissalazione dell’acqua marina o salmastra; i nuovi settori operativi
includono: la purificazione delle acque reflue di galvanostegia, d’industrie
della carta o tessili, di lavorazione radioattiva o petrolifera e delle acque
municipali in genere; inoltre, per la crescente domanda sul mercato, l’osmosi
inversa è sfruttata nella produzione d’acqua ultrapura, usata in elettronica,
cosmesi, farmaceutica e processi alimentari.
Le membrane per nanofiltrazione (“loose RO”) che danno alti flussi, a
pressioni blande, ed una reiezione molto bassa, hanno trovato una notevole
richiesta, in funzione della loro peculiarità di essere caricate negativamente.
Per ogni applicazione sarà quasi sempre necessario un pretrattamento,
adeguato al caso specifico.
112
DISSALAZIONE
La dissalazione d’acqua di mare e salmastra è stato il primo utilizzo di RO ed
è ancora oggi l'uso principale. Questo tipo d’applicazione si è sviluppato negli
anni ’60 a causa dell’ingente bisogno d’acqua potabile in aree del mondo
dove c'era scarsità d’acqua e dove il costo dell’energia era basso: anzitutto
nella penisola Arabica; inoltre, in molti paesi mediterranei e mediorientali,
negli ultimi 10-15 anni, la disponibilità di acqua pro capite si è abbassata
dell’80%, in funzione della crescita di popolazione, d’infrastrutture turistiche
e del numero d’industrie, perciò, alcuni governi hanno attuato importanti
programmi di recupero dell’acqua, basati sul riutilizzo di acque reflue,
salmastre o di pozzi contaminati. In questo senso, l’impiego di un sistema di
membrane integrato (IMS) che prevede la combinazione di MF o UF continue
con NF o RO, si è rivelato migliore di sistemi tradizionali che prevedono
l’impiego di altri pretrattamenti, prima della filtrazione ottenuta da osmosi
inversa. Tale sistema è il più conveniente, specialmente quando l’acqua da
trattare è carica di solidi sospesi e colloidi o, in generale, è costituita da
contaminanti di vario genere.
La produzione d’acqua potabile, tramite dissalazione, implica la riduzione
della totalità dei solidi disciolti (TDS) a concentrazione inferiore a 500 mg/l e
RO è, senza dubbi, economicamente vantaggiosa rispetto ad altre tecnologie
di dissalazione, quali: distillazione (multistadio flash - MSF; multieffetto),
evaporazione, scambio ionico, compressione di vapore ed elettrodialisi;
infatti, fin dalla metà degli anni ‘80, per concentrazioni di NaCl, comprese tra
5-100 g/l, la tecnologia dell’osmosi inversa era ritenuta la più conveniente
(Strathmann-1984): per concentrazioni minori era preferibile l’elettrodialisi,
per concentrazioni maggiori la distillazione.
I vantaggi dell’osmosi inversa nei confronti degli altri sistemi sono:
- i bassi capitali d’investimento;
- la minima richiesta di spazio;
113
- la facilità di costruzione e quindi la necessità di poco tempo per la
realizzazione dell’impianto;
- i minimi problemi di corrosione;
- la facilità di operazione e mantenimento, grazie alla suddivisione in
moduli dell’intero sistema.
L’osmosi inversa è stata applicata, inizialmente, per dissalare acque salmastre
(meno di 15g/l) che hanno una concentrazione di TDS più bassa rispetto
all’acqua di mare (in media 35g/l negli oceani, ma anche 50g/l nel Mar
Rosso). La differenza in TDS, si traduce in una differenza sostanziale nella
pressione osmotica, e, quindi, nella pressione di conduzione del processo RO.
Per questo motivo, il bisogno di dissalare acqua di mare ha portato allo
sviluppo di membrane capaci di operare a pressioni vicine ai 10,3 MPa (quasi
100 atm). Esistono molti tipi di configurazioni d’impianti che sono stati
studiati in funzione delle variabili presenti: il tipo d’acqua da trattare in
quantità e qualità, materiali anti-corrosione e resistenti alle pressioni
esercitabili durante il processo.
E’ importante sottolineare la convenienza di usare due stadi nella dissalazione
quando il TDS è superiore a 38g/l (salinità facilmente riscontrabile nel
Mediterraneo): nel primo stadio si prevedono moduli per acqua di mare
(SWRO) e nel secondo stadio moduli per acqua salmastra (BWRO).
Alcuni impianti producono sia energia che acqua dissalata e combinano la
tecnologia di distillazione MSF con l’osmosi inversa, soprattutto per salinità
di partenza elevate e per aggirare il problema principale della distillazione,
cioè, quello di rilasciare nell’ambiente scarichi ad alta temperatura; infatti,
nella MSF, che è una tecnica molto diffusa, l’acqua di mare viene riscaldata a
circa 93°C e fatta passare in più camere successive con una pressione
progressivamente più bassa. In queste camere, l’acqua ed il vapore presenti si
trovano in equilibrio in un certo rapporto determinato dai particolari valori
della pressione e della temperatura. Quando la pressione è portata al di sotto
di quel valore, si verifica una reazione immediata, per cui l’acqua si trasforma
114
istantaneamente (in un “flash”) in vapore, per mantenere l’equilibrio. A
questo punto il vapore, urtando contro una superficie più fredda vicino alla
sommità della camera, condensa e l’acqua dolce che ne deriva è raccolta dai
collettori. Impianti MSF sono stati installati in varie località di tutto il mondo
fra cui in Italia, a Taranto e vicino a Trapani, e, fra i primi costruiti, nel
lontano 1967, è stato quello di Key West in Florida.
L’impianto di dissalazione ad osmosi inversa più grande nel mondo è un
impianto d’acqua salmastra a Yuma, in Arizona, della capacità produttiva di
278000 m3/die, dove, membrane d’acetato di cellulosa a spirale avvolta
producono acqua permeata che ha una concentrazione di 200 mg/l di TDS,
partendo da acqua che contiene 3100 mg/l di TDS.
Uno degli impianti di dissalazione con acqua di mare più grande nel mondo
opera dal 1993 ad Al Jubail, in Arabia Saudita e rifornisce di acqua la città di
Ryadh a 500km di distanza. Ha una capacità di 91000 m3/die con una quantità
di TDS minore di 350 mg/l nel permeato, contro quelli contenuti nell’acqua
del Golfo Arabico di circa 43000 mg/l. I sistemi di pretrattamento per
quest’impianto includono trattamenti fisici (una serie di filtrazioni ed un filtro
a cartuccia) e trattamenti chimici (clorazione, aggiunta del flocculante FeCl3 e
di acido solforico per evitare incrostazioni). L’intero impianto, combinato con
MSF e utilizzante 205 moduli con membrane a fibra cava della DuPont, riesce
a produrre acqua con un consumo energetico di circa 5 kWh/m3.
Dissalazione da osmosi inversa centrifuga
Circa dieci anni fa è stato ideato un prototipo che utilizza la forza centrifuga
per esercitare la pressione necessaria a dissalare acqua di mare con membrane
a spirale avvolta poste su un rotore. Tale sistema ha il vantaggio di escludere
la pompa ad alta pressione e, quindi, di produrre poco rumore e bassi livelli di
vibrazione; per questo, è stato installato su una nave militare canadese
mostrando un’efficienza di 5 kWh/m3.
Si prevede per questa tecnica lo sviluppo di piccoli impianti.
115
Dissalazione alimentata da energia eolica
Specialisti dell'Istituto tecnologico delle Canarie, nel loro centro di ricerca,
hanno realizzato un prototipo d’impianto per dissalazione dell'acqua di mare,
interamente alimentato dall'energia del vento. Fu costruito sul versante sudest di Gran Canaria, dove è stata calcolata un'aspettativa media annuale di
vento a 7,5 m/s, più che sufficiente a far funzionare con profitto gli altissimi
aerogeneratori a due pale che sono disseminati su questo lato dell'isola e che
già producono energia elettrica per usi civili. Nel 1995, due di questi
aerogeneratori sono stati collegati direttamente al sistema di pompaggio
dell'acqua, ottenendo un impianto di dissalazione ad osmosi inversa che per
funzionare, non ha quasi bisogno d’elettricità dalla rete di distribuzione.
Sfruttando l'energia del vento si producono, così, 24 m3/die di acqua dolce.
L'impianto è, tecnicamente, ancora un prototipo, ma con pochissimi
adeguamenti potrebbe diventare realizzabile dovunque ci sia vento e ci sia
bisogno d’acqua potabile.
Capacità e costi nei processi di dissalazione
I costi di un impianto per RO variano in funzione delle dimensioni dello
stesso. In generale, la percentuale sul capitale d’investimento, per l’acquisto
delle membrane necessarie, può variare tra il 10% ed il 40%, rispettivamente
per piccoli e grandi impianti. La parte di spese che riguarda gli altri
componenti del circuito (pompe, valvole, tubazioni, contenitori) può
raggiungere anche il 40% dei costi totali, nei grandi impianti; invece, la parte
elettronica di controllo automatico del sistema (PLC) può arrivare al 15%
dell’investimento. I lavori di tipo civile legati all’ubicazione dell’impianto
diventano importanti per grossi impianti, dato che, spesso, è possibile inserire
il sistema in poco spazio.
Per quel che riguarda i costi operativi, la sostituzione delle membrane
richiede la spesa maggiore, tra il 30 ed il 45% del totale; infatti, la vita media
delle stesse può variare tra i 6 mesi, in trattamenti di acque particolarmente
aggressive, ed i 4-6 anni (di solito la garanzia allegata è però di 2-3 anni).
116
Decidendo di adoperare membrane ceramiche anziché polimeriche, si andrà
incontro ad una spesa iniziale maggiore, bilanciata però da una durata più
lunga delle membrane esposte alle medesime condizioni. I pretrattamenti
sono un altro fattore molto importante, da valutare per ogni singolo caso,
mentre, la pulizia delle membrane contribuisce mediamente al 5-10% sul
totale dei costi operativi.
Il consumo d’energia necessaria, legato soprattutto alle pompe, cambia in
riferimento al processo utilizzato (dati del 1996):
NF (0,4 kWh/m3), BWRO (1,6 kWh/m3), SWRO (4,4 – 8 kWh/m3).
A Grand Canaria, una compagnia spagnola ha sviluppato un impianto pilota,
per osmosi inversa, con un nuovo sistema di recupero energetico. Tale
impianto, con una capacità di produzione di 2000 m3/die, è entrato in funzione
nell’Agosto 2000, raggiungendo un efficienza energetica di 1,93 kWh/m3.
Oggigiorno i costi legati alla dissalazione dell’acqua marina sono,
normalmente, dell’ordine di $0,55-0,80 per m3 d’acqua permeata, nel caso in
cui l’impianto produca più di 50000 m3/die.
Per impianti da 10000 a 50000 m3/die, i costi salgono a $0,68-0,81 per m3.
Nel caso d’acqua salata con un grado di TDS pari a 33g/l, la norma prevede
costi di $0,25-0,28 per m3, ma è facile intuire che la dissalazione d’acqua
salmastra sarà più economica della dissalazione d’acqua marina.
In generale, comprendendo anche i costi di ammortamento del capitale, le
spese per il personale addetto alla manutenzione, eccetera, si deve
considerare, per l’utente del servizio, un costo reale totale di circa $ 2 per m3!
Tecniche innovative di recupero energetico applicate al flusso possono
abbassare i costi almeno del 10%.
117
Sistemi per il recupero energetico da processi RO
Dalle prime sperimentazioni degli anni ’70, si è giunti alla fase attuale di
commercializzazione dei nuovi sistemi per il recupero energetico che
presentano aspetti interessanti per affidabilità e costi, essendo stati gli
impianti di dissalazione penalizzati dall’alto costo che si aveva per l’impiego
dell’energia occorrente.
Dato che i più innovativi sistemi di recupero energetico permettono di ridurre
il consumo energetico specifico a meno di 3 kWh/m3 e di allungare la vita
delle membrane di un impianto RO, si può prevedere che tali dispositivi
saranno necessariamente parte integrante della progettazione di un impianto
ed è da notare il fatto che alcuni di essi hanno la possibilità di essere inseriti
anche su vecchi impianti.
Lo stato dell’arte dei dispositivi di recupero energetico contempla due
categorie:
I. tecniche convenzionali, basate sull’impiego di una turbina che,
recuperando energia dal flusso di acqua concentrata pressurizzata uscente
dai moduli, alimenta energeticamente la pompa ad alta pressione,
II. sistemi innovativi, fondati sulla pressurizzazione diretta dell’alimento da
parte dell’acqua concentrata (salamoia) pressurizzata uscente dai moduli.
I. Impianti RO con turbine per il recupero energetico (ERT)
Tali dispositivi convenzionali, basati sul principio della conversione
dell’energia della portata d’acqua concentrata pressurizzata in energia
meccanica, tramite pompe reversibili, turbine idrauliche o turbine Pelton,
presentano efficienza ridotta, data dalla perdita d’energia per l’utilizzo di
elementi rotanti. Il percorso di conversione dell’energia della pressione di un
flusso in lavoro meccanico e poi ancora in pressione, è meno efficiente
rispetto ad uno scambio diretto di pressione tra due fluidi (lo scarico e
l’alimento, rispettivamente).
I sistemi ERT (Energy Recovery Turbine) hanno comunque trovato utilizzo in
installazioni, site in regioni con adeguata copertura di rete elettrica, con
118
grandi capacità produttive e dove, perciò, il costo unitario (per kWh)
dell’energia elettrica è sufficientemente basso.
Gli impianti convenzionali RO dotati di ERT prevedono:
• il pompaggio del 100% della portata d’alimento con necessità di
pompe
centrifughe
multi-stadio
(meno
efficienti
delle
volumetriche) operanti su alte portate;
• importanti costi d’investimento iniziale in caso di grandi
impianti;
• consumo energetico specifico intorno ai 4 – 6 kWh/m3.
I sistemi ERT convenzionali, presentano costi d’investimento elevati e gli
interventi di manutenzione richiedono il completo arresto dell’impianto per
tutta la durata dell’intervento.
Tra le molte società che forniscono i sistemi ERT, segnaliamo:
• Calder AG Switzerland, Industrie Nord, CH-5704 Egliswil;
• David Union Pumps Ltd, Textron Co, Sheffield, UK;
• FEDCO, LLC, Monroe, MI 48162, USA.
II. Impianti RO innovativi con sistemi a scambio di pressione
Il sistema a scambio di pressione, PE (pressure exchanger), realizza il
trasferimento diretto di pressione dalla salamoia pressurizzata uscente dai
moduli RO al flusso d’acqua di alimento entrante negli stessi moduli. Tale
trasferimento di pressione tra fluidi, a contatto diretto o indiretto con
l’interposizione d’opportuni separatori (pistoni), è molto efficiente. Il primo
prototipo è del 1987.
Due sono le tecnologie con cui esso viene realizzato e, sul mercato, poche
piccole società ne possiedono i brevetti:
• serbatoi a riempimento alternato con contatto diretto/indiretto
salamoia/alimento (PE Desalco Ltd, Hamilton HM11, Bermuda;
119
Siemag Transplan GmbH Mining Div., 57250 Netphen
Germania; Aqua Design Inc., California)
• rotori ceramici forati interposti tra salamoia ed alimento (Energy
Recovery Inc., 1908 Doolittle Drive San Leandro, CA 94577).
La prima soluzione prevede l’uso di almeno due serbatoi a tenuta che operano
alternativamente, consentendo alla salamoia pressurizzata in uscita dai moduli
RO di pressurizzare direttamente l’alimento. Un complesso sistema di valvole
a controllo elettronico rende possibile l’alternarsi dei due serbatoi nei cicli di
lavoro e di riposo, garantendo in tal modo il funzionamento in continuo del
dispositivo PE.
La seconda è riportata in Figura 17, in cui il recupero della pressione del
concentrato in uscita è recuperata tramite un rotore con un’efficienza che può
superare anche il 95%.
Fig.17: Schema di un impianto RO con PE a rotore ceramico
120
Gli ERS (Energy Recovery Systems) sviluppati dalle suddette società hanno,
grosso modo, la stessa efficienza energetica e comportano:
Pompa d’alta pressione 50–60% più piccola che negli impianti
convenzionali, in quanto dimensionata per una portata d’alimento pari
alla sola portata di permeato prodotto (mentre nei sistemi convenzionali
il 100% dell’alimento è pressurizzato dalla pompa ad alta pressione);
Pompa ausiliaria ridotta, dimensionata per una portata pari a quella
della salamoia uscente dai moduli;
Fabbisogno energetico della pompa ausiliaria, pari a circa il 5–10% (al
variare del fattore di recupero) di quello della pompa ad alta pressione;
Possibilità di usare una pompa ad alta pressione volumetrica (più
efficiente) non più solo per impianti di taglia medio–piccola.
Breve presentazione dei PE attualmente sul mercato
Desalco Ltd
Questa società ha sede nei Caraibi, e dal 1990 ha progettato e costruito
impianti di dissalazione medio–grandi utilizzando la tecnologia DWEER
(Dual Work Exchanger Energy Recovery), da loro sviluppata e brevettata.
-
Il cosiddetto “Work Exchanger” (letteralmente, Scambiatore di Lavoro)
realizza il trasferimento della pressione dal flusso di salamoia in uscita
al flusso d’alimentazione, tramite pistone, necessario per evitare la
miscelazione dei due fluidi.
-
Il sistema DWEER opera con 2 o 3 serbatoi orizzontali in parallelo, in
un ciclo di lavoro che impiega una pompa ausiliaria che va a
compensare le perdite di carico del ciclo stesso e dei moduli a
membrana.
-
I serbatoi operano senza sosta tra loro sfasati, caricando e scaricando
salamoia, mentre il pistone (interno a ciascun serbatoio) si muove
avanti ed indietro alternativamente ad alta e bassa pressione.
121
-
La temporizzazione del sistema è garantita dal controllo con valvole
on/off.
-
Una speciale valvola lineare (LinX) è stata sviluppata per operare un
veloce scambio di ruoli tra i serbatoi e permette cicli molto brevi,
dell’ordine di 30–50 secondi.
Svantaggi:
- I serbatoi in acciaio, con rivestimento interno anticorrosione, sono costosi;
- Per limitare le dimensioni dei serbatoi (e quindi il relativo costo iniziale), è
necessaria la costosa valvola lineare precedentemente illustrata;
- L’orizzontalità dei serbatoi porta ad indesiderate intrusioni di salamoia
nell’alimento per la non perfetta tenuta del pistone, portando così a perdite
d’efficienza;
- L’equipaggiamento completo (2 o 3 serbatoi, la valvola lineare, la pompa
ausiliaria, eccetera) rappresenta un’addizionale investimento con lungo
tempo di ammortamento;
- Il metodo DesalCo risulta interessante laddove si abbiano alti costi
dell’energia ed impianti da 5000 m3/d e più, per i quali il risparmio
energetico ha un ruolo significativo nella determinazione del costo finale
dell’acqua prodotta.
Capacità
Pressione
Fattore di
Consumo
Produttiva
Alimento
Recupero
Specifico
(m3/die)
(bar)
(%)
(kWh/m3)
ERT
1,070
66
52
3.0
DWEER
1,700
66
50
2.2
SISTEMI
RECUPERO
D?ENERGIA
59%
Stesse
26%
Incremento
Condizioni
Riduzione
Produttività
Operative
del Consumo
Energetico
122
Siemag Transplan GmbH
Questa Società produce un dispositivo per il recupero energetico, denominato
PES (Pressure Exchanger System), mutuato dal settore minerario, settore di
mercato della società stessa. Si tratta di un sistema di scambio di pressione
molto simile a quello precedentemente illustrato della DesalCo, e consiste in:
3 serbatoi orizzontali in acciaio inossidabile, che operano in parallelo
nel ciclo di lavoro; nel loro interno avviene il trasferimento della
pressione dalla salamoia all’alimento attraverso un pistone, necessario
per evitare la miscelazione dei due fluidi; inoltre, i serbatoi operano tra
loro sfasati, per garantire la continuità delle operazioni con cicli (carico
e scarico salamoia e alimento, movimento del pistone) analoghi a quelli
del DWEER DesalCo;
una pompa ausiliaria, necessaria per colmare le perdite di carico del
ciclo idraulico stesso e dei moduli RO.
Il sistema non è ancora testato per un tempo sufficiente a dare indicazioni su
costi aggiuntivi (d’investimento, di manutenzione) o risparmi energetici
realizzati, pertanto non si può valutare il costo finale dell’acqua dissalata
prodotta utilizzando la tecnologia PES.
Il tipo di dispositivo ha, comunque, gli stessi punti deboli dell’altro; inoltre,
dato che la temporizzazione del PES viene assicurata da semplici valvole
on/off, si può prevedere l’insorgere di problemi per tali valvole, in ragione dei
numerosi cicli di accensione e spegnimento a cui saranno sottoposte durante il
normale funzionamento dell’impianto.
Energy Recovery Inc.
Questa società produce un dispositivo per il recupero energetico denominato
ERI, acronimo del nome della società stessa, dalle caratteristiche davvero
peculiari (Fig.17):
123
Una singola parte semovente, un rotore ceramico di forma cilindrica
privo di asse, munita di numerosi dotti e mantenuta in sospensione,
grazie all’azione lubrificante dell’acqua, all’interno di una manica fissa,
anch’essa ceramica;
Trasferimento di pressione in continuo, dalla salamoia pressurizzata
all’acqua di mare in alimento, attraverso la rotazione del rotore;
Lubrificazione del supporto idrostatico assicurata dalla salamoia stessa;
Nella maggior parte delle installazioni RO di piccola taglia, un
consumo energetico specifico di 2.5 – 3 kWh/m3, per un risparmio
energetico pari alla metà di quello previsto per un sistema RO
tradizionale.
Punti deboli di questo dispositivo sono:
Il singolo scambiatore di pressione è piuttosto costoso ed è limitato
ad una portata massima di 11 m3/h;
Per trattare portate superiori sono necessari più PE in parallelo;
Ci sono perdite di carico interne dovute alla lubrificazione del rotore
e l’efficienza di scambio globale è tipicamente del 90 – 92%;
All’interno dei dotti di contatto salamoia/alimento si ha una
miscelazione che causa un limitato incremento della salinità
dell’alimento (+2%);
Il rotore deve muoversi molto velocemente per limitare la
miscelazione dei due fluidi; inoltre circa il 50% del volume dei dotti
è destinato ad essere inutilizzato (buffer);
La caduta di pressione attraverso l’ERI è di 1 o 2 bar;
Il dispositivo richiede costi aggiuntivi di manutenzione e, per ora,
non ne risulta provata l’affidabilità oltre i 3 anni; il tempo di
ammortamento dell’ERI, per piccoli impianti, va dai 2 ai 4 anni.
124
ALTRE APPLICAZIONI
Per considerare le varie applicazioni dell’osmosi inversa è opportuno fare
riferimento al D.Lgs. n. 152 del 11 maggio 1999 – “Disposizioni sulla tutela
delle acque dall'inquinamento e recepimento della direttiva 91/271/Cee,
concernente il trattamento delle acque reflue urbane, e della direttiva
91/676/Cee, relativa alla protezione delle acque dall'inquinamento provocato
dai nitrati provenienti da fonti agricole” nel quale si definisce la disciplina
generale per la tutela delle acque superficiali, marine e sotterranee,
perseguendo i seguenti obiettivi:
a) prevenire e ridurre l'inquinamento e attuare il risanamento dei corpi idrici
inquinati;
b) conseguire il miglioramento dello stato delle acque ed adeguate protezioni
di quelle destinate a particolari usi;
c) perseguire usi sostenibili e durevoli delle risorse idriche, con priorità per
quelle potabili;
d) mantenere la capacità naturale di autodepurazione dei corpi idrici, nonché
la capacità di sostenere comunità animali e vegetali ampie e ben diversificate.
Il raggiungimento degli obiettivi suddetti, indicati al comma 1, Art. 1, si
realizzeranno attraverso gli strumenti indicati nel comma 2 dello stesso
articolo, cioè:
a) l'individuazione di obiettivi di qualità ambientale e per specifica
destinazione dei corpi idrici;
b) la tutela integrata degli aspetti qualitativi e quantitativi nell'ambito di
ciascun bacino idrografico ed un adeguato sistema di controlli e di sanzioni;
c) il rispetto dei valori limite agli scarichi fissati dallo Stato, nonché la
definizione di valori limite in relazione agli obiettivi di qualità del corpo
recettore;
d) l'adeguamento dei sistemi di fognatura, collettamento e depurazione degli
scarichi idrici, nell'ambito del servizio idrico integrato di cui alla legge 5
gennaio 1994, n. 36;
125
e) l'individuazione di misure per la prevenzione e la riduzione
dell'inquinamento nelle zone vulnerabili e nelle aree sensibili;
f) l'individuazione di misure tese alla conservazione, al risparmio, al riutilizzo
ed al riciclo delle risorse idriche.
Perciò, per quello che riguarda l’osmosi inversa e le filtrazioni da membrana
in genere, si può certamente dire che tali tecnologie si prestano perfettamente
alla realizzazione dei punti c, d, e, f del comma 2.
Dallo stesso Decreto si considerano alcune definizioni:
- "acque di scarico": tutte le acque reflue provenienti da uno scarico;
- "acque reflue domestiche": acque reflue provenienti da insediamenti di
tipo residenziale e da servizi, derivanti prevalentemente dal metabolismo
umano e da attività domestiche;
- "acque reflue industriali": qualsiasi tipo di acque reflue scaricate da edifici
in cui si svolgono attività commerciali o industriali, diverse dalle acque
reflue domestiche e dalle acque meteoriche di dilavamento;
- "acque reflue urbane": acque reflue domestiche o il miscuglio di acque
reflue domestiche, di acque reflue industriali ovvero meteoriche di
dilavamento;
- "inquinamento": lo scarico effettuato direttamente o indirettamente
dall'uomo nell'ambiente idrico di sostanze o di energia, le cui conseguenze
siano tali da mettere in pericolo la salute umana, nuocere alle risorse
viventi e al sistema ecologico idrico, compromettere le attrattive o
ostacolare altri usi legittimi delle acque;
- "trattamento appropriato": il trattamento delle acque reflue urbane
mediante un processo ovvero un sistema di smaltimento che dopo lo
scarico garantisca la conformità dei corpi idrici recettori ai relativi
obiettivi di qualità ovvero sia conforme alle disposizioni del presente
decreto.
