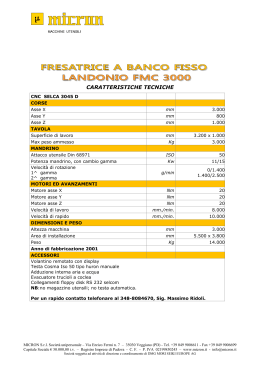
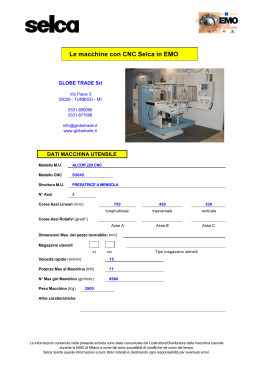
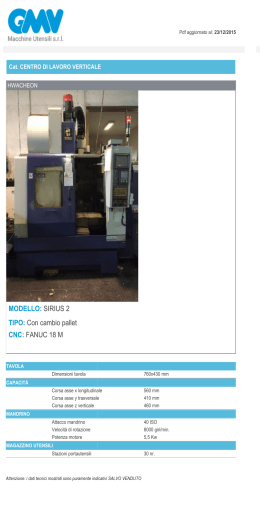
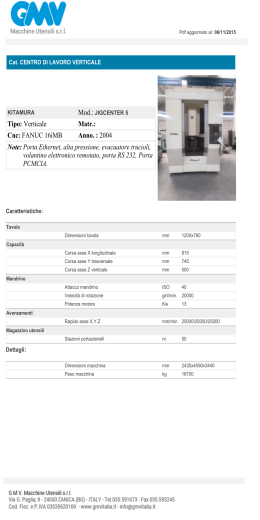
MATLAB Conference 2000 8-9 Febbraio 2000, Bologna IMPIEGO DI SIMULINK PER LA SIMULAZIONE DEL COMPORTAMENTO DINAMICO DI AZIONAMENTI MECCANICI Giorgio Dalpiaz, Gabriele Giuliani, Alessandro Rivola Dipartimento di Ingegneria delle Costruzioni Meccaniche, Nucleari, Aeronautiche e di Metallurgia. Facoltà di Ingegneria, Università di Bologna. Viale Risorgimento 2, 40136 Bologna. SOMMARIO Oggetto del presente lavoro è mostrare l’impiego di SIMULINK per la simulazione di azionamenti meccanici. In particolare vengono trattati gli azionamenti di una macchina rettificatrice per sbarbatori. La qualità della sbarbatura è strettamente dipendente dalla precisione del coltello sbarbatore, pertanto è molto importante che gli sbarbatori vengano rettificati con estrema accuratezza. In questo lavoro il comportamento vibratorio degli azionamenti è analizzato e simulato mediante un modello matematico che considera il contributo della parte meccanica, di quella elettrica e del controllo elettronico. I modelli sviluppati per le trasmissioni meccaniche mettono in conto la distribuzione delle inerzie, la cedevolezza elastica, le azioni dissipative, oltre ad alcuni effetti non lineari quali l’attrito e la variazione dei parametri con la posizione del meccanismo. L’integrazione delle equazioni del moto, necessaria per effettuare la simulazione, va condotta per via numerica a causa delle numerose non-linearità presenti. A tale scopo è stato impiegato SIMULINK in ambiente MATLAB. I risultati numerici sono stati validati tramite il confronto con rilievi sperimentali. 1. INTRODUZIONE La sbarbatura prima del trattamento termico è uno dei più importanti processi di finitura degli ingranaggi [1]; uno dei fattori fondamentali per la qualità della lavorazione è la precisione con cui viene eseguita la rettifica del coltello sbarbatore. Il presente lavoro riguarda, appunto, un’innovativa rettificatrice per sbarbatori nella quale, tra l’altro, il moto di generazione è ottenuto affidando al sistema di controllo il compito di sincronizzare gli assi. Tale scelta progettuale, che vede la sostituzione di sistemi meccanici per la trasmissione e la sincronizzazione del moto degli assi con azionamenti elettrici (“assi elettrici”) è sempre più diffusa, grazie alle possibilità offerte dagli attuali sviluppi tecnologici [2]. La precisione di lavorazione, che dipende dalla precisione con cui sono effettivamente eseguite le leggi di moto assegnate agli assi, è influenzata dalle proprietà dinamiche della trasmissione meccanica, dei componenti elettromeccanici e del controllo numerico, che vengono a costituire un unico sistema. In tale contesto, questa ricerca ha l’obiettivo di sviluppare un modello matematico degli assi della rettificatrice e dei relativi azionamenti che, pur puntando alla semplicità, fornisca un’accurata simulazione del comportamento dinamico in lavorazione, permettendo di identificare le cause di fenomeni dinamici indesiderati e individuare possibili soluzioni. In questo studio è posta particolare attenzione alla modellazione cinetoelastodinamica della trasmissione meccanica, che a volte viene schematizzata sommariamente nel contesto della modellazione di assi elettrici. In particolare, il modello sviluppato mette debitamente in conto, oltre alla distribuzione delle inerzie, la cedevolezza elastica degli organi (in alcuni casi, variabile con la posizione) e le varie azioni dissipative, aspetti che possono rivestire una grande importanza nel comportamento dinamico di macchine di elevate prestazioni [3-9]. Nella memoria vengono dapprima descritti il modello del sistema meccanico e la relativa validazione; dopo aver introdotto i modelli completi degli azionamenti, se ne mostra un esempio di impiego per stimare l’errore di lavorazione e individuarne le cause. 