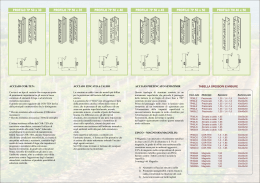
Cenni storici sull’utilizzo del COR-TEN e delle motivazioni tecniche alla base della scelta di questo materiale da costruzione: pregi, difetti ed esperienze italiane ed europee. Storicamente gli acciai resistenti alla corrosione atmosferica (Weathering Steels) furono sviluppati negli U.S.A. a partire dai primi anni del ‘900 e commercializzati dalla United States Steel Corporation con il nome COR-TEN nel 1933. Nel 1964 furono costruiti i primi ponti in COR-TEN: il New Jersey Turnpike (in New Jersey, appunto) e il Eight Mile Road Bridge in Michigan. I presupposti delle ricerche condotte, scaturirono da considerazioni sulle caratteristiche dello stato di ossidazione e sui ridotti ratei di corrosione riscontarti in alcune tipologie di acciai strutturali contenenti percentuali di rame maggiori rispetto a quelli allora usualmente impiegati. In Europa, i primi studi in merito agli effetti della variazione delle percentuali di alcuni elementi chimici (principalmente Cu, Cr, Ni, P, Al e Mo) sulla resistenza alla corrosione furono condotti in Inghilterra e in Germania a partire dal 1920 circa. Come si può notare nella Tavola 1, nel corso degli anni (gli acciai della serie ASTM A242 risalgono ai primi anni quaranta, mentre gli ASTM A588 risalgono alla fine degli anni sessanta) le formulazioni degli acciai “patinabili” sono state via via raffinate, da un lato attraverso un più efficace dosaggio delle percentuali degli elementi caratterizzanti, dall’altro con una maggiore attenzione verso elementi chimici precedentemente trascurati (Ni, V, Nb, ecc.). Tavola1: Composizione chimica di alcuni tipi di COR-TEN Gli acciai tipo “COR-TEN” sono sostanzialmente acciai ad alta resistenza basso legati, prodotti principalmente per uso strutturale e per la realizzazione di condotte fumi, non dissimili in termini di caratteristiche meccaniche dai più noti acciai largamente impiegati per la costruzione di carpenterie metalliche. 1/11 Foto 1: Viadotto Ululone – Prov. Trento Dal punto di vista normativo si inquadrano, in ambito italiano (ed europeo), nella norma UNI EN 10025-5 (l’ultima versione è del 2005) che recita, nel titolo: “Prodotti laminati a caldo di acciai per impieghi strutturali - Parte 5: Condizioni tecniche di fornitura di acciai per impieghi strutturali con resistenza migliorata alla corrosione atmosferica”; in ambito statunitense, come già accennato, il COR-TEN rientra all’interno delle famiglie di acciai che fanno riferimento alle norme ASTM A242 (COR-TEN – A) e A588 (COR-TEN – B). Rimanendo in Europa, gli acciai tipo COR-TEN sono parenti stretti degli acciai S235, S355 (UNI EN 10025-2) con i quali si realizzano principalmente ponti stradali e ferroviari, edifici, strutture metalliche. Gli acciai inclusi nella UNI EN 10025-5 sono contraddistinti dalle sigle S235J0W, S235J2W, S355J0W, S355J2W, S355K2W ai quali si aggiungono i COR-TEN al Fosforo – S355J0WP e S355J2WP. Dal punto di vista chimico, paragonando i requisiti normativi dei tradizionali acciai Carbonio-Manganese con quelli degli acciai COR-TEN (Tavole 2 e 3) si possono notare alcune differenze nelle percentuali previste per i vari elementi di lega: Prendendo a riferimento, ad esempio, l’acciaio S355 la percentuale massima consentita per il Carbonio si abbassa, per i COR-TEN (S355J2W) a 0,16% rispetto allo 0,20% consentito per l’S355J2; altre variazioni (circa 5%) si possono notare per altri elementi quali il Silicio, il Fosforo, lo Zolfo. Come si può notare, per due elementi particolari (Manganese e Rame) la UNI EN 10025-5 definisce un range (rispettivamente 0,50÷1,50% e 0,25÷0,55%) e non semplicemente una percentuale massima come indicato nella UNI EN 10025-2 (1,60% per il Mn e 0,55% per il Cu). Infine, per gli acciai tipo COR-TEN, la UNI EN 10025-5 limita con un range (da 0,40 a 0,80 %) anche la presenza di Cromo, elemento non contemplato per gli acciai della UNI EN 10025-2. 