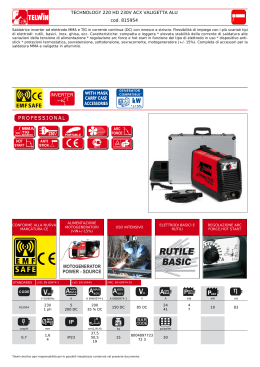
Rev: 1.1 01-03-2011 ELETTRODI ELETTRODI PER LA SALDATURA DI ACCIAI AL CARBONIO CN CN RC RN RN BD BN BN BN RH BH 10 23 14 13 15 22 8 18 18-G 30 40 ASME II-C SFA 5.1:E 6010 EN ISO 2560-A: E 35 2 C 25 5 ASME II-C SFA 5.5:E 7010-A1/G EN ISO 2560-A: E 42 2 C 2 5 5 ASME II-C SFA 5.1:E 6013 EN ISO 2560-A: E 42 A RC 1 1 6 ASME II-C SFA 5.1:E 6013 EN ISO 2560-A: E 42 Z RR 1 2 6 ASME II-C SFA 5.1:E 6013 EN ISO 2560-A: E 38 Z RR 1 2 7 ASME II-C SFA 5.1:E 7016 EN ISO 2560-A: E 38 2 B 1 2 H10 8 ASME II-C SFA 5.1:E 7018.1 EN ISO 2560-A: E 42 4 B 4 2 H5 8 ASME II-C SFA 5.1:E 7018.1 EN ISO 2560-A: E 42 4 B 4 2 H5 9 ASME II-C SFA 5.5:E 7018-G 10 ASME II-C SFA 5.1:E 7024 EN ISO 2560-A: E 42 Z RR 7 3 10 ASME II-C SFA 5.1:E 7028 EN ISO 2560-A: E 38 2 B 5 3 11 ELETTRODI PER LA SALDATURA DI ACCIAI BASSO-LEGATI MC MC MC MC MC MC MC MC 27 27-A 30 36 33 38 40 50 ASME II-C SFA 5.5:E 8018-G 12 ASME II-C SFA 5.5:E 8018-W2 12 ASME II-C SFA 5.5:E 8018-G 13 ASME II-C SFA 5.5:E 8018-C1 13 ASME II-C SFA 5.5:E 9018-G 14 ASME II-C SFA 5.5:E 10018-G 14 ASME II-C SFA 5.5:E 11018-G 15 ASME II-C SFA 5.5:E 12018-G 15 ELETTRODI PER LA SALDATURA DI ACCIAI RESISTENTI ALLE ALTE TEMPERATURE MF MF MF MF MF MF MF MF 25 29 35 35-A 41 45 47 48 ASME II-C SFA 5.5:E 7018-A1 EN ISO 3580-A: E Mo B 16 ASME II-C SFA 5.5:E 8018-B2 EN ISO 3580-A: E CrMo 1 B 16 ASME II-C SFA 5.5:E 9018-B3 EN ISO 3580-A: E CrMo 2 B 17 ASME II-C SFA 5.5:E 9015-B3 EN ISO 3580-A: E CrMo 2 B 17 ASME II-C SFA 5.5:E 8018-B6 EN ISO 3580-A: E CrMo 5 B 18 ASME II-C SFA 5.5:E 8018-B8 EN ISO 3580-A: E CrMo 9 B 18 ASME II-C SFA 5.5:E 9015-B9 ASME II-C SFA 5.5:E 9018-B9 19 EN ISO 3580-A: E CrMo 91 B 19 ELETTRODI PER LA SALDATURA DI ACCIAI INOSSIDABILI LC LC LC LC LC LC LC LC LC LC LC LC LC 71 21 24 26 28 27 18 23 23-HB 62 52 54 59 ASME II-C SFA 5.4:E 308L-15 20 ASME II-C SFA 5.4:E 308L-16 EN ISO 3581: E 19 9 LR 12 20 ASME II-C SFA 5.4:E 308L-17 EN ISO 3581: E 19 9 LR 12 21 ASME II-C SFA 5.4:E 316L-16 EN ISO 3581: E 19 12 3 LR 12 21 ASME II-C SFA 5.4:E 316L-17 EN ISO 3581: E 19 12 3 LR 12 22 ASME II-C SFA 5.4:E 317L-16 22 ASME II-C SFA 5.4:E 318L-17 23 ASME II-C SFA 5.4:E 347-17 EN ISO 3581: E 19 9 Nb 23 ASME II-C SFA 5.4:E 347-15 EN ISO 3581: E 19 9 Nb B 42 24 ASME II-C SFA 5.4:E 2209-17 24 ASME II-C SFA 5.4:E 309L-16 25 ASME II-C SFA 5.4:E 309MoL-16 EN ISO 3581: E 23 12 2 LR 12 25 ASME II-C SFA 5.4:E 310-16 EN ISO 3581: E 25 20 R 12 26 Rev: 1.1 01-03-2011 ELETTRODI ELETTRODI PER APPLICAZIONI SPECIALI LR LR LR LR 47 35 37 82 ASME II-C SFA 5.4:~E 307-16 EN ISO 3581: E 18 8 Mn R 12 27 ASME II-C SFA 5.4:E 312-16 EN ISO 3581: E 29 9 R 12 27 ASME II-C SFA 5.4:E 312-17 EN ISO 3581: E 29 9 R 12 28 ASME II-C SFA 5.11:E NiCrFe-3 28 ELETTRODI PER LA SALDATURA DI GHISA FN 10 FN 15 ASME II-C SFA 5.15:E NiCl 29 ASME II-C SFA 5.15:E NiFe-CI 29 ELETTRODI PER LA SALDATURA DI COPERTURA E PROTEZIONE HD HD HD HD HD HD 25 30 40 60 63 70 DIN 8555:E7-UM-200 KP 30 DIN 8555:E1-UM-300 30 DIN 8555:E1-UM-400 31 DIN 8555:E6-UM-60 GP 31 DIN 8555:E3-UM-60 GPT 32 DIN 8555:E4-UM-60 GPT 32 ELETTRODI PER LA SALDATURA DI ALLUMINIO ALSI 5 ALSI 12 ASME SFA 5.3: E 4043 DIN 1732: EL - Al Si 5 33 ASME SFA 5.3 E 4047 DIN 1732: EL - Al Si 12 33 ELETTRODI PER SMUSSARE E TAGLIARE SA 17 SA 37 Carboni C/C EUROTROD 34 34 35 APPENDICE Stoccaggio, recupero e asciugatura Imballo Vacuum Principali difetti riscontrati in saldatura Equivalenze tra i processi 36 37 38 39 Rev: 1.1 01-03-2011 Esempio di interpretazione della norma AWS S F A 5 . 5 : 8 E 0 1 8 - B 2 HR Aços de baixa liga Specifiche AWS Eléctrodo A5.1 A5.3 Acciai al carbonio Alluminio e le sue leghe A5.4 A5.5 A5.6 A5.11 A5.13 A5.15 A5.21 Acciai inossidabili Acciai basso-legati Rame e le sue leghe Nichel e le sue leghe Rivestimento (anima solida) Ghise Rivestimento (anima tubolare in carburi di tungsteno) Resistência à tracção (2 ou 3 digitos) Composizione chimica del metallo depositato: ABCDGPWMH- Posição Tipo de revestimento e corrente Composição química do metal depositado Hidrogénio difusível Posizioni: Lega di Molibdeno 1 - Tutte le posizioni 2 - Giunto in angolo verso il basso e in orizzontale Lega di Cromo e Molibdeno Lega di Nichel 3 - Attualmente non utilizzate Lega di Manganese e Molibdeno 4 - Verticale discendente Secondo le specifiche del produttore Lega di Nichel, Manganese, Cromo, Molibdeno e Vanadio, per tubazioni Lega di Nichel, Cromo e Rame Specifica MIL - Militare Idrogeno diffondibile in ml/100 g di metallo depositato Esempio di interpretazione della norma EN EN 2560-A: E 42 4 B 1 2 H10 Nível Hidrogénio difusível em [ml/100g de material depositado] Posições de soldadura Tipo de corrente / Rendimento Tipo de revestimento Impatto energetico Energia de impacto Limite elástico em N/mm 2 Eléctrodo revestido Posizioni di saldatura Tipo di rivestimento RB- Rivestimento rutilico Rivestimento basico 1234- Tutte le posizioni Giunto angolo verso il basso e orizzontale Attualmente non utilizzate Verticale discendente (47J ºC): ZA023456- NR +20 0 -20 -30 -40 -50 -60 Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI AL CARBONIO CN 10 Elettrodo con rivestimento cellulosico, per la saldatura di tubazioni in posizione verticale verso il basso. Applicazioni in prima passata e multipass. Radiografia di alta qualità. MATERIALI / CAMPO DI APPLICAZIONE: St 37.0 a St 52.0 St 37.4 a St 52.4 StE 210.7 a StE 360.7 CLASSIFICAZIONE: ASME II-C SFA 5.1:E 6010 EN ISO 2560-A E 35 2 C 25 POSIZIONI DI SALDATURA: StE 210.7 TM a StE 360.7 TM API 5 LX: X 42 a X56 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): Si C Mn 0,10 0,25 0,35 Proprietà meccaniche: P S < 0,02 < 0,02 Carico di snervamento Carico di rottura 2 ( N / mm ) > 410 Codice EP 1113G 1114G 1115G 1116M Allungamento 5d ( % ) 2 ( N / mm ) > 480 > 20 Diametro Descrizione ELECT. EUROTROD CN 10 ELECT. EUROTROD CN 10 ELECT. EUROTROD CN 10 ELECT. EUROTROD CN 10 2,5x350 mm 3,2x350 mm 4,0x350 mm 5,0x450 mm Resilienza V ( J ) - 29º C > 27 Corrente Pezzi Peso Pacch/ pacch pacch Conf. (A) 70 - 90 300 4,8 3 # 90 - 140 190 5,1 3 # 130 - 180 120 4,9 3 # 160 - 230 85 7,2 3 # - 20º C > 47 # # # # # # # # # # # # CN 23 Elettrodo con rivestimento cellulosico, per la saldatura di tubazioni in posizione verticale verso il basso. Applicazioni in prima passata e multipass. Radiografia di alta qualità. MATERIALI / CAMPO DI APPLICAZIONE: St 37.4 a St 52.4 StE 210.7 a StE 360.7 CLASSIFICAZIONE: ASME II-C SFA 5.5:E 7010-A1/G EN ISO 2560-A-E 42 2 C 2 5 POSIZIONI DI SALDATURA: API 5 LX: X 42 a X60 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): Si C Mn 0,10 0,25 0,35 Proprietà meccaniche: P S Mo < 0,02 < 0,02 0,40 Carico di snervamento Carico di rottura 2 2 ( N / mm ) > 410 Codice EP 1123G 1124G 1125G 1126M ( N / mm ) > 520 Descrizione ELECT. EUROTROD CN 23 ELECT. EUROTROD CN 23 ELECT. EUROTROD CN 23 ELECT. EUROTROD CN 23 Allungamento 5d ( % ) > 22 Diametro 2,5x350 mm 3,2x350 mm 4,0x350 mm 5,0x450 mm Resilienza V ( J ) - 29º C > 27 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 70 - 90 300 4,8 3 # 90 - 140 190 5,1 3 # 130 - 180 120 4,9 3 # 160 - 230 75 6,3 3 # - 20º C > 47 # # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI AL CARBONIO RC 14 Elettrodo rutile universale per la saldatura di acciai al carbonio. Applicazioni in tutte le posizioni, incluso la verticale discendente. Ottimo innesco, arco stabile e scoria facilmente asportabile. CLASSIFICAZIONE: ASME II-C SFA 5.1:E 6013 EN ISO 2560-A E 42 A RC 1 1 MATERIALI / CAMPO DI APPLICAZIONE: St 33 a St 52.3 H I – H II St 37.4 a St 52.4 St 35.8 a St 45.8 StE 210.7 a StE 360.7 StE 210.7 TM a StE 360.7 TM POSIZIONI DI SALDATURA: A, B GS-38 a GS-52 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( - ) / DC ( + ) Composizione chimica (%): Si C Mn 0,07 0,35 0,35 Proprietà meccaniche: P S < 0,02 < 0,02 Carico di snervamento Carico di rottura ( N / mm 2 ) > 450 ( N / mm 2 ) > 500 Codice EP 1192G 1193G 1194G 1194M 1195G 1195M 1196M Descrizione Allungamento 5d ( % ) 20º C > 47 > 22 Corrente Pezzi Peso Pacch/ pacch pacch Conf. (A) 50 - 70 420 5,2 3 60 - 90 280 5,3 3 90 - 140 180 5,3 3 90 - 140 180 6,9 3 120 - 180 100 4,7 3 120 - 180 115 7,0 3 160 - 230 65 6,2 3 Diametro ELECT. EUROTROD RC 14 ELECT. EUROTROD RC 14 ELECT. EUROTROD RC 14 ELECT. EUROTROD RC 14 ELECT. EUROTROD RC 14 ELECT. EUROTROD RC 14 ELECT. EUROTROD RC 14 Resilienza V ( J ) 2,0x350 mm 2,5x350 mm 3,2x350 mm 3,2x450 mm 4,0x350 mm 4,0x450 mm 5,0x450 mm # # # # # # # # # # # # # # # # # # # # # # # # # RN 13 Elettrodo rutile universale per la saldatura di acciai al carbonio. Ottimo innesco e arco stabile. MATERIALI / CAMPO DI APPLICAZIONE: St 33 a St 52.3 H I, H II, 17 Mn 4 St 37.4 a St 52.4 St 35.8 a 17 Mn 4 StE 210.7 a StE 360.7 StE 210.7 TM a StE 360.7 TM CLASSIFICAZIONE: ASME II-C SFA 5.1:E 6013 EN ISO 2560-A E 42 Z RR 1 2 POSIZIONI DI SALDATURA: StE 255 a StE 355 GS-38 a GS-52 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( - ) Composizione