SISTEMI DI UNIONE
Walter Salvatore
Dipartimento di Ingegneria Civile
Università di Pisa
Sistemi di unione – Unioni Saldate
UNI EN ISO 4063
Procedimenti di saldatura
Le unioni realizzate mediante saldatura devono essere realizzate con uno dei procedimenti
all’arco elettrico codificati.
I procedimenti di saldatura utilizzabili per unire elementi metallici possono essere classificati
tenendo in conto del livello di automazione che si applica, distinguendo in questo modo
saldatura ossiacetilenica
9 procedimenti manuali
saldatura ad arco con
elettrodi rivestiti
9 procedimenti semiautomatici
saldatura a filo continuo
sotto protezione di gas
9 procedimenti automatici
saldatura ad arco
sommerso
SISTEMI DI UNIONE – W. Salvatore
2
Sistemi di unione – Unioni Saldate
Controlli e qualifica della saldatura
EN 288
288--3, EN 12062
9 L’entità
L entità ed il tipo di tali controlli sono definiti dal progettista,
progettista eseguiti sotto la
responsabilità del direttore dei lavori
9 I controlli potranno essere estesi o integrati
g
che in funzione dell’andamento dei lavori
9 Il collaudatore può accettare tali controlli ed eventualmente integrarli
9 I metodi di controllo e qualifica si dividono in due categorie:
9 metodi di superficie:
superficie:
esame visivo
liquidi penetranti
polveri magnetiche
9 metodi volumetrici
volumetrici::
raggi X
raggi gamma
ultrasuoni
SISTEMI DI UNIONE – W. Salvatore
3
Sistemi di unione – Unioni Saldate
Controlli e qualifica della saldatura
EN 288
288--3, EN 12062
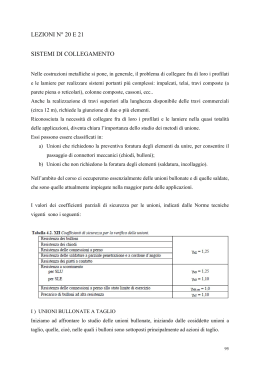
Esame visivo
Nei controlli con metodi visivi l’operatore può valutare la presenza di difetti superficiali
sulla saldatura, la qualità della preparazione dei lembi ed il procedimento di saldatura
utilizzato.
tili
t
Tale metodo può essere utilizzato quando
9 è possibile accedere ad una distanza della superficie < 60 cm e con
una angolazione > 30°,
9 e quando di ha a disposizione una illuminazione compresa tra 150 e
600 lux.
Quando non sono soddisfatte le ipotesi precedenti per l’esecuzione degli esami visivi, è
passare ad esami remotizzati in cui si utilizzano apparecchiature
pp
dotate di
necessario p
una risoluzione almeno equivalente a quella dell’occhio umano.
SISTEMI DI UNIONE – W. Salvatore
4
Sistemi di unione – Unioni Saldate
Controlli e qualifica della saldatura
EN ISO 3452, EN 288288-3, EN 12062
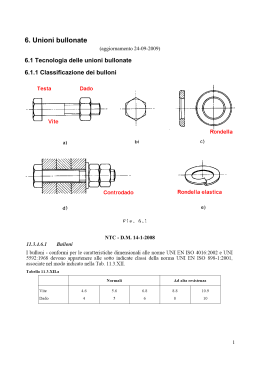
Esame con liquidi
q
p
penetranti
La tecnica sfrutta la capacità di alcuni liquidi di penetrare per capillarità all'interno dei difetti
superficiali. Il metodo e suddiviso in 4 fasi:
Fessura non
visibile
1.Pulitura
1
Pulitura della
superficie
Indicazione
visibile
2. Applicazione
del liquido
penetrante
3 Rimozione
3.
quantità in
eccesso con
acqua fredda
SISTEMI DI UNIONE – W. Salvatore
4 Applicazione del
4.
“rivelatore” capace
di produrre una
indicazione visibile
del difetto
5
Sistemi di unione – Unioni Saldate
Controlli e qualifica della saldatura
UNI EN 8930, UNI EN 8375,
UNI EN 1291, UNI EN 1290
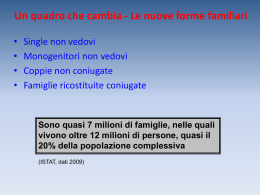
Esame con p
particelle magnetiche
g
L'oggetto da testare è magnetizzato per cui le discontinuità trasversali al campo magnetico
(difetti) determinano una deviazione delle linee di flusso del campo magnetico stesso,
rilevata
il
utilizzando
ili
d polveri
l i ferromagnetiche.
f
i h
Parte da testare
Corrente
Campo
magnetico
SISTEMI DI UNIONE – W. Salvatore
6
Sistemi di unione – Unioni Saldate
Controlli e qualifica della saldatura
UNI EN 8930, UNI EN 8375,
UNI EN 1291, UNI EN 1290
Esame con metodi radiografici
g
Tali metodi si basano sulle alterazioni che le radiazioni elettromagnetiche subiscono
incontrando un difetto nel loro p
percorso all'interno del materiale.
9 Sono utilizzati raggi X o raggi gamma i quali attraversano il campione indagato
9 I raggi impressionano una lastra fotografica con un immagine bidimensionale in
scala di grigi
9 Dall’immagine possono rilevarsi: variazioni di spessore, densità, o di composizione
del pezzo
9 La valutazione viene eseguita per confronto della densità radiografica con standard
radiografici dello stesso oggetto di qualità accettabile
Una sola immagine bi-dimensionale non consente una completa individuazione della
posizione del difetto all’interno del pezzo indagato per cui occorrono più immagini.
SISTEMI DI UNIONE – W. Salvatore
7
Sistemi di unione – Unioni Saldate
Controlli e qualifica della saldatura
UNI EN 583, UNI EN 12223,
UNI EN 27963, UNI EN 473
Esame con metodi ultrasonici
Il metodo è simile a quello radiografico, però sfrutta il principio della riflessione delle onde.
9
Un impulso ad alta frequenza è introdotto nel campione da esaminare
9 La riflessione dell’onda sonora è prodotta dalle discontinuità presenti e dai bordi
dell’elemento
"Dimensio
oni" difetto
"Dimensio
oni" difetto
9 Le riflessioni sono rappresentate su un diagramma opportuno
Distanza da
sorgente
Elemento privo di difetti
Distanza da
sorgente
Elemento con difetto
SISTEMI DI UNIONE – W. Salvatore
8
Sistemi di unione – Unioni Saldate
Classificazione della saldatura
Le saldature possono essere classificate secondo differenti criteri: in base al procedimento di
saldatura,
ld
ed
d iin b
base alla
ll fforma.
