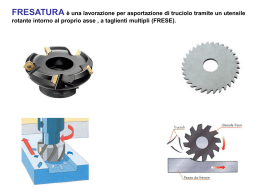
RESATURA
ATURAFRE
RESATURA
Dati Tecnici
INDICE
Teorie di base ................................................................. 518
Interpolazione ................................................................. 521
Formule .......................................................................... 523
Finitura superficiale ........................................................ 528
Soluzione dei problemi ................................................... 531
Tabella di conversione .................................................... 536
WWW.KENNAMETAL.COM
517
Scelta del diametro della fresa
formato non sarà in grado di dissipare il calore con la stessa
efficienza di un truciolo più spesso, pertanto il calore verrà
trasferito nuovamente all'inserto causando una prematura usura
del tagliente. È inoltre più probabile un indurimento della zona di
lavoro in corrispondenza delle aree di entrata e di uscita.
Le dimensioni del pezzo determinano il diametro fresa più adatto
da scegliere.
Il rapporto larghezza di taglio - fresa pezzo deve essere circa 3:2 o
1 1/2 volte la larghezza del pezzo. Ad esempio, se la larghezza di
taglio è di (100 mm) scegliere una fresa con diametro (160 mm).
Se la larghezza è molto ampia, selezionare un diametro di fresa
che corrisponda alla capacità del mandrino ed eseguire più
passate. Ad esempio, se la larghezza del taglio è (610 mm) e la
macchina è dotata di un mandrino conico standard #50, utilizzare
una fresa con diametro (200 mm) ed eseguire cinque passate
leggermente inferiori a (125 mm) per passata o quattro passate da
(150 mm), a seconda della potenza e rigidità.
Quando non è disponibile una fresa di diametro adatto, sarà
comunque possibile ottenere buoni risultati con un corretto
posizionamento della fresa.
Posizionare la fresa con circa 1/4 del corpo al di fuori del pezzo
ed eseguire due passate.
In questo modo si produce un angolo negativo di entrata
Evitare la situazione indesiderabile dove il diametro della fresa è
quasi uguale alla larghezza del taglio. Il truciolo che si forma
all'entrata e all'uscita del taglio sarà molto sottile. Il truciolo sottile
(consigliato).
Questo consentirà una maggiore durata dell'utensile.
FRESE A 90°
FRESE A SPIANARE
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
160 mm
diametro fresa
FRESE A DISCO
160 mm
diametro fresa
pezzo
pezzo
pezzo
100 mm
consigliato
avanzamento
pezzo
160 mm
1/4
del corpo
fresa
avanzamento
pezzo
posizione fresa
non consigliato
Posizione fresa/Forze di taglio
Le forze di taglio cambiano continuamente con il movimento
dell'inserto attraverso il taglio. È necessario comprendere che, con
la modifica della posizione della fresa in relazione al pezzo, sarà
possibile reindirizzare le forze di taglio. Questo è importante per
garantire un funzionamento sicuro basato sul disegno del
dispositivo di fissaggio, e il disegno del pezzo da lavorare.
rotazione
fresa
rotazione
fresa
pezzo
pezzo
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
avanzamento
pezzo
INDICE
avanzamento tavola
518
avanzamento
tavola
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
Nelle frese a passo medio, l'area di espulsione del truciolo nel corpo
è in genere più piccola di quella di una a passo largo. Infine, nelle
frese a passo stretto, l'area di espulsione del truciolo è
notevolmente più piccola.
Passo differenziato
Una fresa con inserti a spaziatura irregolare si definisce fresa a
passo differenziato. Questa configurazione evita gli armonici creati
dagli inserti a spaziatura fissa, riducendo drasticamente le
possibilità di vibrazioni. La maggiore parte delle frese utilizza questo
sistema, indipendentemente dal passo.
INSERTI
passo stretto è ideale quando si fresa una superficie con molte
interruzioni, ad esempio un collettore. Le frese a passo stretto sono
in grado di fornire superiori velocità di avanzamento in pollici/mm al
minuto di quelle a passo medio o largo. Subiscono inoltre forze di
taglio superiori e maggiore consumo di potenza rispetto a quelle a
passo medio o largo.
FRESE A DISCO
passo largo è consigliato per fresature di carattere generale, dove è
disponibile una potenza adeguata e dove è necessaria la massima
profondità di taglio.
passo medio è consigliato quando è necessario un avanzamento
moderato per inserto e dove sia più vantaggioso disporre di più di
un inserto nel taglio. Il passo medio riduce inoltre l'impatto di entrata
e la pressione di taglio mantenendo la velocità di avanzamento.
FRESE A 90°
Il passo, o densità, indica il numero di inserti in una fresa. Le frese
possono essere classificate a passo largo, medio o stretto. Quando
si progetta una fresa, il progettista deve tenere conto della
profondità di taglio e dell'avanzamento per dente. Deve quindi
fornire nel corpo lo spazio necessario per il truciolo, in modo che
questo possa essere espulso senza limitazioni nella sua formazione.
Per questo motivo, le frese progettate per la rimozione di grandi
quantità di metallo devono fornire il massimo spazio per l'espulsione
del truciolo. Questo, pertanto, limita il numero di inserti nella fresa,
rendendola una fresa a passo largo.
FRESE A SPIANARE
Passo della fresa
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
Le forze di taglio prodotte durante il processo di fresatura cambiano
costantemente durante il movimento dell'inserto nel taglio. La
comprensione della relazione di tali forze aiuterà a garantire un
funzionamento sicuro evitando il movimento del pezzo durante il
taglio. Ad esempio, il tipo di dispositivo di fissaggio e il
posizionamento della staffa sono determinati dalle forze di taglio
prodotte nella fresatura. Ugualmente importante è la comprensione
dell'effetto dell'angolo di registrazione sulla direzione della forza di
taglio, spessore effettivo del truciolo e durata dell'utensile.
Angolo di registrazione 90°
Angolo di registrazione 75° e 70°
Angolo di registrazione 45°
vantaggi:
Quando è richiesto uno spallamento
retto a 90°
Può risolvere il problema di pezzi
con pareti sottili
vantaggi:
Per fresature generali e condizioni
relativamente rigide
Buon rapporto fra dimensione
dell'inserto e profondità massima
del taglio
Ridotto carico di impatto di entrata
vantaggi:
Forze di taglio assiali e radiali ben
bilanciate
Rotture ridotte sugli spigoli del pezzo
Minimo impatto di entrata
Minori forze radiali dirette al cuscinetto
del mandrino
Possibilità di velocità di avanzamento
maggiori
svantaggi:
Maggiori forze radiali di taglio
Alto carico di impatto di entrata
Maggiore probabilità di sbavatura
sul lato di uscita dell'inserto sul
pezzo
svantaggi:
Le alte forze radiali possono creare
problemi con
macchine/pezzi/dispositivi di
fissaggio non particolarmente
robusti
angolo di
registrazione
svantaggi:
Profondità massima del taglio ridotta a
causa dell'angolo di registrazione
Il maggior diametro del corpo può
causare problemi di ingombro con il
dispositivo di fissaggio
angolo di
registrazione
angolo di
registrazione
FRESE CON
INSERTI CERAMICI
Angoli di registrazione/forze di taglio sul pezzo e sul dispositivo di fissaggio
STAMPI E MATRICI
passo differenziato
FRESE CLASSICHE
passo stretto
FRESE PER FILETTARE
passo medio
DATI TECNICI
passo largo
Inclinazione 90°
assiale
avanzamento tavola
Inclinazione 75° e 70°
INDICE
avanzamento tavola
radiale
e
nt
ta
ul
ris
direzione
forza
assiale
radiale
risult
ante
avanzamento
tavola
Inclinazione 45°
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
519
Angolo di registrazione/Spessore truciolo
Fresatura Convenzionale (Discorde)
L'angolo di registrazione modifica lo spessore del truciolo. Maggiore
è l'angolo di registrazione, minore sarà lo spessore del truciolo dal
momento che è distribuito su una maggiore lunghezza del tagliente.
Per ottenere maggiore produttività e fresature senza problemi,
utilizzare quando possibile una fresa con l'angolo di registrazione
inclinato.
Per molti anni si è considerato normale fresare in direzione contraria
alla direzione di avanzamento, a causa dell'uso di frese in acciaio
super rapido e all'assenza di dispositivi di eliminazione dei giochi
meccanici. Questo tipo di fresatura è noto come convenzionale o
discorde.
angolo di
registrazione
90°
75°
70°
60°
45°
FRESE A DISCO
avanzamento
per dente
A
A
A
A
A
spessore effettivo
del truciolo "B"
A
0,96 x A
0,94 x A
0,86 x A
0,707 x A
esempio:
90°
75°
70°
60°
45°
Nella fresatura convenzionale, quando l'inserto entra nel taglio, si
verificano attriti e sfregamenti, che provocano saldature del truciolo e
dissipazione di calore sull'inserto e sul pezzo. Le forze risultanti nella
fresatura convenzionale lavorano contro la direzione di alimentazione.
È inoltre probabile un indurimento della zona di lavoro.
rotazione
della fresa
0,25 mm
0,25 mm
0,25 mm
0,25 mm
0,25 mm
ris
ul
ta
nt
e
FRESE A 90°
FRESE A SPIANARE
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
0,25 mm
0,25 mm
0,24 mm
0,22 mm
0,18 mm
azione delle forze
applicate alla lavorazione
STAMPI E MATRICI
avanzamento tavola
fresatura convenzionale (discorde)
angolo di registrazione
FRESE CON
INSERTI CERAMICI
Fresatura concorde (preferita)
angolo di registrazione
Normalmente è preferibile la fresatura concorde. L'inserto penetra il
materiale del pezzo con un certo spessore del truciolo e produce un
truciolo che si assottiglia con l'uscita dal taglio. Ciò riduce il calore
dissipandolo nel truciolo. L'indurimento del materiale viene
minimizzato.
FRESE PER FILETTARE
FRESE CLASSICHE
Le forze durante la fresatura concorde tendono a spingere il pezzo
verso il dispositivo di fissaggio e in direzione dell'avanzamento. Nella
maggior parte dei casi la fresatura concorde è preferita a quella
convenzionale.
e
nt
ta
ul
ris
rotazione
della fresa
DATI TECNICI
spessore truciolo
azione delle forze
applicate alla lavorazione
Con inserti tondi, lo spessore del truciolo e l'angolo di registrazione variano
con la profondità di taglio.
INDICE
avanzamento tavola
angolo di registrazione/spessore truciolo
520
fresatura concorde
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
Interpolazione Circolare ed Elicoidale ID e OD
interpolazione circolare: Consiste in una fresa che ruota sul
proprio asse mentre si sposta con movimento orbitale attorno al
diametro interno (ID) o esterno (OD) della circonferenza di un pezzo,
senza spostamento verticale durante l'operazione. Questo
movimento orbitale utilizza gli assi "X" e "Y".
percorso di avanzamento asse centrale fresa
cerchio Φ cerchio 20 mm, circonferenza 62,84 mm
Interpolazione circolare diametro interno:
Interpolazione elicoidale: Questa applicazione richiede una
fresatrice con possibilità di controllo su tre assi. Il sistema consiste
in una fresa che ruota sul proprio asse mentre si sposta con
movimento orbitale attorno al diametro interno o esterno della
circonferenze di un pezzo nei piani "X" e "Y". Il movimento circolare
nei piani "X" e "Y", combinato con un simultaneo movimento lineare
sul piano dell'asse Z (perpendicolare ai piani "X" e "Y"), crea il
movimento elicoidale. Ad esempio, il percorso dal punto A al punto
B sullo sviluppo del cilindro combina un movimento circolare sul
piano "X" e "Y" con un movimento lineare nella direzione "Z". Nella
maggior parte dei sistemi CNC, questa funzione può essere
eseguita in due modi differenti:
GO2: interpolazione elicoidale in direzione oraria.
GO3: interpolazione elicoidale in direzione antioraria.
calcolo della velocità di avanzamento per interpolazione
circolare ed elicoidale:
Nella maggior parte delle macchine CNC, la velocità di avanzamento
richiesta per la programmazione della contornatura (circolare o
elicoidale) è calcolata sull'asse centrale dell'utensile. Quando si ha a
che fare con movimenti lineari dell'utensile, le velocità di
avanzamento al tagliente e sull'asse centrale sono identiche;
tuttavia, quando il movimento dell'utensile è circolare, saranno
differenti.
calcolo della velocità di alimentazione del tagliente: Innanzi tutto,
calcolare la velocità di avanzamento dell'utensile al tagliente
utilizzando la formula seguente.
F1 = F2 x z x n
F1 = velocità di avanzamento dell'utensile sul tagliente (mm/min)
fz = millimetri per dente (spessore truciolo)
Z = numero effettivo di inserti sulla fresa
FRESE A SPIANARE
Interpolazione circolare diametro esterno
FRESE A 90°
Ø 100 mm
pezzo
percorso di avanzamento asse
centrale fresa, (cerchio Φ
(101,2 mm), circonferenza
(317,97 mm))
FRESE A DISCO
percorso di avanzamento
diametro esterno fresa
(cerchio Φ 100 mm, circonferenza 314,2 mm)
percorso di
avanzamento diametro
esterno fresa, (cerchio
Φ cerchio (76,2 mm),
circonferenza
(238,76 mm))
STAMPI E MATRICI
Ø fresa
da 80 mm
INSERTI
Ø pezzo
da 80 mm
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
FRESE CLASSICHE
Calcolo della velocità di avanzamento sull'asse centrale
dell'utensile: Utilizzare le seguenti equazioni per definire la relazione
tra la velocità di avanzamento sul tagliente e quella sull'asse
centrale dell'utensile.
interpolazione elicoidale
rotazione
della fresa
F1 = velocità di avanzamento
dell'utensile sul tagliente (mm/min)
FRESE PER FILETTARE
diametro esterno interpolazione elicoidale
diametro interno interpolazione elicoidale
FRESE CON
INSERTI CERAMICI
n = giri al minuto
rotazione
della
fresa
F2 = velocità di avanzamento sull'asse
centrale dell'utensile (mm/min)
D = diametro esterno del pezzo (OD)
d1 = diametro fresa, sopra l'inserto
diametro fresa,
rispetto all'inserto
D
diametro interno
pezzo (ID)
DATI TECNICI
D = diametro interno del pezzo (ID)
percorso
di rotazione
elicoidale
diametro fresa,
rispetto all'inserto
INDICE
percorso
di rotazione
elicoidale
D
diametro esterno
pezzo (OD)
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
521
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
Interpolazione Circolare ed Elicoidale ID e OD (continua)
Nelle applicazioni di contornatura del diametro interno, si noterà che
l'avanzamento dell'asse centrale dell'utensile è sempre inferiore alla
velocità di avanzamento del tagliente.
d1 =
diametro fresa (80 mm)
fz
=
0,2 mm/dente
n
=
637 g/min.
z
=
7 inserti effettivi
1. Calcolare la velocità di avanzamento al tagliente.
F1 = fz x z x n
F1 = 0,2 x 7 x 637 = 892 mm/min.
2. Calcolare la velocità di avanzamento all'asse centrale
dell'utensile.
Rampa in entrata e uscita
Come illustrato di seguito, un avanzamento in rampa graduale nel
taglio offre una maggiore durata dell'utensile. Inoltre, mantenendo la
fresa in costante movimento durante l'entrata e l'uscita dal taglio, è
possibile evitare segni di sosta sul pezzo.
rotazione
Nelle applicazioni di contornatura del diametro esterno, si noterà
che l'avanzamento dell'asse centrale dell'utensile è sempre
superiore alla velocità di avanzamento del tagliente.
fz
=
0,2 mm/dente
FRESE CLASSICHE
esempio per diametro esterno
D = OD diametro esterno pezzo (125 mm)
diametro fresa (50 mm)
n
=
955 g/min
z
=
5 denti effettivi
F1 = 0,2 x 5 x 955 = 955 mm/min.
DATI TECNICI
Preimpostazione
Se possibile, anziché sostituire i taglienti sulla macchina, utilizzare le
aree di presetting della fresa per impostarli correttamente.
sovrametallo
da rimuovere
d1 =
INDICE
Migliorare il volume truciolo asportato (Metal Removal Rate)
È consigliabile Prestare attenzione al volume truciolo asportato
(metal removal rate, mrr), e non solo alla velocità di taglio (vc) più
elevata. Aumentando la velocità di rotazione senza aumentare lo
spessore del truciolo non migliorerà il mrr. Tuttavia, raddoppiando fz,
il mrr aumenta, mentre il consumo di potenza aumenterà solo del
50% circa.
Per ottenere F1 (892 mm/min) come velocità di avanzamento sul
tagliente, occorre programmare la macchina utensile su
F2 (178 mm/min) come velocità di alimentazione sull'asse centrale
dell'utensile. Si tratta di una differenza di avanzamento inferiore del
75% circa rispetto alla velocità di avanzamento sul tagliente F1.
FRESE PER FILETTARE
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
FRESE A DISCO
FRESE A 90°
FRESE A SPIANARE
INSERTI
esempio di diametro interno
D = ID diametro interno pezzo (100 mm)
Superfici ampie
L'interpolazione con una fresa di piccole dimensioni potrebbe
essere più rapida rispetto all'uso di una fresa di grandi dimensioni.
Inoltre, mantiene la fresa in contatto con il pezzo anziché uscire e
rientrare.
1. Calcolare la velocità di avanzamento al tagliente.
F1 = fz x z x n
2. Calcolare la velocità di avanzamento all'asse centrale
dell'utensile.
Per ottenere F1 (955 mm/min) come velocità di avanzamento
sul tagliente, occorre programmare la macchina utensile su F2
(1337 mm/min) come velocità di alimentazione sull'asse centrale
dell'utensile. Ne risulta una differenza di avanzamento superiore del
40% circa rispetto alla velocità di avanzamento sul tagliente F1.
rotazione
sovrametallo
da rimuovere
Posizionamento e Oltrecorsa
Programmare la fresa in modo che raggiunga rapidamente il pezzo,
entro un intervallo di 3 mm, prima di entrare in contatto con il pezzo.