126
Applicazioni per acque reflue industriali
Miglioramenti significativi sono stati fatti per ridurre i problemi
d’inquinamento ambientale causato dalla dispersione d’acque reflue. Gli
approcci di gestione degli impianti di trattamento richiedono: abbattimento,
riciclo, riutilizzo ed emissione di acque e residui che siano non inquinanti per
l’ambiente. Usando anche procedure per la riduzione degli sprechi, che sono
quantitativamente importanti, spesso è richiesto un trattamento specifico.
Le tecnologie di trattamento in questo caso possono includere:
trattamento biologico, assorbimento, ossidazione chimica e/o fotolitica, e
separazione con membrane.
Per separazioni specifiche e non, recupero di materiale e distruzione di
organici, un’integrazione di processi a membrana con altre tecnologie, è,
oggigiorno, il sistema di trattamento ottimale. Molti trattamenti d’acque reflue
usano impianti ad osmosi inversa, che è particolarmente adatta per le sue
vantaggiose caratteristiche:
- sono di semplice progettazione e messa in opera ed hanno costi di
manutenzione bassi;
- una miriade di sostanze inquinanti, inorganiche ed organiche possono
essere rimosse, anche simultaneamente;
- permettono recupero/riciclo di acque già calde e di materiali riutilizzabili;
- spesso richiedono meno energia, spesa di capitale più bassa e spese
d'esercizio minori rispetto a molti sistemi di trattamento convenzionali;
- possono ridurre notevolmente il volume di acqua sprecata, così che il
sistema concentrato risultante, può essere trattato in modo più efficiente
con costi inferiori a quelli di altri processi distruttivi.
Le applicazioni sviluppate dei processi RO includono il trattamento delle
acque reflue contenenti organici, acque reflue dalla galvanostegia e finitura
dei metalli, industrie della cellulosa e della carta, minerarie e petrolchimiche,
tessili e alimentari, acque reflue radioattive, acque reflue municipali e acque
contaminate. Una delle richieste industriali più nuove nel campo delle acque
127
reflue comporta il trattamento dell’acqua di scarico che l'industria dei
semiconduttori genera in grandi quantità, contenenti acido fluoridrico (HF) ed
impurezze ioniche, che rendono però la soluzione di HF inutilizzabile.
Membrane RO che danno una permeazione selettiva dell’HF, mentre
trattengono le impurezze ioniche, permettono invece di produrre una
soluzione di HF pura che può essere riutilizzata. I sistemi RO, pertanto, usati
da soli o integrati con altri trattamenti, incluso ossidazione, assorbimento,
trattamenti superficiali o trattamenti biologici, possono produrre acqua
purificata che può essere riutilizzata o può essere scaricata.
Le membrane saranno selezionate in funzione di ciò che si vuol filtrare.
Esempi:
Acque reflue provenienti dalla galvanostegia e da altri processi metallurgici
In molti casi, si deve operare con questo processo sulle acque reflue,
provenienti dalla galvanostegia (tecnica per depositare, mediante elettrolisi,
uno strato sottile di metallo sopra ad un altro) o da altre tecnologie
metallurgiche, per rimuovere i metalli pesanti, prima che siano scaricate.
L’osmosi inversa è ideale per molte di queste operazioni perché permette sia
il recupero dei metalli pesanti stessi sia il riutilizzo dell'acqua prodotta nel
processo. Il processo RO è usato, ordinariamente, nel trattamento e nel
recupero delle acque reflue che contengono nichel, sali di rame, zinco,
cianuro di rame, cromo, alluminio ed oro, ma sarebbe in grado di trattenere
anche cadmio, molibdeno, vanadio, tungsteno. In tre industrie giapponesi
utilizzanti nichel, cromo ed oro, furono impiegate membrane in acetato di
cellulosa e poliammide, recuperando più dell’80% dell’acqua e più del 95%
del totale dei metalli disciolti, con il possibile riciclo finale dell'acqua
prodotta. E’ stato constatato dunque che i processi RO sono efficienti anche a
livello di costi nel trattare le acque e, a causa dello spazio limitato necessario
ai trattamenti, sono una soluzione realmente competitiva.
In letteratura è inoltre riportato il trattamento RO di acque di uscita da un
processo elettrolitico che leviga prodotti di alluminio: il refluo conteneva
acido fosforico ed alluminio dovuto all’acqua di risciacquo. Il trattamento con
128
le membrane (DDS HR-98) ha permesso il 96-98% di recupero dell’acido
fino ad una concentrazione di acido del 20% e la produzione di acqua
permeata aveva caratteristiche appropriate per essere riutilizzata.
Tali membrane sono risultate stabili anche con acqua di alimentazione con
valori minimi di pH (0.9-1.0).
Acque reflue provenienti da processi radioattivi.
A causa dell’alta reiezione di composti inorganici le membrane RO sono
state usate anche per il trattamento dei reflui radioattivi, provenienti dal
processo di conversione dell’uranio, che produce sostanze tossiche o
corrosive e composti radioattivi.
Le membrane FT3O della FilmTec, in quest’applicazione, hanno presentato
reiezioni di uranio del 98%, con recupero d’acqua fino al 70%.
Acque reflue dell’industria della carta
Nella lavorazione della carta sono impiegate grosse quantità d’acqua ed RO
permette di recuperare e riciclare materiali altrimenti dannosi per l’ambiente
(sostanze inorganiche dissolte, colori, lignosolfati, mono e polisaccaridi ed
altri organici).
Le condizioni di pH>9, temperature superiori a 60°C, l’alta concentrazione di
solidi sospesi e la grande richiesta di ossigeno (BOD e COD) possono rendere
la filtrazione molto difficile ed è per questo che le membrane più utilizzate, in
tale applicazione, sono piane o tubulari: più facili da pulire e meno soggette
allo sporcamento. L’impiego della RO, in questo caso, è principalmente
legato alla riduzione del volume d’acqua di scarico che, successivamente,
deve essere concentrata con l’evaporazione.
Acque reflue dell’industria tessile
Le acque di scarico generate in questo processo contengono una vasta gamma
di contaminanti che includono sali, tinture (solubili e colloidali), acidi grassi,
agenti dilavanti, oli e grassi, agenti ossidanti o riducenti; inoltre, l’industria
tessile utilizza quantità di acqua considerevoli, per le numerose applicazioni
specifiche che necessita il sistema, fra le quali: lavaggi vari, sfregamento,
scolorimento, tintura, apprettatura.
129
Gli importanti vantaggi che apporta l’impiego di RO, in impianti di tal
genere, sono:
- la riduzione del volume d’acqua usato,
- il recupero di materiali riutilizzabili (ad esempio le tinte),
- il recupero di energia in funzione dell’acqua calda riciclata.
Per la scelta della membrana adatta, si dovrà considerare che le temperature di
queste acque possono essere variabili, tra 30 e 90°C e il pH da 4 a 12.
Acque reflue dell’industria petrolifera
La maggior parte delle acque di scarico in questo settore sono trattate con
processi biologici, come i fanghi attivi; tuttavia, spesso in queste acque sono
presenti componenti che inibiscono gli organismi biologici attivi rendendo il
processo inefficace. La tecnica di flottazione ad aria, in sostituzione dei
fanghi attivi, per rimuovere gli oli ed i grassi, presenta inadeguatezza
nell’eliminare sostanze solubili a basso peso molecolare; perciò, sono
impiegati altri trattamenti, come l’assorbimento a carboni attivi, l’estrazione
di solvente o la RO. Per mantenere buone le prestazioni della filtrazione da
RO, la soluzione di oli ed acqua può essere fatta passare prima in una serie di
altri trattamenti filtranti, in modo da eliminare solidi organici disciolti od oli
particolari. La configurazione di membrana preferita, in questo processo, è
quella a spirale avvolta.
Trattamento di acque reflue urbane
La costante crescita della popolazione, con conseguente diminuzione della
disponibilità idrica, ha portato molte autorità governative ad incentivare il
riutilizzo di acque reflue municipali per l’irrigazione, soprattutto perché i
costi necessari per volume d’acqua prodotta, sono molto minori di quelli per
la dissalazione e perché, negli ultimi 5 anni, sono stati ulteriormente
abbassati. L’acqua recuperata può essere usata anche da impianti industriali o
per servizi di vario genere, come l’alimentazione delle caldaie delle centrali
elettriche.
130
L’impiego dell’osmosi inversa in questo settore sarà diffuso, poiché tali
membrane riescono a trattenere solidi disciolti che non possono essere
facilmente rimossi con processi biologici convenzionali di trattamento o con
MF ed UF; infatti, riescono ad abbassare: il livello di nitrati e fosfati,
l’intensità della colorazione o della torbidità ed ulteriormente il contenuto di
organici. In funzione della destinazione dell’acqua riciclata gli elementi, che
si vorranno eliminare o mantenere nella stessa, potranno essere regolati dal
tipo di tecnologia impiegata (in particolare, osmosi inversa piuttosto che
elettrodialisi); inoltre, la sostituzione del materiale semipermeabile delle
membrane, da acetato di cellulosa a TFC, ha portato ad una diminuzione
ulteriore dei costi di operazione e mantenimento per questi trattamenti (da
$0.26/m 3 a $0.15/m 3).
Le membrane hanno bisogno di pretrattamenti estesi e di pulizie periodiche
per mantenere un adeguato flusso d’acqua attraverso la membrana stessa ed
UF o MF, hanno dato ottimi risultati per quest’aspetto, riducendo
notevolmente il “fouling”. Un sistema particolarmente avanzato, prevede
l’utilizzo di membrane laminari parallele inserite in un contenitore apposito.
L’efficacia dei sistemi MF/UF, che rientrano nei cosiddetti AWS (Alternative
Water Systems), comparati a quelli convenzionali, denominati CWS
(Conventional Water Systems), può essere valutata in termini di:
• miglior qualità dell’acqua in uscita, indipendentemente da quella
dell’acqua trattata;
• maggiore capacità in relazione allo spazio occupato (1/5 dei sistemi
tradizionali) che, essendo chiuso, permette di controllare meglio anche
la propagazione degli odori;
• facilità di realizzazione;
• minore richiesta di mantenimento.
Tuttavia, al momento questa tecnologia, definita dei bioreattori a membrana, è
favorita nei paesi dove lo permetta il livello tecnologico ed economico oppure
dove vigono limiti più ristretti di qualità ambientale o dove le risorse idriche
sono scarse.
131
I sistemi IMS (integrated membranes system) con prefiltrazione continua
quali la CMF (continuos micro filtration), portano ad un miglioramento del
60-70% della torbidità e del 70-80% del SDI (silt density index) rispetto ai
sistemi tradizionali di pretrattamento. Il primo sistema CMF è stato applicato
nel West Basin a Los Angeles e contiene 450 moduli, con all’interno di
ciascuno di essi circa 20000 fibre cave. L’integrità, dei nove milioni circa di
fibre risultanti, è controllata da un sistema automatico standard che mantiene
aria pressurizzata all’interno delle stesse, riuscendo ad identificare
acusticamente il modulo da sostituire. Il tempo necessario per il cambio può
essere valutato in 15-30 minuti, durante i quali non si deve interrompere il
funzionamento del sistema. Dopo l’estrazione del modulo si andrà a sostituire
o riparare anche la singola fibra rotta.
La Water Factory 21, situata nella Orange County dal 1976, in California, è
un luogo di riferimento di grande importanza per il trattamento di acque
reflue municipali. L’impianto è composto di una varietà di sistemi di
trattamento, basato su diverse membrane RO ed è prevista una capacità di
336000 m3/die (circa 3890 l/sec) per il 2020. TDS e organici, sono ridotti a
livelli tali che l’acqua depurata può essere iniettata in falde acquifere usate per
gli approvvigionamenti d’acqua potabile.
La reiezione di TDS supera il 99% e quella di TOC è attorno al 90%.
Questi sistemi consentono, quindi, di rimuovere sia organici che inorganici
dal flusso d’emissione municipale e di produrre acqua che può essere
considerata potabile secondo gli standard legislativi vigenti.
Potabilizzazione acque sotterranee o superficiali
La capacità delle membrane RO di rimuovere composti sia inorganici che
organici ha reso questi sistemi adatti e sempre più richiesti, per il trattamento
d’acqua inquinata da potabilizzare e destinare, così, ad approvvigionamenti
che globalmente dipendono per oltre l’80% da bacini sotterranei. I processi
d’osmosi inversa, combinati normalmente con ultrafiltrazione, possono
132
simultaneamente diminuire la durezza, decolorare, rimuovere inorganici vari
(come bromati e ioni bromuro) molti batteri, virus e contaminanti organici o
prodotti chimici agricoli (pesticidi, erbicidi, fungicidi, fertilizzanti). E’ stata
fatta un’analisi dei trattamenti RO per le fonti d’acqua potabile e si è
verificata la rimozione di una grossa varietà di contaminanti, ma, per l’uso
d’acqua di superficie, si è costretti a realizzare specifici pretrattamenti e
minimizzare gli sporcanti. In questo caso è preferibile un sistema IMS che,
nel caso di impianti con produzione di 5000 m3/die, riesce ad abbassare i costi
da $0,49 a $0,43 per m3 di acqua trattata, mentre per impianti di 20000
m3/die, si può scendere da $0,46 a $0,40 per m3, quindi, impianti di
dimensioni maggiori permetterebbero un’ulteriore diminuzione delle spese.
Un impianto francese, che si trova a Vigneux lungo la Senna, potabilizza
l’acqua di fiume con una capacità di 55000 m3/die con un consumo energetico
di 0,35 kWh/m3, utilizzando acqua pretrattata con sistemi di coagulazione,
flocculazione, sedimentazione, filtrazione a carboni attivi ed ozonazione.
Produzione d’acqua ultrapura
L’osmosi inversa è usata per produrre acque ultrapure per una vasta gamma di
applicazioni. Fra i settori più interessati: quelli dell’industria farmaceutica,
delle industrie elettroniche ed informatiche. Queste ultime richiedono acqua
estremamente pura per produrre semiconduttori ed altri componenti
elettronici. Per avere acqua ultrapura, il sodio deve essere presente in
concentrazione non maggiore di 0.001 mg/l e non ci possono essere più di un
microrganismo per cm3 ed è per questo che, dove si può, tali imprese
emungono acqua dalle falde freatiche antiche, sebbene siano di notevole
importanza per l’approvvigionamento collettivo (l’IBM, alla fine degli anni
’90 in Francia, nel dipartimento dell’Essonne, ne pompava circa 2,7 milioni di
m3 all’anno).
L’osmosi inversa riesce a rimuovere organici con un basso peso molecolare
non trattenuti da una membrana per ultrafiltrazione, messa a monte; tuttavia,
133
da sola non produce acqua di sufficiente purezza ed è, quindi, il primo di una
serie di processi necessari per raggiungere il livello prefissato.
RO è usata anche nella produzione d’acque ultrapure per laboratorio, sia nelle
industrie mediche che in quelle farmaceutiche, e, come nelle industrie
elettroniche, la purezza voluta è ottenuta con una composizione di processi
ibridi. Un tipico trattamento ibrido per la produzione di acqua ultrapura è
mostrato in Figura 18.
Trattamenti
alimentazione
Acqua
d’alimentazione
Modulo
RO
Trattamenti
del
concentrato
Trattamenti
permeato
Acqua
prodotta
Fig.18: Schema del processo ibrido basato su processi a membrana per produzione di
acqua ultrapura. L'ordine in cui i vari processi hanno luogo può variare da caso a caso.
Applicazioni nelle lavorazioni alimentari
Una delle prime applicazioni RO ha riguardato l’industria dei processi
alimentari. Il vantaggio primario di RO sui processi tradizionalmente usati
nell'industria del cibo è che RO opera a basse temperature, senza denaturare i
componenti usati nei generi alimentari; inoltre, i costi energetici sono
abbastanza ridotti ed RO è relativamente semplice in termini di progettazione
e manutenzione dell’impianto: questi fattori comportano una riduzione nei
costi di capitale e di esercizio, nonchè un aumento della qualità del prodotto
134
ed il recupero di materiali organici o prodotti chimici (diminuendo così le
spese di riacquisto e smaltimento degli stessi).
L’osmosi inversa, primariamente usata nell'industria dei caseifici, si sta ora
espandendo anche in altri settori alimentari (produzione di vino, sciroppo
d’acero, birra, succhi di frutta, salsa di pomodoro; prodotti a basso contenuto
di caffeina, colesterolo, calorie, etc.).
In generale, RO è utile per una varietà di operazioni nel campo alimentare
come:
- la concentrazione/denaturazione,
- la distillazione frazionata,
- la chiarificazione,
- il recupero di materiali organici o prodotti chimici.
NANOFILTRAZIONE
Le membrane usate in questo settore sono nate da uno sviluppo più recente
nel campo delle separazioni con RO e hanno tipicamente flussi di acqua
molto più alti, a pressioni più basse, se comparate con le membrane RO
tradizionali.
Le membrane per nanofiltrazione (NF), il più delle volte, sono caricate
negativamente con dei gruppi carbossilici, gruppi solfonici, eccetera e di
conseguenza, la repulsione degli ioni (esclusione di Donnan) è il fattore
centrale nel determinare la reiezione del sale. Gli ioni a carica più alta, in
particolare i bivalenti, come SO42-, subiscono una reiezione maggiore rispetto
agli ioni monovalenti, come Cl-.
Ad esempio, per una soluzione binaria di NaCl, la reiezione per NaCl sarà di
circa il 30% contro quella di solfato di calcio o di sodio del 98%.
Un'altra caratteristica delle membrane è la tendenza ad un’azione scorretta in
presenza di componenti che abbiano carica opposta a quella della membrana.
Le membrane da nanofiltrazione, di solito, hanno buone reiezioni di composti
organici che hanno pesi molecolari sopra 200-500 g/mol; inoltre, provvedono
135
alla possibilità di separazione selettiva di organici da soluzioni concentrate e
di sali monovalenti, come NaCl. In NF le membrane più utilizzate sono quelle
a film composito sottile, fatte per polimerizzazione interfacciale, e le
poliammidi, costituite da piperazine e cloruri di acrilaromatici.
Entrambe sono stese su di un sottostrato in polisulfone che a sua volta è
sostenuto da un tessuto non-tessuto (non-woven web).
Fig.19: Membrana NF a spirale avvolta
La nanofiltrazione è usata in molte applicazioni commerciali fra cui:
demineralizzazione, rimozione di organici, di metalli-pesanti e di colore
(decolorazione); inoltre, è importante per rimuovere organici ed inorganici in
acque reflue di vario genere. L'uso delle membrane di NF per rimuovere
colore dalle acque reflue d’industrie che lavorano il legno, contenenti
normalmente lignina e alte concentrazioni di sali che provengono dal legno
stesso, è un’applicazione comune, che permette l’uso di basse pressioni
d’esercizio. La rimozione del colore può superare il 98% ed il recupero
d’acqua il 95%, mentre gli inorganici subiscono una piccola reiezione.
NF può dare separazioni alte di colore su compositi come i solfonati, inoltre,
può rimuovere più del 95% di composti clorati organici. Altre importanti
applicazioni sono: la rimozione di NaCl dal siero del latte; l’esclusione di
136
solfati dall’acqua di mare, utilizzata in seguito per aumentare il recupero di oli
estratti da perforazione; trattamento dell’acqua di vegetazione delle olive;
separazione di soluzione saccarina da miscele con sali; filtrazione di sostanze
pericolose per l’ambiente (cadmio, tri- e tetra-cloroetano, clorofenoli).
Le membrane di NF sono usate anche per rimuovere, contemporaneamente,
durezza e sostanze organiche ad alto peso molecolare, dalle acque sotterrane e
da quelle di fiume.
Bibliografia:
[1] - D. Bhattacharyya and co-workers, in W. Ho and K. Sirkar, Membrane
Handbook, Van Nostrand Reinhold Co., Inc., New York, (1992) pag.263354;
[2] - K. Scott and R. Hughes, Industrial membrane separation
technology, Blackie Academic & Professional, London (1996);
[3] - S. Rimpelainen and A.Y.Tremblay, Membranes effect of solute
precipitation on RO elements during mixed wastewater treatment,
Ultrapure Water, (1999);
[4] - C.A.C. van de Lisdonk, B.M. Rietman, S.G.J. Heijman, G.R. Sterk,
J.C. Schippers, Prediction of supersaturation and monitoring of scaling
in reverse osmosis and nanofiltration membrane systems, Desalination,
138 (2001) 259-270;
[5] - Jose J. Sadhwani, Jose M. Veza, Cleaning tests for seawater reverse
osmosis membranes Desalination 139 (2001) 177–182;
[6] - S.C.J.M. van Hoof, J.G. Minnery, B. Mack, Dead-end ultrafiltration
as alternative pre-treatment to reverse osmosis in seawater
desalination: a case study. Desalination 139 (2001) 161–168;
[7] - Samir El-Manharawy, Azza Hafez, Water type and guidelines for RO
system design. Desalination 139 (2001) 97–113;
137
[8] - J. Cousteau, Risorse per il futuro, Enciclopedia “Pianeta Mare”, Ed.
Fabbri – Milano, vol.12 pag. 164-176 (1982);
[9] - P. M. Wild and G. W. Vickers, The technical and economic benefits
of centrifugal reverse osmosis desalination, Desalination, 89 (1992) 3340;
[10] - L. J. Hauge, The Pressure Exchanger, Desalination & Water Reuse,
vol. 9/1, (1998) pag. 54-60;
[11] - L. Tramontano, Codice dell’ambiente, UTET – Torino (2000);
[12] - Riccardo Petrella, Il Manifesto dell’acqua, Ed. Gruppo Abele –
Torino (2001);
[13] - A.G. Gotor, S. Baez, C.A. Espinoza and S.I. Bachir, Membrane
processes for the recovery and reuse of wastewater in agriculture,
Desalination, 137 (2001) 187-192;
[14] - J. A. Redondo, Brackish-, sea- and wastewater desalination,
Desalination, 138 (2001) 29–40;
[15] - B.
Durham,
pretreatment
to
M.M.
Bourbigot,
desalination
in
T.
Pankratz,
wastewater
Membranes
reuse:
as
operating
experience in the municipal and industrial sectors, Desalination 138
(2001) 83–90;
[16] - Leif Drablos, AqualyngTM – a new system for SWRO with pressure
recuperation, Desalination 139 (2001) 149-153;
[17] - R. Rautenbach and K. Vobenkaul, Pressure driven membrane
processes – the answer to the need of a growing world population for
quality water supply and waste water disposal, Separation and
Purification Technology 22-23 (2001) 193-208;
[18] - K.U. Rudolph and T. Nakazoto, Membrane technologies and
alternative water systems – Current status and future perspectives,
EWA Sewage & Solid Waste Symposium, IFAT Munich, 13 May 2002.
138
CAPITOLO 3
ENERGIA DAI GRADIENTI DI SALINITA’
139
INTRODUZIONE
139
METODI PER LO SFRUTTAMENTO DELLA PRESSIONE OSMOTICA
140
OSMOSI CONTRO PRESSIONE
140
ELETTRODIALISI INVERSA
142
ALTRI METODI
144
TEORIA DELL’OSMOSI DIRETTA CONTRO PRESSIONE
144
Perdita di sale dalla membrana
146
POLARIZZAZIONE DI CONCENTRAZIONE
147
ASPETTI TEORICI DEL PROCESSO PRO
148
DIFFERENZE TRA RO E PRO
153
LE MEMBRANE SEMIPERMEABILI
155
MEMBRANE PIANE
157
EFFETTO DEL SUPPORTO POROSO DI RETE-TESSUTO SULL’OSMOSI ATTRAVERSO UNA MEMBRANA
ASIMMETRICA LOEB-SOURIRAJAN
160
Confronto tra osmosi inversa ed osmosi diretta attraverso una membrana asimmetrica senza
la rete-tessuto di supporto
160
Descrizione della membrana Toray CA-3000
163
Scopo delle prove
164
Risultati delle prove effettuate con la membrana Toray CA-3000 in acetato di cellulosa 164
Prove con altre membrane in acetato di cellulosa
MEMBRANE A FIBRA CAVA
Esempio di preparazione di fibre cave in acetato di cellulosa
166
167
173
MEMBRANE A SPIRALE AVVOLTA
175
MEMBRANE TUBOLARI
176
DIFFERENTI TIPI D’IMPIANTO PER PRO
177
Introduzione
177
Condizioni assunte
178
IMPIANTO A FLUSSO CONTINUO A LIVELLO DEL MARE
180
IMPIANTI A FLUSSO CONTINUO SOTTO IL LIVELLO DEL MARE
181
IMPIANTO A FLUSSO ALTERNATO A LIVELLO DEL MARE
183
Calcolo dell’efficienza meccanica
185
CONCLUSIONI
186
IMPIANTI A CICLO CHIUSO
187
137
VALUTAZIONE DEI COSTI
187
FATTORI PRINCIPALI LEGATI AL CAPITALE D’INVESTIMENTO:
188
1)
PRINCIPALI TIPI DI GRADIENTI DI SALINITÀ PRESENTI SULLA TERRA
188
2)
CARATTERISTICHE DELLA MEMBRANA
191
3)
COSTO DELLE MEMBRANE INSTALLATE
192
CALCOLO DEI COSTI BASATO SU ESEMPI REALI
193
MAR MORTO (DEAD SEA)
193
GRANDE LAGO SALATO (GREAT SALT LAKE)
194
Scelta delle membrane, parametri operativi e calcolo del flusso permeato
194
Considerazioni energetiche
195
Dati sulle membrane e sui moduli
196
Costi di capitale ed ammortamento
197
ACQUA DI FIUME/MARE
199
BIBLIOGRAFIA
201
138
Capitolo 3
ENERGIA DAI GRADIENTI DI SALINITA’
INTRODUZIONE
Nel 1978 un articolo pubblicato su “Energy”, a cura di Gerald L. Wick
dell’Institute of Marine Resources dell’Università della California, valutava
l’enorme potenziale energetico racchiuso all’interfaccia di masse d’acqua a
diversa concentrazione di sali, soprattutto tra fiumi e mare, ma anche
considerando bacini d’acqua ipersalini (come il Mar Morto od il Grande Lago
Salato dello Utah) ed i grandi depositi di sale (duomi salini) che si trovano
prevalentemente lungo le coste del Golfo del Messico.
