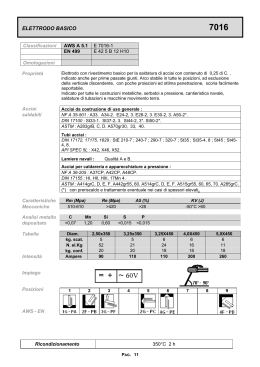
Lincoln Electric Italia Catalogo Consumabili 2011 “Le caratteristiche ed i dati tecnici riportati nel presente catalogo sono puramente indicativi, e non vincolanti. Lincoln Electric Italia S.r.l. si riserva espressamente il diritto di apportare agli stessi, senza preavviso, ogni e qualsiasi modifica o variazione ritenuta opportuna. Conseguentemente, le caratteristiche ed i dati riportati nel presente catalogo non hanno valore contrattuale. Si raccomanda, pertanto, prima di effettuare un ordine, di verificare l'attuale corrispondenze degli stessi.” Fumi: consultare le Schede di Sicurezza Prodotto, disponibili a richiesta. Lincoln Electric Italia S.r.l. Via Fratelli Canepa, 8 16010 Serra Riccò - Genova Tel. +39 010 7541120 - Fax +39 010 7541150 [email protected] www.lincolnelectric.eu ITA 1/11 La qualità in Lincoln Electric Amiamo dire che da oltre 100 anni forniamo soluzioni e prodotti di saldatura “per chi sceglie la Qualità”. Ma cosa c’è dietro a questa parola che molti utilizzano per promuovere i propri prodotti di saldatura, a volte anche senza buone ragioni? Perché comprare i prodotti Lincoln Electric? L’azienda Lincoln Electric • È una delle più grandi aziende che produce consumabili ed equipaggiamenti per saldatura in tutto il mondo • È presente in Europa da più di 75 anni • Distribuisce i propri prodotti in più di 160 Paesi nel mondo con oltre 7.000 persone che lavorano per soddisfare i propri clienti • Offre una gamma completa di soluzioni per la saldatura: - range completo di elettrodi rivestiti, TIG, MIG/MAG, filo animato, Innershield ed ancora materiali di consumo arco sommerso per applicazioni su acciaio, bassolegati, acciaio inossidabile, riporti anti-usura, ghisa e materiali non ferrosi; - equipaggiamenti che rispecchiano le ultime innovazioni industriali e che comprendono, www.lincolnelectric.eu saldatrici per elettrodo, TIG, CV MIG, CC/CV multi processo, generatori per taglio al plasma, motosaldatrici, trainafili, sistemi automatici/robotici, accessori e sistemi ambientali quali aspirafumi; - procedure di saldatura per l’industria; - corsi base ed avanzati di saldatura. Lincoln Electric Italia è Socio di: Associazione Nazionale Aziende Saldatura, Taglio e tecniche affini I consumabili Lincoln Electric sono conformi alla normativa REACH Prodotti di consumo PRODOTTI DI CONSUMO I vari procedimenti di saldatura permettono la giunzione di una ampia varietà di materiali quali acciai al carbonio, bassolegati e inossidabili, leghe di nickel, rame, alluminio ecc. Inoltre i differenti segmenti industriali, che vanno dalla realizzazione di strutture saldate alla riparazione e manutenzione delle stesse, determinano differenti condizioni di saldatura; le applicazioni possono poi variare dalla saldatura di giunti di testa, d'angolo, alla placcatura e i riporti antiusura. Fatte queste premesse, è chiaro che la scelta del materiale d'apporto rappresenta il requisito fondamentale per l'ottenimento del livello qualitativo richiesto al termine dell'operazione di saldatura. Lo scopo di questo catalogo è quello di presentare ai clienti la gamma di prodotti di consumo LINCOLN ELECTRIC, fornendo informazioni immediate che possono guidare l’utilizzatore nella scelta del materiale da loro richiesto. Vogliamo sottolineare che scegliendo la gamma di consumabili proposti da LINCOLN ELECTRIC non utilizzerete soltanto i prodotti di consumo adatti per la Vostra applicazione ma anche un servizio ed il supporto tecnico in grado di rispondere alle Vostre richieste. I prodotti presentati in questo catalogo fanno riferimento alle normative americane AWS e europee EN, nella loro versione più recente. Vengono inoltre forniti alcuni elementi tecnici aggiuntivi quali analisi chimica e caratteristiche meccaniche (tutto materiale d'apporto) e una breve descrizione delle caratteristiche principali. Eventuali informazioni più dettagliate sono disponibili, a richiesta, presso i nostri uffici. ABBREVIAZIONI PLW = avvolgimento spira/spira RW = avvolgimento random Analisi chimica Per analisi chimica si intende la composizione percentuale del deposito tutto materiale d'apporto per elettrodi, fili pieni MIG/MAG, bacchette TIG e fili animati; l'analisi chimica media percentuale per i fili pieni per l'arco sommerso Caratteristiche meccaniche R = carico di rottura in N/mm2 S = carico di snervamento in N/mm2 A = allungamento percentuale J = valori di resilienza in Joule ad una determinata temperatura AW = caratteristiche meccaniche relative alla condizione “come saldato” SR = caratteristiche meccaniche relative alla condizione del giunto saldato dopo trattamento termico FN = numero di ferrite www.lincolnelectric.eu Indice Informazioni generali Classificazioni AWS per i materiali di consumo Classificazioni EN per i materiali di consumo Posizioni di saldatura in accordo con ASME e ISO 6947 Tabella di selezione degli elettrodi per acciai al carbonio e bassolegati Tabella di selezione degli elettrodi per acciai al Cr-Mo per impieghi ad alte temperature (resistenti al Creep) Tabella di selezione degli elettrodi per acciai al Ni per impieghi a basse temperature Tabella di selezione degli elettrodi per acciai inossidabili Ferrite in zona fusa: il Diagramma di Schaeffler Tabella di selezione degli elettrodi per giunti eterogenei Sahara Ready Pack® Istruzioni di movimentazione e stoccaggio per elettrodi rivestiti Istruzioni di movimentazione, stoccaggio e condizionamento per fili animati e flussi sommersi Elettrodi rivestiti Acciai al carbonio Elettrodi cellulosici Acciai bassolegati Acciai inossidabili Manutenzione Riparazioni Leghe di nickel e rame Leghe di alluminio Fili MIG Acciai al carbonio Acciai bassolegati Acciai inossidabili Leghe di alluminio Bacchette TIG Acciai al carbonio e bassolegati Acciai inossidabili Leghe di alluminio Fili animati sotto protezione gassosa Acciai al carbonio e bassolegati Acciai inossidabili Fili animati senza protezione gassosa (Innershield®) Acciai al carbonio Flussi arco sommerso Acciai al carbonio e bassolegati Acciai inossidabili e leghe nickel Fili arco sommerso pag. pag. pag. pag. pag. 4 15 20 22 26 pag. 28 pag. pag. pag. pag. pag. pag. 30 32 37 38 41 43 pag. 45 pag. pag. pag. pag. pag. pag. pag. pag. 46 48 48 51 58 59 60 61 pag. 62 pag. pag. pag. pag. 63 64 65 67 pag. 68 pag. 69 pag. 70 pag. 72 pag. 73 pag. 74 pag. 76 pag. 79 pag. 79 pag. 80 pag. 81 pag. 84 pag. 85 Acciai al carbonio e bassolegati Acciai inossidabili pag. 85 pag. 86 Centri di Assistenza Autorizzati pag. 87 3 www.lincolnelectric.eu Classificazioni AWS per i materiali di consumo AWS A5.1: Classificazione per Elettrodi rivestiti per la saldatura di Acciai al Carbonio-Manganese. Composizione chimica del metallo d’apporto Mn Si Ni Cr Mo V Classific. E60xx Non Specificato E7016/18/27 1,60 0,75 0,30 0,20 0,30 0,08 0,90 0,30 0,20 0,30 0,08 E7014/15/24 1,25 E7028/48 1,60 0,90 0,30 0,20 0,30 0,08 E7018M 0,40 0,80 0,25 0,15 0,35 0,05 1,80 * Limite combinato per Mn+Ni+Cr+Mo+V * E 70 18 1,75 1,50 1,75 Non Spec. 1 H4 R Conarc 49C PROCESSO: ELETTRODO RIVESTITO Proprietà meccaniche del deposito (valori indicativi) Simbolo Rs[MPa] 60 414 70 480 80 550 90 620 100 690 110 760 120 830 Digit 10 11 12 13 * 14 15 16 18 19 20 22 ** 24 27 28 ** 48 Rm[MPa] 331 390 460 530 600 670 740 All. % 22 22 19 17 16 15 14 Tipo di rivestimento Cellulosico (organico) Cellulosico (organico) Rutile Rutile Rutile, (con polvere metallica) Basico Basico Basico, basso H2 + polveri metalliche Rutile + polveri metalliche Ossido di ferro Elevato ossido di ferro Rutile, ~50% polveri metalliche Minerale, ~50% polveri metalliche Basico, basso H2, ~50% polveri di Fe Basico, basso H2 Posizioni di saldatura * tutte le posizioni ** orizzontale e angolo *** come 1 incluso verticale discendente Corrente solo DC AC o DC AC o DC AC o DC AC o DC solo DC AC o DC AC o DC AC o DC AC o DC AC o DC AC o DC AC o DC AC o DC AC o DC Se presente indica elettrodi con limitato assorbimento di idrogeno Classificazione E xxxx, E xxxx-1 E xxxx R, E xxxx-1R E xxxxM Contenuto di umidità max 0,6% max 0,3% max 0,1% Tenore massimo di idrogeno diffusibile depositato (ml/100g) Requisiti addizionali di resilienza Classificazione E 7016-1, 1B-1 E 7024-1 27 Joule ave.@ -46° C -18° C All. % 22% vs 17% 4 www.lincolnelectric.eu Classificazioni AWS per i materiali di consumo AWS A5.5: Classificazione per Elettrodi rivestiti per la saldatura di Acciai Bassolegati. E 70 18 A1 – H4 R SL12G Se presente, indica elettrodi con limitato assorbimento di idrogeno PROCESSO: ELETTRODO RIVESTITO Tenore massimo di idrogeno diffusibile depositato (ml/100g) L quando presente, indica elettrodi con depositi a basso tenore di carbonio (< 0,05%) Proprietà meccaniche del deposito (valori indicativi) Simbolo Rs[MPa] 60 414 70 480 80 550 90 620 100 690 110 760 120 830 Rm[MPa] 331 390 460 530 600 670 740 Elementi caratteristici del deposito, seguiti da un numero identificativo All. % 22 22 19 17 16 15 14 A B C D G M W Mo Cr, Mo Ni Mn, Mo Da specificarsi caso per caso Conformi a specifiche militari (MIL) Per usi nucleari Tipo di elettrodo, polarità e posizione di saldatura Simbolo 10 11 12 13 14 15 16 18 20 22 24 27 28 48 Posizione Tipo Polarità Tutte, eccetto verticale discendente Cellulosico E+ CA o E+ CA o ECA CA, E+ o EE+ CA o E+ CA o E+ CA, E+ o ECA, E+ o ECA, E+ o ECA, E+ o ECA o E+ CA o E+ Rutilico Rutilico ad alto rendimento Basico Piano e piano frontale Come 2 e verticale discendente. Basico ad alto rendimento Acido ad alto rentimento Acido ad alto rendimento per giunti d’angolo Rutilico ad alto rendimento, Acido ad alto rendimento Basico ad alto rendimento, Basico ad alto rendimento 5 www.lincolnelectric.eu Classificazioni AWS per i materiali di consumo AWS A5.4: Classificazione per Elettrodi rivestiti per la saldatura di Acciai Inossidabili. E 316 L 17 Limarosta 316L-130 L quando presente, sta per Low Carbon = %C ≤4 PROCESSO: ELETTRODO RIVESTITO Tipi di elettrodi 15 16 17 25 Posizione Tutte, eccetto verticale discendente Tipo Basico Semibasico Rutilico Piano e piano frontale Semibasico CA E+ o Ealto rendimento Semibasico alto rendimento (per cordoli d’angolo) 26 Polarità E+ CA o E+ CA o E+ Analisi chimica tipica Simbolo 308 308L C max 0,08 0,04 Cr 18,0÷21 18,0÷21 Ni 9,0÷11,0 9,0÷11,0 Mo – – Nb + Ti – – 309 309Cb 309L 309Mo 0,15 0,12 0,04 0,12 22,0÷25,0 22,0÷25,0 22,0÷25,0 22,0÷25,0 12,0÷14,0 12,0÷14,0 12,0÷14,0 12,0÷14,0 – – – 2,0÷3,0 – 0,7÷1,0 0,7÷1,0 – 310 310Cb 310H 310Mo 0,20 0,12 0,35÷0,45 0,12 25,0÷28,0 25,0÷28,0 25,0÷28,0 25,0÷28,0 20,0÷22,5 20,0÷22,5 20,0÷22,5 20,0÷22,5 – – – 2,0÷3,0 – 0,7÷1,0 – – 312 0,15 28,0÷32,0 8,0÷10,5 – – 316 316L 317 317L 318 0,08 0,04 0,08 0,04 0,08 17,0÷20,0 17,0÷20,0 18,0÷21,0 18,0÷21,0 17,0÷20,0 11,0÷14,0 11,0÷14,0 12,0÷14,0 12,0÷14,0 11,0÷14,0 2,0÷3,0 2,0÷3,0 3,0÷4,0 3,0÷4,0 2,0÷2,5 – – – – 6* C÷1,0 320 330 0,07 0,25 19,0÷21,0 14,0÷17,0 32,0÷36,0 33,0÷37,0 2,0÷3,0 – 8* C÷1,0 – 347 349 0,08 0,13 18,0÷21,0 18,0÷21,0 9,0÷11,0 8,0÷11,0 – – 8* C÷1,0 0,75÷1,2 410 347Ni Mo 430 0,12 0,06 0,10 11,0÷13,5 11,0÷12,5 15,0÷18,0 ≤0,6 4,0÷5,0 ≤0,6 ≤0,75 0,4÷0,7 ≤0,75 – – – 502 505 0,10 0,10 4,0÷6,0 8,0÷15,0 ≤0,40 ≤0,40 0,45÷0,65 0,85÷1,20 – – 630 16-18-8-2 0,05 0,10 16,0÷16,7 14,5÷16,5 4,5÷5,0 7,5÷9,5 ≤0,75 1,0÷2,0 – – 6 www.lincolnelectric.eu Classificazioni AWS per i materiali di consumo AWS A5.18: Classificazione per fili pieni e bacchette per saldatura sotto protezione gassosa di Acciai al Carbonio. Questa classificazione include i fili Metal-cored per Acciai al Carbonio. Outershield MC710-H E 70 C 6 M H4 PROCESSO: SALDATURA TIG O A FILO CONTINUO R quando presente, sta per solido (ROD=vergella) Idrogeno diffusibile Min. valore del carico di rottura in ksi RM [ksi] Rm[MPa] 70 Rs[MPa] All. % 420 22 500 M = miscela 75-80% Ar C = 100% CO2 S = solido (filo pieno) C = composito (metal cored) Caratteristiche del deposito Simbolo Composizione chimica Mn Si C 2 0,07 max 0,9÷1,4 0,4÷0,7 Resilienza Altri elementi Ti = 0,05÷0,15 Zr = 0,02÷0,12 Al = 0,05÷0,15 27 J a -29° C 3 0,06÷0,15 0,9÷1,4 0,45÷0,7 27 J a -18° C 4 0,07÷0,15 1,0÷1,5 0,65÷0,85 Nessun requisito 5 0,07÷0,19 0,9÷1,4 0,3÷0,6 6 0,07÷0,15 1,4÷1,85 0,8÷1,15 7 0,07÷0,15 1,5÷2,0 0,5÷0,8 Al = 0,05÷0,9 Nessun requisito 27 J a -29° C P = 0,025 max, S = 0,035 max, Cu = 0,5 max, (compresa la ramatura superficiale) 7 www.lincolnelectric.eu Classificazioni AWS per i materiali di consumo AWS A5.28: Classificazione per fili pieni e bacchette per saldatura sotto protezione gassosa di Acciai Bassolegati. Questa classificazione include i fili Metal-cored per Acciai Bassolegati. LNT 12 ER 70 S A1 – PROCESSO: SALDATURA TIG O A FILO CONTINUO R quando presente, sta per solido (ROD=vergella) Min. valore del carico di rottura in ksi RM [ksi] Rm[MPa] 70 500 Rs[MPa] All. % 420 22 S = solido (filo pieno) C = composito (metal cored) Se presente indica il contenuto di Idrogeno diffusibile [Hdm] Elementi caratteristici del deposito, seguiti da un numero identificativo rappresentativo della composizione chimica A B Ni D S G Mo Cr, Mo Ni Mn, Mo Altri elementi di lega Da specificarsi caso per caso 8 www.lincolnelectric.eu Classificazioni AWS per i materiali di consumo AWS A5.20: Classificazione per fili animati per saldatura di Acciai al Carbonio. Outershield 71M-H E 7 1 T 1 M J H4 Idrogeno diffusibile [Hdm] ELETTRODO PER LA SALDATURA A FILO CONTINUO H4 H8 H16 < 4 ml/100 g 4 ÷ 8 ml/100 g 8 ÷ 16 ml/100g Min. valore del carico di rottura in ksi Rm[ksi] 6 7 60 70 Requisiti addizionali di resilienza se presente, sono garantiti 47J a –20° C Rm[Mpa] Rs[Mpa] 415 480 330 400 Gas di protezione utilizzato Posizione di saldatura 0 1 C M Piano ed orizzontale Tutte le posizioni 100% CO2 Miscela Ar + CO2 (20% ÷ 25%) Lettera distintiva del consumabile (Tubolar Cored) Caratteristiche meccaniche Classificazione AWS Carico di rottura (MPa) E7XT-1, -1Mc E7XT-2, -2Mc E7XT-3d E7XT-4 E7XT-5, -5Mc E7XT-6c E7XT-7 E7XT-8c E7XT-9, -9Mc E7XT-10d E7XT-11 E7XT-12, -12Mc E6XT-13d E7XT-13d E7XT-14d E6XT-G E7XT-G E6XT-GSd E7XT-GSd 480 480 480 480 480 480 480 480 480 480 480 da 480 a 620 415 480 480 415 480 415 480 Snervamento (MPa) 400 400 400 400 400 400 400 400 400 330 400 b a Allungamento % Resilienza 22 Non spec. Non spec. 22 22 22 22 22 22 Non spec. 20 22 Non spec. Non spec. Non spec. 22 22 Non spec. Non spec. 27 J a -18° C Non spec. Non spec. Non spec. 27 J a -29° C 27 J a -29° C Non spec. 27 J a -29° C 27 J a -29° C Non spec. Non spec. 27 J a -29° C Non spec. Non spec. Non spec. Non spec. Non spec. Non spec. Non spec. a) Valori minimi b) 0,2% offset c) Gli elettrodi con la seguente designazione possono avere valori diversi per la temperatura di resilienza Classificaz. AWS Designazione elettrodi Resilienza E7XT-1, 1M E7XT-5, 5M E7XT-6 E7XT-8 E7XT-9, 9M E7XT-12, 12M E7XT-1J, -1MJ E7XT-5J, -5MJ E7XT-6J E7XT-8J E7XT-9J, -9MJ E7XT-12J, -12MJ 27 J a -40° C 27 J a -40° C 27 J a -40° C 27 J a -40° C 27 J a -40° C 27 J a -40° C d) Questa classificazione si riferisce a passate singole, è precisato solo il carico di rottura. 9 www.lincolnelectric.eu Classificazioni AWS per i materiali di consumo AWS A5.29: Classificazione per fili animati per saldatura di Acciai Bassolegati. Outershield 81Ni1-H E 8 1 T 1 Ni1 M J H4 Idrogeno diffusibile [Hdm] ELETTRODO PER LA SALDATURA A FILO CONTINUO H4 H8 H16 < 4 ml/100 g 4 ÷ 8 ml/100 g 8 ÷ 16 ml/100g Min. valore del carico di rottura in ksi Rm[ksi] 7 8 70-90 80-100 Rm[Mpa] Rs[Mpa] 480-620 550-690 Posizione di saldatura 0 1 Piano ed orizzontale Tutte le posizioni Lettera distintiva del consumabile (Tubolar Cored) Indicazioni per composizione chimica, tipo di riempimento e caratteristiche di resilienza Requisiti addizionali di resilienza se presente, sono garantiti 47J a –20° C 440 470 Gas di protezione utilizzato C M 100% CO2 Miscela Ar + CO2 (20% ÷ 25%) Elementi caratteristici del deposito, seguiti da un numero identificativo rappresentativo della composizione chimica A B Ni D S G Mo Cr, Mo Ni Mn, Mo Altri elementi di lega Da specificarsi caso per caso 10 www.lincolnelectric.eu Classificazioni AWS per i materiali di consumo AWS A5.9: Classificazione per fili pieni e bacchette per saldatura di Acciai Inossidabili. ER 316 L LNT 316LSi PROCESSO: SALDATURA TIG O A FILO CONTINUO R quando presente, sta per solido (ROD=vergella) L quando presente, sta per Low Carbon = %C ≤4 Composizione chimica del deposito Simbolo C Cr Ni Mo Mn Si P S N Cu Altri 209 218 219 240 307 308 308H 308L 308Mo 30LMo 308Si 308LSi 309 309L 309Mo 309LMo 309Si 309LSi 310 312 316 316H 316L 316Si 316LSi 317 317L 318 320 320LR 321 330 347 347Si 383 385 409 409Cb 410 410NiMo 0,05 0,10 0.05 0.05 0.04-0.14 0.08 0.04-0.08 0.03 0.08 0.04 0.08 0.03 0.12 0.03 0.12 0.03 0.12 0.03 0.08-0.15 0.15 0.08 0.04-0.08 0.03 0.08 0.03 0.08 0.03 0.08 0.07 0.025 0.08 0.18-0.25 0.08 0.08 0.025 0.025 0.08 0.08 0.12 0.06 20,5-24,0 10,0-18,0 19.0-21.5 17.0-19.0 19.5-22.0 19.5-22.0 19.5-22.0 19.5-22.0 18.0-21.0 18.0-21.0 19.5-22.0 19.5-22.0 23.0-25.0 23.0-25.0 23.0-25.0 23.0-25.0 23.0-25.0 23.0-25.0 25.0-28.0 28.0-32.0 18.0-20.0 18.0-20.0 18.0-20.0 18.0-20.0 18.0-20.0 18.5-20.5 18.5-20.5 18.0-20.0 19.0-21.0 19.0-21.0 18.5-20.5 15.0-17.0 19.0-21.5 19.0-21.5 20.5-28.5 19.5-21.5 10.5-13.5 10.5-13.5 11.5-13.5 11.0-12.5 9,5-12,0 8,0-9,0 5.5-7.0 4.0-6.0 8.0-10.7 9.0-11.0 9.0-11.0 9.0-11.0 9.0-12.0 9.0-12.0 9.0-11.0 9.0-11.0 12.0-14.0 12.0-14.0 12.0-14.0 12.0-14.0 12.0-14.0 12.0-14.0 20.0-22.5 8.0-10.5 11.0-14.0 11.0-14.0 11.0-14.0 11.0-14.0 11.0-14.0 13.0-15.0 13.0-15.0 11.0-14.0 32.0-36.0 32.0-36.0 9.0-10.5 34.0-37.0 9.0-11.0 9.0-11.0 30.0-33.0 24.0-26.0 0.6 0.6 0.6 4.0-5.0 1,5-3,0 0,75 0.75 0.75 0.5-1.5 0.75 0.50 0.75 2.0-3.0 2.0-3.0 0.75 0.75 0.75 0.75 2.0-3.0 2.0-3.0 0.75 0.75 0.75 0.75 2.0-3.0 2.0-3.0 2.0-3.0 2.0-3.0 2.0-3.0 3.0-4.0 3.0-4.0 2.0-3.0 2.0-3.0 2.0-3.0 0.75 0.75 0.75 0.75 3.2-4.2 4.2-5.2 0.50 0.50 0.75 0.4-0.7 4,0-7,0 7,0-9,0 8.0-10.0 10.5-13.5 3.3-4.75 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 2.5 1.5-2.0 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 1.0-2.5 0.8 0.8 0.6 0.6 0,90 3.4-4.5 1.00 1.00 0.30-0.65 0.30-0.65 0.30-0.65 0.30-0.65 0.30-0.65 0.30-0.65 0.65-1.00 0.65-1.00 0.30-0.65 0.30-0.65 0.30-0.65 0.30-0.65 0.65-1.00 0.65-1.00 0.30-0.65 0.30-0.65 0.30-0.65 0.30-0.65 0.03 0.65-1.00 0.65-1.00 0.30-0.65 0.30-0.65 0.30-0.65 0.60 0.15 0.30-0.65 0.30-0.65 0.30-0.65 0.65-1.00 0.50 0.50 0.8 1.0 0.5 0.5 0,03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.015 0.03 0.03 0.03 0.03 0.02 0.02 0.03 0.04 0.03 0.03 0,03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 -0.03 0.03 0.03 0.03 0.03 0.03 0.02 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0,10-0,30 0.08-0.18 0.10-0.30 0.10-0.30 ------------------0.75 ------------------ 0,75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 0.75 V 0,10-0,30 0.75 0.75 0.75 0.75 0.75 Nb 8 x C min 1.0 max 3.0-4.0 Nb 8 x C min 1.0 max 3.0-4.0 Nb 8 x C min 1.0 max 0.75 Ti 9 x C min/1.0 max 0.75 0.75 Nb 10 x C min/1.0 max 0.75 Nb 10 x C min/1.0 max 0.70-1.5 -1.2-2.0 -0.75 Ti 10 x C min/1.5 max 0.75 Nb 10 x C min/0.75 max 0.75 -0.75 -- 11 www.lincolnelectric.eu Classificazioni AWS per i materiali di consumo AWS A5.22 - 95: Classificazione per fili animati per la saldatura di Acciai Inossidabili. COR-A-ROSTA 316L E ELETTRODO PER SALDATURA Composizione chimica del metallo d’apporto secondo il sistema AISI 316 L T 0 4 Protezione 1 3 4 G 100% CO2 Autoprotetto Miscela gas Ar + 20-25% CO2 Non specificato Posizione di saldatura 0 1 Piano e orizzontale Tutte le posizioni Indicazione per il contenuto di Carbonio L H Basso carbonio Contenuto di carbonio più elevato rispetto al corrispondente tipo standard Fili o bacchette animate 12 www.lincolnelectric.eu Classificazioni AWS per i materiali di consumo AWS A5.17 / AWS A5.17M: Classificazione per abbinamenti filo/flusso per la saldatura in arco sommerso di Acciai al Carbonio. Filo F S X X Flusso per saldatura ad arco sommerso S Indica se il flusso è ricavato da materiali parzialmente o totalmente riutilizzati. L’omissione della “S” indica che la classificazione è riferita ad un flusso “vergine” AWS A5.17 Indica il carico di rottura in psi/10.000. Ad esempio, il numero 7 rappresenta un carico di rottura da 70.000 a 95.000psi. X { { Flusso – E C XX K – HX Designazione opzionale: Idrogeno diffusibile depositato (Hdm) in ml/100g H2 <2ml/100g H4 2-4ml/100g H6 4-6ml/100g H8 6-88ml/100g H16 8-16ml/100g K se presente indica un elevato tenore di Silicio Tenore medio di carbonio per 100 AWS A5.17 M Indica il carico di rottura in MPa/10. Ad esempio, il numero 43 rappresenta un carico di rottura da 430 a 560MPa Condizioni di trattamento termico in cui sono state condotte le prove A: Come saldato; P: con PWHT Tipo di filo La lettera C, se presente, indica che il filo è un filo animato. Lettera che rappresenta la composizione chimica L Elettrodo a basso Manganese M Elettrodo a medio Manganese H Elettrodo ad alto Manganese G Non specificato AWS A5.17 Temperatura in F° per ottenere la resilienza garantita 20 ft x lb (vedi pag. 84) Elettrodo per saldatura ad arco sommerso AWS A5.17M T temperatura in C° per ottenere la resilienza garantita 27J (vedi pag. 84) Nota: la AWS A5.17M differisce dalla AWS A5.17 per l’impiego di unità metriche anziché anglosassoni 13 www.lincolnelectric.eu Classificazioni AWS per i materiali di consumo AWS A5.23 / AWS A5.23M: Classificazione per abbinamenti filo/flusso per la saldatura in arco sommerso di acciai Bassolegati. Filo F S X X X { { Flusso – E CXXX X – X* Flusso per saldatura ad arco sommerso X HX Idrogeno diffusibile N = applicazioni nucleari R = caratteristiche aggiuntive per Step Cooling S Indica se il flusso è ricavato da materiali parzialmente o totalmente riutilizzati. L’omissione della “S” indica che la classificazione è riferita ad un flusso “vergine” Elettrodo per saldatura ad arco sommerso La lettera C, se presente, indica che il filo è un filo animato. AWS A5.23 AWS A5.23 Indica il carico di rottura in psi/10.000. Ad esempio, il numero 8 rappresenta un carico di rottura da 80.000 a 100.000psi. AWS A5.23 M Temperatura in F° per ottenere la resilienza garantita 20 ft x lb (vedi pag. 84) AWS A5.23 M T Temperatura in C° per ottenere la resilienza garantita 27J (vedi pag. 84) Indica il carico di rottura in MPa/10. Ad esempio, il numero 55 rappresenta un carico di rottura da 550 a 700 MPa. Condizioni di trattamento termico in cui sono state condotte le prove A: Come saldato; P: con PWHT * Composizione chimica Classificazione AWS % in peso C Mn Si S P Cr Ni Mo Cu V Altro EL12 EM12K EA1 EA2 EA3 EA3K EA4 EB1 EB2 EB2H EB3 EB5 EB6 EB6H EB8 EB9 0.04-0.14 0.05-0.15 0.05-0.15 0.05-0.17 0.05-0.17 0.05-0.15 0.05-0.15 0.10 0.07-0.15 0.28-0.33 0.05-0.15 0.15-0.23 0.10 0.25-0.40 0.10 0.07-0.13 0.25-0.60 0.80-1.25 0.65-1.00 0.95-1.35 1.65-2.20 1.60-2.10 1.20-1.70 0.40-0.80 0.45-1.00 0.45-0.65 0.40-0.80 0.40-0.70 0.35-0.70 0.75-1.00 0.30-0.65 1.25 0.10 0.10-0.35 0.20 0.20 0.20 0.50-0.80 0.20 0.05-0.30 0.05-0.30 0.55-0.75 0.05-0.30 0.40-0.60 0.05-0.50 0.25-0.50 0.05-0.50 0.30 0.030 0.030 0.025 0.025 0.025 0.025 0.025 0.025 0.025 0.015 0.025 0.025 0.025 0.025 0.025 0.010 0.030 0.030 0.025 0.025 0.025 0.025 0.025 0.025 0.025 0.015 0.025 0.025 0.025 0.025 0.025 0.010 – – – – – – – 0.40-0.75 1.00-1.75 1.00-1.50 2.25-3.00 0.45-0.65 4.50-6.50 4.80-6.00 8.00-10.50 8.00-10.00 – – – – – – – – – – – – – – – 1.00 – – 0.45-0.65 0.45-0.65 0.45-0.65 0.40-0.60 0.45-0.65 0.45-0.65 0.45-0.65 0.40-0.65 0.90-1.10 0.90-1.20 0.45-0.70 0.45-0.65 0.80-1.20 0.80-1.10 0.35 0.35 0.35 0.35 0.35 0.35 0.35 0.35 0.35 0.30 0.35 0.30 0.35 0.35 0.35 0.10 – – – – – – – – – 0.20-0.30 – – – – – 0.15-0.25 ENi1 ENi1K ENi2 ENi3 ENi4 ENi5 EF1 EF2 EF3 EF4 EF5 EF6 EM2 EM3 EM4 EW EG 0.12 0.12 0.12 0.13 0.12-0.19 0.12 0.07-0.15 0.10-0.18 0.10-0.18 0.16-0.23 0.10-0.17 0.07-0.15 0.10 0.10 0.10 0.12 0.75-1.25 0.80-1.40 0.75-1.25 0.60-1.20 0.60-1.00 1.20-1.60 0.90-1.70 1.70-2.40 1.70-2.40 0.60-0.90 1.70-2.20 1.45-1.90 1.25-1.80 1.40-1.80 1.40-1.80 0.35-0.65 0.05-0.30 0.40-0.80 0.05-0.30 0.05-0.30 0.10-0.30 0.05-0.30 0.15-0.35 0.20 0.30 0.15-0.35 0.20 0.10-0.30 0.20-0.60 0.20-0.60 0.20-0.60 0.20-0.35 0.020 0.020 0.020 0.020 0.020 0.020 0.025 0.025 0.025 0.030 0.015 0.015 0.015 0.015 0.015 0.030 0.020 0.020 0.020 0.020 0.015 0.020 0.025 0.025 0.025 0.025 0.010 0.015 0.010 0.010 0.010 0.025 Non specificato 0.15 – – 0.15 – – – – – 0.40-0.60 0.25-0.50 0.20-0.55 0.30 0.55 0.60 0.50-0.80 0.75-1.25 0.75-1.25 2.10-2.90 3.10-3.80 1.60-2.10 0.75-1.25 0.95-1.60 0.40-0.80 0.70-1.10 0.40-0.80 2.30-2.80 1.75-2.25 1.40-2.10 1.90-2.60 2.00-2.80 0.40-0.80 0.30 – – – 0.10-0.30 0.10-0.30 0.25-0.55 0.40-0.65 0.40-0.65 0.15-0.30 0.45-0.65 0.40-0.65 0.25-0.55 0.25-0.65 0.30-0.65 – 0.35 0.35 0.35 0.35 0.35 0.35 0.35 0.35 0.35 0.35 0.50 0.35 0.25 0.25 0.25 0.30-0.80 – – – – – – – – – – – – 0.05 0.04 0.03 – – – – – – – – – – – – – – – – NB (CB): 0.02-0.10 N: 0.03-0.07 Al: 0.04 – – – – – – – – – – – – Ti: 0.10, Zr: 0.10, Al: 0.10 Ti: 0.10, Zr: 0.10, Al: 0.10 Ti: 0.10, Zr: 0.10, Al: 0.10 – Nota: la AWS A5.23M differisce dalla AWS A5.23 per l’impiego di unità metriche anziché anglosassoni 14 www.lincolnelectric.eu Classificazioni EN per i materiali di consumo EN 1599 Classificazione per elettrodi rivestiti per saldatura manuale ad arcodi acciai resistenti al Creep. E CrMo2 B 3 2 SL 20G H5 1. 