1 2. DESCRIZIONE DEL SISTEMA MECCANICO La macchina utensile in esame è la rettificatrice per sbarbatori RSB 18 della ditta Samputensili, progettata per eseguire la rettifica per generazione dei denti di sbarbatori con estrema precisione ed ottima finitura superficiale. Come è noto, nella rettifica per generazione lo sbarbatore in lavorazione e la mola - la cui sezione è assimilabile al dente di una dentiera - si muovono uno rispetto all’altro come una ruota dentata che ingrana con una dentiera; in tal modo viene lavorata per inviluppo la superficie dei denti. La mola possiede moto di taglio rotatorio attorno ad un asse fisso; il moto di generazione è il moto di puro rotolamento della circonferenza primitiva dello sbarbatore sulla linea primitiva della ‘dentiera’ fissa, equivalente alla sezione della mola. Con riferimento allo schema di fig. 1, tale moto è realizzato conferendo allo sbarbatore un moto di rotazione attorno al proprio asse, indicato come asse z, ed uno di traslazione in direzione dell’asse x, con velocità legate dalla condizione di puro rotolamento. MOTORE SLITTA ENCODER LINEARE x α MS VITE A RICIRCOLAZIONE DI SFERE SLITTA E θE MOLA θ MOTORE MANDRINO E ENCODER P x P MANDRINO z R PEZZO x Fig. 1 - Schema degli assi della rettificatrice per sbarbatori La macchina in esame possiede, pertanto, due assi - rotatorio e traslatorio - azionati da motori brushless sinusoidali e CNC Siemens 840 D “full digital”. L’asse traslatorio presenta una slitta, posta su guide con pattini a rulli e lardoni di registrazione, mossa dal motore tramite una vite a ricircolazione di sfere di precisione; i supporti della vite sono realizzati in modo tale da scaricare le forze assiali praticamente per intero sul supporto del lato motore. Sulla slitta é alloggiato l’asse rotatorio, costituito da un mandrino collegato al proprio motore da un manicotto calettatore; il mandrino é sostenuto da due supporti, costituiti da gruppi di cuscinetti a sfere obliqui montati a contrasto; all’estremità del mandrino é presente una flangia di collegamento ad una prolunga di forma tubolare che porta gli organi di afferraggio dello sbarbatore. I segnali di retroazione per il controllo di posizione vengono forniti da un encoder lineare sulla slitta (xE), per l’asse traslatorio, e da un encoder sull’albero motore del mandrino (θE), per l’asse rotatorio, mentre il controllo di velocità impiega segnali di retroazione forniti da encoder interni ai motori. 3. MODELLAZIONE DEL SISTEMA MECCANICO La particolare configurazione del sistema e l’ipotesi di trascurare le forze di taglio tra mola e pezzo, hanno permesso di disaccoppiare le equazioni che descrivono i fenomeni vibratori dei due assi. Si sono così potuti realizzare due modelli cinetoelastodinamici distinti delle trasmissioni meccaniche. Le equazioni dinamiche dei due assi si possono così scrivere: 2 M x x + Cx x + K x x = fx , M z θ + Cz θ + K z θ = f z (1) dove x e θ sono i vettori delle coordinate generalizzate, e descrivono: gli spostamenti lungo l’asse x per il primo asse e le rotazioni attorno all’asse z, per il secondo. M(x,z)), K(x,z)) e C(x,z)) rappresentano rispettivamente la matrice massa, rigidezza e smorzamento del sistema, ed f(x,z)) il vettore costituito dalle forze esterne. La matrice smorzamento mette in conto gli smorzamenti strutturali e gli altri fenomeni dissipativi approssimandoli con uno smorzamento viscoso proporzionale: in particolare, si è posta C proporzionale alla matrice rigidezza: C(x,z)) = β(x,z)) K(x,z)). 