Ciò consente alla macchina di raggiungere i parametri operativi
corretti prima che inizi l'effettiva creazione del truciolo.
Avanzare rapidamente alla posizione di taglio successiva, quando la
fresa si trova da 0,5 mm a 1 mm oltre il bordo del pezzo. Se il
mandrino dispone di inclinazione incorporata o programmata, è
possibile fare avanzare la fresa alla posizione di taglio successiva
mentre la metà posteriore di essa si trova ancora sulla superficie
fresata finita.
rotazione
(3 mm)
zona di sicurezza
522
spesso la fresa vibra
a questo punto
rotazione
(0,5 - 1,0 mm)
oltrecorsa
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
Formule
z
z
π
=
=
numero effettivo di denti o inserti nella fresa
3,1416
calcolato
È molto importante mantenere uno spessore del truciolo sufficiente a
garantire la dissipazione del calore e prevenire l'indurimento della
superficie in lavorata. Uno spessore sufficiente del truciolo, inoltre, crea
stabilità tra la fresa e il pezzo.
Le formule riportate nel seguito vengono utilizzate per determinare lo
spessore programmato del truciolo o la velocità di avanzamento
necessaria per ottenere il carico desiderato sul tagliente dell'inserto
quando penetra nel pezzo. Queste formule devono essere applicate ogni
volta che si utilizza una fresa per scanalatura con montaggio ad albero o
quando è impegnata nel taglio meno della metà del diametro di una
fresa a spianare o a candela. Minore è la profondità radiale del taglio,
molto più sarà importante applicare queste formule di produttività.
i one
az
0,20 mm
per dente
FRESE A 90°
Vf = 0,20 x 8 x 510= 816 g/min
1,6 mm
al giro
avanzamento
spessore
truciolo
calcolato (fz)
FRESE A DISCO
= 510 rpm
Scanalatura o fresatura periferica
Lo spessore del truciolo reale o effettivo sul tagliente dell'inserto è
uguale allo spessore programmato del truciolo solo quando il 50% o più
del diametro della fresa è impegnato nel taglio (non viene considerato
l'angolo di registrazione). Qualsiasi valore inferiore alla metà del
diametro della fresa indica che lo spessore effettivo del truciolo viene
ridotto di una determinata percentuale. Minore è la profondità radiale del
taglio, maggiore è la riduzione dello spessore reale del truciolo.
rotazione
della fresa
asse centrale fresa
spessore
eff. del
truciolo
hm
profondità radiale
scanalatura
raggio
pezzo
profondità radiale scanalatura
Formule di produttività
spessore truciolo
INSERTI
velocità di taglio in metri al minuto
giri al minuto
diametro fresa
avanzamento (mm al minuto)
mm per dente (spessore truciolo)
FRESE A SPIANARE
=
=
=
=
=
raggio
STAMPI E MATRICI
dati
D = diametro fresa
125mm
Z = 8 denti per fresa
Vc = 200 m/min
fz = 0,20 mm/dente
Vf = fz x z x n
Vc
n
D
Vf
fz
FRESE CON
INSERTI CERAMICI
fz
legenda
FRESE CLASSICHE
F
formula
larghezza assiale scanalatura
scanalatura
FRESE PER FILETTARE
n
dati
D
n
D
Vc
fz
n
z
z
Vf
n
ro
t
da ricavare
Vc
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
oppure
INDICE
DATI TECNICI
raggio
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
523
FRESE A 90°
FRESE A SPIANARE
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
Compensazione velocità di avanzamento
Operazioni quali fresatura periferica con bassa profondità
radiale di taglio o scanalature con fresa con montaggio
ad albero richiedono il calcolo della compensazione della
velocità di avanzamento per mantenere lo spessore corretto
del truciolo sul tagliente dell'inserto all'entrata nel taglio. Lo
spessore calcolato del truciolo e quello effettivo possono
essere molto diversi, a seconda della profondità radiale e del
diametro della fresa. Ad esempio, lo spessore effettivo del
truciolo all'entrata per una fresa da 20 mm con una profondità
radiale di taglio di 0,3 mm è solo il 23% dello spessore
calcolato del truciolo. Non è raro rilevare problemi dovuti ad
accumulo di materiale sul tagliente, indurimento della
superficie di lavorazione o vibrazioni se non si applica la
seguente formula. E' fondamentale ridurre al minimo l'errore
di run-out per mantenere uno spessore uniforme del truciolo
su ciascuna elica della fresa. Un vantaggio collaterale
derivato dall'applicazione di questa formula è la maggiore
produttività, in quanto le velocità di alimentazione aumentano
drasticamente.
Formule—Potenza
profondità
radiale di taglio
20
2,5
1,3
0,8
0,5
0,3
spessore effettivo avanzamento richiesto
del truciolo (fz)
(Vf) per mantenere
fz = 0,1
0,1
140
0,05
292
0,04
389
0,03
498
0,02
607
0,015
859
incremento
0%
109%
178%
256%
335%
515%
fresa a candela da 40 mm – 6 eliche
30 m/min (vc) 230 giri/min
0,1 mm (fz)
140 mm/min (Vf)
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
FRESE A DISCO
volume truciolo asportato
Il calcolo del volume truciolo asportato(MRR) rappresenta una
buona base per determinare l'efficienza del taglio dei metalli.
Fattori "K"
materiale da lavorare
durezza
HB
85-200
201-253
254-286
287-327
328-371
372-481
482-560
561-615
150-450
Fattore
"K"
1,64
1,56
1,28
1,10
0,88
0,69
0,59
0,54
1,27-0,42
acciai inossidabili, ferro saldato e ghisa
(ferritico, austenitico e martensitico)
150-175
110-190
176-200
201-250
251-300
301-320
135-275
286-421
2,27
2,0
1,89
1,52
1,27
1,19
1,54-0,76
0,74-0,50
titanio
250-375
1,33-0,87
leghe ad alta temperatura a base di nichel e cobalto
200-360
0,83-0,48
a base di ferro
180-320
0,91-0,53
leghe al nichel
80-360
0,91-0,53
leghe di alluminio
30-150
(500 kg)
40-90
(500 kg)
150
6,25-3,33
100-150
151-243
3,33
2,0
MRR = doc x woc x Vf = mm /min.
acciai, ferro saldato e ghise
(semplici leghe di acciaio al carbonio e acciaio per
utensili)
potenza assorbita
fresa a candela da 40 mm – 6 eliche
30 m/min (vc) 230 giri/min
0,1 mm (fz)
140 mm/min (Vf)
3
Le frese possono assorbire una quantità significativa di potenza.
Molto spesso la mancanza di potenza è il fattore limitante quando si
prende una decisione su una determinata operazione. Per
lavorazioni in cui occorrano frese di grandi dimensioni o la
rimozione di grandi volumi di sovrametallo, è utile calcolare per
prima cosa i requisiti di potenza.
acciai inossidabili a indurimento per precipitazione
ghisa
(grigia, duttile e malleabile)
(E = da 0,75 a 0,90)
Una valida formula per il calcolo della potenza (HPc) alla fresa è:
esempio:
FRESE PER FILETTARE
FRESE CLASSICHE
NOTA: L'efficienza del mandrino “E” varia dal 75 al 90%.
larghezza di taglio (woc) . . . .
42 mm
profondità di taglio (doc) . . . .
5 mm
avanzamento (vf) . . . . . . . . . . . 1092 mm/min
4140 220 HB . . . . fattore “K” 1,56
INDICE
DATI TECNICI
MRR = 5 x 42 x 1092 = 229320 mm3/min
Per il calcolo della potenza al motore (HPm), utilizzare la formula:
leghe di magnesio
rame
leghe di rame
Per determinare il consumo di potenza, è necessario utilizzare il
fattore "K". Il fattore "K" è una costante di potenza che rappresenta
il numero di pollici cubici di metallo al minuto che possono essere
rimossi con una potenza di un cavallo vapore.
NOTA: i fattori "K" variano a seconda della durezza del materiale.
524
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
10,0-6,67
3,33
Formule-Potenza: Nuovo metodo di calcolo con utilizzo di frese Super Positive
3. area della sezione trasversale del truciolo (A)
L'area della sezione trasversale del truciolo (Fig. 1) è definita da:
A = d x fz (mm2)
dove:
doc = profondità assiale di taglio (mm)
fz
INSERTI
Negli ultimi 50 anni, il volume truciolo asportato(MRR) e le constanti
di potenza hanno avuto la funzione di valori convenzionali utilizzati
per calcolare la potenza. Sebbene si tratti di un metodo
relativamente comune per calcolare la potenza, è stato sviluppato
un metodo più accurato da utilizzare quando si esegue la fresatura
con frese super positive. Questo nuovo approccio utilizza le
seguenti informazioni:
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
= avanzamento per dente (mm)
1. calcolo della forza tangenziale (Ft)
2. resistenza alla trazione del materiale
FRESE A SPIANARE
3. sezione trasversale del truciolo
4. numero di inserti in presa
5. fattore di lavorabilità
6. fattore di usura dell'utensile
7. calcolo della coppia
FRESE A 90°
8. calcolo della potenza alla fresa
9. calcolo della potenza al motore
Calcolo di forza tangenziale, coppia e potenza nella fresatura a spianare con frese super positive
S
= resistenza alla trazione del materiale (N/mm2)
A
= area della sezione trasversale del truciolo rimosso
dall'inserto (mm2)
Zc = numero di inserti in presa
Cm = fattore di lavorabilità
Cw = fattore di usura dell'utensile
Il numero di inserti in presa (impegnati simultaneamente con il
materiale in lavorazione) dipende dal numero di inserti "Z" della fresa
e dall'angolo inpegnato (α). Questa relazione è evidenziata dalla
formula:
L'angolo di impegno dipende dalla larghezza del taglio "W" e dal
diametro della fresa "D". Questo angolo viene ricavato dalla
geometria della Figura 2 (le formule per il calcolo dell'angolo e il
numero di inserti in presa con qualsiasi larghezza di taglio sono
fornite nell'Appendice 2, a pagina 540).
2. resistenza alla trazione del materiale (N/mm2)
Figura 2: Schema per il calcolo del numero di inserti nel taglio
=
fresa
2
=
pezzo
α
=
angolo impegnato
α1
=
angolo tra asse centrale e raggio della fresa e punto
periferico di uscita o entrata
W
=
larghezza di taglio (woc)
D
=
diametro fresa
fm
=
movimento di avanzamento del pezzo
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
DATI TECNICI
1
INDICE
dove HB = numero di durezza Brinell ottenuto, principalmente con
un carico di 3000 kgf. Quando si controllano metalli dolci quali
leghe di alluminio, viene utilizzato un carico da 500 kgf. La durezza
ottenuta a 500 kgf deve essere convertita nella durezza equivalente
al carico di 3000 kgf, utilizzando il fattore di carico 1,15. Ad
esempio, 130 HB con un carico di 500 kgf equivale a 150 HB con
un carico di 3000 kgf (130 x 1,15 = 150). Se la durezza viene fornita
con valori Rockwell "B" o Rockwell "C", consultare l'Appendice 1
(pagina 540).
FRESE PER FILETTARE
La relazione approssimativa fra la resistenza alla trazione del
materiale e la durezza della maggior parte dei materiali utilizzati
quali acciaio, ferro (per esempio: ghisa grigia), leghe di titanio
(Ti – 6Al – 4V) e leghe di alluminio (2024, 5052), può essere
espressa dalla formula empirica:
S = 5 x HB (N/mm)2)
STAMPI E MATRICI
4. numero di inserti in presa (Zc)
FRESE CON
INSERTI CERAMICI
dove:
Figura 1: Area della sezione trasversale del truciolo e forma
dell'inserto
FRESE CLASSICHE
Il calcolo della forza tangenziale è importante, in quanto produce
una coppia al mandrino e rappresenta la maggior parte della
potenza di lavorazione sull'utensile di fresatura. L'utilizzo di questa
formula per il calcolo delle forze tangenziali è un modo rapido per
determinare approssimativamente a quali forze saranno sottoposti i
dispositivi di fissaggio, le sezioni delle pareti dei pezzi o i cuscinetti
dei mandrini. La forza tangenziale viene calcolata per mezzo della
formula seguente:
FRESE A DISCO
1. calcolo della forza tangenziale (N)
525
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
Calcolo di forza tangenziale, coppia e potenza nella fresatura a spianare con frese super positive
Se la larghezza di taglio equivale al diametro della fresa (W/D = 1,0),
6. fattore di usura dell'utensile (Cw)
l'angolo di
Per la fresatura con utensili con taglienti affilati (lavorazioni brevi), il
fattore di usura dell'utensile sarà Cw = 1,0. Per lavorazioni più
lunghe (prima della sostituzione inserti) verranno considerati i
seguenti fattori di usura dell'utensile:
impegno è. Se la larghezza di taglio equivale a metà del diametro
INSERTI
della fresa (W/D = 0,5)
l'angolo di impegno sarà . I valori di Zc dipendenti dai rapporti W/D,
sono riportati nella Tabella 1.
FRESE A 90°
FRESE A SPIANARE
Tabella 1
W/D
Zc
0,88
0,38Z
0,80
0,35Z
0,75
0,33Z
0,67
0,30Z
0,56
0,27Z
0,38
0,21Z
0,33
0,20Z
0,19
0,14Z
0,125
0,12Z
Il fattore di lavorabilità viene utilizzato per indicare il grado di
difficoltà nella lavorazione di vari materiali. La Tabella 2 mostra i
valori dei fattori di lavorabilità per alcuni dei materiali più comuni.
Cm
W/D=1,0
1,3
2,3
1,3
1,4
1,1
FRESE A DISCO
0,67<W/D<1,0
1,15
2,15
1,15
1,20
1,05
STAMPI E MATRICI
W/D≤0,67
1,0
2,0
1,0
1,0
1,0
I valori di Cm sono basati su prove di fresatura con differenti
condizioni con un dinamometro di coppia. È stato evidenziato come
il fattore di lavorabilità dipenda dal tipo di materiale da lavorare e dal
rapporto fra larghezza di taglio radiale e diametro della fresa (W/D).
FRESE CON
INSERTI CERAMICI
Cw = 1,3
7. calcolo della coppia (Nm)
T = Ft x D/2
(Nm)
dove D = diametro della fresa (mm)
8. calcolo della potenza (HPc o HPm)
Tabella 2
acciai al carbonio e leghe
acciaio inossidabile
ghisa grigia
leghe di titanio
leghe di alluminio
FRESE CLASSICHE
Cw = 1,1
Cw = 1,2
La coppia "T", generata dalla forza tangenziale, viene calcolata
utilizzando la seguente formula:
5. fattore di lavorabilità (Cm)
materiale da lavorare
Questo rapporto determina l'uniformità dello spessore del truciolo.
Quando W/D = 1,0, il truciolo al punto di entrata inizia con spessore
zero. Aumenta quindi allo spessore massimo sull'asse centrale della
fresa per poi assottigliarsi nuovamente a zero sul punto di uscita.
Questo tipo di taglio genera il massimo attrito sul tagliente e il
fattore di lavorabilità raggiunge il valore massimo. Le condizioni
ottimali di taglio si ottengono quando W/D = 2/3 = 0,67. Lo spessore
del truciolo è praticamente uniforme, l'attrito è minimo e il fattore di
lavorabilità scende al valore minimo.
Verifiche più estese determineranno i fattori di lavorabilità per una
più vasta varietà di materiali da lavorare e miglioreranno la
precisione del calcolo delle forze tangenziali e l'assorbimento di
potenza.
La potenza di lavorazione alla fresa (taglienti affilati) viene calcolata
con una delle seguenti formule:
o
dove
Vc = velocità di taglio periferica (m/min)
n = velocità del mandrino (giri/min)
13410 e 21359 = fattori di conversione
9. La potenza richiesta del motore viene calcolata utilizzando la
formula seguente (HPm):
dove E = fattore di efficienza della macchina utensile
(E = da 0,75 a 0,90)
NOTA: l'efficienza del mandrino varia da 75 a 90%.
INDICE
DATI TECNICI
FRESE PER FILETTARE
fresatura a spianare leggera
fresatura a spianare generica
fresatura a spianare pesante
526
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
Calcolo di forza tangenziale, coppia e potenza nella fresatura a spianare con frese super positive (continua)
Calcoli passi per successivi
1. calcolo della forza tangenziale
Esempi di calcolo della potenza
1.1 resistenza alla trazione del materiale da lavorare
D
Z
= 125 mm
= 6
S = 5 x HB = 5 x 220 = 1100 N/mm2
INSERTI
valori di partenza
fresa KSOM125R06OF07:
diametro effettivo
numero di inserti
1.2 area della sezione trasversale del truciolo
materiale da lavorare:
acciaio legato AISI 4140
durezza 220 HB
A = doc x fz = 4 x 0,3 = 1,2 mm2
=
=
=
=
=
=
=
458 giri/min
180 m/min
824 mm/min
0,3 mm
4 mm
90 mm
0,72
rapporto tra larghezza taglio e diametro (w/d)
W/D = 90 / 125 = 0,72 (Vedi Tabella 1, pagina 526)
Ora utilizzare il valore Zc indicato nella Tabella 1 sotto 0,72.
Zc = 0,33 x Z = 0,33 x 6 = 2 inserti in presa.
NOTA: Z = numero di inserti nella fresa.