chimica (%): Si C Mn 0,07 0,40 0,45 Proprietà meccaniche: P S < 0,02 < 0,02 Carico di snervamento Carico di rottura 2 2 ( N / mm ) > 420 Codice EP 80 81 82 84 86 ( N / mm ) > 470 Descrizione ELECT. EUROTROD RN 13 ELECT. EUROTROD RN 13 ELECT. EUROTROD RN 13 ELECT. EUROTROD RN 13 ELECT. EUROTROD RN 13 Allungamento 5d ( % ) Resilienza V ( J ) > 20 Diametro 2,0x350 mm 2,5x350 mm 3,2x350 mm 4,0x350 mm 5,0x450 mm Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 50 - 60 450 5,5 3 # 60 - 90 300 6,0 3 # 90 - 140 180 5,6 3 # 120 - 180 115 5,6 3 # 160 - 230 70 6,8 3 # # # # # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI AL CARBONIO RN 15 Elettrodo rutile universale per la saldatura di acciai al carbonio. Applicazioni speciali con lamiera sottile. Ottimo innesco e arco stabile. MATERIALI / CAMPO DI APPLICAZIONE: St 33 a St 52.3 H I, H II, 17 Mn 4 St 37.4 a St 52.4 St 35.8 a 17 Mn 4 StE 210.7 a StE 360.7 StE 210.7 TM a StE 360.7 TM CLASSIFICAZIONE: ASME II-C SFA 5.1:E 6013 EN ISO 2560-A E 38 Z RR 1 2 POSIZIONI DI SALDATURA: StE 255 a StE 355 GS-38 a GS-52 WStE 255 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( - ) Composizione chimica (%): Si C Mn 0,07 0,35 0,35 Proprietà meccaniche: P S < 0,02 < 0,02 Carico di snervamento Carico di rottura ( N / mm 2 ) > 420 ( N / mm 2 ) > 470 Codice EP 1217 1217G 1218G 1219M 1220M Descrizione ELECT. EUROTROD RN 15 ELECT. EUROTROD RN 15 ELECT. EUROTROD RN 15 ELECT. EUROTROD RN 15 ELECT. EUROTROD RN 15 Allungamento 5d ( % ) Resilienza V ( J ) > 20 Diametro 2,0x350 mm 2,5x350 mm 3,2x350 mm 4,0x450 mm 5,0x450 mm Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 50 - 60 375 5,0 3 # 60 - 90 250 5,2 3 # 90 - 140 150 5,0 3 # 120 - 180 90 6,0 3 # 160 - 230 60 6,4 3 # # # # # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI AL CARBONIO BD 22 Elettrodo basico a doppio rivestimento per la saldatura di acciai al carbonio e di alcuni acciai basso-legati. Grazie al suo arco stabile è ideale per la saldatura in tutte le posizioni e in prima passata. CLASSIFICAZIONE: ASME II-C SFA 5.1:E 7016 EN ISO 2560-A E 38 2 B 1 2 H10 MATERIALI / CAMPO DI APPLICAZIONE: St 33 a St 52.3 H I, H II, 17 Mn 4 St 37.4 a St 52.4 St 35.8 a 17 Mn 4 StE 210.7 a StE 360.7 StE 210.7 TM a StE 360.7 TM POSIZIONI DI SALDATURA: StE 255 a StE 355 WStE 255 a 355 GS-38 a GS-52 CARATTERISTICHE DEL METALLO SALDATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): Si C Mn 0,08 0,50 1,10 Proprietà meccaniche: P S < 0,02 < 0,02 Carico di snervamento Carico di rottura ( N / mm 2 ) > 450 ( N / mm 2 ) > 550 Allungamento 5d ( % ) > 25 Unità minima vendibile = 1 confezione Codice EP 131 132 133 134 135 137 Descrizione Corrente (A) Diametro ELECT. EUROTROD BD 22 VAC ELECT. EUROTROD BD 22 VAC ELECT. EUROTROD BD 22 VAC ELECT. EUROTROD BD 22 VAC ELECT. EUROTROD BD 22 VAC ELECT. EUROTROD BD 22 VAC 2,5x350 mm 3,2x350 mm 3,2x450 mm 4,0x350 mm 4,0x450 mm 5,0x450 mm 60 - 90 95 - 150 95 - 150 140 - 190 140 - 190 180 - 250 Resilienza V ( J ) +20º C > 100 Imballo vacuum Pezzi Peso Pacch/ pacch pacch Conf. 95 1,9 6 55 1,8 6 55 2,3 6 35 1,8 6 35 2,4 6 25 2,6 6 - 30º C > 40 # # # # # # # # # # # # # # # # # # # # # # BN 8 Elettrodo basico con il 110% di rendimento. Saldatura di acciai al carbonio e alcuni acciai basso-legati, con requisiti di alta resistenza e saldatura priva di cricche. MATERIALI / CAMPO DI APPLICAZIONE: St 33 a St 52.3 St 50.2 a St 60.2 H I, H II, 17 Mn 4 StE 210.7 TM a StE 360.7 TM StE 255 a StE 355 WStE 255 a WStE 355 St 37.4 a St 52.4 CLASSIFICAZIONE: ASME II-C SFA 5.1:E 7018.1 EN ISO 2560-A E 42 4 B 4 2 H5 POSIZIONI DI SALDATURA: St 35.8 a 17 Mn 4 StE 210.7 a 360.7 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: DC ( + ) Composizione chimica (%): Si C Mn 0,07 0,45 1,35 Proprietà meccaniche: P S < 0,02 < 0,02 Carico di snervamento Carico di rottura 2 2 ( N / mm ) > 450 ( N / mm ) > 500 Allungamento 5d ( % ) > 22 Resilienza V ( J ) - 46º C > 47 Unità minima vendibile = 1 confezione Codice EP 301 302 303 304 305 Descrizione ELECT. EUROTROD BN 8 ELECT. EUROTROD BN 8 ELECT. EUROTROD BN 8 ELECT. EUROTROD BN 8 ELECT. EUROTROD BN 8 Diametro 2,5x350 mm 3,2x350 mm 3,2x450 mm 4,0x350 mm 4,0x450 mm Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 40 - 60 192 4,3 3 # 60 - 90 120 4,2 3 # 90 - 140 120 5,5 3 # 90 - 140 80 4,2 3 # 90 - 140 80 5,3 3 # # # # # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI AL CARBONIO BN 18 Elettrodo basico con il 110% di rendimento. Saldatura di acciai al carbonio e alcuni acciai basso-legati, con requisiti di alta resistenza e saldatura priva di cricche. CLASSIFICAZIONE: ASME II-C SFA 5.1:E 7018.1 EN ISO 2560-A E 42 4 B 4 2 H5 MATERIALI / CAMPO DI APPLICAZIONE: St 33 a St 52.3 St 50.2 a St 60.2 H I, H II, 17 Mn 4 StE 210.7 TM a StE 360.7 TM StE 255 a StE 355 WStE 255 a WStE 355 POSIZIONI DI SALDATURA: St 37.4 a St 52.4 St 35.8 a 17 Mn 4 StE 210.7 a 360.7 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: DC ( + ) Composizione chimica (%): Si C Mn 0,07 0,45 1,35 Proprietà meccaniche: P S < 0,02 < 0,02 Carico di snervatura Carico di rottura ( N / mm 2 ) > 450 ( N / mm 2 ) > 500 Codice EP 1092G 1093G 1094G 1094M 1095G 1095M 1096M Descrizione ELECT. EUROTROD BN 18 ELECT. EUROTROD BN 18 ELECT. EUROTROD BN 18 ELECT. EUROTROD BN 18 ELECT. EUROTROD BN 18 ELECT. EUROTROD BN 18 ELECT. EUROTROD BN 18 > 22 Diametro 2,0x350 mm 2,5x350 mm 3,2x350 mm 3,2x450 mm 4,0x350 mm 4,0x450 mm 5,0x450 mm Unità minima vendibile = 1 confezione Codice EP 400 401 402 403 404 405 407 Descrizione ELECT. EUROTROD BN 18 VAC ELECT. EUROTROD BN 18 VAC ELECT. EUROTROD BN 18 VAC ELECT. EUROTROD BN 18 VAC ELECT. EUROTROD BN 18 VAC ELECT. EUROTROD BN 18 VAC ELECT. EUROTROD BN 18 VAC Allungamento 5d ( % ) Diametro 2,0x350 mm 2,5x350 mm 3,2x350 mm 3,2x450 mm 4,0x350 mm 4,0x450 mm 5,0x450 mm Resilienza V ( J ) - 46º C > 47 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 40 - 60 330 4,6 3 # 60 - 90 210 4,9 3 # 90 - 140 140 4,7 3 # 90 - 140 140 6,2 3 # 140 - 190 95 5,0 3 # 140 - 190 95 6,6 3 # 180 - 240 60 6,4 3 # Imballo vacuum Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 40 - 60 140 2,0 6 60 - 90 80 1,9 6 90 - 140 55 1,9 6 90 - 140 55 2,4 6 140 - 190 35 1,9 6 140 - 190 35 2,4 6 180 - 240 25 2,7 6 # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI AL CARBONIO BN 18-G Elettrodo basico con il 110% di rendimento. Saldatura di acciai al carbonio e di alcuni acciai basso-legati, con requisiti di alta resistenza e saldatura priva di cricche. Essenzialmente raccomandato per l'utilizzo in offshore. Resistenza agli urti fino a temperature di - 60°C. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 7018-G POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: St 33 a St 52.3 St 50.2 a St 60.2 H I, H II, 17 Mn 4 StE 210.7 TM a StE 360.7 TM StE 255 a StE 355 WStE 255 a WStE 355 St 37.4 a St 52.4 St 35.8 a 17 Mn 4 StE 210.7 a 360.7 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: DC ( + ) Composizione chimica (%): Si C Mn 0,07 0,45 1,20 Proprietà meccaniche: P S Ni < 0,02 < 0,02 0,90 Carico di snervamento Carico di rottura ( N / mm 2 ) > 450 ( N / mm 2 ) > 500 > 22 Unità minima vendibile = 1 confezione Codice EP 3851 3852 3853 3855 Diametro Descrizione ELECT. EUROTROD BN 18-G ELECT. EUROTROD BN 18-G ELECT. EUROTROD BN 18-G ELECT. EUROTROD BN 18-G Allungamento 4d ( % ) 2,5x350 mm 3,2x350 mm 3,2x450 mm 4,0x450 mm Resilienza V ( J ) - 60º C > 27 Imballo vacuum Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 60 - 90 80 1,9 6 90 - 140 55 1,9 6 90 - 140 55 2,4 6 140 - 190 35 2,4 6 # # # # # # # # # # # # # # # # RH 30 Elettrodo rutile ad alto rendimento (160%). Saldatura di costruzione e riparazione di grandi sezioni. MATERIALI / CAMPO DI APPLICAZIONE: St 33 a St 52.3 StE 255 a StE 380 H I, H II, 17 Mn 4 CLASSIFICAZIONE: AWS/ASME SFA 5.1: E 7024 EN ISO 2560-A-E 42 Z RR 7 3 POSIZIONI DI SALDATURA: A, B, D GS-38 a GS-52 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( - ) Composizione chimica (%): C Si Mn 0,08 0,50 0,90 Proprietà meccaniche: P S < 0,02 < 0,02 Carico di snervamento Carico di rottura ( N / mm 2 ) > 420 ( N / mm 2 ) > 500 Codice Descrizione EP 1174M ELECT. EUROTROD RH 30 1175M ELECT. EUROTROD RH 30 1176M ELECT. EUROTROD RH 30 Allungamento 5d ( % ) > 20 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 3,2x450 mm 120 - 180 90 6,2 3 # 4,0x450 mm 180 - 220 55 6,0 3 # 5,0x450 mm 250 - 300 35 5,9 3 # Diametro # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI AL CARBONIO BH 40 Elettrodo basico ad alto rendimento (150%). Saldatura con buone caratteristiche meccaniche di getti d'acciaio e laminati. Riempimento economico per grandi sezioni. CLASSIFICAZIONE: ASME II-C SFA 5.1:E 7028 EN ISO 2560-A E 38 2 B 5 3 MATERIALI / CAMPO DI APPLICAZIONE: St 33 a St 52.3 H I, H II, 17 Mn 4 StE 255 a StE 355 POSIZIONI DI SALDATURA: WStE 255 a WStE 355 A, B, D, E GS-38 a GS-52 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): C Si Mn 0,07 0,45 1,15 Proprietà meccaniche: Carico di snervamento P S < 0,02 < 0,02 Carico di rottura 2 ( N / mm ) > 410 Codice Descrizione EP 1084M ELECT. EUROTROD BH 40 1085M ELECT. EUROTROD BH 40 1086M ELECT. EUROTROD BH 40 2 ( N / mm ) > 490 Allungamento 5d ( % ) Resilienza V ( J ) > 22 - 20º C > 47 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 3,2x450 mm 150 - 180 95 6,1 3 # 4,0x450 mm 180 - 230 60 6,2 3 # 5,0x450 mm 230 - 300 40 6,4 3 # Diametro ( ASME / EN ) Posizioni di saldatura # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI BASSO-LEGATI MC 27 Elettrodo basico per la saldatura di acciai a grana fine, con alto carico di snervamento. Consigliato per la saldatura del Corten. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile, metallo depositato senza cricche. Indicato specialmente per saldatura in prima passata e in tutte le posizioni, eccetto quella verticale discendente. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 8018-G POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: St 33 a St 52.3 St 50.2 a St 60.2 Corten St 52.3-Cu H I, H II, 17 Mn 4 St 37.4 a St 52.4 St 35.8 a 17 Mn 4 StE 210.7 a StE 415.7 StE 210.7 TM a StE 415.7 TM StE 255 a StE 460 Tipo di Corrente: DC ( + ) CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): Si C Mn 0,07 0,50 1,20 Proprietà meccaniche: Ni Cu P S 1,10 0,50 < 0,02 < 0,02 Carico di snervamento Carico di rottura ( N / mm 2 ) > 480 ( N / mm 2 ) > 580 Codice EP 1393G 1394M 1395M 1396M Descrizione Allungamento 4d ( % ) > 22 Diametro ELECT. EUROTROD MC 27 ELECT. EUROTROD MC 27 ELECT. EUROTROD MC 27 ELECT. EUROTROD MC 27 2,5x350 mm 3,2x450 mm 4,0x450 mm 5,0x450 mm Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 65 - 95 220 4,8 3 # 90 - 135 140 6,1 3 # 140 - 180 95 6,7 3 # 190 - 240 60 6,4 3 # # # # # # # # # # # # # MC 27-A Elettrodo basico per la saldatura di acciai a grana fine, con alto carico di snervamento. Consigliato per la saldatura del Corten. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile, metallo depositato senza cricche. Indicato specialmente per saldatura in prima passata e in tutte le posizioni, eccetto quella verticale discendente. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 8018-W2 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: St 33 a St 52.3 St 50.2 a St 60.2 Corten St 52.3-Cu H I, H II, 17 Mn 4 St 37.4 a St 52.4 St 35.8 a 17 Mn 4 StE 210.7 a StE 415.7 StE 210.7 TM a StE 415.7 TM StE 255 a StE 460 Tipo di Corrente: DC ( + ) CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): C Si Mn 0,07 0,50 1,20 Proprietà meccaniche: Ni Cu P S Cr 0,60 0,50 < 0,02 < 0,02 0,55 Carico di snervamento Carico di rottura ( N / mm 2 ) > 460 ( N / mm 2 ) 580-680 Codice Descrizione EP 3821 ELECT. EUROTROD MC 27-A 3823 ELECT. EUROTROD MC 27-A 3825 ELECT. EUROTROD MC 27-A Allungamento 4d ( % ) > 19 Corrente Pezzi Peso Pacch/ pacch pacch Conf. (A) 65 - 95 2,5x350 mm 220 4,8 3 # 3,2x450 mm 90 - 135 140 6,1 3 # 4,0x450 mm 140 - 180 95 6,7 3 # Diametro # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI BASSO-LEGATI MC 30 Elettrodo basico per la saldatura di acciai a grana fine, resistenti alle basse temperature. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile, metallo depositato senza cricche. Indicato specialmente per saldatura in prima passata e in tutte le posizioni, eccetto quella verticale discendente. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 8018-G POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: STE 420, STE 460, STE 500 WSTE 420, WSTE 460 WSTE 500 TSTE 420, 460, 500 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: DC ( + ) Composizione chimica (%): Si C Mn Ni P S 0,06 0,50 1,60 Proprietà meccaniche: 0,9 < 0,02 < 0,02 Carico di snervamento Carico di rottura 2 Allungamento 5d ( % ) 2 ( N / mm ) > 510 ( N / mm ) 590 - 690 Codice Descrizione EP 2333 ELECT. EUROTROD MC 30 2335 ELECT. EUROTROD MC 30 2337 ELECT. EUROTROD MC 30 > 23 Resilienza ( J ) - 60º C 60 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 100 140 3,2x450 mm 140 6,1 3 # 4,0x450 mm 130 - 190 95 6,6 3 # 5,0x450 mm 180 - 240 60 6,4 3 # + 20 200 # # Diametro # # # # # # # # MC 36 Elettrodo basico per la saldatura di acciai a grana fine, resistenti alle basse temperature. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile, metallo depositato senza cricche. Indicato specialmente per saldatura in prima passata e in tutte le posizioni, eccetto quella verticale discendente. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 8018-C1 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: TTSt 35 N, TTSt 35 V, 10 Ni 14 TStE 255 TStE 420 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: DC ( + ) Composizione chimica (%): Si C Mn 0,07 0,45 0,70 Proprietà meccaniche: Ni P S 2,05 < 0,02 < 0,02 Carico di snervamento 2 2 ( N / mm ) > 470 Codice EP 1423G 1424M 1425M 1426M Carico di rottura ( N / mm ) > 550 Descrizione ELECT. EUROTROD MC 36 ELECT. EUROTROD MC 36 ELECT. EUROTROD MC 36 ELECT. EUROTROD MC 36 Allungamento 4d ( % ) > 25 Diametro 2,5x350 mm 3,2x450 mm 4,0x450 mm 5,0x450 mm Resilienza V ( J ) - 60º C > 30 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 65 - 95 220 4,6 3 # 100 - 140 140 6,1 3 # 130 - 190 95 6,4 3 # 180 - 240 60 6,3 3 # # # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI BASSO-LEGATI MC 33 Elettrodo basico per la saldatura di acciai a grana fine, resistenti alle basse temperature. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile, metallo depositato senza cricche. Indicato specialmente per saldatura in prima passata e in tutte le posizioni, eccetto quella verticale discendente. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 9018-G POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: StE 355 a StE 500 WStE 355 a WStE 500 EStE 355 a EStE 500 11 Ni Mo V 5 3 17 Mn Mo V 6 4 15 Ni Cu Mo Nb 5 TStE 355 a TStE 550 20 Mn Mo Ni 4 5 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: DC ( + ) Composizione chimica (%): Si C Mn 0,07 0,55 1,50 Proprietà meccaniche: Ni Mo P S 1,00 0,45 < 0,02 < 0,02 Carico di snervamento Carico di rottura 2 ( N / mm ) > 550 Codice EP 1403G 1404M 1405M 1406M Allungamento 4d ( % ) 2 ( N / mm ) > 650 Descrizione > 20 Diametro ELECT. EUROTROD MC 33 ELECT. EUROTROD MC 33 ELECT. EUROTROD MC 33 ELECT. EUROTROD MC 33 2,5x350 mm 3,2x450 mm 4,0x450 mm 5,0x450 mm Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 65 - 95 220 4,5 3 # 100 - 140 140 6,0 3 # 130 - 190 95 6,4 3 # 180 - 240 60 6,4 3 # # # # # # # # # # # # # MC 38 Elettrodo basico per la saldatura di acciai a grana fine, resistenti alle basse temperature. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile, metallo depositato senza cricche. Indicato specialmente per saldatura in prima passata e in tutte le posizioni, eccetto quella verticale discendente. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 10018-G POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: EStE 420 a EStE 620 TStE 420 a TStE 620 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): C Si Mn 0,07 0,50 1,60 Proprietà meccaniche: Ni Mo P S 1,70 0,45 < 0,02 < 0,02 Carico di snervamento Carico di rottura ( N / mm 2 ) > 650 ( N / mm 2 ) > 750 Codice Descrizione EP 3831 ELECT. EUROTROD MC 38 3833 ELECT. EUROTROD MC 38 3835 ELECT. EUROTROD MC 38 Allungamento 4d ( % ) > 16 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 65 - 95 2,5x350 mm 220 4,8 3 # 3,2x450 mm 100 - 140 140 6,0 3 # 4,0x450 mm 130 - 190 95 6,5 3 # Diametro # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI BASSO-LEGATI MC 40 Elettrodo basico per la saldatura di acciai a grana fine, resistenti alle basse temperature. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile, metallo depositato senza cricche. Indicato specialmente per saldatura in prima passata e in tutte le posizioni, eccetto quella verticale discendente. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 11018-G POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: EStE 460 a EStE 690 TStE 460 a TStE 690 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): Si C Mn 0,07 0,60 1,50 Proprietà meccaniche: Cr Ni Mo S P 0,50 1,80 0,45 < 0,02 < 0,02 Carico di snervamento Carico di rottura 2 ( N / mm ) > 700 Codice EP 1433G 1434M 1435M 1436M Allungamento 4d ( % ) 2 ( N / mm ) > 800 Descrizione > 16 Diametro ELECT. EUROTROD MC 40 ELECT. EUROTROD MC 40 ELECT. EUROTROD MC 40 ELECT. EUROTROD MC 40 2,5x350 mm 3,2x450 mm 4,0x450 mm 5,0x450 mm Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 65 - 95 220 4,8 3 # 100 - 140 140 6,0 3 # 130 - 190 95 6,5 3 # 180 - 240 60 6,4 3 # # # # # # # # # # # # # MC 50 Elettrodo basico per la saldatura di acciai a grana fine, resistenti alle basse temperature. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile, metallo depositato senza cricche. Indicato specialmente per saldatura in prima passata e in tutte le posizioni, eccetto quella verticale discendente. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 12018-G POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: EStE 620 a EStE 890 TStE 620 a TStE 890 CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): C Si Mn 0,07 0,50 1,70 Proprietà meccaniche: Carico di snervamento Cr Ni Mo P S 0,70 2,10 0,50 < 0,02 < 0,02 Carico di rottura 2 ( N / mm ) > 750 Codice Descrizione EP 1472 ELECT. EUROTROD MC 50 1473 ELECT. EUROTROD MC 50 1475 ELECT. EUROTROD MC 50 2 ( N / mm ) > 850 Tipo di Corrente: DC ( + ) Allungamento 4d ( % ) > 15 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 65 - 95 2,5x350 mm 220 4,5 3 # 3,2x450 mm 100 - 140 70 3,0 3 # 4,0x450 mm 130 - 190 45 3,0 3 # Diametro # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI RESISTENTI ALLE ALTE TEMPERATURE MF 25 Elettrodo basico per la saldatura di acciai basso-legati resistenti alle alte temperature fino a 500°C. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile, metallo depositato senza cricche. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 7018-A1 EN ISO 3580-A E Mo B MATERIALI / CAMPO DI APPLICAZIONE: St 35.8, St 45.8 StE 255 a StE 460 WStE 255 a WStE 460 StE 360.7 TM a StE 415.7 TM API: X 52 a X60 17 Mn 4, 19 Mn 5, 15 Mo 3, 16 Mo 5 StE 360.7 a 415.7 POSIZIONI DI SALDATURA: GS-C 25, GS-22 Mo 4 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: DC ( + ) Composizione chimica (%): Si C Mn 0,07 0,60 0,70 Proprietà meccaniche: Mo P S 0,50 < 0,02 < 0,02 Carico di snervamento Carico di rottura 2 ( N / mm ) > 420 Codice EP 1443G 1444G 1445G 1446G Allungamento 4d ( % ) 2 ( N / mm ) > 510 Descrizione > 25 Diametro ELECT. EUROTROD MF 25 ELECT. EUROTROD MF 25 ELECT. EUROTROD MF 25 ELECT. EUROTROD MF 25 Attenzione alle specifiche di pre-riscaldamento e trattamento termico post-saldatura, indicate per il metallo base. 2,5x350 mm 3,2x350 mm 4,0x350 mm 5,0x450 mm Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 65 - 90 200 4,5 3 # 90 - 130 150 5,0 3 # 140 - 180 95 4,8 3 # 190 - 230 60 6,2 3 # # # # # # # # # # # # # MF 29 Elettrodo basico per la saldatura di acciai basso-legati Cr-Mo, resistenti alle alte temperature fino a 530°C. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile, metallo depositato senza cricche. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 8018-B2 EN ISO 3580-A E CrMo 1 B MATERIALI / CAMPO DI APPLICAZIONE: 13 Cr Mo 4 4, 16 Cr Mo 4 4, 22 Cr Mo 4 4 GS-25 Cr Mo 5 5, GS-22 Cr Mo 5 4 15 Cr 3, 16 Mn Cr 5, 20 Mn Cr 5 POSIZIONI DI SALDATURA: 15 Cr Mo 5, 24 Cr Mo 5 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: DC ( + ) Composizione chimica (%): Si C Mn 0,07 0,55 0,65 Proprietà meccaniche: Cr Mo P S 1,20 0,50 < 0,02 < 0,02 Carico di snervamento Carico di rottura ( N / mm 2 ) > 480 ( N / mm 2 ) > 550 Descrizione ELECT. EUROTROD MF 29 ELECT. EUROTROD MF 29 ELECT. EUROTROD MF 29 ELECT. EUROTROD MF 29 Attenzione alle specifiche di pre-riscaldamento e trattamento termico post-saldatura, indicate per il metallo base. > 19 Unità minima vendibile = 1 confezione Codice EP 1453G 1454G 1455G 1456G Allungamento 5d ( % ) Diametro 2,5x350 mm 3,2x350 mm 4,0x350 mm 5,0x450 mm Imballo vacuum Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 65 - 90 85 1,9 6 90 - 130 55 1,9 6 140 - 180 40 2,1 6 190 - 230 25 2,6 6 # # # # # # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI RESISTENTI ALLE ALTE TEMPERATURE MF 35 Elettrodo basico per la saldatura di acciai basso-legati Cr-Mo, resistenti alle alte temperature fino a 600°C. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile, metallo depositato senza cricche. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 9018-B3 EN ISO 3580-A E CrMo 2 B MATERIALI / CAMPO DI APPLICAZIONE: POSIZIONI DI SALDATURA: 10 Cr Mo 9 10, 12 Cr Mo 9 10, 24 Cr Mo 10 24 Cr Si Mo V 7 GS-12 Cr Mo 9 10, GS-19 Cr Mo 9 10 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: DC ( + ) Composizione chimica (%): Si C Mn 0,07 0,50 0,60 Proprietà meccaniche: Cr Mo P S 2,20 1,10 < 0,02 < 0,02 Carico di snervamento Carico di rottura ( N / mm 2 ) > 540 ( N / mm 2 ) > 650 Allungamento 4d ( % ) > 18 Unità minima vendibile = 1 confezione Codice EP 1458G 1459G 1460G 1461M Descrizione Diametro ELECT. EUROTROD MF 35 ELECT. EUROTROD MF 35 ELECT. EUROTROD MF 35 ELECT. EUROTROD MF 35 Attenzione alle specifiche di pre-riscaldamento e trattamento termico post-saldatura, indicate per il metallo base. 2,5x350 mm 3,2x350 mm 4,0x350 mm 5,0x450 mm Imballo vacuum Corrente Pezzi Peso Pacch/ pacch pacch Conf. (A) 65 - 90 85 2,0 6 90 - 130 55 1,9 6 140 - 180 40 2,1 6 190 - 230 25 2,6 6 # # # # # # # # # # # # # # # # MF 35-A Elettrodo basico per la saldatura di acciai basso-legati Cr-Mo, resistenti alle alte temperature fino a 600°C. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile, metallo depositato senza cricche. MATERIALI / CAMPO DI APPLICAZIONE: CLASSIFICAZIONE: ASME II-C SFA 5.5:E 9015-B3 EN ISO 3580 A E CrMo 2 B POSIZIONI DI SALDATURA: 10 Cr Mo 9 10, 12 Cr Mo 9 10, 24 Cr Mo 10 24 Cr Si Mo V 7 GS-12 Cr Mo 9 10, GS-19 Cr Mo 9 10 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: DC ( + ) Composizione chimica (%): C Si Mn 0,07 0,50 0,60 Proprietà meccaniche: Carico di snervamento 2 ( N / mm ) > 540 Cr Mo P S 2,20 1,10 < 0,02 < 0,02 Carico di rottura 2 ( N / mm ) > 650 Allungamento 4d ( % ) Attenzione alle specifiche di pre-riscaldamento e trattamento termico post-saldatura, indicate per il metallo base. > 18 Unità minima vendibile = 1 confezione Codice Descrizione EP 3861 ELECT. EUROTROD MF 35-A 3863 ELECT. EUROTROD MF 35-A 3865 ELECT. EUROTROD MF 35-A Imballo vacuum Corrente Pezzi Peso Pacch/ Diametro (A) pacch pacch Conf. 65 - 90 2,5x350 mm 85 2,0 6 # 3,2x350 mm 90 - 130 55 1,9 6 # 4,0x350 mm 140 - 180 40 2,1 6 # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI RESISTENTI ALLE ALTE TEMPERATURE MF 41 Elettrodo basico per la saldatura di acciai basso-legati Cr-Mo, resistenti alle alte temperature fino a 600°C. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile, metallo depositato senza cricche. MATERIALI / CAMPO DI APPLICAZIONE: A 182 Gr. F 5, A 199 Gr. T 5, A 213 Gr. T 5 A 335 Gr. P 5, A 336 Cl. F 5, A 369 Gr. FP 5 A 387 Gr. 5, A 387 Cl. 1, A 387 Cl. 2 12 Cr Mo 19 5 CLASSIFICAZIONE: ASME II-C SFA 5.5:E 8018-B6 EN ISO 3580-A E CrMo 5 B POSIZIONI DI SALDATURA: GS-12 Cr Mo 19 5 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: DC ( + ) Composizione chimica (%): Si C Mn 0,07 0,55 0,75 Proprietà meccaniche: Cr Mo 4,80 0,50 Carico di snervamento Carico di rottura ( N / mm 2 ) > 460 ( N / mm 2 ) > 590 Codice EP 781 782 784 787 Descrizione Allungamento 5d ( % ) > 19 Diametro ELECT. EUROTROD MF 41 ELECT. EUROTROD MF 41 ELECT. EUROTROD MF 41 ELECT. EUROTROD MF 41 Attenzione alle specifiche di pre-riscaldamento e trattamento termico post-saldatura, indicate per il metallo base. 2,5x350 mm 3,2x350 mm 4,0x350 mm 5,0x450 mm Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 65 - 75 230 7,5 3 # 75 - 110 140 4,9 3 # 120 - 160 95 8,0 3 # 190 - 230 60 6,3 3 # # # # # # # # # # # # # MF 45 Elettrodo basico per la saldatura di acciai basso-legati, resistenti alle alte temperature fino a 700°C. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile. MATERIALI / CAMPO DI APPLICAZIONE: Acciai resistenti alla deformazione: CLASSIFICAZIONE: ASME II-C SFA 5.5:E 8018-B8 EN ISO 3580-A E CrMo 9 B POSIZIONI DI SALDATURA: Getti di acciaio: 12 Cr Mo 10 12 Cr Mo 91 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: DC ( + ) Composizione chimica (%): C Si Mn 0,09 0,30 0,80 Proprietà meccaniche: Cr Mo Ni 9,00 1,00 0,35 Carico di snervamento Carico di rottura ( N / mm 2 ) > 460 ( N / mm 2 ) > 590 Codice Descrizione EP 2321 ELECT. EUROTROD MF 45 2323 ELECT. EUROTROD MF 45 2325 ELECT. EUROTROD MF 45 Allungamento 5d ( % ) Attenzione alle specifiche di pre-riscaldamento e trattamento termico post-saldatura, indicate per il metallo base. > 19 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 65 - 75 2,5x350 mm 230 7,5 3 # 3,2x350 mm 75 - 110 140 7,6 3 # 4,0x350 mm 120 - 160 95 8,0 3 # Diametro # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI RESISTENTI ALLE ALTE TEMPERATURE MF 47 Elettrodo basico per la saldatura di acciai basso-legati Cr-Mo, resistenti alle alte temperature. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 9015-B9 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: Acciai resistenti alla deformazione: A335 Grd P9, A369 Grd FP9 A387 Grd 9 T 91 P91 9 Cr Mo 1 Tipo di Corrente: DC ( + ) CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): C Si Mn 0,11 0,13 0,85 Proprietà meccaniche: Cr Mo Nb Ni N V P S 8,81 1,12 0,09 0,70 0,053 0,22 < 0,01 < 0,01 Carico di snervamento Carico di rottura ( N / mm 2 ) > 530 ( N / mm 2 ) > 620 Allungamento 5d ( % ) Attenzione alle specifiche di pre-riscaldamento e trattamento termico post-saldatura, indicate per il metallo base. > 17 Unità minima vendibile = 1 confezione Imballo vacuum Corrente Pezzi Peso Pacch/ Diametro (A) pacch pacch Conf. 65 - 90 2,5x350 mm 90 2,9 6 # 3,2x350 mm 90 - 130 55 3,0 6 # 4,0x350 mm 140 - 180 35 3,3 6 # Codice Descrizione EP 2451 ELECT. EUROTROD MF 47 2452 ELECT. EUROTROD MF 47 2454 ELECT. EUROTROD MF 47 # # # # # # # # # # MF 48 Elettrodo basico per la saldatura di acciai basso-legati Cr-Mo, resistenti alle alte temperature. Buona saldabilità in tutte le posizioni, scoria facilmente asportabile. CLASSIFICAZIONE: ASME II-C SFA 5.5:E 9018-B9 EN ISO 3580-A E CrMo 91 B POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: Acciai resistenti alla deformazione: A335 Grd P9 A369 Grd FP9 A387 Grd 9 T 91 P91 9 Cr Mo 1 Tipo di Corrente: DC ( + ) CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): C Si Mn 0,11 0,13 0,85 Proprietà meccaniche: Cr Mo Nb Ni 8,10 1,12 0,09 0,70 Carico di snervamento Carico di rottura ( N / mm 2 ) > 530 ( N / mm 2 ) > 620 Allungamento 5d ( % ) V P 0,22 < 0,01 S < 0,01 Attenzione alle specifiche di pre-riscaldamento e trattamento termico post-saldatura, indicate per il metallo base. > 17 Unità minima vendibile = 1 confezione Codice Descrizione EP 1861 ELECT. EUROTROD MF 48 1863 ELECT. EUROTROD MF 48 1865 ELECT. EUROTROD MF 48 N 0,053 Imballo vacuum Corrente Pezzi Peso Pacch/ pacch pacch Conf. (A) 65 - 90 2,5x350 mm 90 2,9 6 # 3,2x350 mm 90 - 130 55 3,0 6 # 4,0x350 mm 140 - 180 35 3,3 6 # Diametro # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI INOSSIDABILI LC 71 Elettrodo basico a contenuto di carbonio molto basso (ELC), per la saldatura di acciai inossidabili di tipo 18 Cr/10 Ni. Questo elettrodo ha un'eccellente saldabilità (DC), fusione liscia, caricamento e ri-caricamento facile. L'aspetto del cordone di saldatura è regolare e la scoria è auto-staccabile. CLASSIFICAZIONE: ASME II-C SFA 5.4:E 308L-15 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: AISI 302, 304, 304 L, 308, 308 L CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: DC ( + ) Composizione chimica (%): Si C Mn < 0,03 0,80 1,10 Proprietà meccaniche: Cr Ni 19,00 10,50 Carico di snervamento Carico di rottura 2 2 ( N / mm ) > 350 ( N / mm ) > 520 Allungamento 5d ( % ) > 35 Resilienza V ( J ) -196º C > 30 Imballo vacuum Corrente Pezzi Peso Pacch/ Diametro (A) pacch pacch Conf. 50 - 75 2,5x300 mm 100 1,8 6 # 3,2x350 mm 75 - 110 55 2,0 6 # 4,0x350 mm 110 - 150 35 2,0 6 # Codice Descrizione EP 1373E ELECT. EUROTROD LC 71 1374G ELECT. EUROTROD LC 71 1375G ELECT. EUROTROD LC 71 Espansione laterale > 0,38 mm # # # # # # # # # # LC 21 Elettrodo rutile a contenuto di carbonio molto basso (ELC), per la saldatura di acciai inossidabili di tipo 18 Cr/10 Ni. Questo elettrodo ha un'eccellente saldabilità (AC/DC), fusione liscia, caricamento e ri-caricamento facile. CLASSIFICAZIONE ASME II-C SFA 5.4:E 308L-16 EN ISO 3581 E 19 9 LR 12 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: AISI 302, 304, 304 L, 308, 308 L CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): Si C Mn < 0,03 0,75 0,55 Proprietà meccaniche: Cr Ni 18,50 10,50 Carico di snervamento Carico di rottura 2 2 ( N / mm ) > 350 Codice EP 1301A 1302E 1303E 1304G 1305G ( N / mm ) > 520 Descrizione ELECT. EUROTROD LC 21 ELECT. EUROTROD LC 21 ELECT. EUROTROD LC 21 ELECT. EUROTROD LC 21 ELECT. EUROTROD LC 21 Allungamento 5d ( % ) > 35 Diametro 1,6x300 mm 2,0x300 mm 2,5x300 mm 3,2x350 mm 4,0x350 mm Imballo vacuum Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 25 - 30 210 1,6 6 30 - 50 145 1,8 6 50 - 75 100 1,8 6 75 - 110 55 2,0 6 110 - 150 35 2,0 6 # # # # # # # # # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI INOSSIDABILI LC 24 Elettrodo rutile a contenuto di carbonio molto basso (ELC), per la saldatura di acciai inossidabili di tipo 18 Cr/10 Ni. Questo elettrodo ha un'eccellente saldabilità (AC/DC), fusione liscia, caricamento e ri-caricamento facile. L'aspetto del cordone di saldatura è regolare. CLASSIFICAZIONE: ASME II-C SFA 5.4:E 308L-17 EN ISO 3581 E 19 9 LR 12 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: AISI 302, 304, 304 L, 308, 308 L CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): Si C Mn < 0,03 0,80 0,55 Proprietà meccaniche: Cr Ni 18,50 10,50 Carico di snervamento Carico di rottura ( N / mm 2 ) > 350 ( N / mm 2 ) > 520 Codice EP 1311A 1312A 1313E 1314G 1315G 1315M Descrizione Allungamento 5d ( % ) > 35 Diametro ELECT. EUROTROD LC 24 ELECT. EUROTROD LC 24 ELECT. EUROTROD LC 24 ELECT. EUROTROD LC 24 ELECT. EUROTROD LC 24 ELECT. EUROTROD LC 24 1,6x300 mm 2,0x300 mm 2,5x300 mm 3,2x350 mm 4,0X350 mm 4,0x450 mm Imballo vacuum Corrente Pezzi Peso Pacch/ pacch pacch Conf. (A) 25 - 30 210 1,6 6 30 - 50 145 1,8 6 50 - 75 100 1,8 6 75 - 110 55 2,0 6 110 - 150 35 2,0 6 110 - 150 80 5,5 6 # # # # # # # # # # # # # # # # # # # # # # LC 26 Elettrodo rutile a contenuto di carbonio molto basso (ELC), per la saldatura di acciai inossidabili di tipo 18 Cr/12 Ni/2 Mo. Questo elettrodo ha un'eccellente saldabilità (AC/DC), fusione liscia, caricamento e ri-caricamento facile. CLASSIFICAZIONE: ASME II-C SFA 5.4:E 316L-16 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: AISI 316, 316 L CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): Si C Mn < 0,03 0,75 0,55 Proprietà meccaniche: Cr Ni Mo 18,00 12,00 2,20 Carico di snervamento Carico di rottura ( N / mm 2 ) > 350 ( N / mm 2 ) > 520 Codice EP 1321A 1322E 1323E 1324G 1325G Descrizione ELECT. EUROTROD LC 26 ELECT. EUROTROD LC 26 ELECT. EUROTROD LC 26 ELECT. EUROTROD LC 26 ELECT. EUROTROD LC 26 Allungamento 5d ( % ) > 30 Diametro 1,6x300 mm 2,0x300 mm 2,5x300 mm 3,2x350 mm 4,0x350 mm Imballo vacuum Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 25 - 30 210 1,6 6 30 - 50 145 1,8 6 50 - 75 100 1,8 6 75 - 110 55 2,0 6 110 - 150 35 2,0 6 # # # # # # # # # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI INOSSIDABILI LC 28 Elettrodo rutile a contenuto di carbonio molto basso (ELC), per la saldatura di acciai inossidabili di tipo 18 Cr/12 Ni/2 Mo. Questo elettrodo ha un'eccellente saldabilità (AC/DC), fusione liscia, caricamento e ri-caricamento facile. CLASSIFICAZIONE: ASME II-C SFA 5.4:E 316L-17 EN ISO 3581 E 19 12 3 LR 12 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: AISI 316, 316 L CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): Si C Mn < 0,03 0,80 0,55 Proprietà meccaniche: Cr Ni Mo 18,00 12,00 2,20 Carico di snervamento Carico di rottura ( N / mm 2 ) > 350 ( N / mm 2 ) > 520 Codice EP 630 631 633 634 635 636 Descrizione Allungamento 5d ( % ) > 30 Diametro ELECT. EUROTROD LC 28 ELECT. EUROTROD LC 28 ELECT. EUROTROD LC 28 ELECT. EUROTROD LC 28 ELECT. EUROTROD LC 28 ELECT. EUROTROD LC 28 1,6x300 mm 2,0x300 mm 2,5x300 mm 3,2x350 mm 4,0x350 mm 4,0x450 mm Imballo vacuum Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 25 - 30 210 1,6 6 30 - 50 145 1,8 6 50 - 75 100 1,8 6 75 - 110 55 2,0 6 110 - 150 35 2,0 6 110 - 150 80 5,5 6 # # # # # # # # # # # # # # # # # # # # # # LC 27 Elettrodo basico a contenuto di carbonio molto basso (ELC), per la saldatura di acciai inossidabili di tipo 20 Cr/13 Ni/3. Questo elettrodo ha un'eccellente saldabilità (AC/DC), fusione liscia, caricamento e ri-caricamento facile. L'aspetto del cordone di saldatura è regolare e la scoria è auto-staccabile. CLASSIFICAZIONE: ASME II-C SFA 5.4:E 317L-16 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: AISI 316, 316 L, 317, 317 L CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): C Si Mn < 0,03 0,75 0,55 Proprietà meccaniche: Carico di snervamento Cr Ni Mo 20,00 13,00 3,20 Carico di rottura 2 ( N / mm ) > 350 Codice Descrizione EP 1273E ELECT. EUROTROD LC 27 1274G ELECT. EUROTROD LC 27 1275G ELECT. EUROTROD LC 27 2 ( N / mm ) > 520 Allungamento 5d ( % ) > 30 Imballo vacuum Corrente Pezzi Peso Pacch/ Diametro (A) pacch pacch Conf. 50 - 75 2,5x300 mm 100 1,8 6 # 3,2x350 mm 75 - 110 55 2,0 6 # 4,0x350 mm 110 - 150 35 2,0 6 # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI INOSSIDABILI LC 18 Elettrodo rutile, stabilizzato al nobio, per la saldatura di acciai inossidabili stabilizzati di tipo 18 Cr/10 Ni/2Mo. Questo elettrodo ha un'eccellente saldabilità (AC/DC), fusione liscia, caricamento e ri-carimento facile. L'aspetto del cordone di saldatura è regolare e la scoria è auto-staccabile. L'arco è di tipo spray, con aspetto del cordone finemente increspato che tende ad essere concavo nelle saldature ad angolo. CLASSIFICAZIONE: ASME II-C SFA 5.4:E 318L-17 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: AISI 302, 304, 304 L, 308, 308 L, 321, 347, 316 Ti CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): C Si Mn < 0,03 0,75 0,90 Proprietà meccaniche: Cr Ni Mo Nb 19,00 12,00 2,20 0,42 Carico di snervamento Allungamento 5d ( % ) Carico di rottura 2 2 ( N / mm ) > 400 ( N / mm ) > 550 > 30 Imballo vacuum Corrente Pezzi Peso Pacch/ Diametro pacch pacch Conf. (A) 50 - 75 2,5x300 mm 100 1,8 6 # 3,2x350 mm 75 - 110 55 2,0 6 # 4,0x350 mm 110 - 150 35 2,0 6 # Codice