Estratto dalla Rivista
LA MECCANICA ITALIANA
n. 222 - dicembre 1988
L'IMBUTITURA
DEGLI ACCIAI INOSSIDABILI
ALLA PRESSA E
AL TORNIO A CNC
THE STAINLESS STEELS: THE DRAWING
AT THE PRESS AND THE SPINNING AT THE CNC LATHE
Biscàro G.
Lagostina - Omegna (NO)
Sommario
Summary
L'articolo espone i criteri di scelta
degli acciai inossidabili da impiegare
per pezzi imbutiti, i cicli di lavorazione
e le caratteristiche degli stampi richiesti.
The paper refers on thè criteria of
choice of thè stainless steels for thè
employment in thè drawing and in thè
spinning of thè pieces, thè operating
cycies and thè characteristics of thè
required dies. It is presented a forming cycle for thè kettles, with many
operating suggestions.
Segue, come esempio, un ciclo di
stampaggio di pentole a pressione,
ricco di numerosi suggerimenti operativi.
Fra i nuovi sistemi di imbutitura, viene poi ricordato il procedimento
«Hydro-Mec» e, per la produzione
flessibile di piccole serie, viene analizzato il sistema di imbutitura automatica su tornio a CNC.
Between thè new forming systems,
it is remembered thè «Hydro-Mec»
process and, for thè flexible small batches's manufacturing, it is analyzed
thè automatic spinning System at thè
CNC iathe.
Stampaggio e imbutitura
alla pressa
Lezione tenuta al corso «Gli acciai inossidabili / 2° modulo: le lavorazioni e le applicazioni», organizzato dalla Asmeccanica, con il patrocinio del Centro INOX, nell'ottobre 1988 a
Milano, presso la FAST.
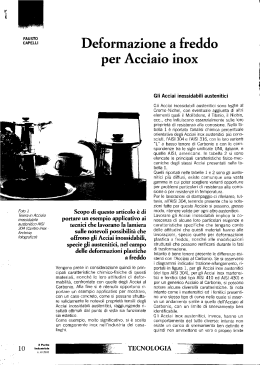
Tra gli acciai inossidabili, i ferritici
e gli austenitici si prestano meglio alla imbutitura ed allo stampaggio; la
preferenza, però, è data agli austenitici per la loro maggiore attitudine alia
29
deformazione a freddo. La loro grande malleabilità, quando sono trattati
allo stato ricotto, li rende molto adatti all'imbutitura, per cui trovano, oggi,
un larghissimo impiego.
Parallelamente, come abbiamo già
sottolineato, tendono a assumere
una grande durezza per incrudimento. Ciò impone alcune modifiche alle
normali tecniche di stampaggio dei
normali acciai dolci e qualche restrizione nella scelta del tipo di acciaio
inossidabile da utilizzare.
In altra occasione si è visto la relazione che esiste tra la composizione
e la sensibilità all'incrudimento; possiamo solo ricordare che un alto tenore di nickel ed un basso carbonio sono sempre favorevoli al mantenimento della duttilità anche di fronte a deformazioni importanti.
La maggior parte delle operazioni
di stampaggio e imbutitura sono effettuate partendo da laminati ricotti
con trattamento termico compreso
LA MECCANICA ITALIANA
dicembre 1988 n° 222
tura di acciaio dolce.
Il lavoro di cesoiatura non presenta
particolari difficoltà; anche in questo
caso, però, è necessaria una potenza
maggiore.
Qualunque sia la modalità di taglio,
è necessario che i pezzi tagliati non
presentino bave né incrudimento superficiale ai bordi.
tra i 1050 e i 1150 gradi centigradi.
Lo stato delle lamiere e della loro
superficie dovrà essere scelto in funzione dei risultati che si vogliono ottenere. Normalmente si parte da laminati semplicemente ricotti, decapati e
«skinpassati» (tabella I - finitura 2B).
Questo tipo di finìtura consente una
buona aderenza del lubrificante.
L'attenzione dell'utilizzatore dovrà
essere posta anche sulla planarità e
regolarità dello spessore delle lamiere; infatti, variazioni di spessore provocano la insorgenza di tensioni irregolari che possono provocare cricche
o pieghe.
Utensili di formatura. A seconda
della forma dei pezzi e l'importanza
delle serie da produrre, il materiale
per la costruzione degli utensili di
stampaggio, imbutiture, ecc. possono essere i più vari.
Si possono impiegare acciai da
utensili ed acciai speciali trattati, come, per esempio, i già citati acciai al
12-14% di cromo, anche con l'aggiunta di altri elementi, come il tung-
steno, il molibdeno e il vanadio, che
migliorano ulteriormente la resistenza all'usura.
Questi tipi di acciaio saranno utilizzati dopo un trattamento termico che
dia loro una durezza tra i 55 ed i 60
Rockwell C; a maggior durezza corrisponderà una maggiore resistenza
all'usura, mentre una durezza inferiore diminuirà il rischio di produrre delle rigature sulla superficie della lamiera.
Per piccole matrici, si potranno utilizzare anche acciai rapidi, sempre
con trattamenti speciali.
Per piccole serie e per condizioni
di lavoro non troppo severe, si possono utilizzare acciai al carbonio trattati
o acciai poco legati dei tipi detti «indeformabili». Si possono utilizzare
anche le ghise, trattate per una du-
TABELLA I - Terminologia delle finlture superficiali.