Classificazione in base al
procedimento di saldatura
Classificazione in base alla
forma
la saldatura per fusione è effettuata
senza l’applicazione forze esterne; le
superfici da saldare devono essere fuse,
fuse
con o senza l’impiego di metallo
d’apporto.
la saldatura con pressione è effettuata con
applicazione di forza esterna, sufficiente per
produrre una deformazione plastica delle
superfici
fi i a contatto,
t tt generalmente
l
t senza
metallo di apporto. Le superfici da saldare
possono essere riscaldate.
saldature a cordoni d’angolo
saldature a piena penetrazione
saldature puntuali
SISTEMI DI UNIONE – W. Salvatore
9
Sistemi di unione – Unioni Saldate
Geometria della saldatura
EN1993--1-8 (4.5.2)
EN1993
Saldature a cordone d’angolo
9 Assenza di penetrazione del materiale di fusione nello spessore degli elementi
9 Elementi in acciaio formanti angoli compresi fra 60°
60 e 120°
120
9 Parametri geometrici: area di gola aw e lunghezza effettiva del cordone leff (evitando
estremità mancanti o difettose)
aw
aw
aw
aw
aw
aw
Leff
SISTEMI DI UNIONE – W. Salvatore
10
Sistemi di unione – Unioni Saldate
Geometria della saldatura
EN1993--1-8 (4.3.1), UNI EN 12345
EN1993
Saldature a piena penetrazione
9 Completa penetrazione e fusione del materiale base e del materiale di apporto attraverso
lo spessore del collegamento tra i piatti di acciaio
9 Necessità di preparare i lembi da unire smussandone uno od entrambi in modo opportuno
Preparazione dei lembi per giunti testa a testa
Preparazione dei lembi per giunti a T
Preparazione a lembi retti
Preparazione a lembi
retti
Preparazione a U
Preparazione a V
Preparazione a V con spalla
(Y)
Preparazione a ½ V
Preparazione a ½ V
Preparazione a ½ V
con spalla
Preparazione a ½ V con
spalla
Preparazione
p
aX
Preparazione a X con spalla
(doppio K)
Preparazione a K
Preparazione a K
Preparazione a K con spalla
Preparazione a K con
spalla
Preparazione a lembi rilevati
SISTEMI DI UNIONE – W. Salvatore
11
Sistemi di unione – Unioni Saldate
Geometria della saldatura
EN1993--1-8 (4.3.1), UNI EN 12345
EN1993
Saldature a piena penetrazione
Preparazione dei lembi per giunti ad angolo
Preparazione dei lembi per giunti a croce
Preparazione a V con
distacco dei lembi
Preparazione a lembi
retti
Preparazione a lembi retti
con contatto
Preparazione a V
Preparazione dei lembi per giunti a sovrapposizione
o parallelo
Preparazione dei lembi per giunti di spigolo
Preparazione a lembi retti
Preparazione con fori o asole
nella lamiera
Preparazione dei lembi per giunti d’orlo
Preparazione a lembi retti
SISTEMI DI UNIONE – W. Salvatore
Preparazione a ½ V
Preparazione a lembi
retti
Preparazione a lembi
retti con parziale
sovrapposizione
12
Sistemi di unione – Unioni Saldate
Forma e tipo delle unioni
UNI EN 12345
Tipo di giunto
Tipo di saldatura
Giunto testa a testa: le parti
giacciono nello stesso piano
e sono a contatto.
Giunto parallelo: le parti sono
parallele fra loro.
Preparazione
lembi
Piena/parziale
A lembi retti o
penetrazione, da
rilevati a V o ½V
rilevati,
½V,
una o entrambe le
ad X, ad Y, a K,
facce, con o senza
con o senza spalla
ripresa al rovescio.
In foro o in asola
con saldatura
continua
perimetrale.
Foro o asola in
una lamiera
Giunto a sovrapposizione: le
Piena penetrazione
parti sono parallele fra loro e
A lembi retti
o a cordoni d’angolo
si sovrappongono
Piena/parziale
A lembi retti (a
penetrazione, o a
Giunto a T: le parti si
contatto o meno),
incontrano ad angolo retto cordoni d’angolo, da
a V o ½ V, o K con
una o entrambe le
formando una T
p
o senza spalla
facce
SISTEMI DI UNIONE – W. Salvatore
13
Sistemi di unione – Unioni Saldate
Forma e tipo delle unioni
UNI EN 12345
Tipo di saldatura
Preparazione
l bi
lembi
Ambedue i lati a
piena/parziale
p
p
penetrazione, o a
cordoni d’angolo
A K o a lembi retti
a contatto
Piena penetrazione
A V con distacco
dei lembi o con
lembo retto a
contatto
Giunto di spigolo: le parti si
Piena/parziale
incontrano in corrispondenza
penetrazione da
degli spigoli formando un
uno a da entrambi i
angolo da 0° a 30°
lati.
A ½ V, o a lembi
retti con o senza
parziale
sovrapposizione
Tipo di giunto
Giunto a croce: due elementi
nello stesso piano incontrano
un terzo elemento disposto
p
perpendicolarmente fra loro,
in modo da formare una
doppia T.
Giunto ad angolo: una parte
incontra l’altra sotto un
angolo acuto.
SISTEMI DI UNIONE – W. Salvatore
14
Sistemi di unione – Unioni Saldate
Forma e tipo delle unioni
UNI EN 12345
Tipo di giunto
Giunto d’orlo: le parti si
incontrano in corrispondenza
degli spigoli formando un
angolo da 0° a 30°
Tipo di saldatura
Preparazione
lembi
Saldatura con
i
i
t ttotale
t l
ricoprimento
dei due lembi.
A lembi
l bi retti
tti
Giunto multiplo: tre o più parti
Varie combinazioni Varie combinazioni
si incontrano sotto vari
g
angoli.