2. 3. 4. 5. H5 = max.5 H10 = max.10 Posizioni di saldatura Tutte le posizioni Tutte le posizioni ad eccezione del verticale discendente Piano ed orizzontale (giunti di testa e d’angolo) Piano (giunti di testa e d’angolo) Verticale discendente e posizioni indicate da 3 Simbolo 1 2 3 4 Tipo di corrente e rendimento A C R RR Tipo di rivestimento Composizione chimica Rendimento Tipo di corrente AC + DC DC AC + DC DC ≤ 105 >105 ≤ 125 Acido Cellulosico Rutile Rutile con rivest. spesso RC RA RB B Rutilo cellulosico Rutilo acido Rutilo basico Basico Simbolo Mo MoV CrMo0,5 CrMo1 CrMo1L CrMoV1 CrMo2 CrMo2L CrMo5 CrMo9 CrMo91 Cr 0,30-0,60 0,40-0,65 0,9-1,40 0,9-1,40 0,9-1,30 2,0-2,6 2,0-2,6 4,0-6,0 8,0-10,0 8,0-10,5 Mo 0,40-0,70 0,8-1,20 0,40-0,65 0,45-0,70 0,45-0,70 0,90-1,30 0,90-1,30 0,90-1,30 0,40-0,70 0,90-1,,20 0,80-1,20 v 0,25-0,60 0,10-0,35 0,15 0,15-0,30 CrMoWV12 10,0-12,0 0,80-1,20 0,20-0,40 Elettrodo rivestito z Altri C<0,05 C<0,05 Ni ≤1,0 Ni 0,40-1,0 Nb 0,03-0,10 W 0,02-0,07 Ni ≤ 0,8 W 0,40-0,60 altro EN 1600 Classificazione per elettrodi rivestiti per saldatura manuale ad arco di acciai inossidabili e per alte temperature. E 19 12 3 L R 1 Limarosta 316L 2 Posizioni di saldatura Elettrodo rivestito Tipo di corrente e rendimento Composizione chimica Tipo di rivestimento Simbolo C Mn Cr Martensitico/ferritico 13 0,12 1,5 11 - 14 13 4 0,06 1,5 11 - 14 17 0,12 1,5 16 - 18 Austenitico 19 9 0,08 2,0 18 - 21 19 9 L 0,04 2,0 18 - 21 19 9 Nb 0,08 2,0 18 - 21 19 12 2 0,08 2,0 17 - 20 19 12 3 L 0,04 2,0 17 - 20 19 12 3 Nb 0,08 2,0 17 - 20 19 13 4 N L 0,04 1-5 17 - 20 Austenitico/Ferritico, elevata resistenza a corrosione 22 9 3 N L 0,04 2,5 21 - 24 25 7 2 N L 0,04 2,0 24 - 28 25 9 3 CuN L 0,04 2,5 24 - 27 25 9 4 N L 0,04 2,5 24 - 27 Completamente Austenitico elevata resistenza a corrosione 18 15 3 L 0,04 1-4 16 - 19 18 16 5 N L 0,04 1-4 17 - 20 Ni Mo Altri 3-5 - 0,4 - 1 - - 9 - 11 9 - 11 9 - 11 10 - 13 10 - 13 10 - 13 12 - 15 2-3 2-3 2-3 3-4 Nb Nb 0,20N 7 - 10 6-8 7 - 10 8 - 10 2-4 1-3 2-4 2-4 0,20N 14 - 17 15 - 19 2-3 3-5 1) 5) 2) 5) 3) 5) 5) 0,20N 5) 1. 2. 3. 4. 5. Tutte le posizioni Tutte le posizioni ad eccezione del verticale discendente Piano ed orizzontale (giunti di testa e d’angolo) Piano (giunti di testa e d’angolo) Verticale discendente e posizioni indicate da 3 Simbolo 1 2 3 4 5 6 R Simbolo C 20 25 5 CuN L 0,04 20 16 3 MnN L 0,04 25 22 2 N L 0,04 27 31 4 Cu L 0,04 Tipi speciali 18 8 Mn 0,20 18 9 MnMo 0,04-1,4 20 10 3 0,10 23 12 L 0,04 23 12 Nb 0,10 23 12 2 L 0,04 29 9 0,15 Resistenti ad alte temperature 16 8 2 0,08 19 9 H 0,04-0,08 25 4 0,15 22 12 0,06-0,20 25 20 0,06-0,20 25 20 H 0,35-0,45 18 36 0,25 Rendimento Tipo di corrente AC + DC DC AC + DC DC AC + DC DC ≤ 105 >105 ≤ 125 >125 ≤ 160 Rutile B Basico Mn 1-4 5-8 1-5 2-5 Cr 19 - 22 18 - 21 24 - 27 26 -29 Ni 24 - 27 15 - 18 20 - 23 30 - 33 Mo 4-7 2-3 2-3 3-4 Altri 45 - 75 3-5 2,5 2,5 2,5 2,5 2,5 17 - 20 18 - 21 18 - 21 22 - 25 22 - 25 22 - 25 27 - 31 7 - 10 9 - 11 9 - 12 11 - 14 11 - 14 11 - 14 8 - 12 0,5-1 1-3 2-3 - Nb - 2,5 2,0 2,5 1-5 1-5 2,5 2,5 14 - 16 18 - 21 24 - 27 20 - 23 23 - 27 23 - 27 14 - 18 7-9 9 - 11 4-6 10 - 13 18 - 22 18 - 22 33 - 37 1-2 - - 4) 0,20N 5) 0,20N 5) - 5) 5) 5) 15 www.lincolnelectric.eu Classificazioni EN per i materiali di consumo ISO 2560-A Classificazione per elettrodi rivestiti per saldatura manuale ad arco di acciai non legati e a grano fine. E 50 6 Mn1Ni B 3 2 H5 1. 2. 3. 4. 5. H5 = max.5 H10 = max.10 H15 = max.15 Temperatura di prova per ottenere la resilienza garantita di 47J Tipo di corrente e rendimento Z = no requirem. A = +20° C O = 0° C 2 = -20° C 3 = -30° C 4 = -40° C 5 = -50° C 6 = -60° C A C R RR Tipo di rivestimento Simbolo Snervamento Rottura 35 ≥ 355 440-570 38 ≥ 380 470-600 42 ≥ 420 500-640 46 ≥ 460 530-680 50 ≥ 500 560-720 Rendimento ≤ 105 >105 ≤ 125 >125 ≤ 160 >160 Acido Cellulosico Rutile Rutile con rivest. spesso Simbolo Mo MnMo 1Ni 2Ni 3Ni Mn1Ni 1NiMo z Composizione chimica Min. valore del carico di snervamento (N/mm2) Tutte le posizioni Tutte le posizioni ad eccezione del verticale discendente Piano ed orizzontale (giunti di testa e d’angolo) Piano (giunti di testa e d’angolo) Verticale discendente e posizioni indicate da 3 Simbolo 1 2 3 4 5 6 7 8 Posizioni di saldatura Elettrodo rivestito Kryo 1 HDM(ml/100g) A5 ≥ 22% ≥ 20% ≥ 20% ≥ 20% ≥ 18% RC RA RB B Mn 2,0 1,4 >1,4-2,0 1,4 1,4 1,4 >1,4-2,0 1,4 Tipo di corrente AC + DC DC AC + DC DC AC + DC DC AC + DC DC Rutilo cellulosico Rutilo acido Rutilo basico Basico Ni 0,6-0,12 1,8-2,6 >2,6-3,8 0,6-0,120,6-0,12 altro Mo 0,3-0,6 0,3-0,6 0,3-0,6 EN 757 Classificazione per elettrodi rivestiti per saldatura manuale ad arco di acciai non legati e a grano fine. E 55 4 1NiMo B 3 2 H5 T 1. 2. 3. 4. 5. H5 = max.5 H10 = max.10 Temperatura di prova per ottenere la resilienza garantita di 47J Posizioni di saldatura Z = no requirem. A = +20° C O = 0° C 2 = -20° C 3 = -30° C 4 = -40° C 5 = -50° C 6 = -60° C 7 = -70° C 8 = -80° C Composizione chimica Simbolo Snervamento Min. valore del carico di snervamento (N/mm2) A C R RR Tipo di rivestimento 55 62 69 79 89 ≥ 550 ≥ 620 ≥ 690 ≥ 790 ≥ 890 Rottura A5 610-780 690-890 760-960 880-1080 980-1180 ≥ 18% ≥ 18% ≥ 17% ≥ 16% ≥ 15% Conarc 70G Tutte le posizioni Tutte le posizioni ad eccezione del verticale discendente Piano ed orizzontale (giunti di testa e d’angolo) Piano (giunti di testa e d’angolo) Verticale discendente e posizioni indicate da 3 Simbolo 1 2 3 4 5 6 7 8 Tipo di corrente e rendimento Elettrodo rivestito Idrogeno diffusibile (ml/100g) HDM(ml/100g) Rendimento ≤ 105 >105 ≤ 125 >125 ≤ 160 >160 Acido Cellulosico Rutile Rutile con rivest. spesso Simbolo MnMo Mn1Ni 1NiMo 1.5NiMo 2NiMo Mn1NiMo Mn2NiMo Mn2NiCrMo Mn2NiCrMo Mn2Ni1CrMo Z Mn 1,4-2,0 1,4-2,0 <1,4 <1,4 <1,4 1,4-2,0 1,4-2,0 1,4-2,0 1,4-2,0 1,4-2,0 RC RA RB B Ni 0,6-1,2 0,6-1,2 1,2-1,8 1,8-2,6 0,6-1,2 1,8-2,6 1,8-2,6 1,8-2,6 1,8-2,6 altro Tipo di corrente AC + DC DC AC + DC DC AC + DC DC AC + DC DC Rutilo cellulosico Rutilo acido Rutilo basico Basico Cr 0,3-0,6 0,6-1,0 Mo 0,3-0,6 0,3-0,6 0,3-0,6 0,3-0,6 0,3-0,6 0,3-0,6 0,3-0,6 0,3-0,6 0,3-0,6 16 www.lincolnelectric.eu Classificazioni EN per i materiali di consumo EN 440 Classificazione per fili pieni per saldatura GMAW di acciai non legati e a grano fine. G 46 3 M LNM 26 G3Si1 Composizione chimica Temperatura di prova per ottenere la resilienza garantita di 47J Gas di protezione Z = no requirem. A = +20° C O = 0° C 2 = -20° C 3 = -30° C 4 = -40° C 5 = -50° C 6 = -60° C Min. valore del carico di snervamento (N/mm2) Filo pieno per procedimento GMAW Simbolo G0 G2Si G3Si G4Si G3Si2 Si Mn Ni Mo 0,50-0,80 0,70-1,00 0,80-1,20 1,00-1,30 0,90-1,30 1,30-1,60 1,60-1,90 1,30-1,60 G2Ti G3Ni1 G2Ni2 G2Mo G4Mo 0,40-0,80 0,50-0,90 0,40-0,80 0,30-0,70 0,50-0,80 0,90-1,40 1,00-1,60 0,80-1,40 0,90-1,30 1,70-2,10 0,15 0,15 0,15 0,15 Al 0,05-0,20 0,80-1,50 2,10-2,70 0,15 0,15 G2Al 0,30-0,50 0,90-1,30 0,15 0,15 0,15 0,15 0,15 Ti + Zr 0,05-0,25 0,15 0,15 0,40-0,60 0,40-0,60 Al 0,35-0,75 M = M2 miscela (senza elio) C = 100 CO2 Simbolo 35 38 42 46 50 Snervamento ≥ 355 ≥ 380 ≥ 420 ≥ 460 ≥ 500 Rottura 440-570 470-600 500-640 530-680 560-720 A5 ≥ 22% ≥ 20% ≥ 20% ≥ 20% ≥ 18% EN 1668 Classificazione per bacchette per saldatura GTAW di acciai non legati e a grano fine. W 46 3 W3Si1 LNT 25 Simbolo W0 W2Si W3Si1 W4Si1 Si Mn 0,50-0,80 0,70-1,00 0,80-1,20 0,90-1,30 1,30-1,60 1,60-1,90 Ni W2Ti W3Ni1 W2Ni2 W2Mo 0,40-0,80 0,50-0,90 0,40-0,80 0,30-0,70 0,90-1,40 1,00-1,60 0,80-1,40 0,90-1,30 Composizione chimica Temperatura di prova per ottenere la resilienza garantita di 47J Min. valore del carico di snervamento (N/mm2) Bacchette per procedimento GTAW Mo Al Ti + Zr 0,05-0,20 0,05-0,25 0,80-1,50 2,10-2,70 0,40-0,60 Z = no requirem. A = +20° C O = 0° C 2 = -20° C 3 = -30° C 4 = -40° C 5 = -50° C 6 = -60° C Simbolo Snervamento Rottura A5 35 38 42 46 50 ≥ 355 ≥ 380 ≥ 420 ≥ 460 ≥ 500 440-570 470-600 500-640 530-680 560-720 ≥ 22% ≥ 20% ≥ 20% ≥ 20% ≥ 18% 17 www.lincolnelectric.eu Classificazioni EN per i materiali di consumo EN 12072 Classificazione per fili pieni e bacchette per saldatura ad arco di acciai inossidabili e per alte temperature. G LNM 316 LSi 19 12 3 L Si Classificazione Si = 0,65 - 1,2% Filo pieno per Nb 0,10 - 0,25N 0,10 - 0,20N, 1,5-2,5Cu 4) 0,20-0,30N, 1,5Cu, 1,0W 5) 1,2Cu 6) 0,7-1,5Cu 1) 2) G = GMAW W = GTAW P = PAW S = SAW 3) Composizione chimica Simbolo C Si Mn Cr Martensitico/Ferritico 13 0,15 1,0 1,0 12-15 13 L 0,05 1,0 1,0 12-15 13 4 0,05 1,0 1,0 11-14 17 0,12 1,0 16 - 19 Austenitico 5 19-21 19 9 L 0,03 0,65 1-2 1 5 19 9 Nb 0,08 0,65 1-2 19-21 19 12 3 L 0,03 0,65 1-25 18-20 19 12 3 Nb1 0,08 0,65 1-25 18-20 Austenitico/Ferritico, elevata restistenza a corrosione 2 22 9 3 N L 0,03 1,0 2,5 21-24 25 7 2 N L 0,03 1,0 2,5 24-27 25 9 3 CuN L3 0,03 1,0 2,5 24-27 25 9 4 N L4 0,03 1,0 2,5 24-27 Completamente austenitico, elevata resistenza a corrosionr 18 15 3 L 0,03 1,0 1-4 17-20 18 16 5 N L2 0,03 1,0 1-4 17-20 19 13 4 L 0,03 1,0 1,5 17-20 5 20 25 5 Cu L 0,03 1,0 1-5 19-22 Ni Mo 3-5 - 0,4-1 - 9-11 9-11 11-14 11-14 25-3 25-3 7-10 6-8 8-11 8-10 25,4 15-25 25-4 25-45 13-15 16-19 12-15 24-27 25-4 35-5 3-45 4-6 Simbolo C Si 20 16 3 Mn L 0,03 1,0 25 22 2 N L2 0,03 1,0 6 27 31 4 Cu L 0,03 1,0 Tipi speciali 18 8 Mn 0,20 1,2 20 10 3 0,12 1,0 23 12 L 0,03 0,65 1 23 12 Nb 0,08 1,0 23 12 2 L 0,03 1,0 29 9 0,15 1,0 Resistenti ad alta temperatura 16 8 2 0,10 1,0 19 9 H 0,04-0,08 1,0 19 12 3 H 0,04-0,08 1,0 22 12 H 0,04-0,08 2,0 25 4 0,15 2,0 25 20 0,08-0,15 2,0 25 20 Mn 0,08-0,15 2,0 25 20 H 0,35-0,45 2,0 18 36 H 0,18-0,25 0,40-2 Mn 5-9 35-65 1,3 Cr 19-22 24-27 26-29 Ni 15-18 21-24 30-33 Mo 25-45 15-3 3-45 5-8 1-25 1-25 1-25 1-25 1-25 17-20 18-21 22-25 22-25 21-25 28-32 7-10 8-12 11-14 11-14 11-155 8-12 15-35 2-35 - 1-25 1-25 1-25 1-25 1-25 1-25 25-55 1-25 1-25 145-165 18-21 18-20 21-24 24-27 24-27 24-27 24-27 15-19 75-95 9-11 11-14 11-14 4-6 18-22 18-22 18-22 33-37 1-25 2-3 - EN 758 Classificazione per fili animati per saldatura ad arco di acciai non legati e a grano fine con o senza protezione di gas. T 50 5 1Ni P M 2 H5 HDM(ml/100g) H5 = max.5 H10 = max.10 H15 = max.15 Fili animati Temperatura di prova per ottenere la resilienza garantita di 47J Posizioni di saldatura Gas di protezione Tipo di elettrodo Z = no requirem. A = +20° C O = 0° C 2 = -20° C 3 = -30° C 4 = -40° C 5 = -50° C 6 = -60° C Composizione chimica Min. valore del carico di snervamento (N/mm2) Simbolo Snervamento Rottura A5 35 ≥ 355 440-570 ≥ 22% 38 ≥ 380 470-600 ≥ 20% 42 ≥ 420 500-640 ≥ 20% 46 ≥ 460 530-680 ≥ 20% 50 ≥ 500 560-720 ≥ 18% Outershield 81Ni-H 1. 2. 3. 4. 5. M C Tutte le posizioni Tutte le posizioni ad eccezione del verticale discendente Piano ed orizzontale (giunti di testa e d’angolo) Piano (giunti di testa e d’angolo) Verticale discendente e posizioni indicate da 3 Miscela 100%CO2 Simbolo caratteristico con gas di protezione (C e M2) R Rutile con scoria slow freezing P Rutile con scoria fast freezing B Basico M Polveri metalliche Senza protezione di gas V Rutile o basico / fluoride W Basico/fluoride, slow freezing slag Y Basico/fluoride, fast freezing slag S Altri tipi Simbolo Mo MnMo 1Ni 2Ni 3Ni Mn1Ni 1NiMo z Mn 2,0 1,4 >1,4-2,0 1,4 1,4 1,4 >1,4-2,0 1,4 Ni 0,6-0,12 1,8-2,6 >2,6-3,8 0,6-0,120,6-0,12 altro Mo 0,3-0,6 0,3-0,6 0,3-0,6 18 www.lincolnelectric.eu Classificazioni EN per i materiali di consumo EN 760 Classificazione per flussi per saldatura ad arco sommerso. S A FB 1 54 AC H5 Idrogeno diffusibile (ml/100g) HDM(ml/100g) 8500 AC = AC o DC DC = solo DC H5 = max.5 H10 = max.10 H15 = max.15 burn-out Comportamento Tipo di corrente Comportamento Neutral Applicazioni MS manganese - silicati CS calcio - silicati ZS Tipo di flusso RS AR AB F = fuso A = agglomerato M = misto Caratteristiche del flusso AS AF FB Arco sommerso pick-up 1. Acciai struttura HSLA, etc 2. Acciai inossidabili e leghe di nichel 3. Riporti antiusura Z 1 2 3 4 5 6 7 8 9 > 0,7 > 0,5 à 0,7 > 0,3 à 0,5 > 0,1 à 0,3 0 à 0,1 > 0,1 à 0,3 > 0,3 à 0,5 > 0,5 à 0,7 > 0,7 MnO + SiO2 CaO CaO + MgO + SiO2 CaO + MgO zirconio - silicati ZrO2 + SiO2 + MnO ZrO2 biossido di titanio TiO2 + SiO2 (rutilio)/silicati TiO2 alluminato - biossido di Ti Al2O3 + TiO2 Al2O3 + SiO2 + MgO alluminato - basico Al2O3 CaF2 Al2O3 + SiO2 + ZrO2 alluminato - silicati CaF2 + MgO ZrO2 allluminato - fluoruro basico Al2O3 + CaF2 CaO + MgO + CaF2 + MnO fluoruro - basico SiO2 CaF2 ogni altra composizione ≥ 50 ≤ 15 ≥ 55 ≥ 15 ≥ 45 ≥ 15 ≥ 50 ≥ 20 ≥ 40 ≥ 40 ≥ 20 ≥ 22 ≥ 40 ≥ 30 ≥5 ≥ 70 ≥ 50 ≤ 20 ≥ 15 EN 756-04 Classificazione per combinazioni filo/flusso per saldatura ad arco sommerso di acciai non legati e a grano fine. S 42 5 AB S3Si Composizione chimica Temperatura di prova per ottenere la resilienza garantita di 47J Simbolo Tipo di flusso Z = no requirem. A = +20° C O = 0° C 2 = -20° C 3 = -30° C 4 = -40° C 5 = -50° C 6 = -60° C LNS133U/P230 MS CS ZS RS AR AB AS AF FB Z Min. valore del carico di snervamento (N/mm2) Arco sommerso Tipo di flusso Manganese-silicate Calcium-silicate Zirconium-silicate Rutile-silicate Aluminate-rutile Aluminate-Basic Aluminate-silicate Aluminate-fluorure basic Fluorure-basic any other type Simbolo SZ S1 S2 S3 S4 S1Si S2Si S2Si2 S3Si S4Si S1Mo S2Mo S3Mo S4Mo S2Ni1 S2Ni1,5 S2Ni2 S2Ni3 S2Ni1Mo S3Ni1,5 S3Ni1Mo S3Ni1,5Mo Due passate Simbolo Re 3T ≥ 355 4T ≥ 420 5T ≥ 500 Si Mn Ni ogni altra composizione 0,35-0,60 0,15 0,80-1,30 1,31-1,75 1,76-2,25 0,15-0,40 0,35-0,60 0,15-0,40 0,80-1,30 0,40-0,60 0,80-1,30 0,15-0,40 1,31-1,85 0,15-0,40 1,86-2,25 0,35-0,60 0,05-0,25 0,80-1,30 1,31-1,75 1,76-2,25 0,80-1,30 0,80-1,20 0,80-1,30 1,21-1,80 0,80-1,30 1,81-2,40 0,05-0,25 0,80-1,30 2,81-3,70 0,80-1,30 0,80-1,20 1,31-1,70 1,21-1,80 1,31-1,80 0,80-1,20 1,20-1,80 1,20-1,80 Rm ≥ 470 ≥ 520 ≥600 Mo 0,45-0,65 0,45-0,65 0,45-0,65 0,45-0,65 0,45-0,65 0,45-0,65 0,30-0,50 Passate multiple Simbolo Snervamento Rottura 35 ≥ 355 440-570 38 ≥ 380 470-600 42 ≥ 420 500-640 46 ≥ 460 530-680 50 ≥ 500 560-720 A5 ≥ 22% ≥ 20% ≥ 20% ≥ 20% ≥ 18% 19 www.lincolnelectric.eu Posizioni di saldatura in accordo con ASME e ISO 6947 1F PA 1F PA 45º 45º 45º 2F PB 2F PB 2FR PB 3F up/down PF PG 4F PD 4F PD 5F up/down PF PG Pipe-fillet Plate-fillet Qualification test Qualified for fillet welds Position 1F 2F 3F 4F 3F + 4F Plate 1F 1F, 2F 1F, 2F, 3F 1F, 2F, 4F All qualifications Pipe 1F 1F, 2F, 2FR 1F, 2F, 2FR 1F, 2F, 2FR, 4F All qualifications 1F 2F 2FR 4F 5F 1F 1F, 2F 1F 1F, 2F, 2FR 1F, 2FR 1F, 2F, 2FR, 4F All qualifications 1F, 2F, 4F All qualifications 20 www.lincolnelectric.eu Posizioni di saldatura in accordo con ASME e ISO 6947 1G PA 1G PA 2G PC 2G PC 5G up/down PF PG 3G up/down 6G H-L045 PF PG 45º 4G PE 6GR Qualified for groove welds Qualified for fillet welds Plate-groove Position 1G 2G 3G 4G Plate 1G 1G, 2G 1G, 3G 1G, 4G Pipe 1G 1G, 2G Plate 1F 1F, 2F 1F, 2F, 3F 1F, 2F, 4F Pipe 1F 1F, 2F, 2FR 1F, 2F, 2FR 1F, 2F, 2FR, 4F Pipe-groove 45º Qualification test 1G 2G 5G 6G + 6GR 2G + 5G 1G 1G, 2G 1G, 3G, 4G All qualifications All qualifications 1G 1G, 2G 1G, 2G All qualifications All qualifications 1F 1F, 2F 1F, 2F, 3F, 4F All qualifications All qualifications 1F 1F, 2F All qualifications All qualifications All qualifications 21 www.lincolnelectric.eu Conarc 85-150 X75 (L515MB) X80 (L555MB) Conarc 80, Conarc 85 Conarc 85-150 X70 (L485MB) X100 (L690MB) Conarc 80, Conarc 85 Conarc 85-150, Conarc 70G Conarc 60G Conarc 85 Conarc 85-150 Conarc 70G Conarc 60G Conarc 49C Conarc One Baso G Basic 7018-1 Fleetweld 5P+ LNM MoNiVa LNM MoNi LNM MoNi LNM Ni 2,5 (-80° C) Ultramag Ultramag SG3 Supra Mig Supra Mig Ultra (-40° C) LNM Ni 1 Ultramag Ultramag SG3 Supra Mig Supra Mig Ultra (-40° C) LNM Ni 1 Ultramag Ultramag SG3 Supra Mig Supra Mig Ultra (-40° C) GMAW-MIG Basic 7018-1 Basic One Baso G Conarc One Conarc 49C Conarc V180 Kryo 1 (fino a -60° C) X65 (L450MB) X56 X60 (L415MB) X52 (L360MB) X46 Fleetweld 5P+ Cellulosici Ultramag Ultramag SG3 Supra Mig Supra Mig Ultra (-40° C) Ferrod 185T Universalis Rutile 6013 RR Rutilici SMAW-Elettrodo Basic 7018-1 Basic One Baso G Conarc One Conarc 49C Conarc V180 Kryo 1 (fino a -60° C) Basic 7018-1 Baso G Conarc One Conarc 49C Conarc V180 Basici LTN Ni 2,5 (-80° C) LNT Ni 1 LNT Ni 1 LNT 25 LNT 26 LNT 25 LNT 26 GTAW-TIG OS 690-H OS 550-H 81 Ni1-H (SR) 81 K2-H (SR)(-51° C) MC 710-H MC 715-H OS 71 E-H OS 71 / M-H MC 710-H MC 715-H MC 710-H MC 715-H MC 710-H MC 715-H OS 71 E-H OS 71 / M-H FCAW Filo animato LNS 168 LNS T690-H LNS T-55 LNS 164 L-50M (LNS 133U) LNS 160 (-51° C) L60 (LNS 143) L61 (LNS 129) L-50M (LNS 133U) LNS 162 L61 (LNS 129) L-50M (LNS 133U) L70 (LNS 140A) L60 (LNS 143) L61 (LNS 129) L-50M (LNS 133U) L70 (LNS 140A) LNS T-55 L60 (LNS 143) L61 (LNS 129) Filo (*) P230 888 P230 P240 8500 888 P230 P240 760 960 980 P230 P240 860 960 8500 888 P230 P240 860 960 8500 888 P230 P240 780 860 980 Flusso SAW - Arco sommerso (*) La combinazione filo e flusso per arco sommerso deve essere determinata in funzione del materiale, del tipo di applicazione e delle proprietà meccaniche richieste API 5LX EN 10208-2 (tubi in acciaio per fluidi combustibili) da P235T1 a P275T1, P275T2, P355N EN 10216-1 EN 10217-1 (tubi senza saldatura per impiego in pressione a temperatura ambiente) X42 (290MB) da P235GH a P355GH da P235 a P355 Classificazione materiale da saldare EN 10028-2 (recipienti in pressione per alte temperature) max 400° C) (temp. di esercizio) (-50)/(+400)° C) EN 10028-2 (recipienti in pressione) Normativa GUIDA AI CONSUMABILI PER ACCIAI AL CARBONIO E BASSOLEGATI (IMPIEGO IN PRESSIONE) Tabella di selezione degli elettrodi per acciai al carbonio e bassolegati 22 www.lincolnelectric.eu API 5LX - EN 10208-2 www.lincolnelectric.eu 0.10-0.22 1.00-1.70 <0.025 <0.015 <0.60 <0.020 <0.30 P355GH 0.80-1.40 <0.025 <0.015 <0.40 <0.020 <0.30 0.08-0.20 0.90-1.50 <0.025 <0.015 <0.40 <0.020 <0.30 Cu (%) P295GH Al (%) 0.60-1.20 <0.025 <0.015 <0.35 <0.020 <0.30 Si (%) <0.200 S (%) <0.160 P (%) P265GH Mn (%) P235GH C (%) <0.200 <0.200 <0.200 <0.200 <0.200 <0.200 X56 X60 (L415) X65 (L450) X70 (L485) X75 (L515) X80 (L555) X100 (L690) <0.200 <0.200 X46 X52 (L360) <0.160 X42 (L290) C (%) <1.85 <1.65 <1.45 <1.40 <1.40 <1.40 <1.40 <1.30 Mn (%) S (%) <0.025 <0.015 <0.025 <0.015 <0.025 <0.015 <0.025 <0.015 <0.025 <0.015 <0.025 <0.015 <0.025 <0.015 <0.025 <0.015 <0.025 <0.015 P (%) 550 410 480 450 410 390 360 320 290 Re(MPa) 620 600 560 540 540 520 500 430 410 Rm(MPa) >_ 40 >_ 40 >_ 40 >_ 40 >_ 40 >_ 27 >_ 27 KV O° C Cu (%) La classificazione API riporta a fianco della lettera X un numero pari al valore di snervamento in kpsi. Fra parentesi in tabella è stata riportata anche la classificazione secondo EN, nella quale il numero fa riferimento al carico di snervamento in MPa, mentre la lettera è legata al tipo di applicazione (L= tubazioni). EN 10028-2 <0.30 <0.30 <0.30 <0.30 Ni (%) <0.08 <0.08 <0.08 <0.08 V (%) Ti (%) N (%) Ni+Cr+Cu+ Mo (%) <0.020 <0.020 <0.030 <0.012 <0.70 <0.020 <0.020 <0.030 <0.012 <0.70 <0.020 <0.020 <0.030 <0.012 <0.70 <0.020 <0.020 <0.030 <0.012 <0.70 Mo (%) Nb (%) L2 = acciaio per impieghi a bassissime temperature, con resilienza garantita a -50° C L1 = acciaio per impieghi a basse temperature, con resilienza garantita a -40° C Nota: Gli acciai per impieghi in pressione, sia normalizzati che termomeccanici, nella designazione EN possono essere seguiti dai simboli: H = acciaio per impieghi ad alte temperature, con resilienza garantita a -20° C <0.30 <0.30 <0.30 <0.30 Cr (%) Composizione chimica dei gradi più comuni degli acciai per impiego in pressione destinati ad alte temperature (EN10028-2). Tabella di selezione degli elettrodi per acciai al carbonio e bassolegati 23 24 www.lincolnelectric.eu LNM Ni 2,5 (-80° C) LNM Ni 2,5 (-80° C) LNM 12 Kryo 2 (fino a -80° C) Kryo 2 (-80° C) Conarc 60G (-50° C) Conarc 70G (-50° C) Conarc 80G (-50° C) Conarc 85 Conarc 85-150 (-50° C) S460M S460Q S500Q S550Q S620Q S690Q LNM MoNiVa LNM MoNi LNM MoNiVa LNT Ni 2,5 (-80° C) LNT 12 LNT Ni 2,5 (-80° C) LNT Ni 1 (-60° C) Kryo 1 (fino a -60° C) S420M LNM Ni 1 (-60° C) LNT 25 LNT 26 Ultramag Ultramag SG3 Supra Mig Supra Mig Ultra (-40° C) Basic 7018-1 Baso G, Conarc One Conarc 49C, Conarc V180 Kryo 1 (fino a -60° C) S275M, S355M S460N LNT Ni 2,5 (-80° C) Kryo 1 (-60° C) S420N Kryo 2 (-80° C) LNT 25 LNT 26 LNT 25 LNT 26 GTAW-TIG Ultramag Ultramag SG3 Supra Mig Supra Mig Ultra (-40° C) LNM Ni 2,5 (-80° C) Ultramag Ultramag SG3 Supra Mig Supra Mig Ultra (-40° C) Ultramag Ultramag SG3 Supra Mig Supra Mig Ultra (-40° C) GMAW-MIG LNT Ni 1 (-60° C) Da S275N a S355N Fleetweld 5P+ Cellulosici Ultramag Ultramag SG3 Supra Mig Supra Mig Ultra (-40° C) LNM Ni 1 (-60° C) Basic 7018-1 Basic One Baso G Conarc One Conarc 49C Conarc V180 Kryo 1 (fino a -60° C) Ferrod 185T Universalis Rutile 6013 RR Rutilici SMAW-Elettrodo Da S185 a S355 Basici Basic 7018-1 Basic One Baso G Conarc One Conarc 49C Conarc V180 Classificazione materiale da saldare LNS 168 OS 690-H OS 690-HSR LNS 164 LNS 164 LNS 165 LNS 164 LNS 160 (-50° C) L-50M (LNS 133U) L61 (LNS 129) L-50M (LNS 