T E R t 1 tf 0 L 0 G 1 A
DESCRIZIONE
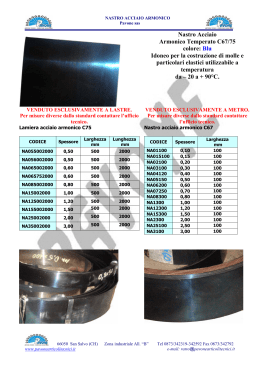
Tolleranze di più o meno 0,04 mm
su un nastro di spessore 1,0 mm e di
altezza superiore a 150 mm sono accettabili (cfr. tabella II «Tolleranze
normali») e sono normalmente garantite da quasi tutte le acciaierie.
americana
tedesca
francese
—
I e
...
Firish 1
il a
Fini No. 1
laminato a freddo (in f o g l i ) , decapato
(Finish 20}
(IH b)
lanìnato a ffieddo (in rotolo), decapalo
Finish 2D
IH b
Fini Jfo. 2 B
laninato a freddo (in rotolo), skinpassato
Finish 2E
II I e
Fini Ho. Z B
laminato a caldo, non decapato
laminato a caldo, decapato
._
Taglio delle lamiere
La fabbricazione di pezzi imbutiti si
fa, normalmente, partendo da uno
sviluppo tagliato per cesoiatura o
punzonatura, da lamiere o nastri. Gli
utensili, matrice e punzone, devono
essere robusti; normalmente, vengono costruiti con acciai contenenti dal
12 al 14% di cromo e con una percentuale di carbonio tra l'1,5 ed il 2.
Devono essere trattati con una durezza vicino ai 60 Rockwell C. Per
quanto riguarda il gioco tra punzone
e matrice, possiamo indicare, per lamiere di spessore 1,0 mm, 7 centesimi.
Dobbiamo, inoltre, sottolineare che
il lavoro necessario per la tranciatura
degli acciai inossidabili è molto più
grande che per l'acciaio dolce. Le
presse per la tranciatura dovranno
avere una potenza almeno doppia rispetto a quelle destinate alla trancia-
laminato crudo
—
I II a
solato, grana 80
—
—
Fini P 90
IV
Fini P 160
...
Fini P 2Z0
FtrJ P satin
nolato, Qrana 160
Finish k
noleto, grana 220
—
satinato
Finish 6
—
lucidaio
finish 7
—
lue (dato a specchio
Finish 8
V
30
—
—
Finì P niroir
| LA MECCANICA ITALIANA dicembre 1988 n° 222
TABELLA II - Tolleranze sugli spessori in rapporto alla larghezza.
Tolleranze Nomali
Tolleranze di Precisione
Larghezza
Larghezza
m
nm
SPESSORE
gin
^
1(0
> 1 0 0 a 150
>150
; S 100
> 1 C 0 a 150
>150
da 0,05 a 0,1
0,0075
D.0075
0,0075
0,005
o,ore
0,035
>
0,1 a 0,2
0,01
0,015
0,015
0,0075
0,01
0,01
>
0,2 a 0,3
0,015
0,02
0,025
0,01
0,015'
n,o?
>
0,3 a H.if
0,02
0,025
0,03
0,01
0,015
0,02
>
0,V 3 0,6
0,025
0,03
0,035
0,015
0,0?
0,025
> 0,6 a 1
0,03
0,035
0,04
0,02
n,G?5
0,03
>
1
a2
0,04
0,045
0,05
0,025
0,03
0,035
>
2
a 2,5
0,1
0,1
0,1
0,07
0,07
0,07
>
2,5 a 3
0,125
0,125
0,125
o.oa
0,08
0,00
rezza intorno ai 450 Brinnel; carburi
di tungsteno, solo per lo stampaggio
di pezzi molto piccoli e per la costruzione di matrici che debbono sopportare forti sollecitazioni.
È chiaro che questi tipi di stampi,
molto cari, saranno impiegati per lavorare delle serie di pezzi molto elevate.
Per le imbutiture molto profonde
vengono, molto spesso, utilizzati i
bronzi di alluminio impiegati, in riporto, per le parti interessate, su basi di
ghisa.
Il bronzo di alluminio è una lega di
rame con 10-=-15% di alluminio e
3 + 5% di ferro, con l'aggiunta, in tenore minimo, di altri elementi (complessivamente lo 0,7%).
Elevate caratteristiche meccaniche
accompagnano una buona conducibilità termica (0,18% Cal/crr)2/cm/s.).
Infine, semplifica i problemi di lubrificazione e diminuisce la probabilità di
saldatura tra i metalli in rottura del
meato lubrificante («Pick-up»).
meglio il lubrificante di quella in finltura 2B o 2A.
A questo proposito dobbiamo sottolineare che la lubrificazione gioca
un ruolo molto importante nello stampaggio e nell'imbutitura. È chiaro che
se una attrezzatura è stata mal disegnata o realizzata, poca influenza potrà avere una buona lubrificazione.
Ma uno dei fattori sui quali è più facile
agire quando tutte le altre condizioni
sono un po' a) limite e rendono l'operazione di imbutitura aleatoria, una
modifica della lubrificazione può sicuramente portare ad una migliore
riuscita ed a una notevole diminuzione dei pezzi di scarto.