Descrizione EP 2291 ELECT. EUROTROD LC 18 2293 ELECT. EUROTROD LC 18 2295 ELECT. EUROTROD LC 18 # # # # # # # # # # LC 23 Elettrodo rutile a contenuto di carbonio molto basso (ELC), stabilizzato al nobio, per la saldatura di acciai inossidabili stabilizati e non, con titanio o nobio, di tipo 18 Cr/10 Ni. Questo elettrodo ha un'eccellente saldabilità (AC/DC), fusione liscia, caricamento e ri-caricamento facile. CLASSIFICAZIONE: ASME II-C SFA 5.4:E 347-17 EN ISO 3581 E 19 9 Nb POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: AISI 302, 304, 304 L, 308, 308 L, AISI 321, 347 CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): C Si Mn < 0,03 0,75 0,55 Proprietà meccaniche: Carico di snervamento Cr Ni Nb 18,50 10,50 0,35 Carico di rottura 2 ( N / mm ) > 350 Codice Descrizione EP 184 ELECT. EUROTROD LC 23 186 ELECT. EUROTROD LC 23 188 ELECT. EUROTROD LC 23 2 ( N / mm ) > 550 Allungamento 5d ( % ) > 30 Imballo vacuum Corrente Pezzi Peso Pacch/ Diametro (A) pacch pacch Conf. 50 - 75 2,5x300 mm 100 1,8 6 # 3,2x350 mm 75 - 110 55 2,0 6 # 4,0x350 mm 110 - 150 35 2,0 6 # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI INOSSIDABILI LC 23 HB Elettrodo basico, con contenuto di carbonio tra 0,04 e 0,08, stabilizzato al nobio, per la sadatura di acciai inossidabili stabilizzati con titanio e nobio di tipo ASTM 321H e ASTM 347H. Questo elettrodo ha un'eccellente saldabilità (DC+), fusione liscia, caricamento e ri-caricamento facile. L'aspetto del cordone di saldatura è regolare e la scoria è auto-staccabile. L'arco è di tipo spray, con aspetto del cordone finemente increspato che tende ad essere concavo nelle saldature ad angolo. CLASSIFICAZIONE: ASME II-C SFA 5.4:E 347-15 EN ISO 3581 E 19 9 Nb B 42 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: Tipo di Corrente: DC ( + ) AISI 321H, 347H CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): C Si Mn 0,06 0,50 1,90 Proprietà meccaniche: Cr Ni Nb+Ta Mo 19,50 9,80 > 10xC <0,75 Carico di snervamento Carico di rottura ( N / mm 2 ) > 420 ( N / mm 2 ) > 580 P S <0,03 <0,02 Allungamento 5d ( % ) > 30 Cu <0,75 Resilienza V ( J ) + 20º C > 100 Imballo vacuum Corrente Pezzi Peso Pacch/ Diametro (A) pacch pacch Conf. 50 - 80 2,5x300 mm 100 1,8 6 # 3,2x350 mm 80 - 110 55 2,0 6 # 4,0x350 mm 110 - 150 35 2,0 6 # Codice Descrizione EP 3611 ELECT. EUROTROD LC 23 HB 3612 ELECT. EUROTROD LC 23 HB 3614 ELECT. EUROTROD LC 23 HB # # # # # # # # # # LC 62 Elettrodo rutile per la saldatura di acciai inossidabili Duplex. Questo elettrodo ha un'eccellente saldabilità (AC/DC), fusione liscia, caricamento e ri-caricamento facile. L'aspetto del cordone di saldatura è regolare e la scoria è auto-staccabile. CLASSIFICAZIONE: ASME II-C SFA 5.4:E 2209-17 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: X2 CrNiMoN 22 -5-3 1.4462, X3 CrNiMoN 27-5-2 1.4460 X2 CrNiN 23-4 1.4362 CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): C Si Mn < 0,03 0,90 0,65 Proprietà meccaniche: Carico di snervamento Cr Ni Mo N 22,00 9,00 3,0 0,14 Carico di rottura 2 ( N / mm ) > 550 Codice Descrizione EP 2303 ELECT. EUROTROD LC 62 2304 ELECT. EUROTROD LC 62 2306 ELECT. EUROTROD LC 62 2 ( N / mm ) > 690 Tipo di Corrente: AC / DC ( + ) Allungamento 4d ( % ) > 20 Imballo vacuum Corrente Pezzi Peso Pacch/ Diametro (A) pacch pacch Conf. 50 - 75 2,5x300 mm 100 1,8 6 # 3,2x350 mm 75 - 110 55 2,0 6 # 4,0x350 mm 110 - 150 35 2,0 6 # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI INOSSIDABILI LC 52 Elettrodo rutile a contenuto di carbonio molto basso (ELC), per la saldatura di acciai al cromo-nichel di tipo 24 Cr/13 Ni e saldature eterogenee tra acciai al carbonio e inossidabili. Inoltre può essere utilzzato come strato buffer. Eccellente saldabilità, fusione liscia, buon caricamento e ri-caricamento, scoria facilmente asportabile. CLASSIFICAZIONE: ASME II-C SFA 5.4:E 309L-16 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: Ligação de aços sem liga ou de baixa liga com aços inoxidáveis AISI 309, 309 L ou refractários, laminados ou vazados CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): Si C Mn < 0,03 0,85 0,70 Proprietà meccaniche: Cr Ni 24,00 13,00 Carico di snervamento Allungamento 5d ( % ) ( N / mm 2 ) > 600 Codice EP 352 353 354 355 Tipo di Corrente: AC / DC ( + ) > 32 Descrizione Diametro ELECT. EUROTROD LC 52 ELECT. EUROTROD LC 52 ELECT. EUROTROD LC 52 ELECT. EUROTROD LC 52 2,0x300 mm 2,5x300 mm 3,2x350 mm 4,0x350 mm Imballo vacuum Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 30 - 50 155 1,8 6 50 - 75 100 1,8 6 75 - 110 55 2,0 6 110 - 150 35 2,0 6 # # # # # # # # # # # # # # # # LC 54 Elettrodo rutile a contenuto di carbonio molto basso (ELC), per la saldatura di acciai al cromo-nichel di tipo 23 Cr/13 Ni/3 Mo e saldature eterogenee tra acciai al carbonio e inossidabili. Inoltre può essere utilizzato come strato buffer. Eccellente saldabilità, fusione liscia, buon caricamento e ri-caricamento, scoria facilmente asportabile. CLASSIFICAZIONE: ASME II-C SFA 5.4:E 309MoL-16 EN ISO 3581 E 23 12 2 LR 12 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: Collegamento di acciai non legati o basso-legati con acciai AISI 309, 309 L inossidabili - refrattari - laminati o in ghisa. CARACTERÍSTICAS DO METAL DEPOSITADO: Composizione chimica (%): C Si Mn < 0,03 0,85 0,55 Proprietà meccaniche: Cr Ni Mo 23,00 13,00 2,20 Carico si snervamento Carico di rottura ( N / mm 2 ) > 350 ( N / mm 2 ) > 550 Codice EP 1362E 1363E 1364G 1365G Descrizione ELECT. EUROTROD LC 54 ELECT. EUROTROD LC 54 ELECT. EUROTROD LC 54 ELECT. EUROTROD LC 54 Tipo di Corrente: AC / DC ( + ) Allungamento 5d ( % ) > 30 Diametro 2,0x300 mm 2,5x300 mm 3,2x350 mm 4,0x350 mm Imballo vacuum Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 30 - 50 155 1,8 6 50 - 75 100 1,8 6 75 - 110 55 2,0 6 110 - 150 35 2,0 6 # # # # # # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ACCIAI INOSSIDABILI LC 59 CLASSIFICAZIONE: Elettrodo rutile raccomandato per la saldatura di acciai di tipo 25 Cr - 20 Ni. Temperatura di esercizio fino a 1100°C. ASME II-C SFA 5.4:E 310-16 EN ISO 3581 E 25 20 R 12 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: DIN X15Cr NiSi 2520, X12CrNi 2521, X15CrNiSi2012 -Acciai refrattari: AISI 309, 310, 310S, CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): C Si Mn 0,10 0,85 1,20 Proprietà meccaniche: Cr Ni 25,00 20,00 Carico di snervamento Carico di rottura ( N / mm 2 ) > 350 ( N / mm 2 ) > 550 Codice Descrizione EP 141 ELECT. EUROTROD LC 59 144 ELECT. EUROTROD LC 59 145 ELECT. EUROTROD LC 59 Tipo di Corrente: AC / DC ( + ) Allungamento 5d ( % ) > 20 Imballo vacuum Corrente Pezzi Peso Pacch/ Diametro (A) pacch pacch Conf. 55 - 80 2,5x300 mm 100 1,8 6 # 3,2x350 mm 70 - 110 55 2,0 6 # 4,0x350 mm 110 - 155 40 2,0 6 # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER APPLICAZIONI SPECIALI LR 47 CLASSIFICAZIONE: Elettrodo rutile per la saldatura di acciai difficilmente saldabili, acciai al manganese, collegamenti eterogenei, esecuzione di strati buffer, ecc. ASME II-C SFA 5.4:~E 307-16 EN ISO 3581 18 8 Mn R 12 MATERIALI / CAMPO DI APPLICAZIONE: POSIZIONI DI SALDATURA: Giunti eterogenei. Saldatura di acciai a bassa saldabilità, laminati o in ghisa, specialmente raccomandato per gli acciai al manganese. Preparazione con strati buffer per riporti duri. Saldatura di riparazione. CARATTERISTICHE DEL METALLO DEPOSITATO: Tipo di Corrente: AC / DC ( + ) Composizione chimica (%): Si C Mn 0,11 1,10 4,60 Proprietà meccaniche: Cr Ni 19,00 9,00 Carico di snervamento Carico di rottura ( N / mm 2 ) > 350 ( N / mm 2 ) > 500 Codice EP 1413E 1414G 1415G 1416G Descrizione indurimento di servizio, raggiungendo 450 HB. > 25 Diametro ELECT. EUROTROD LR 47 ELECT. EUROTROD LR 47 ELECT. EUROTROD LR 47 ELECT. EUROTROD LR 47 Allungamento Durezza HB > 200 - Il metallo depositato indurisce per 5d ( % ) 2,5x300 mm 3,2x350 mm 4,0x350 mm 5,0x350 mm Imballo vacuum Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 50 - 70 110 1,8 6 95 - 120 65 2,0 6 120 - 160 40 2,0 6 160 - 200 27 2,0 6 # # # # # # # # # # # # # # # # LR 35 Elettrodo rutile per la saldatura di acciai alto-legati e acciai difficilmente saldabili o di composizione sconosciuta. Saldatura in tutte le posizioni, eccetto verticale discendente. CLASSIFICAZIONE: ASME II-C SFA 5.4:E 312-16 EN ISO 3581 E 29 9 R 12 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: AISI 312 Giunti eterogenei. Saldatura di acciai a bassa saldabilità, laminati o in ghisa, specialmente raccomandato per gli acciai al manganese. Preparazione con strati buffer per riporti duri. Saldatura di riparazione. Tipo di Corrente: AC / DC ( + ) CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): Si C Mn 0,11 1,00 0,65 Proprietà meccaniche: Cr Ni 28,50 10,00 Carico di snervamento Carico di rottura ( N / mm 2 ) > 450 ( N / mm 2 ) > 660 Codice EP 1383E 1384G 1385G 1386G Descrizione ELECT. EUROTROD LR 35 ELECT. EUROTROD LR 35 