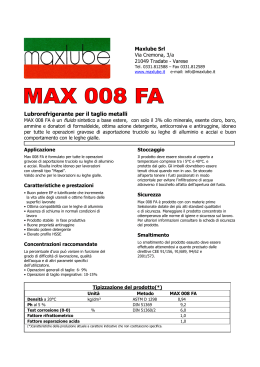
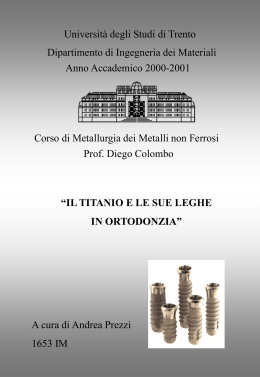
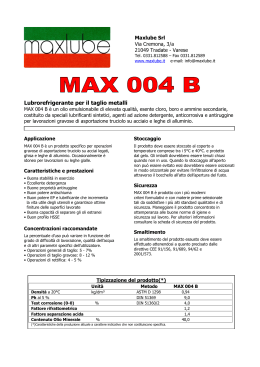
Andrea Basso Legor Group Srl Bressanvido, IT Dott. Andrea Basso è il Responsabile tecnico, della Ricerca e Sviluppo e della Produzione di Legor Group. Nel 2003 e nel 2005 è stato insignito dell’Award for Excellence in Research da parte del Santa Fe Symposium. SVILUPPO DI LEGHE IN ORO BIANCO PER 18 CARATI SENZA NICHEL E PALLADIO Andrea Basso, Jörg Fischer-Bühner, Massimo Poliero Legor Group srl , Bressanvido, IT La richiesta generale da parte del mercato per prodotti sicuri rispetto alla salute rappresenta una indicazione chiara anche per il settore orafo. Attualmente, la produzione di oro bianco in 18 carati è basata sull’impiego di nichel o palladio quali metalli ad effetto sbiancante, con poche eccezioni. Il presente lavoro considera nuove possibilità per lo sviluppo di leghe per 18 carati in oro bianco senza nichel e palladio, discutendo i principali vantaggi e svantaggi legati all’introduzione di questa nuova generazione di leghe. Produzione di gioielli mediante l’uso di leghe al palladio Introduzione La possibilità di poter produrre gioielli in oro bianco senza nichel e palladio ha rappresentato per motivi diversi e ben conosciuti un obiettivo ricercato da molti e in vari modi, ma senza approdare a soluzioni alternative convincenti. Ciononostante, la richiesta da parte del mercato per gioielli in oro bianco sicuri (1, 2) dimostra la necessità di dover continuare a cercare soluzioni alternative con caratteristiche fisico-meccaniche e di applicabilità ai normali processi produttivi orafi il più possibile simili a quelle offerte dal nichel. È infatti evidente che la produzione di gioielleria in oro bianco basata su leghe al palladio non può costituire una soluzione alternativa alla produzione di gioielli in oro bianco con l’eccezione dell’alta gioielleria. Nel paragrafo successivo vengono riassunti i tentativi finora intrapresi per cercare di trovare una via sicura ed economica per la produzione di oro bianco. Le varie soluzioni proposte hanno evidenziato pesanti limiti nella loro applicazione che il mercato non è stato in generale disposto ad accettare. Alla luce di tutto ciò sorge quindi spontanea la domanda: è realisticamente pensabile che si possa trovare una terza via alternativa a nichel e palladio nella produzione di leghe per oro bianco con caratteristiche “sostenibili” per la maggior parte delle imprese orafe? A questa domanda gli autori hanno cercato di dare risposta attraverso il presente lavoro, che costituisce una prima nota informativa, non esaustiva, sui risultati conseguiti dalla sezione di ricerca e sviluppo di Legor Group in materia di leghe per oro bianco per medie e alte carature senza impiego di nichel e palladio. Oro bianco: stato dell’arte All’origine, le leghe in oro bianco contenevano tipicamente quantità elevate di palladio e nichel (fino al 15%), ma sono praticamente scomparse dal mercato a causa della paurosa impennata del costo del palladio all’aumentare dei fenomeni di reazione allergica al nichel (3). La norma europea EN1811:1998 (4) e le successive modifiche introdotte dalla Direttiva Europea EU 2004/96/EC (5), definiscono valori soglia per il rilascio del nichel per oggetti a diretto e prolungato contatto con il corpo e per oggetti da inserire in parti perforate del corpo rispettivamente a 0.5 e 0.2 µg/cm²/settimana. Di conseguenza, il tentativo di sostituire il nichel così come quello di ridurre il contenuto di palladio hanno rappresentato i maggiori obiettivi della ricerca a livello mondiale nell’ambito delle leghe per oro bianco. A tale scopo sono stati studiati sistemi di leghe alternativi basati sull’introduzione di cobalto, manganese, ferro, cromo e platino (6, 7). Per quanto concerno il cobalto, non si è visto alcun