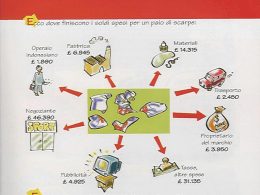
Area di progetto Anno scolastico 1999 - 2000 Classi: 2^P – 2^ I Il lavoro è stato svolto sotto al guida della Prof. Galdi Biondina Diffusione della cultura della differenziazione dei rifiuti Lavoro realizzato da: Vaiano Fabio D’Antonio Francesco classe 2^ P Di cosa parliamo? La maggioranza delle persone oggi mal usa la parola “rifiuto”. Infatti qualsiasi cosa scartata o non bene accetta è considerata un rifiuto. Ma si conosce il vero significato d rifiuto? Giuridicamente la corretta definizione di “rifiuto” è contenuta nel Decreto Legislativo n° 22 del Febbraio 1997, più comunemente detto, decreto Ronchi. Infatti in esso si legge: “…dicasi rifiuto qualsiasi sostanza od oggetto che rientra nelle categoria elencate nell’allegato A e di cui il detentore si disfi o abbia l’obbligo di disfarsi”. Nell’allegato A – riportato in seguito - ci sono 16 categoria di sostanze od oggetti che solo qualora sussista l’obbligo o la volontà di disfarsene sono detti rifiuti. Le diverse definizioni normative di rifiuto • 1975 (Direttiva CEE 442 ): “Qualsiasi sostanza od oggetto di cui il detentore si disfi o abbia l’obbligo di disfarsi” • 1982 (DPR 915): “Qualsiasi sostanza od oggetto derivante da attività umana o da cicli naturali abbandonato o destinato all’abbandono” •1991 (Direttiva CEE 156): “Qualsiasi sostanza od oggetto che rientri nelle categorie riportate nell’allegato 1 alla direttiva 91/156 CEE e di cui il detentore si disfi o abbia l’obbligo di disfarsi” •1980 ( Regolamento di applicazione n.3 del gennaio 1982 della L. regione Lombardia) : “Quei materiali, non riassorbiti nel ciclo produttivo originario o in altre attività produttive svolte nello stesso insediamento” •1996 (Recycling and Waste Management Act del 7 ott.): “Qualsiasi sostanza abbia origine da un’attività produttiva senza che tale generazione costituisse l’intento originale del processo” • 1997 (D.Lgs 22 feb. 1997 n. 22, Ronchi): “Qualsiasi sostanza od oggetto che rientra nelle categorie riportare nell’allegato A e di cui il detentore si disfi o abbia l’obbligo di disfarsi” Gestione dei rifiuti Principi fondamentali del decreto lgs. n. 22 del 5 febbraio 1997 Decreto Ronchi Principi generali La gestione dei rifiuti rappresenta attività di pubblico interesse ed è disciplinata dal presente decreto al fine di assicurare un’elevata protezione dell’ambiente e controlli efficaci, tenendo conto della specificità dei rifiuti pericolosi. I rifiuti devono essere recuperati o smaltiti senza pericolo per la salute dell’uomo e senza usare procedimenti, metodi che potrebbero recare pregiudizio per l’ambiente. La gestione dei rifiuti si conforma ai principi di responsabilizzazione e di cooperazione di tutti i soggetti coinvolti nella produzione, nella distribuzione, nell’utilizzo e nel consumo di beni da cui originano i rifiuti, nel rispetto dei principi dell’ordinamento nazionale e Comunitario Prevenzione della produzione Le autorità competenti adottano ciascuna nell’ambito delle proprie attribuzioni iniziative dirette a favorire, in via prioritaria, la prevenzione e la riduzione della produzione e della pericolosità dei rifiuti. Recupero Ai fini di una corretta gestione dei rifiuti le autorità competenti favoriscono la riduzione dello smaltimento finale dei rifiuti. Il riutilizzo, il riciclaggio e il recupero di materia prima debbono essere considerati preferibili rispetto alle altre forme di recupero ( recupero di energia). Al fine di favorire e incrementare le attività di riutilizzo, di riciclaggio e di recupero, le autorità competenti e i produttori promuovono analisi dei cicli dei prodotti, ecobilanci, informazioni e tutte le altre iniziative utili. Smaltimento Lo smaltimento