133U) LNS 164 LNS 165 L-50M (LNS 133U) (-50° C) L60 (LNS 143) L61 (LNS 129) L70 (LNS 140A) L60 (LNS 143) L61 (LNS 129) L-50M (LNS 133U) L70 (LNS 140A) Filo (*) 8500 888 P230 P240 P230 P240 8500 888 780 860 8500 888 P230 P240 8500 888 780 860 P230 780 860 P230 761 781 782 960 Flusso SAW - Arco sommerso OS 550-H OS 81 K2-H (SR) (-50° C) OS 81 K2-H (SR) (-50° C) OS 81 Ni1-H (SR) MC 710-H (-40° C) MC 715-H OS 71 E-H / M-H OS 81 K2-H (SR) (-50° C) OS 81 Ni1-H (SR) (-40° C) MC 710-H MC 715-H OS 71 E-H / M-H MC 710-H MC 715-H OS 71 E-H / M-H OS 460C OS 460 VD-H FCAW Filo animato (*) La combinazione filo e flusso per arco sommerso deve essere determinata in funzione del materiale, del tipo di applicazione e delle proprietà meccaniche richieste (Temp. di esercizio) (60)/(+400)° C) EN 10137-2 (acciai bonificati) (Temp. di esercizio) (50)/(+400)° C) EN 10113-3 (acciai a grano fine termomeccanici) (Temp. di esecizio) (-50)/(+400)° C) EN 100113-2 (Acciai normalizzati) (Temp. di esercizio) (-20)/(+400)° C) EN 10025-2 (Acciai strutturali) Normativa GUIDA AI CONSUMABILI PER ACCIAI AL CARBONIO E BASSOLEGATI (IMPIEGO STRUTTURALE) Tabella di selezione degli elettrodi per acciai al carbonio e bassolegati EN 10113- 3 (C) EN 10137- 2 (D) www.lincolnelectric.eu EN 10113- 2 (B) EN 10025-1 (A) 0,23 0,23 0,23 S355J0 S355J2G3 S355J2G4 0,6 0,5 0,5 0,5 0,6 0,6 1,7 1,7 1,6 1,5 1,0-1,7 1,0-1,7 0,9-1,65 0,5-1,4 1,7 1,7 1,7 1,7 1,7 1,7 1,6 1,6 1,6 1,6 1,5 1,5 1,5 1,5 1,5 1,5 \ Mn % 0,03 0,035 0,03 0,035 0,03 0,035 0,03 0,035 0,03 0,035 0,03 0,035 0,03 0,035 0,03 0,035 0,045 0,045 0,045 0,045 0,05 0,055 0,045 0,045 0,05 0,055 0,045 0,045 0,055 0,055 0,055 0,055 \ P% max L1 1,70 0,02 0,025 0,80 0,02 0,20 L tutti i tipi di acciai bonificati 0,16 0,16 0,14 0,13 0,2 0,2 0,5 0,4 0,6 0,6 0,6 0,6 0,6 0,6 \ \ \ \ \ \ \ \ \ \ \ Si % max Nessun simbolo Tipo/Qualità S460ML S460M S420ML S420M S355ML S355M S275ML S275M S460NL S460N S420NL S420N 0,18 0,27 S355JR S355NL 0,21 S275J2G4 0,2 0,21 S275J2G3 0,16 0,21 S275J0 S355N 0,24 S275JR S275NL 0,19 S235J2G4 0,18 0,19 S235J2G3 S275N 0,19 S235J0 0,23 0,19 S235JRG2 0,23 0,25 S235JRG1 S355K2G3 0,25 S235JR S355K2G4 \ C% max S185 Designazione secondo 0,01 0,01 0,015 0,025 0,03 0,025 0,03 0,025 0,03 0,025 0,03 0,025 0,03 0,025 0,03 0,025 0,03 0,025 0,03 0,045 0,045 0,045 0,045 0,05 0,055 0,045 0,045 0,05 0,055 0,045 0,045 0,055 0,055 0,055 0,055 \ S% max 0,06 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ Nb % max 0,12 0,12 0,12 0,1 0,08 0,2 0,2 0,12 0,05 \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ V% max \ 0,02 0,02 0,02 0,02 0,02 0,02 0,02 0,02 \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ 0,05 0,05 0,05 0,05 0,05 0,03 0,03 0,03 0,03 \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ Al tot % Ti % min 1,50 \ \ \ \ 0,3 0,3 0,3 0,3 \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ Cr % 2,00 0,45 0,3 0,3 0,3 0,8 0,8 0,5 0,3 \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ Ni % 0,7 0,2 0,2 0,2 0,2 0,1 0,1 0,1 0,1 \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ 0,5 \ \ \ \ 0,7 0,7 0,35 0,35 \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ Zr % 0,015 0,15 0,025 0,020 0,015 0,015 0,025 0,025 0,015 0,015 \ \ \ \ 0,011 0,011 \ \ 0,011 0,011 \ \ 0,011 0,011 0,009 0,011 \ Mo % Cu % N % 460 420 355 275 460 420 355 275 355 275 235 185 Osn (N/mm2) 530-720 500-660 450-610 360-510 500-720 500-680 450-630 350-510 450-680 380-580 320-510 310-540 Or (N/mm2) 0,005 da 460 da500 a 890 a 1100 \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ B% R +20° C 0 0° C 2 -20° C Temperatura di prova (A) Acciai strutturali: sono acciai impiegati nel campo strutturale, nella caldereria, nella costruzione di strutture off-shore e ponti. Negli acciai al carbonio-manganese, il manganese viene aggiunto con tenori fino a 1,7% in modo da aumentare le caratteristiche meccaniche del materiale (tensione di snervamento e tenacità a parità di tensione di rottura) senza peggiorarne la temprabilità; il manganese è inoltre un buon disossidante, desolforante ed è in grado di migliorare il comportamento del materiale affinandone il grano. L'aggiunta del silicio da un moderato effetto indurente aumentando la resistenza e di limite elastico. (B) Acciai normalizzati: la normalizzazione è un trattamento termico che viene effettuato su acciai al carbonio e bassolegati, al fine di ottenere una struttura costituita da cristalli (grani) più fini. Ne consegue un miglioramento delle caratteristiche meccaniche, in particolare della tenacità con valori di resistenza a trazione superiori a quelli ottenibili con trattamento di ricottura. (C) Acciai a grano fine termomeccanici: sono acciai ottenuti attraverso un procedimento di laminazione termomeccanica in grado di offrire un buon compromesso tra caratteristiche meccaniche, facilità di lavorazione e caratteristiche di saldatura. Le elevate caratteristiche di snervamento del materiale sono ottenute grazie al particolare metodo di produzione, pur mantenendo un tenore di elementi di lega basso. (D) Acciai bonificati: il trattamento di bonifica viene eseguito sugli acciai dolci per aumentarne le caratteristiche meccaniche e consiste in una tempra con successivo rinvenimento. Il trattamento di rinvenimento ha lo scopo di ridurre l'eccessiva durezza e fragilità conseguenti alla tempra, ottenendo un giusto compromesso fra tenacità e resistenza meccanica In genere si usano acciai con un tenore di carbonio compreso tra lo 0,2% e lo 0,6% con piccole percentuali di leganti come molibdeno, cromo, nichel. I simboli L e L1 indicano caratteristiche di resilienza garantite rispettivamente a -40° C e -60° C Gli acciai bonificati sono classificati con la lettera Q (quenced) ML = Acciaio termomeccanico con resilienza di 27J garantita a -50° C M = Acciaio termomeccanico con resilienza di 40J garantita a -20° C N = Acciaio normalizzato con resilienza di 40J garantita a -20° C NL = Acciaio normalizzato con resilienza di 27J garantita a -50° C Esempio di lettura: S355JRG1 S = Acciaio strutturale 355 = Carico di snerv = 355 Mpa JR = Resilienza garantita pari a 27 J a 20° C G1 = Grado di calma: effervescente S: Acciai strutturali P: Acciai per recipienti in pressione L : Acciai per tubazioni Grado di calma Resilienze G1 Effervescente K 40J G2 Semi-calmato J 27J G3 Normalizzato Valore di resilienza G4 Calmat grantito Chiave di lettura tabella Tabella di selezione degli elettrodi per acciai al carbonio e bassolegati 25 X10CrMoV 9-1 12 CrMo 19.5 DIN SL502 (+550° C) SL19G (+550° C), SL19G STC (-20°/ 500° C;BF*<=15) SL9Cr (P91) (+650° C) LNM 19 (+550° C) LNM 12 (-30° C/+500° C) LNT 502 (+550° C) LNT 19 (+550° C) LNT 9Cr (P91) (+650° C) LNT 12 (-30° C/+500° C) LNT 12 (-30° C/+500° C) LNT 12 (-30° C/+500° C) LNT 19 (+550° C) LNT 20 (+550° C) LNT 19 (+550° C) GTAW-TIG P230, P240, 888 P230, P240, 888 LNS 151 (-20° C / +400° C) L70 (LNS 140A) Flusso Filo (*) LNS 150 ( -20° C / +400° C) L70 (LNS 140A) SAW - Arco sommerso * Dove vengono richieste prove di step cooling considerare il seguente fattore (Bruscato factor): X=(10P+5Sb+4Sn+As)/100 Nota:le prove di step cooling sono prove di raffreddamento a gradino, utilizzate per stimare la sensibilità del materiale alla fragilizzazione. La fragilizzazione è tipica in questo tipo di acciai quando si permane per un lungo periodo in un intervallo di temperatura critico (400-650° C). (**) La combinazione filo e flusso per arco sommerso deve essere determinata in funzione del materiale, del tipo di applicazione e delle proprietà meccaniche richieste ASTM A 387 Grado 5 ASTM A369 FP5 ASTM A336 F5 ASTM A335 P5 ASTM A213 T5 ASTM A182 F5 25 CrMo 4 EN 10083-1 ASTM A336 Grado F91 ASTM A335 Grado P91 ASTM A213 Grado T91 ASTM A200 Grado T91 SL 12G LNM 12 (-30° C/+500° C) 16 Mo 3 14 Mo 6 LNM 19 (+550° C) LNM 12 (-30° C/+500° C) SL 19G 14 CrMo 4-5 LNM 20 (+600° C) LNM 19 (+550° C) GMAW-MIG 17 Mo 3 SL20G (+600° C), SL20G STC (-20°/ 600° C;BF*<=15) SL19G (+550° C), SL19G STC (-20°/ 500° C;BF*<=15) P11-F11-T11 (13 CrMo 4-5) P22-F22-T22 (10 CrMo 9-10) SMAW-Elettrodo (solo rivestimento basico) Classificazione materiale da saldare ASTM A199 Grado T91 EN 10222-2 EN 10028-2 EN 10028-2 Normativa GUIDA AI CONSUMABILI PER ACCIAI AL CROMO-MOLIBDENO PER ALTE TEMPERATURE (RESISTENTI AL CREEP) Tabella di selezione degli elettrodi per acciai al Cr - Mo per impieghi ad alte temperature (resistenti al Creep) 26 www.lincolnelectric.eu EN 10028-2 0,035 13 CrMo 4-5 10 CrMo 9-10 12 CrMo 19.5 X10CrMoV 9-1 P22 P5 P91 X/100=tenore di carbonio Y/4=tenore di Cromo Z/10=tenore di Molibdeno EN 10028-2 0,6 a 0,9 0,03 0,03 0,03 0,03 0,03 P% max P11 0,4 0,4 a 0,8 0,4 a 0,9 0,4 a 0,9 0,4 a 1,0 0,4 a 1,0 Mn % X CrMo Y-Z 0,22 a 0,29 0,5 0,08 a 0,14 25 CrMo 4 0,35 0,35 0,35 0,35 0,13-0,21 0,10-0,18 0,08 a 0,18 0,08 a 0,18 17 Mo 3 14 Mo 6 16 Mo 3 P11-F11-T11 (13 CrMo 4-5) P22-F22-T22 (10 CrMo 9-10) Si % max C% max 0,035 0,025 0,025 0,025 0,025 0,025 S% max 0,10% 0,12% 0,10% 0,13% C% 0,9 a 1,2 2 a 2,5 max 0,3 max 0,3 max 0,3 0,7 a 1,15 Cr % \ 0,3 0,3 0,3 0,3 0,3 Cu % 9% 5% 2,25% 1% Cr % 0,15 a 0,30 0,9 a 1,1 0,25 a 0,35 0,55 a 0,65 0,4 a 0,6 0,4 a 0,6 Mo % 1% 0,50% 1% 0,50% Mo % \ \ 0,3 0,3 \ \ Ni % 600 [N/mm2] σsn notevole resistenza all'ossidazione grazie all'elevato tenore di cromo, mentre la resistenza allo scorrimento viscoso dipende soprattutto dal tenore di molibdeno tenore di carbonio intorno allo 0,15%, usato per tubazioni e surriscaldatori fino a 450° C tubazioni di trasferimento e tubi di caldaie, con temperatura di esercizio fino a circa 550° C buona resistenza sia all'ossidazione sia allo scorrimento viscoso; è utilizzato a temperature fino a circa 650° C, senza presenza di idrogeno, e fino a 500° C con fluidi contenenti idrogeno Designazione Chiave di lettura EN 10083-1 www.lincolnelectric.eu Composizione chimica dei più comuni acciai utilizzati in impieghi ad alte temperature, secondo normativa EN 5% Cr - 0,5% Mo 7% Cr - 0,5% Mo 9% Cr - 1,0% Mo 0,5% Mo 1,25% Cr - 0,5% Mo 2,25% Cr - 1% Mo Campo di impiego in funzione degli elementi di lega: σr 800-950 [N/mm2] Tabella di selezione degli elettrodi per acciai al Cr - Mo per impieghi ad alte temperature (resistenti al Creep) 27 X7 Ni 9 X8 Ni 9 12 Ni 19 /X12 Ni 5 12 Ni 14 15 NiMn 6 13 MnNi 6-3 11 MnNi 5-3 Classificazione materiale da saldare NiCro 60/20 Nyloid 2 SRP NiCroMo 60/16 Kryo 2 Kryo 3 SMAW-Elettrodo (solo rivestimento basico) LNM NiCro 60/20 LNM Ni 2,5 GMAW-MIG LNT NiCro 60/20 LNT NiCroMo 60/16 LNT Ni 2,5 GTAW-TIG LNS NiCro 60/20 LNS 160, LNS 162, LNS 165 Filo (*) P2007 P230, P240, 8500 Flusso SAW - Arco sommerso (**) La combinazione filo e flusso per arco sommerso deve essere determinata in funzione del materiale, del tipo di applicazione e delle proprietà meccaniche richieste La normativa EN 10222-3 si riferisce a fucinati di acciaio per recipienti in pressione. Acciai al Nichel con caratteristiche specificate a bassa temperatura La normativa EN 10028-4 si riferisce a prodotti piani di acciai per recipienti in pressione. Parte 4: Acciai legati al Nichel con caratteristiche specificate a bassa temperatura EN 10028-4 & EN 10222-3 Normativa GUIDA AI CONSUMABILI PER ACCIAI AL NI (PER BASSE TEMPERATURE) Tabella di selezione degli elettrodi per acciai al Ni per impieghi a basse temperature 28 www.lincolnelectric.eu 0,14 0,16 0,18 0,15 0,15 0,10 0,10 11 MnNi 5-3 13 MnNi 6-3 15 NiMn 6 12 Ni 14 12 Ni 19 X8 Ni 9 X7 Ni 9 C/10=tenore di Nichel B/4=tenore di Manganese A/100=tenore di carbonio A CrMo B-C Chiave di lettura C% max Designazione 0,50 0,50 0,35 0,35 0,35 0,35 0,35 Si % max 0,025 0,025 0,025 0,020 0,020 0,020 0,015 P% max 0,015 0,015 0,015 0,010 0,010 0,010 0,005 S% max 0,02 0,02 - Al tot. % min 0,05 0,05 - Nb % max 0,10 0,10 Mo % 0,30 a 0,80 0,30 a 0,85 1,30 a 1,70 3,25 a 3,75 4,75 a 5,25 8,50 a 10,00 8,50 a 10,00 Ni % 285 355 355 355 390 490 585 420-530 490-610 490-640 490-641 530-710 640-840 680-820 σr [N/mm2] σsn (2) Se la designazione dell'acciaio è preceduta dalla lettera X, la cifra corrispondente al tenore dell'elemento di lega non va divisa per il fattore di conversione (1) Se il simbolo del Nichel precede quello del Manganese, le cifre successive indicheranno prima il tenore di Nichel Note 0,70 a 1,50 0,80 a 1,70 0,80 a 1,50 0,30 a 0,80 0,30 a 0,80 0,30 a 0,80 0,30 a 0,80 Mn % Composizione chimica dei più comuni acciai utilizzati in impieghi ad alte temperature, secondo normativa EN EN 10028-4 www.lincolnelectric.eu [N/mm2] utilizzato per la costruzione di componenti che trattano gas liquefatti; il loro uso è consentito fino ad una temperatura di -100° C impiegati nella costruzione di componenti per la produzione, il trasporto e lo stoccaggio dei gas liquefatti. Garantiscono elevata tenacità fino alla temperatura dell'azoto liquido (-197° C) Acciai al 3,5% di Nichel (12 Ni 14) Acciai al 9% di Nichel (X8Ni9) adatti per costruire serbatoi, recipienti in pressioni e tubazioni per impiego a temperature non inferiori a -60° C Acciaio fino all' 1,5% di Nichel Campo di impiego in funzione degli elementi di lega: Tabella di selezione degli elettrodi per acciai al Ni per impieghi a basse temperature 29 Zeron 100 EN 10088 ASTM LNM 347Si Arosta 4462 Jungo Zeron 100X Jungo 5562 LNM Zeron 100X LNM 4462 Acciai inossidabili duplex e super-duplex Arosta 329 FCAW Filo animato LNT Zeron 100X LNT 4462 LNT 347 Si LNS Zeron 100X LNS 4462 LNS 347 COR-A-ROSTA 347 COR-A-ROSTA 4462 COR-A-ROSTA P4462 LNS 347 LNS 318 LNS 316L Lincoln Saw-316L LNS 304H LNS 304L Lincoln Saw-308L Filo (*) P2007 P2007 P2007 P2007 P2007 P2007 P2007 P2007 Flusso SAW - Arco sommerso COR-A-ROSTA 347 LNT 316LSi COR-A-ROSTA 316L LNT 318 Si COR-A-ROSTA P 316L LNT 316L Lincoln TIG-316LSi LNT 304LSi COR-A-ROSTA 304L Lincoln TIG-308LSi COR-A-ROSTA P 304L GTAW-TIG (*) La combinazione filo e flusso per arco sommerso deve essere determinata in funzione del materiale, del tipo di applicazione e delle proprietà meccaniche richieste X2 CrNiMoN 22-5-3 W.Nr. 1.4462 Jungo 347 Jungo 318 Arosta 347 Arosta 318 X6 CrNiNb 18-10 ASTM 347 LNM 347Si LNM 316LSi LNM 318 Si LNM 316LSi LNM 318 Si Lincoln MIG-316LSi LNM 304H LNM 304LSi Lincoln MIG-308LSi Acciai inossidabili ferritici e martensitici Jungo 347 Arosta 347 Arosta 309Nb X6 CrNiTi 18-10 ASTM 321 Jungo 316L Jungo 318 Jungo 304L Jungo 316L Jungo 318 ASTM 410 ASTM 430 GMAW-MIG Acciai inossidabili austenitici Basico Arosta 316L Arosta 318 Arosta 316L/P Vertarosta 316L Arosta 318 Nichroma Arosta 304H Arosta 304L Vertarosta 304L Rutil-Basico SMAW-Elettrodo X6 CrNiMoTi 17-12-2 ASTM 316Ti X2 CrNi Mo 17-12-2 ASTM 316L X4 CrNi 17-12-2 ASTM 316 X6 CrNi 18-11 ASTM 304H Limarosta 316L Limarosta 304L X4 CrNi 18-10 ASTM 304 X2 CrNi 19-11 ASTM 304L Rutile Classificazione materiale da saldare ASTM EN 10088 / ASTM A240 Normativa GUIDA AI CONSUMABILI PER ACCIAI INOSSIDABILI Tabella di selezione degli elettrodi per acciai inossidabili 30 www.lincolnelectric.eu www.lincolnelectric.eu 430 - 0,12 0,15 C% max 0,08 0,03 0,04-0,10 0,08 0,03 0,08 0,08 0,08 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 Si % W. Nr 1.4462 C% 0,03 Cr % 21,0-23,0 Ni % 4,5-6,5 1,00 1,00 2,00 2,00 2,00 2,00 2,00 2,00 2,00 2,00 Mn % ASTM Zeron 100 C% 0,03 Cr % 24,0-26,0 Ni % 6,0-8,0 Mo % 3,0-4,0 Mo % 2,5-3,5 0,040 0,040 0,045 0,045 0,045 0,045 0,045 0,045 0,045 0,045 P% Classificazione AISI In questo tipo di classificazione il numero non da indicazioni sulla composizione chimica del materiale. Sono però presenti alcuni simboli aggiuntivi che danno indicazione su alcuni elementi o su il loro campo di impiego - L, grado "Low Carbon", nel quale il basso tenore di carbonio permette di abbassare il rischio di sensibilizzazione, con conseguente diminuzione del rischio EN – Composizione chimica di un acciaio inossidabile "super-duplex" EN X2 CrNiMoN 22-5-3 Composizione chimica di un acciaio inossidabile "duplex" 410 AISI 304 304L 304H 316 316L 316Ti 321 347 - Classificazione EN X4 CrNi 18-10 X2 CrNi 19-11 X6 CrNi 18-11 X4 CrNiMo 17-12-2 X2 CrNiMo 17-12-2 X6 CrNiMoTi 17-12-2 X6 CrNiTi 18-10 X6 CrNiNb 18-10 Cu % 0,5-1,0 Altri – 16,0-18,0 11,5-13,5 18,0-20,0 18,0-20,0 18,0-20,0 16,0-18,0 16,0-18,0 16,5-18,5 17,0-19,0 17,0-19,0 Cr % W% 0,5-1,0 - - 8,0-10,5 8,0-12,0 8,0-11,0 10,0-14,0 10,0-14,0 10,5-13,5 9,0-12,0 9,0-13,0 Ni % - - - - Ti % min 0,4 0,4 - 517 517-1310 σr [N/mm2] 586 517 620 517 620 655 A/100=tenore di carbonio B/4=tenore di Manganese C/10=tenore di Nichel 310 276-1000 σsn [N/mm2] 241 193 276 220 241 276 Nota Se la designazione dell'acciaio è preceduta dalla lettera X, la cifra corrispondente al tenore dell'elemento di lega non va divisa per il fattore di conversione Chiave di lettura A CrMo B-C Classificazione EN - - 2,0-3,0 2,0-3,0 2,0-2,5 - Mo % di corrosione intergranulare - H, tenore di carbonio controllato. Utilizzato per i materiali destinati all'impedo ad alta temperatura. - Mo, con aggiunta di Molibdeno, per migliorare il comportamento alla corrosione da cloruri - N, Mn, sono gradi utilizzati per conferire maggiori proprietà meccaniche alle basse temperature. N% 0,2-0,3 N% 0,08-0,20 0,030 0,030 0,030 0,030 0,030 0,030 0,030 0,030 0,030 0,030 S% Nb % min 0,80 In base alle caratteristiche metallurgiche possiamo suddividere gli acciai inox in: Austenitici: sono leghe Cr-Ni il cui campo di impiego varia fra i -269° C (He liquido) e i 700° C. Presentano elevata resilienza a bassa temperatura, buona saldabilità, bassa resistenza meccanica e struttura amagnetica Ferritici: acciai al solo Cr. Adatti per impieghi ad alte temperature (1100° C) tipicamente per placcature, elevata resistenza in atmosfere contenenti zolfo. Bassa tenacità e struttura magnetica. Martensitici: acciai al solo Cr. Presentano buone proprietà meccaniche, di resistenza al creep (utilizzati fino a 650° C) e resistenza alla corrosione, specialmente da zolfo (utilizzati per impianti petroliferi e petrolchimici). Duplex: hanno struttura austeno-ferritica. Sono utilizzati in ambienti ricchi di cloruri, nell'industria chimica e in sistemi acqua mare. Le temperature di impiego di questo tipo di acciaio vanno dai -30° C ai 280° C. Composizione chimica dei più comuni acciai utilizzati in impieghi ad alte temperature, secondo normativa EN Sono acciai con aggiunta di elementi di lega quali Cromo, Nichel e altri elementi al fine di migliorarne il comportamento in particolari condizioni di utilizzo. Cromo: aumenta la resistenza alla corrosione, all'ossidazione a caldo. Per definire un acciaio inossidabile il suo tenore di Cromo deve essere > 12% Nichel: migliora duttilità e tenacità. Incrementa la resistenza alla corrosione in ambiente acido. Molibdeno: migliora la resistenza alla corrosione, conferendo migliori caratteristiche meccaniche. Niobio e Titanio: sono utilizzati per la loro proprietà di formare carburi stabili, al fine di migliorare la resistenza alla corrosione intergranulare e la resistenza meccanica alle alte temperature Acciai inossidabili Tabella di selezione degli elettrodi per acciai inossidabili 31 Ferrite in zona fusa della saldatura di acciai inossidabili: il diagramma di Schaeffler Numero di Ferrite Allo scopo di facilitare le comunicazioni a livello internazionale (ad es. nelle specifiche e certificati), si è introdotto ed accettato in sede internazionale il termine Numero di Ferrite (FN), come indicazione del contenuto di ferrite delta nella zona fusa dei giunti di acciai inossidabili. Il Numero di Ferrite viene spesso usato come indice della resistenza alla criccatura a caldo da parte del metallo fuso. Questo aspetto ed altre caratteristiche sono state correlate con il valore FN riscontrato nel metallo fuso. I seguenti valori tipici sono desunti da valide esperienze in varie condizioni di esercizio: • Metallo fuso totalmente austenitico: alta resistenza alla corrosione in mezzi fortemente ossidanti e riducenti contenenti acidi e Cl: • Metallo fuso totalmente austenitico al CrNiMoN, non magnetico: • Metallo fuso a bassa ferrite al CrNiN e al CrNiMoN, applicazioni criogeniche • Metallo fuso inox per usi generici: - resistenza alla corrosione e alta resistenza alle cricche a caldo e microcricche FN<0,5 FN<0,5 FN 3-6 o <5 FN 6-15 • Strato di transizione in depositi di metallo fuso austenitico/farritico: - giunti eterogenei e strati di transizione in acciai placcati: FN 15-35 • Metallo fuso austenitico/ferritico: - resistenza a forti sollecitazioni e alla corrosione per vaiolatura, - con presenza di struttura bilanciata rispetto a corrosione e tenacità FN 30-70 È spesso necessario determinare il Numero di Ferrite FN per tenere sotto controllo la saldatura e la struttura a cui viene applicata. Calcolo del tenore di Ferrite Il calcolo può essere effettuato sulla base della composizione chimica del metallo d’apporto e di diagrammi dedotti dall’esperienza: − il più noto fra questi è il diagramma di Shaeffler, pubblicato nel 1949 [1], che fornisce una stima della struttura metallografia del metallo fuso, per un ampia gamma di analisi chimiche; − un diagramma più dettagliato, sviluppato da DeLong (1973)[2] largamente usato (anche in ambito ASME) per una gamma più limitata di tipi di metallo fuso in acciaio inox al CrNi(Mo,N) che fornisce una stima del valore di FN. − sulla base del Constitution Diagram del WRC del 1988 [3], Kotecki e Siewert hanno pubblicato il Constitution Diagram del WRC del 1992 [6], come risultato dell’esame e dei calcoli effettuati su più di 950 diverse analisi su metallo fuso compiute su base mondiale (anche dalla Lincoln Electric). È stata riscontrata una maggior precisione in questo diagramma, data la migliore valutazione di elementi di lega quali Mn, Si, C, N e Nb. Utilizzo dei diagrammi della Ferrite I vari diagrammi della ferrite possono servire a stimare il contenuto di ferrite, o Numero di Ferrite, nella zona fusa. Verifiche in corso indicano nel Constitution Diagram del WRC del 1992 quello più accurato. Si usa correntemente il diagramma di DeLong per specifiche e qualifiche sul metallo fuso secondo il codice ASME, mentre il vecchio diagramma di Shaeffler continua a dare informazioni utili per una vasta gamma di composizioni chimiche del metallo fuso. Fornisce una traccia per i giunti eterogenei e per la saldatura di acciai placcati e un calcolo della composizione ed ubicazione del metallo d’apporto diluito. Le pagine seguenti forniscono una ristampa dei diagrammi di Shaeffler e DeLong e del Constitution Diagram del WRC del 1992 combinati (figg. 1-2). L’impiego di questi diagrammi per la stima della struttura del metallo fuso richiede sempre una opportuna considerazione dell’effetto delle condizioni di saldatura (cicli tempo/temperatura, parametri di saldatura, vincoli termici) che influiscono di solito sui valori di FN rispetto alle misure effettuate su campioni di tutto metallo d’apporto. 