Giunto a croce di fili : due fili
tondi a contatto e formano
una croce
SISTEMI DI UNIONE – W. Salvatore
15
Sistemi di unione – Unioni Saldate
Posizioni di saldatura
(AISC--Manual of steel construction, 1994)
(AISC
Saldature a piena penetrazione ed a cordone d’angolo
Piena penetrazione
Cordone d’angolo
Piena penetrazione
Saldatura piana
Saldatura orizzontale
Piena penetrazione
Piena penetrazione
Cordone d’angolo
Cordone d’angolo
Saldatura sopratesta
Cordone d’angolo
Saldatura verticale
SISTEMI DI UNIONE – W. Salvatore
16
Sistemi di unione – Unioni Saldate
Posizioni di saldatura
(AISC--Manual of steel construction, 1994)
(AISC
Il materiale di apporto può essere depositato
più velocemente, potendo così utilizzare
elettrodi più grandi e valori elevati di corrente
9 Saldature piane
ed orizzontali
9 Saldature verticali e
sopra--testa
sopra
Saldatura a cordone d’angolo in piano risulta
circa 4 volte più veloci delle saldature eseguite
in verticale o sopratesta
Il diametro degli elettrodi non deve essere
superiore a 4mm,
4mm per evitare la caduta per
gravità del materiale d’apporto
Le saldature in piano o in orizzontale risultano più economiche rispetto alle saldature
verticali o sopratesta, poiché più rapide e più comode da realizzare per gli operatori
specializzati
SISTEMI DI UNIONE – W. Salvatore
17
Sistemi di unione – Unioni Saldate
Resistenza delle unioni a cordone d’angolo
EN1993--1-8 (4.5.3.2)
EN1993
Metodo direzionale
Si basa sulla scomposizione delle forze trasmesse al cordone di saldatura in componenti
agenti normalmente e parallelamente alla direzione del cordone stesso.
L’area di gola di progetto complessiva della saldatura a cordone d’angolo è definita come
n
Aw = ∑ a wii leffff ,i
leff
i =1
aw,i è l’altezza di gola di ogni cordone costituente la saldatura
leff,i è la lunghezza di ogni cordone costituente la saldatura
aw
SISTEMI DI UNIONE – W. Salvatore
18
Sistemi di unione – Unioni Saldate
Resistenza delle unioni a cordone d’angolo
EN1993--1-8 (4.5.3.2)
EN1993
Metodo direzionale
Dividendo le forze trasmesse alla saldatura per l’area di gola di progetto Aw si ottengono
le tensioni normali e tangenziali agenti nel cordone
σ ⊥ : tensione normale agente ortogonalmente all’area di gola
σ & : tensione normale agente parallelamente all’asse del
cordone di saldatura (non viene considerata)
τ ⊥ : tensione tangenziale (agente nel piano dell’area di gola),
perpendicolare all’asse del cordone di saldatura
τ & : tensione tangenziale (agente nel piano dell’area di gola)
parallelo all’asse del cordone di saldatura
σ + 3(τ + τ ) ≤
2
⊥
2
//
2
⊥
SISTEMI DI UNIONE – W. Salvatore
fu
β wγ M
19
Sistemi di unione – Unioni Saldate
Resistenza delle unioni a cordone d’angolo
EN1993--1-8 (4.5.3.3)
EN1993
Metodo semplificato
Il metodo semplificato, permette la verifica della saldatura utilizzando la formula
Fw , Ed ≤ Fw , Rd =
fu
3 β wγ M
aw
dove:
Fw,Ed
Ed è la risultante delle forze agenti sulla saldatura agente per unità di lunghezza del
cordone d’angolo, mentre
Fw,Rd
g p
per unità di lunghezza
g
del cordone.
w Rd è la resistenza a taglio
SISTEMI DI UNIONE – W. Salvatore
20
Sistemi di unione – Unioni Saldate
EN1993-1-8 (4.5.3.2),
EN1993EN 19931993-1-1 (6.1)
Resistenza delle unioni a cordone d’angolo
Fattore parziale di sicurezza
Il fattore di sicurezza γM è assunto pari ad 1,25 sia per il metodo direzionale sia per il
metodo semplificato
Fattore di riduzione
Il coefficiente di correzione βw dipende dal tipo di acciaio costituente l’unione ed in unioni
costituite da differenti classe, si deve considerare la classe di minori proprietà
meccaniche
Classe di acciaio
EN 10025
EN 10210
S235
S235H
S235W
S275
S275H
S275N/NL-M/ML
S275NH/NLH
S355
S355N/NL
S355H
S355M/ML
S355NH/NLH
S355W
S420N/NL
S420N/M/ML
S460N/NL
S460M/ML
S460NH/NLH
S460Q/QL/QL1
Fattore di
correlazione βw
SISTEMI DI UNIONE – W. Salvatore
0,8
0,85
09
0,9
1,0
1,0
21
Sistemi di unione – Unioni Saldate
Resistenza delle unioni a piena penetrazione
EN1993--1-8 (4.7.1)
EN1993
La resistenza
L
i t
di progetto
tt di una saldatura
ld t
a completa
l t penetrazione,
t i
sii considera
id
parii alla
ll
resistenza del più debole tra i materiali base connessi dalla saldatura, utilizzando elettrodi
e materiale d’apporto tali da avere tensioni di snervamento e rottura maggiori o uguali al
materiale base
Indicazione delle tensioni su una saldatura a piena
penetrazione su giunto a T
Indicazione delle tensioni su una saldatura a piena
penetrazione su giunto testa a testa
SISTEMI DI UNIONE – W. Salvatore
22
Sistemi di unione – Unioni Saldate
Resistenza delle unioni a parziale penetrazione
EN1993--1-8 (4.7.3)
EN1993
L’unione
L’
i
a T ttra d
due piatti
i tti realizzata
li
t con d
due parziali
i li penetrazioni
t i i rinforzate
i f
t con cordoni
d i
d’angolo può essere trattata come una piena penetrazione rispettando i seguenti requisiti
geometrici
anom ,1 + anom ,2 ≥ t
cnom
⎧t
⎫
≤ min ⎨ ;3mm ⎬
⎩5
⎭
Nel caso in cui tali limitazioni non fossero soddisfatte
la saldatura è calcolata a cordone d’angolo
SISTEMI DI UNIONE – W. Salvatore
23
Sistemi di unione – Unioni Saldate
Strappo lamellare
(AISC--Manual of steel construction, 1994)
(AISC
Lo strappo lamellare è la separazione o frattura nel materiale base causato da
deformazioni da ritiro indotte da procedimenti di saldatura a piena penetrazione