I costituenti dei lubrificanti sono:
Diverse sono le considerazioni che
ci debbono portare alla scelta del lubrificante; essa dipenderà dalla forma del pezzo, più o meno complesso; dai materiali con i quali è stato costruito lo stampo; dallo stato della superficie della lamiera utilizzata. Se
questa sarà in finltura 2D tratterrà
31
— gli olii minerali derivanti dal petrolio;
— i grassi o gli olii grassi d'origine
animale o vegetale;
— gli acidi grassi, come gli acidi stearici e oleici;
— gli olii clorati, paraffine o olii grassi
trattati con doro;
— gli olii sulfonati, ottenuti trattando
certi composti con acido solforico
con un neutralizzatore, come i solforicinoleati;
— gli olii solubili, che sono olii minerali addizionati con un emulsivo, in
generale solfonico;
— i saponi solubili o insolubili (saponi
metallici);
— i pigmenti, in piccole particene solide insolubili, come talco e grafite.
Le combinazioni di questi diversi
LA MECCANICA ITALIANA
dicembre 1988 n° 222
elementi consentono di realizzare,
sostanzialmente, quattro tipi di lubrificanti:
1) lubrificanti per pressioni molto elevate, a base di olii solforati o clorati, diluiti con olii minerali. Questi tipi sono i più adatti per i lavori di
stampaggio ed imbutitura. Si presume che, sotto una pressione
sufficiente, questi composti si decompongano ed il eloro e lo zolfo
formino un «film» non metallico
che impedisce il grippaggio del
metallo;
2) lubrificanti contenenti pigmenti;
sono a base di grassi o olii grassi
con i quali si forma una pasta con
l'aggiunta, per esempio, di grafite;
sono adatti nei casi di imbutitura
molto difficile;
3) lubrificanti grassi non contenenti
pigmenti; sono, come i precedenti,
a base di grassi o olii grassi oppure olii o grassi minerali, oppure
olio solubile impiegato tal quale o
con l'aggiunta di acqua;
4) lubrificanti a base di sapone; sono
liquidi o in polvere e si prestano
molto bene all'imbutitura con punzoni e matrici di bronzo di alluminio.
La rimozione dei lubrificanti sui
pezzi finiti si farà, a seconda della loro natura, con solventi organici o con
sgrassanti alcalini che sono più efficienti per tutti i lubrificanti contenenti
olii o grassi vegetali o minerali o prodotti da essi derivati.
I lubrificanti a base di saponi potranno essere rimossi semplicemente
con acqua.
È molto difficile dare delle indicazioni molto precise su come debba
essere effettuato il lavoro di stampaggio ed imbutitura. Solo l'esperienza
potrà permetterci di stabilire il ciclo di
lavorazione, l'eventuale numero di
passaggi, le riprese, ecc.
In ogni caso, daremo qui di seguito
alcune indicazioni generali e qualche
ordine di grandezza.
Abbiamo già detto che la potenza
della macchina da impiegare dovrà
essere circa doppia di quella utilizzata per gli acciai normali.
La velocità di deformazione dovrà
essere sensibilmente più lenta; si è
constatato, in pratica, che l'allungamento degli acciai austenitici varia
con la velocità di trazione, cosa che
non si verifica con gli acciai dolci.
Inoltre, lavorando più lentamente,
l'utensile si scalda in misura minore,
riducendo il rischio di grippaggio.
Daremo, più avanti, alcune indicazioni sintetiche relative al modo migliore di operare per ottenere una
buona imbutitura profonda.
Dobbiamo sottolineare che durante
l'imbutitura la lamiera si deforma in
modo irregolare, e il suo spessore
può aumentare in certe zone e diminuire )n altre.
A queste differenze di spessore
corrisponderanno delle differenze di
incrudimento e, di conseguenza, delle notevoli variazioni di durezza. Molto spesso i pezzi non potranno essere ottenuti con un solo passaggio; bisognerà, quindi, fare un altro o altri
passaggi, cercando sempre di evitare, ove possibile, ricotture intermedie
per ricondizionare il metallo, operazioni, queste ultime, molto costose.
Tutto quanto abbiamo sin qui detto
vale per gli acciai austenitici.
Per quanto riguarda i ferritici (ed i
martensitici dolci), si può operare nelle stesse condizioni che per l'acciaio
ordinario speciale per imbutitura profonda. Soltanto la potenza della pressa, come per gli acciai austenitici dovrà essere maggiore che per gli acciai al carbonio.
Riassumiamo, qui di seguito, una
breve serie di regole generali da seguire per ottenere una buona imbutitura in un corpo cilindrico.
Analisi delia lamiera. Le acciaierie
possono fornire delle analisi speciali
per imbutitura profonda.
È buona regola concordare con il
fornitore il tipo di analisi del materiale
in funzione del pezzo da imbutire.
Con una analisi adatta, il pezzo avrà
minor tendenza all'incrudimento e alle criccature.
32
Condizioni di impiego. Stato del
metallo: trattato per il massimo allungamento; più il metallo sarà dolce,
meno avrà tendenza a formare pieghe e più grandi saranno le deformazioni che dovrà subire.
Superficie della lamiera. Laminata
a freddo, ricotta e, al massimo skinpassata; una superficie in tale condizione tratterrà meglio il lubrificante rispetto ad una superficie lucida. Inoltre, una lamiera od un nastro laminati
a freddo avranno uno spessore molto
più uniforme di un metallo laminato a
caldo.