FRESE A 90°
n
Vc
Vf
fz
doc
woc
W/D
FRESE A SPIANARE
1.3 numero di inserti in presa:
condizioni di lavorazione:
velocità del mandrino
velocità di taglio
velocità di avanzamento
mm per dente (spessore truciolo)
profondità di taglio assiale
larghezza di taglio radiale
rapporto W/D
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
1.4 forza tangenziale
Ft = S x A x Zc x Cm x Cw
FRESE A DISCO
Ft = 1100 x 1,2 x 2 x 1.1 x 1.1 = 3194 N
NOTA: Cm = 1,1 e Cw = 1,1
STAMPI E MATRICI
2. calcolo della coppia sulla fresa
3. calcolo della potenza
FRESE CON
INSERTI CERAMICI
Alla fresa... formule di riferimento paragrafo 8, pagina 526
o
Al motore... formula di riferimento paragrafo 9 a pagina 526, dove
INDICE
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
E = fattore di efficienza della macchina utensile
(E = da 0,75 a 0,90)
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
527
Finitura superficiale
La finitura superficiale può rappresentare una specifica importante per
un pezzo lavorato. La finitura prodotta dalle frese ad inserti varia
solitamente da 0,80 a 3,2 Ra. Quest'ampio intervallo può essere
influenzato da più variabili, quali materiale da lavorare, rigidità della
macchina, allineamento dal mandrino, dispositivi di fissaggio, geometria
dell'inserto, usura dell'inserto, velocità di taglio e avanzamento,
saldatura del truciolo provocata dal calore e vibrazioni.
Sarà possibile ottenere una buona finitura quando si utilizza la corretta
combinazione di geometria della fresa, tipologia dell'inserto e velocità di
taglio e avanzamento per il materiale da fresare. È anche importante che
il pezzo sia fissato correttamente e che la macchina sia in buone
condizioni di manutenzione.
La Figura 1 illustra come sia possibile ottenere finiture migliori utilizzando
un inserto con raggio di punta maggiore, con tratto piano o wiper. Ciò
tende ad eliminare o ridurre i segni di avanzamento. Oltre alla geometria
della punta dell'inserto, è importante posizionare correttamente ciascun
inserto in relazione agli altri inserti. Ad esempio, se tutti gli inserti hanno
la stessa geometria di punta e sono inseriti nel corpo della fresa ad
un'altezza frontale di circa 0,025 mm l'uno rispetto all'altro, la finitura
prodotta sarà migliore di quella che si otterrebbe con inserti ad
un'altezza di 0,07 mm.
È inoltre possibile ottenere finiture migliori aumentando la velocità e
riducendo l'avanzamento. Tuttavia, tenere presente che aumentando la
velocità aumentano le temperature di taglio e quindi si può ridurre la
durata del tagliente dell'inserto.
La finitura non
necessariamente sarà la
stessa su tutte le aree
della superficie fresata.
La Figura 2 mostra che la
Ra della finitura sarà
inferiore nell'area dove i
raggio di
segni di avanzamento
punta ridotto
sono più vicini l'uno con
l'altro e superiore dove i
segni di avanzamento
sono più distanziati.
Nella Figura 3, il valore Ra sarà inferiore in prossimità del diametro
esterno del taglio, dove i segni di avanzamento sono più vicini e
maggiore al centro, dove i segni di avanzamento sono più spaziati. I
picchi prodotti sono più alti al centro della fresa, quando viene
posizionata nel taglio e più bassi sul diametro esterno della fresa, come
illustrato di seguito nelle Figure 3 e 4.
picchi più alti
picchi più bassi
Figura 3: Il Ra della finitura è maggiore dove i
segni di avanzamento sono spaziati.
Sia la finitura, sia la planarità, dipendono dai segni di avanzamento.
Dai picchi più alti fino a quelli più bassi si genera una conicità.
conico
fresa
i trucioli sono più spessi
al centro della fresa e
più sottili sul diametro
esterno di essa.
pezzo
vista laterale
del pezzo
(esagerata)
Figura 4: Dai picchi più alti fino a quelli più bassi si crea una conicità.
Sia la finitura, sia la planarità, dipendono dai segni di avanzamento. Dai
picchi più alti fino a quelli più bassi si crea una conicità.
raggio di punta
maggiore
La planarità influisce anche sulla tolleranza del pezzo. Tale effetto è
maggiormente predominante nel caso della fresatura laterale di entrambi
i lati del pezzo, come indica la Figura 5.
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
FRESE A DISCO
FRESE A 90°
FRESE A SPIANARE
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
FRESE PER FILETTARE
angolo piatto
(sfaccettatura)
Figura 1: Un raggio di punta maggiore o tratto piano
sull'inserto producono finiture migliori per la fresatura.
La soluzione più semplice per ottenere una finitura superficiale costante
e migliore con minima conicità, consiste nel ridurre o appiattire i picchi
tra i segni di avanzamento. Per ottenere ciò, è sufficiente introdurre un
inserto con una configurazione dell'angolo in grado di eliminare o ridurre
i picchi. La Figura 5 riporta una modifica esagerata della larghezza del
pezzo, dovuta a planarità e conicità.
superficie fresata
DATI TECNICI
alto valore Ra di finitura
INDICE
segni di
avanzamento
basso valore Ra di finitura
Figura 2: La qualità Ra della finitura corrisponde
alla distanza fra i segni di avanzamento.
528
Figura 5: La planarità influenza maggiormente la
tolleranza del pezzo fresandone entrambi i lati.
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
soluzione
Verificare la presenza di inserti
sporgenti, sporcizia nelle sedi, nel
mandrino o sulla faccia di montaggio
della fresa. Verificare inoltre la
presenza di sbavature sul tagliente e
sedi danneggiate.
runout fresa
l'inserto wiper è troppo alto
picco
vibrazione
Ra
alto
picco
Ridurre la velocità di avanzamento
o un inseto wiper con larghezza del
piano maggiore.
Inserire l'inserto wiper (da 0,025 a
0,04 mm) al di sopra dell'inserto più
alto.
Controllare la rigidità della macchina e
il dispositivo di fissaggio della tavola.
Controllare l'albero e il mandrino,
regolare la velocità di avanzamento,
regolare la velocità di rotazione o
ridurre la larghezza di taglio.
Considerare una fresa con meno sedi.
segno di avanzamento
segni di avanzamento
STAMPI E MATRICI
Ra
basso
FRESE A 90°
avanzamento per giro
supera piano wiper
FRESE A SPIANARE
inserto usurato o scheggiato Sostituire l'inserto.
FRESE A DISCO
segno di avanzamento
causa
A
Figura 6: Picchi prodotti con un inserto con raggi standard (in alto)
confrontati con quelli prodotti con un inserto wiper con raggio
maggiore (in basso).
segni di avanzamento
B
INDICE
DATI TECNICI
FRESE PER FILETTARE
Figura 7: Segni di avanzamento prodotti da un inserto con raggio di punta
(A) confrontati con quelli prodotti da un inserto wiper (B).
FRESE CON
INSERTI CERAMICI
Gli inserti wiper sono normalmente impostati da 0,025 a
0,04 mm al di sopra dell'inserto nella posizione più alta della
fresa, in modo da garantire una buona azione di pulitura. Gli
inserti wiper Kennametal sono generalmente progettati per
essere alloggiati in qualsiasi sede del corpo della fresa. Ciò
significa che sarà possibile utilizzare uno o più inserti wiper. Gli
inserti wiper intercambiabili possono essere usati per bilanciare
il carico sulla periferia del taglio nell'avanzamento per dente.
Finitura superficiale scarsa
FRESE CLASSICHE
Le Figure 6 e 7 confrontano i segni di avanzamento prodotti
con un inserto con raggio di punta e quelli prodotti con un
inserto wiper. Gli inserti wiper con grandi raggi per
l'eliminazione o la riduzione dei picchi (Figura 7) sono utilizzati
con successo per produrre finiture con Ra inferiore a 2,5.
Le Figure 6 e 7 mostrano che l'inserto wiper è progettato per
"spuntare" i picchi dei segni di avanzamento. Si otterrà una
finitura superficiale e una planarità della superficie migliore e
una minore conicità.
INSERTI
Finitura superficiale (continua)
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
529
Finitura superficiale (continua)
Il posizionamento del dispositivo di misura in un'area specifica della
superficie fresata influenzerà la misura. Inoltre, la finitura di una
superficie misurata perpendicolarmente alla direzione di
avanzamento risulterà migliore che non misurata parallelamente alla
direzione di avanzamento. Questo in genere non dipende dalle
condizioni del pezzo e del materiale (vedere Figura 8).
Modificando la larghezza di taglio dello strumento per la misura
della superficie influenzerà il valore Ra della misura.
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
FRESE A DISCO
FRESE A SPIANARE
Misura della finitura ottenuta con un'operazione di fresatura
Non affidarsi alla vista o alle unghie per determinare la finitura di una
superficie. Dato che le unghie sono circa 25 volte più spesse della
punta dello stilo di uno strumento per la misurazione delle superfici,
scivoleranno sui picchi della superficie, ignorando gli avvallamenti.
Utilizzare uno strumento per la misura delle superfici, dato che
l'aspetto della finitura della superficie può ingannare. Ad esempio, la
luce riflessa da un motivo uniforme di fresatura di una superficie avrà
un aspetto più uniforme di un motivo casuale. Inoltre, una superficie
lucida apparirà più uniforme di una opaca.
FRESE A 90°
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
Ra finitura
2,5
2,0
1,5
1,0
0,5
0
0,76
0,25
Larghezza di taglio
2,5
mm
Record del profilo della superficie
La Figura 9 mostra la variazione della rugosità creata aumentando la
larghezza di taglio dello strumento. Maggiore è il taglio (vedi Figura 9)
maggiore sarà il valore Ra della finitura. Ad esempio, la Figura 10
dimostra che una larghezza di 0,25 mm produrrà un valore di Ra di
0,6, mentre una larghezza di 0,76 mm produrrà un valore di Ra di 2,0.
Inoltre, la Figura 10 dimostra che la maggior parte dei dispositivi di
misurazione sono forniti di larghezze di taglio di 0,25 mm, 0,76 mm e
2,54 mm. Nella maggior parte dei casi è preferibile la larghezza di
0,76 mm.
La Figura 11 mostra i simboli standard delle superfici, che
specificano rugosità massima e minima, ondulazione e direzione dei
solchi, vale a dire la direzione nella quale viene effettuata la
misurazione.
larghezza ondulazione
altezza ondulazione
Metodo preferito
0,05 - 2 mm
Larghezza di taglio rugosità
rugosità max.
1,6
rugosità min.
0,8
FRESE CLASSICHE
0,25 mm
0,12 mm
direzione
dei solchi
larghezza rugosità
FRESE PER FILETTARE
Figura 11: Simboli superficie standard
direzione di avanzamento
Figura 8: Misurazione della finitura superficiale
INDICE
DATI TECNICI
Taglio
(2,54 mm)
Larghezza di taglio 0,25 mm
Figura 9: L'aumento della larghezza di taglio crea una variazione della rugosità.
530
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
Introduzione
La risoluzione dei problemi deve essere eseguita con un metodo
sequenziale per identificare e risolvere i problemi di fresatura. Questi
problemi possono essere identificati come rottura prematura del
tagliente dell'inserto, aspetto del pezzo, rumore o vibrazione della
macchina e aspetto della fresa. La riuscita della risoluzione dei
problemi richiede di identificare correttamente il problema, quindi
prendere le necessarie azioni correttive un passo alla volta. Le
cinque aree di interesse sono:
3. macchina
4. pezzo
5. regolazione/fissaggio
FRESE A SPIANARE
1. materiale dell'utensile da
taglio (qualità)
2. fresa/mandrino
Questa sezione discute le possibili cause dei problemi e consiglia
azioni correttive per ciascuna delle cinque aree elencate. Ricordare
che se si intraprendono più passaggi contemporaneamente, la reale
causa del problema potrebbe non venire mai scoperta.
Intraprendere sempre una misura correttiva alla volta.
INSERTI
Problemi e soluzioni relativi alle condizioni del tagliente
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
La scheggiatura può anche essere causata da ulteriori tagli dei trucioli. Ad esempio, si consideri un'operazione di scanalatura dove lo spazio
di espulsione del truciolo o lo spazio dei canalini non consente una corretta espulsione. In questo caso, inoltre, si verificherà un
impaccamento dei trucioli.
Nella maggior parte dei casi, utilizzando un tagliente più tenace e/o con una preparazione differente, ad esempio una maggiore onatura o
T-land o passando da una geometria della fresa a 90° ad una fresa con angolo di registrazione, il problema verrà risolto.
soluzione
vibrazione
Verificare la rigidità del sistema per ottenere un corretto serraggio del pezzo.
Verificare l'usura di guide/cuscinetti.
Verificare il corretto montaggio della fresa.
preparazione
Utilizzare il tagliente onato o T-land con le maggiori dimensioni possibili.
scheggiatura
tagliente
qualità
FRESE CON
INSERTI CERAMICI
causa
Utilizzare una qualità più tenace.
tagliente di riporto Aumentare la velocità.
trucioli tagliati più
volte
Ridurre l'avanzamento per dente
Selezionare una geometria di fresa con un passo corretto per l'espulsione
FRESE CLASSICHE
avanzamento
dei trucioli.
Utilizzare getti d'aria o di refrigerante per rimuovere i trucioli.
problema
causa
soluzione
formazione di intagli
qualità
avanzamento
velocità
preparazione tagliente
programmazione
Sostituire l'angolo di registrazione della fresa.
Utilizzare una qualità di metallo duro più resistente all'usura.
Ridurre l'avanzamento per dente
INDICE
geometria della fresa
DATI TECNICI
2. Formazione di intagli: Si verificano quando vi sono scheggiature o usura localizzate sulla linea della profondità di taglio sulla spoglia
frontale e sul fianco dell'inserto. La formazione di intagli è causata principalmente dalle condizioni del materiale del pezzo. Materiali che
tendono a causare la formazione di intagli comprendono: croste di forgiatura abrasive sul pezzo, proprietà abrasive di leghe ad alta
temperatura quale Iconel, superficie indurita causata da precedenti operazioni di lavorazione o materiali che hanno subito trattamenti termici
al di sopra di 55 HRC.
FRESE PER FILETTARE
problema
STAMPI E MATRICI
1. scheggiatura: All'occhio inesperto appare come una normale usura sul fianco. In effetti, le normali superfici di usura sul fianco
presentano un motivo di usura sottile e uniforme, mentre un'area formata da una scheggiatura presenta una superficie seghettata e
irregolare. Se la scheggiatura non viene rilevata immediatamente, potrà apparire come una formazione di intagli.
FRESE A DISCO
FRESE A 90°
Problemi e soluzioni relativi alle condizioni del tagliente
Ridurre la velocità.
Utilizzare inserti onati o T-land.
Variare la profondità di taglio su materiali molto abrasivi.
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
531
Problemi e soluzioni relativi alle condizioni del tagliente (continua)
3. incrinature termiche: Queste incrinature si formano perpendicolarmente al tagliente dell'inserto e sono causate dalle variazioni estreme
di temperature che la fresatura comporta. In un giro della fresa, l'inserto inizia a tagliare e la temperatura sale rapidamente quando entra nel
taglio. Lo spessore variabile del truciolo contribuisce inoltre a modificare la temperatura durante il taglio. Quando l'inserto esce dal taglio, il
flusso d'aria o di refrigerante lo raffreddano rapidamente prima di rientrare nel taglio.
Queste variazioni di temperatura causano fatica termica nell'inserto e possono causare incrinature termiche. All'occhio inesperto, incrinature
termiche avanzate possono apparire come scheggiature.
problema
causa
soluzione
incrinature termiche
velocità e
Ridurre la temperatura del tagliente riducendo la velocità di taglio e, se possibile,
avanzamento
refrigerante
qualità
l'avanzamento per dente.
Interrompere il flusso di refrigerante.
Utilizzare utensili rivestiti progettati per fresatura a umido.
4. tagliente di riporto: Questa condizione comporta l'adesione di strati di materiale del pezzo alla superficie superiore dell'inserto. I
frammenti induriti del materiale accumulato, periodicamente si staccano, lasciando una depressione di forma irregolare lungo il tagliente e
causando danni al pezzo e all'inserto. Inoltre le forze di taglio, a causa dell'accumulo, aumenteranno.
problema
causa
soluzione
tagliente di riporto
velocità
avanzamento
refrigerante
Aumentare la velocità (Vc).
Aumentare l'avanzamento per dente.
Utilizzare refrigerante a nebbia o a spruzzo per evitare l'adesione dei trucioli
qualità
Utilizzare inserti con tagliente affilato PVD.
Velocità più alte su determinate leghe non ferrose richiedono inserti con schegge
STAMPI E MATRICI
FRESE A DISCO
FRESE A 90°
FRESE A SPIANARE
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
sull'inserto durante la lavorazione di acciaio inossidabile o di leghe d'alluminio.
preparazione
tagliente
Utilizzare inserti PVD con tagliente affilato e spoglia positiva o inserti lucidati
(J-polished).
5. formazione di crateri: Sulla spoglia superiore dell'utensile si forma una depressione relativamente uniforme e regolare. La formazione di
crateri avviene in due modi:
1. Il materiale che aderisce alla superficie superiore dell'inserto si stacca, portando con sé piccoli frammenti della superficie superiore
dell'inserto.
2. Si crea calore dovuto all'attrito del flusso di trucioli sulla superficie superiore dell'inserto. Ad un certo punto, questo accumulo di calore
ammorbidisce la parte di inserto posteriore al tagliente e rimuove particelle minute dell'inserto fino a formare un cratere.
La formazione di crateri si verifica raramente durante la fresatura, ma si può verificare durante la lavorazione di alcune leghe di acciaio e
ghisa. Se la formazione di crateri è eccessiva, il tagliente potrebbe cedere e causare la rottura dell'inserto.
problema
causa
soluzione
formazione di crateri
qualità
velocità
preparazione
Utilizzare una qualità più resistente all'usura.
Ridurre la velocità di taglio.
Utilizzare un inserto T-land di dimensioni inferiori o regolare l'avanzamento al valore
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
riportate in diamante o diamantati.
corretto per T-land.
INDICE
tagliente
532
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
Problemi e soluzioni relativi alle condizioni del tagliente (continua)
causa
soluzione
usura sul fianco
velocità
Controllare quest'area per prima. Ricalcolare sfm (Vc) per verificarne la correttezza.
Ridurre la velocità senza ridurre l'avanzamento per dente.
avanzamento Aumentare l'avanzamento per dente. L'avanzamento dovrebbe essere
sufficientemente alto da evitare il puro sfregamento che si verifica con trucioli sottili.
grado
Utilizzare un grado più resistente all'usura.