32 www.lincolnelectric.eu Ni eq. = %Ni + 0,5(%Mn) +30(%C) Ferrite in zona fusa della saldatura di acciai inossidabili: il diagramma di Schaeffler Cr eq. = %Cr + %Mo +1,5(%Si) + 0,5(%Nb) Fig. 1 Diagramma di Shaeffler e DeLong e del Constitution Diagram del WRC del 1992 combinati Fig. 2 Diagram del WRC del 1992 33 www.lincolnelectric.eu Ferrite in zona fusa della saldatura di acciai inossidabili: il diagramma di Schaeffler Nella seguente tabella sono riportati i valori dei materiali d’apporto Lincoln Electric calcolati in accordo con il diagramma di Shaeffler e DeLong e del Constitution Diagram del WRC del 1992 Ident. Prodotto WRC ‘92 Cr eq. Ni eq. Schaffler Cr eq. Ni eq. Ident. Prodotto WRC ‘92 Cr eq. Ni eq. Schaffler Cr eq. Ni eq. A Jungo Zeron 100X 28,6 15,0 29,1 10,5 I Jungo 4500 25,0 27,3 26,4 26,2 B Jungo 4462 26,0 13,3 26,9 10,9 J Jungo 4465 27,2 25,7 28,1 25,2 C Arosta 304L 19,5 11,9 20,6 11,0 K NiCro 31/27 30,5 33,2 31,7 32,0 D Arosta 347 20,3 12,2 21,4 11,3 L Arosta 309S 23,6 14,2 24,6 13,3 E Arosta 316L 20,8 13,4 22,0 12,5 M Arosta 309Mo 25,4 14,5 26,7 13,5 F Arosta 318 21,5 13,8 22,7 12,8 N Arosta 307 17,8 13,3 18,7 14,2 G Arosta 4439 22,6 21,3 23,8 18,2 O Arosta 329 25,4 8,6 27,2 7,4 H Jungo 4455 23,0 19,9 23,5 20,3 P Limarosta 312 28,8 13,9 30,3 12,7 Misura del tenore di Ferrite Un metodo standardizzato accettato internazionalmente per la determinazione del tenore di Ferrite si basa su un rapporto fra questo tenore ed una forza magnetica, definito convenzionalmente. È necessario ricorrervi in quanto non è possibile effettuare una determinazione del tenore di ferrite come valore assoluto e corretto, data l’imprecisione intrinseca degli esami metallografici e l’inesistenza di un metodo di taratura che dia il tenore di Ferrite nell’acciaio inossidabile in valore assoluto. Viene misurata per mezzo di una bilancia di torsione la forza di attrazione esistente tra un magnete permanente di note caratteristiche ed il metallo della zona fusa. Nella pratica i valori vengono ottenuti per confronto con quelli ricavati da misure effettuate con lo stesso magnete e una lamiera placcata con base in acciaio al carbonio e placcatura di rame non magnetico di dato spessore. Un metodo di taratura fornisce la necessaria correlazione lineare. Il principio è ripreso nella norma internazionale ISO 8249-1984 e nell’AWS A4.2-1984. La gamma di valori di FN si estendeva inizialmente da 0 a 38. Di recente il metodo è stato esteso da 0 a 85 FN, impiegando campioni con una gamma più ampia di spessori e di placcatura e la formula: ln(FN) = 4,5891 - 0,50495 [ln(T)] 3 - 0,00371 [ln(T)]4 Campioni di vari spessori di placcatura sono reperibili presso i Laboratori Ufficiali (ad esempio il National Bureau of Standards USA). Prove di laboratorio, effettuate in condizioni specifiche (posizione orizzontale) possono essere effettuate con una bilancia di torsione di precisione o con l’apparecchio “Magne Gage” (fig. 3). Va comunque impiegato un magnete permanente di dimensioni e forza specificate, secondo ISO 8249. Sono disponibili i campioni secondari per il controllo e la taratura delle attrezzature di cantiere, nella gamma FN 0-28. Campioni secondari per numero di ferrite più alti sono di prossima produzione. Fig. 3 Magne Gage 34 www.lincolnelectric.eu Ferrite in zona fusa della saldatura di acciai inossidabili: il diagramma di Schaeffler Impiego del diagramma di Shaeffler per la definizione delle caratteristiche di giunti eterogenei Il diagramma di Shaeffler può anche essere utilizzato per definire la struttura quando due differenti metalli sono saldati con elettrodo di tipo inossidabile. Esempio: materiale base 1 saldato con materiale base 2, per fare questo si traccia una linea sul diagramma di Shaeffler tra i punti corrispondenti al Cromo Nichel equivalente dei materiali da saldare. Il Cromo ed Nichel equivalente vengono calcolati secondo la formula: %Crequ = %Cr+%Mo+0,7%Nb %Niequ = %Ni+35%C+20%N+0,25%Cu 32 NO Ferrite Austerite 10% Ferrite 24 20% Ferrite %Niequ 40% Ferrite 16 A+M MA A+F MB2 80% Ferrite 80% Martensite 8 A+M+F 100% Ferrite Ferrite M 0 MB1 8 16 24 36 40 %Crequ La linea viene divisa in 10 parti uguali per formar una scala graduata. Se la diluizione è uguale per i due materiali si può prendere il punto di mezzo e si può collegare questo punto al Cromo Nichel equivalente dell’elettrodo scelto. Anche questa linea sarà divisa per formare una scala graduata. A seconda della diluizione (per elettrodo si può considerare 80% di materiale d’apporto e 20% di materiale base) si può prevedere con l’aiuto del diagramma la struttura finale del giunto saldato. Se il punto finale è nella zona martensitica o in zona austenitica è opportuno scegliere un elettrodo più legato che sposti il punto in zona austenitico-ferritica, meno sensibile alle cricche. 35 www.lincolnelectric.eu Ferrite in zona fusa della saldatura di acciai inossidabili: il diagramma di Schaeffler Limitazioni Quando si fanno calcoli o misure sui giunti saldati, si richiede sempre una opportuna considerazione dell’effetto delle condizioni di saldatura (cicli tempo/temperatura, parametri di saldatura, vincoli termici) rispetto alle misure effettuate su campioni di tutto metallo d’apporto. La precisione della determinazione del FN non è migliore del ±10% se si confrontano i risultati di diversi laboratori. Numero di Ferrite e contenuto in Ferrite Il Numero di Ferrite non è uguale al contenuto di ferrite in % volumetrica. Anche se non si può misurare con accuratezza un contenuto di ferrite assoluto, se ne esprime in genere una stima ragionevole in NFN. Il valore NFN può essere ricavato dividendo il numero di ferrite per un fattore f nella formula: NFN = FN f NFN = in cui f dipende dal tenore in ferro Fe nel metallo fuso come indicato in figura 4. f= FN NFN 1,7 1,6 1,5 1,4 1,3 60 70 80% Fe Fig. 4 Contenuto di Fe in relazione al fattore f Ricerca e sviluppo presso Lincoln I servizi di Ricerca e Sviluppo di Lincoln si sono dedicati sin dal 1968 allo sviluppo della determinazione della Ferrite. Il laboratorio Lincoln è stato attrezzato con strumenti Magne Gage tarati, apparecchi tarati in campo della misura del FN, campioni di vario spessore di placcatura del National Bureau e con campioni secondari. I Nostri servizi di Ricerca e Sviluppo sono a disposizione della clientela. 36 www.lincolnelectric.eu www.lincolnelectric.eu Nichroma Arosta 309S Arosta 307 NiCro 60/20 NiCro 70/15 NiCro 60/20 NiCro 70/15 Nichroma Arosta 309S Arosta 309Mo Arosta 304L Arosta 347 Nichroma Arosta 309S NiCro 60/20 NiCro 70/15 NiCro 60/20 NiCro 70/15 Nichroma Arosta 309S Arosta 309Mo Arosta 304L Arosta 316L Arosta 316L Arosta 318 13 CrMo 4-5 10 CrMo 9-10 AISI 304- 304L AISI 316 - 316L 410 16Mo3 Nichroma Arosta 309S Arosta 309Mo Nichroma Arosta 309S Arosta 309Mo Nichroma Arosta 309S Arosta 309Mo S420-S500 P235-P355 Nichroma Arosta 309S Arosta 309Mo Acciai inossidabili austenitici SL 19G SL 19G SL 12G SL 19G SL 12G SL 19G SL 12G SL 12G Conarc 49 C Basic 7018-1 Baso G SL 12G Kryo 1 Kryo 2 Conarc 60G Conarc 49G Baso G Conarc 60G - Resistenza meccanica del giunto (almeno paragonabile al materiale più debole) - Resistenza alla corrosione tra materiali diversi - Diverso coefficiente di dilatazione termica (sollecitazioni indotte per fatica termica Conarc 49 C Basic 7018-1 Baso G Acciai al carbonio Problematiche generali della saldatura fra giunti dissimili SL 20G SL 20G SL 12G SL 19G SL 12G SL 19G SL 20G SL 12G SL 19G SL 20G Acciai bassolegati al Cr-Mo E' pratica comune utilizzare , nel caso di giunti aventi contenuti diversi di Cromo e Molibdeno, materiali d'apporto con percentuale di Cr intermedia e percentaule di Mo pari a quello minimo dei materiali base da accoppiare. Ciò al fine di garantire una transizione fra i materiali più graduale, riducendo l'intaglio metallurgico che si verrebbe a creare. Saldatura degli acciai bassolegati Cromo-Molibdeno resistenti al creep Arosta 329 Arosta 309S NiCro 60/20 NiCro 70/15 Nichroma Arosta 309S Arosta 309Mo Arosta 307 Nichroma Arosta 309S Arosta 309Mo Arosta 307 Nichroma Arosta 309S Arosta 307 NiCro 60/20 NiCro 70/15 Acciai inossidabili ferritici Qualora l'utilizzo di un acciaio inossidabile austenitico, non riesca a garantire al giunto le caratteristiche richiestegli è ipotizzabile l'utilizzo di leghe di nichel, che minimizzano o annullano le suddette problematiche a fronte di un costo del materiale superiore. A scopo precauzionale è operitavamente consigliato di creare strati di imburratura, cioè uno strato cuscinetto avente caratteristiche chimico-fisiche intermedie tra quelle del materiale base e del deposito finale. La giunzione fra materiale austenitico e normali acciai al carbonio è una situazione tipica dei settori chimico, petrolchimico e della generazione di energia. I componenti coinvolti in questo tipo di applicazioni sono tra i più vari e vanno dalle colonne di frazionamento fino ad arrivare agli scambiatori di calore La saldatura con materiale d'apporto di tipo austenitico comporta tre fondamentali problemi: - in caso di necessità di trattamento termico, l'acciaio inossidabile di tipo austenitico può subire sensibilizzazione (precipitazione carburi di cromo) nella permanenza nell'intervallo di temperatura critico. - elevata differenza di coefficienti di dilatazione termica fra un acciaio bassolegato e un acciaio inossidabile di tipo austenitico (fatica termica). - rischio di migrazione del carbonio fra le diverse strutture metallurgiche Considerazioni generali sull'utilizzo di acciai austenitici come materiale d'apporto in saldature eterogenee Acciai inossidabili austenitici Acciai inossidabili ferritici Acciai bassolegati al Cr-Mo Acciaio al carbonio S235-S355 Tipo di materiale TAVOLA DI SELEZIONE ELETTRODI PER GIUNTI DISSIMILI Tabella di selezione per giunti eterogenei 37 Sahara Ready Pack® Il confezionamento sottovuoto pieno di... vantaggi! 1. Confezionamento multistrato che conferisce robustezza e massima resistenza a perforazione; 2. Illimitata durata di stoccaggio e qualità garantita da una consolidata esperienza; 3. Eliminazione definitiva del problema del ricondizionamento e del mantenimento senza costi aggiuntivi; 4. Confezionamento collaudato nelle condizioni atmosferiche più severe: 35°C al 90% di umidità relativa; 5. Contenuto di idrogeno garantito entro un turno di lavoro dal momento dell’apertura della confezione. IERI OGGI MAGAZZINO MAGAZZINO FORNO DI RICONDIZIONAMENTO FORNETTO DI MANTENIMENTO SALDATURA ELETTRODI AVANZATI SALDATURA 38 www.lincolnelectric.eu Sahara Ready Pack® SAHARA READY PACK® È ben noto che la presenza di idrogeno nel rivestimento di un elettrodo determina diverse problematiche in saldatura, tra cui il rischio di criccatura a freddo (HIC) per applicazioni molto critiche (materiali ad elevata resistenza, elevati spessori di giunzione, fasi metallurgiche fragili, ecc.) e porosità soprattutto in fase di innesco d’arco. Lincoln Electric ha da sempre manifestato una particolare sensibilità per questi aspetti, concentrando sin dall’inizio i propri sforzi nello sviluppo di elettrodi con un bassissimo contenuto di idrogeno diffusibile dalla “nascita” e bassa tendenza al riassorbimento di umidità fino al loro reale utilizzo. PE con strato barriera PE Strato in alluminio PE Cartone carrugato Nasce così il concetto di elettrodi EMR-Sahara Ready Pack® (EMR-SRP): • EMR (Extra Moisture Resistant) perché il rivestimento dell’elettrodo ha una speciale formulazione con tendenza igroscopica estremamente bassa anche in presenza di una elevata concentrazione di umidità nell’ambiente di lavoro; PE Strato in PE alluminio Foglio protettivo esterno Fig. 1 • SRP perché il confezionamento Sahara Ready Pack®, grazie alla sua struttura multistrato sottovuoto (vedi fig. 1), determina, se integro, una protezione totale nei confronti dell’umidità nell’ambiente circostante (nessuna penetrazione di idrogeno fino a 5 anni a 35° C e 90% di umidità relativa). Studi eseguiti in collaborazione con i più rilevanti enti di controllo dimostrano infatti che gli elettrodi EMR, se lasciati all’interno della confezione SRP aperta, mantengono il livello di idrogeno diffusibile originario (3-5 ml/100gr) fino a 12h dall’apertura a 27° C e 80% di umidità relativa (vedi fig. 2). ASSORBIMENTO DI UMIDITÀ PER ELETTRODI EMR ESPOSTI IN CAMERA CLIMATIZZATA 7 Valore nominale max di HDM su elettrodo di prova pari a 3 ml/100 g 6 Elettrodi fuori dal SRP a 27° C, 80% U.R. HDM (ml/100gr) 5 4 3 2 Elettrodi in SRP aperto a 27°C, 80% U.R. 1 0 0 5 10 15 20 25 Tempo di esposizione (h) Fig. 2 39 www.lincolnelectric.eu Sahara Ready Pack® Nome prodotto EN/ISO AWS HDM (ml/100g) Applicazione Conarc® One E 42 5 B 3 2 H5 E7018-1H4R <3 Conarc® 49C E 46 4 B 3 2 H5 E7018-1H4R <3 Acciai al carbonio Baso® G E 42 5 B 3 2 H5 E7018-1H4RNN <3 non legati Conarc® V180 E 42 4 B 7 3 H5 E7028-H4R <3 Conarc® 60G E 55 4 Z B 3 2 H5 E9018M-H4 <3 Conarc® 70G E 55 4 1NiMo B 3 2 H5 E9018-G-H4 <3 Acciai bassolegati ad Conarc® 80 E 69 5 Z B 3 2 H5 E11018M-H4 <3 elevato limite elastico Conarc® 85 E 69 5 Mn2NiCrMo B 3 2 H5 E12018-G-H4R <3 SL 12G E Mo B 3 2 H5 E7018-A1-H4 <4 SL 19G (STC) E CrMo1 B 3 2 H5 E8018-B2-H4 <4 SL 20G (STC) E CrMo2 B 3 2 H5 E9018-B3-H4 <4 Cr-Mo per impieghi ad SL 22G E Z B 3 2 H5 E8018-B1-H4 <4 elevata temperatura SL 502 E CrMo5 B 3 2 H5 E8018-B6-H4R <4 SL 9Cr (P91) E CrMo91 B 3 2 H5 E9016-B9-H4 <4 Kryo 1 E 50 6 Mn1Ni B 3 2 H5 E7018-G-H4R <3 Kryo 1P E 50 6 Mn1Ni B 3 2 H5 E8018-G-H4R <3 Acciai bassolegati al Ni per impieghi a bassa temperatura – Acciai bassolegati al Kryo 1N E 50 6 Mn1Ni B 1 2 H5 E8016-G-H4R <3 Kryo 2 E 55 6 Z B 3 2 H5 E9018-G-H4R <3 Acciai microlegati a Kryo 3 E 46 8 Z 3Ni B 32 H5 E8018-C1-H4 <3 grano fine Arosta 4462 E 22 9 3 N L R 3 2 E2209-16 n.a. Acciai inossidabili Jungo 4462 E 22 9 3 N L B 22 E2209-15 n.a. duplex e superduplex Jungo Zeron 100X E 25 9 4 N L B 42 E2595-15 n.a. Nyloid 2 E Ni 6620 (NiCr14Mo7Fe) ENiCrMo-6 n.a. Acciai al Ni per impieghi criogenici Facile da maneggiare Facile da aprire Facile da identificare 40 www.lincolnelectric.eu Istruzioni di movimentazione e stoccaggio per elettrodi rivestiti STOCCAGGIO Lo stoccaggio degli elettrodi contenuti in scatole di cartone va effettuato in aree con temperatura ed umidità controllate. Le condizioni raccomandate per lo stoccaggio sono in genere: − temperatura 17 ÷ 27° C, umidità relativa max 60% − temperatura 27 ÷ 37° C, umidità relativa max 50% Durata massima di stoccaggio: 3 anni Si possono stoccare fino ad un massimo di 5 scatole di elettrodi l’una sull’altra. I requisiti per temperatura ed umidità non si applicano agli elettrodi nei Sahara Ready Pack®, purchè questi non siano danneggiati e mantengano il sottovuoto. Si può stoccare fino ad un massimo di 5 pacchi esterni dei Sahara Ready Pack® l’uno sull’altro. Evitarne il danneggiamento ed il riscaldo a temperature superiori a 60° C. MOVIMENTAZIONE Si raccomanda di riessiccare, e mantenere poi in temperatura come raccomandato nella tabella sottostante, i prodotti che si trovino nelle seguenti condizioni: − elettrodi rutili, inumiditi per qualsiasi ragione; − elettrodi basici in scatole di cartone; − elettrodi basici restituiti dai reparti o in Sahara Ready Pack® danneggiati; − elettrodi inox e al Nichel che siano stati stoccati a lungo o in condizioni sconosciute (diverse da quelle raccomandate). Gli elettrodi nei Sahara Ready Pack® possono essere impiegati senza riessiccazione, purchè il pacco sia integro e sottovuoto. Gli elettrodi possono essere impiegati come ricevuti, direttamente dal pacco e per un periodo di 8 ore dall’apertura di questo, in condizioni di temperatura max 35° C e 90% di umidità relativa, tenendo gli elettrodi nel pacco aperto e protetti da condizioni eccessivamente avverse come condensa, pioggia, etc. Se il pacco non si presenta sottovuoto, sottoporre gli elettrodi al procedimento di riessiccazione e mantenimento come raccomandato nella tabella sottostante per la gamma EMR Sahara. Tipo di elettrodi Tempo di essicamento (h)* Temp. (° C) 0,5 - 1 1-2 70 - 80 100 - 200 Ambiente controllato con temperatura di 10-20° C superiori alla temp. ambiente 2-6 2-6 250 - 375 325 - 375 a. forno di mantenimento a 120-180° C (tempo illimitato) Acciai al carbonio - rutile E6013 - rutile E6012, E7024 - basici basso cont di idrogeno (HDM <8 ml/100g) - basici bassissimo contenuto di idrogeno ** Acciai bassolegati - basici bassissimo contenuto di idrogeno ** 2-6 325 - 375 Riporti (Wearshield) Manutenzione e Riparazione (RepTec) Acciai inossidabili - elettrodi in confezionamento di cartone - EMR-Sahara range 1-6 1-6 200 - 300 125 - 300 Ni-base 1-6 200 - 300 Mantenimento b. fornetto a temperatura tra 80-100° C per max 10 h c. ambiente controllato con temperatura di 10-20° C superiori alla temperatura ambiente Mantenimento a 75-125° C per tempo illimitato, in fornetto a 80-100° C per 10 h max Mantenimento a 75-125° C per tempo illimitato, in fornetto a 80-100° C per 10 h max * Il ricondizionamento può essere ripetuto due volte per un tempo complessivo massimo di 6 ore. Il ricondizionamento viene normalmente condotto togliendo gli elettrodi dalla confezione e ponendoli in strati di 3 mm in un forno a temperatura controllata con ricircolo d’aria. ** Se si effettua il ricondizionamento di elettrodi EMR-SAHARA resta valido il valore max di idrogeno HDM 5ml/100g. 41 www.lincolnelectric.eu Istruzioni di movimentazione e stoccaggio per elettrodi rivestiti Figura 1: Procedura di movimentazione e stoccaggio per elettrodi EMR-SAHARA prima dell’utilizzo in saldatura. SAHARA READY PACK® Elettrodi in scatole di cartone Elettrodi in confezionamento sotto vuoto SRP Forno di condizionamento 325-375° C Forno di mantenimento 120-180° C Fornetto portatile Impiego diretto degli elettrodi per 8 ore dopo l’apertura del SRP Attività di saldatura Elettrodi non impiegati Ricondizionamento 42 www.lincolnelectric.eu Istruzioni di movimentazione, stoccaggio e condizionamento per fili animati e flussi sommersi PER FILI ANIMATI 1. Immagazzinamento Le condizioni raccomandate per lo stoccaggio del filo animato, confezionato nell’imballo originale, sono in genere: − temperatura 17-27° C, umidità relativa: max 60% − temperatura 27-37° C, umidità relativa: max 50% 2. Movimentazione 2.a Outershield, Innershield tipo xxx-H, Cor-A-Rosta Le bobine, una volta tolte dal loro imballo protettivo, possono essere esposte a condizioni atmosferiche nelle normali condizioni di lavoro per un massimo di 72 ore. 2.b Innershield in tipologie diverse da xxx-H Le bobine, una volta tolte dal loro imballo protettivo, possono essere esposte a condizioni atmosferiche nelle normali condizioni di lavoro fino a due settimane. PER FLUSSI ARCO SOMMERSO I flussi Lincoln possono essere utilizzati direttamente dal loro confezionamento originale, nel caso questo sia integro. Può essere necessario sottoporre i flussi a condizionamento qualora siano stati esposti all’umidità. Per il condizionamento rimuovere il flusso dal confezionamento originale portare a temperatura tra i 260° C ed i 480° C per un tempo sufficiente a portare l’intero volume alla stessa temperatura e comunque per un minimo di un ora. Si consiglia di effettuare il condizionamento in contenitori poco profondi (circa 5cm di profondità), evitare che gli strati di flusso in prossimità di eventuali resistenze superino la temperatura di 480° C. Per applicazioni che richiedano un più severo controllo dell’idrogeno diffusibile le indicazioni per lo stoccaggio, la movimentazione ed il condizionamento dipendono dal tipo di confezionamento: Fusti metallici e Sahara Ready Bag® I flussi confezionati in fusti metallici e Sahara Ready Bag® non necessitano lo stoccaggio in condizioni controllate di umidità. È tuttavia necessario proteggerli dall’esposizione diretta ad agenti atmosferici (evitare lo stoccaggio all’esterno). Questi flussi possono essere usati direttamente dalla loro confezione. Sacchi in Polipropilene o Bulk Bag Questi flussi richiedono lo stoccaggio in ambiente ad umidità controllata, con un livello di umidità relativa inferiore al 70%. I flussi stoccati in questo modo per un periodo non superiore a 6 mesi possono essere impiegati direttamente dalla confezione, i flussi stoccati per un periodo superiore a 6 mesi richiedono riessiccamento secondo la procedura descritta. Qualora sia richiesto un più severo controllo dell’idrogeno diffusibile il flusso può essere condizionato ad una temperatura di 425° C prima dell’impiego. Riutilizzo Il flusso che non ha partecipato alla fusione può essere riutilizzato una volta separato da residui di scoria, metallo o altri inquinanti organici. Prevenire l’eccessiva polverizzazione del flusso causata da urti per eccessiva velocità nei sistemi di aspirazione e ricircolo del flusso, prevenire inoltre la segregazione/stratificazione delle diverse granulometrie nei cicloni o in “angoli morti”. Si raccomanda di rigenerare il flusso riutilizzato mediante un’aggiunta di nuovo flusso (10-40%). 43 www.lincolnelectric.eu 44 www.lincolnelectric.eu Elettrodi rivestiti SALDATURA AD ELETTRODO RIVESTITO (SMAW - Shielded Metal Arc Welding) Direzione di saldatura Elettrodo Atmosfera protettiva Rivestimento Arco Scoria allo stato fuso Bagno fuso Scoria solidificata Metallo base Metallo solidificato In questo procedimento di saldatura si crea un arco elettrico fra un elettrodo rivestito fusibile ed il pezzo da saldare, provocando la fusione di entrambi i bordi da unire e dell’elettrodo. L’elettrodo è dello stesso materiale del metallo base e, fondendosi, fornisce alla saldatura (o giunto) il metallo d’apporto. L’elettrodo può avere un rivestimento di materiale basico, rutile o cellulosico, che, bruciando, emette un gas che protegge l’arco. DIAGRAMMA PER LA SELEZIONE NELLA SALDATURA CON ELETTRODO spessore lamiera mm Ø 8,0 12 e sup. Ø 6,0-6,3 V205-S V160-S 8 e sup. Ø 5,0 V145-S 6 e sup. Ø 4,0 3 e sup. Ø 3,2 3-6 Inox Acciaio Alto rendimento Scriccatura ad arco Ø 2,5 2-4 0 50 100 150 V205-S Ø 1,6-1,75 1,5 - 2,5 V160-S V145-S Ø 2,0 200 250 300 350 400 450 500 550 AMP Nota: in questa chart sono indicati i parametri di impiego dei diversi tipi di elettrodo con le macchine per saldatura Lincoln Electric 45 www.lincolnelectric.eu Elettrodi rivestiti ACCIAI AL CARBONIO Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego RUTILE 6013RR AWS: E 6013 EN: E 42 0 RR 12 C = 0,08 Mn = 0,65 Si = 0,35 R = 550 N/mm2 (AW) S = 480 N/mm2 (AW) A = 25% J = 60 (0° C) / 40 (-20° C) Elettrodo rutile di facile impiego, adatto per la giunzione di strutture mediamente sollecitate in acciaio al carbonio. Idoneo anche per la saldatura in posizione. Facile innesco e reinnesto dell’arco. Ottimo aspetto del cordone e facile rimozione della scoria. 2,0 x 300 2,5 x 300 3,2 x 450 RUTIL ONE AWS: E 6013 EN: E 42 0 RR 12 C = 0,1 Mn = 0,6 Si = 0,4 R = 560 N/mm2 (AW) S = 480 N/mm2 (AW) A = 26% J = 50 (0° C) Elettrodo rutile di facile utilizzo, per applicazioni mediamente sollecitate. Innesco e reinnesco molto facile. Ottimo aspetto del cordone, facile rimozione della scoria. 