Negli acciai laminati a caldo, solfati o altre inclusioni possono creare lamelle nello spessore
del piatto tali da ridurre la resistenza dell’acciaio per azioni applicate ortogonalmente allo
p
spessore
Lesione
L
i
prodotta
d tt d
dall ritiro
iti
indotta da una grande
saldatura a piena penetrazione
SISTEMI DI UNIONE – W. Salvatore
24
Sistemi di unione – Unioni Saldate
Strappo lamellare
(AISC--Manual of steel construction, 1994)
(AISC
La probabilità di avere strappi lamellari può essere ridotta:
9 riducendo le dimensioni della saldatura ed utilizzando dettagli migliorati
9 indicando un procedimento di saldatura tale da ridurre i fenomeni di ritiro
9 utilizzare
tili
processii di saldatura
ld t
con b
basso contenuto
t
t di id
idrogeno
9 utilizzare il pre-riscaldo delle parti da unire
Dettagli predisposti a
strappi
SISTEMI DI UNIONE – W. Salvatore
Dettagli migliorati
25
Sistemi di unione – Unioni Saldate
Sollecitazioni agenti sulle unioni saldate a cordoni d’angolo
Unioni sollecitate a trazione
Cordoni paralleli all’azione
Cordoni paralleli ed ortogonali
all’azione
SISTEMI DI UNIONE – W. Salvatore
Cordoni ortogonali all’azione
26
Sistemi di unione – Unioni Saldate
Sollecitazioni agenti sulle unioni saldate a cordoni d’angolo
U i i sollecitate
Unioni
ll it t a fl
flessione
i
e ttaglio
li
Cordoni paralleli all’azione
Cordoni ortogonali all’azione
SISTEMI DI UNIONE – W. Salvatore
Cordoni paralleli ed ortogonali
all’azione
27
Sistemi di unione – Unioni Saldate
Sollecitazioni agenti sulle unioni saldate a cordoni d’angolo
Unioni sollecitate a torsione, flessione e taglio
Cordoni paralleli all’azione
Cordoni ortogonali all’azione
SISTEMI DI UNIONE – W. Salvatore
Cordoni paralleli ed ortogonali
all’azione
28
Sistemi di unione – Unioni Saldate
Sollecitazioni agenti sulle unioni saldate a cordoni d’angolo
Trazione
l
b/2 b/2
2
τ
N
N
τ
b/2 b/2
2
l
τ
3τ ≤
2
//
τ
N
N
τ // =
2 Aw
N
SISTEMI DI UNIONE – W. Salvatore
fu
β wγ M
N
τ⊥ =
2 Aw
3τ ≤
2
⊥
fu
β wγ M
29
Sistemi di unione – Unioni Saldate
Sollecitazioni agenti sulle unioni saldate a cordoni d’angolo
Trazione
l
N
τ
τ
b//2 b/2
τ
N
τ
per i cordoni paralleli all’azione:
2 Aw1
N
N1 = N
→ τ // = 1
2( Aw1 + Aw 2 )
2 Aw1
per i co
pe
cordoni
do o
ortogonali
togo a a
all’azione:
a o e N2 = N
2 Aw 2
N
→τ⊥ = 2
2( Aw1 + Aw 2 )
2 Aw 2
SISTEMI DI UNIONE – W. Salvatore
3τ ≤
2
//
3τ ⊥2 ≤
fu
β wγ M
fu
β wγ M
30
Sistemi di unione – Unioni Saldate
Sollecitazioni agenti sulle unioni saldate a cordoni d’angolo
Flessione e taglio – cordoni d
d’angolo
angolo paralleli all
all’azione
azione
e
Ve
Ve
V
V
V
h
V
τ // =
2 Aw
σ ⊥ max
3
= Ve 2
ahh
σ
τ
h
σ
2
⊥ max
+ 3τ ≤
2
//
h
fu
β wγ M
Pianta
SISTEMI DI UNIONE – W. Salvatore
31
Sistemi di unione con organi meccanici
Classificazione delle unioni con organi meccanici
Le unioni con organi meccanici trovano il loro impiego nell
nell’ingegneria
ingegneria civile,
civile nell
nell’ingegneria
ingegneria
meccanica ed aeronautica e nell’ingegneria automobilistica.
In generale si possono raggruppare le unioni bullonate nelle seguenti categorie:
9Unioni elementari per carpenteria leggera
9 Unioni elementari di ancoraggio
9Unioni elementari p
per carpenteria
p
pesante
p
SISTEMI DI UNIONE – W. Salvatore
32
Sistemi di unione con organi meccanici
Unioni elementari per carpenteria leggera
9 Caratterizzate da spessori esigui delle lamiere congiunte
9 Larga diffusione organi meccanici di derivazione aeronautica o del settore automotive,
capaci di trasmettere prevalentemente sollecitazioni di taglio.
9 I rivetti sono molto utilizzati, se non i più diffusi, sia per le ridotte dimensioni (d<8 mm)
sia per il processo di ribattitura eseguito a freddo.
9 Si utilizzano anche viti autofilettanti sia connessioni “clinching”
clinching (connessione per pura
plasticizzazione dell’elemento e delle lamiere a contatto
Unioni con viti
autofilettanti
U i i rivettate
Unioni
i tt t
Diam. <8mm
U i i clinciate
Unioni
li i t
SISTEMI DI UNIONE – W. Salvatore
33
Sistemi di unione con organi meccanici
Unioni elementari di ancoraggio
Le unioni elementari realizzate con organi meccanici trovano largo impiego anche come
sistemi di ancoraggio a costruzioni esistenti sia in cemento armato che in muratura:
tasselli (chimici e meccanici) e tirafondi
tirafondi.
9 Tasselli chimici: la tenuta è garantita da adesivi epossidici
9 Tasselli meccanici: la tenuta sfrutta l’attrito prodotto sulla superficie laterale e/o alla
punta a seguito dell
dell’espansione
espansione nel foro.
foro
9 Tirafondi: costituiti da barre filettate dotate di un allargamento di estremità, si
differenziano dai tasselli poiché vengono messi in opera prima del getto del cls.
Tasselli chimici
Tasselli meccanici
SISTEMI DI UNIONE – W. Salvatore
Tirafondi
34
Sistemi di unione con organi meccanici
Unioni elementari per carpenteria pesante
9 Bulloni sono g
gli organi
g
meccanici impiegati
p g p
per le strutture in carpenteria
p
metallica. Grazie
alla loro morfologia dotata di due teste di estremità, sono capaci di trasmettere sia
sollecitazioni semplici di trazione e taglio che sollecitazioni composte.
9 Consentono di realizzare sistemi strutturali reversibili.
reversibili
9 Le operazioni di assemblaggio risultano molto semplici e per questo possono avvenire
senza personale specializzato e senza immettere nell’ambiente circostante sostanze
nocive.