Passare ad un grado ricoperto, nel caso se ne utilizzi uno non ricoperto.
geometria
Ispezionare l'inserto per determinare se si sta utilizzando lo stile corretto nella fresa.
fattori multipli
causa
soluzione
sistema
avanzamento geometria
rigidità del
della fresa
Verificare che la fresa non sia allentata.
Migliorare la rigidità del dispositivo di fissaggio e della fresa.
Verificare la presenza di componenti usurati o installazione incorretta degli inserti.
Ridurre il tratto utile del gruppo fresa e albero.
STAMPI E MATRICI
problema
FRESE A DISCO
7. fattori multipli: Quando usura, scheggiature, rotture termiche e rotture generali si verificano contemporaneamente, l'operatore della
macchina deve ricercare le cause del problema non solo nelle normali regolazioni di avanzamento, velocità e profondità di taglio.
L'accuratezza dei parametri di velocità, avanzamento e profondità di taglio devono essere riesaminati, ma è anche anche necessario
ispezionare la rigidità del sistema per evidenziare parti allentate o usurate.
Ridurre la velocità di avanzamento per alleviare le forze di taglio.
Se possibile, utilizzare una fresa con angolo di registrazione per ridurre le forze sulla
testa dell'inserto.
INDICE
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
Se possibile, utilizzare un raggio di punta maggiore.
inserto/qualità Utilizzare inserti con T-land.
Utilizzare una qualità di metallo duro più tenace.
FRESE CON
INSERTI CERAMICI
dell'inserto
FRESE A 90°
problema
FRESE A SPIANARE
INSERTI
6. Usura sul fianco: L'usura sul fianco è meno problematica in quanto può essere prevista. L'usura eccessiva sul fianco aumenta le forze di
taglio e crea una finitura superficiale scarsa. Quando l'usura raggiunge un grado inaccettabile o diventa imprevedibile, gli elementi
fondamentali da controllare sono velocità, avanzamento, qualità e geometria dell'inserto/della fresa.
NOTA: gli inserti devono essere sostituiti per la sgrossatura (usura del fianco da 0,38 a 0,50 mm) e la finitura (usura del fianco da 0,25 a
0,38 mm o prima di raggiungerla).
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
533
Matrice per la risoluzione dei problemi con i moderni materiali per utensili da taglio
Questa matrice spiega le aree specifiche nelle quali i moderni materiali per utensili
da taglio offrono prestazioni diverse rispetto a quelli in metallo duro, rivestiti e non
rivestiti, durante il processo di identificazione e risoluzione dei problemi.
materiale utensili da
problema
taglio
cermets
scheggiatura
KT530M
rottura (frattura)
FRESE A 90°
FRESE A SPIANARE
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
soluzione
commenti
Ridurre l'avanzamento per inserto.
Interrompere il flusso di refrigerante.
Utilizzare inserti onati o T-land.
Eccellente resistenza al tagliente di
Ridurre la profondità di taglio e lo
spessore del truciolo.
Aumentare la velocità.
Utilizzare inserti onati o T-land.
La qualità KT530M è nota per i suoi
formazione di
sialon
Kyon 1540
Kyon 2100
intagli
piccole
Ridurre l'onatura o le dimensioni della
È normale che si verifichino piccole
scheggiature
FRESE A DISCO
preparazione dei taglienti T-land.
Pre-smussare i pezzi per eliminare i
punti di fatica sul tagliente dell'inserto.
Variare la profondità di taglio.
scheggiature, in particolare su Inconel.
usura sul fianco
Utilizzare 0,2 mm come criterio di
frattura
Non applicare una coppia eccessiva al
sostituzione inserto.
riporto.
Qualità per fresatura a secco; non
utilizzare refrigerante.
massimi livelli di robustezza e resistenza
alla scheggiatura sul tagliente a velocità
moderate e spessore del truciolo medio.
Eccellente per la lavorazione di materiali
a base di nichel superiori a 35 HRC.
Disponibile con inserti a spoglia
positiva.
Funzionamento a secco - non utilizzare
refrigerante.
Adatto all'utilizzo su acciai inossidabili
PH.
Utilizzare KY1540 a meno di 600 m/min.
nitruro di silicio
Kyon 3500
usura sul fianco
scheggiatura
rottura
Ridurre la velocità.
Aumentare l'avanzamento.
Utilizzare senza refrigerante.
Fornisce una combinazione ottimale di
Modificare la preparazione del tagliente
Ridurre lo spessore del truciolo.
Ridurre la profondità di taglio.
Utilizzare un inserto più spesso.
resistenza generale e resistenza
all'usura nella lavorazione ad alta
velocità su ghise.
Vasta gamma di (Vc).
Il Kyon 3500 è noto per la massima
tenacità generale e la tenacità alla
scheggiatura del tagliente a velocità alte
con avanzamenti pesanti e moderati.
INDICE
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
dispositivo di fissaggio.
534
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
finitura
Utilizzare in una o due sedi un
inserto KD1410 con schegge
riportate come inserto wiper.
Qualità da sgrossatura a semi-finitura.
Eccellente durata dell'utensile quando si
KB1340 nitruro di boro
cubico policristallino
lavorano leghe di alluminio con un contenuto di
silicio minore o uguale a 12%.
Confronto tra frese con taglienti multipli e
tagliente singolo con schegge riportate in PCD.
Meno costoso del KD1410 con schegge
riportate PCD rettificato.
scheggiatura Controllare la rigidità del sistema. Utilizzare su acciai temprati,
e rottura
ghise e alcune leghe resistenti alle alte
Potrebbe essere necessaria
ulteriore preparazione del
tagliente (onatura o T-land).
INSERTI
FRESE A DISCO
sbavature e
temperature (a base di nichel).
Applicazioni: Acciai temprati a base di nichel e
INDICE
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
ad alto tenore di cromo, ghise e acciai temprati
per utensili (50-65 HRC).
KB1340 con schegge riportate in CBN per sola
finitura; un solo tagliente.
Riaffilabile/registrabile.
STAMPI E MATRICI
diamantato
KDF300
FRESE A SPIANARE
materiale utensili
problema
soluzione
commenti
da taglio
diamante policristallino scheggiatura Controllare la rigidità del sistema. Eccellente resistenza all'usura per migliore
(scheggia riportata)
e rottura
controllo delle dimensioni e finitura della
Ridurre lo spessore del truciolo.
KD1410
superficie.
Aumentare (Vc).
KD1415
Preparazione tagliente
Durata insuperata dell'utensile quando si
KD1420
esegue la lavorazione di leghe d'alluminio,
materiali non ferrosi e non metallici con velocità
elevate (Vc).
Utilizzabile con refrigerante.
Riaffilabile/registrabile.
FRESE A 90°
Matrice per la risoluzione dei problemi con i moderni materiali per utensili da taglio (continua)
FRESE IN METALLO
DURO INTEGRALE
Informazioni tecniche
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
535
durezza
Brinell
HB
654
634
615
595
577
560
543
525
512
496
481
469
455
443
432
421
409
400
390
381
371
362
353
344
336
327
319
311
301
294
286
279
271
264
258
da pollice a metrico
Rockwell
HRB HRC
—
60
—
59
—
58
—
57
—
56
—
55
—
54
—
53
—
52
—
51
—
50
—
49
—
48
—
47
—
46
—
45
—
44
—
43
—
42
—
41
—
40
—
39
—
38
—
37
109,0 36
108,5 35
108,0 34
107,5 33
107,0 32
106,0 31
105,5 30
104,5 29
104,0 28
103,0 27
102,5 26
Brinell
HB
253
247
243
237
231
228
222
216
210
205
200
195
190
185
180
176
172
169
165
162
159
156
153
150
147
144
141
139
137
135
132
130
127
125
123
Rockwell
HRB HRC
101,5
25
101,0
24
100,0
23
99,0
22
98,5
21
98,0
20
97,0
18,6
96,0
17,2
95,0
15,7
94,0
14,3
93,0
13
92,0
11,7
91,0
10,4
90,0
9,2
89,0
8
88,0
6,9
87,0
5,8
86,0
4,7
85,0
3,6
84,0
2,5
83,0
1,4
82,0
0,3
81,0
—
80,0
—
79,0
—
78,0
—
77,0
—
76,0
—
75,0
—
74,0
—
73,0
—
72,0
—
71,0
—
70,0
—
69,0
—
diametro Ø
pollici
mm
.314
8,0
.375
9,5
.393
10,0
.472
12,0
.500
12,7
.625
15,9
.630
16,0
.750
19,1
.787
20,0
.875
22,2
.984
25,0
1,000
25,4
1,259
32,0
1,500
38,1
1,968
50,0
2,000
50,8
2,480
63,0
2,500
63,5
diametro Ø
pollici
mm
3,000
76,2
3,149
80,0
3,500
88,9
3,937
100,0
4,000
101,6
4,921
125,0
5,000
127,0
6,000
152,4
6,299
160,0
7,000
177,8
7,874
200,0
8,000
203,2
9,842
250,0
10,000
254,0
12,000
304,8
12,401
315,0
14,000
355,6
15,748
400,0
profondità di taglio (doc)
pollici
mm
.010
.254
.015
.381
.030
.762
.050
1,270
.100
2,540
.125
3,175
.150
3,810
.250
6,350
.375
9,525
.500
12,700
avanzamento C.P.T.
pollici/T
mm/T
.003
.076
.004
.12
.005
.127
.006
.152
.007
.178
.008
.203
.009
.229
.010
.254
.011
.279
.012
.305
velocità
sfm
m/min.
300
91
400
122
500
152
600
183
800
244
1000
305
1200
366
2000
610
4000
1219
10000
3048
finitura superficiale (Ra)
μ pollici
μm
500
12,5
250
6,3
125
3,2
63
1,6
32
0,8
16
0,4
NOTA: i valori nelle aree ombreggiate sono al di fuori
dei valori normali e sono forniti solo a scopo
informativo.
INDICE
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
FRESE A DISCO
FRESE A 90°
FRESE A SPIANARE
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Tabella di conversione
536
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
grammi
grammi
grammi
grammi
grammi
grammi
grammi
grammi/cm.
grammi/cm cubi
grammi/cm cubi
ettogrammi
ettolitri
ettometri
ettowatt
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
537
INSERTI
FRESE A SPIANARE
FRESE A 90°
FRESE A DISCO
libbre per piede/sec
cavalli
kilowatt
watt
grammi
litri
pollici
metri
millimetri
piedi/minuto
piedi/secondo
chilometri/ora
metri/minuto
miglia/ora
miglia/minuto
piedi/sec./sec.
piedi cubi
pollici cubi
metri cubi
iarde cubi
galloni
litri
pinte (liquidi)
quart (liquidi)
centimetri cubi
piedi cubi
metri cubi
iarde cubi
galloni
litri
pinte (liquidi)
quart (liquidi)
centimetri cubi
piedi cubi
pollici cubi
iarde cubi
galloni
litri
pinte (liquidi)
quart (liquidi)
centimetri cubi
piedi cubi
pollici cubi
metri cubi
galloni
litri
pinte (liquidi)
STAMPI E MATRICI
12,96
0,02356
0,01757
17,57
0,01
0,01
0,3937
0,01
10
1,969
0,03281
0,036
0,6
0,02237
3,728 x 10-4
0,03281
3,531 x 10-5
6,102 x 10-2
10-6
1,308 x 10-6
2,642 x 10-4
10-3
2,113 x 10-3
1,057 x 10-3
16,39
5,787 x 10-4
1,639 x 10-5
2,143 x 10-5
4,329 x 10-3
1,639 x 10-2
0,03463
0,01732
106
35,31
61,023
1,308
264,2
103
2113
1057
7,646 x 105
27
46.656
0,7646
202,0
764,6
1616
quarto (liquidi)
grammi
litri
metri
minuti
radianti
secondi
radianti/secondo
giri/minuto
giri/secondo
grammi
litri
metri
grani
once
grammi
centimetri
pollici
metri
yarde
centimetri/secondo
piedi/secondo
chilometri/ora
metri/minuto
miglia/ora
centimetri/secondo
chilometri/ora
nodi
miglia/minuto
miglia/ora
miglia/minuto
cm/sec./sec.
metri/sec./sec.
British Thermal Units
cavalli–ora
kilogrammi–calorie
chilogrammi–metro
kilowatt–ora
B.T.U./minuto
libbre per piede/sec.
cavalli
kg–calorie/minuto
kilowatt
B.T.U./minuto
cavalli
kg–calorie/minuto
kilowatt
litri/secondo
piedi cubi/ora
eccedenza
piedi/ora
dynes
grani
chilogrammi
milligrammi
once
once (troy)
libbre
libbre/pollice
libbre/piede cubi
libbre/pollice cubi
grammi
litri
metri
watt
FRESE CON
INSERTI CERAMICI
B.T.U./Min
B.T.U./Min
B.T.U./Min
B.T.U./Min
centigrammi
centilitri
centimetri
centimetri
centimetri
centimetri/secondo
centimetri/secondo
centimetri/secondo
centimetri/secondo
centimetri/secondo
centimetri/secondo
cm/sec./sec.
centimetri cubi
centimetri cubi
centimetri cubi
centimetri cubi
centimetri cubi
centimetri cubi
centimetri cubi
centimetri cubi
pollici cubi
pollici cubi
pollici cubi
pollici cubi
pollici cubi
pollici cubi
pollici cubi
pollici cubi
metri cubi
metri cubi
metri cubi
metri cubi
metri cubi
metri cubi
metri cubi
metri cubi
iarde cubi
iarde cubi
iarde cubi
iarde cubi
iarde cubi
iarde cubi
iarde cubi
807,9
0,1
0,1
0,1
60
0,01745
3600
0,01745
0,1667
0,002778
10
10
10
27,34375
0,0625
1,771845
30,48
12
0,3048
1/3
0,5080
0,01667
0,01829
0,3048
0,01136
30,48
1,097
0,5921
18,29
0,6818
0,01136
30,48
0,3048
1,286 x 10-3
5,050 x 10-7
3,241 x 10-4
0,1383
3,766 x 10-7
1,286 x 10-3
0,01667
3,030 x 10-5
3,241 x 10-4
2,260 x 10-5
7,717 x 10-2
1,818 x 10-3
1,945 x 10-2
1,356 x 10-3
0,06308
8,0208
8,0208
area (piedi quadrati)
980,7
15,43
10-3
103
0,03527
0,03215
2,205 x 10-3
5,600 x 10-3
62,43
0,03613
100
100
100
100
FRESE CLASSICHE
per ottenere
per ottenere
FRESE PER FILETTARE
per
iarde cubi
decigrammi
decilitri
decimetri
gradi (angoli)
gradi (angoli)
gradi (angoli)
gradi/secondo
gradi/secondo
gradi/secondo
decagrammi
decalitri
decametri
dramme
dramme
dramme
piedi
piedi
piedi
piedi
piedi/minuto
piedi/minuto
piedi/minuto
piedi/minuto
piedi/minuto
piedi/secondo
piedi/secondo
piedi/secondo
piedi/secondo
piedi/secondo
piedi/secondo
piedi/sec./sec.
piedi/sec./sec.
libbre per piede
libbre per piede
libbre per piede
libbre per piede
libbre per piede
libbre per piede/minuto
libbre per piede/minuto
libbre per piede/minuto
libbre per piede/minuto
libbre per piede/minuto
libbre per piede/secondo
libbre per piede/secondo
libbre per piede/secondo
libbre per piede/secondo
galloni/minuto
galloni/minuto
galloni/minuto
per
DATI TECNICI
moltiplicare
moltiplicare
INDICE
Misure inglesi — se non indicato diversamente, sono quelle
utilizzate negli Stati Uniti e le unità di peso e massa sono unità che
considerano il punto.
Gallone — indica il gallone americano (3,785 l). Per la conversione
in gallone pollice moltiplicare il gallone americano per 0,83267.
Analogamente, la parola ton indica una tonnellata, 2.000 libbre
(987,185 kg).
Esponenti — le cifre 10-1, 10-2, 10-3, ecc. indicano rispettivamente
0,1, 0,01, 0,001, ecc. Le cifre 101, 102, 103, ecc. indicano
rispettivamente 10, 100, 1000, ecc.
Proprietà dell'acqua — il punto di congelamento è a 32°F (0 °C) e il
punto di massima densità è a 39,2°F (4 °C). Nei moltiplicatori che
utilizzano le proprietà dell'acqua i calcoli sono basati sull'acqua a
39,2°F (4 °C) nel vuoto, che pesa 62,427 libbre (28,316 kg) per piede
cubico o 8,345 libbre (3,785 kg) per gallone americano.