vantaggio pratico nell’utilizzarlo come elemento sostitutivo a causa della sua similarità a livello chimico e allergologico al nichel, mentre l’impiego del platino è stato abbandonato per ragioni di costo. Leghe basate sull’impiego di manganese e ferro come sbiancanti hanno portato a risultati di modesta entità a causa January 2008 Gennaio 375 di una colorazione mediocre, sensibilità al tarnish, alla corrosione e all’ossidazione. Per quanto riguarda invece le leghe utilizzanti cromo, queste hanno dimostrato di possedere una buona colorazione bianca, ma improponibili a livello pratico per la loro elevata reattività con l’ossigeno e i materiali refrattari (grafite) normalmente impiegati. Come visto di recente leghe, con ridotto contenuto in palladio (eventualmente addizionate con piccole quantità di alcuni tra gli elementi menzionati sopra) vengono ancora impiegate nell’alta gioielleria. In alternativa, leghe a basso contenuto di nichel sono comunemente utilizzate purchè conformi alla direttiva UE. Esiste comunque una controversia sul fatto che queste leghe siano effettivamente in grado di salvaguardare la categorie di persone già sensibilizzate e se possano nel lungo periodo causare nuovi casi di sensibilizzazione. Ulteriori elementi di incertezza sono legati al metodo per la determinazione del rilascio del nichel sia per limiti di in accuratezza legati al metodo stesso, e al fatto che aparità di formulazione di lega, la cessione del nichel è pesantemente influenzata dallo stato del materiale (incrudito, as cast, ricotto, indurito, ecc.)(1-8) Sicuramente, una completa rimozione del nichel dalle leghe per oro bianco non potrebbe che contribuire positivamente al problema della sensibilizzazione. Di conseguenza, lo sviluppo di leghe prive di nichel e palladio rappresenterebbe un indiscutibile passo avanti rispetto a quanto possibile con le tipologie di leghe per oro bianco attualmente disponibili. La misurazione del colore - Lo Yellow Index (YI) La disponibilità sul mercato di leghe per oro bianco marcatamente diverse per colore ha portato all’introduzione di un processo di standardizzazione delle proprietà dell’oro bianco attraverso l’introduzione dello Yellowness Index. La necessità di tale iniziativa è stata fondamentalmente motivata dal fatto che attualmente la maggior parte dell’oro bianco è sottoposta a rodiatura per conferire agli oggetti una colorazione bianco brillante, ma tende a nascondere la vera colorazione della lega base. Lo yellow index -YI- è una variabile numerica che identifica e classifica il grado di bianchezza di una lega in oro bianco e a cui si riferiscono tutte le misurazioni riportate nel presente lavoro. Questo indicatore risulta molto utile per la scelta del tipo di lega da utilizzare e per stabilire se questa lega dovrà essere o sottoposta o no ad un trattamento finale di rodiatura. Lo yellow index si basa su un indice messo a punto per la valutazione del colore delle materie plastiche (ASTM D1925); sulla base di questo parametro, un gruppo di lavoro guidato dal Dr Chris Corti (World Gold Council) e dal MJSA (Manufacturing Jewellers and Suppliers of America) ha proposto le seguenti tre classi di oro bianco (9): • • • • 376 Premium white (YI inferiore a 19): non è richiesto alcun trattamento di rodiatura; Standard white (YI compreso tra 19 e 24,5): il trattamento di rodiatura può non risultare necessario; Off white (YI compreso tra 24,5 e 32): il trattamento di rodiatura è smpre necessario; Non white (YI superiore a 32). Jewelry Technology Forum Un nuovo approccio alla produzione di oro bianco La nuova via alla produzione di oggetti in oro bianco in 18 (e 14) carati messa a punto dai laboratori di ricerca e sviluppo Legor Group (Bressanvido, It) è rappresentata dall’impiego del gallio come elemento sbiancante primario in assenza di nichel e palladio e in combinazione