SISTEMI DI UNIONE – W. Salvatore
35
Sistemi di unione – Unioni Bullonate
Caratteristiche dei bulloni: geometria
Le proprietà geometriche dei
b ll i sono essenzialmente
bulloni
i l
t
rappresentate dal:
diametro lordo (M o
( )
dimensione della testa (s);
lunghezza del gambo
filettatura (B).
d);
(L);
SISTEMI DI UNIONE – W. Salvatore
36
Sistemi di unione – Unioni Bullonate
Caratteristiche dei bulloni: resistenza e prepre-serraggio
UNI EN ISO 898, EN1090EN1090-1
Resistenza dei bulloni
Classe di resistenza
Bulloni Normali
Proprietà meccaniche
Tensione di snervamento
fyb (N/mm2)
Bulloni ad alta resistenza
4.6
4.8
5.6
5.8
6.8
8.8
10.9
240
320
300
400
480
640
900
400
400
500
500
600
800
1000
Tensione ultima
ltima a tra
trazione
ione
fub (N/mm2)
Rm,nom (N/mm2)
Pre--serraggio
Pre
9 I bulloni ad alta resistenza devono essere impiegati qualora si voglia sfruttare
ll’attrito
attrito tra le piastre a contatto per il trasferimento delle azioni (unioni ad attrito).
attrito)
9 In questo caso occorrono elevati sforzi di serraggio e quindi acciai con un più alto
tenore di carbonio opportunamente trattati termicamente.
SISTEMI DI UNIONE – W. Salvatore
37
Sistemi di unione – Unioni Bullonate
Caratteristiche dei bulloni: resistenza e prepre-serraggio
UNI EN ISO 898, EN1090EN1090-1
Per non pregiudicare la capacità portante del bullone occorre che lo sforzo di
pretrazione induca uno stato tensionale non maggiore al 70% della tensione ultima a
trazione.
La forza di pre-carico da utilizzarsi è pari a
Fp ,C = 0.7 ⋅ fub ⋅ AS
mentre la coppia di serraggio è pari a
MS = 0.2 ⋅ d ⋅ Fp ,C
SISTEMI DI UNIONE – W. Salvatore
38
Sistemi di unione – Unioni Bullonate
EN1993--1-8 (3.5)
EN1993
Posizionamento dei bulloni
p1 e1
L p2 > 1,2d0
L > 2,4d
2 4d0
e2
p2
p2
p2
p1,0
p1
p2
p1,i
Massimi
Distanze e
spaziature
Minimi
e1
e2
e3
e4
p1
p1,0
p1,i
p2
1,2 d0
1,2 d0
1,5 d0
1,5 d0
2,2 d0
2,4 d0
Acciai
A
i i conformi
f
i alle
ll EN 10025
10025-1-2-3-4
1234
Acciai esposti a cause di
Acciai non esposti a cause di
corrosione
corrosione
4 t + 40 mm
4 t + 40 mm
min {14 t ; 200 mm}
min {14 t ; 200 mm}
min {28 t ; 400 mm}
min {14 t ; 200 mm}
min {14 t ; 200 mm}
min {14 t ; 200 mm}
SISTEMI DI UNIONE – W. Salvatore
A i i conformi
Acciai
f
i alla
ll EN 10025
10025-5
5
Acciai posti in opera non protetti
max {8 t ; 125 mm}
max {8 t ; 125 mm}
min {14tmin ; 175 mm}
min {14tmin ; 175 mm}
39
Sistemi di unione – Unioni Bullonate
EN1090
Lavorazioni delle parti a contatto e tolleranze foroforo-bullone
Le superfici ed i bordi delle lamiere dovranno essere lavorate superficialmente se si vuole
sfruttare l’attrito tra le parti.
Classe delle superfici di attrito
Coefficiente di
attrito
Lavorazione
(EN 1993-1-8)
1993 1 8)
A
Superfici sabbiate
0,5
B
Superfici sabbiate e zincate
0,4
C
Superfici pulite con spazzola
0,3
D
Superfici non trattate
0,2
Prescritte tolleranze più alte per semplificare operazioni di montaggio, ciò comporta
riduzione del 15% della resistenza a taglio.
Maggiori libertà di manovra possono essere raggiunte con l’impiego di fori asolati.
una
Tolleranze
EN 1993-1-8
Foro asolato
Diametro
Tolleranza
M12 ÷ M14
M16 ÷ M24
> M24
1 mm
2 mm
3 mm
SISTEMI DI UNIONE – W. Salvatore
40
Sistemi di unione – Unioni Bullonate
Categorie di connessioni bullonate e campi di applicazione
EN1993--1-8 (3.4)
EN1993
Ai fini della valutazione della capacità portante l’Eurocodice 3 differenzia le connessioni
bullonate in cinque diverse categorie prestazionali
Unio
oni a Trazione
Unioni a Taglio
Tipo
Categoria
Osservazioni
A
tipo portante
Non è richiesto precarico.
Possono essere usati bulloni di
classe da 4.6 a 10.9
B
Resistente allo
scorrimento in
condizioni di servizio
C
Resistente allo
scorrimento in
condizioni ultime
D
non-precaricato
E
precaricato
i t
SISTEMI DI UNIONE – W. Salvatore
Devono essere usati bulloni
precaricati 8.8 o 10.9.
Devono essere usati bulloni
precaricati 8.8
8 8 o 10
10.9.
9
Non è richiesto precarico.
Possono essere usati bulloni di
classe da 4.6 a 10.9
Devono essere usati bulloni
precaricati 8.8 o 10.9.
41
Sistemi di unione – Unioni Bullonate a taglio
Meccanismi di collasso e modelli di resistenza
9 I fase:
fase scorrimento fra gli elementi collegati; la fase termina non
appena viene raggiunta la resistenza allo scorrimento per attrito
(Fs,R);
9 II fase:
fase brusco scorrimento della giunzione e ripresa del gioco
foro-bullone;
fase bullone viene sollecitato a taglio;
9 III fase:
9 IV fase:
fase prime plasticizzazioni e comportamento dell’unione non
lineare. Collasso dell’unione con resistenza ultima FV,u.
SISTEMI DI UNIONE – W. Salvatore
42
Sistemi di unione – Unioni Bullonate a taglio
Meccanismi di collasso e modelli di resistenza
EN1993--1-8 (3.6)
EN1993
La resistenza al collasso FV,u corrisponde al meccanismo di collasso di minor resistenza tra i
quattro
tt meccanismi
i i caratteristici
tt i ti i delle
d ll unioni
i i a taglio
t li
FV ,U = min{FV ,Rd ,a ; FV ,Rd ,b ; FV ,Rd ,c ; FV ,Rd ,d }
SISTEMI DI UNIONE – W. Salvatore
43
Sistemi di unione – Unioni Bullonate a taglio
Categorie di connessioni bullonate e campi di applicazione
EN1993--1-8 (3.4)
EN1993
9 Categoria A: indicata qualora eventuali assestamenti dei collegamenti non
compromettono la funzionalità della costruzione e/o fanno nascere stati
di sollecitazione addizionali
9 Categoria B: progettate in modo da lavorare per attrito in esercizio ed a taglio allo
stato limite ultimo
9 Categoria C: lavora sempre per attrito. Si richiedono per strutture ad alta duttilità
i i
impiegate
t in
i zona sismica.
i i
Il collasso
ll
di
dipende
d (capacity
(
it design)
d i ) dalle
d ll
membrature connesse.