FRESE IN METALLO
DURO INTEGRALE
Tabella di conversione
INDICE
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
FRESE A DISCO
FRESE A 90°
FRESE A SPIANARE
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Tabella di conversione
538
moltiplicare
per
per ottenere
cavalli
cavalli
cavalli
cavalli
cavalli
cavalli
cavalli
pollici
chilogrammi
chilogrammi
chilogrammi
chilogrammi
chilolitri
chilometri
chilometri
chilometri
chilometri
chilometri
chilometri/ora
chilometri/ora
chilometri/ora
chilometri/ora
chilometri/ora
chilometri/ora
kilowatt
kilowatt
kilowatt
kilowatt
kilowatt
kilowatt
kilowatt–ora
kilowatt–ora
kilowatt–ora
kilowatt–ora
kilowatt–ora
litri
litri
litri
litri
litri
litri
litri
litri
litri/min.
litri/min.
metri
metri
metri
metri
metri
metri
metri/minuto
metri/minuto
metri/minuto
metri/minuto
metri/minuto
metri/secondo
metri/secondo
metri/secondo
metri/secondo
metri/secondo
metri/secondo
miglia
miglia
miglia
42,44
33,000
550
1,014
10,70
0,7457
745,7
2,540
980.665
2,205
1,102 x 10-3
103
103
105
3281
103
0,6214
1094
27,78
54,68
0,9113
0,5396
16,67
0,6214
56,92
4,425 x 104
737,6
1,341
14,34
103
3415
2,655 x 106
1,341
860,5
3,671 x 105
103
0,03531
61,02
10-3
1,308 x 10-3
0,2642
2,113
1,057
5,886 x 10-4
4,403 x 10-3
100
3,281
39,37
10-3
103
1,094
1,667
3,281
0,05468
0,06
0,03728
196,8
3,281
3,6
0,06
2,237
0,03728
5280
1,609
1760
B.T.U./minuto
libbre per piede/minuto
libbre per piede/secondo
cavalli (sistema metrico)
kg-calorie/minuto
kilowatt
watt
centimetri
dynes
libbre
tonnellate
grammi
litri
centimetri
piedi
metri
miglia
iarde
centimetri/secondo
piedi/minuto
piedi/secondo
nodi
metri/minuto
miglia/ora
B.T.U./min.
libbe per piede/min.
libbre per piede/sec.
cavalli
kg–calorie/min.
watt
B.T.U.
libbre per piede
cavalli–ora
chilogrammi–calorie
chilogrammi–metro
centimetri cubi
pidi cubi
pollici cubi
metri cubi
iarde cubi
galloni
pinte (liquidi)
quart (liquidi)
piedi cubi/secondo
galloni/secondo
centimetri
piedi
pollici
chilometri
millimetri
iarde
centimetri/secondo
piedi/minuto
piedi/secondo
chilometri/ora
miglia/ora
piedi/minuto
piedi/secondo
chilometri/ora
chilometri/minuto
miglia/ora
miglia/minuto
piedi
chilometri
iarde
moltiplicare
miglia/ora
miglia/ora
miglia/ora
miglia/ora
miglia/ora
miglia/ora
miglia/minuto
miglia/minuto
miglia/minuto
miglia/minuto
milligrammi
millilitri
millimetri
millimetri
minuti (angoli)
once
once
once
once
once
once
once
libbre
libbre
libbre
libbre
libbre
libbre
libbre
libbre/piede
libbre/pollice
quadranti (angoli)
quadranti (angoli)
quadranti (angoli)
radianti
radianti
radianti
radianti/secondo
radianti/secondo
radianti/secondo
radianti/secondo/secondo
radianti/secondo/secondo
giri
giri
giri
giri/min
giri/min
giri/min
giri/min/min
giri/min/min
giri/secondo
giri/secondo
giri/secondo
giri/secondo/secondo
giri/secondo/secondo
secondi (angoli)
centimetri quadrati
centimetri quadrati
centimetri quadrati
centimetri quadrati
piedi quadrati
piedi quadrati
piedi quadrati
piedri quadrati
piedri quadrati
per
per ottenere
44,7
centimetri/secondo
88
piedi/minuto
1,467
piedi/secondo
1,609
chilometri/ora
0,8684
nodi
26,82
metri/minuto
2682
centimetri/secondo
88
piedi/secondo
1,609
chilometri/minuto
60
miglia/ora
10-3
grammi
10-3
litri
0,1
centimetri
0,03937
pollici
2,909 x 10-4
radianti
16
dramme
437,5
grani
0,0625
libbre
28,349527
grammi
0,9115
once (troy)
tonnellate
2,790 x 10-5
2,835 x 10-5
tonnellate (metrico)
16
once
256
dramme
7000
grani
0,0005
tonnellate (short)
453,5924
grammi
1,21528
libbre (troy)
14,5833
once (troy)
1,488
kg/metro
178,6
grammi/cm
90
gradi
5400
minuti
1,571
radianti
57,30
gradi
3438
minuti
0,637
quadranti
57,30
gradi/secondo
0,1592
giri/secondo
9,549
giri/minuto
573,0
giri/minuto/minuto
0,1592
giri/secondo/secondo
360
gradi
4
quadranti
6,283
radianti
6
gradi/secondo
0,1047
radianti/secondo
0,01667
giri/secondo
1,745 x 10-3 radianti/secondo/secondo
2,778 x 10-4 giri/secondo/secondo
360
gradi/secondo
6,283
radianti/secondo
60
giri/minuto
6,283
radianti/secondo/secondo
3600
giri/minuto/minuto
4,848 x 10-6
radianti
piedi quadrati
1,076 x 10-3
0,1550
pollici quadrati
10-4
metri quadrati
100
millimetri quadrati
2,296 x 10-5
acri
929,0
centimetri quadrati
144
pollici quadrati
0,09290
metri quadrati
miglia quadrate
3,587 x 10-8
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
per ottenere
Temperatura (°F.) + 460
Temperatura (°F) -32
tonnellate (short)
tonnellate (short)
tonnellate (short)
tonnellate (short)
tonnellate (short)
tonnellate (short)
tonnellate (short)
watt
watt
watt
watt
watt
watt
watt–ora
watt–ora
watt–ora
watt–ora
watt–ora
watt–ora
iarde
iarde
iarde
iarde
1
5/9
2000
32.000
907,18486
2430,56
0,89287
29166,66
0,90718
0,05692
44,26
0,7376
1,341 x 10-3
0,01434
10-3
3,415
2655
1,341 x 10-3
0,8605
367,1
10-3
91,44
3
36
0,9144
Temperatura assoluta (°F.)
temperatura (°C)
libbre
once
chilogrammi
libbre (troy)
tonnellate (long)
once (troy)
tonnellate (sistema metrico)
B.T.U./minuto
libbre per piede/minuto
libbre per piede/secondo
cavalli
chilogrammi–calorie/minuto
kilowatt
B.T.U.
libbre per piede
cavalli–ora
chilogrammi–calorie
chilogrammi–metri
kilowatt–ora
centimetri
piedi
pollici
metri
INSERTI
per
FRESE A SPIANARE
1/9
iarde quadrate
6,452
centimetri quadrati
6,944 x 10-3
piedri quadrati
645,2
millimetri quadrati
247,1
acri
10,76 x 106
piedi quadrati
106
metri quadrati
0,3861
miglia quadrate
1,196 x 106
iarde quadrate
2,471 x 10-4
acri
10,76
piedi quadrati
3,861 x 10-7
miglia quadrate
1,196
iarde quadrate
640
acri
27,88 x 106
piedi quadrati
2,590
chilometri quadrati
3,098 x 106
iarde quadrate
0,01
centimetri quadrati
pollici quadrati
1,550 x 10-3
2,066 x 10-4
acri
9
piedi quadrati
0,8361
metri quadrati
3,228 x 10-7
miglia quadrate
1
Temperatura assoluta (°C)
1,8
temperatura (°F)
moltiplicare
FRESE A 90°
per ottenere
INDICE
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
piedri quadrati
pollici quadrati
pollici quadrati
pollici quadrati
chilometri quadrati
chilometri quadrati
chilometri quadrati
chilometri quadrati
chilometri quadrati
metri quadrati
metri quadrati
metri quadrati
metri quadrati
miglia quadrate
miglia quadrate
miglia quadrate
miglia quadrate
millimetri quadrati
millimetri quadrati
iarde quadrate
iarde quadrate
iarde quadrate
iarde quadrate
Temperatura (°C) + 273
Temperatura (°C) + 17.78
per
FRESE A DISCO
moltiplicare
FRESE IN METALLO
DURO INTEGRALE
Tabella di conversione
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
539
Appendice 1—Conversione durezza Rockwell/Brinell
Se la durezza del materiale da lavorare è disponibile in unità di
misura Rockwell B (HRB) o Rockwell C (HRC), queste devono
essere convertite in valori di durezza Brinell secondo le equazioni
mostrate nella Tabella A e nella Tabella B.
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Dati tecnici
Tabella A. Relazione tra le durezze Brinell-Rockwell C
Equazioni per la conversione della durezza
Rockwell C Hardness (HRC) in durezza
Brinell (HB)
HB = 5,970 x HRC + 104,7
HB = 8,570 x HRC + 27,6
HB = 11,158 x HRC + 79,6
HB = 17,515 x HRC - 401
Durezza Rockwell B
Valori (HRB)
da
a
55
69
70
79
80
89
90
100
Equazioni per la conversione della durezza
Rockwell B Hardness (HRB) in durezza
Brinell (HB)
HB = 1,646 x HRB + 8,7
HB = 2,394 x HRB - 42,7
HB = 3,297 x HRB - 114
HB = 5,582 x HRB - 319
Appendice 2 — Angolo di ingaggio e numero di inserti in presa
STAMPI E MATRICI
FRESE A DISCO
FRESE A 90°
FRESE A SPIANARE
Durezza Rockwell C
Valori (HRC)
da
to
21
30
31
40
41
50
51
60
Tabella B. Relazione tra le durezze Brinell-Rockwell B
W < D/2
D
=
diametro fresa
W
=
larghezza del taglio (woc)
α
=
angolo di ingaggio
α1
=
angolo fra asse centrale e raggio della fresa e punto
periferico di uscita o entrata
Z
=
numero di inserti nella fresa
Zc
=
numero di inserti in presa
INDICE
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
D/2 < W < D
540
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
6. Amorfo: non cristallino; senza alcuna
struttura molecolare, che è caratteristica dello
stato solido.
7. ANSI: American National Standards Institute
(Istituto americano di normalizzazione).
8. Albero: dispositivo progettato per
trasportare e guidare un utensile da taglio di
tipo ad albero. Può essere montato
internamente o sul mandrino di una macchina
utensile.
9. Gioco: reazione durante il processo di
taglio del metallo in cui l'energia potenziale
dell'oggetto in movimento viene
improvvisamente rilasciato quando l'oggetto si
arresta, causando solitamente un rapido
scatto del dispositivo in direzione opposta
rispetto all'ultima direzione di movimento.
10. Base: la superficie del codolo che poggia
contro il supporto e subisce la pressione
tangenziale del taglio.
11. Ossido nero: finitura nera su un metallo
prodotta immergendolo in sali ossidanti caldi o
soluzioni saline.
12. Alesaggio: processo di lavorazione in cui
i diametri interni vengono messi in stretta
relazione con l'asse centrale del mandrino.
Viene molto comunemente utilizzato per
allargare o rifinire fori o altri contorni circolari.
13. Rottura: termine utilizzato per descrivere
una rottura irregolare del materiale sullo
spigolo del pezzo quando l'inserto esce dalla
superficie.
14. Durezza Brinell (BHN): test per
determinare la durezza dei materiali metallici.
Consiste nell'applicazione di un carico noto
sulla superficie del materiale da testare
mediante una sfera di acciaio temprato di
diametro noto. Il diametro impresso
29. "Chucker": macchina normalmente
utilizzata per tagliare un pezzo il cui diametro
sia maggiore della lunghezza.
19. CAM (Computer-Aided Manufacturing,
costruzione assistita dal calcolatore): l'uso
dei computer per controllare la lavorazione e
la fabbricazione.
30. CIM (Computer-Integrated
Manufacturing): utilizzo di computer
interconnessi e software speciale per
l'assistenza in tutte le fasi della produzione.
20. Metallo Duro: combinazione sinterizzata
di cobalto o altro metallo legante e carburi
metallici refrattari adatti a essere utilizzati
come materiale di utensili da taglio.
31. Angolo di spoglia: angolo inferiore o
dietro il tagliente che appoggia nel pezzo.
Senza angolo di spoglia, l'utensile non taglia.
È anche il termine utilizzato in alcuni casi per
definire la spoglia secondaria.
21. Ceramiche: materiale per utensili da
taglio (substrato) composto da ossido di
alluminio e leghe metalliche (ad esempio: TiC),
o nitruro di silicio. Le ceramiche sono in grado
di lavorare acciaio, ferro e superleghe a
velocità maggiori rispetto al matallo duro, ma
hanno bassa resistenza alla tenacità e allo
shock termico.
22. Cermet: materiale per utensili da taglio
(substrato) composto da carbonitruro di titanio
e un legante metallico, solitamente nichel e/o
cobalto. I cermet combinano alcune delle
caratteristiche di alta velocità come le
ceramiche con la resistenza migliorata per la
lavorazione di finitura e semifinitura
dell'acciaio e acciai inossidabili. I cermet
possiedono una resistenza all'usura chimica
maggiore rispetto alla maggior parte dei gradi
di carburo in tungsteno, ma hanno minore
tenacità e resistenza allo shock termico.
23. Smusso:
(1) superficie inclinata al fine di eliminare un
angolo altrimenti affilato.
(2) Uno spigolo angolare scarico all'angolo di
un dente.
(3) La superficie formata dall'eliminazione
tramite taglio degli spigoli e bordi affilati
formati da due superfici di un pezzo metallico.
(4) Una smussatura sul tagliente di un utensile
in metallo duro allo scopo incrementarne la
sua resistenza. L'angolo viene misurato dalla
superficie di taglio verso il basso e può
variaretra 1 e 45 gradi.
24. Smussatura: operazione di tornitura del
metallo utilizzata per rimuovere spigoli taglienti
dal diametro del pezzo.
32. Metallo duro rivestito: i metalli duri
rivestiti hanno un sottile strato di materiale
molto duro depositato sulla loro superficie.
Questo materiale può essere depositato sia da
deposizione da fase vapore fisica che chimica.
I metalli duri rivestiti consentono un aumento
significativo della velocità di taglio e
aggiungono resistenza alla formazione del
cratere e all'abrasione in operazioni di
lavorazione ad alta produttività. Vedere anche
"CVD" e "PVD".
33. Pinza: dispositivo elastico che assicura un
utensile o un pezzo in modo simile al mandrino,
ma che può essere utilizzato solo con una
gamma limitata di dimensioni. Le pinze
solitamente offrono una forza di serraggio e una
precisione maggiore rispetto ai mandrini.
34. Compositi: materiali composti da diversi
elementi uniti da un legante compatibile.
35. Lamatura: applicato a una fresa.
Allargamento del foro della fresa a una o
entrambe le estremità per offrire lo spazio per
un dado, una vite o un bullone, o per offrire un
angolo di spoglia per una spalla su albero o
tornio. Intervallo per facilitare la fabbricazione.
36. Formazione del cratere: problema che
condiziona il tagliente che assomiglia a una
depressione relativamente liscia e regolare
generata sulla parte superiore dell'inserto
(spoglia superiore).
INSERTI
FRESE A SPIANARE
FRESE A 90°
28. Mandrino: alloggiamento per il fissaggio
di un pezzo o di un utensile in una macchina.
FRESE A DISCO
5. Moderni materiali di utensili da taglio:
materiali per utensili da taglio in grado di
resistere alle condizioni estremamente difficili
con elevate velocità di taglio e di temperature.
Questi materiali includono substrati in
ceramica, PCD e PCBN.
18. CAE (Computer-Aided Engineering,
ingegneria assistita dal calcolatore):
funzioni di ingegneria attuate con l'ausilio del
computer e di un software specifico.
27. Scheggiatura: problema di condizione
del tagliente dell'inserto caratterizzata dalla
rottura della punta di taglio durante l'azione di
taglio stessa.
STAMPI E MATRICI
4. Usura per adesione: usura causata dalla
frattura di saldature che si formano in parte
come fenomeno di attrito tra il truciolo e
l'utensile. Quando queste piccole giunzioni si
fratturano, piccoli frammenti di materiale
utensile vengono strappati via e trasportati
sulla parte inferiore del truciolo o dal pezzo.
17. CAD (Computer-Aided Design, disegno
assistito dal calcolatore): funzioni di
creazione del prodotto attuate con l'ausilio de
computer e di un software specifico.
26. Deposizione chimica da fase vapore:
vedere "CVD".
FRESE CON
INSERTI CERAMICI
3. Adesione: metallo di riporto sul tagliente,
solitamente causato da velocità troppo basse.
16. Sbavatura: condizione in cui piccoli
frammenti di materiale del pezzo passano oltre
i fianchi e i punti durante l'uscita dell'utensile
dal taglio.
FRESE CLASSICHE
15. Tagliente di riporto (BUE): fenomeno di
condizione sul tagliente dell'inserto
caratterizzato dall'adesione , o riporto, di strati
di materiale del pezzo che aderiscono sulla
spoglia superiore dell'inserto.
FRESE PER FILETTARE
2. Usura da abrasione: Usura che si verifica
quando le particelle dure vengono rimosse con
il passaggio del truciolo sulla superficie
dell'utensile rimuovendo di conseguenza il
materiale dell'utensile tramite un'azione
meccanica. Queste particelle potrebbero essere
inclusioni abrasive del pezzo, frammenti di un
tagliente di riporto, o particelle di materiale
utensile che sono state rimosse per adesione.
25. "Chatter": il "chatter" è una condizione di
vibrazione che coinvolge la macchina, il pezzo e
l'utensile da taglio. Quando questa Condizione si
verifica, spesso si alimenta autonomamente fino
a quando il problema non viene corretto. Il
"chatter" può essere identificato quando
appaiono delle linee o delle scanalature sul
pezzo a intervalli regolari.
DATI TECNICI
permanente sul metallo viene misurato e
quindi calcolato nel numero di durezza Brinell.
37. Cresta (filettatura): la superficie esterna
della forma filettata che congiunge i fianchi.
38. Nitruro di boro cubico: vedere "PCBN"
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
541
INDICE
1. AA (Arithmetic Average, media
aritmetica): vedere "Ra".
FRESE IN METALLO
DURO INTEGRALE
Glossario
INDICE
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
FRESE A DISCO
FRESE A 90°
FRESE A SPIANARE
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Glossario
39. CVD (Chemical Vapor Deposition,
deposizione chimica da fase vapore):
processo che deposita una pellicola di
materiale duro refrattario in un reattore sigillato
a circa 1000° C con idrogeno gassoso a
pressione atmosferica o inferiore. Vengono
quindi aggiunti all'idrogeno composti volatili
per fornire gli elementi costituenti del
rivestimento. Il processo CVD aa alta
temperatura offre una migliore resistenza
all'abrasione e alla formazione del cratere
rispetto al processo PVD, anche se causa una
tenacità inferiore nei rivestimenti attraverso le
tensioni residue da stress.
del tagliente, poiché può essere previsto.