con altri elementi (international patent pending). Per ragioni di brevità, verrà usata nel testo l’abbreviazione leghe NPF, intendedendo con tale denominazione questa nuova generazione di leghe per oro bianco nichel, palladium free in cui l’agente sbiancante primario è rappresentato dal gallio. Il Gallio è un metallo di colore bianco argenteo allo stato liquido, con punto di fusione di 29.8°C, per cui è uno dei pochi metalli che possono trovarsi allo stato liquido a temperatura ambiente. Per le sue proprietà bassofondenti, il gallio trova attualmente impiego nel settore orafo per la produzione di alcuni tipi di saldature, accanto a indio, stagno e zinco. Allo stato attuale delle conoscenze, il gallio non risulta possedere proprietà tossiche, né allo stato attuale risultano segnalazioni di positività ai patch test. Ciononostante, va considerato che gli studi relativi al gallio risultano ancora non completamente approfonditi. Sulla base delle ricerche effettuate, il gallio ha dimostrato di possedere spiccate proprietà sbiancanti ai titoli medio alti (14-18 kt) e tali proprietà possono essere mediate in termini di tonalità di bianco anche dall’interazione del gallio con altri elementi di lega opportunamente dosati. Un’idea più precisa dell’effetto sbiancante del gallio messo a confronto con quello del nichel e del palladio è riportata nella figura 1. 35 30 Off white O f f w h i te 25 Standard white S ta n d a rd w h i te Ga Ni 20 Pd Premium white P re m i u m w h i te 15 10 5 0 100 200 300 400 500 600 700 800 Millesimi di Ga, Ni o Pd in lega madre M i l l e s i m i d i G a , N i o P d i n l e g a m a d re Figura 1 - Confronto tra contenuto (in millesimi sulla lega madre) dell’elemento sbiancante e l’effetto sul colore misurato attraverso lo Yellow Index (YI). Da considerare che il valore di yellow index per le leghe con nichel si January 2008 Gennaio 377 riferisce a misurazioni effettuate su leghe contenenti zinco in ragione del 15-17% sulla lega madre, mentre il valore di yellow index per le leghe con palladio si riferisce a misurazioni effettuate su leghe contenenti zinco e argento in ragione rispettivamente del 5-8 e 30%. Si può osservare come l’effetto sbiancante del gallio sia da considerarsi del tutto paragonabile se non addirittura più marcato rispetto a quello del nichel (misurazione effettuata su leghe contenenti zinco in ragione del 15-17% sulla lega madre) e ancor di più rispetto al palladio (misurazione effettuata su leghe contenenti zinco e argento in ragione rispettivamente 5-8 e 30%). La fase preliminare della ricerca ha tuttavia messo in evidenza la tendenza del gallio ad incrementare la durezza della lega e in linea più generale a ridurne la deformabilità (Figura 2). Non sembrerebbe quindi possibile, allo stato delle attuali conoscenze, lo sfruttamento di tutto il potenziale sbiancante del gallio senza incorrere in fenomeni di infragilimento. Sulla base delle prove effettuate, il miglior compromesso tra colore e deformabilità potrebbe essere considerato l’intervallo di concentrazione di gallio compreso tra circa 140 e 250 millesimi in lega madre, anche se è comunque possibile variare l’ampiezza di tale range a seconda del tipo di applicazione. 35 450 400 30 25 300 250 20 200 15 Durezza (HV) Yellowness index (Yi) 350 Yi Durezza 150 100 10 50 5 0 100 200 300 400 500 600 700 0 800 Millesimi di gallio in lega madre Figura 2 - Effetto del contenuto (in millesimi sulla lega madre) di gallio in lega d’oro 18 carati sulla durezza as cast e colore (yellow index). Si può osservare come in concentrazioni di gallio comprese tra 140 e 250 millesimi in lega madre (area del grafico in verde) i valori di durezza rimangano sull’ordine dei 100-200 HV e su valori di bianchezza compresi tra i 24 e 34 YI. 378 Jewelry Technology Forum Un ulteriore importante scoperta riguarda il fatto