2/11 Tavola 2: Estratto EN 10025-2 - Composizione chimica all’analisi di colata degli acciai C-Mn Tavola 3: Estratto EN 10025-5 - Composizione chimica all’analisi di colata acciai tipo COR-TEN Senza entrare troppo nel merito, è evidente quindi come piccole aggiunte e piccole variazioni percentuali di alcuni elementi di lega (principalmente P, Cu, Cr, Mo, ma anche Nichel ed altri elementi “secondari”) possano produrre importanti effetti in termini di autoprotezione degli acciai COR-TEN nei confronti della corrosione atmosferica: lo strato di ossido superficiale (la “ruggine”) che si crea dopo un certo periodo di esposizione all’umidità e alle intemperie è così compatto e aderente da creare una barriera che isola l’acciaio sottostante non ossidato dall’ambiente esterno. Normalmente, il processo di completa formazione dell’ossido superficiale richiede qualche mese di tempo, in funzione delle condizioni climatiche in cui si trova ad operare l’acciaio. Dal punto di vista delle caratteristiche meccaniche (carico di snervamento, resistenza a trazione, allungamento percentuale minimo e resilienza), le norme di riferimento sono 3/11 sostanzialmente analoghe (Tavole 4 ÷ 7), con l’unica precisazione che la UNI EN 10025-5 (quella relativa ai COR-TEN) non fornisce dati di snervamento e rottura per spessori nominali delle lamiere superiori a 150 mm (mentre la UNI EN 10025-2 estende i dati a lamiere spesse fino a 400 mm). Tavola 4: Estratto EN 10025-2 – Carichi di snervamento e resistenze a rottura degli acciai C-Mn Tavola 5: Estratto EN 10025-2 – Resilienze KV degli acciai C-Mn 4/11 Tavola 6: Estratto EN 10025-5 – Carichi di snervamento e resistenze a rottura degli acciai COR-TEN Tavola 7: Estratto EN 10025-5 – Resilienze KV degli acciai COR-TEN Per quanto attiene la saldabilità degli acciai tipo COR-TEN, essi, in virtù della loro formulazione chimica più complessa rispetto agli acciai C-Mn tradizionali, richiedono maggiore attenzione durante le fasi di saldatura. Infatti, il Carbonio Equivalente CE (Formula IIW), parametro che viene preso a riferimento per indicare appunto le doti di saldabilità degli acciai C-Mn e microlegati, cresce nei CORTEN fino a valori massimi accettati dalla UNI EN 10025-5 di 0,52% (rispetto ad un massimo di 0,45% previsto dalla UNI EN 10025-2 per gli acciai tradizionali); all’aumentare del CE, cresce la temprabilità dell’acciaio e la sensibilità alla formazione di cricche da idrogeno (note anche come cricche “a freddo”). Inoltre, la presenza in alcuni tipi di COR-TEN (le qualità S355J0WP e S355J2WP) di percentuali di Fosforo più elevate rispetto agli acciai tradizionali fa aumentare il rischio di formazione di cricche di solidificazione (note anche come cricche “a caldo”). 5/11 Conseguentemente, per saldare gli acciai tipo COR-TEN, gli accorgimenti da adottare per ottenere giunti esenti da difetti di tipo metallurgico sono generalmente più onerosi (e lo sono anche dal punto di vista economico) rispetto agli altri acciai di tipo strutturale. In particolare, in funzione dei maggiori valori del Carbonio Equivalente, seguendo quanto indicato anche nella Appendice C della norma UNI EN 1011-2 (Raccomandazioni per la saldatura dei materiali metallici – Saldatura ad arco di acciai ferritici) per saldare gli acciai tipo COR-TEN saranno necessarie maggiori temperature di preriscaldo (a parità di spessore combinato delle lamiere e degli altri parametri influenti) rispetto a quelle da applicare per saldare