Spessore del metallo. Si dovrà evitare di utilizzare una lamiera troppo
sottile; la tendenza del metallo a formare delle pieghe cresce con la dimi-
| LA MECCANICA ITALIANA
dicembre 1988 n° 222
ne elevata, onde evitare pieghe e rotture.
Gioco tra punzone e matrice. Spessore della lamiera aumentato dal 20
al 35%.
Un tale gioco non rischierà di rovinare gli utensili e riduce le rigature al
minimo.
nuzione dello spessore. Inoltre, lo
spessore dovrà essere il più costante
possibile; questo punto è molto importante per i pezzi che debbono subire un secondo passaggio di imbutitura o per quelli che debbono avere
uno spessore molto regolare.
lubrificante abbiamo già parlato.
Velocità di imbutitura. Lenta, da 10
a 15 metri al minuto; l'acciaio austenitico s'incrudisce di più e tende a
criccare quando è deformato troppo
rapidamente.
Ciclo di lavorazione
di un pezzo cilindrico
Nel caso si debba ottenere un imbutito di spessore costante che consenta dei nuovi passaggi più importanti, tale gioco potrà essere ridotto.
Questo ciclo può, per esempio, essere utilizzato per ottenere il corpo di
una pentola a pressione.
Lubrificante. Dovrà avere la massima efficacia possibile; dei vari tipi di
Dallo sviluppo circolare di 490 mm
si opera la prima imbutitura 280 x 148
Bordi del disco. Dovranno essere
cesoiati o punzonati con utensili affilati molto bene; bordi rugosi ed incruditi avranno tendenza a formare delle
cricche.
Dimensioni del disco. La dimensione massima è il doppio di quella del
punzone del primo passaggio di imbutitura.
Raggio della matrice. Da 5 a 8 volte
lo spessore delia lamiera; un raggio
troppo ampio rischia di provocare
delle pieghe; un raggio troppo stretto
di produrre delle rotture e di incrudire
troppo il metallo.
Raggio del punzone. Almeno quattro volte lo spessore della lamiera; un
raggio troppo stretto invita alla rottura; un raggio troppo grande potrà essere utilizzato, ma sarà necessaria
una pressione più elevata sui premilamiera, soprattutto quando lo spessore del laminato è molto sottile.
/ materiali con i quali saranno state
costruite le attrezzature dovranno essere puliti e lucidati nel modo più perfetto possibile per evitare la formazione di «picùres», rigature e grippaggi.
Inoltre, la loro forma dovrà essere
perfettamente cilindrica; un punzone
o una matrice che presentino delle
conicità faciliteranno le rotture.
Pressione del premi-lamiera. Dovrà
essere sufficiente ad evitare la formazione di pieghe; questo punto è particolarmente importante nel caso di dischi di spessore sottile e di dimensio33
LA MECCANICA ITALIANA dicembre 1988 n° 222
(figura 1), cui segue, in linea, una
tranciatura della flangia, riportandola
al minimo valore consentito dall'utensile da taglio.
Ciò è indispensabile ai fini della seconda imbutitura (figura 2).
Il pezzo ripreso viene impostato capovolto sulla attrezzatura di seconda
imbutitura, costituita da una femmina
cava sul cui bordo scorre, compiendo
un arco di 180°, il materiale del
preimbutito, come descritto in figura
2 sotto l'azione del punzone.
Si ottiene, così, l'imbutito finale
220x220 mm.
Un tale procedimento sottopone le
attrezzature a notevoli sollecitazioni.
Riteniamo che si possa ottenere un
buon risultato, in rapporto all'efficienza e all'usura, nonché all'ottimo livello di qualità del pezzo ottenuto, con
l'utilizzo di bronzo di alluminio impiegato in riporto per le parti interessate
su basi di ghisa.
A questo punto ci sembra opportuno accennare ad un altro aspetto dello stampaggio.
Negli acciai inossidabili austenitici
magnetici, allo stato solubilizzato, il
fenomeno si manifesta con l'apparire
di una magnetizzazione che si intensifica con il progredire del tempo.
Appare, quindi, evidente che la variazione della permeabilità magnetica
con l'incrudimento è un indice di
estrema importanza ai fini della rilevazione dello stato di tensione.
Il lavoro di deformazione a freddo,
che determina una trasformazione
parziale dell'austenite, aumenta la
permeabilità magnetica.
Ne deriva l'utilità pratica della misura della permeabilità magnetica
anche nel campo della produzione di
serie, inserendo tale rilevazione a
campione «in vivo» nel processo di
avanzamento dei semiprodotti, con
una prova di carattere «non distruttivo».
Questo aumento è tanto più grande quanto maggiore è il tenore degli
elementi che favoriscono la trasformazione dell'austenite in ferrite (Molibdeno, Silicio, Tungsteno).
Al contrario, un aumento del tenore
degli elementi sviluppanti e stabilizzanti l'austenite (Nickel, Azoto, Manganese), tenderà a diminuire l'influenza dell'incrudimento.
La tabella MI indica le variazioni di
permeabilità magnetica in funzione
dell'incrudimento per differenti analisi chimiche.