L’acqua di mare con i suoi 35 g/l di salinità media ha una pressione osmotica
di circa 25 atm, se confrontata con acqua distillata. Considerando invece la
salamoia di alcuni bacini d’acqua, dove la salinità è di un ordine di grandezza
superiore alla media, cioè circa 350 g/l, si possono avere pressioni osmotiche
molto alte. Ad esempio, il Mar Morto, la cui composizione di sali comprende
un’alta percentuale di MgCl2, può arrivare ad una pressione osmotica di oltre
500 atm in prossimità della foce del fiume Giordano. Immaginando di
utilizzare anche i depositi salini come contenitori d’acqua salata, si potrebbe
mantenere la pressione osmotica a circa 380 atm con una salamoia satura
prevalentemente di NaCl.
La potenza meccanica/elettrica ricavabile teoricamente da questa fonte
d’energia rinnovabile è stata stimata da Wick, considerando vari fattori, tra
cui l’evaporazione media annuale sopra la superficie degli oceani, la
superficie di oceano priva di ghiacci, la quantità di acqua trasportata nei fiumi
e le varie pressioni osmotiche, arrivando ai risultati esposti parzialmente nella
Tabella 1.
139
Tabella 1
Portata d’acqua dolce
∆π
Potenza
(m3/sec)
(atm)
(watts)
1.1*106
24
2,6*1012
Grande lago salato (Utah)
125
380
4,2*109
Mar Morto
39
500
1,8*109
SORGENTE
Fiumi / mare
(nel mondo)
Metodi per lo sfruttamento della pressione osmotica
Osmosi contro pressione
L’energia libera di miscelazione tra una soluzione a concentrazione bassa ed
una ad alta concentrazione di sale può essere sfruttata e convertita in energia
meccanica o elettrica. Se la conversione dell’energia avviene sfruttando un
flusso osmotico, attraverso una membrana semipermeabile separante le due
soluzioni, e con l’aiuto di una coppia idroturbina-generatore elettrico, il
processo viene chiamato osmosi diretta contro pressione oppure osmosi
contro pressione (PRO). Il professor Sidney Loeb, dell’Università del Negev
in Israele, fu tra i primi a studiare metodi di sfruttamento della pressione
osmotica e nel 1974, sulla rivista “Science”, suggerì per il processo di
conversione energetica utilizzante membrane semipermeabili, l’espressione
“pressure-retarded osmosis” da cui l’acronimo PRO (Fig.1). In seguito, nel
1979, ne brevettò il sistema (“Method and apparatus for generating power
utilizing pressure-retarded osmosis”). La principale applicazione di PRO
riguarda dunque la produzione d’energia elettrica: l’acqua che permea contro
pressione attraverso una membrana semipermeabile può essere fatta fluire
attraverso una turbina idraulica accoppiata ad un generatore elettrico.
140
Pompa
Acqua
dolce
Acqua salata
φp
Bassa
pressione
Acqua
dolce che
non è
permeata
φo
φo
+
φp
Membrana
semipermeabile
ideale
Alta
pressione
Acqua salata
diluita e
depressurizzata
Turbina/Generatore
Fig.1: Rappresentazione concettuale di uno schema per la produzione d’energia basato
sull’osmosi diretta contro pressione (PRO).
Dall’inizio degli anni ‘80 in cui ci furono alcuni studi importanti, sono stati
pubblicati pochi esperimenti di PRO ed ancora oggi, quindi, ci sono dubbi
considerevoli sulle prestazioni delle membrane in commercio per lo
sfruttamento della pressione osmotica dell’acqua di mare. Quelle presenti sul
mercato, potenzialmente utilizzabili per essere applicate in PRO, sono le
membrane create per la dissalazione d’acque marine o salmastre, anche se,
come vedremo, richiederebbero modifiche sia nella struttura della membrana
stessa che per l’assemblaggio in moduli. La difficoltà degli esperimenti di
PRO ha anche indotto alcuni studiosi ad effettuare prove di osmosi inversa,
estrapolando i risultati in PRO sulla base di modelli teorico-sperimentali. La
maggior parte delle prove eseguite in laboratorio per testare il processo PRO,
come riportato nelle pubblicazioni di questi ultimi venti anni, sono state fatte
per valutare la permeazione in osmosi diretta delle membrane presenti sul
mercato e capirne il comportamento in seguito ad alcune modifiche.
141
Tuttavia, questi esperimenti descritti in letteratura, riportano risultati inferiori
rispetto a quelli necessari per raggiungere costi paragonabili a quelli associati
allo sfruttamento di risorse tradizionali, ma danno anche speranza di
miglioramento delle prestazioni delle membrane stesse.
Lo sviluppo di membrane “ottimali” per PRO rappresenta, di fatto, l’obiettivo
principale da raggiungere per la fattibilità tecnico-economica della tecnologia
di produzione elettrica da PRO e, comunque, negli ultimi dieci anni, i costi
delle membrane e dei pretrattamenti per l’acqua d’alimentazione si sono
molto abbassati, portando così ad un notevole contenimento dei costi di
realizzazione e mantenimento di un eventuale impianto.
Nelle ricerche eseguite fino ad oggi si possono perciò distinguere tre
principali aspetti per il miglioramento dell’efficienza del sistema PRO:
1) Lo studio dei materiali e della struttura della membrana semipermeabile;
2) La ricerca della configurazione del modulo più adatto e del suo
assemblaggio;
3) La progettazione dell’impianto.
Elettrodialisi inversa
Un’altra possibilità nello sfruttamento dei gradienti di salinità tra fiumi e
mare, secondo Wick (in riferimento a J. Weinstein e F. Leitz, Electric Power
from differences in salinity: the dialytic battery; Science 191 (1976) 557558),
è
data
dalla
“batteria
dialitica”,
basata
sul
funzionamento
dell’elettrodialisi inversa (RED - Reverse Electrodialysis) con membrane a
scambio ionico specifiche per ioni sodio e cloro, sulle quali si costituirebbe un
voltaggio dovuto al flusso di diffusione degli stessi ioni attraverso le rispettive
membrane (ioni sodio attraverso quelle a scambio cationico e ioni cloro
attraverso quelle a scambio anionico) e per la presenza alternata di acqua
salata e dolce nelle varie celle. Tali voltaggi sarebbero aggiuntivi e
stabilirebbero un flusso di cariche elettriche tra gli elettrodi posizionati nei
due compartimenti finali (catodo ed anodo), i quali saranno collegati ad un
142
caricatore esterno, nel quale si accumulerà l’energia erogata dalle celle
(Fig.2). I pochi articoli pubblicati provengono per lo più da ricerche
giapponesi: tra le più recenti si parla di UDB (Ultra Dialytic Battery), un
nuovo tipo di generatore che aumenterebbe di 2,5 volte le prestazioni della
batteria dialitica usuale.
Tuttavia, in letteratura, pare che gli studi a tal riguardo siano stati nettamente
minori in confronto a quelli per la PRO, presumibilmente per il continuo
sviluppo economico e tecnologico delle membrane da RO.
ACQUA DI SCARICO
P
P
Anodo
(positivo)
P
P
C
ACQUA
SALATA
N
N
A
C
N
Catodo
(negativo)
A
ACQUA DOLCE
Fig.2: Schema concettuale dell’elettrodialisi inversa, dove:
C = membrana a scambio cationico, A = membrana a scambio anionico,
P = ione positivo (Na+), N = ione negativo (Cl-).
143
Altri metodi
Flusso di vapore: invece di sfruttare la differenza di pressione osmotica, si
sfrutta la differenza di tensione di vapore tra due soluzioni: il vapore passa
dalla camera con l’acqua dolce a quella in cui vi è l’acqua salata, per la
minore tensione di vapore di quest’ultima. Il flusso di vapore a bassa
pressione aziona una turbina di adeguate dimensioni. Questo metodo non ha
ancora raggiunto uno stadio di sviluppo tecnologico sufficiente ad
applicazioni su scala industriale.
Fibre: usando delle fibre particolari (Emren, 1979) che si gonfiano a contatto
con acqua dolce e si sgonfiano a contatto con l’acqua salata si può convertire
l’energia del gradiente di salinità in un movimento meccanico legato ad un
pistone che si muova avanti ed indietro, il quale a sua volta può essere
collegato ad un volano per ottenere un processo stazionario continuo di
produzione d’energia.
TEORIA DELL’OSMOSI DIRETTA CONTRO PRESSIONE
Il flusso di acqua (Jw) attraverso la membrana, in regime di PRO, è dato da
Jw = A(∆π - ∆p)
con ∆π>∆p
(1)
essendo A, il coefficiente di permeazione dell’acqua della membrana
specifica; ∆π, la differenza di pressione osmotica attraverso la membrana
(∆π = RT*Σ∆Ci
con sommatoria 1< i <n) e ∆p, la differenza di pressione
che viene applicata attraverso la membrana.
144
In generale il rapporto tra il valore effettivo e quello vero della pressione
osmotica, nelle condizioni in cui Jw = 0, è espresso dal parametro σ, il
cosiddetto “coefficiente di riflessione di Staverman”, il quale è un indice della
selettività della membrana e varia da 0 (non selettività) a 1 (selettività
perfetta).
Quando ∆p è vicino a ∆π, il permeato è minimo, quindi, risulta necessaria
un'area di membrana molto grande, per avere un flusso accettabile da essere
sfruttato nella generazione d’energia. Ciò comporta un costo di capitale alto
per il sistema totale ed è preferibile, quindi, far operare i sistemi PRO sotto
condizioni che corrispondono alla massima potenza ottenibile per unità d’area
di membrana, in modo tale da minimizzare le spese di capitale.
Nel processo PRO, la potenza che può essere generata, per unità d’area di
membrana, è uguale al prodotto del flusso d’acqua e della relativa pressione
idrostatica della soluzione salina. La massima potenza per unità di flusso è
ottenuta, perciò, alla pressione massima sotto cui il processo PRO può
avvenire (in teoria la differenza di pressione osmotica, ∆π).
La potenza W per unità d’area di membrana è:
W = Jw ∆P = A(∆π - ∆p)*∆p
[watts/m2]
(2)
da cui W risulta essere una parabola rispetto a ∆p ed il suo valore massimo è
Wmax = A ∆π2/4
che è ottenuto per
(3)
∆p = ∆π /2.
La massima potenza di un impianto di PRO, come si vede dalla (3) è
direttamente proporzionale al coefficiente di permeabilità dell’acqua, perciò
sono preferibili membrane che consentano un alto flusso di permeato.
145
La massima potenza disponibile è anche proporzionale al quadrato della
differenza di pressione osmotica, ciò deriva dal fatto che, aumentando la
pressione osmotica della soluzione salina, aumenta sia la pressione ottimale,
alla quale il sistema può operare (∆π/2), sia la permeazione d’acqua attraverso
la membrana a quella pressione. Nel calcolare la massima potenza si è
formulata l’ipotesi che la differenza di pressione osmotica sia costante in ogni
punto della membrana. Una sostanziale diluizione dell’acqua salata deve
invece essere considerata in qualsiasi sistema reale. In sistemi ottimizzati, la
pressione osmotica disponibile sarà ridotta di un fattore importante,
approssimativamente del 25%, se si è ipotizzato che esista un fattore di
diluizione 1/2 sulla lunghezza della membrana e che ci sia una perdita
d’efficienza del sistema in funzione dei vari componenti. Tra acqua di mare e
dolce, come vedremo, la pressione operativa dell’impianto sarà di circa 9atm.
Perdita di sale dalla membrana
Una membrana reale non è perfettamente semipermeabile ed una piccola
quantità di sale permea attraverso la membrana dalla soluzione concentrata
verso quella più diluita. Un primo effetto della permeazione del sale è quello
di ridurre la differenza di pressione osmotica effettiva attraverso la membrana
nel processo PRO. Ad esempio, se la differenza di pressione osmotica teorica
tra acqua di mare ed acqua dolce è approssimativamente 25 atm a temperatura
ambiente, una membrana "che perde" lievemente sale, potrebbe generare
solamente una differenza di pressione osmotica effettiva tra queste soluzioni
di circa 23 atm, anche in assenza totale di effetti di polarizzazione di
concentrazione. In generale la perdita di sale attraverso la membrana non è
grave, a meno che il tipo di membrana impiegato abbia una permeabilità
selettiva del sale molto bassa, come può accadere per membrane BWRO, cioè
per la dissalazione d’acqua salmastra. Per quanto detto, un fattore importante
per classificare la prestazione di una membrana, impiegata in PRO, è la
reiezione, la quale definisce, in termini di percentuale, la quantità di sali che
non attraversa la membrana.
146
La reiezione è denotata R ed è definita come:
concentrazione di sale nella soluzione permeata
(4)
R=1concentrazione di sale nella soluzione di alimentazione
Polarizzazione di concentrazione
Come si è visto nel precedente capitolo, durante il processo RO s’instaura una
polarizzazione di concentrazione alla superficie esterna della membrana che
può essere controllabile attraverso un mescolamento adeguato della soluzione
(Fig. 13 - Capitolo 2). In realtà, nel caso di PRO sarebbe opportuno
considerare una suddivisione tra polarizzazione interna ed esterna. Le
membrane che dovrebbero essere usate in un sistema PRO sono quelle
asimmetriche. Queste membrane hanno uno “strato attivo” che è denso e
molto sottile (skin), mentre il resto della membrana è costituito da una matrice
molto porosa che serve come sostegno meccanico per la stessa skin. Proprio
all’interno di tale matrice, durante il regime di PRO, si può avere la
“polarizzazione interna”, cosa che non avviene in RO perché il flusso d’acqua
permeata provvede alla diluizione dei sali che passano nel supporto. Inoltre, a
differenza della “polarizzazione esterna”, non si può agitare maggiormente la
soluzione per diminuire il fenomeno all’interno della membrana.
In Figura 3 la polarizzazione interna è espressa dalla differenza di
concentrazione tra i punti C3 e C4, in cui, ovviamente, la concentrazione di sali
è maggiore in C3.
147
Soluzione
Membrana
salina
Acqua
dolce
C1
C2
C3
C4
C5
Flusso sale
Flusso acqua
Skin
Substrato poroso
Fig. 3: Rappresentazione schematica della polarizzazione di concentrazione interna in una
membrana asimmetrica nel processo PRO, con acqua dolce sul lato del substrato poroso.
Considerando πn il valore della pressione osmotica in corrispondenza dei
punti Cn in Figura 3, si può affermare che, a causa della polarizzazione
interna, la differenza di pressione osmotica non è (π2-π4) bensì (π2-π3), in
corrispondenza alle concentrazioni C2 e C3.
La polarizzazione di concentrazione interna può quindi essere in PRO un
problema molto serio, portando ad una riduzione eccessiva di permeazione,
come evidenziato in esperimenti DO e PRO, rispetto ai valori predetti da
esperimenti in RO.
Aspetti teorici del processo PRO
La teoria che segue è stata appunto sviluppata per permettere di ottenere dati
di interesse per la PRO da esperimenti di RO e DO, che sono più semplici da
realizzare. Come illustrato, le polarizzazioni di concentrazione esterna ed
148
interna riducono la differenza di pressione osmotica attraverso la membrana
ad un valore effettivo ∆πeff. Per semplicità, si ipotizza che la polarizzazione di
concentrazione esterna sia ridotta a livelli trascurabili mescolando la
soluzione in modo efficiente, di modo che in Figura 3, C1 = C2 e C4 = C5.
In queste condizioni si può scrivere l’equazione per il flusso d’acqua Jw:
Jw = A (∆πeff - ∆p) = A (π2 - π3 - ∆p)
(5)
L’equazione (5) non consente di determinare il flusso d’acqua attraverso una
membrana PRO, perché la pressione osmotica π3 non è conosciuta. Tuttavia
si può calcolare π3 valutando il flusso di sale JS attraverso la membrana con
l’equazione seguente:
- JS = B (C2- C3)
(6)
dove B è il coefficiente di permeazione del sale.
Il flusso di sale ha un valore negativo poiché il sale si muove in direzione
opposta a quella del flusso d'acqua.
Nel substrato poroso, il flusso di sale consiste di due componenti agenti in
direzioni opposte: una parte diffusiva, dovuta al gradiente di concentrazione
del sale, ed una parte convettiva dovuta al flusso d’acqua attraverso la
membrana. Il flusso di sale attraverso il substrato allora può essere scritto
come:
dC(x)
- JS = DS ε
- Jw C(x)
(7)
dx
dove ε è la porosità del substrato, presunta uguale alla frazione di volume
occupata dall’acqua nei capillari della membrana, e DS è il coefficiente di
diffusione del sale nel substrato membranoso. La distanza x è misurata
dall'interfaccia membrana-soluzione sul lato del substrato poroso.
149
Le equazioni (6) e (7) possono essere combinate per produrre
dC(x)
B (C2 –C3) = DS ε
- Jw C(x)
(8)
dx
Le condizioni al contorno, adatte sia per PRO che per DO, sono
C(x) = C4
per x = 0
C(x) = C3
per x = τ * t
dove t è lo spessore e τ è la tortuosità del substrato poroso.
Con queste condizioni al contorno, l’equazione (8) può essere integrata per
dare:
/
C3 / C2 ={B[ exp (JWK) -1] + JW C4 / C2 exp(JWK)} { B ( exp (JWK) -1) +JW }
(9)
dove K = τ*t/DS*ε , misura la resistenza al trasporto del sale nel substrato
poroso.
Facendo l’ipotesi che il rapporto delle concentrazioni di sale sia
approssimativamente uguale al rapporto delle pressioni osmotiche si può
scrivere:
C4
1∆πeff
π2 - π3
≈
=
∆π
C2 - C3
π2 - π4
1
exp(JWK)
C2
=
(10)
C2 - C4
C4
B
1-
[exp(JWK)-1]+ 1
C2
JW
150
Le equazioni (5) e (10) possono essere combinate per dare
C4
1-
exp(JWK)
C2
JW =
π2
- ∆p
*A
(11)
B
1 +
[exp(JWK)-1]
JW
L’espressione (11) esprime un flusso d’acqua in PRO con parametri che
riguardano le membrane e le condizioni esterne, quali la differenza di
pressione applicata e la concentrazione di sale della soluzione esterna. Loeb
considerò una forma particolare dell’equazione (11) con l’ipotesi di
impermeabilità al sale, cioè con B = 0. Per il caso speciale di C4=0, cioè con
acqua distillata da un lato della membrana, l’equazione si riduce a:
π2
JW = A
- A∆p
(12)
B
1+
[exp(JWK)-1]
JW
Le equazioni precedenti sono implicite per JW, ma possono essere risolte
numericamente. L’equazione finale può essere semplificata perché, per
membrane reali sotto condizioni PRO, JWK generalmente è molto più piccolo
dell'unità. L'esponenziale può essere così sviluppato e, se si trascurano i
termini di ordine più alto, dalla (12) si ottiene:
JW ≈ A ((π2 / 1+BK ) - ∆p )
(13)
151
I parametri delle membrane necessari per calcolare il flusso in PRO dalle
equazioni scritte, possono essere ottenuti da prove di RO.
Così, determinando il flusso d’acqua in RO:
- A può essere ottenuto da misurazioni di JW contro ∆P, quando ∆P è
conosciuto.
- B può essere ottenuto da misurazioni di reiezione di sale in RO; infatti, B è
in relazione con R attraverso l’equazione:
A (1 – R) (∆p - ∆π)
B=
(14)
R
Il parametro K può essere ottenuto da misurazioni di osmosi diretta (con
∆p=0 ed acqua priva di sali usata su un lato della membrana, C4=0). In questo
caso, le equazioni (12) e (13) possono essere riordinate per dare
rispettivamente la (15) e la (16):
1
K≈
Aπ2 - JW
ln(
JW
+ 1)
(15)
B
Aπ2 - JW
K≈
(16)
BJW
e K può essere ottenuto misurando JW
con una soluzione di pressione
osmotica conosciuta.
Molte membrane commerciali e sperimentali utilizzate normalmente in RO
sono state sottoposte a prove di RO e DO per determinare i parametri A, B, e
K, in modo da poter effettuare dei calcoli per predire il comportamento
ipotetico in PRO.
152
Differenze tra RO e PRO
Si esaminano in dettaglio le differenze pratiche tra RO e PRO e la situazione
reale è illustrata in Fig. 4 e nella Tabella 2; si considerano poi i vari casi.
-3
JW 10-4cm3/cm2sec
-2
-1
C
0
∆π
∆πeff
D1
σ∆π
1
D2
2
B
A
3
0
10
A
B
20
30
40
C
D1
D2
50
60
∆p (atm)
Fig. 4: La relazione tra RO e PRO per membrane ideali e reali.
Per i casi A,B,D1 e D2, C4=0; per il caso C, C4=C3.
Tabella 2
Valori assunti
Casi
B
K
A
2
-5
3
(10 cm /cm sec atm) ( 10 cm/sec) (10 sec/ cm)
-5
3
D1
1,0
2
50
D2
1,0
20
0,65
153
Caso A: membrana ideale. Questo è il caso illustrato in Fig.5
dell’Introduzione. Non c'è nessuna perdita di sale (B = 0), e JW = 0 quando
∆p = ∆π. La pendenza della curva è A, il coefficiente di permeabilità
dell’acqua.
Caso B: membrana che perde sale senza resistenza del substrato (K = 0). La
pendenza della curva è ancora A, ma adesso JW = 0 quando ∆p = σ∆π, ciò a
causa del passaggio di sale (ovvero, B > 0). In questo caso PRO è una
semplice estensione di RO.
Caso C: RO. Nella regione lineare, la pendenza è di nuovo A, e l'intercetta di
questa porzione lineare sulla linea JW = 0 è di nuovo σ∆π. Comunque,
consideriamo quello che accade nelle normali operazioni di RO, quando viene
diminuita ∆p. Il flusso di sale non dipende sostanzialmente dalla pressione,
mentre il flusso d’acqua è fortemente dipendente dalla pressione. Così, come
si riduce ∆p, il flusso di sale continua mentre il flusso d’acqua è diminuito.
Anche quando ∆p è estremamente piccola, ci sarà ancora un flusso d’acqua
minimo e, a causa del flusso di sale, la salinità dell’acqua prodotta sarà quasi
identica alla salinità dell’acqua di alimentazione.
Caso D: PRO. In RO, la concentrazione di sale sul lato di bassa pressione
della membrana è sempre identica alla concentrazione di sale nel permeato. In
PRO, abbiamo una diversa condizione al contorno, sul lato della membrana a
bassa concentrazione fissata dalla disponibilità d’acqua approvigionata. Se
iniziamo nel regime RO e continuamente riduciamo la pressione, scopriremo
che JW = 0 quando ∆p = ∆πeff , la differenza di pressione osmotica attraverso
la skin. ∆πeff è minore di σ∆π a causa del gradiente di concentrazione di sale
nel substrato poroso. Nel regime PRO, la dipendenza di JW da ∆p è lineare
con pendenza A, quando JWK è piccolo. Tuttavia, con alti flussi d’acqua o
resistenza significativa al flusso di sale nel substrato poroso, JW dipende non
linearmente da ∆p.
154
In Fig. 4 sono presentati due esempi di comportamento di membrane reali in
PRO. I casi D1 e D2 sono stati calcolati in base alle equazioni e rappresentano
lo studio di due membrane diverse.
Caso Dl: La membrana ha permeabilità estremamente selettiva, ma il
substrato poroso offre una resistenza significativa al flusso di sale, cioè B è
piccolo ma K è molto grande.
Caso D2: B è relativamente grande ma K è piccolo. A causa della
polarizzazione di concentrazione nel substrato poroso, la curva (JW / ∆P) in
PRO può avere una pendenza diversa rispetto a quella in RO e la relazione
flusso-pressione può essere non-lineare. Il punto chiave perciò è questo: si
deve esercitare una certa cautela nel ricavare dati per PRO da dati RO.
Infine, la pressione di conduzione ottimale di un sistema di PRO potrebbe
essere inferiore a (∆π/2) o anche a (σ∆π/2).
LE MEMBRANE SEMIPERMEABILI
In un articolo, pubblicato nel 1982, a cura di G. D. Metha, commissionato dal
Dipartimento dell’Energia degli USA, vennero presentate le prestazioni di
molte delle membrane semipermeabili in commercio con i seguenti risultati.
Membrane piane: il coefficiente di permeazione in DO delle membrane
asimmetriche utilizzate era risultato più basso di un fattore variabile tra 1,2 e
3 di quello ottenuto in RO. Inoltre, un aumento della differenza di
concentrazione portava ad una diminuzione del permeato, in tale ordine:
RO > DO (25/0) > DO (75/0) > DO (75/25), dove i numeri tra parentesi
indicano la pressione osmotica, rispettivamente dal lato della skin e da quello
del substrato di sostegno. Tale fenomeno fu ricollegato alla polarizzazione
interna della membrana, soprattutto per le membrane composite che avevano
un substrato più denso, ed in conclusione veniva proposto di utilizzare
155
membrane asimmetriche che avevano un substrato microporoso meno denso e
possibilmente ridotto in spessore.
Membrane a spirale avvolta: le membrane a spirale avvolta, nella
configurazione
originaria
per
RO
hanno
un’entrata
per
il
flusso
d’alimentazione e due uscite, una per il permeato prodotto e l’altra per la
salamoia di scarico. Nel sistema PRO c’è bisogno, invece, di due entrate e
due uscite, perciò furono usati dei mini-moduli (UOP, proposti da Loeb e
Reali) con membrana da BWRO in acetato di cellulosa, con una superficie
totale di membrana “attiva” pari a 0,325 m2 (Fig. 5).
Uscita
dell’acqua
“meno dolce”
dal collettore
Acqua
salata
Collettore
Acqua
salata
Acqua
dolce
L’Acqua
salata entra tra
le due buste,
dove c’è il
distanziatore
collettore
Acqua
salata
diluita
Envelope
(busta
avvolta)
Fig. 5: Schema dei flussi di PRO in un mini-modulo UOP rappresentato con una sola
busta. La striscia scura centrale nel foglio è una parete separatrice che serve per realizzare
un flusso continuo (con ingresso ed uscita) anche per l’acqua dolce, la quale procede a
contatto con le membrane verso l’esterno della spirale e, successivamente, verso il
collettore interno, di modo che l’acqua non permeata, a maggior concentrazione salina,
possa uscire liberamente. Il prolungamento della striscia al collettore centrale indica che
esso è chiuso all’interno.