gli acciai tradizionali al C-Mn. In merito ai fenomeni di criccabilità a caldo, per saldare al meglio i COR-TEN al Fosforo, saranno più indicati i materiali d’apporto scorificanti di tipo basico, cercando anche di mantenere contenuti gli apporti termici di saldatura ad esempio privilegiando la tecnica multipass. Si sottolinea anche come l’omogeneità chimica che si viene a creare tra materiale base e giunti saldati o giunti bullonati sia altrettanto importante dell’omogeneità del comportamento meccanico, perché consente di ottenere ratei di corrosione sostanzialmente uniformi in tutte le aree di una determinata struttura, facilitando la gestione dello stato di conservazione dell’opera. Parlando di materiali d’apporto, indipendentemente dal processo di saldatura adottato, per garantire l’omogeneità meccanica e chimica della Zona Fusa dei giunti è necessario impiegare fili ed elettrodi compatibili al materiale base sia in termini di prestazioni meccaniche sia in termini di composizione chimica: tralasciando alcune applicazioni particolari (saldature single pass e passate di riempimento di giunti multipass) in cui si possono impiegare materiali d’apporto adatti ai normali acciai C-Mn (Tavola 8), per conferire ai giunti saldati le stesse caratteristiche di autoprotezione dalla corrosione atmosferica tipiche del materiale base occorre scegliere materiali d’apporto espressamente dedicati al COR-TEN. Tavola 8: Saldatura multipass dell’acciaio COR-TEN Anche parlando di collegamenti bullonati qualche considerazione va fatta: per garantire omogeneità di comportamento nei confronti della corrosione, bulloni, rosette e dadi dovrebbero possedere le stesse caratteristiche di autoprotezione delle lamiere e dei coprigiunti (ad esempio, materiale Tipo 3 secondo ASTM A325, scegliendo il Grado in funzione della composizione chimica propria dell’acciaio autopatinabile impiegato). Tuttavia, occorre sottolineare il fatto che la realizzazione di un collegamento bullonato passa inevitabilmente attraverso la sovrapposizioni di elementi metallici (il “sandwich” composto da lamiere, coprigiunti, rosette, dadi e teste dei bulloni), e tale sovrapposizione genera meati che possono comunque promuovere forme di corrosione di tipo interstiziale. 6/11 In ogni caso, gli acciai tipo COR-TEN restano materiali da costruzione sostanzialmente facili da impiegare, ed hanno caratteristiche estremamente interessanti non solo dal punto di vista del comportamento meccanico e della resistenza alla corrosione atmosferica, ma anche dal punto di vista estetico ed architettonico. Tuttavia, i presupposti all’impiego del COR-TEN devono essere attentamente valutati, soprattutto in relazione all’ambiente nel quale tale materiale è destinato ad operare. Ancora addentrandosi nella UNI EN 10025-5, si trovano (nell’Appendice informativa C) le seguenti precisazioni: “La resistenza alla corrosione atmosferica dipende dalle condizioni atmosferiche di periodi secchi ed umidi successivi per la formazione dello strato auto protettivo di ossido del metallo base. La protezione accordata dipende dalle condizioni ambientali e dalle altre condizioni prevalenti nella sede della struttura.” ………. “Si raccomanda una protezione superficiale convenzionale quando il tenore di particolari sostanze chimiche nell’aria è considerevole e tale protezione diventa assolutamente necessaria quando la struttura è a contatto con l’acqua per periodi prolungati, è perennemente esposta all’umidità o deve essere utilizzata in atmosfera marina.” ………. “Le superfici delle strutture, che non sono esposte agli elementi, ma che potrebbero essere soggette alla formazione di condensa, dovrebbero essere ventilate in modo adeguato”. Foto 