che le proprietà meccaniche di una lega NPF possono essere considerevolmente modificate in base al tipo e concentrazione degli altri elementi di lega, tra cui indio, stagno, zinco, argento e rame. A parità di concentrazione di gallio, i livelli di riduzione alla laminazione ottenibili fino a rottura possono variare da pochi punti percentuale fino a oltre l’80%, rendendo quindi possibile una differenziazione delle formulazioni a seconda del loro specifico impiego in microfusione o lavorazione meccanica. Nella parte sperimentale successiva verranno descritti i principali risultati relativi alle sole prove di microfusione in 18 carati. Principali proprietà termiche Le proprietà termiche delle leghe NPF si discostano significativamente da quelle per le normali leghe per oro bianco. Si tratta di leghe basso-fondenti con un intervallo tra inizio (solidus) e fine fusione (liquidus) particolarmente ampio. Questa diversità di comportamento è principalmente imputabile all’azione del gallio, il quale agisce da elemento basso fondente e determina un consistente allargamento dell’intervallo di fusione, come è possibile constatare dal diagramma di fase oro-gallio (figura 3). Figura 3 - Diagramma di fase oro-gallio. È possibile apprezzare il marcato effetto del gallio nella diminuzione della temperatura di fusione. È altresì apprezzabile l’effetto del gallio sull’allargamento dell’intervallo di fusione. A livello sperimentale si è potuto constatare come il punto di inizio fusione delle leghe NPF testate (temperatura di solidus) sia mediamente compreso tra 380 e 420°C, mentre quello di liquidus sia generalmente compreso tra 700 e 850°C. L’ampiezza dell’intervallo tra solidus e liquidus (melting range) è pertanto intorno ai 350-450°C (vedi Tabella 1). January 2008 Gennaio 379 Tabella 1 Tsolidus (°C) Tliquidus (°C) Intervallo tra solidus e liquidus (°) Leghe NPF 380-420 700-850 350-450 Leghe su base nichel 850-920 870-970 30-70 1000-1300 100-120 Leghe su base palladio 930-1200 Dalle proprietà termiche evidenziate si posso trarre due conclusioni importanti: • In microfusione, la temperatura dei cilindri dovrà risultare inferiore alla temperatura di solidus e ciò al fine di favorire un processo di solidificazione suffcientemente rapido; • Qualsiasi tipo di trattamento termico dovrà essere effettuato a temperature non superiori a 400°C circa. Parte sperimentale I risultati riportati nel presente lavoro riguardano esperienze relative alla microfusione e riguardano test effettuati su diversi tipi di formulazioni di leghe NPF testate in 18 carati. Dopo una fase preliminare di ottimizzazione, sono state definite le condizioni di prova riportate in Tabella 2: Tabella 2 - Condizioni di prova per la microfusione di leghe NPF in 18 carati Valori di riferimento Sovrapressione alla colata 1-1.5 bar Temperatura di colata 750-800°C Pressione in camera -0.9; – 1.0 bar Temperatura cilindri 200-300°C Tempo di raffreddamento 5 min. in camera seguito da quench Comportamento in fusione Al fine di ottenere il massimo livello di omogeneità, le leghe NPF necessitano di essere pre-legate attraverso la produzione di graniglia. Tale operazione non richiede particolari accorgimenti e viene effettuata a temperature di circa 1020-1030°C. Non è stata osservata alcuna particolare forma di reattività nei confronti dei crogioli in grafite e dei materiali refrattari normalmente impiegati, evidenziando quindi una buona compatibilità con i refrattari normalmente in uso, con l’eccezione della tendenza a formare una leggera pellicola che tende ad attaccarsi specialmente a livello dello stopper, peraltro facilmente rimovibile. A livello di residuo, si può invece osservare la presenza di un film di residuo sul crogiolo, anche questo facilmente rimovibile. L’entità di tale residuo può variare a seconda delle 380 Jewelry Technology Forum