156
Le conclusioni a cui arrivò Metha su questo tipo di configurazione furono:
- la necessità di ridurre la polarizzazione interna usando membrane con un
substrato di maggior porosità oppure membrane meno spesse; inoltre, lo
spacing material, cioè lo strato distanziatore all’interno della busta (vedi
Fig. 6 del Capitolo 2) dovrebbe essere più spesso e lasco di quelli standard
usati in RO in modo da favorire il passaggio dell’acqua dolce tra le buste
avvolte attorno al collettore;
- il favorevole rapporto, tra superficie di membrana e volume occupato,
rende questa configurazione particolarmente interessante, seppure i
risultati ottenuti dagli esperimenti siano inferiori di un ordine di grandezza
rispetto a quello necessario per la PRO per il quale il coefficiente di
permeazione dovrebbe raggiungere il valore di 0,01m3/m2 atm die.
Membrane a fibra cava: I tests furono eseguiti su membrane a fibra cava della
DuPont, i mini-permeatori B9. Tali membrane erano costituite di poliammide
aromatica ed avevano un diametro interno ed esterno rispettivamente di 42 e
98 µm con la skin posizionata sul lato esterno della fibra. Metha concluse che
questo tipo di membrane, per il loro ridotto spessore, sarebbero risultate le più
adatte, soprattutto se si fosse aumentato il diametro interno delle fibre almeno
ad 80 µm.
MEMBRANE PIANE
Uno studio giapponese del 1984 stabilì la possibilità di predire le prestazioni
in RO a 40 atm di una membrana asimmetrica in acetato di cellulosa, tramite
le costanti della membrana stessa, stabilite con il modello di KedemKatchalsky, da prove in osmosi diretta senza applicare alcuna pressione.
Inoltre, si valutò che tali prestazioni potevano essere regolate cambiando le
temperature di ricottura (annealing temperatures) della miscela polimerica
che avrebbe formato la membrana (composta al 25% d’acetato di cellulosa, al
157
45% d’acetone ed al 30% di formamide); gli altri parametri furono mantenuti
costanti, con la concentrazione della soluzione a 0,05 mol/l di NaCl.
La fabbricazione venne realizzata a temperatura ambiente mantenendo la
stessa temperatura di evaporazione a circa 20°C, per un tempo di 20 secondi.
In Tabella 3 sono riportati i valori delle costanti di membrana dedotti da
prove in osmosi diretta, variando la temperatura di ricottura da 78°C a 93°C.
Di tutte le membrane testate, la numero 6 e la 7 riportarono i risultati migliori
di permeazione con il valore di 7*10-5 cm3/cm2sec, pari a circa 2,5 l/m2hr .
In generale si stabilì che con l’aumentare della porosità (che corrisponde ad
una temperatura di ricottura più bassa) si ha anche un aumento del flusso
attraverso la membrana in osmosi diretta, sempre che la reiezione della stessa
non diminuisca troppo.
Tabella 3
N°
1
2
3
4
5
8
9
10
6
7
membrana
T
93
91
89
88
85
80
79
78
83
82
0,99 0,99 0,99 0,99 0,96 0,94 0,88 0,74 0,69 0,63
σ
0,230 0,437 1,024 1,149 2,590 3,419 3,626 4,035 4,046 3,290
Α
0,006 0,010 0,036 0,050 0,278 0,869 1,130 1,930 1,984 3,437
ϖ
NOTA: la temperatura (T) è espressa in °C, mentre i valori della permeabilità all’acqua,
A (10-5 cm/sec*atm) e quelli della permeabilità al soluto, ϖ (10-7 g/cm2*sec*atm).
Più tardi, nel 1990, uno studio condotto dal prof. Reali, calcolò i profili di
concentrazione salina nel substrato poroso di membrane anisotrope, in
condizioni di PRO. Tali membrane sono molto importanti per lo sfruttamento
della PRO e quindi è stato ritenuto utile effettuare una valutazione della
concentrazione di polarizzazione nel substrato poroso, mediante un’accurata
tecnica analitico-numerica, basata sulle equazioni di Navier-Stokes per
sistemi multi-componenti e sulle approssimazioni in serie di Taylor.
158
Lo studio di membrane piane, costituite da una skin molto sottile (circa 1µm)
e supportata da uno strato poroso (circa 100µm), ha portato alla costituzione
di un modello matematico semplificato.
Tale modello potrebbe essere utile per studiare le caratteristiche delle
membrane in commercio ed eventuali nuovi tipi più adatti alla PRO, evitando
la necessità di alcune prove di laboratorio.
I parametri considerati per definirlo sono stati:
- A, il coefficiente di permeazione dell’acqua;
- B, il coefficiente di permeazione dei sali;
- t, lo spessore del substrato poroso;
- Ds, la diffusione effettiva del sale nel substrato poroso, data da:
Ds = De*ε / τ
con
(17)
τ, tortuosità;
ε, porosità;
De, diffusione locale del sale, calcolata su intervalli di substrato
poroso, di circa 10 µm di spessore, in relazione alla loro distanza dalla skin.
Nel caso in cui la skin sia a contatto con l’acqua salata, l’effetto di Ds, che
non è costante lungo il substrato poroso, è stato considerato assumendo
l’aumento del 50% sulla parte porosa libera rispetto a quella che, invece, è a
contatto della skin in funzione della minore concentrazione di sali.
Inoltre, un problema importante che è stato affrontato approfonditamente in
questo articolo è l’ubicazione della skin, considerando il problema della
polarizzazione e quello del materiale particolato presente nell’acqua dolce.
Tale discussione sarà affrontata nel successivo paragrafo riguardante le
membrane a fibra cava, che in questo studio avevano il raggio interno del
lume pari a 100 µm.
159
Tra gli studi più recenti sulle membrane asimmetriche va segnalato quello del
prof. Loeb, pubblicato nel 1997, ed intitolato “ Effect of porous support fabric
on osmosis through a Loeb-Sourirajan type asymmetric membrane”. Tale
ricerca ha tentato di chiarire in maniera esaustiva i problemi connessi al
substrato poroso di supporto e ne segue, perciò, una parziale presentazione.
Effetto del supporto poroso di rete-tessuto sull’osmosi attraverso una
membrana asimmetrica Loeb-Sourirajan
Confronto tra osmosi inversa ed osmosi diretta attraverso una membrana
asimmetrica senza la rete-tessuto di supporto
La Fig. 6 mostra la pressione e la concentrazione di soluto attraverso una
membrana di L-S nell'osmosi inversa (RO). L’acqua permeata (J1) dalla
soluzione ad alta concentrazione, fluisce attraverso la pellicola verso il
substrato poroso a sinistra, senza variare la sua concentrazione di soluto (C2) e
variando poco in pressione. In questo caso, lo spessore del substrato poroso
ha un ruolo trascurabile nel determinare il valore del flusso d’acqua permeata.
Interfaccia di transizione
X=0
PHi
J1
πHi , CHi
J2 accoppiato
Plow
Plow
πtr= πLow
C2tr= C 2Low
πlow, C2Low
Substrato poroso
Skin
∆X
Fig 6: Condizioni di trasporto in osmosi inversa attraverso una membrana asimmetrica
160
Nell'osmosi diretta, bisogna tenere conto invece del fenomeno di
polarizzazione interna. Come mostrato in Fig. 7, l’acqua permeata fluisce
dalla soluzione a bassa concentrazione (C2Low) verso destra nel substrato
poroso, portando il soluto con se.
Interfaccia di
transizione
X=0
J1
πHi , CHi
J2 (accoppiato)
πtr , C2tr
J2 (diffusione)
J2 (netto)
πps , C2ps
πLow , C2Low
Substrato poroso
πtr(ideale)= πlow
C2tr
(ideale)= C2Low
Π
Low
Skin
∆X
Fig. 7: Condizioni di trasporto in osmosi diretta attraverso una membrana asimmetrica con
acqua dolce sul lato del substrato poroso
In ogni punto del substrato poroso (PS), dove la concentrazione di soluto è
C2PS, il flusso di soluto, J2, tende a fluire verso destra, accoppiato al flusso di
acqua J1, secondo la relazione J2 = J1 C2PS. Il flusso di soluto è bloccato dalla
skin all'interfaccia, che fa così crescere la concentrazione di soluto C2
all’interno di PS. A sua volta questo aumento causa retro-diffusione del soluto
verso sinistra con un flusso J2 = - (D2PS)(dC2/dx) dove D2PS è la diffusività del
soluto nel substrato poroso.
161
La concentrazione di soluto, C2 continua a crescere fino a che si raggiunge
uno stato di equilibrio per πtr e C2tr. Fino a che πtr è più grande di πlow, le
soluzioni delle equazioni di trasporto della skin mostrano che:
J1 (reale) = A (πHI - πtr ) è minore di J1 (ideale) = A (πHI - πLOW ).
J1 (reale) può solamente tendere a J1 (ideale) se la percentuale di retrodiffusione è alta o lo spessore di diffusione, t, è piccolo. Questo equivale a
dire che la resistività del soluto K (= t/D2PS) nel substrato è bassa.
Nell'osmosi, il substrato poroso ha una chiara influenza nel determinare il
flusso d’acqua permeata, J1, perché la resistività del soluto K è direttamente
proporzionale allo spessore del substrato e inversamente proporzionale alla
sua porosità.
Se viene approssimato, C2A/C2B = πA/πB e se la sperimentazione è ristretta al
caso in cui la pressione osmotica risulti apprezzabile su entrambi i lati della
membrana, l’equazione di Lee per acqua a bassa concentrazione dalla parte
del substrato (K = τ*t/Ds*ε , misura la resistenza al trasporto del sale nel
substrato poroso; ε è la porosità del substrato presunta uguale alla frazione di
volume occupata dall’acqua nei capillari della membrana, Ds è il coefficiente
di diffusione del sale nel substrato; t è lo spessore e τ la tortuosità del
substrato poroso), può essere ridotta all’equazione K = (1/J1) ln(πHi / πlow).
Da un’ulteriore analisi risulta che questa equazione potrebbe essere applicata
con la soluzione a bassa concentrazione sia sul lato della skin che sul lato del
substrato poroso della membrana. E’ da notare anche che la “driving force”
osmotica, essenzialmente, è il logaritmo del rapporto tra pressione osmotica
alta e quella bassa: JW ≈ ln (πHI - πLOW ).
Per una membrana asimmetrica senza un supporto rete-tessuto, la resistività
del soluto K si riferisce alla diffusione di soluto nel substrato poroso.
162
Quando il supporto d’appoggio rete-tessuto è presente, esistono, come
mostrato in Fig.5, tre regioni distinte e specifiche per la diffusione del soluto:
- il substrato poroso,
- il supporto rete-tessuto,
- una regione di sovrapposizione tra i due supporti.
I metodi di sperimentazione e l'analisi dei dati, qui usata, sono appropriati
anche per un termine di resistività complessiva del soluto, il quale dovrebbe
essere usato per le membrane che hanno un supporto meccanico rete-tessuto.
Tale resistività sarà chiamata Kfab.
Descrizione della membrana Toray CA-3000
La membrana CA Toray 3000, prodotta dalla Toray, è una membrana
asimmetrica in acetato di cellulosa per RO, sostenuta da un supporto retetessuto. Fu scelta per prove estese perché il supporto poteva essere rimosso
dal resto della membrana, permettendo di effettuare dei paragoni tra la
membrana con e senza il supporto. Per mezzo di un’osservazione più
approfondita a livello microscopico, si può verificare che la membrana e il
supporto meccanico hanno le dimensioni mostrate in Fig. 8.
Supporto
155
30 Tessuto
Skin
135
CA
Spessore totale, 260
Fig. 8: Dimensioni della membrana Toray CA-3000 (tutte le misure in µm).
163
Le caratteristiche della membrana in RO, secondo la Toray sono:
- reiezione di NaCl, R, 0.98 (98%);
- flusso d’acqua, J1 , 0.90 m3/m2 die.
I dati sono stati ottenuti ad una concentrazione d’alimentazione di 1500 mg/l
di NaCl e con una pressione idraulica di 30 kg/cm2 (circa 29 atm), mentre la
soluzione di NaCl a 1500 mg/l ha una pressione osmotica di circa 1,2 atm.
Scopo delle prove
Lo scopo primario delle prove era, come riportato, di determinare l'effetto del
supporto rete-tessuto sul flusso osmotico dell’acqua permeata. Inoltre, il
valore della resistività del soluto, K (o Kfab), è stato determinato per ogni
prova. K è, in primo luogo, una proprietà dipendente dalla natura del soluto e
del mezzo poroso attraverso cui diffonde; infatti, K dovrebbe essere
relativamente costante per un determinato soluto, purché il valore di J1, πhi,
πlow in una determinata prova non varino.
Un altro scopo di queste prove era proprio quello di determinare il valore
della costante K con valori diversi di J1, πhi, πlow .
Una conclusione provvisoria raggiunta riguarda il fatto che l’equazione stessa
dovrebbe mantenersi valida sia quando la soluzione a bassa concentrazione è
sul lato della pellicola, sia quando è sul lato opposto della membrana, con o
senza supporto rete-tessuto.
Risultati delle prove effettuate con la membrana Toray CA-3000 in acetato di
cellulosa
I risultati ottenuti dalle prove sono stati riportati in Tabella 4.
Dall’esame dei dati riportati si può notare che:
- l'effetto dannoso del supporto rete-tessuto sul flusso di acqua permeata è
molto chiaro. Nelle prove con rapporto delle concentrazioni pari
rispettivamente a 12/6, il flusso di permeazione medio con il supporto rete164
tessuto era 1/6 del flusso senza supporto (0.01 vs. 0.06 m3/m2die).
Approssimativamente, questo stesso valore si ritrova nel rapporto 17/104
per K/Kfab;
- in tutte le prove fatte senza il supporto di appoggio, il termine K era
relativamente costante (valori tra 15 e 25 die/m, contro i 100die/m che si
può facilmente trovare in membrane per RO), nonostante un’apprezzabile
variazione in J1, πhi,πlow ed nel loro rapporto. Si è visto quindi che
l’equazione, K = (1/J1) ln(πHi / πlow), è piuttosto soddisfacente e il termine
K è generalmente preponderante nel determinare i flussi di permeazione
osmotica, come previsto dall’equazione stessa;
- nelle prove fatte con la soluzione a bassa concentrazione sul lato della
pellicola è stato evidenziato che l'uguaglianza approssimata dei valori di K
e di Kfab, con quelli delle altre prove nei loro gruppi rispettivi, avvalora
l’ipotesi che il lato della membrana in contatto con la soluzione a bassa
concentrazione non è un fattore importante.
Tabella 4
Effetti del supporto rete-tessuto in osmosi diretta su una membrana Toray CA-3000
Soluzioni MgCl2 iniziali
Pressione
Rapporto
concentrazioni osmotica
C2Hi/C2Low
πHi/πLow
(%/%)
(atm/atm)
12/6
140/50
12/6
140/50
18/6
290/50
18/12
290/140
24/12
540/140
Flusso
permeato J1
3
2
(m /m die)
0,012
0,0097
0,0097
0,060
0,056
0,051
0.071
0,064
0,094
0,020
0,031
0,059
Resistenza alla
diffusione di MgCl2
(d/m)
Con
Supporto
Kfab
Senza
supporto
K
101
112
98
18
15
18
15
18
17
25
23
20
Soluzione a
contatto con la
skin
Alta (Hi) o
bassa (Low)
concentrazione
Hi
Low
Hi
Hi
Low
Hi
Hi
Hi
Hi
Hi
Hi
Hi
165
Prove con altre membrane in acetato di cellulosa
Tests di osmosi con soluzioni al 6 e 12% di MgCl2 sono stati fatti su molte
altre membrane commercialmente disponibili, sempre in acetato di cellulosa.
Tutte erano sostenute da un supporto rete-tessuto non-tessuto.
Nelle prove non è stato mai rimosso il supporto, soprattutto per non
danneggiare la membrana.
I risultati ottenuti, riassunti in Tabella 5, mostrano che i valori di Kfab sono in
sintonia con quelli della membrana Toray CA-3000 munita di supporto, se
non più alti. Come per la membrana Toray, i risultati sono indipendenti
dall'ubicazione delle soluzioni al 6 e 12% di MgCl2 per le membrane
fabbricate da Fluid Systems, Trisep, e Desalination Systems.
Solamente la membrana della Hydranautics' ha raddoppiato il Kfab quando la
soluzione a bassa concentrazione è stata messa contro la skin.
Tabella 5
Resistenza al soluto (Kfab): valori ottenuti con altre membrane in acetato di cellulosa
Fabbricante
Fluid Systems
Nome membrana
LP
CA/CTA
Trisep
--------
Desalination
Systems
CD-Yuma
CA-CTA
Hydranautics
CAB-1
Kfab (d/m)
82
96
140
140
380
380
246
93
Commento
Nota 1
Nota 2
Nota 1
Nota 2
Nota 1
Nota 2
Nota 1
Nota 2
Nota 1: soluzione a bassa concentrazione contro skin.
Nota 2: soluzione a bassa concentrazione contro supporto.
Prove fatte con 6 e 12% MgCl2.
166
Risulta evidente che qualsiasi supporto meccanico provoca una notevole
riduzione delle capacità di permeazione selettiva di una membrana. Tuttavia,
il supporto è necessario per migliorare la robustezza della membrana in modo
che resista ad alti flussi e ad alte pressioni, impedendo dunque che si rompi.
Probabilmente una membrana del tipo L-S, ma a geometria capillare, sarebbe
la scelta migliore (nel caso di acque povere di sostanze sporcanti) in quanto
non richiederebbe un ulteriore strato di supporto. Il diametro interno però
dovrebbe essere almeno 100 µm, per minimizzare gli effetti di perdita di
carico nel tubo capillare e lo spessore del tubo deriverebbe da un
compromesso: deve essere grande abbastanza per mantenere la rigidità
capillare ma anche sottile per favorirne la permeazione.
MEMBRANE A FIBRA CAVA
Dall’articolo del 1990 suddetto del prof. Reali, membrane a fibra cava con
lume di raggio pari a circa 100µm ed in grado di sopportare una differenza di
pressione, tra interno ed esterno, di circa 10 atm sono analizzate mediante una
tecnica analitico-numerica in grado di calcolare il comportamento del soluto
nella membrana.
Le membrane capillari sono di grande interesse perché, in primo luogo, hanno
un buon rapporto, tra superficie di membrana utilizzabile e volume occupato
dal modulo. Considerando le stesse condizioni già espresse precedentemente
nel caso di membrane piane asimmetriche, alcune delle conclusioni riportate
dall’articolo in Appendice B, suggerirono che:
- il posizionamento dei flussi in PRO, per minimizzare la caduta di
pressione lungo l’asse della fibra cava, prevede che il flusso di acqua dolce
dovrebbe essere all’interno del lume in modo che la pressione di circa 10
atm sul lato della soluzione salina sia all’esterno della fibra, comprimendo
la membrana che nel frattempo sarà sostenuta dalla pressione osmotica;
167
- la durata (vita) delle membrane è previsto più lunga (6 anni) rispetto a
quelle registrate nello sfruttamento delle stesse in osmosi inversa, visto che
lavorerebbero a pressioni minori nel processo PRO e, quindi, sarebbero
evitati anche i problemi legati al compattamento;
- per rendere il processo economicamente conveniente è stato calcolato che
la costante di membrana dovrebbe essere di 0,006 m3/m2 atm die,
assumendo che: l’efficienza del sistema porti ad uno sfruttamento del 60%
del potenziale teorico, il rapporto del costo del modulo installato sull’area
di membrana presente sia pari a 3$ per m2 e che l’energia ricavabile per m3
di permeato sia di 0,168 kWhr;
- riguardo alla posizione della skin, considerando il problema della
polarizzazione e quello del materiale particolato presente nell’acqua,
probabilmente sarebbe meglio se essa fosse esposta all’acqua dolce e il
substrato poroso fosse a contatto con l’acqua salata. Infatti, se la densa e
attiva pellicola fosse all’esterno, il substrato poroso sarebbe sul lato
dell’acqua dolce e ciò porterebbe a problemi minori di polarizzazione nel
substrato stesso ma ad un intasamento dei pori per l’accumulo di
particolato presente nell’acqua dolce (Fig. 9a); invece, se avessimo la skin
all’interno, il particolato presente nell’acqua dolce sarebbe portato via dal
flusso continuo della stessa (tangenziale alla skin) ed il permeato ne
impedirebbe l’accumulo all’interno del substrato dalla parte dell’acqua
salata, a scapito però di una maggior polarizzazione per via del contatto tra
substrato ed acqua salata (Fig. 9b).
168
substrato poroso
skin
permeato
Fig. 9 (a): Comportamento del particolato (frecce di color marrone)
per skin sul lato dell’acqua salata
skin
substrato poroso
permeato
Fig. 9 (b): Comportamento del particolato (frecce di color marrone),
per skin sul lato dell’acqua dolce
169
Nel caso d’acqua dolce contro skin la polarizzazione interna si manifesta con
un gradiente di concentrazione che porta da un valore basso sulla skin ad un
valore massimo nella soluzione salina (bulk concentration) al limite esterno
dello strato di supporto (Fig. 10): in condizione di stazionarietà, il sale
trasportato dal flusso d’acqua permeata attraverso la membrana equivale a
quello che per diffusione tende a rimanere nel substrato poroso (percorso A);
Spessore totale
C3
C2
C5
C4
Flusso sale per J1
C1
Flusso acqua (J1)
Acqua
dolce
Flusso sale per
diffusone
Skin
Soluzione
salina
Substrato poroso
Fig. 10: Comportamento di una membrana con skin sul lato dell’acqua dolce
Con riferimento alla figura 10, essendo C5 la concentrazione della soluzione
salina, C1 quella dell’acqua dolce e πn le pressioni osmotiche corrispondenti,
in analogia alla figura 3, si deve analizzare la differenza (π3-π2) che
rappresenta la pressione osmotica operativa. Tale analisi consente di
selezionare eventuali membrane adatte per la PRO, nonostante la diminuzione
del flusso di permeazione causato dalla polarizzazione interna.
170
Da notare nella configurazione di skin della fig. 10, il fatto che l’acqua dolce
che va a diluire il substrato poroso, dovrebbe impedire che si raggiungano
livelli di concentrazione tali da avere formazione di cristalli.
Per migliorare l’efficienza di una membrana per PRO, si dovrà sviluppare un
substrato che permetta di facilitare il passaggio dei sali (K molto piccolo), in
combinazione con una skin che abbia un’alta reiezione (B molto piccolo).
Nel 1999 uscì sul “Journal of membrane science” un articolo finlandese, nel
quale si analizzava il flusso di una soluzione all’interno (diversamente dagli
altri studi precedenti) del lume di una membrana a fibra cava altamente
selettiva, ottimizzando gli aspetti termodinamici coinvolti in sistemi per la
produzione d’energia tramite PRO. La massimizzazione del rendimento di un
impianto sarà, secondo questo studio, in relazione al rapporto tra la potenza
netta e l’entropia generata:
ψ=P/σ
(18)
dove P, è la potenza [W]
σ, il tasso di entropia.generata [W/K].
Lo stesso concetto può essere riscritto in forma diversa:
ε = P / ( P+σT)
(19)
dove ε, è l’efficienza di conversione dell’energia,
T, la temperatura mantenuta sempre costante [K].
171
Dalla (19) si deduce che il valore senza dimensioni dell’efficienza di
conversione dell’energia risulterà massimo (ε =1) nel momento in cui σ = 0.
I parametri considerati da questa ricerca sono stati:
- i valori ottimali di differenza di pressione tra l’interno e l’esterno della
fibra (risultati quelli tra 8 e 12 atm nel caso di acqua di mare);
- l’efficienza dei vari componenti meccanici;
- la velocità iniziale che deve avere il flusso dell’acqua salata;
- la lunghezza ed il raggio delle fibre.
Velocità iniziale e raggio della fibra sono direttamente connessi: maggiore è
il primo e maggiore sarà il secondo; mentre, velocità e lunghezza hanno
riportato i risultati migliori d’efficienza con la prima compresa tra 0,05 e 0,08
m/s e la lunghezza tra 0,4 e 0,8 m (per fibre di raggio > 100 µm).
La Tabella 6 dà un’idea della massima densità di potenza ricavabile per m3 di
fibre.
Tabella 6
Massima densità di potenza per volume di fibre (kW/m3fibre),
in funzione del raggio e della differenza effettiva di pressione osmotica
∆πeff (bar)
10
20
40
70
R = 10µm
108
430
1735
5308
R = 25µm
45
180
720
2206
R = 50µm R = 100µm R = 175µm R = 250µm
22
11
6,4
4,5
90
45
26
18
360
179
103
72
1103
550
315
220
NOTA: µ = 855*106 N s / m2; ηturbina= 0,9; ηpompa= 0,8.
172
Esempio di preparazione di fibre cave in acetato di cellulosa
Una fibra cava con caratteristiche simili a quelle delle membrane a film in
acetato di cellulosa, del tipo di Loeb-Sourirajan, è preparata con metodo “dryjet wet spinning”
da una miscela di acetone-formamide in acetato di
cellulosa. La procedura standard comporta l’estrusione della miscela di
polimero, acetone-formamide con percentuali in peso 30:28:42 , a 50°C
attraverso una filiera singola o multipla, dotata di un ugello sigillato per
iniezione di azoto, in modo da controllare le dimensioni del lume. La
coagulazione avviene in acqua alla temperatura tra 0 e 3 °C, seguita da un
lavaggio in linea con acqua a 2-5 °C e a temperatura ambiente. La fibra è
raccolta bagnata ed immagazzinata fino a che non viene usata per test o per
operazioni finali di assemblaggio. Le dimensioni tipiche sono 320 micron per
il diametro esterno, 110 micron per il diametro interno, e circa 300 e 100
micron dopo essere stata ricotta a 70-90°C in un’operazione che può essere
compiuta in linea o in seguito sul fascio di fibre. Prima di eseguire la
ricottura, le fibre mostrano flusso alto e poca o nessuna selettività per il sale.
173
Nella Figura seguente è descritto un modulo ibrido, progettato per PRO.