3.1 Asse traslatorio Il modello dell’asse traslatorio, a dieci gradi di libertà (gdl), tiene conto delle principali caratteristiche dinamiche che causano le vibrazioni del pezzo in direzione x, tra cui la cedevolezza della vite a sfere, la cedevolezza radiale dei cuscinetti del mandrino e la cedevolezza flessionale del mandrino stesso. Con riferimento alle figg. 1 e 2, la rotazione αMS del motore della slitta, che muove la vite a sfere, è stata ridotta all’asse x tramite il passo della vite h, per omogeneità con le altre coordinate del modello: è stata pertanto impiegata la coordinata lineare xMS = αMS⋅h/2π, a cui è associata la massa MMS, equivalente al momento d’inerzia del motore, della vite e di tutte le altre parti rotanti insieme al motore. La coordinata xS è lo spostamento della slitta rispetto alla sua posizione di fine corsa dal lato motore (che coincide con la lettura dell’encoder lineare xE); la corrispondente massa MS è relativa alla slitta e a tutte le parti traslanti con essa, escludendo tutti gli organi rotanti attorno all’asse mandrino. La rigidezza k1 è variabile con la posizione xS della slitta, vedremo in seguito come, questa non lineartità, sia stata modellata. MOTORE SLITTA M MS x MS k1 T MS SLITTA k2 xS = x E JP k3 MOTORE MANDRINO J MM y M MM y MP z 1 2 3 xP Fig. 2 - Modello dell’asse traslatorio Per quanto riguarda il mandrino se ne sono studiate le proprietà modali, limitatamente alle vibrazioni flessionali nel piano x-z, tramite un modello ad elementi finiti a 52 gdl. Da questo, considerando che solo i primi modi di vibrare del mandrino influenzano significativamente il comportamento dell’asse traslatorio, è stato derivato un modello flessionale costituito da tre elementi trave di Bernoulli- Eulero. Il motore del mandrino ed il pezzo con i relativi organi di afferraggio sono stati modellati tramite elementi inerziali concentrati, rispettivamente, nel primo e nell’ultimo nodo. Il modello del mandrino con soli 8 gdl è stato poi assemblato alle parti del modello precedentemente descritte. Le due molle, di rigidezza k2 e k3, che collegano questi nodi alla massa MS (slitta), rappresentano le rigidezze radiali dei supporti del mandrino. L’attrito coulombiano T che agisce sulle guide della slitta, è stato riprodotto con una forza di intensità costante e verso opposto alla velocità della slitta. Si è invece trascurato l’attrito nei cuscinetti 3 della vite, in quanto ritenuto poco rilevante. Il modello è, pertanto, non lineare, a causa della variabilità della rigidezza della vite k1 e della presenza dell’attrito coulombiano. 3.2 Asse rotatorio Per realizzare il modello torsionale dell’asse rotatorio con un numero limitato di gradi di libertà, si è proceduto in maniera analoga a quanto illustrato per il modello flessionale del mandrino: si sono dapprima studiate le proprietà modali tramite un modello ad elementi finiti a 26 nodi, impiegando poi queste informazioni per sviluppare e verificare un modello a 6 gdl, atto a simulare il comportamento vibratorio torsionale dell’asse in condizioni di lavorazione. θ MM = θ E θP k JMM 1 2 z 4 3 JP z z Fig. 3 - Modello dell’asse rotatorio Con riferimento alle figg. 1 e 3, tutte le coordinate di questo modello sono rotazioni attorno all’asse del mandrino, z; più in dettaglio, θMM rappresenta la rotazione del motore del mandrino (coincidente con la lettura dell’encoder θE), a cui è associato il relativo momento d’inerzia rispetto all’asse z, JMMz, che congloba