condizioni di protezione rispetto all’ossidazione. A tale riguardo va considerato che tale residuo può dipendere anche dalle condizioni in cui la prelega è stata granulata. Un esempio di alberino prodotto con una delle leghe NPF è riportato in figura 4. Figura 4 - Alberino prodotto con lega NPF dopo rimozione del rivestimento (senza decapaggio). Ad una prima analisi dell’alberino subito dopo la gessatura e prima del decapaggio, si può osservare come il getto risulti quasi completamente privo di ossidazione superficiale. Il livello di viscosità (10, 11) della lega allo stato liquido è documentato dal grado di riempimento delle griglie posizionate nella parte basale che nelle prove effettuate con January 2008 Gennaio 381 leghe NPF si è posizionato intorno al 20-25%, evidenziando un livello di riempimento inferiore a quello normalmente riportato per leghe su base nichel, con valori intorno al 70-100%. In realtà, essendo la viscosità di un liquido funzione della temperatura, i valori di riempimento delle griglie per le due tipologie di leghe non sono comparabili tra loro in quanto effettuati a temperature significativamente diverse. Di seguito vengono riportati i risultati relativi alle prove di caratterizzazione effettuate nel corso di varie prove. Capacità di riproduzione dei minimi dettagli (test del microsolco) La prova è stata effettuata utilizzando un modello in cera di un microsolco ricavato da un disco di vinile (long-playing) (10). Un esempio di capacità di riproduzione dei microsolchi di una lega NPF a confronto con una lega con nichel per microfusione di classe elevata è riportata nella figura 5. È possibile osservare come la qualità delle due repliche sia da considerarsi pressoché’ uguale. Figura 5 - Test di riproducibilità di un microsolco (da long-playing) - Ingr 50X. Lega NPF Lega con nichel (Legor WH80B2) Porosità da ritiro La porosità da ritiro è stata valutata come porosità interna rilevata nella sezione centrale di un anello a sfera (2). Un esempio tipico di porosità rilevata su lega NPF a confronto con lega su base nichel è riportato in figura 6. Si può notare come una tra le caratteristiche più spiccate delle leghe NPF sia proprio quella di possedere una porosità da ritiro più bassa rispetto a quella di una lega bianca su base nichel. Ciò risulta particolarmente evidente se confrontato con il livello di porosità riscontrabile in una lega su base nichel (figura 6b). È possibile che tale comportamento possa essere legato all’ampio intervallo di fusione e conseguentemente alla capacità da parte del metallo liquido di distribuirsi perfettamente prima della solidificazione. 382 Jewelry Technology Forum Figura 6 - Confronto tra le porosità tipiche rilevate tra lega NPF (a) e lega su base nichel (50x) (b). La prova si riferisce alla sezione centrale interna di un anello con sfera appositamente studiato per la valutazione della porosità da ritiro. Sul riquadro a destra è possibile vedere i punti di osservazione sulla sezione dell’anello inglobato in resina. (a) Lega NPF (b) Lega convenzionale a base di nichel (17% su lega madre) January 2008 Gennaio 383 Resistenza al tarnish Leghe NPF e leghe con nichel sono state sottoposte a prova di tarnish in atmosfera contenente idrogeno solforato utilizzando il test della tioacetammide. Come controlli standard sono stati utilizzati due riferimenti interni in argento (AG108M e argento sterling, rispettivamente ad elevata e bassa resistenza al tarnish). I pezzi sono stati esposti all’atmosfera solforata per 24 ore alla temperatura di 20°C. Sulla base dei risultati ottenuti, risulta che le leghe NPF risultano più stabili alla decolorazione rispetto ad una lega con nichel e pertanto sembrano possedere un livello di resistenza al tarnish addirittura superiore a queste ultime (figura 7). Lega in argento 925 ad elevata resistenza al tarnish