Fig.11: Modulo ibrido composto da buste piane contenute in un vessel per moduli spiralati
174
MEMBRANE A SPIRALE AVVOLTA
Le membrane a spirale avvolta hanno al loro interno, come è stato descritto
nel capitolo precedente, coppie di fogli di membrane piane, unite insieme per
formare una busta; perciò, le considerazioni fatte per la costituzione della
busta/membrana possono essere le stesse di quelle suddette a proposito delle
membrane piane. L’applicazione di tali membrane in PRO, prevede,
innanzitutto, la realizzazione di modifiche che portino il modulo ad avere due
entrate e due uscite; inoltre, per facilitare il passaggio dell’acqua all’interno
della spirale, formata dai fogli avvolti attorno al collettore, si dovranno usare
distanziatori più spessi, rispetto a quelli che vengono utilizzati in RO a
pressioni più elevate.
Questa configurazione era stata quella prescelta dalla ricerca italiana per il
progetto SALPO poiché, come le fibre cave, ha il notevole vantaggio di
occupare poco spazio, in relazione alla superficie di membrana utilizzabile.
Le geometrie modificate, proposte durante il progetto, sono state diverse e per
motivi di brevettazione in corso, al momento, non possono essere
completamente descritte. Riporterò, quindi, solo alcune foto di uno del
modulo BWRO che è stato oggetto di studio per decidere quale fosse la
geometria migliore da adottare (Fig. 12 e 13).
Fig.12: Particolare delle giunzioni tra buste e collettore
175
Fig.13: Membrana a spirale avvolta tagliata e srotolata
MEMBRANE TUBOLARI
Le considerazioni riguardanti questa configurazione saranno presentate nel
prossimo capitolo, in concomitanza all’attività sperimentale svolta presso il
Politecnico di Milano.
176
DIFFERENTI TIPI D’IMPIANTO PER PRO
Introduzione
L’osmosi diretta contro pressione può essere descritta semplicemente dallo
schema in Figura 14.
Acqua salata
3,5% di NaCl
πS = 24 atm
0 atm < PS < πS
Membrana
semipermeabile
perfetta
PS
PS=0atm
Idrotubina
generatore
permeato
∆V (m3/die)
πf = 0 atm
Pf = 0 atm
Acqua dolce
Fig.14: Schema idealizzato elementare discontinuo (batch) per PRO
La pressione idraulica (PS) dell’acqua salata è minore della pressione
osmotica ∆πS (24 atm) dell’acqua salata stessa (soluzione considerata al 3,5%
in peso di sale). Per l’acqua dolce (fresh water) la pressione idraulica (Pf) e la
pressione osmotica (∆πf) sono entrambe ipotizzate nulle. L’acqua permea dal
lato dell’acqua dolce a quello dell’acqua salata con una portata ∆V (m3/die).
Tuttavia, il volume d’acqua salata è abbastanza grande se paragonato al
volume del permeato durante il processo, così che la permeazione fa
diminuire solo marginalmente la concentrazione di sale della soluzione salata.
177
Se si assume anche che l’idroturbina abbia un’efficienza del 100%, la potenza
generata è la massima disponibile alla pressione PS ed è:
| massima potenza disponibile | = PS*∆V
(20)
Gli impianti PRO che potranno essere costruiti produrranno un’energia netta
certamente minore di quella massima teorica possibile. Il rapporto, tra
l’energia netta e quella massima convertibile, sarà chiamato efficienza
meccanica, ME:
|ME| = energia netta / massima energia convertibile
(21)
L’efficienza meccanica nei processi PRO sarà una funzione
dell’efficienza dei componenti rotanti come pompe, motori,
turbine e generatori
delle perdite di carico nei moduli osmotici
della configurazione dell’impianto.
Si esaminerà qui solo l’efficienza meccanica in funzione di quest’ultimo
parametro, considerando costanti i primi due fattori, con valori che saranno di
seguito discussi; inoltre, per non appesantire la descrizione dei vari impianti,
riporterò i calcoli matematici dell’efficienza solo per l’impianto a flusso
alternato che è risultato indubbiamente il migliore. Basterà applicare lo stesso
criterio che è riportato per tale impianto, per calcolare l’efficienza degli altri.
Condizioni assunte
I dati e le ipotesi che qui esporremo sono stati usati per ogni configurazione di
impianto. I dati sperimentali ottenuti sull’efficienza dei componenti meccanici
e le perdite di carico nel passaggio dei fluidi, sono estrapolati da un modulo
composto da fibre cave ragionevolmente grande per gli esperimenti PRO in
questione.
178
Le condizioni ipotizzate sono state:
a) La soluzione concentrata e quella diluita che entrano nel modulo sono
acqua salata e acqua dolce. L’acqua salata entrante ha una portata V, con
una concentrazione di circa 3,5% in peso di NaCl e una pressione osmotica
di 24 atm. L’acqua dolce permea la membrana con una portata ∆V.
b) Il rapporto V/∆V è 1,08. La miscela di acqua dolce e acqua salata lasciano
il modulo (V + ∆V) con una concentrazione di NaCl di circa 1,8% in peso
e una pressione osmotica di 15 atm.
c) La caduta di pressione attraverso la turbina andrà da 9 a 0 atmosfere in
ogni processo. Come corollario a questa richiesta la pressione idraulica
approssimata Ps sul lato acqua salata del modulo PRO avrà un valore di 9
atm in ogni punto.
La potenza massima disponibile sarà: PS ∆V = 9 (atm) ∆V.
d) La caduta di pressione per il lato di acqua salata del modulo sarà:
0,007 PS = 0,007 x 9 atm.
e) La caduta di pressione per il lato acqua dolce del modulo sarà:
0,011 PS = 0,011 x 9 atm.
f) L’acqua dolce entrante nella sezione a bassa pressione del modulo è
assunta contenere del sale ed inoltre il sale può diffondere dal lato salato al
lato dolce per alcune imperfezioni della membrana. Per prevenire che
l’acqua dolce diventi concentrata ad un’alta pressione osmotica dalla
portata di permeazione ∆V, viene mantenuto un flusso di scarico di portata
FS (flushing solution). L’acqua dolce, per soddisfare le condizioni di
continuità, entra quindi nel modulo ad una portata FS + ∆V.
g) Il rapporto FS / ∆V è 0,39. E’ abbastanza alto per prevenire una pressione
osmotica indesiderata nella soluzione dolce, ma sufficientemente basso per
evitare eccessive richieste energetiche della pompa.
h) L’efficienza degli organi rotanti è pari all’80%. Sono inclusi in questa
categoria la coppia idroturbina-generatore, la pompa dell’acqua salata, la
pompa dell’acqua dolce.
179
Impianto a flusso continuo a livello del mare
Questa configurazione è stata proposta da Loeb nel 1976. L’acqua salata, con
un flusso di V (m3/die), viene pressurizzata a 9 atm, quindi entra nella sezione
ad alta pressione del modulo dove riceve una portata di permeato ∆V.
L’acqua salata diluita (portata V+∆V) viene poi depressurizzata attraverso
l’idroturbina per produrre energia (Fig 15).
Pompa
Acqua
salata
Soluzione dolce
Alta pressione
Alta salinità
Bassa pressione
Bassa salinità
Modulo PRO
Acqua
salata diluita
Idroturbinageneratore
Pompa
Acqua
dolce
Fig.15: Impianto a flusso continuo al livello del mare.
L’efficienza meccanica per un impianto terrestre a flusso continuo è stata
valutata del 28%, ciò è dovuto al fatto che l’acqua salata viene fatta passare
attraverso due organi rotanti, la pompa e la turbina, con una grossa perdita di
energia. Inoltre, sarebbe auspicabile ridurre il valore V/∆V sotto 1,08 in modo
da aumentare l’efficienza totale. Tuttavia, la riduzione di questo valore
farebbe crescere il contributo dei costi delle membrane sul costo dell’energia,
a causa della diminuzione della pressione osmotica e conseguentemente della
pressione idraulica. Un aumento del valore di V/∆V è evidentemente
indesiderato perché l’efficienza meccanica si ridurrebbe ulteriormente. Per
questi motivi lo schema dell’impianto considerato non ha un'efficienza
soddisfacente.
180
Impianti a flusso continuo sotto il livello del mare
Questa configurazione di impianto basata sulla variazione di quota del
modulo osmotico, venne proposta dal prof. Reali come evoluzione di un
precedente progetto da lui proposto nel 1981, che prevedeva la costruzione di
un impianto sottomarino denominato SHEOPP (Submarine Hydro-ElectroOsmotic Power Plant). In questo tipo d’impianto sotterraneo si evitano,
difatti, le difficoltà intrinseche nel costruirne uno sotto la superficie del mare.
L’acqua dolce fluisce in profondità attraverso una condotta forzata con portata
(FS+∆V), circa 90m sotto il livello del mare, dove la pressione vale circa 9
atm (Pf ~ PS) e viene depressurizzata attraverso una turbina. L’impianto
osmotico PRO in questo caso è perciò analogo ad un impianto idroelettrico.
Come è comprensibile dalla Figura 16, il problema maggiore sarebbe quello
dello smaltimento dell’acqua dolce a 90 m di profondità con portata (FS+∆V)
che viene risolto, appunto, facendola permeare nel modulo PRO, posizionato
anch’esso a 90m di profondità, con portata ∆V verso l’acqua salata che viene
approvvigionata attraverso un condotto dal mare al modulo. L’acqua di mare
è nella sezione ad alta pressione del modulo a circa 9 atm, ha portata V e la
soluzione diluita di conseguenza avrà portata V+∆V e andrà diffusa nel mare.
Anche se l’efficienza meccanica di tale schema fosse alta, i costi totali per la
costruzione di un impianto sotto il livello del mare potrebbero essere eccessivi
per lo schema sotto il livello del mare, soprattutto a causa dell’alto costo
d’ammortamento del capitale che, comunque, potrebbe essere ridotto per
alcune aree della terra in cui vi fosse la presenza di cavità sotterranee in
prossimità della costa; in tale caso questo schema diventerebbe di notevole
interesse.
181
Livello mare
Mare
Fiume
Acqua salata
diluita (V+∆V)
Acqua (FS+∆V)
dolce
Alta pressione
Alta salinità
Acqua
salata
Soluzione
dolce
Pompa
FS
∆V
Bassa pressione
Bassa salinità
Pompa
Idroturbinageneratore
Fig.16: Impianto a flusso continuo sotto il livello del mare.
L’efficienza meccanica per impianti PRO sotterranei a flusso continuo è del
59% ed in questo caso è abbastanza alta rispetto al precedente schema nel
quale l’acqua salata era prima pressurizzata e poi depressurizzata; infatti, la
perdita energetica negli organi rotanti in quel caso era doppia.
Nello schema sotterraneo vi è una situazione pressoché parallela. La
soluzione di scarico d’acqua dolce di portata FS, viene depressurizzata nella
turbina e poi pressurizzata dalla PRO per essere smaltita, il che rende il
rapporto FS/∆V critico: esso dovrebbe (e probabilmente potrebbe) essere
considerevolmente più basso per avere una migliore efficienza meccanica.
182
Impianto a flusso alternato a livello del mare
In questa configurazione proposta da Loeb, l’acqua salata viene pompata nel
modulo ad una portata V (m3/die) provenendo dal fondo di uno di due
serbatoi ermetici verticali a pressione atmosferica ed assorbe il permeato di
portata ∆V in modo tale che una portata (V+∆V) di acqua salata diluita esca
dalla sezione ad alta pressione del modulo. Il flusso di permeato ∆V causa una
crescita della pressione nel serbatoio fino a 9 atm (PS), che porta l’idroturbina
ad entrare in azione, alimentata da una portata ∆V di soluzione diluita. La
portata rimanente d’acqua salata diluita ritorna alla cima del serbatoio. Le
soluzioni all’interno del serbatoio non si miscelano, a causa delle loro
differenti densità; infatti, l’acqua salata diluita, di densità minore, rimane in
alto nel serbatoio stesso, mentre l’interfaccia tra le due soluzioni scende,
mano a mano che il processo continua. Quando anche l’ultima parte di acqua
salata è stata rimossa dalla parte bassa del serbatoio, altra acqua salata viene
prelevata da un secondo serbatoio che è stato precedentemente riempito. A
questo punto l’acqua salata attraversa il modulo e l’acqua salata diluita viene
ora convogliata alla sommità del secondo serbatoio. E’ possibile sfasare di
poco le operazioni dei due serbatoi per evitare che nel passaggio da un
serbatoio all’altro si abbia un brevissimo calo di pressione e la portata alla
turbina possa essere interrotta finché il sistema non raggiunga di nuovo la
pressione di 9 atm (PS), alla quale la turbina opera normalmente. Mentre viene
utilizzato il secondo serbatoio, il primo è depressurizzato aprendo una valvola
alla sua sommità, svuotato dell’acqua salata diluita e riempito nuovamente
con acqua salata al 3,5% di salinità (Fig. 17 a). I rapporti V/∆V e FS/∆V in
questo impianto possono quindi essere alti, senza diminuire drasticamente
l’efficienza dell’impianto stesso. L’impianto PRO a flusso alternato con i due
serbatoi adibiti al recupero della pressione avrebbe alcuni vantaggi rispetto a
quello sotterraneo, in particolare dal punto di vista costruttivo, però potrebbe
avere svantaggi dal punto di vista operativo dovuti principalmente ai cicli di
lavoro alternato dei due serbatoi (Fig. 17 b).
183
3-valvola
Indicatore aria
Acqua salata
diluita
Aria
Serbatoio2
Acqua salata
Acqua salata
diluita
Serbatoio1
Acqua salata
scarico
Acqua salata
al modulo
Indicatore acqua
scarico
3-valvola
Fig.17(a): Impianto a flusso alternato al livello del mare
con tipica disposizione dei serbatoi
Acqua salata diluita (V)
Sistema di recupero
della pressione
pompa
Acqua
salata al
modulo
Soluzione
dolce
(FS)
Alta pressione
Alta salinità
Bassa pressione
Bassa salinità
(V)
Idroturbinageneratore
(∆V)
Acqua
salata
diluita
(∆V)
Acqua dolce
(FS+∆V)
Fig.17(b): Impianto PRO a flusso alternato al livello del mare.
Il sistema di recupero della pressione indica l’alternanza dei due serbatoi
184
Calcolo dell’efficienza meccanica
Potenza lorda della coppia idroturbina-generatore = PS ∆V 0,8
(sono state usate le condizioni C e H)
Potenza parassita nella pompa dell’acqua salata = 0,007 PS V / 0,8
(sono state usate le condizioni D e H )
Potenza parassita nella pompa dell’acqua dolce = 0,011 PS (FS + ∆V) / 0,8
(sono state usate le condizioni E ed H)
Potenza richiesta per ricaricare l’acqua salata nel serbatoio. Poiché l’acqua
salata deve essere pompata ad una portata confrontabile con la portata V
nel modulo, l’altezza dei serbatoi dovrebbe essere abbastanza piccola. Se,
ad esempio, l’altezza di questi serbatoi è di 2m, la pressione in testa da
vincere è approssimativamente di 0,2 atm e la potenza supplementare
richiesta per il completo riempimento sarà: (0,2 atm) V/0,8 = 0,25 (atm) V
Potenza netta (Potenza lorda - Potenze parassite – Potenza per ricarica )=
PS[∆V*0,8 – 0,007*(V/0,8)- 0,011*(FS+∆V)/0,8 – (0,25atm) V]
Efficienza meccanica (Potenza netta/PS ∆V) =
0,8-0,007V/0,8∆V-0,011/0,8*((FS/∆V)+1) - 0,25V/9∆V
Usando le condizioni B e G, V/∆V=1,08 e FS/∆V=0,39, si ottiene che
l’efficienza meccanica per il flusso alternato di un impianto PRO a livello del
mare è del 74%. Si ottiene quindi un’alta efficienza per questo tipo di
impianto dove l’efficienza risulta limitata solo dall’efficienza della coppia
idroturbina-generatore.
Un aspetto critico per questi impianti è il costo collegato ai due serbatoi che
devono essere sufficientemente resistenti alla pressione ed inoltre grandi
abbastanza per permettere tempi operativi pratici nel funzionamento
dell’impianto. Per il SALPO, ad esempio, sono stati scelti serbatoi in
vetroresina con diametro da 8", certificati e collaudati, per una pressione
operativa di 250 psi (circa 17 bar).
185
Conclusioni
Per il calcolo di tutte le efficienze meccaniche considerate sono state assunte
le condizioni di massima produzione d’energia per unità d’area delle
membrane, in modo da minimizzare i costi di capitale associati ai moduli.
Chiaramente l’impianto sotto il livello del mare e quello a flussi alternati
avrebbero maggiori efficienze meccaniche di quelle calcolate in precedenza,
se la restrizione sull’area delle membrane fosse tolta e si considerassero
pressioni operative (PS) maggiori.
Gli impianti PRO a livello del mare a flusso continuo sono poco interessanti,
a causa della loro bassa efficienza meccanica che è fortemente ridotta
dall’aumento del rapporto V/∆V, tra la portata d’acqua salata e quella del
permeato.
Gli impianti PRO a flusso continuo sotto il livello del mare danno un
considerevole aumento nel valore dell’efficienza meccanica rispetto allo
schema suddetto; tuttavia, sono fortemente condizionati nella resa dal
rapporto FS/∆V, dove FS è la portata dell’acqua che lascia la sezione del
modulo a bassa pressione. Inoltre, la morfologia dell’impianto, che richiede
quote sotto il livello del mare di circa 90m, rappresenta in generale una
notevole complicazione costruttiva.
Gli impianti PRO a flusso alternato posti al livello del mare hanno invece una
buona efficienza che è relativamente insensibile a variazioni dei rapporti
V/∆V e FS/∆V. Tuttavia, richiedono serbatoi resistenti ad alte pressioni,
elettrovalvole e sistemi di controllo che possono incidere notevolmente sui
costi globali.
In generale, visto che le pressioni raggiungibili non sono elevate come in RO,
per questi impianti si può prevedere l’utilizzo di materiali plastici, onde
evitare problemi di corrosione.
186
Impianti a ciclo chiuso
Ulteriori considerazioni sulla possibilità di ricavare energia dai gradienti di
salinità riguardano l’accoppiamento di un impianto a ciclo chiuso (ad esempio
il “CCOPP” proposto da Reali) con sorgenti di calore, quali:
- energia solare,
- energia geotermica,
- acque calde di scarico che fuoriescono da impianti industriali.
Tali impianti potrebbero funzionare anche utilizzando altri solventi e soluti al
posto dell’acqua e del sale marino, a seconda delle condizioni generali locali.
VALUTAZIONE DEI COSTI
Il capitale d’investimento necessario per la costruzione di un impianto per
PRO è notevole ed i costi dell’equipaggiamento necessario riguardano pompe,
contenitori resistenti alla pressione, idroturbina e moduli a membrana,
elettrovalvole e sistemi di controllo. Per semplicità possiamo considerare il
costo iniziale delle membrane come comprensivo dei costi totali del resto
dell’attrezzatura che per ogni impianto sarebbe necessaria scrivendo la
relazione:
Capitale ($/kW) = Costo membrane installate ($/m2) * 103 (W/kW) / Energia (W/m2)
Il costo iniziale perciò sarà determinato da tre fattori fondamentali:
1) il gradiente di salinità disponibile, che stabilisce la pressione operativa;
2) le caratteristiche della membrana (coefficienti A, B, K), che determinano
la quantità di energia prodotta per unità di area della membrana stessa
(W/m2);
3) il costo di mercato delle membrane installate.
187
E’ ovvio che i costi operativi dell’impianto, legati soprattutto alla
sostituzione di membrane danneggiate, saranno molto minori.
Fattori principali legati al capitale d’investimento:
1) Principali tipi di gradienti di salinità presenti sulla Terra
- Acqua di mare /Acqua dolce
La risorsa di gradienti di salinità di maggior importanza, a livello mondiale
è data dalla differenza di salinità tra acqua di mare/acqua dolce e cioè dove
ogni fiume sfocia nel mare. In realtà, nella maggior parte dei casi, i punti
di captazione delle due acque saranno lontani dalla foce del fiume in modo
da non prendere acqua che si sia già miscelata ed avere quindi una
differenza di pressione osmotica che sia la maggiore possibile. La
grandezza di questa risorsa potenziale è enorme.
- Salamoia /Acqua dolce
Il caso più rappresentativo di questa categoria di gradienti salini è il
Grande Lago Salato dello Utah, che prenderemo in considerazione
successivamente per valutare l’economicità di un impianto PRO. In alcune
zone del resto del mondo, tuttavia, si potrebbero ricreare artificialmente
condizioni analoghe, grazie ai depositi salini che si hanno lungo le coste.
L’evaporazione naturale di grandi volumi d’acqua contenente sostanze
solide disciolte dà luogo a formazioni o residui cristallini, noti come
evaporiti. Tra le più note formazioni di questo tipo, in relazione alla
percentuale di sali presenti nel mare, vi sono l’alite (derivante dal cloruro
di sodio) ed il gesso (solfato di calcio bi-idrato). La maggior parte dei
depositi salini si è formata nel passato geologico, a seguito
dell’evaporazione che si è avuta in bacini con sedimenti salini nei quali la
circolazione dell’acqua era limitata. Questi antichi depositi salini in alcune
località hanno raggiunto, in seguito a fenomeni di subsidenza, dimensioni
enormi ed è possibile che si trovino anche senza uno strato di sedimenti
188
che li ricopra; in quest’ultimo caso si parla di “duomi salini” (salt domes)
o “diàpiri”, i quali possono avere dimensioni di diversi chilometri sia in
larghezza che in altezza. Spesso l’estrazione del salgemma prevede
l’utilizzo di tecniche idrauliche di frantumazione: acqua sotto pressione
viene immessa nei duomi salini in modo da spezzare il minerale e portarlo
in soluzione grazie alla sua pressione idrostatica. Questa tecnica ha
permesso di ridurre i costi e di aumentare la produzione in questi pozzi che
pompano poi acqua molto salata.
Wick ed Isaacs avevano suggerito, già nel 1976, l’importanza energetica
dei duomi salini profondi in zone costiere, dove la pressione osmotica
dell’acqua salata può giungere a 350 atm: una pressione osmotica molto
elevata che consentirebbe di produrre elevati flussi di potenza elettrica.
- Salamoia /Acqua di mare o salmastra
I laghi d’acqua salata o salmastra (vedi anche Mar Morto) rappresentano
possibili gradienti di salinità se interfacciati all’acqua con una salinità
minore. Ci sono molti luoghi negli Stati Uniti meridionali e sud occidentali
dove questo sarebbe fattibile. L'acqua salata diluita nel processo PRO
sarebbe rimandata nel lago di acqua salata dove verrebbe riconcentrata
tramite evaporazione solare. Gli esperimenti che sono stati compiuti
usando le membrane PBIL (asimmetrica) e Pa-300 (composita) hanno
puntato a determinare la dipendenza del flusso osmotico dalla
concentrazione di sale sul lato della membrana che era esposto alla
soluzione più diluita. Il lato ad alta concentrazione delle membrane è stato
mantenuto a 23-24% di NaCl e la diluizione di concentrazione di sale è
stata continuamente monitorata: i risultati sono mostrati in Fig. 18 e 19,
dove i valori riportati sono sperimentali e da cui si deduce che il flusso,
attraverso entrambe le membrane, decresce marcatamente con la
concentrazione del sale in aumento sul lato diluito.
Le linee in Figura 18 e 19, tuttavia, rappresentano i flussi d’acqua con i
valori di K trovati negli esperimenti acqua salmastra/acqua dolce, ma il
buon accordo tra i flussi osservati e calcolati, attestano la validità del
modello proposto.
189
Flusso acqua (10-4cm3/cm2sec)
12
10
8
6
4
2
0
0
5
10
15
20
25
Concentrazione, NaCl %
Fig.18: Dipendenza del flusso d’acqua in DO attraverso una membrana PBIL, dalla
concentrazione di sale sul lato diluito. La soluzione concentrata era 24,3% in peso di NaCl.
Flusso acqua (10-4cm3/cm2sec)
0,6
0,5
0,4
0,3
0,2
0,1
0
0
5
10
15
20
Concentrazione della soluzione
diluita, NaCl %
25
Fig.19: Dipendenza del flusso d’acqua in DO attraverso una membrana PA-300 dalla
concentrazione di sale sul lato diluito. La soluzione concentrata era 22,7% in peso di NaCl.
190
2) Caratteristiche della membrana
Il parametro B*K è usato per determinare il livello di polarizzazione interna
della membrana, dove, come è stato detto:
- B è il coefficiente di permeazione del sale.
Se B=0, la membrana è impermeabile al passaggio di sali e perciò non ci
sarebbe alcun passaggio di soluto attraverso la barriera costituita dalla
membrana stessa.
- K = τ*t/Ds*ε , misura la resistenza al trasporto del sale
nel substrato poroso; ε è la porosità del substrato
presunta uguale alla frazione di volume occupata
dall’acqua nei capillari della membrana, Ds è il
coefficiente di diffusione del sale nel substrato, t è lo
spessore e τ la tortuosità del substrato poroso.
Loeb ha previsto che K dovrebbe essere almeno inferiore a 10 die/m.
Quando il fattore BK aumenta, diminuisce la possibilità di avere una
pressione d’esercizio adeguata per PRO e quindi i costi aumenterebbero.
L’altro fattore che influenza la prestazione della membrana è il coefficiente di
permeabilità per unità d’area di membrana, A = Jw /(∆π - ∆p): valori crescenti
di A indica un aumento del flusso d’acqua attraverso la membrana e quindi
una diminuzione dei costi.
I parametri delle membrane necessari per calcolare il flusso in PRO, dalle
equazioni scritte, possono essere ottenuti da prove RO, così, una volta
determinato il flusso di acqua in RO:
- A può essere ottenuta da misurazioni di JW contropressione, quando
∆p è conosciuto;
191
-
B può essere ottenuto da misurazioni di reiezione di sale in RO;
infatti B è in relazione con R attraverso l’equazione
B = A (1 – R) (∆p - ∆π) / R;
- K può essere ottenuto misurando JW con una soluzione di pressione
osmotica conosciuta.
Molte membrane commerciali e sperimentali utilizzate normalmente in RO
sono state sottoposte a prove RO e DO per determinare i parametri A, B, e K,
in modo da poter effettuare dei calcoli per predire il comportamento ipotetico
in PRO.
3) Costo delle membrane installate
Al momento non è possibile fare una valutazione precisa di quanto potrebbero
costare le membrane semipermeabili adatte al processo PRO, ma si può
approssimare il costo delle stesse facendo riferimento ai prezzi di quelle
esistenti in commercio, utilizzate in RO, come riportato in Tabella 7.