— l'applicazione sul fondo dello strato di lega ad elevata conducibilità;
Riduzione per
A C C I A I O
Cr
NI
A l S1
PE RIABILITA' MAGKETtCA
lavorazione
H
301
17,6
7,8
0
19,5
55
302
16,*
9,0
30*
19,0
34
10,7
Carico di
rottura a
a freddo
È possibile, infatti, ottenere un imbutito integro al collaudo dopo l'imbutitura e ritrovarlo, in un tempo successivo, fessurato secondo linee
pressoché parallele, con l'aspetto di
corolla aperta.
If fenomeno, analizzato dal Bausching, consiste nell'intensificarsi
dell'azione delle tensioni nel tempo,
sembra con un massimo intorno alle
tre-quattro settimane, valore, questo,
estremamente variabile in funzione
dei fattori che intervengono nell'operazione.
Continuando il ciclo di lavorazione
della nostra pentola seguono:
TABELLA III - Variazione della permeabilità magnetica e delle caratteristiche meccaniche in funzione dell'incrudimento.
Nel corso delle messe a punto del
ciclo di lavorazione interviene la necessità di valutare le condizioni di
tensione interna cui il pezzo imbutito
è sottoposto per azione della avvenuta deformazione plastica.
Infatti, poiché il materiale non viene sottoposto a trattamenti termici di
solubilizzazione intermedia, di costo
elevato, le sue condizioni debbono
essere tali da garantirne l'integrità
nel tempo.
A titolo ancora una volta informativo segnaliamo, per la misurazione
della permeabilità magnetica, il «Permeability Indicator» della Severn Engineering Co. di Annapolis M.D. U.S.A.
-
50
H . 200
trazione
1,0027
1,0028
66.5
1,1*B
1,257
98
n,e
i9
155
0
1,0025
1,0035
66,8
20
1,0076
1,011
90,5
1,050
1,120
120
6B
1,56-
2,70
150
8*
2,15
6,P5
165
0
1,0037
i.owo
56,7
13,8
1,00*8
1,0060
70,8
32
1,0371
1,052
102
65
1,5*0
2,12
126
B* ( 5
2.2P
4,75
1*1
LA MECCANICA ITALIANA dicembre 1988 n° 222
— il taglio calibrato in senso normale
all'asse del pezzo (figura 3.5);
— il trattamento di ipertempra localizzato (figura 3.6) che ricondiziona
la fascia interessata alla successiva lavorazione;
— l'operazione di formatura mediante carico di punta sulla parete, la
quale conserva elevate caratteristiche meccaniche acquisite nella
lavorazione a freddo e, pertanto,
sopporta senza deformarsi il carico che, al contrario, determina la
formazione della fascia trattata e
riportata alle condizioni primitive.
Fig. 4 - Schema di impianto «Hydro-Mec».
Ci sia consentito dare qualche precisazione circa il trattamento localizzato; esso è ottenuto mediante un generatore a media frequenza (450 kHz)
con induttore circolare a spire che inducono corrente neil'indotto costituito dal pezzo.
La determinazione della potenza
dell'impianto è fondamentale in funzione dello spessore del manufatto
da trattare.
È opportuno prevedere un pirometro ottico che determini il raggiungimento della temperatura prefissata,
indipendentemente da un temporizzatore che non terrebbe conto di
eventuali variazioni di tensione dell'alimentazione.
Infine, determinante è il tempo di
mantenimento in temperatura per la
solubilizzazione e per la grossezza
dei grani in funzione della successiva
deformazione plastica di compressione.
a - punzone di imbutitura
b - premilamiera
- disco di acciaio
• guarnizione
- anello di imbutitura
• camera idraulica
- valvola di regolazione
- filtro ad alta pressione
- valvola anti-ritorno
- paratoia d'arresto
- distributore elettromagnetico
m - filtro
n • gruppo idraulico
o • riserva d'acqua
A completamento del ciclo, sono
previste le operazioni di smerigliatura, pulitura e lucidatura, seguite da
lavaggio accurato, onde eliminare
ogni residuo di lavorazione che possa interferire sull'integrità della superficie.
Nuovi sistemi di imbutitura
In questi ultimi anni sono stati messi a punto nuovi ed originali sistemi di
imbutitura sui quali vale la pena fare
qualche cenno.
Il più originale (coperto da brevetto
internazionale della Siemens Elettrogeràte GmbH) ci sembra il procedimento di imbutitura idro-meccanica,
denominato «Hydro-Mec».
È un procedimento di imbutitura
profonda per trasformare lamiere pia35
ne o preformate in elementi cavi cilindrici, prismatici, conici o parabolici.
La lamiera da imbutire è pressata
direttamente su un cuscino d'acqua a
pressione pre-regolata (che funge da
matrice) per mezzo di un punzone
LA MECCANICA ITALIANA dicembre 1988 n° 222
Fig. 5 - Contenitore «Gastronomi» pianta.
che, scendendo, permette alla lamiera di assumere la forma del punzone
(cfr. figura 4).
I vantaggi di questo procedimento
di imbutitura sono molto numerosi.
Si possono ottenere rapporti di imbutitura fino a 2,7 ed oltre.
Imbutiti conici e parabolici si ottengono con una sola operazione, quando, con jl procedimento di imbutitura
classico, sono necessari diversi passaggi con ricotture intermedie.
Possono essere imbutiti fondi con
raggi molto piccoli; inoltre, l'andamento dello spessore del pezzo imbutito sarà molto più uniforme, consentendo l'utilizzo di lamiere di spessore più sottile.
II medesimo utensile (punzone)
consente di imbutire lamiere di spessori e materiali differenti.