Viene anche chiamata "usura sul fianco".
40. Tempo ciclo: tempo richiesto per
completare tutte le operazioni di lavorazione
sul pezzo.
52. Faccia:
41. Deformazione: modifica permanente
nella forma di un tagliente dovuta alle forze di
taglio e alla temperatura. La deformazione si
verifica solitamente in lavorazioni pesanti o ad
alta velocità. La deformazione può essere
"plastica" (permanente) o "elastica" (non
permanente).
42. Profondità di taglio ("doc"): distanza
perpendicolare tra la superficie originale e
finale del pezzo.
43. Incisione ad intaglio ("docn"): problema
del tagliente dell'inserto che si manifesta con
scheggiature o usura nella linea "doc"
sull'angolo di spoglia e sul fianco dell'inserto.
44. DIN: standard dell'Istituto tedesco per la
normalizzazione (DIN) sviluppata da
un'organizzazione senza fini di lucro da
approssimativamente 130 commissioni
standard con rappresentanti di tutte le aree
tecniche.
45. Foratura: perforazione eseguita mediante
la rotazione dell'utensile estremità di taglio
avente uno o più taglienti e una o più eliche o
tubi di forma diritta o elicoidale per
l'evacuazione dei trucioli e il passaggio di fluidi
da taglio.
46. Duttilità: capacità di un materiale di
deformarsi plasticamente senza fratturarsi,
misurata dall'allungamento o dalla riduzione
dell'area durante un test di resistenza,
dall'altezza dello sbozzo da imbutitura in un
test di Erichsen, o da altri fattori.
47. Aspetti economici: gli aspetti economici
impongono che il materiale utensile da taglio o
la qualità scelta dovrebbero idealmente essere
di un tipo che permetta la massima
produttività (quantità di rimozione del metallo)
al costo minore offrendo una durata
dell'utensile corretta e costante.
48. Preparazione tagliente (inserto):
trattamento del tagliente. Le preparazioni dei
taglienti includono la smussatura, l'onatura e il
T-land o una combinazione di onature e T-land.
49. Usura del tagliente: l'usura del tagliente
si verifica come un'usura lungo il fianco
dell'inserto, inferiore e immediatamente
adiacente al tagliente. L'usura uniforme del
tagliente è il metodo "preferito" di anomalia
542
50. Angolo del profilo di taglio: angolo tra il
tagliente all'estremità dell'utensile e la linea
perpendicolare al bordo laterale della porzione
diritta del codolo dell'utensile.
51. Tornio parallelo: macchina montata a terra
sulla quale il pezzo ruota attorno a un asse
orizzontale e viene modellato da un utensile da
taglio. Questa definizione si applica anche ai
torni CNC. Il termine "tornio parallelo" è un
termine che si utilizza ancora da quando i torni
erano alimentati da motori a vapore.
(1) superficie dell'utensile da taglio sulla quale
batte il truciolo mentre viene separato dal
pezzo.
(2) Lavorare una superficie piana o
un'estremità del pezzo, come ad esempio
intestare la superficie di una barra prima o
dopo la tornitura.
53. Sfacciatura intestatura: lavorazione
lungo la linea centrale verso il centro dell'asse
del pezzo. Pulitura di un'estremità del
materiale a scopo di valutazione a ultrasuoni.
Questo processo viene anche utilizzato per
rendere due estremità parallele tra loro.
54. Avanzamento: velocità di cambiamento
della posizione dell'inserto relativamente alla
lavorazione durante il taglio. Solitamente viene
espresso in pollici al minuto (ipm) durante la
fresatura e in pollici al giro (ipr) durante la
tornitura.
55. Finitura (superficie): vedere "Finitura
superficiale".
56. Fianco: superficie adiacente al tagliente e
sotto di esso quando l'utensile si trova in una
posizione orizzontale per la tornitura. Il fianco
di una filettatura è la superficie che collega la
cresta al fondo. L'intersezione della superficie
del fianco con un piano assiale è teoricamente
una linea retta.
57. Planarità: superficie orizzontale liscia e
regolare senza depressioni o rilievi quando
misurata lungo lo stesso piano. Vedere anche
"Finitura superficiale".
58. FMS (Flexible Manufacturing System,
sistema di fabbricazione flessibile): sistema
automatico o quasi automatico progettato per
fabbricare una gamma di pezzi simili.
Associato anche alle macchine utensili
raggruppate in "celle" per una produzione
efficiente.
59. Forgiatura: compressione di metallo
incandescente tra stampi per rafforzarlo.
60. Frattura (inserto): rottura di una parte
sufficientemente larga dell'inserto che causa
l'immediata rottura del tagliente.
61. Tenacità alla frattura: misura dell'energia
che un materiale può assorbire prima che si
fratturi.
62. Grippaggio: evoluzione di una condizione
sulla superficie abrasiva di una o entrambe
due parti in contatto in una situazione in cui
l'eccessivo attrito tra i punti sporgenti causa la
formazione di saldature localizzate con
conseguente frattura e ulteriore irruvidimento
della superficie.
63. Geometria (inserto): caratteristiche
fisiche di un inserto.
64. Qualità: designazione assegnata a una
composizione per un particolare materiale da
taglio in metallo duro rivestito o non rivestito.
65. Mandrini ad alta velocità: in genere, si
considerano mandrini ad alta velocità i
mandrini ad alti rendimenti che ruotano a oltre
8.000 giri al minuto e sono bilanciati e/o
bilanciabili.
66. Onato (preparazione tagliente):
processo di arrotondamento e rafforzamento
del filo tagliente mediante l'utilizzo di abrasivi.
Può essere effettuata a mano o a macchina.
Vedere anche "Preparazione tagliente".
67. Durezza a caldo: vedere "Durezza color
rosso".
68. Ipereutettico: lega di alluminio
contenente più del 12,2% di silicio (Si). Il silicio
viene aggiunto all'alluminio per migliorarne la
colabilità oltre a migliorarne la resistenza alla
corrosione, la bassa dilatazione termica e l'alta
conducibilità termica. Vedere anche
"Ipoeutettico".
69. Ipoeutettico: lega di alluminio contenente
meno del 12,2% di silicio (Si). Vedere anche
"Ipereutettico".
70. Cerchio inscritto: circonferenza che può
essere costruito all'interno di qualsiasi figura o
forma chiusa in modo tale che tutti lati della
figura siano tangenti alla circonferenza. Il
cerchio inscritto viene nella maggior parte dei
casi utilizzato per descrivere le dimensioni di
triangoli, pentagoni, esagoni od ottagoni.
71. Vite di serraggio inserto: solitamente
identifica una vite con testa esagonale o Torx
che viene utilizzata per mantenere gli inserti
nel porta utensile.
72. ISO: dalla parola greca "isoscele",
significa "uguale a". La International
Organization for Standardization
(Organizzazione Internazionale di
Normalizzazione) situata a Ginevra, in
Svizzera, ha stabilito questi standard con lo
scopo di mantenere dei valori standard sui
quali tutti i Paesi possono essere d'accordo.
73. Fattore "K": il fattore "K" è una costante
di potenza che rappresenta il numero di pollici
cubici di metallo al minuto che possono
essere rimossi con una potenza in ingresso di
un cavallo vapore.
74. K-Land: vedere "T-land".
75. Durezza Knoop: microdurezza
determinata dalla resistenza del metallo alla
indentatura effettuata da un diamante
piramidale, con gli angoli degli spigoli di 172°
30' e 130°, creando un'impronta romboidale
con una diagonale lunga e una corta.
76. Dorso: area immediatamente dietro i
taglienti.
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
80. Angolo di registrazione (definito):
angolo tra il tagliente dell'inserto.
81. Angolo di registrazione (filettatura): in
una filettatura rettilinea, l'angolo di
registrazione è l'angolo creato dall'elica della
filettatura al diametro primitivo con un piano
perpendicolare all'asse. L'angolo dell'elica è
complementare all'angolo di registrazione.
82. Proprietà lubrificante: scorrevolezza; la
proprietà per diminuire l'attrito. Il carburo di
tantalio e il carburo di titanio vengono utilizzati
come elementi lubrificanti per una qualità di
metallo duro per il taglio dell'acciaio, al fine di
ridurre l'usura e la formazione del cratere.
83. Lavorabilità: la difficoltà relativa di
un'operazione di lavorazione prestando
attenzione alla durata dell'utensile, alla
rugosità della superficie e alla richiesta di
potenza.
84. Fattore di lavorabilità (Cm): indicatore
della lavorabilità , o grado di difficoltà, nella
lavorazione di vari materiali dei pezzi.
85. Fattore di lavorabilità: fattore espresso
come rapporto percentuale relativo alla
difficoltà di lavorazione di un materiale dato.
Solitamente è basato su un fattore al 100%
dell'acciaio laminato a freddo A.I.S.I. B-1112
quando portato a 180 sfm in condizioni di
taglio normali. Un alto fattore indica che il
materiale è più semplice da lavorare.
86. Diametro maggiore (filettatura): il
diametro più grande della filettatura rettilinea
di una vite. Questa definizione si applica alle
filettature interne e alle filettature esterne.
87. Mandrino: portapezzi per tornitura che si
adatta al diametro interno dei pezzi. I tre tipi
comuni di mandrino sono "espansione",
"spina" e "filettato".
88. Microstruttura: la struttura rilevata da un
microscopio su metalli lucidati e trattati
94. Intaglio, Profondità di taglio: vedere
profondita di taglio Intagli ("docn")".
95. Overshoot: condizione la quale si verifica
come una deviazione dal percorso
programmato o dal valore stabilito causata da
un sovraccarico di quantità di moto derivante
dal passo precedente, come ad esempio nel
caso in cui un utensile venga fatto spostare
rapidamente lungo una distanza considerevole
per iniziare un taglio.
96. PCBN (Polycrystalline Cubic Boron
Nitride, nitruro di boro cubico
policristallino): materiale ultra-duro per
utensili da taglio (substrato) che consiste in
nitruro di boro cubico policristallino con un
legante metallico o ceramico. Il PCBN è
disponibile sia con sgheggia saldobrasato su
un inserto in metallo duro o come inserto
monolitico. Viene utilizzato principalmente per
la lavorazione di materiali ferrosi temprati.
103. Cambio rapido utensili: questa
procedura di cambio rapido degli utensili
comporta la sostituzione di un'intera unità da
taglio pre-calibrata anziché la sostituzione di
un singolo inserto. Il cambio rapido degli
utensili aiuta a ridurre al minimo la perdita di
tempo per la sostituzione degli utensili e la
messa a punto.
104. Ra: valore di rugosità. È una media
aritmetica (chiamata anche "AA") molto simile
alla radice quadrata della media (rms); tuttavia
la Ra(AA) ha un valore dell'11% più basso. Il
processo di estrazione della radice quadrata
utilizzato per ottenere la media rms offre un
peso aggiunto alle ordinate della rugosità
superficiale.
105. Scostamento radiale: la variazione
totale in una direzione radiale di tutti i taglienti
sul piano di rotazione. Conosciuto anche
come "total indicator reading", valore totale
letto.
97. PCD (Polycrystalline Diamond,
diamante policristallino): materiale ultra-duro
per utensili da taglio (substrato) che consiste
in una sgheggia di diamante sintetico
policristallino saldobrasato su un inserto in
metallo duro. Viene utilizzato principalmente
per la lavorazione di materiali non ferrosi ad
alte velocità.
106. Angolo di spoglia: angolo tra la
superficie dell'utensile da taglio e il pezzo. Se
la superficie dell'utensile giace perpendicolare
al pezzo, l'angolo è di zero gradi, o ha spoglia
neutra. Se l'angolo della superficie
dell'utensile rende il tagliente più acuto, esso
ha una spoglia positiva, se lo rende più ottuso
ha invece una spoglia negativa.
98. Passo (filettatura): distanza misurata tra
il vertice del filetto e il sucessivo misurato
parallelamente all'asse del filetto.
107. Durezza al calor rosso (durezza a
caldo): capacità di un materiale per utensili da
taglio di resistere a temperature estremamente
alte senza ammorbidirsi o deteriorarsi.
99. Diametro primitivo: (diametro di nocciolo
effettivo) in una filettatura rettilinea, il diametro
primitivo è il diametro del cilindro coassiale
immaginario, la cui superficie dovrebbe
passare attraverso i profili della filettatura in
punti tali per cui l'ampiezza della scanalatura
sia uguale alla metà del passo di base. In una
filettatura perfetta, questo si verifica quando le
ampiezze della filettatura e della scanalatura
sono uguali. In una filettatura a cono, il
diametro primitivo in una posizione data
sull'asse della filettatura è il diametro del cono
di passo in quella posizione.
108. Metallo refrattario: metallo avente una
temperatura di fusione estremamente alta. Il
termine viene solitamente utilizzato in
riferimento ai metalli che hanno una
temperatura di fusione superiore a quella del
ferro.
109. Scarico: l'angolo di spoglia inferiore
dietro o sotto il tagliente che permette al
tagliente stesso di penetrare nel pezzo. In
alcuni casi viene diviso in "soglia primaria"
adiacente al tagliente) e "spoglia secondaria"
(oltre la spoglia primaria). Vedere "Angolo di
spoglia".
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
543
INSERTI
FRESE A SPIANARE
FRESE A 90°
93. Raggio di punta: raggio dell'utensile tra il
tagliente del profilo di taglio e l'opposto.
FRESE A DISCO
92. Punta: angolo interno dell'utensile
formato dalla giunzione del lato di taglio e dal
lato tagliente opposto.
STAMPI E MATRICI
79. Angolo di registrazione (forze di taglio):
l'aumento dell'angolo di registrazione
consente al tagliente di entrare e uscire
gradualmente dalla superficie del pezzo. Ciò
aiuta a ridurre la pressione radiale. Tuttavia,
l'aumento dell'angolo di registrazione
incrementa la pressione assiale e può causare
la deformazione della superficie lavorata dei
pezzi con sezione sottile.
91. Supporto: parte rimovibile di un
portautensile o di un corpo fresa ideata per
supportare l'inserto da taglio. Viene anche
chiamato cartuccia o sede.
102. PVD (Physical Vapor Deposition,
deposizione fisica da fase vapore): il PVD è
un processo che deposita una pellicola di
materiali duri refrattari sull'utensile da taglio
riscaldando l'utensile in un reattore sigillato a
circa 500° C in una camera sotto vuoto. Un
composto vaporizzato o ionizzato viene quindi
depositato sugli utensili mediante rivestimento
di ioni, polverizzazione catodica, o
evaporazione sotto vuoto. Il processo PVD è
ideato per migliorare la resistenza del
rivestimento e prevenire la scheggiatura del
tagliente.
FRESE CON
INSERTI CERAMICI
90. Spoglia negativa: angolo di spoglia
inferiore a 90° tra la spoglia frontale
dell'inserto e la superficie di lavoro.
FRESE CLASSICHE
78. Angolo di registrazione (spessore del
truciolo): l'aumento dell'angolo di
registrazione riduce lo spessore del truciolo
per ogni avanzamento dato. Questo processo
di assottigliamento dei trucioli si verifica
estendendo la stessa quantità di materiale su
una maggiore lunghezza del tagliente
dell'inserto.
101. Profilatura: operazione di lavorazione in
cui l'utensile non si muove parallelamente al
pezzo, ma ne segue i contorni.
FRESE PER FILETTARE
89. Diametro minore (filettatura): il diametro
più piccolo della filettatura rettilinea di una
vite. Questa definizione si applica alle
filettature interne e alle filettature esterne.
100. Spoglia positiva: angolo di spoglia
maggiore di 90° tra la spoglia frontale
dell'inserto e la superficie di lavoro.
DATI TECNICI
chimicamente con un ingrandimento superiore
a dieci.
INDICE
77. Avanzamento (filettatura): la distanza di
cui una filettatura avanza assialmente in una
rotazione completa. In una singola rotazione
completa, il passo e l'avanzamento sono
identici. L'avanzamento è uguale al passo,
moltiplicato il numero di rotazioni complete.
FRESE IN METALLO
DURO INTEGRALE
Glossario
INDICE
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
FRESE A DISCO
FRESE A 90°
FRESE A SPIANARE
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Glossario
110. Rigidità: l'inflessibilità, la rigidità deli
alrestimento di una macchina e dei dispositivi
associati. la rigidità è estremamente
importante per un buon taglio di metalli.
(2) Caratteristiche misurate del profilo di
superficie, il termine più utilizzato è "rugosità".
111. RMS (Root Mean Square, radice
quadrata della media): misura della rugosità
o della deviazione media della superficie
media del pezzo lavorato. La superficie media
è la superficie perfetta che si verrebbe a
creare se tutti i picchi della rugosità venissero
tagliati e utilizzati per riempire le cavità
generate sulla superficie.
124. Simboli della superficie: simboli
approvati ANSI utilizzati per elaborare un
controllo delle irregolarità della superficie del
pezzo.
112. Durezza Rockwell (HRC): misura della
durezza calcolata dalla differenza in profondità
di penetrazione di incisione tra un carico
maggiore e un carico minore. Le scale
Rockwell più utilizzate sono la Rockwell "C"
(HRC), che utilizza un penetratore sferoconico
di diamante, e la Rockwell "B" (HRB), che
utilizza un penetratore a sfera di acciaio con
diametro pari a 1/16 di pollice.
126. T-Land: profilo negativo che viene
rettificato sullo spigolo dell'inserto verso
l'interno del tagliente. Le preparazioni T-land e
T-land con onatura offrono la massima forza e
protezione del tagliente dell'inserto,
aumentando tuttavia si aumenta
significativamente la pressione di taglio
dell'operazione. Vedere "Preparazione
tagliente".
113. Fondo (filettatura): la superficie interna
della forma filettata che unisce i fianchi.
127. Forza tangenziale: azione in una
direzione tangenziale al pezzo in rotazione;
rappresenta la resistenza alla rotazione del
pezzo.
114. Rugosità: piccole irregolarità esteriori
sulla superficie del pezzo prodotte dall'azione
del tagliente. Vedere "Finitura superficiale".