anche il contributo inerziale del manicotto calettatore. La rigidezza torsionale concentrata k è relativa al manicotto calettatore e alla porzione di mandrino su cui é montato. La restante parte del mandrino e la prolunga che porta gli afferraggi del pezzo sono stati modellati con quattro elementi trave torsionali: il primo nodo del primo elemento è connesso alla molla torsionale di rigidezza k; nel secondo nodo del quarto elemento, di coordinata θP, è stato concentrato il momento d’inerzia rispetto all’asse z del pezzo e degli afferraggi, Jpz. 4. VALIDAZIONE DEI MODELLI I parametri di inerzia e rigidezza e la forza di attrito coulombiano sono stati dapprima valutati sulla base dei disegni della macchina e dei dati di catalogo dei componenti commerciali; i coefficienti di proporzionalità tra le matrici smorzamento e rigidezza sono stati preliminarmente fissati secondo le indicazioni date in letteratura [6-8]. Al fine di assicurare una buona rispondenza dei modelli al comportamento dinamico reale della macchina, i valori dei parametri sono stati modificati, sulla scorta dei risultati delle prove sperimentali. Tra le numerose misure di vibrazione eseguite sulla macchina, sono rilevanti, per la validazione dei modelli, le misure di Funzione di Risposta in Frequenza (FRF) puntuali, ottenute con il rilievo dell’eccitazione e della risposta nella posizione in cui viene montato il pezzo in lavorazione, relative sia all’asse traslatorio sia a quello rotatorio. Le matrici delle inertanze relative al modello dell’asse traslatorio, Hx(ω), e di quello rotatorio, Hz(ω), sono state calcolate analiticamente, tramite le relazioni seguenti, dopo aver linearizzato il primo modello: trascurando l’attrito coulombiano ed assegnando a k1 il valore costante corrispondente alla posizione della slitta in cui sono state eseguite le misure: j 1 H x (ω ) = M x − Cx − 2 K x ω ω −1 ; H z (ω ) = M z − j 1 Cz − 2 K z ω ω −1 (4) dove ω è la pulsazione e j l’unità immaginaria. I confronti fra i risultati sperimentali e quelli numerici hanno fornito le indicazioni necessarie per la validazione dei modelli [10]. Dato il limitato numero di gdl dei modelli, ciò è possibile limitatamente al campo di frequenza contenente le prime risonanze, risultato comunque generalmente sufficiente a permettere una soddisfacente simulazione elastodinamica [6-8]. 4 Per quanto riguardo l’asse traslatorio, descritto da un modello a 10 gdl, è stato possibile far corrispondere le prime tre frequenze proprie nella banda 0-300 Hz. Per l’asse rotatorio, descritto da un modello a 6 gdl, si è ottenuto un ottimo accordo tra le FRF, sia in termini di frequenza sia di ampiezza, nel campo fino a 3000 Hz, comprendente le prime due risonanze. I valori finali dei parametri dei modelli sono riportati in tab. 1. Tab. 1 - Parametri dei modelli dei due assi della macchina Asse traslatorio Asse rotatorio MMS = 3075 kg M1 = 0.0208 kg JMMz = 0.554 kgm2 MS = 774 kg M2 = 0.0122 kg JPz = 6.23·10-2 kgm2 MMM = 63.9 kg M3 = 0.0615 kg k = 9.95·106 Nm/rad MP = 22.4 kg KF1 = 9.48·108 N/m J1 = 7.96·10-3 kgm2 JMMy = 0.420 kgm2 KF2 = 6.44·108 N/m J2 = 7.96·10-3 kgm2 JPy = 0.091 kgm2 KF3 = 8.16·108 N/m J3 = 4.50·10-3 kgm2 k1C = 1.73·107 N/m J4 = 4.50·10-3 kgm2 k1V = 2.55·107 N l1 = 0.176 m KT1 = 4.37·106 Nm/rad k2 = 1.40·109 N/m l2 = 0.120 m KT2 = 4.37·106 Nm/rad k3 = 2.70·109 N/m l3 = 0.298 m KT3 = 2.39·107 Nm/rad KT4 = 2.39·107 Nm/rad βz = 8·10-8 s T = 27 N βx = 2.5·10-5 s 4. IMPLEMENTAZIONE DEI MODELLI IN SIMULINK Per simulare il comportamento cinetoelastodinamico della macchina in condizioni di lavorazione, sono stati realizzati i modelli degli assi, comprendendo sia la