La costanza dimensionale dei pezzi imbutiti sarà perfetta.
Il costo di fabbricazione del pezzo
sarà molto ridotto a causa di diversi
fattori:
— costo ridotto delle attrezzature;
— ridotto numero di operazioni di imbutitura;
— mantenimento della qualità della
superficie, in quanto la lamiera
scivola su di un cuscino d'acqua;
— eliminazione delle ricotture intermedie, in quanto la maggior parte
dei pezzi, anche i più difficili, si
possono ottenere con un solo passaggio;
— sicurezza di lavorazione e manutenzione più facile. La tenuta ermetica è assicurata da una guarnizione molto resistente che può essere sostituita in pochi secondi.
Qualsiasi pressa, a doppio effetto,
idraulica, può essere equipaggiata
con una unità idro-meccanica; per
contro, una pressa con una unità
idro-meccanica può essere utilizzata
con utensili per l'imbutitura classica
senza alcun adattamento.
— Le potenze di pressione elevate
necessarie per i procedimenti
d'imbutitura analoghi possono essere notevolmente ridotte grazie al
principio del pistone d'appoggio
idro-meccanico (coperto da brevetto).
Ci sembra doveroso, in questa breve trattazione, fare un cenno anche
sugli altri acciai non convenzionali;
gli austeno-ferriticì (e ferritico-austenitici) o «Duplex».
Trattasi di un orientamento delle
acciaierie svedesi, che si propone di
realizzare acciai inossidabili che, per
livello di prestazioni, siano delle vere
e proprie «superleghe».
In termini di costo l'obbiettivo, anche se non dichiarato, è quello di offrire un acciaio di caratteristiche superlative ad un prezzo interessante,
anche se superiore agli austenitici
tradizionali, in rapporto alle prospettive di impieghi di elevate sollecitazioni
sia di tipo chimico che meccanico.
A titolo informativo, citiamo il tipo
36
2205, con lo 0,030 di carbonio, il 22
di Cromo, il 5,5 di Nickel ed il 3 di Molibdeno.
Una delle caratteristiche degli acciai austeno-ferritici è il loro limite elastico abbastanza elevato, mentre la
duttilità, in confronto agli acciai austenitici, è un po' meno alta; hanno,
pertanto, una minore attitudine all'imbutitura profonda.
Grazie alla presenza di una certa
quantità di ferrite, gli acciai austenoferritici sono attirati dalla calamità.
Non abbiamo elementi dì prova circa l'applicazione concreta di questi tipi di acciaio.
Altro tipo di acciaio non convenzionale è quello al Cromo-Manganese.
Nel quadro attuale del mercato dell'acciaio inossidabile, che è difficile
dire quanto possa essere definito
congiunturale, assume particolare rilievo indagare sulla possibilità di reperimento e di impiego di tale tipo di
acciaio.
La tensione sui prezzi ha determinato una lievitazione soprattutto là
dove l'incidenza degli elementi di lega di maggior pregio (nickel e ferro-
| LA MECCANICA ITALIANA dicembre 1988 n° 222
Fig. 6 - Contenitore «Gastronomi» sezioni.
l'acciaio al Cr-Mn durante la deformazione a freddo si è rivelato assimilabile a quello del più nobile acciaio
al Cr-Ni; permane amagnetico anche
dopo lo stress da incrudimento, purché le condizioni di partenza sopraelencate siano rispettate ed avendo
adattato accorgimenti e parametri di
lavorazione adeguati ancorché diversi da quelli dottati per l'acciaio a
Cr-Ni.
È da segnalare, infine, l'ottima lucidabilità ed un gradevole, caldo
aspetto.
cromo) è più elevata e dove il mercato ha tendenza deficitaria.
Per contro, l'andamento dei prezzi
della ferrolega Fe-Mn carburata non
ha subito variazioni di rilievo rispetto
al prezzo medio del primo trimestre
1987.
L'austenitico al Cr-Mn, pur mantenendo una più che soddisfacente resistenza alla corrosione, contiene un
tenore di cromo sensibilmente inferiore.
Inoltre, la sostituzione del Nickel
coi Manganese, che assicura una
struttura austenitica, garantisce una
lavorabilità a freddo competitiva con
gli austenitici tradizionali.
Per quanto riguarda il costo dell'acciaio inossidabile al Cr-Mn, l'impiego del cromo con tenore ridotto
(13-r14%) e def manganese (17 +
20%), con una percentuale di nickel
inferiore all'un per cento, fa sì che
l'incidenza dei costi dei componenti
di lega risulti sensibilmente inferiore
rispetto a quella che si riscontra negli
acciai al Cromo-Nickel.
Ricordando le indicazioni dei prezzi dei metalli e la minore nobilita del
Mn rispetto al Ni, questo differenziale
appare sensibile tanto da rendere attuale l'interesse a sviluppare e mettere a punto un materiale di questo
tipo.
Segnaliamo, per contro, che questo sviluppo e messa a punto passano per il superamento di alcune difficoltà tecnologiche del processo di acciaieria.
I tests di imbutitura, effettuati con
materiale di provenienza Est-europea, hanno confermato, in pratica,
che per l'acciaio al Cromo-Manganese, data la sua curva di incrudimento durante la deformazione a
freddo che si presenta più ripida, è
d'obbligo la raccomandazione di un
accurato trattamento termico di solubilizzazione dell'acciaio durante il ciclo metallurgico.