V ifi h C
Verifiche
Categoria
t
i A
FV ,Ed ,SLU ≤ FV ,U
V ifi h C
Verifiche
Categoria
t
i B
V ifi h C
Verifiche
Categoria
t
i B
FV ,Ed ,SLE ≤ FV ,Scorr
FV ,Ed ,SLU ≤ FV ,U
FV ,Ed ,SLU ≤ FV ,U
Sollecitazione
Sollecitazione allo
allo SLE
SLU
Resistenza
R
i t
““ad
ddell’unione
attrito”
tt it ” d
dell’unione
ll’a collasso
i
Resistenza
SISTEMI DI UNIONE – W. Salvatore
44
Sistemi di unione – Unioni Bullonate a taglio
EN1993--1-8 (3.6.1)
EN1993
Resistenza a taglio del bullone
In accordo ai modelli di capacità
p
forniti dall’Eurocodice 3, la resistenza al taglio
g
((FRd,a) del
singolo bullone
FV ,Rd ,a
α v ⋅ fub ⋅ A
=
γ M2
funzione del coefficiente
αv è quella di trasformare
la resistenza a trazione
dell’organo
dell
organo fub in una
equivalente resistenza a
taglio
fub: resistenza ultima a trazione del bullone;
A: area del bullone per piano di taglio;
Coefficiente
Posizione dei piani di taglio
Classe dei bulloni
Piani di taglio passanti per la
porzione filettata del gambo
della vite
4.6
5.6
6.8
8.8
10.9
0,6
0,6
0,5
0,6
,
0,5
Piani di taglio passanti per la
porzione non filettata del gambo
della vite
Tutte le classi
0,6
SISTEMI DI UNIONE – W. Salvatore
αv
45
Sistemi di unione – Unioni Bullonate a taglio
Resistenza a rifollamento della lamiera
EN1993--1-8 (3.6.1)
EN1993
In accordo al modello proposto dall’Eurocodice 3, la resistenza delle lamiere (FRd,b) si valuta in
modo
d convenzionale
i
l attraverso
tt
lla fformula:
l
FV ,Rd ,b =
k 1 ⋅ α b ⋅ fu ⋅ d ⋅ t
γ M2
k1 è coefficiente di rifollamento il cui valore non può eccedere 2.5;
⎧ fu,bullone ⎫
min⎨α d ;
;1⎬
⎩ fu,lamiera ⎭
αb è un coefficiente correttivo, valutato come il
File esterne di bulloni:
⎧
k 1 = min ⎨ 2 .5;
⎩
2 .8 ⋅
Coefficiente di rifollamento k1
File interne di bulloni
⎫
e2
− 1 .7 ⎬
d0
⎭
⎧
⎫
p
k 1 = min ⎨ 2 .5; 1 .4 ⋅ 2 − 1 .7 ⎬
d0
⎩
⎭
Coefficiente αd
Bulloni esterni
αd =
Bulloni interni
e1
3⋅ d0
αd =
SISTEMI DI UNIONE – W. Salvatore
p1
1
−
3⋅ d0 4
Distanze valutate
perpendicolarmente
alla direzione della
forza
(e2 e p2)
Distanze valutate
parallelamente alla
di
direzione
i
d
della
ll fforza
(e1 e p1)
46
Sistemi di unione – Unioni Bullonate a taglio
Resistenza a rifollamento della lamiera
9Coefficienti di rifollamento e correttivo ottenuti mediante formulazioni empiriche.
p
9In particolare il coefficiente di rifollamento k1 è funzione dei parametri di posizione definiti
in direzione parallela alla forza di taglio e tiene in conto dell’effettivo fenomeno di
plasticizzazione
9Una ulteriore riduzione del 25% della resistenza al rifollamento deve essere considerata
nell caso sii realizzi
li i una unione
i
non simmetrica,
i
i
a causa del
d l momento parassita
i
SISTEMI DI UNIONE – W. Salvatore
47
Sistemi di unione – Unioni Bullonate a taglio
Resistenza a taglio della lamiera
EN1993--1-8 (3.5)
EN1993
La rottura per taglio della lamiera è automaticamente soddisfatta rispettando i requisiti
dimensionali imposti dall’Eurocodice 3 riguardo alla posizione dei fori rispetto ai bordi della
lamiera
Resistenza a trazione della lamiera
EN1993--1-1 (6.2.3)
EN1993
In accordo al modello proposto dall’Eurocodice 3, la resistenza delle lamiere (FRd,d) si valuta
in modo convenzionale attraverso la formula:
FV ,Rd ,d =
0 .9 ⋅ Anet ⋅ fu
γ M2
Anet è l’area del piatto in acciaio impiegato nell’unione privata del foro del bullone
p g
p
per il p
piatto
fu è la resistenza ultima dell’acciaio impiegato
SISTEMI DI UNIONE – W. Salvatore
48
Sistemi di unione – Unioni Bullonate a taglio
Resistenza a taglio per giunti lunghi
EN1993--1-8 (3.8)
EN1993
Nel caso di un g
giunto la distanza tra l’estremità dei dispositivi
p
di collegamento
g
misurata
nella direzione di trasferimento della forza è maggiore di 15 volte il diametro del bullone, si
deve ridurre la resistenza di progetto a taglio FV,U di tutti i dispositivi attraverso il seguente
coefficiente:
β Lf = 1 −
L j - 15 ⋅ d
200 ⋅ d
SISTEMI DI UNIONE – W. Salvatore
49
Sistemi di unione – Unioni Bullonate a taglio
Resistenza ad attrito
EN1993--1-8 (3.9.1)
EN1993
La resistenza per attrito (Fs,Rd) di una unione bullonata sottoposta a puro taglio è valutata
convenzionalmente attraverso la seguente relazione, sia nel caso di collegamenti di
categoria B che C
Fs , Rd =
ks ⋅ n ⋅ μ
γM3
ks è il coefficiente di forma del foro;
⋅ F p ,C
n è il numero di superfici di attrito o
scorrimento;
µ è il fattore di scorrimento.
Tipo di foratura
Bulloni in fori normali.
Bulloni in fori sovradimensionati o in fori asolati corti con l’asse dell’asola
perpendicolare alla direzione di trasferimento del carico.