Lega in argento Sterling silver a bassa resistenza al tarnish Lega in oro bianco NPF Lega in oro bianco contenente nichel Figura 7 - Prova di resistenza al tarnish. Resistenza meccanica Come già accennato, a seconda della formulazione è possibile ottenere livelli di deformabilità notevolmente diversi. I dati attualmente disponibili si riferiscono al massimo livello di riduzione ottenibile su una barretta a sezione quadra, portandola fino a rottura. I valori ottenuti si aggirano da qualche punto percentuale fino a oltre l’80%. Contenuti elevati di gallio tendono in genere a ridurre la deformabilità, per cui a seconda del tipo di applicazione si dovranno considerare leghe a maggior contenuto in gallio (colore più bianco, ridotta deformabilità) ad esempio da utilizzare per la microfusione di pezzi di dimensioni medie ed elevate, mentre si dovranno preferire leghe a minor contenuto di gallio (colore meno bianco, maggiore deformabilità) per microfusione di oggetti sottili e per la lavorazione meccanica. In aggiunta a quanto detto sopra, fra i test effettuati su leghe per microfusione si è messa a punto una prova a “fatica” per valutare la deformabilità su cicli ripetuti prima di arrivare a rottura. L’informazione risulta particolarmente utile in riferimento alle operazioni più comuni che possono riguardare oggetti microfusi, come l’incastonatura. Per la prova a fatica è stato considerato un anello di dimensioni particolarmente sottili tagliato in un punto e sottoposto a ripetuti cicli di apertura e chiusura con un ampiezza di movimento pari ad un angolo di 45° (figura 8). 384 Jewelry Technology Forum Figura 8 - Prova a fatica su anello sottile: sequenza delle operazioni. I risultati delle prove a fatica sono riassunti nella seguente tabella: Tabella 3 - Riassunto dei dati relativi alle prove a fatica. Numero cicli a rottura Leghe NPF standard white (YI = 24-25) 1-5 Leghe NPF off white (YI = 25-32) 7-31 Lega con nichel Legor WE480C1 (17% Ni, YI = 26.5) 16 Qualità superficiale Una panoramica sui pezzi ottenibili con l’uso di leghe NPF è riportata nelle figure 9 (lega NPF di classe standard white) e 10 (lega NPF di classe off white) successive. Figura 9 - Esempi di oggetti microfusi in lega NPF 18 kt standard white. January 2008 Gennaio 385 Figura 10 - Esempi di oggetti microfusi in lega NPF 18 kt off-white. Si è potuto osservare come le leghe NPF siano in grado di dare origine a superfici di elevata qualità (figura 11a), con bassissimi livelli di porosità. Va comunque tenuto presente che il criterio per l’ottenimento di una qualità di superficie ottimale è quello di utilizzare le minori temperature possibili, al fine di minimizzare la reazione con il refrattario (figura 11b), aspetto che va considerato con particolare attenzione, trattandosi di leghe con tempi di solidificazione mediamente più lunghi a causa dell’ampio intervallo di fusione. La scelta delle temperature di colata e del cilindro vanno ottimizzate tenendo conto del tipo di macchina utilizzata, dalla tipologia dei pezzi da produrre e dal tipo di refrattario impiegato. In linea generale, le temperature di colata ottimali sono risultate essere intorno ai 750-900°C a seconda del tipo di lega, mentre sono risultate ottimali temperature di cilindro intorno ai 230-250°C, con range variabile tra i 200 e i 300°C. in alcuni casi, si è visto opportuno modificare il sistema di alimentazione rispetto alle convenzionali leghe con nichel, aumentando leggermente la sezione dei canali di alimentazione e preferendo una struttura di alimentazione multiramificata. Per quanto riguarda i processi di pulitura, l’impressione degli operatori è stata quella di un materiale più tenero rispetto alle leghe con nichel, con una tendenza ad impastare le carte abrasive più di quanto queste ultime; da notare infine l’elevata conducibilità termica, tale per cui gli oggetti durante la spazzolatura tendono a riscaldarsi rapidamente assomigliando in tal senso più agli oggetti di argento che di oro. Figura 11a - Esempio di qualità superficiale ottenibile con leghe NPF (8x). 