115. rpm ("revolution per minute", giri al
minuto): definiti come
n
= 1000 x Vc
3,14 x D
116. Fluido da taglio semisintetico:
soluzione chimica a base di acqua che
contiene una certa quantità di olio.
117. Vc (velocità di taglio in metri al
minuto): definiti come
Vc = 3,14 x D x n
1000
118. Codolo: corpo principale dell'attacco
utensile un porta utensile.
119. Angolo di taglio laterale: angolo tra il
tagliente laterale e il lato proiettato del codolo
o del porta utensile (vedere anche "Angolo di
registrazione").
120. Fluido da taglio a olio solubile: fluido in
cui vi è dell'olio in sospensione nell'acqua.
Conosciuto anche come olio emulsionabile,
questo fluido è una miscela di olio e acqua in
rapporti da 1:5 a 1:100, a seconda dell'olio e
dell'applicazione di lavorazione.
121. Spallamento ad angolo retto: angoli di
registrazione di 0° che creano spallamenti di
90° (angolo retto).
122. Velocità e avanzamenti iniziali:
processo di impostazione corretta delle
specifiche di taglio iniziali. Velocità e
avanzamenti iniziali corretti incrementano
enormemente la produttività e riducono i costi.
123. Finitura della superficie:
(1) condizione di una superficie in seguito a un
trattamento finale.
544
(3) Caratteristiche fisiche della superficie
lavorata sul pezzo.
125. Fluido da taglio sintetico: soluzione
chimica a base di acqua che non contiene
olio.
128. Rotture termiche: separazioni
nell'utensile da taglio generalmente visibili nel
cratere o nella superficie superiore
dell'utensile da taglio dovute a gradienti di alta
temperatura incontrati in alcune operazioni di
taglio dei metalli. Per diminuire gli effetti di
rottura termica, viene selezionata una qualità
più resistente al calore.
129. Angolo del filetto (compreso): angolo
compreso tra i singoli fianchi della forma
filettata.
130. Filettatura: creazione di filettature
esterne su una superficie cilindrica. Tre tipi
comuni di filettatura sono la filettatura a
rullare, la filettatura punto a punto e la
fresatura di filetti.
131. Filetti per pollice (tpi): numero di filetti
per pollice misurati assialmente. I termini
"passo" e "tpi" vengono spesso utilizzati
come sinonimi.
132. TIR (Total Indicator Reading, valore
totale letto): vedere "Scostamento radiale".
133. Fattore di usura dell'utensile (Cw):
indicatore dell'usura approssimativa
dell'utensile.
134. Coppia: la coppia generata da forze
tangenziali viene calcolata utilizzando la
seguente formula:
T = Ft x D/2 (in.-lb.)
135. Troncatura: taglio di forma circolare in
un pezzo solido con la rimozione del materiale
sino al centro del pezzo. La troncatura poco
profonda, è anche chiamata scanalatura
frontale, viene solitamente effettuata con una
lama ricurva.
136. Angolo di spoglia effettiva (TRA):
descrive l'angolo tra il piano di riferimento e la
superficie dell'inserto, come se fosse misurato
in un piano perpendicolare al tagliente.
Influenza il consumo di cavalli vapore, le forze
di taglio e la durata dell'utensile; derivano
dalla combinazione degli angoli della spoglia
assiale, della spoglia radiale e di registrazione.
L'angolo di spoglia effettiva equivale alla
spoglia radiale quando l'angolo di
registrazione è uguale a zero.
137. Tornitura: processo di lavorazione
durante il quale un pezzo viene fissato e fatto
ruotare verso un utensile a singolo taglio per
creare superfici piane o contornate
concentriche all'asse longitudinale del pezzo.
138. Centro di tornitura: un tornio
automatico a controllo numerico NC in grado
di forare, tornire diametri esterni e interni,
filettare e intestare. Spesso è equipaggiato
con un sistema in grado di cambiare o
sostituire automaticamente gli utensili da
taglio.
139. Tornio a torretta: differisce dal tornio
parallelo per il fatto che il normale supporto
portautensili è rimpiazzato da torrette rotanti
multi-utensili montate tra slitta e la
contropunta.
140. Resistenza ultima del materiale: la
forza o la sollecitazione massima che un
materiale è in grado di sopportare senza
rompersi sotto un carico applicato
gradualmente e uniformemente.
141. metallo duro non rivestito: il metallo
duro non rivestito è stato prodotto per la prima
volta combinando un carburo di tungsteno
con un legante di cobalto; oggi questo
materiale può essere sostituito mediante altri
materiali. L'utilizzo della qualità di metallo duro
non rivestito, nelle configurazioni standard
degli inserti, sta lentamente sparendo dalla
scena del taglio dei metalli, a causa dei
guadagni in produttività garantiti dai metalli
duri rivestiti.
142. Sottosquadra: una direzione di percorso
utensile inverso rispetto alla nomale direzione
di lavoro e normalmente è di breve lunghezza.
È anche una condizione dei denti di ingranaggi
generati in cui qualsiasi parte del raccordo
concavo giace all'interno di una linea tracciata
tangente al profilo da lavorare nel suo punto di
giunzione con il raccordo concavo.
143. Undershoot: tendenza di una macchina
ad arrotondare gli spigoli di un percorso
programmato a causa del servomeccanismo,
rinculo e qualità e rigidità generale della
macchina.
144. Ondulazione: irregolarità di spaziatura
più larga misurate sulla superficie del pezzo.
Vedere anche "Finitura superficiale".
145. Indurimento da lavorazione: quando la
condizione di taglio è tale che venga prodotta
un'alta temperatura al raggiungimento del
punto di taglio sul pezzo, l'alta temperatura
causa un aumento della durezza sulla pelle del
materiale ad un livello della scala Rockwell più
alto di quanto fosse originariamente.
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
Richiesta di offerta
Nome società
Data
Attenzione
Email
Numero di telefono
Città
Stato
CAP
Venditore
INSERTI
Indirizzo
FRESE IN METALLO
DURO INTEGRALE
Fresa su misura
Inserire solo le informazioni necessarie per la richiesta.
❐ Materiale =
Finitura superficiale
Requisiti:
❐ Sgrossatura
❐ Finitura ~ Finitura richiesta =
Requisiti di
montaggio:
FRESE A SPIANARE
❐ Durezza =
❐ Ra
❐ Rz
Montaggio albero
❐ Montaggio fresa a manicotto
❐ Tipo A (vite)
❐ Tipo B (vite di ritegno)
❐ Tipo C (bullone)
❐ Montaggio mozzo (montaggio
albero)
❐ Interpolazione elicoidale / circolare
❐ Foratura (taglio centrale)
❐ Fresatura di filetti
Montaggio codolo
❐ Codolo cilindrico normale (liscio)
❐ Codolo cilindrico con piano (Weldon)
❐ Codolo cilinrico Whistle Notch
❐ Codolo filettato
❐ R8 ~ Codolo Bridgeport
❐ Morse
FRESE A 90°
Luogo di lavorazione
Materiale:
❐ Barre grezze
❐ Fusione
❐ Forgiato
❐ Fresatura a tuffo (asse Z)
❐ Rampe
❐ Contornatura
❐ Micropollici (MU)
❐ Micron (MU)
FRESE A DISCO
❐ Fresatura a spianare
❐ Spallamento retto (Fresatura a candela)
❐ Scanalatura
Montaggio integrale
❐ CV
❐ BT Dimensione =
❐ DV
❐ HSK
Forma =
❐ Morse
STAMPI E MATRICI
Requisiti
applicazione:
❐ Tipo di
❐ Dimensioni
inserto =
inserto =
inserto =
Ulteriori
informazioni:
Requisiti
tagliente:
❐ Diametro fresa
❐ mm
FRESE CLASSICHE
❐ pollici
Dc (o D1) =
❐ Altezza utensile
L=
(lunghezza sporgenza)
❐ Angolo di registrazione
Kr (o Kri) =
❐ Numero di inserti effettivi
❐ Sezione truciolo programmata
FRESE PER FILETTARE
❐ Unità design =
❐ Raggio di punta
z (o Zs) =
fz =
❐ Profondità di taglio assiale
ap =
❐ Profondità di taglio radiale
ae =
DATI TECNICI
Requisiti
inserti:
FRESE CON
INSERTI CERAMICI
Requisiti speciali =
ap = Avvicinamento misurato parallelamente (lungo) all'asse
dell'utensile
ae = Avvicinamento misurato perpendicolarmente all'asse dell'utensile
❐ Direzione di taglio = ❐ Destro
❐ Sinistro
❐ Spazio tra inserti =
❐ Differenziato
INDICE
❐ Refrigerante interno all'utensile
❐ HARVI
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
545
Acciaio
Mat.
Gruppo
P1
P1
P1
P1
P1
P1
P1
P1
P1
P2
P2
P2
P2
P2
P2
P3
P3
P1
P3
P3
P3
P1
P2
P2
P2
P2
P3/4
P3/4
P1
P3/4
P3/4
P3/4
P3/4
P3/4
P3/4
P3/4
P3/4
P3/4
P3/4
P3/4
P3/4
P3/4
P3/4
P3/4
P3/4
P3
P3
P3
P3/4
P3/4
P3/4
P3/4
P3
P3
P3/4
P3/4
P3/4
P3
P3/4
P3/4
P3/4
Mat.
Germania
Francia
Gran Bretagna
N.
DIN
AFNOR
BS
Acciaio base, acciaio fuso, acciaio automatico
1,0332 St14
14491CR
1,1121 Ck10
CC10
040A10
1,0721 10S20
210M15
1,0401 C15
CC12
080M15
1,0402 C22
CC20
050A20
1,1141 Ck15
XC12
080M15
1,0036 USt37-3
1,0715 9SMn28
S250
230M07
1,0718 9SMnPb28
S250Pb
1,0501 C35
CC35
060A35
1,0503 C45
CC45
080M46
1,1158 Ck25
XC25
070M25
1,1183 Cf35
XC38TS
060A35
1,1191 Ck45
XC42
080M46
1,1213 Cf53
XC48TS
060A52
1,5415 15Mo3
15D3
1501-240
1,5423 16Mo5
1503-245-420
1,0050 St50-2
1,7242 16CrMo 4
18CrMo4
1,7337 16CrMo 4 4
1,7362 12CrMo 19 5
Z10CD5.05
3606-625
1,0060 St60-2
1,0535 C55
070M55
1,0601 C60
CC55
080A62
1,1203 Ck55
XC55
070M55
1,1221 Ck60
XC60
080A62
1,1545 C1051
1,1545 C105W1
1,0070 St70-2
1,7238 49CrMo4
1,7561 42CrV6
1,7701 51CrMoV4
51CDV4
Acciaio basso legato, acciaio fuso, acciaio automatico
1,2067 100Cr6
Y100C6
BL3
1,2210 115CrV3
100C3
1,2241 51CrV4
1,2419 105WCr6
105WC13
1,2419 105WCr6
105WC13
1,2542 45WCrV7
BS1
1,2550 60WCrV7
55WC20
1,2713 55NiCrMoV6
55NCDV7
1,2721 50NiCr13
1,2762 75CrMoNiW67
1,2762 75CrMoNiW67
1,2842 90MnCrV8
90MV8
BO2
1,3505 100Cr6
100C6
534A99
1,5622 14Ni6
16N6
1,5732 14NiCr10
14NC11
1,5752 14NiCr14
12NC15
655M13
1,6511 36CrNiMo4
40NCD3
816M40
1,6523 21NiCrMo2
20NCD2
805M20
1,6546 40NiCrMo22
311-TYPE7
1,6582 35CrNiMo6
35NCD6
817M40
1,6587 17CrNiMo6
18NCD6
820A16
1,6657 14NiCrMo34
832M13
1,7033 34Cr4
32C4
530A32
1,7035 41Cr4
42C4
530M40
1,7045 42Cr4
42C4TS
530A40
1,7131 16MnCr5
16MC5
(527M20)
1,7176 55Cr3
55C3
527A60
1,7218 25CrMo4
25CD4
1717CDS110
1,7220 34CrMo4
35CD4
708A37
Italia
UNI
Spagna
UNE
U.S.A.
AISI/SAE
UNS
1350
1450
1370
F.111
F.112
C15K
1008
1010
1108
1015
1020
1015
1912
1914
1550
1650
11SMn28
11SMnPb28
F.113
F.114
Svezia
SS
1447
1264
C15C16
C20C21
C16
FE37BFU
CF9SMn28
CF9SMnPb28
C35
C45
C25
C36
C45
C53
16Mo3KW
16Mo5
FE50
1572
1672
1674
2912
C45K
16Mo3
16Mo5
1213
12L3
1035
1045
1025
1035
1045
1050
ASTMA204GrA
4520
Giappone
JIS
S10C
S15C
S20C,S22C
S15C
SUM22
SUM22L
S35C
S45C
S25C
S35C
S45C
S50C
SB450M
SM50YA
18CrMo4
A18CrMo45KW
16CrMo205
FE60-2
C55
C60
C50
C60
C100KU
C100KU
FE70-2
A387Gr.12Cl.
1655
C55K
1678
1055
1060
1055
1060
SM570
S55C
S60C
S55C
S58C
SK3
SK3
51CrMoV4
100Cr6
107CrV3KU
10WCr6
107WCr5KU
45WCrV8KU
58WCr9KU
2140
105WCr5
2710
-2710
45WCrSi8
F.520.S
L3
L2
SUJ2
SKS31
SKS31
S1
S1
L6
SKH1;SKT4
-2550
88MnV8KU
100Cr6
14Ni6
16NiCr11
38NiCrM04(KB)
20NiCrMo2
40NiCrM02(KB)
35NiCrMo6(KB)
2258
15Ni6
15NiCr11
2506
33NiCrMo4
20NiCrMo2
40NiCrMo2
2541
41Cr4
16MnCr5
2245
2511
14NiCrMo13
14NiCrMo131
35Cr4
42Cr4
42Cr4
16MnCr5
25CrMo4(KB)
35CrMo4
2225
2234
55Cr3
34CrMo4
15NiCrMo13
34Cr4(KB)
O2
52100
ASTMA350LF5
3415
3415;3310
9840
8620
8740
4340
SNC415(H)
SNC815(H)
SNCM447
SNCM220(H)
SNCM240
SNCM447
5132
5140
5140
5115
5155
4130
4137;4135
SCR430(H)
SCR440(H)
SCr440
SCR415
SUP9(A)
SM420;SCM430
SCM432;SCCRM3
SUJ2
INDICE
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
FRESE A DISCO
FRESE A 90°
FRESE A SPIANARE
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Tabella comparativa delle qualità dei materiali
546
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
Acciaio
Svezia
SS
Spagna
UNE
708M40
708M40
41CrMo4
42CrMo4
2244
2244
2216
1501-620-Gr27
722M24
1501-622Gr31;45
1503-660-440
735A50
735A50
14CrMo45
32CrMo12
42CrMo4
42CrMo4
12CrMo4
14CrMo45
F.124.A
50CrV4
51CrV4
2240
2230
2230
13MoCrV6
51CrV4
640A35
U.S.A.
AISI/SAE
UNS
4140;4142
4140
Giappone
JIS
ASTMA182
SCM440
SCM440(H)
SCM415(H)
SPVAF12
ASTMA182F.22
SPVA,SCMV4
6150
6150
E50100
3135
3435
SUP10
SUP10
653M31
INSERTI
Italia
UNI
FRESE A SPIANARE
Gran Bretagna
BS
SNC236
SNC631(H)
SNC836
HS12-1-5-5
HS10-4-3-10
HS6-5-2-5
2312
2310
X210CrW12
X30WCrV9
H21
X160CrMoV12
F.537
H12
XBNi09
ASTMA353
2515
12-1-5-5
BM34
BM2
HS6-5-2-5
2723
6-5-2-5
HS7-4-2-5 7-4-2-5
HS2-9-1-8 2-10-1-8
2-9-2-8
2722
403S17
X6Cr3
2301
F.3110
F.8401
405S17
410S21
430S15
420S37
420C29
452C11
441S29
434S17
X6CrAl13
X12Cr13
X8Cr17
X20Cr13
2302
2320
2303
F.3401
F.3113
X10CrS17
X8CrMo17
2383
2325
F.3117
BM42
2376
403S17
430S15
420S45
431S29
X10CrA112
X8Cr17
X16Cr26
X40Cr14
X16CrNi16
X 105CrMo17
T15
M35
M41
M42
M35
403
405
SUS410
430
420
430F
434
SKD6
SKD61
SKD11
SKD2
SKD5
SKD62
SL9N53
SKH57
SKH55
SKH51
SKH9;SKH51
SUS403
410S,429
SUS405
SUS410
SUS430
SUS420J1
SCS2
SUS430F
SUS434
S31500
F.311
F.3113
2322
2304
2321
H11
H13
D2
FRESE A DISCO
X37CrMoV5
X40CrMoV5
STAMPI E MATRICI
BT15
BT42
2242
SACM645
405
430
446
SUS405
SUS430
SUH446
431
SUS431
SUS440C
F.3405
13.8PH
15.5PH
17.4PH
FRESE CON
INSERTI CERAMICI
BH12
1501.509;50
41CrAlMo7
FRESE CLASSICHE
BH21
X37CrMoV51KU
X40CrMoV511KU
X155CrVMo121KU
X215CrW121KU
X30WCrV93KU
X165CrMoW12KU
X35CrMoW05KU
X10Ni9
2940
FRESE PER FILETTARE
BH11
BH13
BD2
35NiCr9
41CrAlMo7
36CrMoV12
35CrMo8KU
DATI TECNICI
905M39
897M39
FRESE A 90°
21CrMoV511
SCS 24
INDICE
Mat.
Mat. Germania
Francia
Gruppo N.
