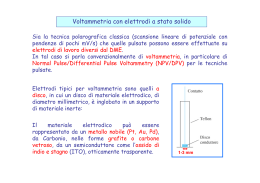
Conservazione e ricondizionamento di elettrodi rivestiti e fili animati INFO PER L‘UTILIZZATORE | Non è pubblicità, siate cortesi e trasmetterlo alla technica Gli elettrodi rivestiti possono essere forniti, in funzione della lega, nei seguenti tipi di imballaggio: : Imballaggio di tipo 1: scatola di cartone rivestita in polietilene in scatola di imballaggio Imballaggio di tipo 2: confezione di latta in scatola di imballaggio Imballaggio di tipo 1: scatola di cartone PE Questo tipo di imballaggio viene usato preferibilmente per elettrodi meno critici o pregiati. Gli elettrodi imballati in scatole di cartone rivestite di polietilene devono essere conservati in magazzini in cui vigono condizioni di temperatura e umidità controllate. Il locale deve essere riscaldato e la temperatura non deve mai scendere al di sotto del punto di rugiada. Il tempo di conservazione massimo è 2 anni. Nel processo di produzione bisogna fare in modo che i vecchi lotti siano utilizzati prima di quelli nuovi. Imballaggio di tipo 2: confezione di latta Questo tipo di imballaggio è adatto a elettrodi di alto valore e a quelli che devono essere conservati il più possibile all’asciutto. Per gli elettrodi imballati in confezioni di latta non aperte non sono previste condizioni specifiche di temperatura e umidità né è indicato un limite di conservazione. Anche in questi casi si consiglia comunque di utilizzare nel processo di produzione prima i vecchi lotti e poi quelli nuovi. Ricondizionamento e conservazione intermedia Il ricondizionamento avviene in cosiddetti forni di ricondizionamento, che possono raggiungere temperature fino a 400°C. Dopo 2 ore di ricondizionamento, il forno può essere riportato a una temperatura di mantenimento di 120-200°C. Gli elettrodi richiesti vengono poi trasferiti dal forno a un fornetto scalda-elettrodi e da quest’ultimo direttamente alla postazione di saldatura. Se si ricondizionano regolarmente grossi quantitativi di elettrodi, si consiglia di acquistare un secondo forno, in modo da avere un forno di ricondizionamento e uno di mantenimento. Manipolazione con Elettrodi nell’officina (Schema a blocchi e descrizione) Elettrodi imballati in scatole di cartone rivestite di PAE Ricondizionamento 1) Elettrodi imballati in confezioni di latta 1. Gli elettrodi cellulosici non devono essere mai ricondizionati. 2. Anche gli elettrodi rutilici non legati non hanno bisogno di ricondizionamento. 2) FORNO DI RICONDIZIONAMENTO utilizzazione entro 8 ore dopo l’apertura I seguenti elettrodi devono essere ricondizionati e dopo il ricondizionamento conservati al caldo in forni di mantenimento: FORNO DI 2) MANTENIMENTO FORNETTI 2) FORNETTI 2) POSTO DI SALDATURA Elettrodi non utilizzati per un ulteriore ricondizionamento Gli elettrodi imballati in confezioni di latta possono essere lavorati senza ricondizionamento, purché siano utilizzati entro 8 ore (un turno diurno) dopo l’apertura della confezione 1) per tipi, necessario o raccomandato 2) Tempi di mantenimento e temperature v. retro 1. Elettrodi che erano stati imballati in confezioni di latta e non utilizzati entro 8 ore (1 turno diurno). 2. Elettrodi basici non legati, bassolegati e resistenti al calore, imballati in scatole di cartone rivestite di polietilene. 3. Elettrodi rutilici, elettrodi inossidabili, imballati in scatole di cartone rivestite di polietilene che a causa di una conservazione prolungata potrebbero aver assorbito dell’umidità (osservare la porosità iniziale). 4. Elettrodi di cui ai precedenti punti 2 e 3, che non sono lavorati entro 8 ore (un turno diurno). 5. Elettrodi basici, inossidabili ed elettrodi a base nichel, che sono rimasti aperti per un periodo prolungato. 