2,0 x 300 2,5 x 300 3,2 x 450 4,0 x 450 CONARC ONE AWS: E 7018-1 H4 R EN: E 42 5 B 32 H5 C = 0,05 Mn = 1.3 Si = 0,4 R = 575 N/mm2 (AW) S = 490 N/mm2 (AW) A = 28% J = 200 (-20° C) / 100 (-50° C) Elettrodo basico a bassissimo contenuto di idrogeno (HDM<5ml) con elevato rendimento (115-120%). Saldabile sia in corrente alternata che in corrente continua. Adatto per saldatura in tutte le posizioni. Ampio intervallo di regolazione della corrente di saldatura. Ottime caratteristiche meccaniche a basse temperature di servizio (min. 47J a -50° C). Utilizzato per strutture altamente sollecitate (apparecchi in pressione, industria navale, macchine movimento terra, ecc.). Ottima qualità radiografica. Disponibile in confezionamento sottovuoto SRP. 2,5 x 350 3,2 x 450 4,0 x 450 5,0 x 450 BASIC ONE AWS: E 7018 EN: E 42 4 B 42 H10 C = 0,05 Mn = 1,3 Si = 0,4 R = 580 N/mm2 S = 520 N/mm2 A = 27% J = 105 (-40° C) Elettrodo basico con tendenza alla criccabilità nulla. Buone proprietà di resilienza anche su acciai con C>0,4%. Rendimento circa 120%. Buone caratteristiche operative anche per saldatura in posizione. Utilizzato per creare layer su acciai ad elevato tenore di Carbonio. 2.0 x 300 2,5 x 350 3,2 x 450 4,0 x 450 5,0 x 450 LINCOLN 7018-1 AWS: E 7018-1 EN: E 42 4 B 12 H5 C = 0,05 Mn = 1,0 Si = 0,3 R = 533 N/mm2 (AW) S = 436 N/mm2 (AW) A = 29% J = 100 (-40° C) / 90 (-46° C) Elettrodo basico a basso contenuto di idrogeno per la saldatura in tutte le posizioni. Ottima saldabilità, arco morbido, facile rimozione della scoria e buon aspetto del cordone di saldatura. Eccellente per la saldatura in cantieri navali. 2,5 x 350 3,2 x 450 4,0 x 450 5,0 x 450 BASIC 7018-1 AWS 5.1: E 7018-1 EN: E 46 5 B 32 H5 C = 0,07 Mn = 1,2 Si = 0,5 R = 580 N/mm2 S = 480 N/mm2 A = 30% J = 180 (-20° C) / 120 (-40° C) Elettrodo basico a basso contenuto di idrogeno per la saldatura in tutte le posizioni. Ottima saldabilità, arco morbido ed estremamente stabile, facile rimozione della scoria e buon aspetto del cordone di saldatura. Eccellente per la saldatura in posizione (specialmente su tubazioni). Elevato rendimento (120-125%). 2.0 x 300 2,5 x 350 3,2 x 450 4,0 x 450 5,0 x 450 Dimensioni [mm] 46 www.lincolnelectric.eu Elettrodi rivestiti ACCIAI AL CARBONIO Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego BASO 49 AWS: E 7018-H4 EN: E 46 3 B32 H5 C = 0,09 Mn = 1,1 Si = 0,6 R = 635 N/mm2 (AW) S = 550 N/mm2 (AW) A = 25% J = 115 (-20° C) / 65 (-40° C) Elettrodo basico a bassissimo contenuto di idrogeno (HDM<5ml) per la saldatura in tutte le posizioni. Ottima saldabilità, arco morbido ed estremamente stabile, facile rimozione della scoria e buon aspetto del cordone di saldatura. Ottima qualità radiografica. 2,5 x 350 3,2 x 450 4,0 x 450 5,0 x 450 BASO G AWS: E 7018-1 H4R EN: E 46 5 B32 H5 C = 0,05 Mn = 1,3 Si = 0,4 R = 540 N/mm2 (AW) S = 500 N/mm2 (AW) A = 28% J = 60 (-50° C) Elettrodo basico a bassissimo contenuto di idrogeno. Saldatura AC/DC in tutte le posizioni. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). 2,0 x 300 2,5 x 350 3,2 x 450 4,0 x 450 5,0 x 450 BASO 48 SP AWS : E7018-1 H8 EN: E 46 3 B 32 H10 C = 0,075 Mn = 1,4 Si = 0,65 R = 640 N/mm2 (AW) S = 590 N/mm2 (AW) A = 25% J = 90 (-20° C) 60 (-30° C) Elettrodo rutil-basico con eccellenti proprietà di innesco e reinnesto. Saldabile in corrente AC e DC. Stabilità anche a bassi amperaggi. Si consiglia di utilizzare una tensione minima di 60V. Facilità di utilizzo. Buone proprietà meccaniche e resilienze a -30° C (47J).Basso contenuto di idrogeno (HDM < 8 ml/100g ). 2,5 x 350 3,2 x 350 3,2 x 450 4,0 x 350 5,0 x 450 CONARC 48 AWS: E 7018-1 H4R EN: E 46 4 B42 H5 C = 0,05 Mn = 1,3 Si = 0,3 R = 570 N/mm2 (AW) S = 470 N/mm2 (AW) A = 27% J = 103 (-40° C) Elettrodo basico a bassissimo contenuto di idrogeno. Saldatura in tutte le posizioni. Eccellente per la saldatura in cantiere. 2,0 x 300 2,5 x 350 3,2 x 450 4,0 x 450 5,0 x 450 CONARC 49 C AWS : E7018-1 H4R EN: E 46 4 B 32 H5 C = 0,06 Mn = 1,4 Si = 0,3 P = 0,015 S = 0,01 R = 580 N/mm2 (AW) S = 480 N/mm2 (AW) A = 28% J = 200 (-20° C) J = 170 (-40° C) Elettrodo basico a basso tenore di idrogeno HDM<3ml/100g (SRP). Resilienze a -40° C, buoni CTOD a -10° C. Elettrodo utilizzabile per strutture off-shore dove non sia richiesta la presenza dei Ni. 100-120% rendimento. Buona saldatura su tubi. Eccellente qualità radiografica.Disponibile anche in Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 450 4,0 x 450 5,0 x 450 CONARC 51 AWS: E 7016-1 H4R EN: E 42 4 B12 H5 C = 0,06 Mn = 1,4 Si = 0,5 R = 560 N/mm2 (AW) S = 520 N/mm2 (AW) A = 28% J = 115 (-40° C) Elettrodo basico a bassissimo contenuto di idrogeno. Eccellente elettrodo per passata di penetrazione. 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 CONARC V180 AWS: E 7028 H4R EN: E 42 4 B73 H5 C = 0,08 Mn = 1,2 Si = 0,3 R = 510 N/mm2 (AW) S = 440 N/mm2 (AW) A = 30% J = 130 (-20° C) Elettrodo basico a bassissimo contenuto di idrogeno. Elevato rendimento e buona rimozione della scoria. Per saldatura d’angolo e in piano su giunto a V e X. Ottime resilienze a -40° C. 4,0 x 450 5,0 x 450 6,3 x 450 Dimensioni [mm] 47 www.lincolnelectric.eu Elettrodi rivestiti ELETTRODI CELLULOSICI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] FLEETWELD 5P+ AWS: E 6010 EN: E 42 3 C25 C = 0,15 Mn = 0,50 Si = 0,25 R = 520 N/mm2 (AW) S = 440 N/mm2 (AW) A = 26% J = 65 (-29° C) Elettrodo cellulosico per tubi. Utilizzabile su tubi fino a X65. Elevata duttilità in prima passata. Ottima penetrazione. Facile innesco e rimozione della scoria. Elimina le porosità. 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 350 SHIELD ARC 70+ AWS: E 8010-G EN: E 46 4 1 Ni C25 C = 0,12 Mn = 0,9 Si = 0,20 Ni = 0,85 Cr = 0,10 V = 0,03 R = 570 N/mm2 (AW) S = 510 N/mm2 (AW) A = 24% J = 45 (-40° C) Elettrodo cellulosico per saldatura di tubi in verticale discendente. Per tubi da X56 a X70. Utilizzabile in prima passata, riempimento e finitura. Facile innesco e rimozione della scoria. Elimina le porosità. 3,2 x 350 4,0 x 350 5,0 x 350 SHIELD ARC HYP+ AWS: E 7010-G EN: E 42 2 Mo C25 C = 0,12 Mn = 0,35 Si = 0,12 Mo = 0,35 V = 0,02 R = 520 N/mm2 (AW) S = 430 N/mm2 (AW) A = 26% J = 50 (-30° C) Elettrodo cellulosico per la saldatura di tubi in verticale discendente. Per tubi da X52 a X65. Facile utilizzo. Bassa suscettibilità a incisioni marginali. 3,2 X 350 4,0 X 350 4,8 X 350 Caratteristiche meccaniche Caratteristiche impiego R = 610 N/mm2 (AW) S = 540 N/mm2 (AW) A = 25% J = 115 (-20° C) 100(-40° C) / 60 (-50° C) Elettrodo basico a bassissimo contenuto di idrogeno per la saldatura di acciai resistenti alla corrosione atmosferica. Adatto alla saldatura in tutte le posizioni. Eccellenti caratteristiche di resilienza a bassa temperatura. Disponibile solo in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 ACCIAI BASSOLEGATI Nome commerciale Analisi chimica CONARC 55 CT SRP C = 0,05 AWS: E 8018-W2*-H4R Mn = 1,5 EN: E 46 5 Mn 1 Ni B 32 H5* Si = 0,4 Ni = 0,9 Mo = 0,4 Dimensioni [mm] CONARC 60 G AWS: E 9018-M H4 EN: E 55 4 Z B32 H5 C = 0,06 Mn = 1,0 Si = 0,4 Ni = 1,6 Mo = 0,3 R = 500 N/mm2 (AW) S = 450 N/mm2 (AW) A = 25% J = 50 (0° C) Elettrodo basico a bassissimo idrogeno per saldatura in tutte le posizioni. Per acciai ad elevato carico di rottura. Buone resilienze a basse temperature (-40° C). Preferibile con corrente DC. Rendimento 120%. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 CONARC 70 G AWS: E 9018-G H4 EN: E 55 4 1 NiMo B32 H5 C = 0,06 Mn = 1,2 Si = 0,4 Ni = 1,0 Mo = 0,4 R = 530 N/mm2 (AW) S = 460 N/mm2 (AW) A = 23% J = 50 (0° C) Elettrodo basico a bassissimo idrogeno per saldatura in tutte le posizioni. Per acciai ad elevato carico di rottura. Buone resilienze a basse temperature (-40° C). Preferibile con corrente DC. Rendimento 120%. Disponibile solo in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 48 www.lincolnelectric.eu Elettrodi rivestiti ACCIAI BASSOLEGATI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego CONARC 80 AWS: E 11018-M H4 EN: E 69 5 Z B32 H5 C = 0,06 Mn = 1,5 Si = 0,4 Ni = 2,2 Mo = 0,4 R = 540 N/mm2 (AW) S = 500 N/mm2 (AW) A = 28% J = 60 (-50° C) Elettrodo basico a bassissimo idrogeno per saldatura in tutte le posizioni. Saldabile con corrente AC e DC. Rendimento 120%. Buone resilienze a basse temperature. Per saldatura di acciai ad elevato carico di rottura. Disponibile solo in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 CONARC 85 AWS: E 12018-G H4 EN: E 69 5 Mn2NiCrMo B32 H5 C = 0,06 Mn = 1,3 Si = 0,3 Cr = 0,4 Ni = 2,0 Mo = 0,4 R = 570 N/mm2 (AW) S = 470 N/mm2 (AW) A = 27% J = 103 (-40° C) Elettrodo basico a bassissimo contenuto di idrogeno, per saldatura in tutte le posizioni. Per acciai ad elevato carico di rottura. Buona resilienze a basse temperature. Disponibile solo in confezionamento Sahara Ready Pack® (sotto vuoto). 3,2 x 350 4,0 x 350 C = 0,05 KRYO 1 AWS: E 7018-G H4R* Mn = 1,5 EN: E 50 6 Mn1Ni B32 H5 Si = 0,4 Ni = 0,9 R = 640 N/mm2 (AW) S = 550 N/mm2 (AW) A = 24% J = 90 (-60° C) Elettrodo basico per saldatura off-shore con max 1% di Ni. Eccellenti caratteristiche meccaniche (resilienze a -60° C). Buoni valori di CTOD. Saldabile con corrente AC o DC. Rendimento 110120%. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). * Equivalente più vicino 2,5 x 350 3,0 x 350 3,2 x 350/450 4,0 x 350/450 5,0 x 450 C = 0,05 KRYO 1P Mn = 1,5 AWS: E 8018-G-H4R EN: E 50 6 Mn1Ni B32 H5 Si = 0,4 Ni = 0,9 R = 640 N/mm2 (AW) S = 550 N/mm2 (AW) A = 24% J = 90 (-60° C) Elettrodo basico per saldatura off-shore con max 1% di Ni. Eccellenti caratteristiche meccaniche (resilienze a -60° C). Buoni valori di CTOD. Saldabile con corrente AC o DC. Rendimento 110120%. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,0 x 350 3,2 x 350/450 4,0 x 350/450 5,0 x 450 C = 0,05 KRYO 1N Mn = 1,5 AWS: E 8016-G H4R EN: E 50 6 Mn1Ni B12 H5 Si = 0,4 Ni = 0,9 R = 640 N/mm2 (AW) S = 550 N/mm2 (AW) A = 24% J = 90 (-60° C) Elettrodo basico per saldatura off-shore con max 1% di Ni. Eccellenti caratteristiche meccaniche (resilienze a -60° C). Buoni valori di CTOD a -10° C. Saldabile con corrente AC o DC. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 450 4,0 x 450 C = 0,05 Mn = 1,6 Si = 0,3 Ni = 1,5 R = 650 N/mm2 (AW) S = 570 N/mm2 (AW) A = 22% J = 60 (-60° C) Elettrodo basico per off-shore per acciai ad elevato snervamento. Eccellenti resilienze a -60° C. Buoni valori di CTOD. Rendimento 110-120%. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 450 4,0 x 450 5,0 x 450 C = 0,05 KRYO 3 Mn = 0,7 AWS: E 8018-C1 H4 EN: E 46 8 3Ni B32 H5* Si = 0,3 Ni = 2,5 R = 600 N/mm2 (AW) S = 500 N/mm2 (AW) A = 26% J = 65 (-80° C) Elettrodo basico per off-shore con circa 2,7% di Ni. Eccellenti resilienza a -80° C. Buoni valori di CTOD. Rendimento 115-120%. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2x350/450 4,0x350/450 5,0 x 450 KRYO 2 AWS: E 9018-G H4R EN: E 55 6 Z B32 H5 Dimensioni [mm] 49 www.lincolnelectric.eu Elettrodi rivestiti ACCIAI BASSOLEGATI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] SL 12 G AWS: E 7018-A1 H4R EN: E Mo B32 H5 C = 0,05 Mn = 0,8 Si = 0,6 Mo = 0,55 R = 620 N/mm2 (AW) S = 560 N/mm2 (AW) A = 25% J = 50 (-20° C) SR = 620° C/1h Elettrodo basico a bassissimo idrogeno per saldatura in tutte le posizioni. Per saldare acciai resistenti al creep e a grano fine. Temperature di esercizio da -40 a +500° C. 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 SL 19 G AWS: E 8018-B2 H4 EN: E CrMo 1 B32 H5 C = 0,06 Mn = 0,75 Si = 0,6 Cr = 1,1 Mo = 0,5 R = 640 N/mm2 (SR) S = 570 N/mm2 (SR) A = 24% J = 100 (-20° C) SR = 700° C/1h Elettrodo basico a bassissimo idrogeno per saldatura in tutte le posizioni. Per saldare di acciai al CrMo resistenti al creep e a grano fine. Temperatura max di esercizio 550° C. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 SL 19 G STC AWS: E 8018-B2 H4 EN: E CrMo 1 B32 H5 C = 0,06 Mn = 0,75 Si = 0,6 Cr = 1,1 Mo = 0,5 R = 640 N/mm2 (SR) S = 570 N/mm2 (SR) A = 24% J = 100 (-20° C) SR = 700° C/1h CNV 55J (Delta T55): +10° C dopo STC (steep cool treatment) Elettrodo basico a bassissimo idrogeno per saldatura in tutte le posizioni. Per saldare di acciai al CrMo resistenti al creep e a grano fine. Temperatura max di esercizio 550° C. Eccellente saldabilità in impianto. Ottima qualità radiografica. Ottime proprietà meccaniche alla stato come saldato e in condizioni stress relieved. Fattore di Bruscato X<15. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 SL 20 G AWS: E 9018-B3 H4 EN: E CrMo 2 B32 H5 C = 0,06 Mn = 0,8 Si = 0,6 Cr = 2,3 Mo = 1,0 R = 650 N/mm2 (SR) S = 530 N/mm2 (SR) A = 22% J = 90 (-10° C) SR = 695° C/1h Elettrodo basico a bassissimo contenuto di idrogeno per saldatura in tutte le posizioni. Per saldare acciai al CrMo resistenti al creep e all’attacco da idrogeno. Temperatura max di esercizio 600° C. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 SL 20 G STC AWS: E 9018-B3 H4 EN: E CrMo 2 B32 H5 C = 0,06 Mn = 0,8 Si = 0,6 Cr = 2,3 Mo = 1,0 R = 640 N/mm2 (SR) S = 540 N/mm2 (SR) A = 20% J = 80 (-20° C) SR = 695° C/1h CNV 55J (Delta T55): +10° C dopo STC (steep cool treatment) Elettrodo basico a bassissimo contenuto di idrogeno per saldatura in tutte le posizioni. Per saldare acciai al CrMo resistenti al creep e all’attacco da idrogeno. Temperatura max di esercizio 600° C. Eccellente saldabilità in impianto. Ottima qualità radiografica. Ottime proprietà meccaniche alla stato come saldato e in condizioni stress relieved. Fattore di Bruscato X<15. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 SL 22 G AWS: E 8018-B1 H4 C = 0,06 Mn = 0,8 Si = 0,6 Cr = 0,5 Mo = 0,5 V = 0,3 R = 640 N/mm2 (SR) S = 570 N/mm2 (SR) A = 24% J = 110 (-10° C) SR = 730° C/1h Elettrodo basico a bassissimo contenuto di idrogeno per saldare in tutte le posizioni. Per saldare acciai CrMoV resistenti al creep. Disponibile solo in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 350 4,0 x 350 50 www.lincolnelectric.eu Elettrodi rivestiti ACCIAI BASSOLEGATI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] SL 502 AWS: E9018-B6-H4 EN: E Cr Mo 5 B 32 H5 C = 0,07 Mn = 0,8 Si = 0,6 P = 0,020 S = 0,010 Cr = 5,3 Mo = 0,6 R = 680 N/mm2 S = 580 N/mm2 A = 22% J = 110 (+20° C) SR = 730° C/1h Elettrodo basico a bassissimo contenuto di idrogeno per la saldatura in tutte le posizioni di acciai resistenti allo scorrimento viscoso legati al 5% di Cr e 0,5% di Mo. Sviluppato per l’industria petrolchimica e per massime temperature di servizio di 550° C. Ottima saldabilità, arco morbido ed estremamente stabile, facile rimozione della scoria e buon aspetto del cordone di saldatura. Disponibile solo in confezionamento SRP. 2,5 x 350 3,2 x 350 4,0 x 350 SL 9 Cr (P91) AWS: E 9016-B9 H4* EN: E CrMo91 B32 H5 C = 0,09 Mn = 1,35 Si = 0,4 Cr = 8,3 Ni = 0,9 Mo = 1,0 Nb = 0,04 V = 0,2 N = 0,04 R = 800 N/mm2 (SR) S = 650 N/mm2 (SR) A = 20% J = 50 (+20° C) SR = 750-754° C/1h Elettrodo basico a bassissimo contenuto di idrogeno per saldare in tutte le posizioni. Per acciai 9% Cr 1% Mo resistenti al creep. Disponibile solo in confezionamento Sahara Ready Pack® (sotto vuoto). * Equivalente più vicino 2,5 x 350 3,2 x 350 4,0 x 350 ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego AROSTA 304 L AWS: E 308L-16 EN: E 19 9 LR 12 C = 0,020 Mn = 0,80 Si = 0,80 Cr = 19,5 Ni = 9,7 FN = 4-10 R = 580 N/mm2 (AW) S = 440 N/mm2 (AW) A = 43% J = 70 (+20° C) / 60 (-20° C) / 24 (-196° C) Elettrodo rutil-basico per la saldatura in tutte le posizioni di acciai 304L o equivalenti. Aspetto del cordone liscio. Facile rimozione della scoria. Rivestimento resistente. Elevata resistenza alle porosità. Saldabile con corrente AC o DC+. 1,5 x 250 2,0 x 300 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 350 AROSTA 304 H AWS: E 308H-16 EN: E 19 9 HR 12 C = 0,020 Mn = 0,80 Si = 0,80 Cr = 19,5 Ni = 9,7 FN = 4-10 R = 580 N/mm2 (AW) S = 440 N/mm2 (AW) A = 43% J = 70 (+20° C) / 50 (-20° C) Elettrodo rutil-basico per la saldatura in tutte le posizioni. Sviluppato per applicazioni ad alta temperatura (>730C) AISI304H o W Nr. 1.4948. scarsa sensibilità alla precipitazione delle fasi intermetalliche. Saldabile con corrente AC o DC+. Impiego in ambito petrolchimico e nucleare. 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 350 AROSTA 307 AWS: E 307-16* EN: E 18 8 Mn R 12 C = 0,09 Mn = 5,0 Si = 0,6 Cr = 18,5 Ni = 8,5 R = 650 N/mm2 S = 450 N/mm2 A = 35% J = 110 (+20° C) / 75 (-60° C) Elettrodo rutil-basico per la saldatura in tutte le posizioni di acciai al 6% di manganese. Sviluppato per la saldatura di acciai difficili da saldare o per imburratura. * Equivalente più vicino 2,5 x 350 3,2 x 350 4,0 x 350 Dimensioni [mm] 51 www.lincolnelectric.eu Elettrodi rivestiti ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] AROSTA 309 H AWS: E 309-16* EN: E 22 12 R 32* C = 0,10 Mn = 0,8 Si = 1,6 Cr = 22,0 Ni = 11,0 FN = 3-8 R = 700 N/mm2 (AW) S = 500 N/mm2 (AW) A = 30% J = 50 (+20° C) Elettrodo rutil-basico per la saldatura in tutte le posizioni. Sviluppato per applicazioni ad elevata temperatura di esercizio. Saldabile con corrente AC e DC+. * Equivalente più vicino 2,5 x 350 3,2 x 350 4,0 x 350 AROSTA 309 Mo AWS: E 309MoL-16 EN: E 23 12 2 LR 32 C = 0,02 Mn = 0,8 Si = 0,8 Cr = 23,0 Ni = 12,5 Mo = 2,7 FN = 15-25 R = 700 N/mm2 (AW) S = 580 N/mm2 (AW) A = 30% J = 57 (+20° C) / 50 (-20° C) / 45 (-60° C) Elettrodo rutil-basico per la saldatura in tutte le posizioni di acciai inox al CrNiMo. Specialmente sviluppato per saldature eterogenee e prime passate sui placcati. Saldabile con corrente AC e DC+. 2,0 x 300 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 AROSTA 309 Nb AWS: E 309Cb-16* EN: E 23 12 Nb R 32 C = 0,02 Mn = 0,8 Si = 0,8 Cr = 23,0 Ni = 12,0 Nb = 0,5 FN = 15-25 R = 660 N/mm2 (AW) S = 490 N/mm2 (AW) A = 35% J = 60 (+20° C) / 50 (-20° C) AROSTA 309 S AWS: E 309L-16 EN: E 23 12 LR 32 C = 0,02 Mn = 0,8 Si = 0,8 Cr = 23,5 Ni = 12,5 FN = 12-20 R = 560 N/mm2 (AW) S = 480 N/mm2 (AW) A = 40% J = 60 (+20° C) / 50 (-20° C) / 40 (-120° C) AROSTA 316 L AWS: E 316L-16 EN: E 19 12 3 LR 12 C = 0,02 Mn = 0,8 Si = 0,8 Cr = 18,0 Ni = 11,5 Mo = 2,85 FN = 4-10 R = 580 N/mm2 (AW) S = 450 N/mm2 (AW) A = 39% J = 60 (-20° C) / 40 (-120° C) AROSTA 318 AWS: E 318-16 EN: E 19 12 3 Nb R 12 C = 0,03 Mn = 0,8 Si = 0,85 Cr = 18,0 Ni = 11,5 Mo = 2,7 Nb = 0,35 FN = 6-12 R = 630 N/mm2 (AW) S = 500 N/mm2 (AW) A = 38% J = 50 (-20° C) Elettrodo rutil-basico per la saldatura in tutte le posizioni di acciai inox al CrNiNb. Saldabile con corrente AC e DC+. * Equivalente più vicino Elettrodo rutil-basico per la saldatura. Per la saldatura eterogenea tra acciai inox e acciai al carbonio e per prima passata su placcati. Saldabile con corrente AC e DC+. 3,2 x 350 4,0 x 350 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 350 Elettrodo rutil-basico per la saldatura in tutte le posizioni di acciai 316L o equivalenti. Aspetto del cordone liscio. Facile rimozione della scoria. Rivestimento resistente. Elevata resistenza alle porosità. Saldabile con corrente AC o DC+. 1,5 x 250 2,0 x 300 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 350 Elettrodo rutil-basico per la saldatura in tutte le posizioni per acciai 316 stabilizzati al Ti o Nb. Saldabile con corrente AC o DC+. 2,0 x 300 2,5 x 350 3,2 x 350 4,0 x 350 52 www.lincolnelectric.eu Elettrodi rivestiti ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] AROSTA 329 EN: E 25 4 R 12* C = 0,08 Mn = 0,7 Si = 1,2 Cr = 25,0 Ni = 4,5 R = 700 N/mm2 S = 500 N/mm2 A = 15% J = 30 (+20° C) Elettrodi rutil-basico per la saldatura in tutte le posizioni di acciai inox. Utilizzabile per imburratura, hardfacing su acciai al C e applicazioni per resistenza alla corrosione. * Equivalente più vicino 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 AROSTA 347 AWS: E 347-16 EN: E 19 9 Nb R 12 C = 0,03 Mn = 0,8 Si = 0,8 Cr = 19,5 Ni = 9,6 Nb = 0,35 FN = 6-12 R = 630 N/mm2 (AW) S = 500 N/mm2 (AW) A = 35% J = 70 (+20° C) / 50 (-20° C) 35 (-60° C) Elettrodo rutil-basico per la saldatura in tutte le posizioni di acciai 304 stabilizzati al Ti o Nb. Aspetto del cordone brillante e liscio. Facile rimozione della scoria. Eccellente bagnabilità, non provoca incisioni. Elevata resistenza alle porosità. Saldabile con corrente AC o DC+. 2,5 x 350 3,2 x 350 4,0 x 350 AROSTA 4439 EN: E 18 16 5 NL R 32 C = 0,02 Mn = 1,3 Si = 0,8 Cr = 18,0 Ni = 17,0 Mo = 4,6 N = 0,18 FN = 0 R = 650 N/mm2 (AW) S = 460 N/mm2 (AW) A = 40% J = 50 (-196° C) Elettrodo rutil-basico con deposito completamente austenitico al 4% di Mo. Per la saldatura di acciai inox 317LN o equivalenti. Ottime resilienza a basse temperature. 2,5 x 350 3,2 x 350 4,0 x 350 AROSTA 4462 145 AWS: E 2209-16* EN: E 22 9 3 NL R 53 C = 0,025 Mn = 0,7 Si = 1,0 Cr = 22,5 Ni = 9,5 Mo = 3,0 N = 0,16 FN 30-55 R = 800 N/mm2 (AW) S = 650 N/mm2 (AW) A = 27% J = 35 (-40° C) Elettrodo rutil-basico per la saldatura di acciai inox duplex. Adatto per la saldatura in angolo in piano-frontale Elevata resistenza al pitting e alla corrosione sotto tensione. Saldabile con corrente AC e DC+. Disponibile solo in confezionamento Sahara Ready Pack® (sotto vuoto). * Equivalente più vicino 3,2 x 450 4,0 x 450 AROSTA 4462 AWS: E 2209-16 EN: E 22 9 3 NL R 32 C = 0,02 Mn = 0,8 Si = 1,0 Cr = 22,5 Ni = 9,5 Mo = 3,2 N = 0,16 FN 30-55 R = 800 N/mm2 (AW) S = 650 N/mm2 (AW) A = 27% J = 40 (-40° C) Elettrodo rutil-basico per la saldatura di acciai inox duplex. Eccellente saldabilità in prima passata e nel riempimento. Elevata resistenza al pitting e alla corrosione sotto tensione. Saldabile con corrente AC e DC+. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 350 INTHERMA 310 AWS: E 310-16 EN: E 25 20 R 12 C = 0,12 Mn = 2,5 Si = 0,5 Cr = 26,0 Ni = 20,5 R = 600 N/mm2 (AW) S = 440 N/mm2 (AW) A = 30% J = 80 (+20° C) Elettrodo rutil-basico per la saldatura in tutte le posizioni esclusa la verticale discendente. Deposito con elevati Cr e Ni per resistenza ad elevatissime temperature di servizio. Saldabile con corrente AC e DC+. 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 350 53 www.lincolnelectric.eu Elettrodi rivestiti ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] INTHERMA 310 B AWS: E 310-15* EN: E 25 20 B 12 C = 0,1 Mn = 3,0 Si = 0,3 Cr = 25,0 Ni = 21,0 R = 600 N/mm2 (AW) S = 440 N/mm2 (AW) A = 30% J = 100 (+20° C) Elettrodo basico per la saldatura in tutte le posizioni esclusa la verticale discendente. Deposito con elevati Cr e Ni per resistenza ad elevatissime temperature di servizio. Saldabile solo con corrente DC+. * Equivalente più vicino 2,5 x 350 3,2 x 350 4,0 x 350 JUNGO 304 L AWS: E 308 L-15 EN: E 19 9 LB 22 C = 0,025 Mn = 1,0 Si = 0,4 Cr = 19,0 Ni = 10,0 FN = 4-10 R = 600 N/mm2 (AW) S = 450 N/mm2 (AW) A = 40% J = 40 (-196° C) Elettrodo basico per applicazioni a bassa temperatura. Basso contenuto di carbonio, ottime resilienze a temperature fino a -196° C. Elevata resistenza all’ossidazione fino a 800° C. 2,5 x 350 3,2 x 350 4,0 x 350 JUNGO 307 AWS: E 307-15* EN: E 18 8 Mn B 22 C = 0,08 Mn = 5,5 Si = 0,3 Cr = 19,0 Ni = 8,5 R = 650 N/mm2 (AW) S = 500 N/mm2 (AW) A = 35% J = 35 (-120° C) Elettrodo basico per la saldatura in tutte le posizioni di acciai inox al 6% di Mn. Sviluppato per la saldatura di acciai difficili da saldare o per imburratura. * Equivalente più vicino 2,5 x 350 3,2 x 350 4,0 x 450 JUNGO 316 L AWS: E 316L-15 EN: E 19 12 3 LB 22 C = 0,025 Mn = 1,6 Si = 0,4 Cr = 18,5 Ni = 11,0 Mo = 2,7 FN = 4-10 R = 650 N/mm2 (AW) S = 450 N/mm2 (AW) A = 35% J = 35 (-196° C) Elettrodo basico per applicazioni a bassa temperatura. Basso contenuto di carbonio, ottime resilienze a temperature fino a -196° C. Elevata resistenza all’ossidazione fino a 400° C. 2,5 x 350 3,2 x 350 4,0 x 350 JUNGO 318 AWS: E 318-15* EN: E 19 12 3 Nb B 22 C = 0,025 Mn = 1,5 Si = 0,4 Cr = 18,0 Ni = 11,0 Mo = 2,7 Nb = 0,5 FN = 6-12 R = 650 N/mm2 (AW) S = 430 N/mm2 (AW) A = 30% J = 90 (+20° C) Elettrodo basico per la saldatura in tutte le posizioni, tranne la verticale discendente, per acciai 316 stabilizzati al Ti o Nb. * Equivalente più vicino 2,5 x 350 3,2 x 350 4,0 x 350 JUNGO 347 AWS: E 347-15 EN: E 19 9 Nb B 22 C = 0,02 Mn = 1,6 Si = 0,5 Cr = 20,0 Ni = 10,0 Nb = 0,4 FN = 6-12 R = 630 N/mm2 (AW) S = 500 N/mm2 (AW) A = 35% J = 80 (+20° C) / 50 (-20° C) 40 (-120° C) Elettrodo basico per la saldatura in tutte le posizioni di acciai 304 stabilizzati al Ti o Nb. Aspetto del cordone brillante e liscio. Facile rimozione della scoria. 