Bulloni in fori asolati lunghi con l’asse dell’asola perpendicolare alla
direzione di trasferimento del carico.
Bulloni in fori asolati corti con l’asse dell’asola parallela alla direzione di
trasferimento del carico.
Bulloni in fori asolati lunghi con l’asse dell’asola parallela alla direzione di
trasferimento del carico.
SISTEMI DI UNIONE – W. Salvatore
ks
1,0
0,85
0,70
0,76
0,63
50
Sistemi di unione – Unioni Bullonate a taglio
EN1993--1-8 (3.9.2)
EN1993
Resistenza ad attrito
Il fattore di scorrimento µ è valutato per via sperimentale attraverso delle indagini di tipo
standard. Si assumono valori tra 0.5 e 0.2 a seconda del trattamento superficiale degli
elementi collegati.
In presenza di trazione (Ft,Ed), si deve ridurre la resistenza di progetto allo scorrimento
attraverso le seguenti relazioni
Porzione della trazione applicata
all’unione
ll’ i
ttrasferita
f it all b
bullone
ll
Fs ,Rd =
k s ⋅ n ⋅ μ ⋅ ( Fp ,C − 0 ,8 Ft ,Ed )
γ M3
Il meccanismo di trasferimento degli sforzi tra bullone e lamiera produce uno sforzo di
trazione del gambo pari all’80% della trazione applicata all’unione Ft,Ed
SISTEMI DI UNIONE – W. Salvatore
51
Sistemi di unione – Unioni Bullonate a taglio
Coefficiente
di sicurezza
parziale
Valori
raccomandati
(EN 1993-1-8)
- Rottura della sezione da classe 1 a 4
γM0
1,00
- Fenomeni di instabilità
γM1
1,00
- Fratture delle sezioni tese indebolite da fori
γM2
1,25
γM2
1,25
γM3
1,25
γM3,ser
1,10
Resistenza a flessione di un bullone iniettato (tasselli chimici)
γM4
1,00
Resistenza di un giunto di una trave a traliccio a sezioni cave
γM5
1,00
γM6,ser
1,00
γM7
1,10
Tipologia prestazionale
Resistenza della membrature strutturali nei confronti di:
Resistenza dei bulloni
Resistenza dei chiodi, rivetti e viti
Resistenza del perno
Resistenza delle piastre inflesse e/o a contatto
Resistenza allo scorrimento
- allo stato limite ultimo (Categoria C)
- allo stato limite di servizio (Categoria B)
Resistenza del perno allo stato limite di servizio
Precarico o Serraggio di bulloni ad alta resistenza
SISTEMI DI UNIONE – W. Salvatore
52
Sistemi di unione – Unioni Bullonate a taglio
Metodi di calcolo delle sollecitazioni
Le azioni prodotte sul singolo bullone da una azione di taglio applicate ad una unione possono
essere calcolate utilizzando due differenti metodi.
9 Metodo del centro di istantanea rotazione
Legge taglio-deformazione del bullone
(Crawford, 1968)
Forze di taglio eccentriche producono
rotazioni rispetto ad un centro di
istantaneo
9 Metodo elastico
(Higgins, 1971)
Ignorata deformazione del bullone
Le forze di taglio eccentriche sono
riportate al baricentro della bullonatura
SISTEMI DI UNIONE – W. Salvatore
53
Sistemi di unione – Unioni Bullonate a taglio
Metodi di calcolo delle sollecitazioni: Centro di istantanea rotazione
Baricentro della bullonatura
Centro di istantanea rotazione
Schema di equilibrio tra forza di
taglio e sollecitazioni nei bulloni
SISTEMI DI UNIONE – W. Salvatore
54
Sistemi di unione – Unioni Bullonate a taglio
Metodi di calcolo delle sollecitazioni: Metodo elastico
Y
e
P
P
CG
Pxe
Riduzione della forza
all b
baricentro
i
d
della
ll
bullonatura
X
+
Distribuzione delle
sollecitazioni sui
bulloni dell’unione
dell unione
SISTEMI DI UNIONE – W. Salvatore
55
Sistemi di unione – Unioni Bullonate a taglio
Metodi di calcolo delle sollecitazioni
Metodo del centro di istantanea rotazione
V Taglio
V,
9 Il metodo di calcolo del centro di istantanea rotazione fornisce
una valutazione più accurata del carico di collasso dell’unione.
9 Per la sua applicazione deve essere impiegata una apposita
legge carico-deformazione del bullone
9 La distribuzione delle forze agenti interne all’unione
all unione deve
essere calcolata con una procedura numerica opportuna
(
V = VU ⋅ 1 − e −10 Δ
)
0.55
Δ, Spostamento
(AISC--Manual of steel construction, 1994)
(AISC
Metodo elastico
9 Il metodo elastico è un approccio più conservativo.
9 Ignora però la ri-distribuzione delle sollecitazioni nell’unione e
la sua duttilità.
9E
E’ di facile utilizzo nella pratica progettuale
SISTEMI DI UNIONE – W. Salvatore
56
Sistemi di unione – Unioni Bullonate a taglio
Esempi di calcolo delle sollecitazioni con il metodo elastico
Unione a taglio
g – forza p
passante per
p il baricentro della bullonatura
V
V
Vb =
nb ns
V
Gb
Vb: taglio singolo bullone
nb: numero bulloni, ns: p
piani di taglio
g
Unione a taglio – forza non passante per il baricentro della bullonatura
V
V
e
e
Gb
si deve riportare
p
lo sforzo normale
sull’asse baricentrico ed all’unione
si deve applicare anche un
momento di trasporto
p
Mt = V X e
SISTEMI DI UNIONE – W. Salvatore
57
Sistemi di unione – Unioni Bullonate a taglio
Esempi di calcolo delle sollecitazioni con il metodo elastico
Unione a taglio – forza non passante per il baricentro della bullonatura
La forza tagliante V si distribuisce sui bulloni come nel caso precedente della forza
passante per il baricentro
Vb ,V
V
=
nb ns
Il momento torcente,
torcente nell
nell’ipotesi
ipotesi di piastra indeformabile,
indeformabile si sostituisce con un sistema
di forze
Fi = kdbi
dbi
Gb
Ve = ∑ Fi dbi
Vb , Mt
Ve
da cui: k =
2
d
∑ bi
dbi
= Fi = M t
2
d
∑ bi
SISTEMI DI UNIONE – W. Salvatore
58
Sistemi di unione – Unioni Bullonate a trazione
Meccanismi di collasso e modelli di resistenza
Comportamento sperimentale dell’unione a trazione soggetta ad un precarico del bullone di
intensità pari a Fp,C, è possibile identificare
f
le seguenti fasi:
f
I fase : applicazione del carico; solo un aliquota di circa il 10% si traduce in incremento di
trazione nel g
gambo. Ciò si verifica sino al raggiungimento
gg g
della forza di distacco delle lamiere
(Fp).