Tabella 7: Costo di alcuni moduli spiralati per la dissalazione
Compagnia
produttrice
Toray
Applicazione
BWRO
SWRO
BWRO
FilmTec
(DOW)
SWRO
BWRO
Hydranautics
SWRO
Koch
SWRO
MODELLO
TMG20-430 .
TM720-430
TM720-36
TM820-370
BW30-365
BW30-400
BW30LE-440
SW30-8040
SW30HR-320
SW30HR-380
CPA2
CPA3-8040
SWC4
SWC1
ROGA 8221HR
ROGA 8231HR
MAGNUM
8832HR-575 MA.
PORTATA MISURE
(gpd)
(pollici)
13,900
8" × 40"
11,000
8" × 40"
9,500
8" × 40"
6,300
8" × 40"
9,500
8" × 40"
10,500
8" × 40"
11,500
8" × 40"
6000
8" × 40"
5000
8" × 40"
6000
8" × 40"
10,000
8" × 40"
11,000
8" × 40"
5,200
8" × 40"
5,000
8" × 40"
6,900
8" × 40"
COSTO
($)
869
831
794
1069
738
775
810
945
1075
1055
676
712
1210
1017
895
11,500
8" × 60"
1205
15, 000
8" × 60"
1450
192
Calcolo dei costi basato su esempi reali
Premettendo che un impianto di dimensioni maggiori comporta dei costi
minori per unità d’energia prodotta, bisognerebbe trovare il giusto
compromesso con la quantità di acqua dolce prelevabile da un fiume per non
danneggiare l’ecosistema presente a valle del punto di captazione. E’ perciò
necessario fare una valutazione del corso d’acqua interessato per determinare
quale potrebbe essere il suo sfruttamento, riguardo alla presenza di un
impianto PRO. In considerazione di ciò, vengono riportati calcoli del prof.
Loeb basati su esempi reali.
Mar Morto (Dead Sea)
In questi anni sono stati proposti due tipi d’impianto a scala molto grande per
portare l’acqua di mare al Mar Morto, in modo da evitarne il prosciugamento
dovuto all’evaporazione, e produrre energia. Tali progetti potrebbero sfruttare
il dislivello di 400m che c’è tra la depressione in cui si trova il bacino chiuso,
ricco di salamoia, ed il livello del Mediterraneo.
Portando 5 milioni di metri cubi d’acqua marina, si potrebbe abbinare, al
tentativo di preservare il Mar Morto, un impianto per produrre una notevole
quantità di energia pulita (circa 50MW di potenza elettrica) assieme a 2
milioni di metri cubi di acqua dolce; infatti, si riuscirebbe, secondo Loeb, a
dissalare l’acqua marina proveniente dalla costa ed usare l’acqua concentrata
in uscita dall’impianto RO, come soluzione diluente da impiegare nel
processo di PRO con la salamoia del Mar Morto, che ha una pressione
osmotica di circa 500atm. In questo modo, usando membrane a fibra cava
modificate, con diametro interno di 110µm ed esterno di 320µm, si potrebbe
generare energia a 0,07 $/kWh. Un impianto che invece utilizzasse
direttamente l’acqua di mare per diluire quella del Mar Morto, potrebbe
produrre 130MW di potenza elettrica a 0,058 $/kWh.
Dalle valutazioni di Loeb, per quelle che sono le esigenze dell’area,
risulterebbe più economico il primo dei due sistemi.
193
Grande Lago Salato (Great Salt Lake)
In un lavoro recente, Loeb tratta dell’alto gradiente di salinità al Great Salt
Lake, nello stato dello Utah, dove è disponibile una grande quantità di energia
rinnovabile recuperabile col processo PRO, dato che nella zona sono presenti
sia un serbatoio naturale di acqua salata che uno di acqua dolce. Il Great Salt
Lake ha salinità compresa tra il 12 % ed il 28 %, a seconda della zona cui si fa
riferimento, mentre attorno esistono fiumi che potrebbero essere la fonte
naturale da cui attingere l’acqua dolce.
Un progetto riguardante un processo di PRO sul Great Salt Lake venne
presentato all’International Congress on Membranes nel 1999, che prevedeva
l’uso di membrane a fibra cava (analoghi risultati si potrebbero ottenere con
l’uso di moduli a spirale avvolta). Un milione e mezzo di metri cubi di acqua
dolce dovrebbero permeare attraverso la membrana nell’acqua salata ad una
pressione di circa 50 atmosfere (la pressione osmotica dell’acqua salata del
lago è superiore alle 50 atmosfere). La potenza lorda prodotta sarebbe quindi
1,5 x 106 x 50 = 75 x 106 m3atm/giorno, ovvero 88000 kilowatts circa.
Naturalmente, il consumo di energia da parte dei vari organi elettro-meccanici
dell’impianto deve essere considerato nel bilancio energetico e, tra questi, la
principale perdita energetica sarebbe quella dovuta alla spesa per pompare
l’acqua del lago.
Scelta delle membrane, parametri operativi e calcolo del flusso permeato
Per questo calcolo è stata presa la membrana Filmtec composita BW-30
poiché aveva i parametri desiderati; infatti, mostra un valore di A molto alto
(0,078 m3/m2 die atm) e un valore di B basso (0,055 m/d), che sono
rispettivamente i valori dei coefficienti di permeazione dell’acqua e del sale.
Si ha dunque una permeazione notevole dell’acqua e una reiezione del sale
altrettanto alta. Bisogna però considerare che i dati riportati sono ottenuti con
test di osmosi inversa e non di PRO.
194
Come è stato detto, in PRO il substrato poroso è molto importante perché
limita il flusso del permeato. Il suo effetto è di tipo esponenziale attraverso
una costante K, come evidenziato dall’equazione seguente, dove l’acqua
dolce è dal lato del supporto poroso:
=
AπHi
∆P
1- (CLow/CHi) (exp JK)
J
1+ B/J (exp JK –1)
(22)
πHi
dove, J è il flusso di permeato, πHi è la pressione osmotica della soluzione
concentrata e CHi la concentrazione di sale corrispondente, CLow è la
concentrazione della soluzione diluita, ∆P è la differenza di pressione
idrostatica a cavallo della membrana.
Le membrane asimmetriche che sono attualmente prodotte, a causa dello
strato di supporto, hanno il valore del termine K intorno a 100 d/m, cosa che
ha un effetto deleterio sulle prestazioni di PRO.
Considerazioni energetiche
Nell’impianto PRO studiato da Loeb, le ipotesi permettono di avere una
produzione lorda di potenza di circa 79000 kW; le perdite parassite dovute
alle efficienze degli organi dell’impianto vengono ipotizzate dell’ordine dei
13000 kW. Con questi dati un tale impianto produrrebbe una potenza netta di
circa 66000 kW. I calcoli sono riportati nella successiva Tabella 8.
195
Tabella 8
Energia (kilowatts) per un impianto sul fiume Jordan
Generazione di potenza osmotica con salamoia a 50 atm
(0,00117)(1,5)(10)6 (50)(0,92)(0,98)
79100 kW
Consumo di potenza degli elementi rotanti
a.Trasferimento salamoia al serbatoio
(si assume una perdita di carico di 2 atm)
8100 kW
Consumo potenza
(0,00117)(3)(10)6(2)(1/0,88)(1/0,98)
b. Pompa di circolazione salamoia
(caduta di pressione di 1,4 atm per 6 moduli a spirale in serie e flusso 0,5
m3/m2die; quindi per 4 elementi e flusso 0,39,∆P= (1,4)(4/6)(0,39/0,50)=0,73)
Consumo potenza
3700 kW
6
(0,00117)(3+4,5)/2 (10) (0,73)(1/0,88)(1/0,98)
c.Pompaggio acqua fiume
Il flusso del’acqua dolce è2/3 di quella salata. Quindi (0,66)(0,73)=0,49
Consumo potenza
(0,00117)(2,25+0,75)/2(10)6(0,49)(1/0,88)(1/0,98)
1000kW
Potenza netta
79000-12800
66300 kW
Si assume l’efficienza dei componenti rotanti (pompe 0,88; motori e generatori 0,98;
idroturbina 0,92.
0,00117 è il fattore di conversione kWd/m3atm.
I numeri seguiti da 106 sono le portate in m3/die
Dati sulle membrane e sui moduli
Per calcolare i costi riguardanti la Tabella 9 è necessario avere una stima
dell’area totale delle membrane richieste per un simile impianto.
Secondo Loeb sono necessari 3,85 x 106 m2 di area superficiale delle
membrane.
La potenza per unità di area con i dati indicati risulta allora di 940 kW per
metro quadro.
196
Tabella 9
Dati energetici sui moduli e sulle membrane
1
2
3
4
Flusso permeato
0,39 m3/m2die
Area delle membrane totale
portata di permeazione (m3/die) /flusso permeato (m3/m2die ) =
1500000/0,39
3,85 106 m2
Potenza netta per unità area membrana
66300/3,85 106
Potenza per unità di area membrana
(potenza totale durante la vita delle membrana;
si assumono 7 anni di funzionamento,
330 giorni operativi annui, 24 ore al giorno)
(0,017)(7)(24)(330)
0,017 kW/m2
940 kWh/m2
5
Numero di moduli richiesti
117m2/elementi; 4 elementi/modulo
3,85 106/4 117
8200
6
Potenza per modulo
66300/8200
8,1 kW/modulo
Costi di capitale ed ammortamento
I costi di capitale per questo tipo di impianto sono illustrati nella Tabella 10.
Il costo calcolato è di 320$ die/ m3 (costi di capitale / portata permeato). I
costi presi come riferimento sono quelli dell’impianto di osmosi inversa di
Yuma, Arizona, perché con la sua portata permeata di 278000 m3/die è quello
che si avvicina maggiormente ai valori considerati qui. Inoltre, il flusso medio
permeato da tale impianto di 0,41 m3/m2die (410 l/ m2die) è molto vicino al
valore di 0,39 m3/m2die considerato. Il fattore che ha maggiore rilevanza nei
costi per la produzione di energia, come si vede nella Tabella 11, è proprio
l’ammortamento del costo di capitale. Il costo dell’energia prodotta con questi
valori ipotetici risulta essere di 0,091 $/kWh.
197
Tabella 10
Costi di capitale e ammortamento
1
Costi di capitale dell’impianto
(1,25) (permeato, m3/die)(costi capitale/permeato)
(1,25)(1,5)(10)6(320$d/m3)
2
Costi capitale per kilowatt
600*106 / 66300
3
Ammortamento annuo dei costi di capitale per kW
per 30 anni di ammortamento
(3% d’interessi e 0,0511 il ricarico annuale $/anno $capitale)
(9050*0,0511)
600*106 $
9050 $/kW
460 $/kW anno
Tabella 11
Contributi al costo dell’energia, $/kWh
1
Contributo dell’ammortamento di capitale
(460)/(24)(330)
2
Contributo per il cambio delle membrane
a.Costo cambio 7,7 $/m2
b.Energia per area 940 kWh/m2
a/b = (7,7)/(940)
3
Lavoro
Costi annui per un grande impianto circa 4000000$/anno
(4)(10)6/(66300)(24)(330)
4
Mantenimento
Valgono circa 1,5% dei costi capitale
(0,015)(600)(10)6 / (66300)(24)(330)
5
Totale
0,058 $/kWh
0,008 $/kWh
0,008 $/kWh
0,017 $/kWh
0,091 $/kWh
198
Risultati analoghi si potrebbero aspettare da un impianto gemello usando
l’acqua del fiume Weber ottenendo altri 130 MW. Inoltre, lo sfruttamento del
fiume Bear che sfocia nella parte settentrionale del Great Salt lake, dove la
salinità è al 28%, potrebbe portare ad una produzione d’energia ancora
maggiore.
Acqua di fiume/Mare
Nella sua ultima pubblicazione su “Desalination” il prof. Loeb ha calcolato
quale potrebbe essere il valore economico dello sfruttamento di questi
gradienti di salinità, arrivando alla conclusione che, per diminuire il costo per
kWh, si deve cercare di costruire impianti più grandi possibili. Ad ogni modo,
ha previsto che il costo dell’energia prodotta da PRO, con adeguate ricerche
ed investimenti, potrebbe raggiungere il valore di 0,13 $/kWh, valore non
molto distante dal più ottimistico 0,07 $/kWh espresso dai ricercatori
Norvegesi, i quali, per loro parte, hanno il vantaggio di avere acque di fiume
molto pulite e perciò con minori richieste di pretrattamento.
Tabella 12
Portata d’acqua
Gradiente di salinità
∆π
Potenza
Costi
[atm]
[watts]
[$/kWh]
1.1*106
24
2,6*1012
125
380
4,2*109
0,09 – 0,13
39
500
1,8*109
0,06 – 0,07
dolce
[m3/sec]
Fiumi / mare
(nel mondo)
Grande lago salato
(Utah)
Mar Morto
0,21 - 0,68
(anno 2010 - 0,13)
NOTA: Il costo di altre fonti rinnovabili già utilizzate quali l’eolico o il biogas, è
rispettivamente di 0,60 e 0,76 $/kWh. Il valore in grassetto indica una previsione di Loeb.
Il prof. Loeb ha sottolineato, inoltre, la possibilità di utilizzare sistemi di
recupero energetico innovativi (Fig.20), come ad esempio uno scambiatore di
pressione (pressure exchanger), per ridurre ulteriormente i costi.
199
Fig. 20: Schema completo di PRO per Acqua di fiume/Mare
200
Bibliografia:
[1] - G.L. Wick, Power from salinity gradients, Energy, vol.3 pp.95-100
(1978);
[2] - J. Cousteau, Enciclopedia “Pianeta Mare”, Ed. Fabbri – Milano,
vol.7 pag. 33-48, vol.12 pag. 164-176 (1982);
[3] - V. Kesava Das and D. V. Ramaraju, Estimation of salinity power
potential in India, Bulletin of the National Institute of Oceanography, 19
(1986) 113-118;
[4] - G.D. Metha and S. Loeb, Internal polarization in the porous
substructure of a semipermeable membrane under pressure-retarded
osmosis, Journal of membrane science, 4 (1978) 261-265;
[5] -
G. Jonsson, The influence of the porous sublayer on the salt
rejection and reflection coefficient of asymmetric CA membranes,
Desalination, 34 (1980) 141-157;
[6] -
K.L. Lee, R.W. Baker and H.K. Lonsdale, Membranes for power
generation by pressure-retarded osmosis, Journal of membrane science,
8 (1981) 141-171;
[7] -
G.D. Metha, Further results on the performance of present-day
osmotic membanes in various osmotic regions, Journal of membrane
science, 10 (1982) 3-19
[8] -
M. Matsuda and C. Kamizawa, Precise measurement of membrane
constants of cellulose acetate membranes by direct osmosis tests,
Desalination, 49 (1984) 367-378;
[9] - M. Reali, G. Dassie and G. Jonsson, Computation of salt
concentration profiles in the porous substrate of anisotropic
membranes under steady pressure-retarded osmosis conditions,
Journal of membrane science, 48 (1990) 181-201;
[10] - D. Bhattacharyya and co-workers, in W. Ho and K. Sirkar, Membrane
Handbook, Van Nostrand Reinhold Co., Inc., New York, (1992) pp.219354;
201
[11] - A.J. Merry, in K. Scott and R. Hughes, Industrial membrane
separation technology, Blackie Academic & Professional, (1996);
[12] - S. Loeb, L. Titelman, E. Korngold and J. Freiman, Effect of porous
support fabric on osmosis through a Loeb-Sourirajan type
asymmetric membrane, Journal of membrane science, 129 (1997) 243249;
[13] - A. Seppala and M.J. Lampinen, Thermodynamic optimizing of
pressure-retarded osmosis power generation systems, Journal of
membrane science, 161 (1999) 115-138.
[14] - M. Reali, Closed Cycle Osmotic Power Plants for electric power
production, Energy, vol. 5 (1980) pp.325-329;
[15] - M. Reali, Submarine Hydro-Electro-Osmotic Power Plants for an
efficient exploitation of salinity gradients, Energy, vol. 6 (1981) pp.227231;
[16] - S. Loeb, T. Honda and M. Reali, Comparative mechanical efficiency
of several plant configurations using a pressure-retarded osmosis
energy converter, Journal of membrane science, 51 (1990) 323-335;
[17] - S. Loeb, Energy production at the Dead Sea by pressure-retarded
osmosis: challenge or chimera?, Desalination, 120 (1998) 247-262;
[18] - S. Loeb, One hundred and thirty benign and renewable megawatts
from Great Salt Lake? The possibilities of hydroelectric power by
pressure-retarded osmosis, Desalination, 141 (2001) 85-91;
[19] - S. Loeb, Large-scale power production by pressure-retarded
osmosis, using river water and sea water passing through spiral
modules, Desalination, 143 (2002) 115-122.
202
Capitolo 4
ATTIVITA’ SPERIMENTALI.................................................................. 203
Lavoro sperimentale presso il Politecnico di Milano ............................... 203
Introduzione .......................................................................................... 203
Modifiche effettuate alle membrane PCI per l’impiego in PRO .......... 206
Descrizione dei materiali e delle apparecchiature impiegate................ 206
SCHEMI DEL CIRCUITO SPERIMENTALE.................................... 208
REGIME DEL FLUSSO....................................................................... 212
Procedura operativa per la determinazione dei risultati........................ 213
DATI SPERIMENTALI ....................................................................... 214
RISULTATI .......................................................................................... 220
CONCLUSIONI.................................................................................... 222
Progetto di ricerca italiano (SALPO)........................................................ 223
Componenti meccanici (SALPO) ..................................................... 225
Progetto di ricerca norvegese .................................................................... 226
Bibliografia ...................................................................................... 227
Capitolo 4
ATTIVITA’ SPERIMENTALI
Lavoro sperimentale presso il Politecnico di Milano
Introduzione
Scopo della sperimentazione è stato quello di valutare, in un processo di
Osmosi Diretta a scala laboratorio, il comportamento di membrane tubolari
impiegate normalmente nel processo di Osmosi Inversa. La scelta di tali
moduli a membrane tubolari è stata caldeggiata anche dal prof. Loeb che
suggerì l'utilizzo di un tipo di modulo a membrane tubolari RO che in osmosi
inversa sono supportate da tubi metallici con molteplici fori parietali (Fig.1).
Fig. 1: Membrana tubolare e tubo forato
203
Le membrane sono state fornite dalla società inglese “PCI Membrane Systems
Ltd” (indirizzo: Laverstoke Mill, Whitchurch, Hampshire, UK) che ha
preparato appositamente per questa ricerca dei campioni di membrane aventi
lo spessore dello strato poroso ridotto, su richiesta del dott. Reali (ex- ENEL
Hydro), e la sperimentazione si è svolta in collaborazione con il dott. Modica
del Dipartimento di Chimica, Materiali ed Ingegneria chimica “Giulio Natta”
del Politecnico di Milano, presso il laboratorio diretto dal prof. Mazzocchia.
La PCI è un'azienda leader nello sviluppo delle membrane per la separazione
di liquidi con più di 25 anni di esperienza di fabbricazione per i mercati di
tutto il mondo.
Il modulo PCI, che impiega questo tipo di membrana, operando in Osmosi
Inversa, resiste ad alte pressioni e ha il notevole vantaggio di permettere la
facile sostituzione delle membrane tubolari. La geometria del modulo PCI,
inoltre, assicura una minore deposizione di sostanze solide di vario tipo sulle
membrane, in quanto la direzione dell’acqua salata è parallela alla superficie
della membrana, permettendo di avere, all’interno dei tubi-membrana,
velocità elevate che portano a regimi turbolenti.
Il modulo di maggiori dimensioni prodotto dalla PCI, chiamato B1, è lungo
3,6 metri, ha un’area di membrana attiva di 2,63 m2 ed ha un vessel di
contenimento in acciaio (Fig.2).
Fig. 2: Spaccato del modulo B1 della PCI
204
Si può notare che sulla carcassa sono presenti due aperture per l’immissione
dell’acqua salata e lo scarico di quella concentrata. L’acqua salata è fatta
fluire in contatto con la parte interna delle membrane, mentre l'acqua dolce
permeata può uscire all'esterno attraverso due specifiche aperture.
All'interno del B1 sono presenti 18 membrane tubolari che separano i liquidi a
differente concentrazione. L'acqua salata e l'acqua dolce entrano nel modulo
con direzioni perpendicolari tra loro per aumentare la turbolenza all'interno e
ridurre così, oltre alla deposizione di solidi, anche la polarizzazione di
concentrazione.
Le
membrane
della
PCI
vengono
utilizzate,
per
osmosi
inversa,
nanofiltrazione ed ultrafiltrazione, nelle industrie chimiche e farmaceutiche ed
anche per il trattamento di acque reflue, proprio per la loro predisposizione al
trattamento di liquidi che contengono solidi sospesi.
Le caratteristiche di reiezione delle membrane prodotte dalla PCI, come tutte
le membrane semipermeabili, sono fortemente dipendenti dalla natura
chimica del liquido sottoposto al processo.
Nella Tabella 1 sono riportate alcune caratteristiche, date dalla PCI, per
membrane operanti in osmosi inversa:
Sigla
Materiale
PCI
costituente la skin
CDA16
AFC99
Acetato di
cellulosa
TFC
Tabella 1
PH
operativo
Pressione di esercizio
2-7,5
3-11
60 bar
Reiezione
NaCl
90%
Raccomandata
Massima
64 bar
80 bar
99%
205
Modifiche effettuate alle membrane PCI per l’impiego in PRO
La PCI ha preparato membrane tipo AFC99 e CDA16 modificate riducendo
lo spessore totale della membrana. Lo spessore di membrana asimmetrica
(skin e tessuto di supporto) è rimasto circa 8 µm mentre quello dello strato di
supporto in poliestere è stato ridotto a circa 12 µm (per uno spessore totale di
20 µm contro i 32 µm dello standard di produzione).
Descrizione dei materiali e delle apparecchiature impiegate per la
sperimentazione
• Acqua prelevata dall’acquedotto comunale milanese (per averne un’idea
della qualità, riporto alcuni dati ARPA-Lombardia del 11/12/2002: pH 7,6;
cloruri 19,6 mg/l; solfati 35,6 mg/l; calcio 70,1 mg/l; magnesio 17,7 mg/l;
sodio 12 mg/l; potassio 1,3 mg/l; durezza totale 24,8 F; ferro 22 µg/l);
• Sale marino fino, prodotto nello stabilimento di Porto Viro (RO);
• Conduttimetro (AMEL Instruments, Mod. 160) precisione al µS, con
costante della cella impiegata: K=0,11. Moltiplicando la costante K per il
valore riportato dal conduttimetro, si può ottenere la conducibilità elettrica
specifica ad una certa temperatura, espressa in µS/cm;
• Termometro con precisione al decimo di grado centigrado;
• Pompa peristaltica trilobare (Masterflex - A.R.T.I.) con regolatore di
portata precedentemente calibrato (espressa in ml/min), per acqua dolce
(portata max 0,4 l/min);
• Pompa centrifuga, per acqua salata (portata max 2,1 l/min);
• Bidoni in PE da 50 litri, cilindri graduati;
• Bilancia, con precisione al decimo di grammo (portata max 16 kg);
• Membrane semipermeabili tubolari con supporto poroso modificato
(modelli: A 65.1.4C in acetato di cellulosa e XP 213 DIPAK in TFC),
private dei tubi metallici forati che le contengono in osmosi inversa;
• Colla epossidica bicomponente e colla acrilica per la sigillatura delle teste;
• Tubi in PE e silicone di vari diametri, raccorderia varia;
206
• Contenitori esterni in plexiglass per le membrane *.
*I tubi in plexiglass contenenti le membrane sono stati forati ad una distanza
di 60 mm. Tali fori sono stati filettati per accogliere delle viti in ottone che
sporgevano verso l’interno fino a toccare la superficie esterna della
membrana. In tal modo, è stato possibile uniformare la distanza tra la parete
interna del tubo in plexiglass e la superficie esterna della membrana (Fig. 3).
Fig. 3: Particolare delle viti che centrano la membrana nel contenitore in plexiglass
Fig. 4: Particolare dei raccordi interni ed esterni alla membrana
207
SCHEMI DEL CIRCUITO SPERIMENTALE
Il circuito sperimentale, apprestato per la valutazione delle prestazioni in
osmosi diretta delle membrane della PCI, è stato utilizzato in quattro schemi
per valutare la permeazione delle membrane in condizioni di equicorrente e di
controcorrente oltre che per verificare le variazioni di flusso, nel caso in cui
fosse a contatto con la skin interna acqua salata o dolce.
Schema 1: flussi in controcorrente, skin sul lato dell’acqua salata
Nota: C = punti del circuito in cui si controlla la conducibilità della soluzione
Serbatoio
Serbatoio
acqua
acqua
dolce
dolce
OUT
IN
C
C
MEMBRANA
Acqua dolce
C
SEMIPERMEABILE
Acqua salata
C
pompa
Serbatoio
Unico
Acqua
Salata
Legenda
=
contenitore
208
Schema 2: flussi in controcorrente, skin sul lato dell’acqua dolce
Nota: C=punti del circuito in cui si controlla la conducibilità della soluzione
Serbatoio
Serbatoio
acqua
acqua
dolce
dolce
OUT
IN
Acqua dolce
C
MEMBRANA
C
C
SEMIPERMEABILE
C
Acqua salata
pompa
Serbatoio
Unico
Acqua
Salata
Legenda
= contenitore
209
Schema 3: flussi in equicorrente, skin sul lato dell’acqua dolce
Nota: C=punti del circuito in cui si controlla la conducibilità della soluzione
Serbatoio
Serbatoio
acqua
acqua
dolce
dolce
IN
OUT
Acqua dolce
C
C
MEMBRANA
SEMIPERMEABILE
C
C
Acqua salata
pompa
Serbatoio
Unico
Acqua
Salata
Legenda
= contenitore
210
Schema 4: flussi in equicorrente, skin sul lato dell’acqua salata
Nota: C=punti del circuito in cui si controlla la conducibilità della soluzione
Serbatoio
Serbatoio
acqua
acqua
dolce
dolce
IN
OUT
C
C
MEMBRANA
Acqua dolce
C
SEMIPERMEABILE
Acqua salata
C
pompa
Serbatoio
Unico
Acqua
Salata
Legenda
= contenitore
211
REGIME DEL FLUSSO
Il flusso che lambisce la membrana dovrebbe essere turbolento per diminuire
gli inconvenienti associati alla polarizzazione di concentrazione, al “fouling”
o addirittura alla precipitazione di sali; perciò, si è calcolata la portata del
flusso per operare in regime turbolento.