386 Jewelry Technology Forum Figura 11b - Esempio di difetto di porosità da gas causato da reazione del metallo con il refrattario. Vanno infine considerate nuove problematiche legate all’impiego dei refrattari in condizioni di temperatura insolite rispetto alle temperature normalmente utilizzate. Uno dei problemi riscontrati riguarda la perdità di resistenza meccanica evidenziatisi con l’impiego di particolari tipi di rivestimenti (Figura 12a). Con l’impiego di temperature per i cilindri intorno ai 200°C si è osservata la rottura del refrattario in corrispondenza degli spigoli, con formazione di bave. Il fenomeno, a parità di temperatura è quasi completamente scomparso quando è stata tolta la sovrapressione al momento della colata (Figura 12b), anche se ciò ha provocato in alcuni casi un parziale riempimento dei pezzi. In conseguenza a ciò, è necessario ottimizzare in alcuni casi l’impiego dei refrattari applicati a questo nuovo tipo di leghe, mettendo a punto specifiche condizioni di applicazione. Figura 12a - Alberino ottenuto con temperatura del cilindro a 200°C, in presenza di sovrapressione; si può notare la presenza di bave sugli spigoli degli oggetti dovuti a cedimento del refrattario. Figura 12b - Alberino ottenuto con temperatura del cilindro a 200°C, in assenza di sovrapressione; si può notare la quasi totale assenza di bave sugli spigoli degli oggetti; in questo caso si può però constatare il mancato riempimento di alcuni piccoli pezzi (particolare evidenziato dal circolo rosso). January 2008 Gennaio 387 Riutilizzabilità Sulla base delle attuali esperienze, le leghe NPF hanno dimostrato di possedere buona riutilizzabilità senza evidenziare particolari controindicazioni. Trattamenti galvanici (rodiatura) Le leghe NPF sono possono essere sottoposte a trattamento di rodiatura con modalità del tutto analoghe a quanto ottenibile con leghe su base nichel o palladio (Figura 13) Figura 13 - Prova di rodiatura su lega NPF. Lega NPF non rodiata Lega NPF dopo rodiatura Conclusioni Pur consapevoli che i dati riportati nel presente lavoro sono in grado di fornire solamente un primo quadro sulle caratteristiche possedute da questi nuovi materiali, le cui potenzialità non sono ancora state completamente esplorate, gli autori sono tuttavia convinti che l’introduzione delle leghe NPF possa contribuire in misura significativa al rinnovamento del settore dell’oro bianco sulle medie/alte carature, in quanto si tratta di materiali non allergenici e disponibili a costi molto più bassi delle attuali leghe su base palladio. Sulla base dei risultati sperimentali finora conseguiti, è realistico pensare che lo sviluppo di leghe in oro bianco NPF riguarderà prevalentemente le categorie definite off-white e standard white, almeno per quanto concerne il 18 carati e per questo si renderà comunque necessario un trattamento finale di rodiatura. Va inoltre puntualizzato che l’impiego di questo tipo di leghe richiede un processo di ottimizzazione del proprio ciclo di lavoro, con utilizzo di temperature e metodologie che di fatto le rendono diverse dalle convenzionali leghe su base nichel e palladio; di particolare importanza risulta infatti la messa a punto delle temperature di processo, al fine di ottenere livelli di porosità estremamente ridotti; è quindi necessario che il singolo utilizzatore comprenda le diversità di questi nuovi materiali e affronti una prima fase di impostazione del processo produttivo che tenga conto delle caratteristiche del proprio impianto fusorio, del materiale refrattario e delle tipologie di pezzi da produrre. 