II fase:
fase a seguito del distacco tutto lo sforzo di trazione esterno è assorbito dal bullone fino al
collasso dell’unione
dell unione.
FP = 1.1 × FP ,C
SISTEMI DI UNIONE – W. Salvatore
59
Sistemi di unione – Unioni Bullonate a trazione
Meccanismi di collasso e modelli di resistenza
Per quanto riguarda i meccanismi di collasso l’unione a trazione può rompersi per:
9 Rottura per trazione del gambo del bullone;
9 Rottura per punzonamento della lamiera in corrispondenza delle teste del bullone o dado.
Il meccanismo di collasso risulta il
minore dei due possibili meccanismi
FT ,U = min{FT ,Rd ,a ; FT ,Rd ,b }
SISTEMI DI UNIONE – W. Salvatore
60
Sistemi di unione – Unioni Bullonate a trazione
Categorie di connessioni bullonate e campi di applicazione
9 Categoria D: non garantisce la tenuta delle lamiere a contatto, che potrebbero anche
distaccarsi per livelli elevati di sollecitazione
9 Categoria E: previsto un pre-carico controllato dei bulloni, necessariamente ad alta
resistenza
Verifiche Categoria D
FT ,Ed ,SLU ≤ FT ,U
Sollecitazione allo SLU
Verifiche Categoria E
FT ,Ed ,SLU ≤ FT ,U
Resistenza a collasso dell’unione
dell unione
SISTEMI DI UNIONE – W. Salvatore
61
Sistemi di unione – Unioni Bullonate a trazione
Meccanismi di collasso e modelli di resistenza
EN1993--1-8 (3.6.1)
EN1993
Sulla
S
ll base
b
d i modelli
dei
d lli di capacità
ità forniti
f iti dall’Eurocodice
d ll’E
di 3 la
l resistenza
i t
di progetto
tt a
trazione del gambo del bullone
FT ,Rd ,a =
k 2 ⋅ fub ⋅ As
γ M2
fub è la resistenza ultima a trazione del bullone;
As è l’area ridotta del bullone;
k2 è un coefficiente che dipende dal livello di serraggio e vale 0.63 nei bulloni
presollecitati con chiave dinamometria e 0,9 negli altri casi.
SISTEMI DI UNIONE – W. Salvatore
62
Sistemi di unione – Unioni Bullonate a trazione
Meccanismi di collasso e modelli di resistenza
EN1993--1-8 (3.6.1)
EN1993
La resistenza al punzonamento della lamiera in corrispondenza del dado o della testa del
bullone (Bp,Rd) può essere valutata attraverso il seguente modello
B p ,Rd = 0 .60 ⋅ π ⋅ d m ⋅ t p ⋅ f u
dm diametro medio della testa del bullone o del dado (il minore fra i due);
tp è lo spessore della piastra sotto il bullone o il dado;
fu è la resistenza ultima a trazione della lamiera.
SISTEMI DI UNIONE – W. Salvatore
63
Sistemi di unione – Unioni Bullonate a trazione
Metodi di calcolo delle sollecitazioni
Le unioni a trazione sono soggette ad azioni assiali e flettenti parallelamente al gambo
dei bulloni che sono quindi tesi, e su cui le azioni vengono ripartite in base a metodi
validati sperimentalmente.
La ripartizione delle azioni dipende dalla rigidezza della lamiera:
9
lamiera rigida i bulloni sono tesi e privi di flessioni parassite, ed il collasso
avviene per snervamento del bullone o punzonamento;
9
lamiera deformabile il bullone è anche inflesso, ed il collasso avviene per
snervamento del bullone,
bullone o per formazione di cerniere plastiche nella
flangia.
SISTEMI DI UNIONE – W. Salvatore
64
Sistemi di unione – Unioni Bullonate a trazione
Metodi di calcolo delle sollecitazioni
EN1993--1-8 (3.6.1)
EN1993
Caso flangia rigida
9 le trazioni sono assorbite dai bulloni;
9 le compressioni sono assorbite per contatto;
9 la
l distribuzione
di t ib i
d ll forze
delle
f
di
dipende
d dalla
d ll geometria
t i dell’unione;
d ll’ i
9 i bulloni si verificano trascurando le flessioni parassite;
9 la semplificazione è ammissibile se lo spessore delle flange ne garantisce la
validità;
9 è necessario verificare che in esse non venga superato il limite elastico.
SISTEMI DI UNIONE – W. Salvatore
65
Sistemi di unione – Unioni Bullonate a trazione
Metodi di calcolo delle sollecitazioni
EN1993--1-8 (3.6.1)
EN1993
Caso flangia deformabile
9la distribuzione delle forze sui bulloni dipende da geometria dell’unione e
rigidezza
i id
d ll flangia
della
fl
i
9i bulloni si verificano considerando la flessione parassita nel gambo e la
ridistribuzione
idi t ib i
d li sforzi
degli
f i a causa della
d ll plasticizzazione
l ti i
i
d i puntiti più
dei
iù sollecitati
ll it ti
delle flange
9il metodo di analisi va determinato caso per caso ricercando soluzioni
equilibrate e compatibili con resistenza e deformabilità di bulloni e flange.
SISTEMI DI UNIONE – W. Salvatore
66
Sistemi di unione – Unioni Bullonate a trazione
Esempi di calcolo con piastra rigida
EN1993--1-8 (3.6.1)
EN1993
Forza passante per baricentro della bullonatura
N
N
dbi
Nb, N
N
=
nb
Gb
N
trazione totale agente sull’unione
nb
numero dei bulloni
Nb,N
trazione agente sul singolo bullone
SISTEMI DI UNIONE – W. Salvatore
N
67
Sistemi di unione – Unioni Bullonate a trazione
Esempi di calcolo con piastra rigida
EN1993--1-8 (3.6.1)
EN1993
Forza non passante per baricentro della bullonatura
N
e N
Gb
C
V
dbi
Nbtot
Ve
N
=
nb
N
trazione totale agente sull’unione
numero dei bulloni
Nb,M
Ne
=
d
2 bi
∑ dbi
nb
Nb,N
trazione agente sul singolo bullone
Nb,M
bM
trazione agente sul singolo bullone
N b ,tot
dbi
V
= + Ne
2
nb
d
∑ bi
dbi
distanza del bullone dal baricentro
Nb, N
SISTEMI DI UNIONE – W. Salvatore
68
Scaricare