2 –Aree delle travi soggette a stillicidio di acque meteoriche Pertanto paiono chiare le limitazioni all’uso del COR-TEN: ambienti molto umidi, ambienti marini o zone costiere in cui vi sia forte presenza di sali a base Cloro (alcuni Fabbricanti, indicano come precauzionale una distanza minima delle strutture in COR-TEN dal mare 7/11 pari a 2 km), aree con atmosfere particolarmente ricche di agenti chimici corrosivi e fumi industriali (specialmente SO2) non consentono al processo di formazione della patina protettiva di ossido di completarsi, stabilizzarsi e proteggere il materiale sottostante. Tuttavia, non sempre si tiene conto del fatto che, anche in aree sicuramente idonee all’uso del COR-TEN, vi possono essere fenomeni localizzati di ristagno di umidità (pensiamo all’accumulo di polveri, sabbie, sali antigelo, ecc.) quando non di vero e proprio stillicidio di acqua. Nelle fotografie 2 e 3, ad esempio, che si riferiscono ad un viadotto con struttura mista acciaio-calcestruzzo e travi realizzate in acciaio tipo COR-TEN, si possono notare gli effetti della inadeguata canalizzazione delle acque meteoriche, che hanno comportato forme di corrosione localizzata (e pertanto molto insidiosa) in alcune zone di impalcato. Si può notare chiaramente (Foto 2) l’alone semicircolare presente nell’anima della trave del viadotto, in corrispondenza delle aree di proiezione degli schizzi d’acqua provenienti dalla soletta sovrastante; altrettanto evidenti (Foto 3 e 4) sono le conseguenze del ristagno delle acque meteoriche nelle zone dei giunti bullonati delle travi e la formazione di spesse scaglie di ossido all’estradosso delle travi, nelle zone di colatura delle acque (Foto 5). Foto 3 – Aree delle travi soggette a stillicidio e ristagno di acque meteoriche 8/11 Foto 4 – Aree delle travi soggette a ristagno di acque meteoriche Foto 5 – Aree delle travi soggette a colatura di acque meteoriche 9/11 In merito al corretto impiego del COR-TEN non protetto, anche le fasi di progettazione delle opere sono molto importanti: prevedere fori per il drenaggio delle acque meteoriche, eliminare zone di accumulo di acqua e umidità, favorire una adeguata ventilazione attorno agli elementi metallici sono tutti aspetti fondamentali per la buona conservazione nel tempo delle strutture in acciaio patinabile. Viste le considerazioni fin qui espresse, si ritiene interessante esaminare anche la questione inerente la protezione superficiale delle opere realizzate con acciai resistenti alla corrosione atmosferica e delle opere realizzate con acciai tradizionali al C-Mn. Mentre per gli acciai non patinabili l’unica opzione praticabile per impedire (o meglio, per ritardare) l’avanzare della corrosione resta quella di proteggere le superfici attraverso vari metodi (pitturazione, metallizzazione e galvanizzazione a caldo, solo per citarne alcuni), per gli acciai tipo COR-TEN, già naturalmente autoprotetti, un ulteriore rivestimento superficiale potrebbe essere pensato come una “riserva di sicurezza” nei confronti della corrosione. Forme di stillicidio e di accumulo di umidità come quelle descritte negli esempi sopra riportati, nel breve periodo avrebbero probabilmente causato meno danni se si fossero manifestate su strutture metalliche pitturate, visto che ad entrare in crisi sarebbe stata prima la protezione superficiale e solo successivamente il materiale sottostante. Inoltre, un evidente degrado delle pitture avrebbe probabilmente costituito un importante “campanello di allarme” nei confronti dello stato di salute della struttura, mentre, nel caso di strutture in COR-TEN non protetto, forme di degrado superficiale risultano di solito più difficili da percepire e