2,0 x 350 3,2 x 350 4,0 x 450 5,0 x 450 54 www.lincolnelectric.eu Elettrodi rivestiti ACCIAI INOSSIDABILI Nome commerciale Analisi chimica JUNGO 4455 C = 0,03 AWS: E316LMn-15 Mn = 7,3 EN: E 20 16 3 Mn NL B 22 Si = 0,4 Cr = 20,0 Ni = 16,0 Mo = 3,0 N = 0,16 FN = 0 Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] R = 650 N/mm2 (AW) S = 460 N/mm2 (AW) A = 35% J = 50 (-196° C) Elettrodo basico per acciai inox completamente austenitici per applicazioni criogeniche. Temperature di servizio comprese tra -269 e 350° C. 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 2,5 x 350 3,2 x 350 4,0 x 350 JUNGO 4462 AWS: E 2209-15 EN: E 22 9 3 NL B 22 C = 0,025 Mn = 1,6 Si = 0,5 Cr = 23,5 Ni = 9,0 Mo = 3,0 N = 0,15 FN = 30-55 R = 800 N/mm2 (AW) S = 650 N/mm2 (AW) A = 28% J = 70 (-40° C) Elettrodo basico per la saldatura in tutte le posizioni di acciai inox duplex. Elevata resistenza al pitting e alla corrosione sotto tensione. JUNGO ZERON 100X AWS: E2553-15 EN : E 25 9 4 N L B 42 C = 0,03 Mn = 0,8 Si = 0,3 Cr = 25,0 Ni = 9,5 Mo = 3,6 Cu = 0,8 W = 0,7 N = 0,2 FN = 30-60 R = 920 N/mm2 (AW) S = 740 N/mm2 (AW) A = 24% J = 50 (-20° C) 46 (-46° C) 2,5 x 350* Elettrodo basico per saldatura in tutte le posizioni 3,2 x 350 indicato per saldare acciai “super duplex”. Per la 4,0 x 350 saldatura di Zeron 100X. Elettrodo contenente elementi di lega quali (W+Cu). Alta resistenza alla * Scatola cartone corrosione come pitting e crevice, in particolare in ambiente marino: PREN >40. Alte caratteristiche meccaniche e buone resilienze. Buona saldabilità in DC+. Disponibile solo in Sahara Ready Pack® (sotto vuoto). C = 0,03 JUNGO 4465 Mn = 4,5 AWS: E 310 Mo-15* EN: E 25 22 2 NL B 22* Si = 0,4 Cr = 25,0 Ni = 22,0 Mo = 2,2 N = 0,13 FN = 0 R = 620 N/mm2 (AW) S = 400 N/mm2 (AW) A = 35% J = 50 (-196° C) Elettrodo basico per acciai inox completamente austenitici. Sviluppato per urea e acido nitrico. * Equivalente più vicino 2,5 x 350 3,2 x 350 4,0 x 350 C = 0,02 JUNGO 4500 Mn = 1,2 AWS: E 385-16* EN: E 20 25 5 Cu NL R 12 Si = 0,9 Cr = 20,0 Ni = 25,0 Mo = 5,0 Cu = 1,5 FN = 0 R = 620 N/mm2 (AW) S = 410 N/mm2 (AW) A = 40% J = 60 (-20° C) Elettrodo rutil-basico per la saldatura in tutte le posizioni di acciai inox completamente austenitici. * Equivalente più vicino 2,5 x 350 3,2 x 350 4,0 x 350 55 www.lincolnelectric.eu Elettrodi rivestiti ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] LIMAROSTA 304 L AWS: E 308L-17 EN: E 19 9 LR 12 C = 0,025 Mn = 0,75 Si = 0,95 Cr = 19,0 Ni = 9,7 FN = 4-10 R = 600 N/mm2 (AW) S = 440 N/mm2 (AW) A = 45% J = 60 (-20° C) Elettrodo rutile per la saldatura di acciai 304L o equivalenti. Aspetto del cordone brillante e liscio. Eccezionale rimozione della scoria. Eccellente bagnabilità, non provoca incisioni. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). 2,0 x 300 2,5 x 350 3,2 x 350 4,0 x 450 5,0 x 450 LIMAROSTA 304 L 130 C = 0,02 Mn = 0,6 AWS: E 308L-17 Si = 0,9 EN: E 19 9 LR 53 Cr = 19,0 Ni = 10,0 FN = 4-10 R = 600 N/mm2 (AW) S = 440 N/mm2 (AW) A = 40% J = 20 (-50° C) Elettrodo rutile per la saldatura di acciai 304L o equivalenti. Alto rendimento ed elevata velocità. Solo per saldatura in piano. Disponibile solo in confezionamento Sahara Ready Pack® (sotto vuoto). 3,2 x 450 4,0 x 450 5,0 x 450 LIMAROSTA 309 S AWS: E 309L-17 EN: E 23 12 LR 32 C = 0,02 Mn = 0,8 Si = 1,0 Cr = 23,0 Ni = 12,5 FN = 10-20 R = 560 N/mm2 (AW) S = 480 N/mm2 (AW) A = 40% J = 50 (-20° C) Elettrodo rutile per la saldatura di acciai inox al CrNi. Sviluppato per la saldatura eterogenea. Eccezionale rimozione della scoria, ottimo aspetto del cordone. Eccellente bagnabilità. * Equivalente più vicino 2,0 x 300 2,5 x 350 3,2 x 350 4,0 x 450 5,0 x 450 LIMAROSTA 312 AWS: E 312-17 EN: E 29 9 R 12 C = 0,11 Mn = 0,9 Si = 1,0 Cr = 29,0 Ni = 9,0 R = 800 N/mm2 (AW) S = 700 N/mm2 (AW) A = 20% J = 50 (+20° C) Elettrodo rutile per la saldatura in tutte le posizioni. Eccellente per le saldature di riparazione e per acciai difficili. Facile distacco della scoria. 2,5 x 350 3,2 x 350 4,0 x 350 LIMAROSTA 316 L AWS: E316L-17 EN: E 19 12 3 LR 12 C = 0,02 Mn = 0,8 Si = 1,0 Cr = 18,0 Ni = 11,5 Mo = 2,8 FN = 4-10 R = 580 N/mm2 (AW) S = 450 N/mm2 (AW) A = 40% J = 60 (-20° C) Elettrodo rutile per la saldatura di acciai 316L o equivalenti. Elevato contenuto di molibdeno. Aspetto del cordone brillante e liscio. Eccezionale rimozione della scoria. Eccellente bagnabilità, non provoca incisioni. Disponibile anche in confezionamento Sahara Ready Pack® (sotto vuoto). 1,5 x 250 2,0 x 300 2,5 x 350 3,2 x 350 4,0 x 450 5,0 x 450 LIMAROSTA 316 L 130 C = 0,02 Mn = 0,65 AWS: E 316L-17 Si = 0,8 EN: E 19 12 3 LR 53 Cr = 18,0 Ni = 11,5 Mo = 2,8 FN = 4-10 R = 580 N/mm2 (AW) S = 450 N/mm2 (AW) A = 40% J = 60 (-20° C) Elettrodo rutile per la saldatura di acciai 316L o equivalenti. Alto rendimento ed elevata velocità. Solo per saldatura in piano. Disponibile solo in confezionamento Sahara Ready Pack® (sotto vuoto). 3,2 x 450 4,0 x 450 5,0 x 450 56 www.lincolnelectric.eu Elettrodi rivestiti ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego NICHROMA AWS: E 308MoL-16* EN: E 20 10 3 R 32 C = 0,025 Mn = 0,8 Si = 1,0 Cr = 20,0 Ni = 9,5 Mo = 2,3 FN = 20 R = 720 N/mm2 (AW) S = 500 N/mm2 (AW) A = 30% J = 60 (-20° C) Elettrodo semisintetico rutil-basico per la saldatura in tutte le posizioni di giunti eterogenei. Eccellente aspetto del cordone e facile distacco della scoria. Adatto per unire acciai difficili da saldare. * Equivalente più vicino 2,0 X 300 2,5 X 350 3,2 X 350 4,0 X 350 5,0 X 350 NICHROMA 160 AWS: E 309MoL-26* EN: E 23 12 2 LR 53* C = 0,05 Mn = 0,7 Si = 1,0 Cr = 23,7 Ni = 12,8 Mo = 2,4 FN = 15 R = 740 N/mm2 (AW) S = 550 N/mm2 (AW) A = 28% J = 45 (-20° C) Elettrodo sintetico rutil-basico ad elevato rendimento. Elevato tasso di deposito. Facile distacco della scoria. * Equivalente più vicino 3,2 x 450 4,0 x 450 5,0 x 450 VERTAROSTA 304L AWS: E 308L-15 EN: E 19 9 LR 21 C = 0,02 Mn = 0,8 Si = 0,7 Cr = 20,0 Ni = 9,8 FN = 4-10 R = 600 N/mm2 (AW) S = 440 N/mm2 (AW) A = 40% J = 50 (-20° C) Elettrodo rutil-basico per la saldatura di acciai inox 304L o equivalente. Sviluppato per la saldatura in verticale discendente. VERTAROSTA 316L AWS: E 316L-15 EN: E 19 12 3 LR 21 C = 0,02 Mn = 0,7 Si = 0,85 Cr = 18,0 Ni = 11,5 Mo = 2,8 FN = 4-10 R = 620 N/mm2 (AW) S = 500 N/mm2 (AW) A = 35% J = 45 (-20° C) Elettrodo rutil-basico per la saldatura di acciai 316L o equivalenti. Sviluppato per la saldatura in verticale discendente. Dimensioni [mm] 2,5 x 300 3,2 x 300 2,5 x 300 3,2 x 300 57 www.lincolnelectric.eu Elettrodi rivestiti MANUTENZIONE Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego REPTEC 126 AWS: E 307-26* EN: E 18 8 Mn R 53 C = 0,10 Mn = 0,5 Si = 0,3 Cr = 19,0 Ni = 8,5 R = 700 N/mm2 (AW) S = 500 N/mm2 (AW) A = 35% J = 40 (-120° C) Elettrodo basico inossidabile al 6% di Mn. Sviluppato per applicazioni su acciai difficili da saldare come acciai resistenti agli urti, acciai al Mn, acciai ad elevato carbonio. Utilizzato come strato di imburratura. * Equivalente più vicino 2,5 x 250 3,2 x 350 4,0 x 350 5,0 x 450 REPTEC CAST 1 AWS: E Ni-CI EN ISO: E Ni-BG12 C = 0,07 Fe = 2,0 Ni = rimanente Elettrodo al nickel per saldatura di riparazione su ghise, ghise malleabili e fusioni. Produce un deposito con una durezza pari a circa 175 HB. Saldabile in corrente AC e DC-. 2,5 x 300 3,2 x 350 4,0 x 400 Elettrodo basico con rivestimento in grafite e anima in lega NiFe. Per saldature a freddo su ghisa, ghisa lamellare e giunti eterogenei con acciai. Saldabile in corrente AC e DC+. 2,5 x 300 3,2 x 300 4,0 x 350 Elettrodo per saldatura su ghisa, ghisa malleabile e fusioni. Produce un deposito facilmente lavorabile. Particolarmente adatto alla ghisa nodulare. Saldabile in corrente AC e DC-. 2,5 x 300 3,2 x 350 4,0 x 400 Elettrodo basico al bronzo-alluminio al 12% di Mn per una saldatura esente da porosità. 3,2 x 350 4,0 x 350 3,2 x 350 Elettrodo per scriccatura. Taglia la maggior parte dei metalli (acciai al C, bassolegati, acciai inox e leghe non ferrose). Il metallo rimane ben distinto dal bagno, il che permette una scriccatura molto pulita. 4,0 x 350 5,0 x 450 C = 0,6 REPTEC CAST 3 Fe = 40,0 AWS: E NiFe-CI EN ISO: E NiFe-1-BG13 Ni = rimanente R = 460 N/mm2 (AW) S = 300 N/mm2 (AW) A = 10% C = 0,9 REPTEC CAST 31 Fe = 45,0 AWS: E NiFe-CI EN ISO: E NiFe-1-BG12 Ni = rimanente GRI Cu 8 AWS: E CuMnNiA1 REPTEC 53 GR (SCRICCATURA) Mn = 12,0 Al = 6,5 Fe = 2,0 Ni = 2,0 Cu = rimanente R = 650 N/mm2 (AW) S = 450 N/mm2 (AW) A = 10% Dimensioni [mm] 58 www.lincolnelectric.eu Elettrodi rivestiti RIPARAZIONE Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] WEARSHIELD BU-30 DIN 8555-83:E1-UM-350-GP 31HRc (295HB) 35 HRc (330HB) 38HRc (350HB) 1 LAYER 2 LAYER 3 LAYER Ottime caratteristiche d’arco e pochi spruzzi, buon innesco. 3,2 x 350 4,0 x 350 5,0 x 450 WEARSHIELD MM-40 DIN 8555-83:E1-UM-400-G 39-42HRc (360-400HB) 40-45HRc (375-425HB) 42-45HRc (400-425HB) 1 LAYER 2 LAYER 3 LAYER Elettrodo rivestito rutil/basico, adatto all’impiego in tutte le posizioni, produce un deposito martensitico. Eccellenti caratteristiche d’arco, buon innesco e pochi spruzzi. 3,2 x 350 4,0 x 350 5,0 x 450 WEARSHIELD 60 (e) DIN 8555-83: E10-UM-60-GR 57-60HRc 60-62HRc 1 LAYER 2 LAYER Il rivestimento facilita il controllo dell’arco. Ideale per applicazioni soggette a forte abrasione. 3,2 x 450 4,0 x 350 WEARSHIELD T&D DIN 8555-83: E4-UM-60-SZ 58-62HRc (AW) 58-62HRc (540° C-600° C) Elettrodo basico, produce un deposito simile agli acciai da utensili tipo M-1. Eccellenti caratteristiche d’arco, buon innesco e pochi spruzzi. 2,5 x 350 3,2 x 350 4,0 x 350 WEARSHIELD ABR DIN 8555-83: E4-UM-50-GPZ 24-53HRc 28-53HRc 28-55HRc Un elettrodo rivestito di grafite che produce un deposito di austenite primaria ed eutettico. WEARSHIELD ABR è il prodotto più versatile nella gamma WEARSHIELD. Buona resistenza all’abrasione e agli urti, nello stato AW presenta proprietà come forgiato. 3.2 x 355 4.0 x 355 4,8 x 355 1 LAYER 2 LAYER 3 LAYER 59 www.lincolnelectric.eu Elettrodi rivestiti LEGHE DI NICKEL E RAME Nome commerciale Analisi chimica C =0,02 NICRO 31/27 Mn = 0,8 AWS: E 383-16* EN: E 27 31 4 Cu LR 12 Si = 0,9 Ni = 31,0 Cr = 27,0 Mo = 3,5 Cu = 1,0 Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] R =640 N/mm2 (AW) S = 440 N/mm2 (AW) A = 38% J = 70 (+20° C) Elettrodo rutil-basico per la saldatura di acciai ad alto NiCr legati al Mo e Cu. Ottimo aspetto del cordone e facile rimozione della scoria. Elevata resistenza al pitting. * Equivalente più vicino 2,5 x 350 3,2 x 350 4,0 x 350 NICRO 60/20 AWS: E NiCrMo-3 ISO: E 6625 (NiCr22Mo9Nb) C =0,03 Mn = 0,5 Si = 0,4 Ni = rimanente Cr = 22,0 Mo = 9,0 Nb = 3,4 Fe = 2,0 R =770 N/mm2 (AW) S = 510 N/mm2 (AW) A = 44% J = 92 (-196° C) Elettrodo basico per la saldatura in tutte le posizioni. Adatto alla saldatura di leghe base Ni (serie alloy 625) e per l’esecuzione di giunti eterogenei. Elevata resistenza all’ossidazione. 2,5 x 300 3,2 x 300 4,0 x 350 NICRO 70/15 Mn AWS: E NiCrFe-3 ISO: E 6182 (NiCr15Fe6Mn) C =0,025 Mn = 5,5 Si = 0,4 Ni = rimanente Cr = 16,0 Nb = 2,0 R =630 N/mm2 (AW) S = 400 N/mm2 (AW) A = 40% J = 125 (-196° C) Elettrodo basico per la saldatura in tutte le posizioni. Per saldare leghe Ni (serie alloy 600) e per saldature eterogenee. 2,5 x 300 3,2 x 300 4,0 x 350 5,0 x 450 NICRO 70/15 AWS: E NiCrFe-2* ISO: E Ni 6182 (NiCr15Fe6Mn) C =0,02 Mn = 4,4 Si = 0,45 Ni = rimanente Cr = 17,3 Nb = 1,9 Fe = 6,0 R =680 N/mm2 (AW) S = 430 N/mm2 (AW) A = 40% J = 130 (-196° C) Elettrodo basico per la saldatura in tutte le posizioni. Per saldare leghe al Ni (serie alloy 600) e per saldature eterogenee. * Equivalente più vicino 2,5 x 300 3,2 x 300 4,0 x 350 NICRO 70/19 AWS: E NiCrFe-2* ISO: E Ni 6077 (NiCr20Mn3 Nb) C = 0,03 Mn = 4,7 Si = 0,6 Ni = rimanente Cr = 19,0 Mo = 1,5 Nb = 1,9 Fe = 4,0 R = 650 N/mm2 (AW) S = 400 N/mm2 (AW) A = 40% J = 90 (-196° C) Elettrodo basico per la saldatura in tutte le posizioni. Per saldare materiali ad lato tenore di nickel. Anche adatto per saldature eterogenee. * Equivalente più vicino 2,5 x 300 3,2 x 300 4,0 x 350 NICROMO 59/23 AWS: E NiCrMo-13 ISO: E Ni 6059 (NiCr23Mo16) C =0,015 Mn = 0,40 Si = 0,15 Ni = 59,0 Cr = 22,5 Mo = 15,5 Fe = 1,5 R =720 N/mm2 (AW) S = 450 N/mm2 (AW) A = 30% J = 75 (+20° C) Elettrodo basico per la saldatura in tutte le posizioni esclusa la verticale discendente. Adatto per la saldatura di leghe nickel ed eterogenee. 2,5 x 300 3,2 x 350 60 www.lincolnelectric.eu Elettrodi rivestiti LEGHE DI NICKEL E RAME Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] NYLOID 2 AWS: E NiCrMo-6 ISO: E Ni 6620 (NiCr14Mo7Fe) C =0,05 Mn = 3,0 Si = 0,4 Ni = 68,0 Cr = 13,0 Mo = 6,0 Nb = 1,5 W = 1,5 Fe = 6 R =695 N/mm2 (AW) S = 445 N/mm2 (AW) A = 36% J = 85 (-196° C) Elettrodo basico ad elevato rendimento per saldatura in tutte le posizioni. Adatto per applicazioni a bassa temperatura, progettato per acciai 9% di nickel. Disponibile solo in confezionamento Sahara Ready Pack® (sotto vuoto). 2,5 x 350 3,2 x 350 4,0 x 350 5,0 x 450 NICU 70/30 AWS: E NiCu-7 ISO: E Ni 4060 (NiCu30Mn3 Ti) C =0,02 Mn = 3,0 Si = 0,4 Ni = rimanente Cu = 30,0 Fe = 1,75 Ti = 0,35 R =460 N/mm2 (AW) S = 300 N/mm2 (AW) A = 40% J = 110 (-196° C) Elettrodo basico per la saldatura in tutte le posizioni di leghe CuNi e NiCu. Elevata resistenza alla corrosione marina. 2,5 x 300 3,2 x 350 4,0 x 350 LEGHE DI ALLUMINIO Nome commerciale Analisi chimica Al = 99,8 AL 99.8 AWS: E 1100 ISO Al1080A (Al99.8(A)) Caratteristiche impiego Dimensioni [mm] Elettrodo per la saldatura di alluminio puro, con un massimo di contenuto di elementi di lega dello 0,5%. 2,5 X 350 3,2 x 350 4,0 x 350 AL Mn AWS: E 3003 ISO Al 3103 (AlMn1) Al = rimanente Mn = 1,3 Si = 0,4 Elettrodo per la saldatura di leghe di Al-Mn o Al-Mn-Mg. Adatto per applicazioni marine. 3,2 x 350 AL Si 5 AWS: E 4043 ISO Al 4043° (AlSi5(A)) Al = rimanente Si = 5,0 Elettrodo per la saldatura i leghe di alluminio contenenti fino al 2% di elementi di lega. 2,5 X 350 3,2 x 350 4,0 x 350 Al = rimanente AL Si 12 ISO Al 4047A (AlSi12(A)) Si = 12,0 Mn = 0,2 Elettrodo per la saldatura di leghe di alluminio contenenti più del 7% di elementi di lega. 2,5 X 350 3,2 x 350 4,0 x 350 61 www.lincolnelectric.eu Fili MIG SALDATURA A FILO CONTINUO SOTTO PROTEZIONE DI GAS Torcia Diffusore Direzione di saldatura Punta di contatto Gas di protezione Filo pieno o Filo animato Arco Bagno fuso Atmosfera di protezione Metallo solidificato Metallo base Il procedimento di saldatura MIG/MAG (definito in inglese anche GMAW – Gas Metal Arc Welding) si realizza quando si crea un arco elettrico fra un filo fusibile ed il pezzo da saldare sotto la protezione di una atmosfera gassosa. Questa può essere un’atmosfera inerte (Argon) o attiva (CO2 o una miscela di Argon e CO2). Il filo viene fatto avanzare con continuità da un trainafilo attraverso la torcia fino al bagno di fusione. Si possono usare o un filo pieno (GMAW) o un filo animato (in inglese FCAW-GS – Flux Cored Arc Welding, Gas Shielding). VALORI MINIMI PER TRASFERIMENTO IN CORTO CIRCUITO Ø mm Volt Ampere Gas 1,0 1,0 1,2 14-14,5 16-16,5 16,6-17 50-55 55-60 60-65 Ar/CO2 CO2 Ar/CO2 1,2 17,5-18 65-70 CO2 • sotto carico statico i minimi possono essere molto inferiori • valori ricavati con Filo SG2 - Stick out ≈ 8 mm VALORI DI TRASFERIMENTO - ARCO SPRAY Valori tipici ottenibili con filo SG2 Ø mm Volt Ampere 1,0 30-30,5 240-245 A 1,0 30,5-31 260-265 B C 1,0 32,5-33 270-280 1,2 30,5-31 260-270 A 1,2 32-32,5 320-330 B 1,2 33-33,5 330-340 C A= valori minimi B= valori comunemente usati nell’industria C= valori sostenibili dal filo 62 www.lincolnelectric.eu Fili MIG ACCIAI AL CARBONIO Nome commerciale Analisi chimica C = 0,08 ULTRAMAG (SG1) al momento equivalente Mn = 1,1 Si = 0,6 LNM 25 AWS: ER 70S-3 EN: G 42 2 M G2Si Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] R = 575 N/mm2 (AW) S = 500 N/mm2 (AW) A = 25% J = 95 (-20° C) Filo per la saldatura di acciai al carbonio. Alte resilienze. Arco stabile e buona affidabilità. 0,8 x 15 1,0 x 15 1,2 x 15 ULTRAMAG (SG2) AWS: ER 70S-6 EN: G3Si1 C = 0,07 Mn = 1,48 Si = 0,89 R = 580 N/mm2 (AW) S = 471 N/mm2 (AW) A = 25% J = 102 (-30° C) Filo pieno per la saldatura di acciai da costruzione non legati. Arco stabile e stretto con pochi spruzzi. Buon profilo e aspetto del cordone. Disponibile anche in Accu-trak. (Fusto pretorto). 0,6 x 5 (RW) 0,8 x 5 (RW) 0,8 x15 (PLW) 1,0 x 15 (PLW) 1,2 x 15 (PLW) 1,0 x 250 1,2 x 250 ULTRAMAG SG3 AWS: ER 70S-6 EN: G4Si1 C = 0,07 Mn = 1,63 Si = 0,94 R = 595 N/mm2 (AW) S = 478 N/mm2 (AW) A = 27% J = 89 (-50° C) Filo pieno per la saldatura di acciai da costruzione non legati. Arco stabile e stretto con pochi spruzzi. Buon profilo e aspetto del cordone. Disponibile anche in Accu-trak. (Fusto pretorto). 1,0 x 15 (PLW) 1,2 x 15 (PLW) SUPRAMIG (SG2) AWS: ER 70S-6 EN: G3Si1 C = 0,08 Mn = 1,55 Si = 0,85 R = 590 N/mm2 (AW) S = 490 N/mm2 (AW) A = 27% J = 100 (-30° C) Filo pieno per la saldatura di acciai da costruzione con carico di rottura fino a 590 N/mm2. Arco stabile e stretto con pochi spruzzi. Buon profilo e aspetto del cordone. Eccellente facilità di alimentazione e ottime caratteristiche di saldatura. Non è necessario aggiustare i parametri di saldatura. Filo MIG per elevata automazione e impiego su robot. Disponibile anche in Accu-trak. (Fusto pretorto). 0,8 x 5 (RW) 0,8 x 15 (RW) 1,0 x 5 (RW) 1,0 x 15 (RW) 1,0 x 18 (RW) 1,2 X 5 (RW) 1,2 x 15 (RW) 1,2 x 18 (RW) 1,6 x 18 (RW) 0,8 x 250 1,0 x 250 1,2 x 250 1,4 x 250 1,6 x 250 SUPRAMIG ULTRA (SG3) AWS: ER 70S-6 EN: G4Si1 C = 0,08 Mn = 1,7 Si = 0,85 R = 650 N/mm2 (AW) S = 500 N/mm2 (AW) A = 26% J = 80 (-20° C) Filo pieno per la saldatura di acciai strutturali aventi carico di rottura fino a 610 N/mm2. Eccellente alimentazione del filo e costanza di saldatura. Non è necessario aggiustare i parametri di saldatura. Eccellente profilo e aspetto del cordone, anche a velocità di saldatura elevate. Disponibile anche in Accu-trak. (Fusto pretorto). 1,0 x 15 (RW) 1,0 x 18 (RW) 1,2 x 15 (RW) 1,2 x 18 (RW) 1,0 x 250 1,2 x 250 1,4 x 250 1,6 x 250 63 www.lincolnelectric.eu Fili MIG ACCIAI BASSOLEGATI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego LNM 12 AWS: ER 70S-A1 EN: G Mo Si C = 0,10 Mn = 1,2 Si = 0,6 Mo = 0,5 R = 600 N/mm2 (AW) S = 500 N/mm2 (AW) A = 25% J = 120 (+20° C) SR 620° C/1h Filo pieno per la saldatura di acciai 0,5Mo resistenti al creep e acciai a grano fine. Temperature di servizio fino a 500° C. 1,0 x 15 1,2 x 15 LNM 19 AWS: ER 80S-B2* EN: G Cr Mo 1 Si C = 0,1 Mn = 1,0 Si = 0,5 Cr = 1,2 Mo = 0,5 R = 635 N/mm2 (AW) S = 530 N/mm2 (AW) A = 23% J = 160 (+20° C) Sr 700° C/1h Filo pieno per la saldatura di acciai CrMo resistenti al creep e all’attacco da idrogeno. Temperature di servizio fino a 550° C. * Equivalente più vicino 0,8 x 15 1,0 x 15 1,2 x 15 1,6 x 15 LNM 20 AWS: ER 90S-B3* EN: G Cr Mo 2 Si C = 0,09 Mn = 1,0 Si = 0,6 Cr = 2,5 Mo = 0,9 R = 680 N/mm2 (AW) S = 560 N/mm2 (AW) A = 20% J = 100 (+20° C) SR 700° C/1h Filo pieno per la saldatura di acciai CrMo resistenti al creep e all’attacco da idrogeno. Temperature si servizio fino a 550° C. * Equivalente più vicino 0,8 x 15 1,0 x 15 1,2 x 15 LNM 28 AWS: ER 80S-G C = 0,1 Si = 0,75 Mn = 1,4 Ni = 0,8 Cu = 0,3 R = 620 N/mm2 S = 550 N/mm2 A = 26% J = 80 (-20° C) Filo pieno per saldatura di acciai patinabili, resistenti alla corrosione atmosferica tipo CORTEN. 1,0 x 15 1,2 x 15 LNM Ni1 AWS: ER 80S-Ni1 EN: G 46 5 G 3 Ni 1 C = 0,1 Mn = 1,0 Si = 0,6 Ni = 0,9 R = 580 N/mm2 (AW) S = 480 N/mm2 (AW) A = 31% J = 60 (-60° C) Filo pieno per la saldatura di acciai a grano fine e legati al nickel. Elevate resilienze a -60° C. Tipico impiego nell’offshore. 0,8 x 15 1,0 x 15 1,2 x 15 LNM Ni2.5 AWS : ER80S-Ni2 EN:G 46 6 M G2Ni2 C = 0,1 Mn = 1,1 Si = 0,6 Ni = 2,5 R = 620 N/mm2 /640* N/mm2 S = 510 N/mm2 /540* N/mm2 A = 22% /25%* J = 90 (-70° C) / 80 (-62° C)* Filo pieno per la saldatura di acciai al carbonio a grana fine e bassolegati al Ni. Ottimi valori di resilienza a bassa temperatura (fino a -70° C). Impiego tipico in applicazioni offshore. * SR = 620° C/1h 1,0 X 15 1,2 X 15 LNM MoNi C = 0,09 AWS: ER100S-G Mn = 1,7 EN: G 62 4 M Mn3NiCrMo Si = 0,7 Ni = 0,55 Cr = 0,55 Mo = 0,28 Cu = 0,25 R = 750 N/mm2 S = 650 N/mm2 A = 21% J = 70 (-40° C) Filo pieno bassolegato al NiCrMo per la saldatura di acciai con snervamento min. di 610Mpa e resistenza min. di 720Mpa. Indicato per la saldatura degli acciai bassolegati di buona tenacità ed elevato limite elastico tipo T1. 1,0 X 15 1,2 X 15 LNM MoNiva AWS: ER100S-G EN: G 69 4 M G 3 Mn 3 Ni 1 CrMo R = 790 N/mm2 S = 710 N/mm2 A = 20% J = 60 (-30° C)/50 (-40° C) Filo pieno bassolegato al NiCrMnV per saldatura in tutte le posizioni. Indicato per la saldatura degli acciai bassolegati ad elevata resistenza, aventi resistenza a trazione superiore a 650 N/mm2. 1,0 x 15 1,0 x 250 1,2 x 15 1,2 x 250 C = 0,08 Mn = 1,7 Si = 0,44 Ni = 1,35 Cr = 0,23 Mo = 0,3 V = 0,08 Cu = 0,25 Dimensioni [mm] e peso [kg] 64 www.lincolnelectric.eu Fili MIG ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego LNM 304 LSi AWS: ER 308LSi EN: G 19 9 Lsi C = 0,01 Mn = 1,6 Si = 0,8 Cr = 20,0 Ni = 10,0 Mo = 0,2 R = 570 N/mm2 (AW) S = 420 N/mm2 (AW) A = 45% J = 85 (-120° C) Filo pieno a bassissimo tenore di carbonio per la saldatura di acciai austenitici CrNi. Elevato silicio per una migliore bagnabilità. Omologato ABS, BV, DNV, GL, LR, TÜV. 0,8 x 15 1,0 x 15 1,2 x 15 1,6 x 15 Lincoln MIG-308LSi AWS: ER 308LSi C = 0,01 Mn = 1,6 Si = 0,8 Cr = 20,0 Ni = 10,0 Mo = 0,2 R = 570 N/mm2 (AW) S = 420 N/mm2 (AW) A = 45% J = 85 (-120° C) Filo pieno a bassissimo tenore di carbonio per la saldatura di acciai austenitici CrNi. Elevato silicio per una migliore bagnabilità. 0,8 x 15 1,0 x 15 1,2 x 15 1,6 x 15 LNM 304H AWS: ER 308* EN: G 19 9 H C = 0,05 Mn = 1,8 Si = 0,5 Cr = 20,0 Ni = 10 Mo = 0,2 R = 590 N/mm2 (AW) S = 370 N/mm2 (AW) A = 35% J = 80 (+20° C) Filo pieno per la saldatura di acciai austenitici al CrNi. Indicato per impieghi ad elevate temperature (730° C). Bassa sensibilità alla precipitazione in fasi intermetalliche. 