388 Jewelry Technology Forum Un quadro riassuntivo riportante i principali vantaggi legati all’introduzione delle leghe NPF è di seguito descritto: • • • • • • • • • • • • • • • Costo della lega madre pari a circa 1/5 - 1/10 di una lega in oro bianco al palladio con caratteristiche di colore simili Nessun tipo di reazione allergica o tossica con la pelle, allo stato attuale delle conoscenze Basse temperature di utilizzo: - temperature di colata: 750 - 900°C - temperature cilindri: 200 - 300°C Ridotta reazione con il rivestimento dovuta alle basse temperature in gioco e conseguente ottenimento di superfici compatte e prive di porosità Ridotto tempo di raffreddamento dei cilindri, intorno ai 4-5 minuti (senza pietre) Buona capacità di riempimento Ottima capacità di riproduzione dei minimi dettagli Porosità da ritiro estremamente bassa Ridotto shock termico nella microfusione con pietre rispetto alle leghe tradizionali Effetto antiossidante con ottenimento di getti brillanti senza necessità di decapaggio Nessuna reazione con crogioli, stopper e altri materiali refrattari con cui la lega può venire a contatto e riduzione del loro livello di usura grazie alla riduzione delle temperature in gioco Riduzione dei consumi energetici di fonditrici e forni di ricottura dovute alle più basse temperature di processo Elevata resistenza al tarnish Durezza as cast: 100-200 Vickers Disponibile in diverse gradazioni di bianco Per quanto riguarda invece gli aspetti su cui indirizzare ulteriori sforzi della ricerca, vanno ricordati i seguenti aspetti: • • • Miglioramento della deformabilità mantenendo buoni livelli di colore bianco; Ottimizzazione dei parametri per l’utilizzo dei refrattari Diminuzione dei residui nel crogiolo Ringraziamenti Gli Autori vogliono esprimere un particolare e sentito ringraziamento a Fabio Bottelli e Jacopo Carli per lo svolgimento della parte sperimentale; al dr Riccardo Bertoncello per la parte analitica, all’ing. Andrea Friso per il supporto tecnico nell’esecuzione delle prove esterne e la discussione dei risultati; a Pietro Zini per la realizzazione delle prove interne di microfusione presso Ultracast. January 2008 Gennaio 389 Bibliografia 1. Andrea Basso, Michele Pertile, Massimo Poliero, Andrea Peserico, Anna Belloni Fortina, “Jewelry and health: perspectives for improvement”, in The Santa Fe symposium on Jewelry Manufacturing Technology 2004, ed. Eddie Bell. 2. Andrea Basso, Andrea Friso, Massimo Poliero, Anna Belloni Fortina, Ilaria Romano, Andrea Peserico “Jewelry and health: recent updates”, in The Santa Fe symposium on Jewelry Manufacturing Technology 2006, ed. Eddie Bell. 3. Valerio Faccenda and Pietro Oriani, “On nickel white gold alloys: problems and possibilities”, in The Santa Fe symposium on Jewelry Manufacturing Technology 2000, ed. Eddie Bell. 4. European Standard EN1811:1998. 5. European Directive 2004/96/EC. 6. Jörg Fischer-Bühner and Dieter Ott, “Development of new nickel-free chromium based white gold alloys- results of a research project”, in The Santa Fe symposium on Jewelry Manufacturing Technology 2001, ed. Eddie Bell. 7. Connor G.P.O, “Improvement of 18 Carat White Gold Alloys,”. Gold Bulletin, 11 (2) 1978, p. 35-39. 8. Roy Rushford, “Don’t let nickel get under your skin - the European experience”, in The Santa Fe symposium on Jewelry Manufacturing Technology 2000, ed. Eddie Bell. 9. Chris Corti, “What is a white gold? Progress on issues!”, in The Santa Fe symposium on Jewelry Manufacturing Technology 2005, ed. Eddie Bell. 10. Andrea Basso and Massimo Poliero, “14-18 kt yellow gold alloys for investment casting: a new approach”, in The Santa Fe symposium on Jewelry Manufacturing Technology 2002, ed. Eddie Bell. 11. Dieter Ott, “Properties of Melt and Thermal Precesses during Solidification in Jewellery Casting”, Gold Bulletin 2000, 33 (1). 390 Jewelry Technology Forum January 2008 Gennaio 391
Scaricare