☰
Esplorare
registrati
Iscriviti
Caricare
×
Scaricare
senza categoria
MT - My LIUC
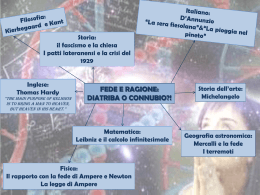
Mappa concettuale sulla fede