sono, pertanto, più insidiose. In merito ai vantaggi ottenibili dall’impiego di COR-TEN pitturato al posto di acciai tradizionali pitturati, ecco quanto è riportato nell’Appendice informativa C della EN 100255: “Under comparable conditions, the susceptibility to corrosion of steel with improved atmospheric corrosion resistance under painting is less than that for conventional structural steels.” In realtà, l’argomento è controverso: a fronte dei dati storici reperibili in letteratura che non sembrano enfatizzare i vantaggi nell’uso di COR-TEN pitturato rispetto al normale acciaio da costruzione pitturato, scegliere un materiale più costoso e sostanzialmente sviluppato per essere impiegato allo stato non protetto ed utilizzarlo nello stesso modo in cui si impiegano gli acciai al C-Mn sembra una scelta contraddittoria. Infatti, vista l’analogia dei comportamenti meccanici degli acciai in questione, il sostanziale vantaggio nell’uso degli acciai autopatinabili sta proprio nella possibilità di non pitturare le superfici, ottenendo (in termini di tempi e di costi) sia un risparmio iniziale legato all’eliminazione delle fasi di pitturazione, sia un risparmio successivo legato all’assenza di manutenzione e riapplicazione delle pitture. Ed il vantaggio di non dover pitturare le strutture metalliche ed eseguire onerose manutenzioni ripaga ampiamente nel tempo i maggiori oneri diretti relativi all’acquisto del materiale base, dei bulloni in materiale omologo e degli adeguati materiali d’apporto per la saldatura, nonché i costi indiretti (sopra brevemente illustrati) legati alle maggiori cautele necessarie durante le fasi di saldatura. Situazione differente, invece, è quella legata all’eventuale pitturazione di strutture in CORTEN già esercite allo stato non protetto, eseguita a posteriori per contrastare gli effetti dell’esposizione di tale acciaio ad ambienti che nel tempo si siano rivelati non del tutto idonei ad esso o particolarmente aggressivi: in tali casi, per prolungare la vita delle strutture si può senz’altro ricorre all’applicazione di cicli di pitturazione sostanzialmente simili a quelli previsti per gli acciai strutturali tradizionali. 10/11 Foto 6: Viadotto Stura di Demonte – Prov. Cuneo Peraltro, riguardo alle modalità di preparazione superficiale e di pitturazione, l’acciaio tipo COR-TEN è del tutto assimilabile agli altri tipi di acciaio: una volta preparate adeguatamente tutte le zone critiche degli elementi da pitturare (arrotondamento degli spigoli, eliminazione degli spruzzi di saldatura, molatura di asperità superficiali, ecc.) i risultati migliori si ottengono con un buon decapaggio con solvente delle zone contaminate da olio e grasso, seguito una accurata sabbiatura delle superfici (Sa2,5 / Sa3); tipo e dimensione del profilo superficiale (rugosità) e modalità applicative dei prodotti dipenderanno, come sempre, dal tipo di Primer e dai tipi di pitture che compongono il ciclo prescelto. In conclusione, viste le considerazioni espresse, l’opportunità dell’impiego di acciai tipo COR-TEN o piuttosto di acciai al C-Mn tradizionali pitturati sembra essere legata sostanzialmente alla corretta analisi degli ambiente in cui tali acciai andranno ad operare ed alla corretta progettazione delle opere: il COR-TEN non pitturato resta un ottima soluzione, senz’altro vantaggiosa in termini economici, per strutture che operano in ambienti scarsamente interessati da forte umidità, da presenza di cloruri, da particolari inquinati di tipo industriale; qualora tali presupposti vengano a mancare, la scelta economicamente più vantaggiosa sembra essere quella di impiegare acciai tradizionali provvisti di adeguata protezione superficiale. 11/11
Scarica