Ciò risulta essenziale sia al fine
della dimensione del grano che come
noto, ha una rilevante influenza sullo
scorrimento del materiale (è sperimentato come valido il valore N 9 della scala ASTM), sia al fine di evitare
precipitazioni di carburi e azoturi di
cromo interstiziali, a pregiudizio della
resistenza alla corrosione intercristallina.
In sintesi, il comportamento del37
Accorgimenti
nella tecnologia
di trasformazione
II manufatto da ottenere è schematizzato nel disegno allegato e deve
essere prodotto in grande serie (figure 5 e 6).
Trattasi di contenitori modulari di acciaio inossidabile di dimensioni modulari detti (in termini europei) «Gastronorm», per il confezionamento, la
conservazione e la distribuzione degli alimenti.
Per tali prodotti è normalmente impiegato acciaio del tipo AISI 304 e
304 L per profondo stampaggio.
Gli accorgimenti adottati sono:
a) portare il manufatto nella sua configurazione geometrica finale nel
più breve tempo possibile; abbiamo già detto, infatti, che la curva
di incrudimento dell'acciaio al CrMn é più accentuata;
b) ricopertura dello sviluppo iniziale
quadrangolare, smussato agli angoli, mediante film PVC di 80 microns di spessore, con funzione
coadiuvante della lubrificazione;
e) attrezzature di imbutitura che prevedono punzone composito (elastomero del tipo «Adiprene» accoppiato con elemento di acciaio).
LA MECCANICA ITALIANA dicembre 1988 n° 222
Prova delle lamiere
All'origine dei controlli delle caratteristiche di deformabilità delle lamiere sta, senza ombra di dubbio, il nome di A.M. Erichsen.
Per il collaudo, l'accettazione materiali, la ricerca, sono disponibili apparecchi e macchine in grado di eseguire, anche in automatico, prove secondo ogni norma internazionale per
il controllo di imbutibilità, tranciabilità, deformabilità, dell'anisotropia e
incrudimento (r-=-n) delle lamiere.
Anche i più moderni sistemi di studio mediante tracciatura elettrochimica di reticoli di misura sono stati resi
di facile esecuzione con apparecchi
espressamente studiati.
Particolare attenzione è stata po-
sta nella realizzazione di macchine
atte a fornire i dati necessari a classificare il materiale in funzione delle
specifiche esigenze dell'utilìzzatore.
Sono così state progettate e costruite macchine per studio di tipo
universale accanto a macchine monoimpiego per l'esecuzione di prove
specifiche.
Programmi speciali prevedono
macchine per l'allestimento a regola
d'arte dei provini e lo studio non distruttivo basato sull'effetto elettromagnetico dì Barkhausen.
In ogni caso, sarà sempre buona
norma chiedere ai fornitori di accompagnare la mercé con i certificati di
analisi completi delle relative prove
meccaniche.
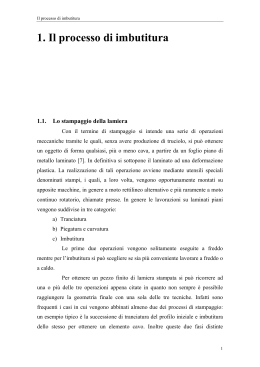
Fig. 7 - Schema di imbutitura per laminazione al tornio automatico. Determinazione
dell'altezza del primbutito in funzione degli spessori iniziale e finale e dell'altezza finale.
Rullt di latina; Ione
Conlrcpunta
Disco in nylon per i l «oto
proltalnare del r u l l i
flegolailone dello spessore della parete
Un altro procedimento di imbutitura che ha avuto un notevole sviluppo
negli ultimi venti anni è quello per laminazione al tornio.
Con questo procedimento è possibile partire direttamente dal disco oppure da un pre-imbutito, di forte spessore e relativamente basso, per ottenere un corpo avente un'altezza notevolmente superiore al diametro.
Il processo di laminazione {figura
7) è basato sul principio di una azione
combinata radiale di un duo o di un
trio di rulli che tende a stringere il materiale contro la forma di acciaio temperato e di un movimento longitudinale la cui velocità può essere variata
in una gamma compresa tra i 100 ed
i 300 mm al 1 ' e che ha come risultato
un assottigliamento della parete di un
valore determinato dal gradino di laminazione ottenuto sui rulli stessi.
È così possibile ottenere, senza alcuna ricottura intermedia, corpi molto
lunghi, fino a 4/5 volte il diametro, cosa che altrimenti non sarebbe possibile realizzare che con onerosi procedimenti di stampaggio, con ricotture
intermedie.
For«a
landrino
Imbutitura al tornio
Questo procedimento è oggi universalmente utilizzato per la produzione di pentolame comunitario, in
quanto è possibile mantenere in corrispondenza della bocca e del fondo
uno spessore maggiore; inoltre, date
le relativamente piccole serie di produzione di questi manufatti, non sono
necessari grossi investimenti in attrezzature di imbutitura del tipo tradizionale.
Per inciso, dal processo di laminazione, se correttamente eseguito, risulta una superficie compatta e assai
lucida tale da semplificare le successive operazioni di politura.