parte meccanica che i rispettivi azionamenti. I sistemi di equazioni differenziali, delle equazioni del moto, sono integrati numericamente tramite il software SIMULINK®. Fig. 4 - Schema del modello di un asse e del relativo azionamento La macchina in esame è composta da due assi azionati da motori brushless sinusoidali e CNC Siemens 840 D "full digital", entrambi i sitemi prevedono tre anelli di controllo: rispettivamente in posizione, velocità e corrente. Due encoder, montati sulla slitta e sull’albero del motore mandrino, forniscono i valori di posizione ai controlli, rispettivamente dell’asse traslatorio e rotatorio. Altri due encoder, questa volta interni ai motori brushless, forniscono le misure di velocità. Nello schema di fig. 4 è riportato il modello sviluppato per uno dei due assi. Il primo sottosistema rappresenta l’input del meccanismo: la “Legge di moto” fornisce la posizione di riferimento dell’asse (xR o θR) per ogni istante di integrazione. Seguono i regolatori di posizione e di velocità, viene poi il 5 sottosistema “motore elettrico”, comprendente anche l’anello di corrente, l’uscita di questo blocco rappresenta la coppia che fornisce il lavoro motore al “Modello meccanico”. Entrando più nei dettagli possiamo analizzare i sottosistemi principali del modello dell’asse traslatorio nella cui parte meccanica sono considerate le non lineartità: dovute all’attrito coulumbiano sulla slitta ed alla rigidezza variabile della vite a ricircolazione di sfere. 4.1 Legge di moto, regolatore di posizione e di velocità Il sottosistema “Legge di moto”, descritto in fig. 5, fornisce, istante per istante, il valore della posizione di riferimento. L’orologio, insieme alla funzione f(u), forniscono la variabile temporale a meno di multipli interi del periodo di un ciclo (3.15 s), permettendo così di simulare più cicli di lavorazione. La legge di moto, fornita come andamento della velocità, è di forma trapezoidale, con due tratti a velocità costante nei quali viene eseguita la lavorazione del dente dello sbarbatore. Il sucessivo integratore genera il segnale di posizione di riferimento utilizzato dal regolatore di posizione. Encoder di velocità Legge di moto Filtro passa-basso 2 1 f(u) s Clock rem(u,3.15) diagramma della velocità PID Regolatore Filtro di posizione Passa-basso 1 Coppia PID 1 Regolatore di velocità Filtro blocca banda Encoder di posizione Fig. 5 - Legge di moto, regolatore di posizione e di velocità I regolatori di posizione e di velocità, schematizzati con due regolatori proporzionale-integralederivativo (PID), implementano rispettivamente un regolatore proporzionale (P) ed uno proprzionaleintegrale (PI). Per ripetere fedelmente l’architettura del sistema di controllo realizzato sulla macchina sono inseriti anche alcuni due di tipo passa-basso ed un blocca-banda. 4.2 Motore elettrico L’uscita del regolatore di velocità rappresenta il primo ingresso dell’anello di corrente (fig. 6), questo segnale è proporzionale ad una coppia, moltiplicandolo per l’inverso della costante di coppia del motore si ricava la corrente di riferimento (Iq_rif) del sistema; il regolatore di corrente è di tipo proporzionaleintegrale (PI). L’ingresso del motore elettrico, schematizzato come un sistema LR, è dato dall’output del regolatore di corrente meno il termine, dovuto alle perdite, proporzionali alla velocità di rotazione del motore. La coppia motrice esercitata sull’albero motore si ottiene moltiplicando la corrente Iq, utilizzata anche come retroazione nell’anello di corrente, per la costante di coppia. tra sf.co p p ia /co rre n te 1 -K- Iq _ rif PI C o n tro lle r c o rre n te PI In p u t