1,2 x 15 LNM 307 AWS: ER 307* EN: G 18 8 Mn C = 0,08 Mn = 7,1 Si = 0,8 Cr = 19,2 Ni = 8,7 R = 630 N/mm2 (AW) S = 400 N/mm2 (AW) A = 40% J = 80 (-20° C) Filo pieno per la saldatura di acciai di difficile saldabilità. Utilizzato anche come strato di imburratura per le applicazioni di hardfacing. Omologato TÜV. * Equivalente più vicino 1,0 x 15 1,2 x 15 Lincoln MIG-307 AWS: ER 307* C = 0,08 Mn = 7,1 Si = 0,8 Cr = 19,2 Ni = 8,7 R = 630 N/mm2 (AW) S = 400 N/mm2 (AW) A = 40% J = 80 (-20° C) LNM 309 LSi AWS: ER 309LSi EN: G 23 12 Lsi C = 0,01 Mn = 1,6 Si = 0,8 Cr = 23,5 Ni = 13,0 Mo = 0,2 R = 565 N/mm2 (AW) S = 430 N/mm2 (AW) A = 35% J = 96 (-20° C) Filo pieno per la saldatura eterogenea. Elevato silicio per una miglior bagnabilità. Omologato ABS, BV, DNV, GL, LR, TÜV. 0,8 x 15 1,0 x 15 1,2 x 15 Lincoln MIG-309LSi AWS: ER 309LSi C = 0,01 Mn = 1,6 Si = 0,8 Cr = 23,5 Ni = 13,0 Mo = 0,2 R = 565 N/mm2 (AW) S = 430 N/mm2 (AW) A = 35% J = 96 (-20° C) Filo pieno per la saldatura eterogenea. Elevato silicio per una miglior bagnabilità. 0,8 x 15 1,0 x 15 1,2 x 15 Filo pieno per la saldatura di acciai di difficile saldabilità. Utilizzato anche come strato di imburratura per le applicazioni di hardfacing. * Equivalente più vicino Dimensioni [mm] e peso [kg] 1,0 x 15 1,2 x 15 65 www.lincolnelectric.eu Fili MIG ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] LNM 316 LSi AWS: ER 316LSi EN: G 19 12 3 Lsi C = 0,01 Mn = 1,7 Si = 0,8 Cr = 18,5 Ni = 12,2 Mo = 2,7 R = 620 N/mm2 (AW) S = 420 N/mm2 (AW) A = 39% J = 40 (-196° C) Filo pieno a bassissimo tenore di carbonio per la saldatura di acciai inox CrNiMo. Elevato silicio per una migliore bagnabilità. Omologato ABS, BV, DNV, GL, LR, TÜV. 0,8 x 15 1,0 x 15 1,2 x 15 1,6 x 15 Lincoln MIG-316LSi AWS: ER 316LSi C = 0,01 Mn = 1,7 Si = 0,8 Cr = 18,5 Ni = 12,2 Mo = 2,7 R = 620 N/mm2 (AW) S = 420 N/mm2 (AW) A = 39% J = 40 (-196° C) Filo pieno a bassissimo tenore di carbonio per la saldatura di acciai inox CrNiMo. Elevato silicio per una migliore bagnabilità. 0,8 x 15 1,0 x 15 1,2 x 15 1,6 x 15 LNM 318 Si AWS: ER 318* EN: G 19 12 3 NbSi C = 0,04 Mn = 1,4 Si = 0,85 Cr = 18,9 Ni = 11,7 Mo = 2,7 Nb = 0,5 R = 630 N/mm2 (AW) S = 410 N/mm2 (AW) A = 35% J = 100 (+20° C) Filo pieno per la saldatura di acciai al CrNiMo stabilizzati al Ti o Nb. Alta resistenza alla corrosione intergranulare e generale. 1,2 x 15 LNM 347 Si AWS: ER 347Si EN: G 19 9 Nb Si C = 0,04 Mn = 1,5 Si = 0,8 Cr = 19,5 Ni = 9,5 Mo = 0,30 Nb = 0,6 R = 650 N/mm2 (AW) S = 460 N/mm2 (AW) A = 35% J = 100 (+20° C) Filo pieno per la saldatura di acciai inox NiCr stabilizzati al Ti o Nb. Elevata resistenza alla corrosione intergranulare. 0,8 x 15 1,0 x 15 1,2 x 15 LNM 310 AWS: ER 310 EN: G 25 20 C = 0,01 Mn = 1,7 Si = 0,5 Cr = 26,0 Ni = 21,0 Mo = 0,5 R = 600 N/mm2 (AW) S = 360 N/mm2 (AW) A = 35% J = 100 (+20° C) Filo pieno per la saldatura di acciai al Cr e CrNi resistenti alla temperatura. 0,8 x 15 1,0 x 15 1,2 x 15 LNM 4462 AWS: ER 2209 EN: G 22 9 3 N L C = 0,018 Mn = 1,5 Si = 0,5 Cr = 22,7 Ni = 8,5 Mo = 3,0 N = 0,15 R = 810 N/mm2 (AW) S = 625 N/mm2 (AW) A = 28% J = 40 (-46° C) Filo pieno per la saldatura di acciai inossidabili duplex. Alta resistenza alla corrosione intergranulare, al pitting e generale. 0,8 x 15 1,0 x 15 1,2 x 15 66 www.lincolnelectric.eu Fili MIG ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] LNM Zeron 100X EN: G 25 9 4 N L C = 0,015 Mn = 0,7 Si = 0,4 Cr = 25 Ni = 9,8 Mo = 3,7 Cu = 0,6 W = 0,7 N = 0,22 R = 845 N/mm2 (AW) S = 655 N/mm2 (AW) A = 23% J = 55 (-46° C) Filo per la saldatura di acciai Zeron 100X® e altri acciai “super duplex”. Elevata resistenza alla corrosione per pitting e a corrosione di vertice in acqua di mare. 0,8 x 15 1,0 x 15 1,2 x 15 LNM 4455 EN: G 20 16 3 Mn L C = 0,015 Mn = 7 Si = 0,35 Cr = 20 Ni = 16 Mo = 2,8 N = 0,15 R = 600 N/mm2 (AW) S = 400 N/mm2 (AW) A = 30% J = 50 (-196° C) Filo pieno per la saldatura di acciai inossidabili completamente austenitici al CrNiMnMo e altri acciai per applicazioni criogeniche. Non suscettibile alle cricche a caldo. 1,2 x 15 1,6 x 15 LEGHE DI ALLUMINIO Nome commerciale Analisi chimica Caratteristiche impiego Dimensioni [mm] e peso [kg] LNM AlSi5 AWS: ER 4043 Al = rimanente Si = 5,0 Fe = 0,4 Mn = 0,05 Ti = 0,15 Zn = 0,1 Filo pieno per la saldatura di fusioni in alluminio con un tenore di silicio fino al 7% e leghe con elementi in lega fino al 2%. 1,0 x 7 1,2 x 7 1,6 x 6,5 LNM AlMg5 AWS: ER 5356 Al = rimanente Si = 0,1 Mg = 5,0 Mn = 0,1 Ti = 0,1 Cr = 0,15 Filo pieno per la saldatura di leghe alluminio contenenti più del 3% di magnesio. 1,0 x 7 1,2 x 7 1,6 x 6,5 LNM AlMg4,5Mn AWS: ER 5183 Al = Bal. Si = 0,1 Mg = 4,15 Cr = 0,15 Mn = 0,8 Ti = 0,02 Zn = 0,15 Fe = 0,2 Filo pieno per saldatura di leghe di alluminio ad elevata resistenza enper impiego a basse temperature (-196° C). Superiore alimentazione e scorrevolezza grazie all’estrema finitura superficiale. Elevata costanza della composizione chimica. 1,0 x 7 1,2 x 7 1,6 x 6,5 67 www.lincolnelectric.eu Bacchette TIG SALDATURA CON ARCO DA TUNGSTENO SOTTO PROTEZIONE DI GAS Entrata acqua (fredda) Conduttore elettrico Torcia TIG Diffusore Ingresso gas di protezione Elettrodo di tungsteno Uscita acqua (calda) Arco Uscita gas di protezione Bacchetta di saldatura Atmosfera protettiva Metallo solidificato Metallo base In questo procedimento di saldatura l’arco elettrico scocca e si mantiene fra un elettrodo di tungsteno infusibile e il pezzo da saldare. Un’atmosfera di gas inerte, di solito Argon, protegge il bagno. La saldatura si ottiene con la semplice fusione dei bordi oppure con l’aggiunta di un materiale d’apporto impiegando una bacchetta di metallo simile a quello di base. La bacchetta viene fusa nell’arco elettrico.Si fa scoccare l’arco toccando il pezzo con l’elettrodo e sollevando questo di alcuni millimetri (innesco per contatto e innesco per sollevamento), oppure a distanza, impiegando una scarica ad alta tensione (innesco ad alta frequenza). Possono essere impiegate: - Corrente continua (DC) per la maggior parte dei metalli (acciaio/inox). - Corrente alternata (AC), ideale per la saldatura di alluminio e altri materiali con ossidi refrattari sulla superficie. DIAGRAMMA PER LA SELEZIONE NELLA SALDATURA TIG Acciaio / inox Alluminio Ø 3,2 Ø 2,4 Ø 1,6 Ø1 Ø 0,5 In questa chart si evidenziano alcuni parametri tipici con le macchine per saldatura Lincoln Electric. 68 www.lincolnelectric.eu Bacchette TIG ACCIAI AL CARBONIO E BASSOLEGATI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] LNT 25 AWS: ER 70S-3 EN: W 42 5 W 2 Si C = 0,08 Mn = 1,1 Si = 0,6 R = 560 N/mm2 (AW) S = 450 N/mm2 (AW) A = 26% J = 170 (-20° C) Bacchetta per la saldatura di acciai strutturali fino a 590 N/mm2. 1,6 x 2 1,6 x 5 2,0 X 2 2,0 x 5 2,4 x 2 2,4 x 5 3,0 x 2 3,0 x 5 LNT 26 AWS: ER 70S-6 EN: W 42 5 W 3 Si C = 0,08 Mn = 0.9 Si = 0,6 R = 580 N/mm2 (AW) S = 460 N/mm2 (AW) A = 26% J = 170 (-20° C) Bacchetta per la saldatura di acciai strutturali. 2,4 x 5 LNT 12 AWS: ER 70S-A1 EN: W MoSi C = 0,10 Mn = 1,2 Si = 0,6 Mo = 0,5 R = 610 N/mm2 (AW) S = 520 N/mm2 (AW) A = 23% J = 190 (+20° C) J = 120 (-30° C) SR 620° C/1h Bacchetta per la saldatura di acciai 0,5Mo resistenti al creep e acciai a grano fine. Temperature di servizio fino a 500° C. 1,6 x 2 2,0 x 2 2,0 x 5 2,4 x 2 2,4 x 5 3,0 x 2 3,0 x 5 LNT 19 AWS: ER 80S-B2* EN: W CrMo 1 Si C = 0,1 Mn = 1,0 Si = 0,5 Cr = 1,2 Mo = 0,5 R = 640 N/mm2 (AW) S = 540 N/mm2 (AW) A = 22% J = 250 (+20° C) SR 700° C/1h Bacchetta per la saldatura di acciai CrMo resistenti al creep e all’attacco da idrogeno. Temperature di servizio fino a 550° C. * Equivalente più vicino 2,0 x 2 2,0 x 5 2,4 x 2 2,4 x 5 3,0 x 2 3,0 x 5 LNT 20 AWS: ER 90S-B3* EN: W Cr Mo 2 Si C = 0,09 Mn = 1,0 Si = 0,6 Cr = 2,5 Mo = 0,9 R = 640 N/mm2 (AW) S = 460 N/mm2 (AW) A = 22% J = 140 (+20° C) SR 700° C/1h Bacchetta per la saldatura di acciai CrMo resistenti al creep e all’attacco da idrogeno. Temperature di servizio fino a 550° C. * Equivalente più vicino 2,0 x 2 2,4 X 2 2,4 X 5 3,2 x 2 LNT 502 AWS: ER80S-B6 C = 0,08 Mn = 0,5 Si = 0,5 Cr = 5,8 Mo = 0,6 R = 650 N/mm2 S = 560 N/mm2 A = 20% J = 80 (+20° C) SR 750° C/1h Bacchette TIG per saldatura di acciai resistenti allo scorrimento viscoso legati al 5% di Cr e 0,5% di Mo per temperature di servizio fino a 550° C. 1,6 x 2 2,0 x 2 2,4 x 2 LNT 9Cr AWS: ER80S-B9 C = 0,07 Mn = 0,7 Si =0,4 Cr = 8,7 Mo = 0,9 Ni = 0,7 Nb = 0,04 V = 0,2 N = 0,05 R = 700 N/mm2 S = 500 N/mm2 A = 18% J = 80 (+20° C) SR 750° C/3h Bacchette TIG per saldatura di acciai resistenti allo scorrimento viscoso legati al 9% di Cr e 1% di Mo per temperature di servizio fino a 650° C. 2,0 x 5 2,4 x 5 69 www.lincolnelectric.eu Bacchette TIG ACCIAI AL CARBONIO E BASSOLEGATI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] LNT Ni1 AWS: ER 80S-Ni1 EN: W 42 6 W 3 Ni1 C = 0,1 Mn = 1,0 Si = 0,6 Ni = 0,9 R = 560 N/mm2 (AW) S = 450 N/mm2 (AW) A = 24% J = 80 (-60° C) Bacchetta per la saldatura di acciai a grano fine e legati al nickel. Elevate resilienze a -60° C. Tipico impiego nell’offshore. 2,0 x 2 2,0 x 5 2,4 x 2 2,4 x 5 LNT Ni2.5 AWS:ER80S-Ni2 EN: W 46 6 W2Ni2 C = 0,1 Mn = 1,1 Si = 0,6 Ni = 2,5 R = 620 N/mm2 / 640* S = 480 N/mm2 / 540* A = 24% /25%* J = 80 (-70° C )/ 60 (-90° C) 50 (-90° C)* Bacchetta TIG per la saldatura di acciai al carbonio a grana fine e bassolegati al Ni. Ottimi valori di resilienza a bassa temperatura (fino a –90° C). Impiego tipico in applicazioni offshore. *SR = 620° C/1h 2,0 x 2 2,0 X 5 2,4 X 5 2,4 x 2 ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] LNT 304LSi AWS: ER 308LSi EN: W 19 9 L Si C = 0,01 Mn = 1,6 Si = 0,8 Cr = 20,0 Ni = 10,0 Mo = 0,2 R = 590 N/mm2 (AW) S = 390 N/mm2 (AW) A = 40% J = 50 (-196° C) Bacchetta a bassissimo tenore di carbonio per la saldatura di acciai austenitici CrNi. Elevato silicio per una migliore bagnabilità. Omologato ABS, BV, DNV, GL, LR, TÜV. 1,2 x 5 1,6 x 5 2,0 x 5 2,4 x 5 3,2 x 5 Lincoln TIG-308LSi AWS: ER 308LSi C = 0,01 Mn = 1,6 Si = 0,8 Cr = 20,0 Ni = 10,0 Mo = 0,2 R = 590 N/mm2 (AW) S = 390 N/mm2 (AW) A = 40% J = 50 (-196° C) Bacchetta a bassissimo tenore di carbonio per la saldatura di acciai austenitici CrNi. Elevato silicio per una migliore bagnabilità. 1,2 x 5 1,6 x 5 2,0 x 5 2,4 x 5 3,2 x 5 LNT 309LSi AWS: ER 309LSi EN: W 23 12 3 L Si C = 0,01 Mn = 1,6 Si = 0,8 Cr = 23,5 Ni = 13,0 Mo = 0,2 R = 600 N/mm2 (AW) S = 400 N/mm2 (AW) A = 35% J = 96 (-20° C) Bacchetta per la saldatura eterogenea. Elevato silicio per una miglior bagnabilità. 1,6 x 5 2,0 x 5 2,4 x 5 3,2 x 5 LNT 316LSi AWS: ER 316 LSi EN: W 19 12 3 L Si C = 0,01 Mn = 1,7 Si = 0,8 Cr = 18,5 Ni = 12,2 Mo = 2,7 R = 620 N/mm2 (AW) S = 400 N/mm2 (AW) A = 35% J = 40 (-196° C) Bacchetta a bassissimo tenore di carbonio per la saldatura di acciai inox CrNiMo. Elevato silicio per una migliore bagnabilità. Omologato ABS, BV, DNV, GL, LR, TÜV. 1,2 x 5 1,6 x 5 2,0 x 5 2,4 x 5 3,2 x 5 70 www.lincolnelectric.eu Bacchette TIG ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] Lincoln TIG-316LSi AWS: ER 316LSi C = 0,01 Mn = 1,7 Si = 0,8 Cr = 18,5 Ni = 12,2 Mo = 2,7 R = 620 N/mm2 (AW) S = 400 N/mm2 (AW) A = 35% J = 40 (-196° C) Bacchetta a bassissimo tenore di carbonio per la saldatura di acciai inox CrNiMo. Elevato silicio per una migliore bagnabilità. 1,2 x 5 1,6 x 5 2,0 x 5 2,4 x 5 3,2 x 5 LNT 310 AWS: ER 310 EN: W 25 20 C = 0,01 Mn = 1,7 Si = 0,5 Cr = 26,0 Ni = 21,0 Mo = 0,5 R = 600 N/mm2 (AW) S = 360 N/mm2 (AW) A = 35% J = 100 (+20° C) Bacchetta per la saldatura di acciai al Cr e CrNi resistenti alla temperatura. 2,0 x 5 2,4 x 5 3,2 x 5 LNT 347 LSi AWS: ER 347 Si EN: W 19 9 Nb Si C = 0,04 Mn = 1,5 Si = 0,8 Cr = 19,5 Ni = 9,5 Mo = 0,3 Nb = 0,6 R = 650 N/mm2 (AW) S = 400 N/mm2 (AW) A = 35% J = 80 (+20° C) Bacchetta per la saldatura di acciai inox NiCr stabilizzati al Ti o Nb. Elevata resistenza alla corrosione intergranulare. 2,0 x 5 2,4 x 5 3,2 x 5 LNT 4462 AWS: ER 2209 EN: W 22 9 3 N L C = 0,018 Mn = 1,5 Si = 0,5 Cr = 22,7 Ni = 8,5 Mo = 3,0 N = 0,15 R = 800 N/mm2 (AW) S = 600 N/mm2 (AW) A = 28% J = 45 (-60° C) Bacchette Tig per la saldatura di acciai inossidabili duplex. Alta resistenza al pitting, alla corrosione intergranulare e alla stress corrosion. 1,6 x 2 2,0 x 2 2,0 x 10 2,4 x 10 LNT Zeron 100X EN: W 25 9 4 N L C = 0,015 Mn = 0,7 Si = 0,4 Cr = 25 Ni = 9,8 Mo = 3,7 Cu = 0,6 W = 0,7 N = 0,22 R = 885 N/mm2 (AW) S = 680 N/mm2 (AW) A = 26% J = 60 (-46° C) Bacchette Tig per la saldatura di acciai Zeron 100® e altri acciai “super duplex”. Alta resistenza alla corrosione per pitting e a corrosione di vertice in acqua di mare. 1,2 x 2 1,6 x 2 2,4 x 2 3,2 x 2 LNT 4439Mn EN: W 18 16 5 N L C = 0,02 Mn = 7 Si = 0,7 Cr = 19,1 Ni = 16,9 Mo = 4 N = 0,15 R = 620 N/mm2 (AW) S = 410 N/mm2 (AW) A = 30% J = 80 (-120° C) Bacchetta per la saldatura di acciai della serie AISI 317L, 317NL o equivalenti. Per la saldatura di acciai 316L dove il contenuto di molibdeno è importante. Alta resistenza al pitting, alla corrosione intergranulare e alla stress corrosion. Materiale tutto saldato completamente austenitico. 2,4 x 2 71 www.lincolnelectric.eu Bacchette TIG LEGHE DI ALLUMINIO Nome commerciale Analisi chimica Caratteristiche impiego Dimensioni [mm] e peso [kg] LNT Al 99.5 AWS: ER1100 Al=Bal. Zn = 0,02 Ti 1.50.04 Cu = 0,04 Mn = <0,1 Si = 0,05 Si+Fe = 0,2 Fe = 0,12 Tig per la saldatura di alluminio puro con al max 0.5% di elementi di lega. 1,6 x 5 2,0 x 5 2,4 x 5 3,2 x 5 LNT AlSi5 AWS: ER 4043 EN: R 4043 Al rimanente Mn 0,05 Si 5,0 Ti = 0,15 Fe = 0,4 Zn = 0,1 Bacchetta per la saldatura di fusioni in alluminio con un tenore di silicio fino al 7% e leghe con elementi in lega fino al 2%. 1,6 x 5 2,0 x 5 2,4 x 5 3,2 x 5 LNT AlMg5 AWS: ER 5356 EN: R 5356 Al = rimanente Mn = 0,1 Si = 0,1 Ti = 0,1 Mg = 5,0 Cr = 0,15 Filo pieno per la saldatura di leghe alluminio contenenti più del 3% di magnesio. 1,6 x 5 2,0 x 5 2,4 x 5 3,2 x 5 72 www.lincolnelectric.eu Fili animati sotto protezione gassosa SALDATURA A FILO CONTINUO SOTTO PROTEZIONE DI GAS Torcia Diffusore Direzione di saldatura Punta di contatto Gas di protezione Filo pieno o Filo animato Arco Bagno fuso Atmosfera di protezione Metallo solidificato Metallo base Il procedimento di saldatura MIG/MAG (definito in inglese anche GMAW – Gas Metal Arc Welding) si realizza quando si crea un arco elettrico fra un filo fusibile ed il pezzo da saldare sotto la protezione di una atmosfera gassosa. Questa può essere un’atmosfera inerte (Argon) o attiva (CO2 o una miscela di Argon e CO2). Il filo viene fatto avanzare con continuità da un trainafilo attraverso la torcia fino al bagno di fusione. Si possono usare o un filo pieno (GMAW) o un filo animato (in inglese FCAW-GS – Flux Cored Arc Welding, Gas Shielding). Fili Animati 12 ø 2,0 mm (rutilico, basico, polvere di metallo) ø 2,4 mm Tasso di deposito 100% C.C. [kg/ h] ø 1,6 mm 10 ø 1,4 mm 8 W SA ø 1,2 mm 6 -ø W FC 2,8 m m ø 3,2 mm o ien Wp SA ø 4,0 mm 4 ø 1,0 mm 2 ø 6,3 mm Elettrodi (160%) ø 1,2 mm MIG/MAG pieni 0 200 300 400 Corrente [A] 500 600 700 73 www.lincolnelectric.eu Fili animati sotto protezione gassosa ACCIAI AL CARBONIO E BASSOLEGATI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] OS 70E-H AWS: E70T-1J H4/ E70T-1MJ-H4 EN: T 46 3 R C1 H5 T46 3 R M1 H5 C = 0,04 Mn = 1,4 Si = 0,6 P = 0,013 S = 0,01 R = 620 N/mm2 S = 570 N/mm2 A = 25% J = 55 (-30° C)/40 (-40° C) Filo animato con scoria per saldatura sotto protezione gassosa per applicazioni in piano. Elevato tasso di deposito, buona resistenza a sporco e ruggine. Disponibile anche in Accu-trak (fusto pretorto). 1,6 x 15 1,6 x 200 OS 71 E-H AWS: E 71T-1 MJ H4 EN: T 46 3 P M 1 H5 C =0,04 Mn = 1,4 Si = 0,6 R = 620 N/mm2 (AW) S = 570 N/mm2 (AW) A = 25% J = 40 (-40° C) Filo animato rutile con scoria per saldatura sotto protezione gassosa per tutte le posizioni. Elevato deposito, ottime caratteristiche meccaniche, bassisimo idrogeno. Disponibile anche in Accutrak. (Fusto pretorto). 1,2 x 5 1,2 x 15 1,2 x 200 1.,6X15 OS 71 M-H AWS: E 71 T-1 J H4 EN: T 46 2 P C1 H5 C = 0,05 Mn = 1,3 Si = 0,4 R = 620 N/mm2 (AW) S = 580 N/mm2 (AW) A = 24% J = 80 (-20° C) Filo animato rutile con scoria per saldatura sotto protezione gassosa in tutte le posizioni. Sviluppato in particolare per la saldatura con 100% anidride carbonica (CO2). Ottime resilienze a -20° C. 1,2 x 5 1,2 x 15 1,6 x 15 OS 71 C AWS: E 71 T-1 H8 EN: T 46 3 P C1 H10 C = 0,05 Mn = 1,4 Si = 0,4 R = 650 N/mm2 (AW) S = 601 N/mm2 (AW) A = 24% J = 80 (-30° C) Filo animato rutile con scoria per saldatura sotto protezione gassosa in tutte le posizioni. Sviluppato in particolare per la saldatura con 100% anidride carbonica (CO2). Buone proprietà meccaniche (CVN>47J a -30° C). 1,2 x 5 1,2 x 15 OS T55-H AWS: E 71 T-5 J H4 EN: T 42 4 B C 2 H5 C = 0,06 Mn = 1,5 Si = 0,6 R = 570 N/mm2 (AW) S = 480 N/mm2 (AW) A = 27% J = 85 (-40° C) Filo animato basico con scoria per saldatura sotto protezione gassosa in tutte le posizioni. Buona saldabilità, ottime caratteristiche meccaniche, bassissimo idrogeno. Polarità DC- 1,2 x 4,5 1,2 x 15 1,6 x 15 1,6 x 25 OS MC 710-H AWS: E 70 C-6 M H4 EN: T 46 3 M M2 H5 C = 0,05 Mn = 1,35 Si = 0,6 R = 570 N/mm2 (AW) S = 495 N/mm2 (AW) A = 26% J = 60 (-30° C) Filo animato metal cored senza scoria per saldatura sotto protezione gassosa in tutte le posizioni. Elevato rendimento, elevate velocità, ottima alimentazione filo, indicato anche per applicazioni robotiche. Ottime caratteristiche meccaniche, bassissimo idrogeno. Disponibile anche in Accu-trak. (Fusto pretorto). 1,2 x 4,5 1,2 x 15 1,4 x 15 1,6 x 15 1,6 x 25 1,2 x 200 1,4 x 200 1,6 x 200 OS MC 710C-H AWS: E 70 C-6 C H4 EN: T 46 3 M C2 H5 C = 0,05 Mn = 1,35 Si = 0,6 R = 585 N/mm2 (AW) S = 490 N/mm2 (AW) A = 27% J = 70 (-30° C) Filo animato metal cored senza scoria per la saldatura con 100% anidride carbonica (CO2). per tutte le posizioni. Elevato rendimento, elevate velocità, ottima alimentazione filo. Ottime caratteristiche meccaniche, bassissimo idrogeno. 1,2 x 4,5 1,2 x 15 OS MC 715-H AWS: E 70 C-6 M H4 EN: T 42 4 M M2 H5 C = 0,06 Mn = 1,5 Si = 0,6 R = 570 N/mm2 (AW) S = 480 N/mm2 (AW) A = 27% J = 85 (-40° C) Filo animato metal cored senza scoria che fornisce caratteristiche meccaniche tipiche dei fili basici per saldature sotto protezione gassosa in tutte le posizioni. Buona saldabilità, ottime caratteristiche meccaniche, bassissimo idrogeno. 1,2 x 4,5 1,2 x 15 1,6 x 15 1,6 x 25 1,2 x 200 1,4 x 200 1,6 x 200 74 www.lincolnelectric.eu Fili animati sotto protezione gassosa ACCIAI AL CARBONIO E BASSOLEGATI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] OS MC 460VD-H AWS: E 70 C-6 M H4 EN: T 46 3 M M 2 H5 C = 0,05 Mn = 1,25 Si = 0,6 Ni = 0,95 R = 600 N/mm2 (AW) S = 510 N/mm2 (AW) A = 25% J = 90 (-20° C) 60 (-30° C) Filo animato metal cored senza scoria per saldatura sotto protezione gassosa ad alto rendimento per la saldatura in verticale discendente. Eccellenti caratteristiche d’arco, ottimo controllo del bagno di fusione, ottima alimentazione filo, adatto per elevate velocità. 1,2 x 4,5 1,2 x 15 OS 500CT-H AWS: E 81T1-G EN: T 50 5 Z P M2 H5 C = 0,05 Mn = 1,3 Si = 0,2 Ni = 0,84 Cu = 0,4 R = 630 N/mm2 (AW) S = 570 N/mm2 (AW) A = 23% J = 60 (-50° C) Filo animato con scoria per saldatura sotto protezione gassosa a basso contenuto di idrogeno per saldatura in tutte le posizioni di acciai resistenti alla corrosione atmosferica (corten). Alta saldabilità, assenza di spruzzi ed ottimo aspetto del cordone di saldatura. Ottima alimentazione del filo. 1,2 x 4,5 1,2 x 15 OS 555CT-H AWS:E81T1-W2M-JH4 ISO: T555T1-1MA-NCC1UH5 C = 0,03 Mn = 1,1 Si = 0,4 P = 0,015 S = 0,015 Cr = 0,55 Ni = 0,56 Cu = 0,55 R = 550 S = 660 A = 24% J = 100 (-50°C) Filo animato RUTILE 0,5Ni-0,5Cr-0,5Cu, per la saldatura di acciai resistenti a corrosione atmosferica (Tipo Corten). Ottima saldabilità in tutte le posizioni, eccellente aspetto del cordone. Eccellenti caratteristiche meccaniche (CVN>47J a -50°C). Bassissimo contenuto di idrogeno (HDN<5ml/100g). Ottima scorrevolezza del filo. 1,2 x 15 OS MC 555CT-H AWS: E80C-W2-H4 ISO : T554T15-OMANCC1-UH5 C = 0,03 Mn = 1,1 Si = 0,4 P = 0,015 S = 0,015 Cr = 0,55 Ni = 0,56 Cu = 0,55 R = 550 S = 660 A = 24% J = 100 (-50°C) Filo animato metal cored 0,5Ni-0,5Cr-0,5Cu, per la saldatura di acciai resistenti a corrosione atmosferica (Tipo Corten). Ottima saldabilità. Consente una elevata velocità di saldatura grazie all’ottima scorrevolezza del filo. Eccellenti caratteristiche meccaniche (CVN>47J a -40°C). Bassissimo contenuto di idrogeno (HDN<5ml/100g) 1,2 x 15 OS 690-H C = 0,06 AWS: E 111T1-K3 MJ H4 Mn = 1,5 EN: T 69 4 Z P M 2 H5 Si = 0,2 Ni = 2,0 Mo = 0,5 R = 830 N/mm2 (AW) S = 8000 N/mm2 (AW) A = 17% J = 80 (-20° C) J = 60 (-40° C) J = 50 (-50° C) Filo animato rutile con scoria per saldatura sotto protezione gassosa a basso contenuto di idrogeno per saldatura di acciai alto resistenziali. Eccellenti caratteristiche d’arco, ottimo controllo del bagno di fusione. Ottima alimentazione del filo. 1,2 x 4,5 1,2 x 15 1,6 x 15 OS 690-HSR C = 0,06 AWS: E 111T1-K3 MJ H4 Mn = 1,5 EN: T69 4 Z P M 2 H5 Si = 0,2 Ni = 2,0 Mo = 0,5 R = 790 N/mm2 (AW) S = 740 N/mm2 (AW) A = 19% J = 75 (-30° C) 70 (-40° C) R = 770 N/mm2 (SR)* S = 720 N/mm2 (SR)* A = 20%* J = 60 (-30° C)* 60 (-40° C)* Filo animato rutile con scoria per saldatura sotto protezione gassosa a basso contenuto di idrogeno per saldatura di acciai alto resistenziali. Formulato per trattamento termico di distensione. Eccellenti caratteristiche d’arco, ottimo controllo del bagno di fusione. Ottima alimentazione del filo. * Distensione 1h, 600° C, 3G-up, V60° 1,2 x 4,5 1,2 x 15 1,6 x 15 75 www.lincolnelectric.eu Fili animati sotto protezione gassosa ACCIAI AL CARBONIO E BASSOLEGATI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] OS 81Ni1-H C = 0,05 AWS: E 81T1-Ni1 MJ H4 Mn = 1,4 EN: T 50 5 1Ni P M2 H5 Si = 0,2 Ni = 0,95 R = 600 N/mm2 (AW) S = 530 N/mm2 (AW) A = 24% J = 60 (-50° C) Filo animato con scoria per saldatura sotto protezione gassosa all’1% Ni con protezione gassosa per applicazioni off-shore. Ottime carat-teristiche meccaniche, bassissimo contenuto di idrogeno. 1,2 x 4,5 1,2 x 15 1,4 x 15 1,6 x 15 OS 81Ni1-HSR C = 0,05 AWS: E 81T1-Ni1 MJ H4 Mn = 1,4 EN: T 50 5 1Ni P M2 H5 Si = 0,2 Ni = 0,95 R = 620 N/mm2 (AW) S = 610 N/mm2 (AW) A = 24% J = 135 (-40° C) 120 (-50° C) R = 580 N/mm2 (SR)* S = 620 N/mm2 (SR)* A = 24%* J = 130 (-40° C)* 115 (-50° C)* Filo animato con scoria per saldatura sotto protezione gassosa a basso contenuto di idrogeno per applicazioni a bassa temperatura (applicazioni off-shore e similari). Formulato per trattamento termico di distensione. Alta saldabilità, ottimo aspetto del cordone di saldatura. Eccellente alimentazione del filo. * Distensione 1h, 600° C, 3G-up, V45° 1,2 x 4,5 1,2 x 15 C = 0,04 OS 81K2-H AWS: E 81T1-K2 MJ H4 Mn = 1,4 EN: T 50 6 1,5Ni P M2 H5 Si = 0,2 Ni = 1,4 R = 630 N/mm2 (AW) S = 590 N/mm2 (AW) A = 23% J = 80 (-60° C) Filo animato con scoria per saldatura sotto protezione gassosa all’1,5% Ni con protezione gassosa per applicazioni off-shore. Ottime caratteristiche meccaniche, bassissimo idrogeno. 1,2 x 4,5 1,2 x 15 ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] COR-A-ROSTA 304L AWS: E 308LT0-1/4 EN: T19 9 L R C/M3 C = 0,03 Mn = 1,5 Si = 0,6 Cr = 20,0 Ni = 10,0 FN = 8 R = 580 N/mm2 (AW) S = 400 N/mm2 (AW) A = 38% J = 55 (-20° C) Filo animato con protezione gassosa per la saldatura di acciai inox 304L o equivalenti. Particolarmente adatto per il piano. 