DIN
AFNOR
Acciaio base, acciaio fuso, acciaio automatico
P3/4
1,7223 41CrMo4
42CD4TS
P3/4
1,7225 42CrMo4
42CD4
P3
1,7262 15CrMo5
12CD4
P3
1,7335 13CrMo44
15CD3.5/4.5
P3/4
1,7361 32CrMo12
30CD12
P3
1,7380 10CrMo9 10
P3
1,7715 14MoV6 3
P3/4
1,8159 50CrV4
50CrV4
P3/4
1,8159 50CrV4
P3/4
1,3501 100Cr2
100C2
P3/4
1,5710 36NiCr6
35NC6
P3/4
1,5736 36NiCr10
30NC11
P3/4
1,5755 31NiCr14
18NC13
P3/4
1,7733 24CrMoV55
20CDV6
P3/4
1,7755 GS-45CrMoV104
P3
1,8070 21CrMoV511
P3/4
1,8509 41CrALMo7
40CAD6,12
P3/4
1,8523 39CrMoV139
P3/4
1,2311 40CrMnMo7
P5/6
1,4882 X50CrMnNiNbN219 Z50CMNNb21.09
P3/4
1,5864 35NiCr18
Acciaio alto legato, acciaio fuso
P3/4
1,2343 X38CrMoV51♠
Z38CDV5
P3/4
1,2344 X40CrMoV51
Z40CDV5
P3/4
1,2379 X155CrVMo121
Z160CDV12
P3/4
1,2436 X210CrW12
P3/4
1,2581 X30WCrV93
Z30WCV9
P3/4
1,2601 X165CrMoV12
P3/4
1,2606 X37CrMoW 51
Z35CWDV5
P5/6
1,5662 X8Ni9
P3
1,5680 12Ni19
Z18N5
P3/4
1,3202 S12-1-4-5
P3/4
1,3207 S10-4-3-10
Z130WKCDV
P3/4
1,3243 S6-5-2-5
KCV06-05-05-04-02
P3/4
1,3246 S7-4-2-5
Z110WKCDV07-05-04
P3/4
1,3247 S2-10-1-8
Z110DKCWV09-08-04
P3/4
1,3249 S2-9-2-8
P3/4
1,3343 S6-5-2
Z85WDCV
Acciaio inossidabile, acciaio fuso
P5/6
1,4000 X6Cr13
Z6C13
P5/6
1,4001 X6Cr14
P5/6
1,4002 X6CrAl13
Z8CA12
P5/6
1,4006 (G-)X10Cr13
Z10C13
P5/6
1,4016 X8Cr17
Z8C17
P5/6
1,4021 X20Cr13
Z20C13
P5/6
1,4027 G-X20Cr14
Z20C13M
P5/6
1,4086 G-X120Cr29
P5/6
1,4104 X12CrMoS17
Z10CF17
P5/6
1,4113 X6CrMo17
Z8CD1701
P5/6
1,4340 G-X40CrNi274
P5/6
1,4417 X2CrNiMoSi195
P5/6
1,4720 X20CrMo13
P5/6
1,4724 X10CrA113
Z10C13
P5/6
1,4742 X10CrA118
Z10CAS18
P5/6
1,4762 X10CrA124
Z10CAS24
P5/6
1,4034 X46Cr13
Z40CM
P5/6
1,4057 X20CrNi17
Z6CNi6.02
P5/6
1,4125 X105CrMo17
Z100CD17
P5/6
1.4534
P5/6
1.4540 X4CrNiCuNb164
Z6CNU15.05
P5/6
1.4542 X5CrNiCuNb174
Z7CNU17.04
FRESE IN METALLO
DURO INTEGRALE
Tabella comparativa delle qualità dei materiali
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
547
Acciaio inossidabile e ghisa
Mat.
Mat.
Germania
Gruppo N.
DIN
Acciaio inossidabile austenitico
M1
1,4301 X5CrNi189
M1
1,4310 X12CrNi177
M1
1,4311 X2CrNiN1810
M1
1,4312 G-X10CrNi188
M1
1,4350 X5CrNi189
M1
1,4362 X2CrNiN234
M2
1,4401 X5CrNiMo17122
M2
1,4404 X2CrNiMo1810
M2
1,4410 G-X10CrNiMo189
M2
1,4429 X2CrNiMoN17133
M2
1,4435 X2CrNiMo18143
M2
1,4436 X5CrNiMo17133
M2
1,4438 X2CrNiMo18164
M2
1,4500 G-X7NiCrMoCuNb2520
M2
1,4541 X10CrNiMoTi1810
M2
1,4550 X10CrNiNb
M2
1,4552 G-X7CrNiNb189
M2
1,4571 X10CrNiMoTi1810
M2
1,4583 X10CrNiMoNb1812
M2
1,4585 G-X7CrNiMoCuNb1818
M1
1,4828 X15CrNiSi2012
M2
1,4845 X12CrNi2521
U.S.A.
AISI/SAE
UNS
Giappone
JIS
F.3551
F.3517
304
301
304LN
SUS304
SUS301
SUS304LN
F.3551
304
S32304
316
Francia
AFNOR
Gran Bretagna Italia
BS
UNI
Svezia
SS
Spagna
UNE
Z6CN18.09
Z12CN17.07
Z2CN18.10
Z10CN18.9M
Z6CN18.09
Z2CN23-04AZ
Z6CND17.11
Z2CND17.12
Z5CND20.12M
Z2CND17.13
Z2CND17.12
Z6CND18-12-03
Z2CND19.15
23NCDU25.20M
Z6CNT18.10
Z6CNNb18.10
Z4CNNb19.10M
Z6NDT17.12
Z6CNDN1713B
304S15
301S21
304S62
302C25
304S31
X5CrNi1810
X2CrNi1807
X2CrNiN1810
2332
2331
2371
X5CrNi1810
316S16
316S12
X5CrNiMo1712
X2CrNiMo1712
2332/2333
2327
2347
2343/2348/2553
316S63
316S13
316S33
317S12
X2CrNiMoN1713
X2CrNiMo1712
X8CrNiMo1713
X2CrNiMo1816
2375
2353
2343/2347
2367
321S12
347S17
347C17
320S17
X6CrNiTi1811
X6CrNiNb1811
2337
2338
X6CrNiMoTi1712
X6CrNiMoNb
X6CrNiMoTi1712
Z15CNS20.12
Z12CN2520
309S24
310S24
X6CrNi2520
M3
M3
M3
M3
Acciaio inossidabile austenitico/ferritico (Duplex):
1,4460 X8CrNiMo275
1,4462 X2CrNiMoN2253
Z2CND22-05-03
1,4821 X20CrNiSi254
Z20CNS25.04
1,4823 G-X40CrNiSi274
K1
K1
K1
K1
K1
K1
K1
Ghisa grigia
0,6010 GG10
0,6015 GG15
0,6020 GG20
0,6025 GG25
0,6030 GG30
0,6035 GG35
0,6040 GG40
Ft10D
Ft15D
Ft20D
Ft25D
Ft30D
Ft35D
Ft40D
GRADE150
GRADE220
GRADE260
GRADE300
GRADE350
GRADE400
K2
K2
K2
K3
K3
K3
Ghisa grigia con grafite nodulare
0,7033 GGG35.3
0,7040 GGG40
0,7043 GGG40.3
0,7050 GGG50
0,7060 GGG60
0,7070 GGG70
FCS400-12
FGS370-17
FGS500-7
FGS600-3
FGS700-2
SNG420/12
SNG370/17
SNG500/7
SNG600/3
SNG700/2
K1
K1
K1
K1
K2
K2
K1
K3
K3
K3
Ghisa bianca malleabile
0,8040 GTW-40
0,8045 GTW-45
0,8055 GTW-55
0,8065 GTW-65
0,8135 GTS-35
0,8145 GTS-45
0,8035 GTW-35
0,8155 GTS-55
0,8165 GTS-65
0,8170 GTS-70
MB40-10
W410/4
MN35-10
B340/12
P440/7
W340/3
P510/4
P570/3
P690/2
MB35-7
MP50-5
MP60-3
M870-2
F.3543
316LN
316L
316
317L
SUS316LN
SCS16
SUS316
SUS317L
F.3553F.3523
F.3552F.3524
321
347
SUS321
SUS347
2350
F.3535
316Ti
318
SUS316TI
2361
F.331
309
310S
SUH309
SUH310;
S32900
SUS329J1
FG15
FG20
FG25
FG30
FG35
CLASSE20
CLASSE25
CLASSE30
CLASSE35
CLASSE45
CLASSE50
CLASSE55
FC100
FC150
FC200
FC250
FC300
FC350
FC400
GGG40
60-40-18
GGG50
GGG60
GGG70
80-55-06
2324
2977
G10
G15
G20
G25
G30
G35
GGG40
GGG50
GGG60
GGG70
SUS316
316L SUS316
110
115
120
125
130
135
140
0717-15
0717-02
0717-12
0727-02
0732-03
0737-01
GMB40
GMB45
810
852
854
856
0862; 864
GTW40
GTW45
GTW55
GTW65
GTS35
GTS45
GTW35
GTS55
GTS65
GTS70
100-70-03
FCD350
FCD400
FCD400
FCD500
FCD600
FCD700
32510
40010
50005
70003
90001
INDICE
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
FRESE A DISCO
FRESE A 90°
FRESE A SPIANARE
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Tabella comparativa delle qualità dei materiali
548
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
Materiali non ferrosi
N6
AlZnMgCu0,5
1000
AZ4GU/9051
LM9
LM9
LM6
A-SU 12
G-Z4TR
G-TR3Z2
G-Ag22,5
G-A9
G-A9Z1
Giappoe
JIS
L86
4253
4253
4261
4247
4260
4252
LM20
LN5
MAG5
MAG6
MAG12
MAG1
MAG7
811-04
INSERTI
3,4345
U.S.A.
Spagna AISI/SAE
UNE
UNS
7050
A360.2
A360.2
A413.2
A413.0
A413.1
GD-AlSi12
ZE41
EZ33
QE22
AZ81
AZ91
A6061
ADC12
AC4A
FRESE A SPIANARE
L31/34/36
Svezia
SS
FRESE A 90°
A59050C
Italia
UNI
4218B
UE12P
CT1
Pb2
C2700, C2720
FRESE A DISCO
U-Cr0,8Zr
U-A10N
LB2
LB1
CZ102
CZ106
CZ108
HTB1
HTB1
LB5
CC1-FF
CC102
Ca104
C93700
C93800
C23000
C26000
C27200, C27700
C86500
C86200
C94100
C81500
C18200
C63000
B-148-52
C90700
C90800
STAMPI E MATRICI
U-E10Pb10
U-Pb15E8
CuZn15
CuZn30
CuZn36, CuZn37
U-Z36N3
U-Z36N3
U-Pb20
C93200
C83600
LG2
FRESE CON
INSERTI CERAMICI
U-E7Z5Pb4
U-E5Pb5Z5
FRESE CLASSICHE
N5
Gran Bretagna
BS
FRESE PER FILETTARE
N3
N3
N3
N3
N3
N3
N3
N3
N3
N3
N3
N3
N3
N3
N3
N3
N3
N4
Francia
AFNOR
DATI TECNICI
N1
N1
N1
N1
N2
N2
N2
N2
N2
N2
N2
N2
N1
N1
N1
N1
N1
N1
N1
N1
Mat.
Germania
N.
DIN
Leghe di alluminio
3,0255 Al99.5
3,3315 AlMg1
3,1655 AlCuSiPb
3,1754 G-AlCu5Ni1,5
3,2373 G-AlSi9Mg
3,2381 G-AlSi10Mg
3,2382 GD-AlSi10Mg
3,2383 G-AlSi10Mg (Cu)
3,2383 GK-AlSi10Mg (Cu)
3,2581 G-AlSi12
3,2582 GD-AlSi12
3,2583 G-AlSi12 (Cu)
3,3561 G-AlMg5
3,5101 G-MgZn4SE1Zr1
3,5103 MgSE3Zn2Zr1
3,5106 G-MgAg3SE2Zr1
3,5812 G-MgAl8Zn1
3,5912 G-MgAl9Zn1
2,1871 G-AlCu4TiMg
3,2371 G-AlSi7Mg
Lega di rame
2,1090 G-CuSn7ZnPb
2,1096 G-CuSn5ZnPb
2,1098 G-CuSn2ZnPb
2,1176 G-CuPb10Sn
2,1182 G-CuPb15Sn
2,0240 CuZn15
2,0265 CuZn30
2,0321 CuZn37
2,0592 G-CuZn35Al1
2,0596 G-CuZn34Al2
2,1188 G-CuPb20Sn
2,1292 G-CuCrF35
2,1293 CuCrZr
2,0966 CuAl10Ni5Fe4
2,0975 G-CuAl10Ni
2,1050 G-CuSn10
2,1052 G-CuSn12
Nylon, materie plastiche, gomme, fenoli e
resine
Materiali compositi in carbonio e grafite,
leghe per spazzole, Kevlar, grafite (280 –
400 HB, 30 – 40 HRC)
Materiali compositi a matrice metallica
(MMC) a base di alluminio
INDICE
Mat.
Gruppo
FRESE IN METALLO
DURO INTEGRALE
Tabella comparativa delle qualità dei materiali
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
549
Leghe resistenti al calore
Mat.
Gruppo
S1
S1
S1
S1
S1
S1
S1
S1
S1
S1
S1
Mat.
Germania
N.
DIN
Superleghe a base di ferro
1,4558 X2NiCrAlTi3220
1,4562 X1NiCrMoCu32287
1,4563 X1NiCrMoCuN31274
1,4864 X12NiCrSi
1,4864 X12NiCrSi3616
1,4958 X5NiCrAlTi3120
1,4977 X40CoCrNi2020
Francia
AFNOR
Z1NCDU31.27
Z12NCS35.16
Z12NCS35.16
Gran Bretagna Italia
BS
UNI
Identificazione commerciale U.S.A.
NA15
Incoloy 800
NA17
Superleghe a base di ferro
S4
S4
S4
S4
S4
S4
S4
S4
S4
Superleghe a base di nichel
2,4360 NiCu30Fe
2,4610 NiMo16Cr16Ti
2,4630 NiCr20Ti
2,4642 NiCr29Fe
2,4810 G-NiMo30
2,4856 NiCr22Mo9Nb
2,4858 NiCr21Mo
2,4375 NiCu30 Al
2,4668 NiCr19FeNbMo
2,4669 NiCr15Fe7TiAl
2,4685 G-NiMo28
2,4694 NiCr16Fe7TiAl
Titanio e leghe al titanio
3,7025 Ti 1
3,7124 TiCu2
3,7195 TiAl3V2.5
3,7225 Ti1Pd
3,7115 TiAl5Sn2
3,7145 TiAl6Sn2Zr4Mo2Si
3,7165 TiAl6V4
3,7175 TiAl6V6Sn2
3,7185 TiAl4Mo4Sn2
U.S.A.
Spagna AISI/SAE Giappone
UNE
UNS
JIS
N08800
N08031
N08028
330
N08330
SUH330
SUH330
Z42CNKDWNb
S2
S2
S2
S2
S3
S3
S3
S3
S3
S3
S3
S3
S3
S3
S3
S3
Svezia
SS
NU30
NA13
NC20T
NC30Fe
HR5, 203-4
NC22FeDNb
NC21FeDU
NU30AT
NC19FeNb
NC15TNbA
NA21
NA16
NA18
T-A6V
A-286
Greek Ascoloy
Haynes 556 (HS556)
N155
Identificazione commerciale U.S.A.
Haynes 188
L605 (Haynes 25)
MARM-302, 322, 509
Stellite 6, 21, 31
Identificazione commerciale U.S.A.
Monel 400
Hastelloy C-4
Nimonic 75
Inconel 690
Hastelloy C
Inconel 625
Incoloy 825
Monel 718
Inconel 718
Inconel X-750
Hastelloy B
Inconel 751
Identificazione commerciale U.S.A.
S66286
S41800
R30556
R30155
R30188
R30605
N06075
N10276
N06625
N08825
N07718
N07750
N10001
N00751
2TA1
2TA21-24
R50250
TP1
R52250
TA10-13; TA28 TiAl6V4
Ti6V6Al2Sn
TA45-51; TA57
R54620
R56400
R56620
INDICE
DATI TECNICI
FRESE PER FILETTARE
FRESE CLASSICHE
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
FRESE A DISCO
FRESE A 90°
FRESE A SPIANARE
INSERTI
FRESE IN METALLO
DURO INTEGRALE
Tabella comparativa delle qualità dei materiali
550
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
Materiali Duri
Spagna
UNE
U.S.A.
AISI/SAE
UNS
Grado 2A
Grado 2B
0512-00
0513-00
Ni- Durezza 2
Ni- Durezza 1
Ni- Durezza 4
Grado 3D
0466-00
A532IIIA25%Cr
A532IIIA25%Cr
FRESE CON
INSERTI CERAMICI
STAMPI E MATRICI
FRESE A DISCO
FRESE A 90°
Grado 3E
Giappone
JIS
INSERTI
Svezia
SS
FRESE A SPIANARE
Italia
UNI
FRESE CLASSICHE
H1
H2
H3
H4
Gran Bretagna
BS
FRESE PER FILETTARE
H1
H1
H1
H1
H1
Francia
AFNOR
DATI TECNICI
H1
H1
H1
H1
Mat.
Germania
N.
DIN
Ghisa bianca
0,9620
G-X260NiCr42
0,9625
G-X330NiCr42
0,9630
G-X300CrNiSi952
0,9635
G-X300CrMo153
Ghisa temprata
0,9640
G-X300CrMoNi1521
0,9645
G-X260CrMoNi2021
0,9650
G-X260Cr27
0,9655
G-X300CrMo271
0,9655
G-X300CrMo271
Ghisa temprata
Ghisa temprata < 48 HRC
Ghisa temprata 48 - 55 HRC
Ghisa temprata 50 - 60 HRC
Ghisa temprata > 60 HRC
INDICE
Mat.
Gruppo
FRESE IN METALLO
DURO INTEGRALE
Tabella comparativa delle qualità dei materiali
Per inoltrare un ordine contattate il Rappresentante Kennametal della vostra zona oppure visitate il sito www.kennametal.com
551
Scaricare