d a re g o la to re d i ve lo cità 1 Iq L s+R tra sf.c o rre n te /co p p ia -K - 1 C o p p ia mo trice Iq _ re a le C o e f. co p p ia 2 -K- v e lo cità d i ro ta zio n e d e l mo to re Fig. 6 - Anello di corrente 4.3 Modello meccanico Il modello del sistema meccanico, riportato in figura 7, prevede come ingressi la coppia motrice (ingresso 1) e la forza resistente agente sul pezzo in lavorazione (ingresso2), le uscite sono invece: la posizione della slitta (1), quella del pezzo (2) e la velocità del motore (3). La forza di attrito è una funzione della velocità della slitta ed agisce sulla slitta stessa. Gli altri sottosistemi si suddividono in due 6 categorie: i blocchi massa, nei quali, partendo dalle forze agenti sulla massa concentrata vengono calcolati lo spostamento, la velocità e l’accelerazione della massa stessa; ed i blocchi forze elasticoviscose (k_c) dove conoscendo lo spostamento e la velocità relativa di due punti adiacenti si calcolano le forze elastiche e viscose che ne conseguono. La schematizzazione mediante i blocchi masse e molle-smorzatori è particolarmente adatta per i modelli a parametri concentrati, in quanto anche nell’implementazione in simulink rimane visibile la “struttura” del sistema. Nel caso di modelli ad elementi finiti, come per il “mandrino”, che al suo interno descrive il comportamento flessionale del mandrino, questo tipo di approccio è meno agevole, e per comodità è stata utilizzata un’implementazione in forma matriciale. Questo modo di procedere, tuttavia, compromette la possibilità di fare delle analogie tra il modello fisico ed il modello matematico, ridotto, in pratica, ad una serie di operazioni sulle matrici massa, rigidezza e smorzamento. Co p p ia -> fo r za 1 Co p p ia mo tr ice -K - F o r za r e s iste n te su l p e zzo Slitta A1 B1 2 A2 2 A3 B2 mo to r e slitta Po sizio n e p e zzo M an d r in o De mu x 3 Ve lo cità mo to r e T F o r za d i attrito 1 Po s izio n e s litta Fig. 7 - Modello meccanico dell’asse traslatorio La rigidezza k1 risulta dalla composizione della rigidezza assiale e di quella torsionale (ridotta ad assiale) della trasmissione tra il motore e la slitta. Si noti che k1 è variabile con la posizione xS della slitta, che determina la lunghezza del tratto di vite effettivamente sollecitato a sforzo normale e torsione; pertanto, indicando con k1C il valore massimo di k1, calcolato per xS=0, e con k1V la composizione della rigidezza assiale e torsionale (ridotta ad assiale) di un tratto di vite di lunghezza unitaria, il valore corrente di k1 viene calcolato con la seguente espressione: k1 = 1 . 1 1 + ⋅ xS k1C k1V (2) 5. SIMULAZIONE DEGLI AZIONAMENTI I parametri di inerzia e rigidezza e la forza di attrito coulombiano sono stati dapprima valutati sulla base dei disegni della macchina e dei dati di catalogo dei componenti commerciali; i coefficienti di proporzionalità tra le matrici smorzamento e rigidezza sono stati preliminarmente fissati secondo le indicazioni date in letteratura [6-8]. Al fine di assicurare una buona rispondenza dei modelli al comportamento dinamico reale della macchina, i valori dei parametri sono stati modificati, sulla scorta dei risultati delle prove sperimentali. Con riferimento alla fig. 4, l’errore di posizione commesso da ciascun asse è definibile come la differenza tra la posizione di riferimento assegnata al controllo e la posizione del pezzo, cioè xR−xP e θR−θP, rispettivamente per l’asse traslatorio e quello rotatorio. Tale errore può essere scisso in una parte imputabile al sistema meccanico ed in una imputabile al sistema di controllo; più precisamente, la prima parte, differenza tra la