1,2 x 5 1,2 x 12,5 1,6 x 12,5 COR-A-ROSTA P304L C = 0,03 AWS: E 308LT1-1/4 Mn = 1,6 EN: T19 9 L P C/M2 Si = 0,6 Cr = 19,5 Ni = 10,0 FN = 8 R = 570 N/mm2 (AW) S = 390 N/mm2 (AW) A = 45% J = 50 (-20 ° C) Filo animato con protezione gassosa per la saldatura di acciai inox 304L e equivalenti. Particolarmente adatto per la posizione. 1,2 x 12,5 COR-A-ROSTA 316L C = 0,03 AWS: E 316LT0-1/4 Mn = 1,6 EN: T19 12 3 L R C/M3 Si = 0,6 Cr = 18,8 Ni = 12,2 Mo = 2,7 FN = 9 R = 560 N/mm2 (AW) S = 410 N/mm2 (AW) A = 39% J = 44 (-20° C) Filo animato con protezione gassosa per la saldatura di acciai inox 316L o equivalenti. Particolarmente adatto per il piano. 1,2 x 12,5 1,6 x 12,5 76 www.lincolnelectric.eu Fili animati sotto protezione gassosa ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] COR-A-ROSTA P316L AWS: E 316LT1-1/4 EN: T19 12 3 L P C/M2 C = 0,03 Mn = 1,3 Si = 0,6 Cr = 18,3 Ni = 12,5 Mo = 2,8 FN = 9 R = 560 N/mm2 (AW) S = 415 N/mm2 (AW) A = 41% J = 45 (-20° C) Filo animato con protezione gassosa per la saldatura di acciai inox 316L e equivalenti. Particolarmente adatto per la posizione. 1,2 x 5 1,2 x 12,5 COR-A-ROSTA 309L AWS: E 309LT0-1/4 EN: T23 12 L R C/M3 C = 0,03 Mn = 1,4 Si = 0,6 Cr = 24,0 Ni = 12,6 FN = 9 R = 580 N/mm2 (AW) S = 450 N/mm2 (AW) A = 36% J = 40 (-20° C) Filo animato con protezione gassosa per saldature eterogenee. Particolarmente adatto per il piano. 1,2 x 5 1,2 x 12,5 1,6 x 12,5 COR-A-ROSTA P309L AWS: E 309LT1-1/4 EN: T23 12 L P C/M2 C = 0,03 Mn = 1,2 Si = 0,6 Cr = 23,3 Ni = 12,6 FN = 15 R = 565 N/mm2 (AW) S = 430 N/mm2 (AW) A = 38% J = 45 (- 20° C) Filo animato con protezione gassosa per saldature eterogenee. Particolarmente adatto per la posizione. 1,2 x 5 1,2 x 12,5 COR-A-ROSTA 309MoL C = 0,03 AWS: E 309LMoT0-1/4 Mn = 1,3 EN: T23 12 2 L R C/M3 Si = 0,6 Cr = 23,4 Ni = 12,8 Mo = 2,2 FN = 20 R = 695 N/mm2 (AW) S = 545 N/mm2 (AW) A = 29% J = 40 (-20° C) Filo animato con protezione gassosa per saldature eterogenee. Particolarmente adatto per il piano. 1,2 x 12,5 COR-A-ROSTA P309MoL C = 0,03 AWS: E 309LMoT1-1/4 Mn = 0,8 EN: T23 12 2 L P C/M2 Si = 0,6 Cr = 22,7 Ni = 12,5 Mo = 2,3 FN = 20 R = 675 N/mm2 (AW) S = 525 N/mm2 (AW) A = 34% J = 45 (-20° C) Filo animato con protezione gassosa per saldature eterogenee. Particolarmente adatto per la posizione. 1,2 x 12,5 C = 0,03 Mn = 0,9 Si = 0,6 Cr = 22,9 Ni = 9,3 Mo = 3,4 N = 0,14 FN = 40 R = 825 N/mm2 (AW) S = 665 N/mm2 (AW) A = 29% J = 38 (-20° C) Filo animato con protezione gassosa per acciai inox duplex. Particolarmente adatto per il piano. 1,2 x 12,5 COR-A-ROSTA 4462 AWS: E 2209 T0-4 EN: T22 9 3 N L R M3 77 www.lincolnelectric.eu Fili animati sotto protezione gassosa ACCIAI INOSSIDABILI Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] COR-A-ROSTA P4462 C = 0,03 Mn = 0,7 AWS: E 2209 T1-4 Si = 0,6 EN: T22 9 3 N L P M2 Cr = 22,9 Ni = 9,2 Mo = 3,4 N = 0,14 FN = 40 R = 830 N/mm2 (AW) S = 660 N/mm2 (AW) A = 29% J = 40 (-20° C) Filo animato con protezione gassosa per acciai inox duplex. Particolarmente adatto per la posizione. 1,2 x 12,5 C = 0,03 Mn = 1,6 Si = 0,45 Cr = 19,1 Ni = 10,4 Nb = 0,65 FN = 8 R = 610 N/mm2 (AW) S = 460 N/mm2 (AW) A = 39% J = 65 (-20° C) Filo animato con protezione gassosa per acciai inox stabilizzati al Ti o Nb. 1,2 x 12,5 COR-A-ROSTA 347 AWS: E 347 T0-4 EN: T19 9 Nb R M3 78 www.lincolnelectric.eu Fili animati senza protezione gassosa (Innershield®) SALDATURA CON AUTOPROTEZIONE DA FILO ANIMATO INNERSHIELD® Torcia Isolamento del tubo torcia/ protezione filettatura Direzione di saldatura Arco Bagno fuso Atmosfera protettiva Punta di contatto Scoria allo stato fuso Scoria solidificata Filo animato Metallo solidificato Metallo base La saldatura Innershield è un procedimento ad arco in cui il calore è fornito da un arco acceso fra un filo continuo contenente un’anima di flusso ed il pezzo da saldare. Il flusso fornisce la protezione di gas per l’arco e una scoria che ricopre il metallo d’apporto depositato. ACCIAI AL CARBONIO Nome commerciale Analisi chimica Caratteristiche meccaniche Caratteristiche impiego Dimensioni [mm] e peso [kg] NR-211MP AWS: E71T-11 C = 0,21 Mn = 0,6 Si = 0,18 Al = 1,5 R = 580 N/mm2 (AW) S = 450 N/mm2 (AW) A = 23% J = non richiesto Filo animato senza protezione di gas. Per utilizzo generale. Facile da utilizzare e altamente versatile. Raccomandato per lamiere di spessore fino a 12 mm. 0,9 x 4.5 1,1 x 4,5 1,7 x 6,4 1,7 x 22,7 2,0 x 6,4 2,0 x 22,7 NS-3M AWS: E70T-4 C = 0,23 Mn = 0,45 Si = 0,26 Al = 1,4 R = 570 N/mm2 (AW) S = 450 N/mm2 (AW) A = 26% J = non richiesto Filo animato senza protezione di gas. Per elevati depositi in piano e piano-frontale. Raccomandato per spessori elevati e per applicazioni suscettibili a cricche. Caratteristiche e impiego 2,0 x 6,35 2,4 x 22,7 3,0 x 22,7 NR-232 AWS: E71T-8 C = 0,18 Mn = 0,65 Si = 0,27 Al = 0,55 R = 590 N/mm2 (AW) S = 490 N/mm2 (AW) A = 26% J = 35 (-29° C) Filo animato senza protezione di gas. Elevati tassi di deposito, anche in posizione. Eccellenti valori di resilienze a basse temperature. Ideale per saldature d’angolo e per il riempimento. Per passate singole o multiple. Adatto per lamiere contaminate o con primer. 1,7 x 6,1 1,8 x 6,1 1,8 x 22,7 2,0 x 6,1 2,0 x 22,7 NR-233 AWS: E71T-8 C = 0,16 Mn = 0,65 Si = 0,21 Al = 0,6 R = 570 N/mm2 (AW) S = 440 N/mm2 (AW) A = 26% J = 40 (-29° C) Filo animato senza protezione di gas. Ampia flessibilità operativa. Elevati tassi di deposito, anche in posizione. Eccellenti valori di resilienze a basse temperature. Ideale per saldature d’angolo e per il riempimento sia per passate singole o multiple. Adatto per lamiere contaminate o con primer. 1,6 x 5,7 1,6 x 11,3 1,8 x 11,3 79 www.lincolnelectric.eu Flussi arco sommerso PROCEDIMENTO IN ARCO SOMMERSO Direzione di saldatura Punta di contatto Atmosfera di protezione Bagno fuso Filo elettrodo Scoria fusa Flusso in polvere Flusso in polvere Scoria solidificata Arco Metallo base Metallo solidificato Nel procedimento di saldatura in Arco Sommerso (SAW-Submerged Arc Welding) sia l’arco, sia il metallo fuso sono coperti da uno strato di flusso. Questo strato protegge il metallo fuso dalla contaminazione e concentra il calore nel giunto. Il flusso fuso sale verso l’alto nel bagno, disossidando e ripulendo dalle impurità il metallo. Forma poi una copertura protettiva sopra al cordone appena depositato. La gamma di applicazione parte dallo spessore di 2mm, senza un limite superiore. L’arco sommerso è uno dei processi di saldatura più versatili. Tutte le qualità di acciaio, dalle non legate alle alto legate, comprese quelle al Nickel, possono essere saldate combinando varie tecniche applicative. Cominciando da un filo elettrodo singolo e un solo generatore e fino a raggiungere una combinazione di quattro generatori ognuno dei quali alimenta due fili, la Lincoln può vantarsi di offrire al mercato una gamma estesissima di soluzioni applicative. In qualità di produttore globale, macchine e materiali di consumo compresi, la competenza della Lincoln nel procedimento SAW potrà sostenervi nel raggiungimento delle mete più impegnative per produttività e qualità. Diametro del filo (mm) SELEZIONE DIAMETRO FILO Ø 5,6 5 Ø 4,8 Ø 4,0 4 Ø 3,2 3 Ø 2,4 Ø 2,0 2 Ø 1,6 1 0 100 200 300 400 500 600 700 800 900 1000 1100 Ampere 80 www.lincolnelectric.eu Flussi arco sommerso ACCIAI AL CARBONIO E BASSOLEGATI Nome commerciale Caratteristiche impiego Peso Unità FX 761 EN 760: S A CS/MS 1 88 AC H5 Flusso attivo per un numero limitato di passate. Utilizzabile con elevate correnti. Resistente alle cricche su pezzi molto vincolati. Adatto per lamiere arrugginite e sporche (con correnti elevate). Utilizzabile su acciai di bassa qualità. 25 kg Accoppiamenti filo/flusso Nome commerciale L-60 (LNS 143) L-61 (LNS 129) L-70 (LNS 140A) FX 780 EN 760: S A AR 1 78 AC H5 AWS F7A2-EL12 F7A2-EM12K F9A0-EA1-G EN 756 (TR) S 4T 0 MS S2 Si S 4T 0 MS S2Mo EN 756 (MR) S 38 2 MS S1 S 46 2 MS S2Si S 50 0 MS S2Mo Caratteristiche Flusso Basicità (Boniszewski): 0,8 1,2 Densità (kg/dm3): Granulometria: 1-16 Flusso attivo per un numero limitato di passate. Flusso di uso generale, anche per applicazioni semiautomatiche. Elevate velocità su lamiere sporche. Buona resistenza alla porosità su ruggine e primer. Buona rimozione della scoria e aspetto del cordone. Caratteristiche Flusso Basicità (Boniszewski): 0,7 1,4 Densità (kg/dm3): Granulometria: 1-20 Accoppiamenti filo/flusso Nome commerciale LNS 135 L-60 (LNS 143) L-61 (LNS 129) L-70 (LNS 140A) AWS F7A0-EM12 F7A0-EL12 F7A2-EM12K F8A2-EA2 FX 781 EN 760: S A ZS 1 87 AC H5 Flusso attivo per un numero limitato di passate. Elevate velocità su lamiere. Buoni valori di resilienze nella tecnica in due passate. Accoppiamenti filo/flusso Nome commerciale L-61 (LNS 129) L-70 (LNS 140A) L-50M (LNS 133U) AWS F7A0-EM12K F9A0-EA1-G FX 860 EN 760: S A AB 1 56 AC H5 Accoppiamenti filo/flusso Nome commerciale L-60 (LNS 143) LNS 135 L-61 (LNS 129) L-70 (LNS 140A) L-50M (LNS 133U) LNS T55 EN 756 (TR) S 4T 0 AR S2 S 4T 0 AR S1 S 4T 0 AR S2Si S 4T 2 AR S2Mo EN 756 (TR) S 4T 2 ZS S2Si S 4T 2 ZS S2Mo S 4T 2 ZS S3Si EN 756 (MR) S 42 0 AR S2 S 42 0 AR S1 EN 756 (MR) EN 756 (TR) S 2T/3T 0 AB S1 S 2T/3T 0 AB S2 S 2T/3T 0 AB S2Si S 4T 2 AB S2Mo S 50 3 AB S0 (**) EN 756 (MR) S 35 2 AB S1 S 35 2 AB S2 S 38 2 AB S2Si S 42 2 AB S2Mo S 42 2 AB S3Si 25 kg Caratteristiche Flusso Basicità (Boniszewski): 0,7 1,5 Densità (kg/dm3): Granulometria: 1-16 Flusso neutro agglomerato per applicazioni generali. Buoni valori di resilienze sia con tecnica multipass (con L60/L61/L50M) che con due passate (con L70). Elevata resistenza alle cricche su pezzi molto vincolati. Ottimi risultati in multipass con filo animato LNS T55. AWS F6A2-EL12 F6A2-EM12 F7A2-EM12K F7A2/P2-EA1-A2 F7A2/P2-EH12K F7A2/F7P4-EC1 25 kg 25 kg Caratteristiche Flusso Basicità (Boniszewski): 1,1 1,4 Densità (kg/dm3): Granulometria: 1-16 (**) Classificazione EN adattata per il filo animato. FX 960 EN 760: S A AB 1 66 AC H5 Accoppiamenti filo/flusso Nome commerciale L-50M (LNS 133U) L-61 (LNS 129) Flusso neutro per applicazioni generali. Utilizzabile come “unico flusso” in officina. Ottimi risultati in applicazioni semiautomatiche. Eccellenti caratteristiche operative quali rimozione scoria, aspetto del cordone, bagnabilità. AWS F7A2-EH12K F7A2-EM12K EN 756 (TR) S 3T 0 AB S2Si EN 756 (MR) S 38 0 AB S2Si 25 kg Caratteristiche Flusso Basicità (Boniszewski): 1,0 1,4 Densità (kg/dm3): Granulometria: 1-16 81 www.lincolnelectric.eu Flussi arco sommerso ACCIAI AL CARBONIO E BASSOLEGATI Nome commerciale Caratteristiche impiego Peso Unità FX 782 EN 760: S A AR/AB 98 AC H5 Flusso attivo per un numero limitato di passate. Ottimo aspetto del cordone. Elevate velocità su lamiere di spessore limitato. Adatto per la saldatura a filo singolo e multielettrodo. 25 kg Accoppiamenti filo/flusso Nome commerciale LNS 135 L-61 (LNS 129) L-60 (LNS 143) L-50M (LNS 133U) L-70 (LNS 140A) FX 888 EN 760: S A FB 1 66 AC H4 Accoppiamenti filo/flusso Nome commerciale L61 (LNS 129) L-50M (LNS 133U) LNS164 LNS165 LA92 LA93 LA100 FX 802 EN 760: S A CS 1 55 DC H5 Accoppiamenti filo/flusso Nome commerciale Lincore 102W Lincore 423L Lincore 423Cr FX P230 EN 760: S A AB1 55 AC H5 Accoppiamenti filo/flusso Nome commerciale LNS 135 L-61 (LNS 129) LNS 133U LNS 140A (L-70) LNS 160 LNS 162 LNS 140 TB LNS T55 LNS 150 LNS 151 LNS 164 LNS 167 LNS 168 AWS F7AZ-EM12 F7AZ-EM12K EN 756 (TR) EN 756 (MR) S 4T Z AR/AB S2 S 46 0 AR/AB S2Si S 4T 0 AR/AB S2Si S 42 A AR/AB S1 S 4T A AR/AB S1 S 50 0 AR/AB S3Si S 5T 2 AR/AB S3Si S 46 0 AR/AB S2Mo S 5T 2 AR/AB S2Mo (**) Classificazione EN adattata per il filo animato. Caratteristiche Flusso Basicità (Boniszewski): 0,4 1,4 Densità (kg/dm3): Granulometria: 1-16 Flusso agglomerato basico per saldatura di acciaio al carbonio e basso legati. Ottima rimozione della scoria in cianfrino stretto (Narrow Gap). Elevate caratteristiche meccaniche del giunto saldato. Adatto per applicazioni step cooling in combinazione con fili al Cr-Mo. Bassissimo contenuto di idrogeno. AWS F7A8-EM12K F7A8/F7P8-EH12K F10A4EF1*-EF3 F8A6/F7P8-ENi5-Ni5 F9A4/F7P6-EB2-B2 F8P6- EB3-B3 F10A6/F10P2-EM2-M2 EN 756 (MR) S 38 6 FB S2Si S 42 6 FB S3Si S 50 4 FB S3NiMo S 50 4 FB SO S 50 2 FB CrMo1 Caratteristiche Flusso Basicità (Boniszewski): 2,6 1,2 Densità (kg/dm3): Granulometria: 2-20 S 50 4 FB S3Ni1,5Mo Flusso neutro per riporti duri adatto sia in combinazione con fili animati che fili pieni. Facile rimozione della scoria anche con elettrodi contenenti molibdeno, vanadio e tungsteno. Ottimo aspetto del cordone di saldatura. AWS EN 756 (TR) 25 kg EN 756 (MR) Flusso basico, neutro, agglomerato. Basso contenuto di idrogeno ed estrema resistenza alla ripresa di umidità. Si può utilizzare con una vasta gamma di fili. Buone resilienze in due passate e in multipass. Caratteristiche sempre costanti. Coi diversi fili si può applicare da -40° C a +400° C. AWS EN 756 (TR) F7A4/F7P6-EM12* S 3T 2 AB S2 F7A4/F6P5-EM12K F7A5/F7P5-EH12K F8A4/F8P5-EA1*-A2 S 4T 4 AB S2Mo F7A8/F7P10-ENi1-Ni1 F7A8/F7P10-ENi2-Ni2 F8A8-EG-G S 4T 6 AB S0 F7A4/F7P5-EC1 S 50 5 FB 50* F8P2-EB2-B2 F9PZ-EB3-B3 F9A6-EF1*-F3 S 50 4 AB S3NiMo1 F8A6/F7P6-EF1*-F1 S 50 4 AB S2NiMo1 F10A5-EM2-M2 S 55 3 AB S0 25 kg EN 756 (MR) S 38 4 AB S2 S 42 4 AB S2Si S 42 5 AB S3Si S 46 4 AB S2Mo S 46 5 AB S2Ni1* S 46 6 AB S2Ni2* 25 kg Caratteristiche Flusso Basicità (Boniszewski): 1,6 1,2 Densità (kg/dm3): Granulometria: 2-20 EN 12070: S CrMo1 EN 12070: S CrMo2 * Equivalente più vicino 82 www.lincolnelectric.eu Flussi arco sommerso ACCIAI AL CARBONIO E BASSOLEGATI Nome commerciale Caratteristiche impiego Peso Unità FX 8500 EN 760: S A FB 1 54 AC H5 Flusso fortemente basico per la saldatura di acciai al carbonio e basso legati. Eccellenti caratteristiche di saldatura su un largo campo di procedure. Superiori caratteristiche meccaniche: raggiunge facilmente buone resilienze a -50° C, resilienze costanti su tutto il giunto, incluse le passate di finitura, eccellenti valori di CTOD. 25 kg Accoppiamenti filo/flusso Nome commerciale L-61 (LNS 129) L-50M (LNS 133U) L70 (LNS 140A) LNS 160 LNS 165 LNS 140TB AWS EN 756 (TR) F7A6/F6P5-EM12K F7A6/F7P5-EH12K F8A6/F8P5-EA1*-A2 F7A8-ENi1-Ni2 F8A8/F7P8-ENi5-Ni5 S 4T 4 FB S0 EN 756 (MR) S 38 6 FB S2Si S 42 6 FB S3Si S 46 4 FB S2Mo S 42 5 FBS2Ni1* S 50 6 FB S0 Caratteristiche Flusso Basicità (Boniszewski): 2,8 1,3 Densità (kg/dm3): Granulometria: 2-20 * Equivalente più vicino FX 980 EN 760: S A AB/AR 1 57 AC H5 Flusso neutro di utilizzo generale. Eccezionale rimozione della scoria, anche in cianfrini stretti. Adatto anche per applicazioni semiautomatiche. Utilizzabile come “unico flusso” in officina. Accoppiamenti filo/flusso Nome commerciale L-50M (LNS 133U) L-61 (LNS 129) AWS F7A2-EH12K F7A2-EM12K FX P240 EN 760: S A AB1 55 AC H5 Accoppiamenti filo/flusso Nome commerciale L-50M (LNS 133U) LNS 160 LNS 162 LNS 165 LNS 150 LNS 151 EN 756 (TR) S 4T 2 AR/AB S3Si S 3T 2 AR/AB S2Si EN 756 (MR) S 38 2 AR/AB S3Si S 38 2 AR/AB S2Si Caratteristiche Flusso Basicità (Boniszewski): 0,6 1,4 Densità (kg/dm3): Granulometria: 1-16 Flusso basico, neutro, agglomerato. Affidabili resilienze, particolarmente adatto per costruzioni offshore. Buoni valori di CTOD con fili CMn e leghe Nickel. Bassissimo idrogeno (HDM < 5 ml/100g). Estrema resistenza alla ripresa di umidità. Molto indicato per saldature a filo singolo, multifilo e “long stick out”. AWS EN 756 (TR) F7A8/F7P8-EH12K F7A10/F7P10-ENi1-Ni1 F7A10/F7P10-ENi2-Ni2 F8A8/F8P8-EG-G F8P2-EB2-B2 F9P0-EB3-B3 EN 756 (MR) S 42 6 FB S3Si S 46 6 FB S2Ni1* S 46 6 FB S2Ni2* S 50 6 FB S0 25 kg 25 kg Caratteristiche Flusso Basicità (Boniszewski): 3,0 1,1 Densità (kg/dm3): Granulometria: 2-20 * Equivalente più vicino 83 www.lincolnelectric.eu Flussi arco sommerso ACCIAI INOSSIDABILI E LEGHE NICKEL Nome commerciale Caratteristiche impiego Peso Unità FX P2007 EN 760: S A AF 2 63 DC Flusso perfetto per acciai inox. Eccellente rimozione della scoria, anche in “narrow gap”. Basso consumo di flusso. Estrema resistenza alla ripresa di umidità. Nessuna traccia di scoria residue sul cordone di saldatura. Adatto su tutti i tipi di acciai inox. 25 kg Accoppiamenti filo/flusso Nome commerciale LNS 304L LNS 309L LNS 316L LNS 318 LNS 347 LNS NiCro 60/20 EN 12072 S 19 9 L S 24 12 L S 19 12 3 L S 19 12 3 Nb S 19 9 Nb prEN: R-NiCr 21 Mo 9 Nb Nome commerciale LNS 4439Mn LNS 4455 LNS 4462 LNS 4500 LNS Zeron 100X EN 12072 S 18 16 5 NL S 20 16 3 Mn L S 22 9 3 N L S 20 25 5 Cu L S 25 9 4 N L Caratteristiche Flusso Basicità (Boniszewski): 1.6 Densità (kg/dm3): 1,2 Granulometria: 2-20 Per saldature eterogenee acciaio inox-acciaio al carbonio. Da utilizzare quando è necessario un valore di ferrite più elevato nel deposito. Compensa l’ossidazione del cromo e aumenta il contenuto di cromo nella saldatura. FX P2000S EN 760: S A AF 2 64 Cr DC Caratteristiche Flusso Basicità (Boniszewski): 1.6 Densità (kg/dm3): 1,2 Granulometria: 1-16 Accoppiamenti filo/flusso Nome commerciale LNS 309L LNS 4462 LNS Zeron 100X EN 12072 S 24 12 L S 22 9 3 N L S 25 9 4 N L FX P7000 EN 760: S A AB/AR 2 69 AC H5 Flusso agglomerato alluminato basico per la saldatura di acciai inox completamente austenitici e per leghe nickel. Elevata resistenza alle cricche a caldo. Accoppiamenti filo/flusso Nome commerciale LNS 4439 Mn LNS 4455 LNS 4465 LNS 4500 LNS NiCro 31/27 LNS NiCro 70/19 LNS NiCro 60/20 AWS 25 kg ER 385 L EN S-18 16 5 L S-20 16 3 Mn L S-25 22 2 L S-20 25 5 Cu L NiCr-3 NiCrMo-3 R-NiCr 20 Nb R-NiCr21 Mo 9 Nb 40 kg Caratteristiche Flusso Basicità (Boniszewski): 1.5 Densità (kg/dm3): 1,1 Granulometria: 2-20 Riferimenti AWS: temperature per ottenere le resilienze garantite (vedi anche pagg. 13 e 14) AWS A5.17 e AWS A5.23 Simbolo Temperatura °F 0 0 2 -20 4 -40 5 -50 6 -60 8 -80 Z Nessun requisito AWS A5.17M e AWS A5.23M Simbolo Temperatura °C 0 0 2 -20 3 -30 4 -40 5 -50 6 -60 Z Nessun requisito 84 www.lincolnelectric.eu Fili arco sommerso ACCIAI AL CARBONIO E BASSOLEGATI Nome commerciale Analisi chimica Caratteristiche impiego L-50M (LNS 133 U) AWS A5.17: EH12K EN 756: S3Si C = 0,10 Mn = 1,6 Si = 0,25 Filo per saldature di qualità, adatto per la costruzione di apparecchi in pressione, serbatoi e carpenterie di qualità. Ottimi valori di resilienze in accoppiamento con flussi basici. 2,0 x 25 2,4 x 400 3,2 x 400 4,0 x 400 2,4 x 25 3,2 x 25 4,0 x 25 L-60 (LNS 143) AWS A5.17: EL12 EN 756: S1 C = 0,09 Mn = 0,5 Si = 0,06 Filo per la saldatura di acciai comuni per la realizzazione di strutture mediamente sollecitate. 1,6 x 25 2,0 x 350 2,4 x 400 3,2 x 400 4,0 x 400 2,0 x 25 2,4 x 25 3,2 x 25 4,0 x 25 4,8 x 25 L-61 (LNS 129) AWS A5.17: EM12K EN 756: S2Si C = 0,10 Mn = 1,0 Si = 0,25 Filo per la saldatura di acciai al carbonio aventi medio ed elevato carico. Ottimi valori di resilienze a basse temperature in accoppiamento con flussi basici. 1,6 x 25 2,0 x 350 2,4 x 400 3,2 x 400 4,0 x 400 2,0 x 25 2,4 x 25 3,2 x 25 4,0 x 25 4,8 x 25 L-70 (LNS 140A) AWS A5.23: EA1 EN: S2Mo C = 0,10 Mn = 0,9 Si = 0,10 Mo = 0,5 Filo per la saldatura di acciai debolmente legati con elevato limite di snervamento. 2,4 x 25 4,0 x 25 4,8 x 25 3,2 x 25 4,0 x 400 LNS 150(LA92) AWS: EB2 EN 12070: CrMo1 C = 0,13 Mn = 0,8 Si = 0,15 Cr = 1,2 Mo = 0,5 Filo per la saldatura di acciai bassolegati 1,25 Cr 0,5 Mo resistenti allo scorrimento a caldo. 2,4 x 25 3,2 x 25 4,0 x 25 LNS 151(LA93) AWS A5.23: EB3 EN 12070: CrMo2 C = 0,10 Mn = 0,6 Si = 0,15 Cr = 2,6 Mo = 1,0 Filo per la saldatura di acciai bassolegati 2,25 Cr 1 Mo resistenti allo scorrimento a caldo. 2,4 x 25 3,2 x 25 4,0 x 25 LNS 160 AWS A5.23: ENi1 EN 756: S2Ni1 C = 0,1 Mn = 1,1 Si = 0,15 Ni = 1,0 Filo con moderato apporto di Ni per raggiungere, in accoppiamento a flussi basici, buoni requisiti di resilienze a basse temperature. 2,4 x 25 3,2 x 25 4,0 x 25 LNS 162 AWS A5.23: ENi2 EN 756: S2Ni2 C = 0,1 Mn = 1,1 Si = 0,15 Ni = 2,2 Filo legato al Ni per raggiungere, in accoppiamento a flussi basici, buoni requisiti di resilienze a basse temperature. 2,4 x 25 3,2 x 25 4,0 x 25 LNS 164 AWS A5.23: EF1 EN 756: S3 Ni1Mo C = 0,1 Mn = 1,6 Si = 0,1 Ni = 0,9 Mo = 0,5 Filo pieno per arco sommerso per la saldatura di acciai al carbonio e bassolegati. 2,4 x 25 3,0 x 25 4,0 x 25 4,8 x 25 Dimensioni [mm] e peso [kg] 85 www.lincolnelectric.eu Fili arco sommerso ACCIAI AL CARBONIO E BASSOLEGATI Nome commerciale Analisi chimica Caratteristiche impiego LNS 165 AWS A5.23: EG S0 C = 0,09 Mn = 1,3 Si = 0,20 Ni = 0,9 Mo = 0,2 Filo legato al Ni e Mo per raggiungere, in accoppiamento a flussi basici, elevati carichi di rottura e resilienze a basse temperature. 2,0 x 25 2,4 x 25 3,2 x 25 4,0 x 25 LNS T-55 AWS A5.23: EC1 C = 0,06 Mn = 1,5 Si = 0,6 Filo animato basico per applicazioni in cui si vuole incrementare la produttività nei giunti di testa e d’angolo. 2,8 x 25 LNS T-690 AWS A5.23: ECG H4 EN: S0 C = 0,06 Mn = 1,75 Si = 0,75 Ni = 2,0 Mo = 0,4 Filo animato senza protezione di gas. Ampia flessibilità operativa. Elevati tassi di deposito, anche in posizione. Eccellenti valori di resilienze a basse temperature. Ideale per saldature d’angolo e per il riempimento sia per passate singole o multiple. Adatto per lamiere contaminate o con primer. 2,8 x 25 Nome commerciale Analisi chimica Caratteristiche impiego LNS 304L AWS A5.9: ER 308L EN 12072: S 19 9 L C = 0,015 Mn = 1,8 Si = 0,4 Cr = 20,0 Ni = 10,0 Filo pieno arco sommerso per acciai inox austenitici CrNi. 2,0 x 25 2,4 x 25 3,2 x 25 LNS 304H AWS A5.9: ER 308H EN 12072: S19 9 H C = 0,05 Mn = 1,2 Si = 0,6 Cr = 20,1 Ni = 10,5 Filo pieno per arco sommerso per la saldatura di acciai inossidabili. 2,4 x 25 3,2 x 25 LNS 309L AWS A5.9: ER 309L EN 12072: S 23 12 L C = 0,01 Mn = 1,8 Si = 0,4 Cr = 23,4 Ni = 13,8 Filo pieno arco sommerso per saldature eterogenee tra acciai inox e acciai al carbonio. 2,0 x 25 2,4 x 25 3,2 x 25 LNS 316L AWS A5.9: ER 316L EN 12072: S 19 12 3 L C = 0,015 Mn = 1,75 Si = 0,4 Cr = 18,5 Ni = 12,0 Mo = 2,75 Filo pieno arco sommerso per acciai inox austenitici CrNiMo. 2,0 x 25 2,4 x 25 3,2 x 25 LNS 347 AWS A5.9: ER 347 EN 12072: S 19 9 Nb C = 0,03 Mn = 1,6 Si = 0,4 Cr = 19,5 Ni = 9,7 Nb = 0,6 Filo pieno arco sommerso per acciai inox CrNi stabilizzati al Ti o Nb. 2,4 x 25 3,2 x 25 Dimensioni [mm] e peso [kg] ACCIAI INOSSIDABILI Dimensioni [mm] e peso [kg] 86 www.lincolnelectric.eu Note 87 www.lincolnelectric.eu Note 88 www.lincolnelectric.eu Lincoln Electric Italia Catalogo Consumabili 2011 “Le caratteristiche ed i dati tecnici riportati nel presente catalogo sono puramente indicativi, e non vincolanti. Lincoln Electric Italia S.r.l. si riserva espressamente il diritto di apportare agli stessi, senza preavviso, ogni e qualsiasi modifica o variazione ritenuta opportuna. Conseguentemente, le caratteristiche ed i dati riportati nel presente catalogo non hanno valore contrattuale. Si raccomanda, pertanto, prima di effettuare un ordine, di verificare l'attuale corrispondenze degli stessi.” Fumi: consultare le Schede di Sicurezza Prodotto, disponibili a richiesta. Lincoln Electric Italia S.r.l. Via Fratelli Canepa, 8 16010 Serra Riccò - Genova Tel. +39 010 7541120 - Fax +39 010 7541150 [email protected] www.lincolnelectric.eu ITA 1/11
Scarica