ELECT. EUROTROD LR 35 ELECT. EUROTROD LR 35 Allungamento 5d ( % ) > 19 Diametro 2,5x300 mm 3,2x350 mm 4,0x350 mm 5,0x350 mm Imballo vacuum Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 50 - 75 105 1,8 6 75 - 110 55 2,0 6 110 - 150 45 2,2 6 140 - 190 25 1,8 6 # # # # # # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER APPLICAZIONI SPECIALI LR 37 CLASSIFICAZIONE: Elettrodo rutile per la saldatura di acciai alto-legati e acciai difficilmente saldabili o di composizione sconosciuta. Saldatura in tutte le posizioni, eccetto verticale discendente. ASME II-C SFA 5.4:E 312-17 EN ISO 3581 E 29 9 R 12 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: Giunti eterogenei. Saldatura di acciai a bassa saldabilità, laminati o in ghisa, come acciai al manganese e acciai ad alto contenuto di carbonio. Saldatura di acciai basso-legati con elevato carico di snervamento. Saldatura di riparazione. Tipo di Corrente: AC / DC ( + ) CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): Si C Mn 0,11 1,00 0,65 Proprietà meccaniche: Cr Ni 28,50 10,00 Carico di snervamento Carico di rottura ( N / mm 2 ) > 450 ( N / mm 2 ) > 660 Allungamento 5d ( % ) > 19 Imballo vacuum Corrente Pezzi Peso Pacch/ Diametro (A) pacch pacch Conf. 50 - 75 2,5x300 mm 105 1,8 6 # 75 110 3,2x350 mm 55 2,0 6 # Codice Descrizione EP 2201 ELECT. EUROTROD LR 37 2203 ELECT. EUROTROD LR 37 # # # # # # # # LR 82 CLASSIFICAZIONE: Elettrodo basico per la saldatura di leghe a base di nichel, nichel-cromo, saldature eterogenee e acciai difficilmente saldabili. POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: Inconel Nimonic ASME II-C SFA 5.11:E NiCrFe-3 Acciai refrattari Acciai per applicazioni criogeniche Tipo di Corrente: DC ( + ) CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): C Si Mn 0,04 0,40 7,50 Proprietà meccaniche: Cr Fe Nb Ni 16,00 7,00 2,00 restante Carico di snervamento Carico di rottura ( N / mm 2 ) > 390 ( N / mm 2 ) > 550 Codice Descrizione EP 1352E ELECT. EUROTROD LR 82 1354G ELECT. EUROTROD LR 82 1355G ELECT. EUROTROD LR 82 Allungamento 4d ( % ) > 30 Imballo vacuum Corrente Pezzi Peso Pacch/ Diametro (A) pacch pacch Conf. 2,5x300 mm 75 - 100 80 2,0 6 # 3,2x350 mm 100 - 140 48 2,3 6 # 4,0x350 mm 140 - 180 30 2,1 6 # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI GHISA FN 10 Elettrodo con anima di nichel, per la saldatura di ghisa. Saldatura ad arco stabile, senza cricche o formazione di pori. Le tensioni possono essere ridotte con il martellamento dei cordoni di saldatura. MATERIALI / CAMPO DI APPLICAZIONE: Riparazione di parti in ghisa, duttile e malleabile, in cui si richiede un deposito lavorabile. CLASSIFICAZIONE: ASME II-C SFA 5.15:E NiCl POSIZIONI DI SALDATURA: CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): Tipo di Corrente: AC / DC ( + ) Ni 98 Proprietà meccaniche: Durezza 160 HB Saldare il pezzo ripulito da olio, vernice, ruggine, ecc. In presenza di fessure è consigliabile praticare dei fori, da 6 a 8 mm di diametro, all'estremità delle fessure, per prevenire la progressione delle stesse. Saldare con cordoni stretti, lunghi da 3 a 4 cm, interrotti, in modo che la temperatura nella zona permetta il contatto con la mano. Temperature di 80-100°C dovrebbero essere considerate massime per la saldatura a freddo. I pezzi devono essere protetti da correnti d'aria, durante la saldatura e durante il processo di raffreddamento post-saldatura. Codice Descrizione EP 1223A ELECT. EUROTROD FN 10 1224E ELECT. EUROTROD FN 10 1225G ELECT. EUROTROD FN 10 Imballo vacuum Corrente Pezzi Peso Pacch/ Diametro pacch pacch Conf. (A) 50 - 80 2,5x300 mm 150 2,5 6 # 3,2x350 mm 80 - 110 90 2,8 6 # 4,0x350 mm 110 - 150 60 2,9 6 # # # # # # # # # # # FN 15 Elettrodo con anima di nichel, per la saldatura di ghisa. Saldatura ad arco stabile, senza cricche o formazione di pori. Le tensioni possono essere ridotte con il martellamento dei cordoni di saldatura. Adatto per la saldatura di pezzi che supportano carichi pesanti. MATERIALI / CAMPO DI APPLICAZIONE: CLASSIFICAZIONE: ASME II-C SFA 5.15:E NiFe-CI POSIZIONI DI SALDATURA: Riparazione di parti in ghisa, duttile e malleabile, in cui si richiede un deposito lavorabile. Congiunzioni di acciaio con ghisa. CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): Ni 55 Proprietà meccaniche: Durezza 220 HB Tipo di Corrente: AC / DC ( + ) Saldare il pezzo ripulito da olio, vernice, ruggine, ecc. In presenza di fessure è consigliabile praticare dei fori, da 6 a 8 mm di diametro, all'estremità delle fessure, per prevenire la progressione delle stesse. Saldare con cordoni stretti, lunghi da 3 a 4 cm, interrotti, in modo che la temperatura nella zona permetta il contatto con la mano. Temperature di 80-100°C dovrebbero essere considerate massime per la saldatura a freddo. I pezzi devono essere protetti da correnti d'aria, durante la saldatura e durante il processo di raffreddamento post-saldatura. Codice Descrizione EP 1243A ELECT. EUROTROD FN 15 1244E ELECT. EUROTROD FN 15 1245G ELECT. EUROTROD FN 15 Imballo vacuum Corrente Pezzi Peso Pacch/ Diametro (A) pacch pacch Conf. 50 - 80 2,5x300 mm 140 2,2 6 # 3,2x350 mm 80 - 110 85 2,6 6 # 4,0x350 mm 110 - 150 60 2,7 6 # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI COPERTURA E PROTEZIONE HD 25 CLASSIFICAZIONE: Elettrodo basico per rivestimenti di media durezza. Applicazione per pezzi soggetti ad usura a causa di urti violenti. DIN 8555:E7-UM-200 KP POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: Rivestimenti di frantoi a mascelle, martelli per mulini, componenti in acciaio al manganese per le ferrovie, ecc. CARATTERISTICHE DEL METALLO DEPOSITATO: Compoosizione chimica (%): C Si Mn 0,95 0,75 12,50 Proprietà meccaniche: Tipo di Corrente: DC ( + ) Ni 2,90 Durezza Brinnel (HB) martellamento: 400 - 500 Durezza Brinnel (HB): 200 Codice Descrizione EP 1489M ELECT. EUROTROD HD 25 1490M ELECT. EUROTROD HD 25 1491M ELECT. EUROTROD HD 25 dopo Corrente Pezzi Peso Pacch/ pacch pacch Conf. (A) 110 135 3,2x450 mm 140 6,3 3 # 4,0x450 mm 140 - 175 95 6,9 3 # 5,0x450 mm 180 - 230 55 6,2 3 # Diametro # # # # # # # # # # HD 30 Elettrodo basico per rivestimenti lavorabili di media durezza. Applicazione per pezzi soggetti a sollecitazioni di compressione significativa e ad usura per attrito volvente. Buona saldabilità in tutte le posizioni, con assenza di pori e cricche. CLASSIFICAZIONE: DIN 8555:E1-UM-300 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: Rivestimento di rotaie e incroci per le ferrovie, batterie per la movimentazione di cavi, rulli guida e ruote per trattori, ruote di gru, componenti meccanici vari soggetti ad usura per attrito volvente. CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): C Si Mn 0,10 0,75 1,00 Proprietà meccaniche: Tipo di Corrente: DC ( + ) Cr 3,25 Durezza Brinnel (HB): da 270 a 330 Codice Descrizione EP 1492G ELECT. EUROTROD HD 30 1494M ELECT. EUROTROD HD 30 1495M ELECT. EUROTROD HD 30 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 60 - 80 2,5x350 mm 250 5,1 3 # 3,2x450 mm 100 - 120 160 6,5 3 # 4,0x450 mm 140 - 240 100 6,4 3 # Diametro # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI COPERTURA E PROTEZIONE HD 40 Elettrodo basico per rivestimenti di media durezza, lavorabili e soggetti ad usura per abrasione, con o senza shock. Buona saldabilità in tutte le posizioni, senza pori o cricche. MATERIALI / CAMPO DI APPLICAZIONE: CLASSIFICAZIONE: DIN 8555:E1-UM-400 POSIZIONI DI SALDATURA: Rivestimento di rulli guida e ruote per trattori, ruote di gru, componenti meccanici soggetti ad usura per attrito volvente, pezzi per macchinari agricoli, ecc. CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): C Si Mn 0,20 0,6 0,60 Proprietà meccaniche: Tipo di Corrente: DC ( + ) Cr 2,80 Durezza Rockwell (HRC): 37 a 42 Codice Descrizione EP 1504G ELECT. EUROTROD HD 40 1505G ELECT. EUROTROD HD 40 1506M ELECT. EUROTROD HD 40 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 3,2x350 mm 110 - 130 170 5,6 3 # 4,0x350 mm 140 - 180 95 4,9 3 # 5,0x450 mm 190 - 230 65 6,7 3 # Diametro # # # # # # # # # # HD 60 Elettrodo basico per rivestimenti soggetti ad abrasione, con o senza shock. Buona saldabilità in tutte le posizioni, eccetto verticale discendente. Lavorabile a mola o con disco abrasivo. MATERIALI / CAMPO DI APPLICAZIONE: CLASSIFICAZIONE: DIN 8555:E6-UM-60 GP POSIZIONI DI SALDATURA: Rivestimento di denti e benne per escavatori, coni di frantoi, lame per bulldozers, trasportatori a coclea, mulini a martello, piatti per frantoi a mascelle, ecc. CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): C Si 0,45 Mn 0,50 0,40 Proprietà meccaniche: Cr Mo V 7,00 0,50 0,50 Tipo di Corrente: DC ( + ) Dureza de Rockwell HRC: 57-62 Codice Descrizione EP 1514G ELECT. EUROTROD HD 60 1515G ELECT. EUROTROD HD 60 1516M ELECT. EUROTROD HD 60 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 3,2x350 mm 100 - 120 170 5,6 3 # 4,0x350 mm 140 - 160 95 5,0 3 # 