Pezzo sbollato
In sintesi, il procedimento è così
esemplificato:
— imbutitura di sbozzato con spessore dell'ordine di 3 mm e per una altezza di circa 100/150 mm che viene successivamente laminato e ri-
Pezzo f i n i t o
38
I LA MECCANICA ITALIANA dicembre 1988 n° 222
1
co
Fig. 8 - Sistema CNC - (Controllo Numerico Computerizzato).
7
A
(il
)
-1
8
r
1) Inserimento dati su mini floppy disk. Richiamo attraverso un semplice richiamo da
tastiera.
2) II computer del sistema CNC utilizza il Software per il comando delle diverse apparecchiature collegate.
3) Inserimento dei dati numerici come funzioni di macchina, tempi di attesa, velocità
di avanzamento e numero dei giri del mandrino a mezzo tastiera numerica.
4) Inserimento dei gradini di pressione anche con disegni in scala, attraverso digitatore
elettronico.
5) Memorizzazione dei dati di programma della macchina-su dischetti archivio.
6) Può essere prevista la stampa dei dati di programma su stampante.
7) Possibile produzione di immagini a più colorì del controllo di profilo.
8) II comando a CNC del tornio a imbutire e laminare è effettuato attraverso collegamenti digitali.
dotto ad uno spessore di circa 1
mm, triplicandone approssimativamente in tal caso l'altezza;
— al termine di questo procedimento, il corpo così ottenuto viene rifinito al bordo mediante operazione
di tornitura con utensili, stante la
pur sempre limitata serie di pezzi
che non giustifica l'impiego di costosi attrezzi trancianti.
Dove non sia necessario ottenere
un corpo a spessori differenziati, è
possibile l'imbutitura al tornio, partendo dal disco di acciaio.
Esiste, oggi, in commercio una
gamma di macchine, anche se non
numerose, a Controlio Numerico
Computerizzato, molto versatili, adatte alla produzione di piccole o grandi
serie di pentolame, piatti, serbatoi,
vasi, coperchi e fondi bollitori, pezzi
Fig. 9 - Vantaggi del sistema CNC.
i n i di pressione
Disco
n
)|w - Asse
•r
i
Programmazione e modifiche di programma sono possibile direttamente sulla macchina.
È possibile programmare un qualsiasi numero di «gradini di pressione». Attraverso
l'inserimento di coordinate X-Y (da 3 fino a
30), il computer programma di volta in volta
il «grado di pressione'-.
È possibile l'utilizzo di uno o più rulli di pressione.
Controllo di tutti gli elementi essenziali della
macchina e dello svolgimento delle funzioni. In caso di disturbo delle funzioni, l'impianto si ferma automaticamente e indica la
causa, in modo chiaro, sul video.
L'avanzamento ed il numero di giri del mandrino sono programmabili, così da ottenere
una lavorazione e deformazione plastica
costante. Si otterrà così un carico uniforme
della macchina, l'utilizzo ottimale delle forze di deformazione ed una migliore qualità
della superficie del pezzo lavorato.
Punto di partenza del rullo
di pressione
X - Asse:punto centrale della macchina
39
LA MECCANICA ITALIANA dicembre 1988 n° 222
di lampade, corpi conici, tronco-conici, parabolici, ecc. (schemi figure 8
e 9).
Queste macchine sono molto flessibili e di facile utilizzo; inoltre, questo tipo di comandi a CNC servono a
comprimere i costi di produzione in
quanto riducono notevolmente i tempi di attrezzaggio e i tempi morti.
Un programma introdotto manualmente può essere registrato su banda magnetica o dischetto.
Il programma così registrato è sempre pronto per essere ripetuto.
li comando CNC di questo tornio
dispone di un comando manuale o
semi-automatico per l'introduzione
del programma durane la deformazione plastica, per esempio, nella
realizzazione del pezzo modello.
Per mezzo di un commutatore sarà
possibile effettuare l'avanzamento
sulle slitte in avanzamento rapido o
lento nella direzione della testa motrice o verso la contro-punta.
Simultaneamente, attraverso un
volantino, è possibile effettuare l'avanzamento trasversale.
La combinazione dei due movimenti permette dì realizzare una
curva.
La traccia di questa curva può essere registrata per mezzo del comando «teach-in», manualmente o automaticamente, attraverso il comando
CNC.
Il programma così registrato è a disposizione per le relative lavorazioni
ripetitive per mezzo del comando
«play-back».
40
Bibliografia
[1] DI CAPRIO G., Gli Acciai Inossidabili.
[2] Inossidabile - Periodico de! Centro Inox.
[3] COLOMBER L , HOCHMANN J., Aciers
inoxidables • Aciers réfractaires, Ed. Dunad 1954.
[4] UGINE, Les Aciers inoxidables - Les Réfractaires, 1960.
|5) Acciai Inossidabili, Ad. FIAT, 1964.
[6] UGLIETTI G., Corso di aggiornamento
tecnico. Centro Inox.
(7) Stainless steel Handbook,
Ludlum Steel Corp.
[8] L'acciaio
Avesta.
inossidabile,
Allegheny
Periodico, Ed.
[9] Inossidabile, Ed. Centro Inox.
[10] La lavorazione dell'inossidabile, Ed. Terninoss 1964.
[11] ASTM Standards, Part 21, May 1967.
[12] UGLIETTI G., Nuovi materiali e tecnologie avanzate. Congresso F.E.C., Siena,
Giugno 1988.
| LA MECCANICA ITALIANA dicembre 1988 n° 222
Scaricare