☰
Esplorare
registrati
Iscriviti
Caricare
×
Scaricare
senza categoria
Serie V - ValvTechnologies
VALVOLA DI CONTROLLO Control valve
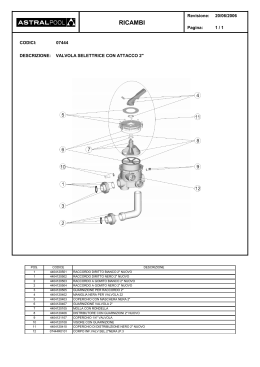
Ricambi valvola selettrice cod. 07444
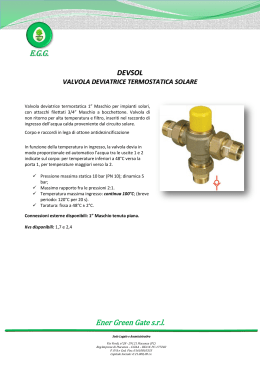
Ener Green Gate s.r.l.