5,0x450 mm 180 - 220 65 6,7 3 # Diametro # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI COPERTURA E PROTEZIONE HD 63 CLASSICAZIONE: Elettrodo rutile per rivestimenti soggetti ad abrasione, con o senza shock. Deposizione senza pori e cricche. Lavorabile a mola o con disco abrasivo. MATERIALI / CAMPO DI APPLICAZIONE: DIN 8555:E3-UM-60 GPT POSIZIONI DI SALDATURA: Rivestimento di denti e benne per escavatori, coni di frantoi, lame per bulldozers, trasportatori a coclea, mulini a martello, piatti per frantoi a mascelle, ecc. CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): C Si Mn 0,40 0,50 0,60 Proprietà meccaniche: Cr Mo 5,00 5,00 Tipo di Corrente: AC / DC ( + ) Durezza Rockwell (HRC): 57 - 62 Codice EP 1533G 1534M 1535M 1536M Descrizione Diametro ELECT. EUROTROD HD 63 ELECT. EUROTROD HD 63 ELECT. EUROTROD HD 63 ELECT. EUROTROD HD 63 2,5x350 mm 3,2x450 mm 4,0x450 mm 5,0x450 mm Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 60 - 85 260 4,9 3 # 100 - 120 205 8,0 3 # 140 - 160 120 7,5 3 # 170 - 220 75 7,5 3 # # # # # # # # # # # # # HD 70 Elettrodo basico per rivestimenti soggetti ad abrasione, con shock e temperatura. Lavorabile a mola o con disco abrasivo. MATERIALI / CAMPO DI APPLICAZIONE: CLASSIFICAZIONE: DIN 8555:E4-UM-60 GPT POSIZIONI DI SALDATURA: Utensili da taglio, forgiatura e stampi, rulli di laminazione e pezzi soggetti ad usura per caldo o freddo. Tipo di Corrente: DC ( + ) CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): C Si Mn Cr Mo V 4,00 8,50 0,90 0,90 0,5 0,50 Proprietà meccaniche: Durezza Rockwell (HRC): 60 - 64 (dopo la saldatura) 62 - 66 (dopo la tempra a 1200°C) 25 - 30 (dopo la ricottura a 840°C ed il raffreddamento in forno) Codice EP 1543G 1544G 1545G 1546M Descrizione ELECT. EUROTROD HD 70 ELECT. EUROTROD HD 70 ELECT. EUROTROD HD 70 ELECT. EUROTROD HD 70 Diametro 2,5x350 mm 3,2x350 mm 4,0x350 mm 5,0x450 mm W 1,10 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 65 - 90 250 5,4 3 # 90 - 130 160 5,4 3 # 120 - 160 100 5,4 3 # 170 - 210 60 6,5 3 # # # # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER LA SALDATURA DI ALLUMINIO ALSI 5 Elettrodo con il 5% di silicio raccomandato per la produzione e riparazione di leghe di alluminio - silicio. Il rivestimento promuove una buona saldabilità dell'arco, buona fluibilità delle scorie e disossidazione di una buona superficie durante la saldatura. Bisogna prestare attenzione al giunto da saldare, che deve essere pulito e sgrassato. Questo elettrodo dovrebbe preferibilmente essere utilizzato nella saldatura verso il basso. Si raccomanda di pre-riscaldare a temperatura di 100300°C e di utilizzare un arco corto per evitare troppe proiezioni. CLASSIFICAZIONE: ASME SFA 5.3: E 4043 DIN 1732: EL - Al Si 5 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: Un elettrodo per la saldatura di fusioni di lega di alluminio. Consigliato inoltre per la saldatura di leghe di alluminio laminato o per la congiunzione con leghe di ghisa. CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): Al Si Fe Cu Mg Mn Zn 93,20 5,25 0,8 Proprietà meccaniche: 0,23 0,4 0,04 0,08 Carico di rottura Carico di snervamento 2 Allungamento 5d ( % ) 2 ( N / mm ) > 70 ( N / mm ) > 135 Codice Descrizione EP 14951 ELECT. EUROTROD ALSI 5 14952 ELECT. EUROTROD ALSI 5 14953 ELECT. EUROTROD ALSI 5 Tipo di Corrente: DC ( + ) > 12 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 50 - 80 2,5x350 mm 216 2,0 4 # 3,2x350 mm 70 - 120 146 2,0 4 # 4,0x350 mm 110 -150 102 2,0 4 # Diametro # # # # # # # # # # ALSI 12 Elettrodo con il 12% di silicio raccomandato per la produzione e riparazione di leghe di alluminio - silicio. Il rivestimento promuove una buona saldabilità dell'arco, buona fluibilità delle scorie e disossidazione di una buona superficie durante la saldatura. Bisogna prestare attenzione al giunto da saldare, che deve essere pulito e sgrassato. Questo elettrodo dovrebbe preferibilmente essere utilizzato nella saldatura verso il basso. Si raccomanda di pre-riscaldare a temperatura di 100300°C e di utilizzare un arco corto per evitare troppe proiezioni. CLASSIFICAZIONE: ASME SFA 5.3 E 4047 DIN 1732: EL - Al Si 12 POSIZIONI DI SALDATURA: MATERIALI / CAMPO DI APPLICAZIONE: Un elettrodo per la saldatura di fusioni di lega di alluminio. Consigliato inoltre per la saldatura di leghe di alluminio laminato o per la congiunzione con leghe di ghisa. CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): Al Si Fe Cu Mg Mn Zn 87,00 11,80 0,8 Proprietà meccaniche: 0,23 0,04 0,04 0,08 Carico di snervamento Carico di rottura 2 ( N / mm ) > 80 Codice Descrizione EP 14961 ELECT. EUROTROD ALSI 12 14962 ELECT. EUROTROD ALSI 12 14963 ELECT. EUROTROD ALSI 12 2 ( N / mm ) > 180 Tipo di Corrente: DC ( + ) Allungamento 5d ( % ) >5 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 50 - 80 2,5x350 mm 216 2,0 4 # 3,2x350 mm 70 - 120 146 2,0 4 # 4,0x350 mm 110 -150 102 2,0 4 # Diametro # # # # # # # # # # Rev: 1.1 01-03-2011 ELETTRODI PER SMUSSARE E TAGLIARE SA 17 CLASSIFICAZIONE: Elettrodo rivestito, specialmente raccomandato per lo smusso ed il taglio di metalli. Facile applicazione per lavori di riparazione e demolizione. MATERIALI / CAMPO DI APPLICAZIONE: Tipo di Corrente: AC / DC ( + ) CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): Proprietà meccaniche: Codice Descrizione EP 1464G ELECT. EUROTROD SA 17 1465G ELECT. EUROTROD SA 17 1466M ELECT. EUROTROD SA 17 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 3,2x350 mm 150 - 250 120 4,0 3 # 4,0x350 mm 200 - 300 75 4,0 3 # 5,0x450 mm 350 - 450 55 4,6 3 # Diametro # # # # # # # # # # SA 37 Elettrodo rivestito, specialmente raccomandato per il taglio e la foratura di metalli. Facile applicazione per lavori diriparazione e demolizione. CLASSIFICAZIONE: MATERIALI / CAMPO DI APPLICAZIONE: Tutti gli acciai (anche quello che non ammettono il taglio con arco, come l'acciaio inox, l'acciaio al manganese, ecc.), ghise, leghe di rame e alluminio. Tipo di Corrente: AC / DC ( + ) CARATTERISTICHE DEL METALLO DEPOSITATO: Composizione chimica (%): Proprietà meccaniche: Codice Descrizione EP 1484M ELECT. EUROTROD SA 37 1485M ELECT. EUROTROD SA 37 1486M ELECT. EUROTROD SA 37 Corrente Pezzi Peso Pacch/ (A) pacch pacch Conf. 3,2x450 mm 150 - 250 140 6,0 3 # 4,0x450 mm 200 - 300 90 6,5 3 # 5,0x450 mm 350 - 450 60 6,3 3 # Diametro # # # # # # # # # # Rev: 1.1 01-03-2011 Consultare la sezione Pinze EUROTROD per il taglio di carbone Stoccaggio, recupero e asciugatura Raccomandazioni generali per le condizioni di conservazione, recupero ed essicazione degli elettrodi con imballaggi tradizionali. EUROTROD STOCCAGGIO ASCIUGATURA / RECUPERO CELLULOSICI Richiedono dal 3 al 7% di umidità del rivestimento per un corretto funzionamento. Non devono essere conservati al di sopra della temperatura ambiente. NO ( CN ) RUTILICI ( RN e RC ) BASICI ( BN - BD - BH - MC - MF ) ALTO RENDIMENTO ( RH ) INOX ( LC e LR ) Temperatura ambiente, da più di 20°C, e con un'umidità relativa non superiore al 50%. Preferibilmente, si consiglia di conservare in un forno, con un minimo di 10°C a 15°C al di sopra della temperatura ambiente. Non devono essere conservati a temperatura ambiente. Si consiglia di conservare in un forno, con un minimo da 30°C a 35°C al di sopra della temperatura ambiente. Temperatura ambiente, da più di 20°C, e con un'umidità relativa non superiore al 50%. Preferibilmente, si consiglia di conservare in un forno, con un minimo di 10°C a 15°C al di sopra della temperatura ambiente. Non devono essere conservati a temperatura ambiente. Si consiglia di conservare in un forno, con un minimo da 30°C a 35°C al di sopra della temperatura ambiente. RUTILICI-DURI Almeno 15°C al di sopra della temperatura ambiente. ( HD 63 ) BASICI-DURI Almeno 35°C al di sopra della temperatura ambiente. ( HD 70 e HD 60 ) GHISA Almeno 35°C al di sopra della temperatura ambiente. ( FN ) SMUSSO Almeno 15°C al di sopra della temperatura ambiente. ( SA 17 ) TAGLIO Almeno 15°C al di sopra della temperatura ambiente. ( SA 37 ) da 100ºC a 120 ºC per un'ora (Nel caso vengano rispettate le condizioni di stoccaggio, non sono necessarie) da 280ºC a 380ºC per 2 ore (L'asciugatura deve sempre essere effettuata) da 150ºC a 200ºC per 2 ore (Nel caso vengano rispettate le condizioni di stoccaggio, non sono necessarie) da 320ºC a 380ºC per 2 ore (L'asciugatura deve sempre essere effettuata) da 150ºC a 180ºC per 1 ora (Nel caso vengano rispettate le condizioni di stoccaggio, non sono necessarie) da 280ºC a 380ºC per 1 ora (Nel caso vengano rispettate le condizioni di stoccaggio, non sono necessarie) da 150ºC a 180ºC per 2 ore (Nel caso vengano rispettate le condizioni di stoccaggio, non sono necessarie) da 100ºC a 120ºC per 1 ora (Nel caso vengano rispettate le condizioni di stoccaggio, non sono necessarie) da 150ºC a 180ºC per 1 ora (Nel caso vengano rispettate le condizioni di stoccaggio, non sono necessarie)
Scarica