posizione misurata dall’encoder e quella del pezzo (xE−xP o θE−θP), è il contributo del sistema meccanico che si trova a valle dell’encoder e che inevitabilmente presenta delle vibrazioni che non vengono rilevate dal sistema di controllo; la seconda parte, differenza tra la posizione di riferimento e quella misurata dall’encoder (xR−xE o θR−θE), è l’errore noto al sistema di controllo, che 7 tende a minimizzarlo. Le figg. 8 e 9 riportano gli andamenti dei due tipi di errore sopra definiti, durante il periodo di lavorazione del fianco di un dente, nel quale l’asse del mandrino compie una corsa di andata ed una di ritorno ad una tipica velocità di lavoro; non sono stati rappresentati gli andamenti nella fase di divisione, necessaria a posizionare gli assi per la lavorazione del dente successivo. La lavorazione ha luogo durante le due fasi di moto a velocità teoricamente costante, cioè approssimativamente negli intervalli di tempo 0.45÷1.1 s e 1.9÷2.55 s; pertanto è solo in queste fasi che gli errori di posizione si ripercuotono sulla precisione della lavorazione. I risultati della simulazione indicano che, nelle fasi di lavorazione, l’errore imputabile al sistema meccanico (fig. 8) è estremamente piccolo, per entrambi gli assi, e di alcuni ordini di grandezza inferiore a quello imputabile al sistema di controllo (fig. 9). Quest’ultimo denuncia un ritardo del moto degli assi rispetto alla legge prevista; durante la fase di rettifica, l'errore rimane pressoché costante per entrambi gli assi ad un valore di circa 1.5 mm, per l’asse traslatorio, e di circa 0.013 rad per l’asse rotatorio. -7 1.5 -7 x 10 6 4 0.5 2 rad 1 m 0 0 -0.5 -2 -1 -4 -1.5 0 0.5 1 1.5 s 2 -6 2.5 x 10 0 0.5 1 1.5 s 2 2.5 (a) (b) Fig. 8 - Errore di posizione imputabile al sistema meccanico: (a) asse traslatorio; (b) asse rotatorio -3 2 x 10 0.02 0.01 rad m 1 0 -1 -2 0 -0.01 0 0.5 1 1.5 s 2 -0.02 2.5 0 0.5 1 1.5 s 2 2.5 (a) (b) Fig. 9 - Errore di posizione imputabile al sistema di controllo: (a) asse traslatorio; (b) asse rotatorio In base a questi risultati si può affermare che le scelte operate dalla ditta costruttrice nella progettazione meccanica degli assi appaiono pienamente adeguate dal punto di vista dinamico e, di conseguenza, la precisione di lavorazione della macchina viene a dipendere in modo sostanziale dalle caratteristiche dal sistema di controllo. A questo proposito si tenga presente che l’errore di forma del dente lavorato non dipende tanto dagli errori di posizione dei singoli assi, quanto dall’errore di rotolamento; in altri termini, il moto di generazione è eseguito correttamente se viene rispettata la seguente condizione di puro rotolamento della circonferenza primitiva dello sbarbatore, di raggio R, sulla linea primitiva della dentiera equivalente alla mola: xP = θP⋅R. Quindi l’errore di rotolamento, che si può definire come xP−θP⋅R, dipende soltanto dalla combinazione delle due coordinate che determinano la posizione del pezzo; pertanto, è possibile che errori di posizione dei singoli assi, anche se di rilevante entità, possano essere combinati opportunamente, al fine di 8 ottenere un valore ridotto dell’errore di rotolamento. E’ ciò che accade nel caso in esame grazie ad una scelta opportuna dei parametri del controllo; infatti, come mostrato in fig. 10, l’errore di rotolamento si mantiene ad un valore dell’ordine del millesimo di millimetro durante le fasi di lavorazione, anche in presenza di elevati errori di posizione dei singoli assi. A questo scopo un controllo bi-asse, ovvero che minimizzi direttamente l’errore di rotolamento, potrebbe ulteriormente migliorare le prestazioni del sistema