02.02 Conservazione e ricondizionamento di elettrodi rivestiti e fili animati voestalpine Böhler Welding Schweiz AG Hertistrasse 15, Postfach, CH-8304 Wallisellen, T. +41 (0)44 832 88 55, F. +41 (0)44 832 88 58 Email: [email protected] / www.voestalpine.com/welding zertifiziert nach ISO 9001:2000 | Pagina 1 di 2 | Situazione: 2014-05-12 Temperature e tempi raccomandati per il ricondizionamento e la conservazione in forni di mantenimento o in fornetti scalda-elettrodi (impianto riferito al precedente schema) Ricondizionamento 1) Elettrodo Tipo: Temperatura (°C) Min./Max. Tempo di mant. (h) Min./Max. Stockage intermédiare après l’étuvage Temperatura Tempo di (°C) mant. (h) Min./Max. Min./Max. Elettrodi, non leg. bassoleg., norma EN ISO 2560 / EN 499 / EN 757 / EN 1599 o AWS SFA-5.1 / 5.5 Rivestimento cellulosico Non ammesso Non ammesso (p. es. Fox CEL) Rivestimento rutile Non necessario Non necessario (p. es. Fox ETi, UTP 611) Rivestimento basico 300 - 350 2 - 10 120 - 200 2) (p. es. Fox EV 51, UTP 614Kb) Elettrodi inossidabili, norma EN 1600 o AWS SFA-5.4 Se necessario Rivestimento rutile (p. es. Fox EAS4M-A / Fox FFB-A) 120 - 350 2 Rivestimento basico; (Struttura austenitico) Non necessario (p. es. Fox CN 20/25M) Rivestimento basico; (Struttura martensitico/ferritico, 300 - 350 2 - 10 p. ex. 13-17% Cr + 1-6% Ni) (p. es. Fox CN 13/4 SUPRA) Elettrodi per acciai-duplex 250 - 300 2 - 10 (p. es. Fox CN 22/9 N) Elettrodi a base nichel, norma EN ISO 14172 o AWS SFA-5.11 Se necessario Indipendente del rivestimento (p. es. UTP 068HH, UTP 6222 Mo) 120 - 300 2 - 10 Se necessario 120 - 200 2) Stockage ton le carquois de maintien avant soudage Temperatura Tempo di (°C) mant. (h) Min./Max. Min./Max. Non ammesso Non necessario 100 - 200 10 Se necessario 100 - 200 10 Non necessario Non necessario 120 - 200 2) 100 - 200 10 120 - 200 2) 100 - 200 10 Se necessario 120 - 200 2) Se necessario 100 - 200 10 Elettrodi per il riporto duro, norma DIN 8555 EN 14700 o AWS SFA-5.13 Se necessario Se necessario Tutti tipi (p. es. UTP DUR 600) 250 - 350 2 - 10 120 - 200 2) Se necessario 100 - 200 10 1. 2. Determinate sono i dati sulle etichette Senza restrizione Conservazione e ricondizionamento di fili animati I fili animati sono meno esposti degli elettrodi al problema dell’assorbimento dell’umidità, poiché l’anima è protetta da un nastro metallico. Possono essere eventualmente esposti all’assorbimento di umidità alcuni fili a piattina non legati o basso legati (p.e. Ti 52-FD) o altamente legati (p.e. EAS 4 M-FD / CN 23/12-FD). Questi fili animati vengono conservati alle stesse condizioni degli elettrodi, in un ambiente con un’umidità atmosferica massima del 60% e una temperatura di almeno 15°C. Se il filo dovesse ugualmente assorbire dell’umidità, il che si manifesta nella formazione di spruzzi o impronte di gas, occorre procedere a un ricondizionamento a una temperatura massima di 150°C per una durata di 24 ore. I fili animati chiusi, i cosiddetti fili tubolari (p.e. Megafil 713R / Megafil 710 M), non sono generalmente esposti all’umidità e sono quindi considerati assolutamente asciutti. Per evitare che dopo l’apertura dell’imballaggio si formi della condensa sulla superficie del filo prima della saldatura, anche questi fili vengono conservati a un’umidità relativa massima del 60% e a una temperatura minima di 15°C. 02.02 Conservazione e ricondizionamento di elettrodi rivestiti e fili animati | Pagina 2 di 2 | Situazione: 2014-05-12 Queste informazioni sono indicative per l‘artigiano. Essi descrivono delle circostanze tecniche fondamentali semplificate e non sono esaustive. La garanzia delle qualifiche per ogni utilizzo/messa in opera richiede un accordo scritto anticipatamente. voestalpine Böhler Welding Schweiz AG Hertistrasse 15 | Postfach | CH-8304 Wallisellen | T. +41 (0)44 832 88 55 | F. +41 (0)44 832 88 58 | EMail: [email protected] | www.voestalpine.com/welding zertifiziert nach ISO 9001:2000
Scarica