Calcolo della velocità critica del flusso per operare in regime turbolento
Il regime del moto si stabilisce facendo riferimento al numero di Reynolds,
secondo cui il regime turbolento si ha per Re > 2400, rispetto al diametro:
Re = ρVd / µ
quindi
V = µRe / ρd
con
V, velocità critica; ρ, densità del fluido; d, diametro; µ, viscosità dinamica.
Nel nostro caso:
d=1/2 pollice=1,27cm (diametro interno della membrana)
µ =10-2poise=10-3kg/msec (per acqua a 20°C)
ρ =1035kg/m3
da cui V =10-3kg/msec * 2400 / 1035kg/m3 * 0,0127m = 0,18 m/sec
perciò, affinchè il moto all’interno della membrana sia turbolento, deve essere
V > 0,18m/sec.
Bisogna considerare il calcolo approssimativo, dato che non sono stati
disponibili i valori delle scabrosità delle superfici su cui era a contatto
l’acqua, in particolare quelli relativi alla parte interna ed esterna della
membrana.
212
Calcolo della portata da utilizzare per operare in regime turbolento
La portata:
Q = VA
con V, velocità critica; A, area;
sarà
Q = 0,18m/sec*(πR2)m2 = 0,18m/sec*1,266*10-4 m2 =0,228*10-4 m3/sec
quindi
Q > 228*10-4 dm3/sec
cioè Q > 1,368 l/min.
Nel caso della parte esterna alla membrana, il calcolo approssimativo ha dato
una portata minima per superare lo stato di flusso laminare pari a:
Q > 0,13 l/min
Procedura operativa per la determinazione dei risultati
1) pesata dell'acqua dolce in ingresso, con eventuale aggiunta di cilindri
graduati da 500 ml;
2) misura delle conducibilità di partenza dell’acqua salata e dolce;
3) avviamento del circuito di prova, cronometraggio dell'esperimento e
misura della conducibilità dell'acqua salata in uscita dalla membrana;
4) pesate dell'acqua dolce uscita e di quella rimasta nel bidone d'ingresso;
5) misura della conducibilità dell'acqua dolce uscita presente nel bidone.
213
DATI SPERIMENTALI
L'impostazione dell'esperimento è stata basata sulla differenza tra le portate
d'acqua dolce in entrata e in uscita, al fine di calcolare la permeazione della
membrana in un tempo stabilito; inoltre, con le misure di conducibilità, si è
voluto verificare il grado di diffusione dei sali nella membrana.
Tabella 2: Risultati ottenuti nelle prove di osmosi diretta con membrane
XP213DIPAK della PCI in film composito sottile
Prove
N°
10
11
12
13
14
15
media
16
17
18
19
20
21
22
media
23
24
25
26
27
media
28
29
30
media
31
32
33
34
media
35
36
37
38
media
Acqua a contatto PERMEATO PORTATE INT. ed EST.
con
(ml/ora)
(l/min)
la SKIN interna
acqua salata
50
2,1 e 0,2
CC
acqua salata
28
2,1 e 0,2
CC
acqua salata
17,4
2,1 e 0,2
CC
acqua salata
20
2,1 e 0,2
CC
acqua salata
28,2
2,1 e 0,2
CC
acqua salata
18,4
2,1 e 0,2
CC
acqua salata
22,4
2,1 e 0,2
CC
acqua salata
60,6
2,1 e 0,32 CC
acqua salata
53
2,1 e 0,32 CC
acqua salata
31,2
2,1 e 0,32 CC
acqua salata
43,8
2,1 e 0,32 CC
acqua salata
27
2,1 e 0,32 CC
acqua salata
28,8
2,1 e 0,32 CC
acqua salata
29,4
2,1 e 0,32 CC
acqua salata
35,5
2,1 e 0,32 CC
acqua salata
39,4
2,1 e 0,2
CC
acqua salata
17
2,1 e 0,2
CC
acqua salata
12,8
2,1 e 0,2
CC
acqua salata
24,2
2,1 e 0,2
CC
acqua salata
12,6
2,1 e 0,2
CC
acqua salata
16,7
2,1 e 0,2
CC
acqua salata
32,7
2,1 e 0,4
CC
acqua salata
33
2,1 e 0,4
CC
acqua salata
42,6
2,1 e 0,4
CC
acqua salata
36,1
2,1 e 0,4
CC
acqua dolce
113,1
0,4 e 1,5
CC
acqua dolce
50,1
0,4 e 1,5
CC
acqua dolce
46,5
0,4 e 1,5
CC
acqua dolce
92,4
0,4 e 1,5
CC
acqua dolce
63
0,4 e 1,5
CC
acqua dolce
71,2
0,4 e 1,5
CC
acqua dolce
92
0,4 e 1,5
CC
acqua dolce
80
0,4 e 1,5
CC
acqua dolce
78,4
0,4 e 1,5
CC
acqua dolce
80,4
0,4 e 1,5
CC
214
NOTE relative all’impiego delle membrane XP213DIPAK in TFC:
Le prime 9 prove non sono state riportate nelle tabelle in quanto sono
servite a mettere a punto il circuito idraulico sperimentale;
La temperatura dell’acqua dolce, prelevata dalla rete idrica pubblica, era di
19-20°C, mentre quella dell’acqua salata è stata mantenuta a temperatura
ambiente (21-22°C);
La conducibilità media dell'acqua salata in ingresso è risultata uguale a
5373 µS; invece, per quella in uscita, misurata ripetutamente durante le
prove, si sono sempre riscontrati valori più bassi di decine di µS rispetto a
quella in ingresso (nota: 5350 µS corrispondono a circa 35 g/l di TDS);
I valori riportati in rosso in Tabella non vengono considerati nel calcolo
delle medie perché sono stati misurati con il sistema non a regime, dopo
che l’apparecchiatura è rimasta inutilizzata per più di 12 ore,
E’ stata assunta l'uguaglianza “volume permeato = peso di permeato” per
la bassissima concentrazione di sali presenti, i quali non alterano
significativamente il peso specifico;
Nella colonna delle portate interne ed esterne:
CC = flussi in controcorrente, EC = flussi in equicorrente.
215
69
conducibilità
67
65
63
61
59
57
30
m
ed
ia
29
28
27
m
ed
ia
26
25
24
23
22
m
ed
ia
21
20
19
18
17
16
55
prove
acqua dolce IN
acqua dolce OUT
Grafico 1: differenza della conducibilità d’acqua dolce, in ingresso ed in uscita,
con acqua salata contro la skin, per membrane XP213DIPAK
69
conducibilità
67
65
63
61
59
57
55
31
32
33
34
media
prove
acqua dolce IN
35
36
37
38
media
acqua dolce OUT
Grafico 2: differenza della conducibilità d’acqua dolce, in ingresso ed in uscita,
con acqua dolce contro la skin, per membrane XP213DIPAK
216
Tabella 3: Risultati ottenuti per membrana A.65.1.4C in acetato di cellulosa
con acqua salata sul lato della skin interna
Prove
TEMPO PERMEATO PERMEATO PORTATE INT. ed EST.
N°
esperimento
(ml/ora)
(l/m2ora)
(l/min)
40
15min
138,8
2,95
2,1 e 0,32
CC
41
15min
61,6
1,31
2,1 e 0,32
CC
42
15min
82
1,74
2,1 e 0,32
CC
43
15min
96,4
2,05
2,1 e 0,32
CC
44
15min
64
1,36
2,1 e 0,32
CC
45
15min
75,6
1,61
2,1 e 0,32
CC
46
15min
87,2
1,86
2,1 e 0,32
CC
47
15min
80
1,70
2,1 e 0,32
CC
48
15min
59,6
1,27
2,1 e 0,32
CC
Media
15min
75,8
1,61
2,1 e 0,32
CC
49
10min
101,4
2,16
2,1 e 0,32
CC
50
10min
126
2,68
2,1 e 0,32
CC
51
10min
107,4
2,29
2,1 e 0,32
CC
52
10min
82,8
1,76
2,1 e 0,32
CC
53
10min
93,6
1,99
2,1 e 0,32
CC
54
10min
81
1,72
2,1 e 0,32
CC
55
10min
159,6
3,40
2,1 e 0,32
CC
56
10min
60,6
1,29
2,1 e 0,32
CC
57
10min
107,4
2,29
2,1 e 0,32
CC
58
10min
61,8
1,31
2,1 e 0,32
CC
59
10min
106,2
2,26
2,1 e 0,32
CC
Media
10min
92,8
1,97
2,1 e 0,32
CC
60
20min
51
1,09
2,1 e 0,32
CC
61
20min
48,3
1,03
2,1 e 0,32
CC
62
20min
59,1
1,26
2,1 e 0,32
CC
63
20min
52,8
1,12
2,1 e 0,32
CC
64
20min
59,1
1,26
2,1 e 0,32
CC
65
20min
61,5
1,31
2,1 e 0,32
CC
66
20min
53,4
1,14
2,1 e 0,32
CC
67
20min
60
1,28
2,1 e 0,32
CC
Media
20min
55,7
1,18
2,1 e 0,32
CC
68
20min
64,5
1,37
2,1 e 0,32
EC
69
20min
54,6
1,16
2,1 e 0,32
EC
70
20min
55,5
1,18
2,1 e 0,32
EC
71
20min
57,9
1,23
2,1 e 0,32
EC
72
20min
54,6
1,16
2,1 e 0,32
EC
73
20min
51,3
1,09
2,1 e 0,32
EC
74
20min
60,9
1,30
2,1 e 0,32
EC
75
20min
50,1
1,07
2,1 e 0,32
EC
76
20min
54
1,15
2,1 e 0,32
EC
Media
20min
55,9
1,19
2,1 e 0,32
EC
77
20min
45,9
0,98
1,1 e 0,32
EC
78
20min
42,6
0,91
1,1 e 0,32
EC
79
20min
52,2
1,11
1,1 e 0,32
EC
80
20min
90,6
1,93
1,1 e 0,32
EC
81
20min
46,8
1,00
1,1 e 0,32
EC
82
20min
56,7
1,21
1,1 e 0,32
EC
83
20min
44,7
0,95
1,1 e 0,32
EC
84
20min
35,1
0,75
1,1 e 0,32
EC
217
Tabella 4: Risultati ottenuti per membrana A.65.1.4C in acetato di cellulosa
con acqua dolce sul lato della skin interna
Prove TEMPO PERMEATO PERMEATO PORTATE INT. ed EST.
N° esperimento (ml/ora)
(l/m2ora)
(l/min)
85
10min
86,4
1,84
0,32 e 0,7
EC
86
10min
101,4
2,16
0,32 e 0,7
EC
87
10min
80,4
1,71
0,32 e 0,7
EC
88
10min
188,4
4,01
0,32 e 0,7
EC
89
10min
84
1,79
0,32 e 0,7
EC
90
10min
117,6
2,50
0,32 e 0,7
EC
91
10min
75,6
1,61
0,32 e 0,7
EC
media
10min
91,2
1,94
0,32 e 0,7
EC
92
15min
92
1,96
0,32 e 0,7
EC
93
15min
60,8
1,29
0,32 e 0,7
EC
94
15min
87,2
1,86
0,32 e 0,7
EC
95
15min
57,6
1,23
0,32 e 0,7
EC
media
15min
74,4
1,58
0,32 e 0,7
EC
NOTE per membrane A.65.1.4C in acetato di cellulosa:
La temperatura dell’acqua dolce, prelevata dalla rete idrica pubblica, era di
19-20°C, mentre quella dell’acqua salata è stata mantenuta a temperatura
ambiente (21-22°C);
La conducibilità media dell'acqua salata in ingresso è risultata uguale a
5376 µS; invece, per quella in uscita, misurata ripetutamente durante le
prove, si sono sempre riscontrati valori più bassi di decine di µS rispetto a
quella in ingresso;
I valori riportati in rosso nelle Tabelle non vengono considerati nel calcolo
delle medie perché sono stati misurati con il sistema non a regime, dopo
che l’apparecchiatura è rimasta inutilizzata per più di 12 ore;
L'uguaglianza del volume di permeato con il peso dello stesso è consentita
dalla bassissima concentrazione di sali presenti nell’acqua dolce;
Il calcolo della permeazione per metro quadrato è stato fatti in relazione
alla superficie della membrana (470 cm2);
218
Nella colonna delle portate interne ed esterne: CC=flussi in controcorrente,
EC=flussi in equicorrente;
Al momento del cambio dell’acqua a contatto con la skin, la parete interna
è stata lavata a lungo con acqua dolce, lasciando quella esterna priva di
acqua. Dopo poco, sullo strato poroso della membrana, si sono formate
numerose gocce d'acqua che permeavano dall'interno. Tale fenomeno si è
verificato per l’accumulo di una certa quantità di sali, all’interno dello
strato poroso della membrana. Si è così creata una situazione che ha
consentito un’immediata permeazione d’acqua dolce attraverso la
membrana, facilmente visibile ad occhio nudo per l’assenza d’acqua fra la
parte esterna della membrana stessa ed il contenitore in plexiglass che la
conteneva.
69
conducibilità
67
65
63
61
59
57
55
85
86
87
88
89
90
91
media
92
93
94
95
media
prove
acqua dolce IN
acqua dolce OUT
Grafico 3: differenza di conducibilità di acqua dolce, in ingresso ed in uscita,
con acqua dolce contro la skin, per membrane A.65.1.4C
219
69
conducibilità
67
65
63
61
59
57
84
81
78
76
73
70
65
m
ed
ia
62
57
m
ed
ia
54
51
m
ed
ia
46
43
40
55
prove
dolce IN
dolce OUT
Grafico 4: differenze della conducibilità di acqua dolce, in ingresso ed in uscita, con acqua
salata contro la skin, per membrane A.65.1.4C.
RISULTATI
(a) la permeazione, generalmente, è stata dell'ordine di 1-2 l/m2ora;
(b) le prestazioni migliori sono state quelle registrate dopo un periodo di
inutilizzo del circuito per più di 12 ore, durante il quale si formava un
accumulo di sali all'interno della membrana, dove rimaneva l'acqua salata.
Ciò portava ad avere un aumento del gradiente di concentrazione all'inizio
dell'esperimento successivo alla pausa, con risultati di permeazione
superiori (anche 4 l/m2ora);
220
(c) la membrana A.65.1.4C in acetato di cellulosa ha dato risultati uguali nel
caso d'acqua salata o dolce contro la skin, mentre la XP 213 DIPAK in
film composito sottile ha riportato risultati con valori doppi, nel caso
d’acqua dolce contro la skin;
(d) la membrana A 65.1.4C ha dato valori pari ad una volta e mezzo quelli
della membrana XP 213 DIPAK, nel caso d'acqua salata contro la skin;
(e) le prestazioni, nel caso d’acqua dolce contro skin, sono state simili per i
due tipi di membrane sperimentate;
(f) i flussi in equicorrente ed in controcorrente non hanno portato a differenze
di permeazione;
(g) l’aumento di portata nella parte esterna o in quella interna alla membrana
ha comportato un aumento della permeabilità;
(h) il passaggio di sali medio attraverso le membrane è riassunto in Tabella 5,
nella quale si evidenzia una correlazione tra diffusione del permeato e
diffusione del sale attraverso la membrana, facendo riferimento ai punti
(d) ed (e):
Tabella 5: Differenza media di conducibilità [ACQUA DOLCE (OUT – IN)]
(vedi Grafici)
CONDUCIBILITA’
[A.DOLCE (OUT – IN)]
TIPO DI
Acqua salata
Acqua dolce
MEMBRANA
contro skin
contro skin
A 65.1.4C
5,0 µS
3,5 µS
XP 213 DIPAK
1,5 µS
3,5 µS
221
CONCLUSIONI
Dai risultati ottenuti e dalla teoria sviluppata da sperimentazioni precedenti si
può evincere che:
il maggior flusso di permeato si otterrebbe avendo, idealmente, un sistema
d’impianto con molti circuiti. Ciò consentirebbe di farli restare fermi,
alternativamente, il più a lungo possibile, in modo da incrementare le
prestazioni delle membrane per l’aumento del gradiente di concentrazione
salina che s’instaura durante le pause; tuttavia, il sistema dovrebbe operare
con lo stesso circuito il più a lungo possibile ed è quindi assolutamente
necessario migliorare ulteriormente la permeabilità delle membrane;
i risultati ottenuti dalla permeazione delle membrane tubolari sperimentate
sono paragonabili a quelli riportati su pubblicazioni precedenti e perciò,
circa un ordine di grandezza al di sotto di quelli calcolati per produrre
energia allo stesso costo delle fonti tradizionali (bisognerebbe comunque
considerare che quest’ultime hanno dei costi aggiuntivi per l’inquinamento
prodotto);
l’impiego della configurazione tubolare è consigliabile nel caso in cui
l’acqua contenesse molti solidi sospesi, altrimenti, a causa del rapporto
svantaggioso tra area di membrana e volume occupato, le configurazioni a
fibra cava o spirale avvolta dovrebbero essere preferite;
è presumibile che sia meglio avere l’acqua dolce sul lato della skin, per
evitare l’intasamento del substrato poroso della membrana, da parte del
particolato presente nell’acqua dolce; inoltre, a parità di permeazione, si è
registrato un minor passaggio di sali nel caso di acqua dolce contro skin e
ciò permetterebbe di mantenere inalterato, più a lungo, il gradiente di
concentrazione.
222
Progetto di ricerca italiano (SALPO)
L’attività sperimentale svolta da ENEL s’inquadra nel progetto di ricerca di
sistema ENERIN (Energie Rinnovabili), supportate dall'Authority dell'energia
elettrica e del gas.
Con la realizzazione dell'impianto dimostrativo SALPO (Salinity Power), si è
voluto studiare sperimentalmente la possibilità di sfruttare i gradienti di
salinità ricavando energia utile da una fonte potenziale d’energia rinnovabile
di ragguardevole entità. A riguardo, si deve rimarcare che la tecnologia di
conversione energetica SALPO non produce alcuna ricaduta negativa
sull'ambiente e che, perciò, i costi "ambientali" aggiuntivi di altre tecnologie
di conversione energetica, non compaiono nelle valutazioni di convenienza
economica.
Alcune sperimentazioni a livello di laboratorio, condotte in Italia e all'estero
negli ultimi vent'anni, avevano anticipato l'interesse tecnologico della
conversione osmotica senza però arrivare alla realizzazione di un completo
circuito sperimentale, in grado di verificare tutti gli aspetti energeticoimpiantistici di un impianto di produzione d’energia elettrica, come invece ha
il proposto di fare il SALPO. Tale progetto, realizzato presso il laboratorio
dell'Enel-Hydro a Milano, e riportato in Fig.5, è costituito da un circuito
idraulico a pressione regolabile nel quale sono inseriti due serbatoi verticali
contenenti acqua di mare ed operanti a ciclo alterno (alta/bassa pressione),
due pompe di ricircolo (per acqua dolce e per acqua di mare), un’idroturbina
con generatore elettrico e componenti vari (sensori, elettrovalvole,
manometri, etc.).
Il modulo a membrana, fulcro dell’impianto, è stato oggetto di una ricerca
approfondita; infatti, date le difficoltà incontrate nelle indagini volte a reperire
o sviluppare membrane osmotiche e moduli adatti all'applicazione PRO,
223
anche all’estero, si è ritenuto opportuno puntare, per l'immediato impiego
nell'impianto SALPO, su moduli commerciali RO, utilizzanti membrane
tubolari o spiralati e su moduli per UF, utilizzanti membrane capillari e piane.
Purtroppo, dopo la frammentazione dell’ex-Enel, esigenze di tagli al bilancio
hanno portato alla sospensione del progetto che per programma sarebbe
scaduto alla fine del 2002.
A
Serbatoio
B
acqua
salata
Turbina
Modulo
P3
P1
P2
Fig. 5: Schema funzionale dell’impianto SALPO (A e B indicano i due serbatoi)
Segue una breve presentazione dei più importanti componenti meccanici
scelti per il SALPO.
224
Componenti meccanici (SALPO)
Pompe
E' stata montata nella posizione P1 dello schema dell'apparato SALPO,
riportato in Fig. 5, la pompa di ricircolo del tipo a turbina a trascinamento
magnetico. La pompa è costruita in acciaio AISI 316, ha una portata nominale
di 360 litri/ora con una prevalenza di 10 metri circa; essa è equipaggiata con
un motore elettrico di 55 W di potenza, alimentato a 230Vac. Questa pompa
può lavorare ad alta pressione in ingresso fino a 20 bar.
Come si è poi dimostrato nelle prove, una pompa di questo tipo è preferibile
rispetto ad una pompa centrifuga in quanto permette di variare la prevalenza
su un “range” relativamente ampio mantenendo un buon controllo della
portata nel circuito d’alta pressione. Questa caratteristica è essenziale in
quanto permette di affrontare le situazioni che potrebbero presentarsi nel caso
che la caduta di pressione a cavallo del modulo sperimentale per osmosi
diretta sia superiore ad 1 bar.
Sono state montate, invece, nelle posizioni P2 e P3 dello schema in Fig. 5 due
pompe centrifughe in materiale plastico per acqua di mare, normalmente
impiegate nel settore nautico. Esse sono alimentate a 12 V ed hanno la
caratteristica di un basso consumo di energia elettrica.
Turbina e generatore di corrente elettrica
lI generatore è in grado di produrre energia elettrica in corrente continua a 12
V, per una potenza nel campo 5-100 W, con portata massima 0,1 l/s, ad una
pressione massima di 16 bar. Tale gruppo generatore è tamponato con una
batteria, anch'essa da 12V con una capacità di 100 Ah, ed è dotato di turbina
Pelton del diametro di 15 cm, fornita di due ugelli in camera, in modo da
permettere di utilizzare la turbina anche con un solo ugello al fine di
aumentarne l’efficienza a bassi valori di portata.
225
Il gruppo di generazione è completo di sistema di regolazione della tensione
generata dalla turbina; inoltre, tale gruppo è fornito di una centralina di
controllo che misura in tempo reale la potenza sviluppata e l'energia prodotta.
Progetto di ricerca norvegese
STATKRAFT è il più grande produttore d’energia idroelettrica della
Norvegia ed il secondo più grande produttore nella regione scandinava.
L’azienda è stata istituita il 1° gennaio 1992 ed è posseduta dal Governo della
Norvegia,
rappresentato
dal
Ministero
del
petrolio
e
dell’energia.
STATKRAFT possiede, interamente o parzialmente, 91 impianti idroelettrici
ed è responsabile del funzionamento di 55 di questi. Nel totale, STATKRAFT
gestisce 33,4 TWh, il 30% della capienza di produzione d’energia elettrica del
paese, ed ha previsto un guadagno energetico minimo da PRO pari a 10 TWh.
SINTEF (Foundation for Scientific and Industrial Research) è un istituto di
ricerca che lavora in stretta collaborazione con l’Università Norvegese di
scienza e tecnologia (NTNU) e di cui fa parte il ricercatore maggiore del
progetto, il dott. Thor Thorsen.
STATKRAFT SF e SINTEF hanno già cooperato in due progetti sullo
sfruttamento dei gradienti di salinità. Il primo è stato effettuato nel 1997-1998
e l’obiettivo principale fu quello di effettuare un’analisi del potenziale di
questa energia in Norvegia (è stata calcolata una disponibilità di potenziale
energetico dai gradienti di salinità pari a 25 TWh) e l’eventuale ubicazione
degli impianti.
Per quest’ultimo progetto di ricerca (costo 2,7 milioni di euro), finanziato per
oltre la metà dall’UE, i ricercatori norvegesi si sono avvalsi della
collaborazione di:
226
- GKSS, un grande istituto di ricerca, situato ad Amburgo, che da oltre 30
anni produce membrane,
- ICTPOL, un istituto universitario portoghese impegnato nella ricerca di
materiali polimerici con il compito di sviluppare le membrane a film
sottile (TCF);
- Università della Tecnologia di Helsinki che si occupa di membrane
semipermeabili naturali.
L’intento principale, secondo Jan Fredrik Nicolaisen (Project Manager at
Statkraft), direttore iniziale del progetto di ricerca, è quello di riuscire ad
avere membrane che producano 4 watt/m2 entro la scadenza stabilita
(28/03/2003).
Bibliografia:
[1] - K.L. Lee, R.W. Baker and H.K. Lonsdale, Membranes for power
generation by pressure-retarded osmosis, Journal of membrane
science, 8 (1981) 141-171;
[2] - M. Reali, G. Dassie and G. Jonsson, Computation of salt
concentration profiles in the porous substrate of anisotropic
membranes under steady pressure-retarded osmosis conditions,
Journal of membrane science, 48 (1990) 181-201;
[3] - A.J. Merry, in K. Scott and R. Hughes, Industrial membrane
separation technology, Blackie Academic & Professional, (1996);
[4] - S. Loeb, L. Titelman, E. Korngold and J. Freiman, Effect of porous
support fabric on osmosis through a Loeb-Sourirajan type
asymmetric membrane, Journal of membrane science, 129 (1997)
243-249.
227
CAPITOLO 5
CONCLUSIONI ................................................................................ 228
ACQUA ........................................................................................................ 228
ENERGIA .................................................................................................... 231
a)
Libro bianco per una strategia e un piano di azione della Comunità 232
Obbiettivo.............................................................................................. 232
Provvedimento comunitario .................................................................. 232
b)
Direttiva UE sulle Fonti Rinnovabili nella produzione elettrica ...... 234
LEGISLAZIONE NAZIONALE .............................................................. 235
Bibliografia............................................................................................ 237
Capitolo 5
CONCLUSIONI
ACQUA
L’acqua come l’aria è precisamente quello che si dice un bene sociale, poichè
indispensabile ad ogni comunità umana, ed è per questo che il “Contratto
mondiale dell’acqua” (ONLUS) si fonda sul riconoscimento dell’acqua intesa
come bene vitale patrimoniale comune mondiale.
A Johannesburg, dopo il Summit Rio+10, per l’acqua l’obbiettivo fissato è
stato quello di dimezzare entro il 2015 il numero delle persone che non hanno
accesso all’acqua sicura ed ai servizi igienici, ma è mancata proprio la
formulazione del principio dell’acqua come bene collettivo.