attuale. -5 1.5 x 10 1 m 0.5 0 -0.5 -1 -1.5 0 0.5 1 1.5 s 2 2.5 Fig. 10 - Errore di rotolamento in corrispondenza delle primitive 6. CONCLUSIONI I modelli cinetoelastodinamici degli assi di una macchina utensile sono stati sviluppati e soddisfacentemente validati tramite opportune prove sperimentali. Il lavoro svolto conferma le potenzialità di questo tipo di modellazione nello studio del comportamento dinamico delle macchine. La metodologia proposta consente di connettere in modo semplice i modelli dei sistemi meccanici a quelli dei rispettivi azionamenti, ottenendo una modellazione sufficientemente accurata dell’intero sistema dinamico. La scelta di utilizza re SIMULINK® come ambiente di sviluppo del modello matematicosi è dimostrata proficua; sia per il suo grado di usabilità sia per l’accuratezza dei risultati. Nella attuale fase della ricerca, sono state trascurate le forze di taglio tra mola e pezzo. I modelli sono stati impiegati per simulare il comportamento dinamico degli assi durante il ciclo di lavorazione; si sono così determinati gli errori di posizione dei singoli assi (separando i contributi imputabili al sistema meccanico e a quello di controllo) e l’errore di rotolamento, che dipende dalla combinazione di questi e che incide direttamente sulla precisione di lavorazione. Nel caso in esame, si è rilevato che il sistema meccanico ha un comportamento dinamico pienamente soddisfacente, cosicché la precisione della macchina dipende sostanzialmente dalla caratteristiche del sistema di controllo. A questo proposito, una valida alternativa al sistema attuale potrebbe essere costituita da un controllo bi-asse. RINGRAZIAMENTI Gli autori desiderano ringraziare gli ingegneri Balletti, Cocchi e Freddi della Società Samputensili e la società stessa per le informazioni fornite e per la fattiva collaborazione nell’esecuzione dei rilievi sperimentali. Il presente lavoro è stato parzialmente finanziato con fondi per la Ricerca fondamentale orientata (ex-quota 60%). BIBLIOGRAFIA [1] Bianco, G., “La finitura di precisione dei fianchi dei denti”, Organi di trasmissione, Anno 28, N. 8, 94102, (1997). [2] Capello, M., “Trasmissione diretta per assi rotativi in macchine utensili”, Componenti industriali, N. 29 9 Aprile 1998, 90-93, (1998). [3] Erdman, A. G., Sandor, G. N., “Kineto-Elastodynamics - A Review of the State of the Art and Trends”, Mechanism and Machine Theory, Vol. 7, 19-33, (1972). [4] Koster, M. P., Vibrations of Cam Mechanism, McMillan Press, London UK, 1974. [5] Sandor, G. N., Erdman, A. G., Advanced Mechanism Design: Analysis and Synthesis, Prentice-Hall, New Jersey, Vol. 2, pp. 483-530, 1984. [6] Dresner, T. L., Norton, R. L., “Cam Dynamics and Modeling”, in: Erdman, A. (Ed.), Modern Kinematics: Developments in the Last Forty Years, John Wiley, New York, 1993, pp. 305-312. [7] Dalpiaz, G., Maggiore, A., “Monitoring Automatic Machines”, Mechanical Systems and Signal Processing, Vol. 6, 517-534, (1992). [8] Dalpiaz, G., Rivola, A., “A Kineto-elastodynamic Model of a Mechanism for Automatic Machine”, Proceedings of the Ninth World Congress on the Theory of Machines and Mechanisms, Milano, Italy, 1995, Vol. 1, pp. 327-332. [9] Dalpiaz G., Rivola A., “A Model for the Elastodynamic Analysis of a Desmodromic Valve Train”, Proceedings of the 10th World Congress on the Theory of Machines and Mechanisms, Oulu, Finland, 1999, pp. 1534-1542. [10] Dalpiaz G., Giuliani G., Rivola A., “Simulazione del comportamento dinamico degli assi di una macchina utensile”, Atti del XIV Congresso Nazionale Associazione Italiana di Meccanica teorica ed Applicata AIMETA’99, Como, Italia, 1999. 10
Scaricare