Da almeno vent’anni milioni di persone hanno lavorato sotto tutte le forme,
sul problema dell’acqua e per l’acqua. Decine di migliaia di leader politici, di
personalità del mondo accademico, e della società civile si sono battuti per
una migliore “gestione delle risorse d’acqua” e per permetterne un buon
accesso. Centinaia di programmi, di piani, di dichiarazioni sono stati
approvati, applicati, messi in opera. Decine di miliardi di dollari, oltre alle
risorse locali sono stati investiti.
Il crescente inquinamento dei fiumi, dei laghi e delle falde freatiche, il rapido
aumento delle popolazioni in città enormi, la degradazione del suolo e la
desertificazione, i conflitti tra agricoltori (l’irrigazione rappresenta in media
mondiale il 70% dell’utilizzo totale delle risorse d’acqua) ed i cittadini, così
come tra regioni di uno stesso paese o tra nazioni confinanti, hanno portato
all’urgenza di promuovere una “politica mondiale dell’acqua”, come era stato
definito nell’Agenda 21 al Summit di Rio de Janeiro nel Giugno del 1992.
228
Un dovere di protezione/rispetto, infatti, è dedicato all’acqua nell’Agenda 21
(capitolo 18 – Rio 1992) ed affinché questo dovere sia esercitato nel modo più
soddisfacente, basterebbe applicare i programmi d’azione dettagliati nel
settore C (protezione di risorse d’acqua, qualità dell’acqua, ecosistema
acquatico) – del. Cipe 28/12/1993.
Oggi, più di due miliardi di persone non godono di alcun sistema sanitario
domestico, e una persona su tre al mondo non beneficia di sistemi di
depurazione delle acque usate. Se nulla sarà fatto per rovesciare la situazione,
il numero delle persone che non avranno accesso all’acqua potabile si eleverà
nel 2020 a più di quattro miliardi, metà della popolazione mondiale (dati
presentati alla Conferenza internazionale su Le risorse d’acqua del mondo
all’alba del XXI secolo, Unesco, Parigi, 3-6 giugno 1998).
Le ragioni apportate per spiegare una tale situazione (non potendola
giustificare) sono numerose e ciascuna chiarisce un fattore o un aspetto.
Grosso modo si possono identificare quattro categorie di motivazioni :
1) Disuguaglianze nella ripartizione naturale delle risorse idriche;
2) Sperpero e cattiva gestione delle risorse disponibili;
3) Aggravamento dei fenomeni d’inquinamento;
4) Crescita demografica, soprattutto nei Paesi del Terzo Mondo.
La salute umana è strettamente legata alla sicurezza dell’accesso di base
all’acqua. Ricordiamo che la mancata fruibilità della quantità/qualità minima
è all’origine del 70% delle malattie umane nei Paesi sviluppati e la
percentuale sale all’85% nei Paesi poveri del Mondo.
Il fatto che si possa aumentare l’offerta d’acqua potabile per interi paesi
mediante la dissalazione dell’acqua marina non cambia la natura del
problema; infatti, l’acqua è una risorsa alla quale gli esseri umani devono
ricorrere per soddisfare i loro bisogni vitali, individuali e collettivi,
rendendola unica ed insostituibile.
229
Inoltre, escludendo che all’atto pratico in alcuni paesi la dissalazione non sia
il sistema migliore per l’approvvigionamento idrico, in quanto vista come una
scelta tecnologica molto vulnerabile di fronte ad eventuali attacchi
“terroristici” militari, è auspicabile che le informazioni di carattere tecnico
necessarie per adottare questa validissima tecnologia siano diffuse,
soprattutto, laddove non ci siano la quantità e la qualità d’acqua sufficienti di
cui ogni essere umano ha bisogno per vivere.
Un impianto di dissalazione della capacità di un milione di metri cubi al
giorno potrebbe rifornire un insediamento urbano di 3-4 milioni di abitanti
con l’acqua potabile sufficiente per l’uso domestico e, per il processo di
osmosi inversa, avrebbe bisogno di una centrale elettrica di circa 300 MW di
potenza installata. Non è un caso, dunque, che per alcuni paesi dove già è
diffusa la tecnologia della dissalazione è stato previsto, entro i prossimi 20
anni, un aumento della richiesta di tali impianti fino a raddoppiare la capacità
odierna.
L’utilizzo d’acque reflue urbane o domestiche, parzialmente depurate, al fine
di riciclare l’acqua ricca di azoto e fosforo per l’irrigazione, come succede
ormai in diversi parti del mondo, preannuncia la necessità di migliorare le
conoscenze nel campo della depurazione e, a tal proposito, è stato già
evidenziato come si stia espandendo la richiesta di molti tipi di membrane
semipermeabili in questo settore.
Inoltre, è importante sottolineare nuovamente che lo sfruttamento d’acque
salmastre è preferibile a quello dell’acqua di mare poiché, per questioni
energetiche, le prime comportano costi minori.
Lo sviluppo di impianti, comunali o domestici, di filtrazione da membrana,
oltretutto, potrebbe rivelarsi la soluzione per cambiare l’abitudine,
prevalentemente italiana, di consumare acqua minerale imbottigliata; infatti,
nell’ultimo decennio, la produzione nazionale di acque minerali è passata da
6100 milioni di litri a 9150 milioni di litri, per un giro d’affari pari a circa
230
4500 miliardi di vecchie lire (dati del 2000): andamento che sembra riflettere
una crescente diffidenza nei confronti dell’acqua di rubinetto.
Da merce voluttuaria l’acqua minerale è pertanto sempre più percepita come
un bene necessario: l’acqua all’atrazina in Lombardia, i numerosi casi
d’inquinamento delle falde acquifere, la maggior sensibilizzazione sui rischi
della clorazione delle acque potabili distribuite dai comuni, hanno contribuito
ad alimentarne il mercato.
Quello che si vuole evidenziare, ad ogni modo, è il problema più grande
legato al consumo delle acque minerali, cioè la diretta connessione alla
produzione di rifiuti plastici; infatti, le plastiche sono gli unici rifiuti
domestici per i quali è più conveniente l’incenerimento che il riciclaggio. In
media, meno del 10% della plastica viene utilizzato dopo il consumo, a fronte
di un tasso di riciclaggio per il vetro di oltre il 70%. Per di più, oltre a
disincentivare la riduzione dei rifiuti urbani, gli inceneritori producono a loro
volta scorie tossiche, come acido cloridrico, metalli pesanti e diossine.
E’ credibile che un mezzo sicuro ed affidabile, come può essere un impianto
per filtrazione a membrana, possa rendere più sicure le persone sulla qualità
dell’acqua che perviene dalla rete di distribuzione pubblica e, soprattutto,
contribuire a risolvere i problemi di siccità nel nostro paese: secondo il Cnr (il
Consiglio nazionale delle ricerche), nella stagione estiva, il 15% della
popolazione ha meno della metà del fabbisogno giornaliero di acqua, pari a
300 litri (Dati del 2001).
ENERGIA
In occasione del Summit di Johannesburg, concluso il 5 settembre 2002, la
questione dell’energia è stato il cuore dello scontro. L’asse tra USA ed OPEC
(Organisation of the Petroleum Exporting Countries) ha fatto saltare
l’obbiettivo del 15% di fonti rinnovabili al 2010 che pure, secondo gli
231
ambientalisti, era del tutto insufficiente. Nel testo approvato si parla solo di
“importante incremento” dello sfruttamento delle risorse rinnovabili, ma un
cartello formato da UE, Brasile, Messico, Filippine ed alcuni Paesi Africani si
è dato autonomamente come obiettivo il 10% di fonti rinnovabili.
E’ passato anche (ma senza date) l’impegno a ridurre i sussidi ai combustibili
fossili che hanno effetti negativi sull’ambiente.
L’attuale produzione d’energia elettrica da fonti rinnovabili costituisce circa il
20% della generazione elettrica italiana. A livello regionale spiccano i dati
della Valle d’Aosta e del Trentino-Alto Adige. Gli apporti maggiori
provengono dal settore idroelettrico, mentre quello eolico è solo apprezzabile.
Gli indirizzi legislativi e le linee guida di riferimento per la valutazione degli
interventi in questo settore sono da ricercare nella normativa europea:
a) Libro Bianco sulle Fonti Rinnovabili;
b) Direttiva 2001/77/Ce del Parlamento Europeo e del Consiglio sulla
promozione dell’energia elettrica prodotta da fonti energetiche
rinnovabili nel mercato interno dell’elettricità, detta “Direttiva UE sulle
Fonti Rinnovabili nella produzione elettrica”.
a) Libro bianco per una strategia e un piano di azione della Comunità
Obbiettivo
Raggiungere nel 2010 un tasso minimo di penetrazione del 12% delle fonti
energetiche rinnovabili nell'Unione europea.
Provvedimento comunitario
Energia per il futuro: le fonti energetiche rinnovabili - Libro bianco per una
strategia e un piano di azione della Comunità.
232
Premessa
1. Il Libro bianco fa seguito ai dibattiti suscitati dal Libro verde presentato
dalla Commissione nel novembre 1996 che aveva come obbiettivo proprio
quello di avviare un dibattito sulle diverse misure urgenti e importanti,
concernenti le energie rinnovabili, stabilendo gli obbiettivi ed individuando
gli ostacoli ed i mezzi da applicare.
2. Le fonti energetiche rinnovabili possono contribuire a ridurre la dipendenza
dalle
importazioni
d’energia
e
migliorare
la
sicurezza
dell'approvvigionamento. Sono anche prevedibili effetti positivi in termini di
emissioni di CO2 e di occupazione. Il contributo delle fonti energetiche
rinnovabili al consumo interno globale d’energia dell'Unione è del 6%.
L'obiettivo fissato dall'Unione è di raddoppiare questa quota entro il 2010.
3. L'obbiettivo globale fissato per l'Unione richiede un notevole impegno da
parte degli Stati membri che devono incoraggiare l'aumento delle fonti
energetiche rinnovabili secondo il proprio potenziale.
La definizione di obbiettivi in ciascuno Stato membro potrebbe incentivare gli
sforzi verso:
• un maggior sfruttamento del potenziale disponibile;
• un migliore contributo alla riduzione delle emissioni di CO2;
• una diminuzione della dipendenza energetica;
• lo sviluppo dell'industria nazionale;
• la creazione di posti di lavoro.
4. Sono necessari investimenti notevoli per conseguire l'obbiettivo globale.
5. Si prevedono benefici economici notevoli grazie ad un maggiore ricorso
alle fonti energetiche rinnovabili. Si profilano in particolare sbocchi
importanti per l'esportazione dovuti alla capacità dell'Unione europea di
fornire attrezzature, nonché servizi tecnici e finanziari.
233
Sono anche previsti:
• la creazione da 500.000 a 900.000 posti di lavoro:
• un risparmio annuo di spese di combustibile di 3 miliardi di euro a
partire dal 2010;
• una riduzione delle importazioni di combustibile del 17,4%;
• una riduzione delle emissioni di CO2 di 402 milioni di tonnellate/anno
nel 2010.
L'attuazione della strategia e del piano d’azione presentati nel Libro bianco
sarà seguita attentamente, nel quadro del programma “ALTENER”, per
valutare i progressi realizzati in termini di penetrazione delle fonti energetiche
rinnovabili.
ALTENER è un programma pluriennale di promozione delle fonti energetiche
rinnovabili nella Comunità, avente i seguenti obbiettivi:
• creare le condizioni giuridiche, socioeconomiche e amministrative
necessarie all'attuazione di un piano di azione comunitario per le fonti
energetiche rinnovabili;
• incoraggiare gli investimenti pubblici e privati nella produzione e
nell'utilizzazione di energia da fonti rinnovabili.
b) Direttiva UE sulle Fonti Rinnovabili nella produzione elettrica
L’impegno chiesto all’Italia è quello del raggiungimento di un’incidenza pari
al 25% dell’elettricità prodotta da fonti rinnovabili nel 2010 rispetto al
consumo interno lordo di energia elettrica. Nell’ipotesi che il consumo interno
lordo di elettricità ammonti nel 2010 a 360 TWh (nel 2000 è stato pari a 298
TWh) l’impegno corrisponderebbe a circa 90 TWh di produzione elettrica da
fonti rinnovabili. Data una produzione da fonti rinnovabili realizzata nel 2000
di 51 TWh occorrerebbe, per soddisfare la direttiva, sviluppare il settore fino
a produrre al 2010 ulteriori 40 TWh di energia elettrica da fonti rinnovabili
(quasi il doppio dell’obiettivo stimato nella delibera 137/98 del Cipe).
234
Il recente Decreto del Ministero delle Attività produttive 18/3/2002,
consentendo di ampliare e favorire le possibilità di utilizzo delle fonti
rinnovabili, si muove nella direzione dell’incremento voluto anche se
limitatamente all’utilizzo in co-combustione di combustibili ottenuti da fonti
rinnovabili. Per concludere il quadro di riferimento del settore, può essere
utile rilevare che le richieste di connessione alla rete avanzate al Grtn
(Gestore della rete di trasmissione nazionale) per impianti da fonti rinnovabili
(situazione al 31/10/2001) corrispondono alla proposta di 389 impianti per
circa 13700 MW (ed una produzione presumibile di oltre 30 TWh).
Le regioni più interessate da queste richieste sono quelle del Sud.
LEGISLAZIONE NAZIONALE
1. Decreto leg.vo 16/3/1999, n° 79. “Norme comuni per il mercato
interno dell’energia elettrica”.
In tale decreto è definito un regime d’incentivo per l’uso delle energie
rinnovabili, attraverso la creazione di “certificati verdi” e la revisione del
sistema delle concessioni idroelettriche (Art. 11 commi 1 e 2). Il cosiddetto
Decreto Bersani nasce in attuazione della Direttiva del Consiglio Europeo
1996/92 Ce ed in base ad esso sono diventate libere tutte le attività di
produzione, importazione, acquisto e vendita d’energia elettrica, ma da
nessuno potrà dipendere più del 50% del totale dell’energia elettrica stessa. In
sostituzione del precedente regime monopolistico il decreto distingue due
mercati: quello vincolato, per i clienti “domestici”, e quello libero, per gli
utenti che superano una soglia fissata di consumo elettrico. Allo Stato sono
riservate le attività di trasmissione e distribuzione che sono svolte dal “Grtn”
(Gestore della rete nazionale di trasmissione), una società per azioni di
proprietà del Ministero del Tesoro.
235
2. Decreto Mica 11/11/99. “Direttive per l’attuazione delle norme in
materia di energia elettrica dalle fonti rinnovabili”.
3. Decreto Map 18/3/2002. “Modifiche ed integrazioni al Decreto
Mica”.
Piani Energetico Ambientali Regionali (PEAR)
Il “Protocollo d’Intesa della Conferenza dei Presidenti delle Regioni e delle
Provincie Autonome per il Coordinamento delle Politiche finalizzate alla
riduzione delle emissioni di gas-serra nell’atmosfera”, noto come “Protocollo
di Torino”, costituisce un passaggio importante nell’impegno delle regioni
per lo svolgimento dei loro compiti in campo energetico ambientale. Fra
questi vi è l’impegno all’elaborazione dei PEAR come strumenti quadro
flessibili, dove sono previste azioni per lo sviluppo delle fonti rinnovabili, la
razionalizzazione della produzione energetica ed in particolare elettrica, la
razionalizzazione dei consumi energetici: in sostanza, tutte quelle azioni di
ottimizzazione delle prestazioni tecniche dal lato dell’offerta e dal lato della
domanda. Perciò, la pianificazione energetica deve anche essere in grado di
regolare ed indirizzare gli interventi che potranno avere luogo, sulla base delle
convenienze del mercato libero dell’energia ed in particolare di quello
elettrico.
Inoltre, la pianificazione regionale dovrà avvalersi di una serie di disposizioni
governative finalizzate al maggiore utilizzo delle fonti rinnovabili e all’uso
razionale dell’energia. I PEAR delle singole regioni si propongono quindi
anche di essere comprensivi degli obiettivi di abbattimento delle emissioni
derivanti dal trasferimento a livello regionale delle linee nazionali per la
limitazione dei gas serra. A tutt’oggi quasi tutte le regioni si sono dotate o si
stanno dotando del PEAR, in alcuni casi accompagnati ed integrati con i Piani
Comunali e Provinciali.
236
Alla luce dei riferimenti normativi sopraindicati si può concludere che
l’esigenza e la coscienza della necessità di sfruttare fonti rinnovabili e non
inquinanti, ormai si è diffusa in maniera capillare fino alle realtà più piccole
del nostro paese. Perciò, la divulgazione del potenziale nascosto nei gradienti
di salinità potrebbe, senza ombra di dubbio, aiutare la promozione dello
studio sullo sfruttamento degli stessi, con tutti i benefici che ne
comporterebbe.
Bibliografia:
[1] - L. Tramontano, Codice dell’ambiente, UTET – Torino (2000);
[2] - Riccardo Petrella, Il Manifesto dell’acqua, Ed. Gruppo Abele –
Torino (2001);
[3] - I. Bremere, M. Kennedy, A. Stikker, Jan Schippers, How water
scarcity will affect the growth in the desalination market in the
coming 25 years, Desalination 138 (2001) 7–15;
[4] - L. Coralli, E. D’Angelo e A. Mori, Il Protocollo di Torino – Una
spinta alla pianificazione territoriale di energia e ambiente, La
Termotecnica, (Dicembre 2002), pag 37- 48.
237
APPENDICE
238
PERSONAL INFORMATION
Name
Date of birth
Address
E-mail
ANDREA CAROTTI
31-08 -1973
MONZA - ITALY
[email protected]
WORK EXPERIENCE
Dates
July 2011 to present
Employer
SAIPEM SpA (a subsidiary of ENI SpA) – S. Donato Milanese (MILANO) – Italy
Water Treatment Process Lead in Utilities & Offsites Technologies Department
Position held
Main activities and responsibilities
Designing and engineering of water treatment plants and cooling systems (oil separation,
biological treatments, desalination, demineralization, potabilization, purification, ZLD, water reuse,
cooling systems, drain systems, evaporation ponds, water injections, etc.).
Main technical and operative duties:
Selection of water treatment processes;
Technical analysis and economic feasibility studies;
Documents issuing and management (PFDs, Design Basis, Datasheets, Duty Specifications,
P&IDs, etc.);
Definition of specialist services (M&O, chemicals and conditioning programs, etc.);
Customer relations and technical support for Clients, Vendors and Consultants;
Producing training materials and providing e-learning lessons for in-house courses on water
treatments to be posted in SAIPEM Intranet Portal;
Improvement of SAIPEM Calculation Tools and introduction of innovative technologies.
Dates
Employer
Position held
Main projects:
FEED – KOC LFHO (Lower Fars Heavy Oil Development) – KUWAIT
Scope of work: Production of 1300 m3/h of lime softened, nano-filtered and degassed water for
production of OTSG Boiler Feed Water; De-oiling System of Produced Water for high pressure
disposal injection by means of IGF Flotation and Nutshell Filters (1900 m3/h).
PRE-FEASIBILITY STUDY – SPHERE WATER STUDY: New Desalination and Potabilization
Plant – MAURITANIA
Scope of work: Production of 5000 m3/h of potable water from Atlantic ocean for iron-ore mining
activities of the Client. Selection of the best desalination technology between thermal and filtration
systems considering specific environmental studies. Coordination for the team involved in the
evaluation of solar power exploitation by means of different technologies to integrate the power
consumption of desalination plant.
FEED – YARA BELLE PLAINE: Expansion of an Ammonia-Urea Plant – CANADA
Scope of work: Design of ZLD water treatment system with a Pre-treatment System of 870 m3/h
including Cold-lime Softening; a Cooling water system of 770 m3/h; a Demineralization system
with IX+MB of 220 m3/h including the Process Condensate system; Oil Separation system; HERO
Recovery Water Package.
FEED - KAOMBO: FPSO (Floating Production, Storage and Offloading) – ANGOLA
Scope of work: Production of 1300 m3/h of nano-filtered and degassed water for high pressure
injection system and production of 60 m3/h of fresh water with SWRO.
DUAL FEED - ELEME: New Ammonia-Urea Plant – NIGERIA
Scope of work: Design of Condensate polishing and final production of 500 m3/h of demineralized
water for power plant; Waste water treatment systems.
DUAL FEED - DANGOTE: New Ammonia-Urea Plant – NIGERIA
Scope of work: Production of 2400 m3/h of cooling water from Niger river and 700 m3/h of
demineralized water for power plant/fertilizer production plant; included 100 m3/h of potable water
for local communities. Design of Condensate polishing and Wastewater treatment systems.
November 2008 to July 2011
SICEC Engineering & Construction SpA – Cologno Monzese (MILANO) – Italy
Process Specialist for Water Treatment Systems in CTIDA - Water Treatments Division
The processing of personal data listed above is authorized under the Italian Legislative Decree 2003, No. 196
CV - Andrea Carotti
Designing and engineering of water treatment plants
(desalination, purification, demineralization, potabilization, biological treatments, ZLD, etc.)
Main Clients : TECHINT, TECNIMONT, SMS DEMAG, TERNA,. EDIPOWER, ANSALDO, etc.
Main activities and responsibilities
Main technical and commercial duties:
Selection of water treatment processes;
Technical analysis and economic feasibility studies;
Documents issuing (PFDs, Datasheets, P&IDs, Control Narratives, Operation Manuals, etc.);
Coordination activities on site;
Start-up, Commissioning, troubleshooting and Performance tests of water treatment plants;
Customer relations and technical support for Clients, Vendors and Consultants.
Dates
Employer
Position held
Main activities and responsibilities
Main projects:
Collaboration with MECON Ltd for the design and supervision of construction of the
desalination and potabilization plant with capacity of 4,167 m3/h in Nemmeli – Chennai (INDIA).
Involved in the process with technical duties such as:
Selection of water treatment processes;
Supervision and control of technical studies;
Meeting with Vendors and Consultants.
EPC for ANSALDO ENERGIA - CCPP power plant – Aprilia (ITALY): Zero Liquid Discharge
system based on following technologies – clarification, sludge treatment, dual-media filters,
active carbon filters, ultrafiltration, reverse osmosis, ozonization, electrodeionization,
evaporator-crystallizer.
EPC for TECNIMONT - CCPP power plant – Vlore (ALBANIA): Dual-media Filters Pretreatment
of capacity 150 m3/h; SWRO Double-Pass Configuration with ERI-PX energy recovery system.
Final production of 60 m3/h of demineralized water with MB ion exchanger beds and 5 m3/h of
potable water.
EPC for SAIPEM – Arzew (ALGERIA): Corrugated Plate Interceptor Deoling system of 90 m3/h.
November 2003 to December 2006
Enel Hydro SpA (ENEL Group, the largest power company in Italy) – Napoli – Italy
Junior Process Specialist and Researcher for two Italian national research projects on water
resources management (PON AQUATEC):
- Research target I: Low cost desalination techniques – EROS (Enel Reverse Osmosis
System), new pressure-exchanger recovery system.
The RO prototype plant was with spiral-wound membranes and produced 15m3/h of potable
water with specific consumption equal to 2.3 kWh/m3.;
- Research target II: Wastewater reuse – Testing and evaluation of prototype plants for public
wastewater purification through the use of membrane bioreactors (MBRs).
The submerged modules with hollow fiber membranes were furnished for two different plants by
Mitsubishi Rayon for MF and Zenon Zeeweed for UF.
Collaborating in the design and development of new technologies for the performances
improvement of filtration plants through the use of semi-permeable membranes;
Start-up and Managing of innovative plants and their apparatus, for civil waste water
treatments by MBR and for desalination through reverse osmosis;
Scheduling laboratory analyses. Operational and experimental data processing. Final reports.
OTHER EXPERIENCES
Dates
February 2011
International Summit on Water - NIMHANS Convention Centre – Bengaluru – INDIA
Conference Paper presentation. Title: “Experience with MBR Systems: past predictions versus
present evaluation of this technology on the market”.
Dates
February 2007 to May 2007
Consultant for the “Lazy Lizard” Hotel – West End – Roatan – HONDURAS (Central America)
Designing and building of the hydraulic, sewerage and potabilization systems of the hotel.
The processing of personal data listed above is authorized under the Italian Legislative Decree 2003, No. 196
CV - Andrea Carotti
EDUCATION AND TRAINING
Qualification date
May 2008
British Council – University of Cambridge
Academic IELTS Certificate for the English Language
Qualification date
December 2004
ACIM group – Catania – ITALY
Intensive Training Course - Management of biological wastewater treatment plants
Qualification date
March 2003
University of Urbino (Italy)
Honour Master Degree in Environmental Sciences
Master thesis on:
“Artificial semi-permeable membranes: water and energy from osmotic processes”.
The aim of the thesis was to evaluate the state of osmotic processes, with particular attention to
reverse and direct osmosis. The study of reverse osmosis technology was important in order to
understand the possibilities of exploiting salinity gradients as a source of renewable energy. The
experimental laboratory study and thesis were developed at the Polytechnic University of Milano
(Department of Chemistry, Materials and Chemical Engineering “Giulio Natta”) and were
integrated with SALPO (Salinity Power), a research project by ENEL S.p.A. regarding the
possibilities of exploiting OSMOTIC POWER as a source of renewable energy.
OTHER SKILLS
IT and Software Skills
Languages
Driving Licenses
Italian (native)
English (very good - CEF Level: C1)
Spanish (intermediate) – I studied the language for three months in Central America and
attended a course in 2011/2012 at intermediate level in Italy.
Car Driving Licence, issued on 17/03/1992;
Sailing boat and pleasure craft N°307/03 - Sailing Licence for off-shore navigation
without limits, issued on 17/07/2003;
PADI Licence - Open Water Diver, issued on 02/04/2007.
References
Water treatment dimensioning softwares such as French Creek, U-Flow, ROSA, IMSDesign,
ROPRO, TorayDS, GE-Winflows, CADIX, EDI E-CALC and other tools.
Experience with some PLCs and HMI Control Systems as: Siemens plants' management
programs Simatic Manager STEP 7 using Scada WinCC or IN TOUCH - Remote plant’s
management: PC ANYWHERE;
AutoCAD 2D;
Windows and Macintosh operating systems;
Microsoft Office Programs;
Outlook and Thunderbird;
Others as: Adobe, Nitro PDF, etc.
Available on request
The processing of personal data listed above is authorized under the Italian Legislative Decree 2003, No. 196
CV - Andrea Carotti
Scarica