finale dei rifiuti deve essere effettuato in condizioni di sicurezza e costituisce la fase residuale della gestione dei rifiuti. I rifiuti da avviare allo smaltimento finale devono essere il più possibile ridotti potenziando la prevenzione e le attività di riutilizzo, di riciclaggio e di recupero. Lo smaltimento dei rifiuti è attuato con il ricorso a una rete integrata e adeguata di impianti di smaltimento, che tenga conto delle migliori tecnologie a disposizione, che non comportino costi eccessivi. E’ RIFIUTO qualsiasi sostanza od oggetto presente in allegato Articolo 6, comma 1a ALLEGATO A Residui di produzione o di consumo in appresso non specificati Q2: Prodotti fuori norma Q3: Prodotti scaduti Q4: Sostanze accidentalmente riservate, perdute o aventi subito qualunque altro incidente, compresi tutti materiali, le attrezzature, ecc. contaminati in seguito all’incidente Q5: Sostanze contaminate o insudiciate in seguito ad attività volontarie (ad esempio residui di operazioni di pulizia, materiali da imballaggio, contenitori, ecc.) Q6: Elementi inutilizzabili ( ad esempio batterie fuori uso, catalizzatori esausti, ecc.) Q7: Sostanze divenute inadatte all’impiego (ad esempio acidi contaminati, solventi contaminati, sa di rinverdimento esauriti, ecc.) Q8: Residui di processi industriali ( ad esempio scorie, residui di distillazione, ecc.) Q9: Residui di processi antinquinamento (ad esempio fanghi di lavaggio di gas, polveri di filtri dell’aria, filtri usati, ecc.) Q10: Residui di lavorazione/sagomatura (ad esempio trucioli di tornitura o di fresatura, ecc.) Q11: Residui provenienti dall’estrazione e dalla preparazione delle materie prime (ad esempio residui provenienti dalle attività minerarie o petrolifere, ecc.) Q12: Sostanze contaminate (ad esempio olio contaminato da PCB, ecc.) Q13: Qualunque materia, sostanza o prodotto la cui utilizzazione è giuridicamente vietata. Q14: Prodotti di cui il detentore non si serve più (ad esempio articoli messi tra gli scarti dell’agricoltura, dalle famiglie, dagli uffici, ecc.) Q15: Materie, sostanze o prodotti contaminati provenienti da attività di riattamento di terreni. Q16: Qualunque sostanza, materia o prodotto che non rientri nelle categorie sopra elencate. Q1: di cui il detentore produttore di rifiuti o persona fisica che li detiene (art. 6, comma 1 c ) Si disfi Abbia deciso di disfarsi Abbia l’obbligo di disfarsi Le sostanze escluse dal D.lgs. 22/97 e successive modifiche e integrazioni ESCLUSIONI Emissioni in atmosfera DISCIPLINATI da: DPR 203/88 Rifiuti radioattivi D.Lgs 230/95 Rifiuti risultanti dalla prospezione, estrazione, trattamento, ammasso di risorse minerarie o dallo sfruttamento delle cave; DPR 128/59 E RD 1443/27 Carogne (carcasse di animali) I seguenti rifiuti agricoli: materie fecali a ed altre sostanze non pericolose utilizzate nell’attività agricola ed in particolare i materiali litoidi o vegetali riutilizzati nelle normali pratiche agricole e di conduzione dei fondi rustici e le terre da coltivazione provenienti dalla pulizia dei prodotti vegetali eduli. Le acque di scarico, esclusi i rifiuti allo stato liquido I materiali esplosivi in disuso L.748/84 D.Lgs 152/99 RD 773/31 RD 635/40 EMERGENZA RIFIUTI Il problema dello smaltimento dei rifiuti da un po’ di anni, in Italia e non solo, costituisce una emergenza. Qualche numero per capire l’importanza del problema: ogni anno si produce sulla Terra un miliardo di tonnellate di rifiuti urbani. Circa 26 milioni di tonnellate solo in Italia, con una crescita di circa il 3% ogni anno. All’inizio del secolo si produceva quotidianamente 200 g di rifiuti pro capite, oggi si sfiora il chilo con una grande incidenza di carta e plastica. Insomma, siamo invasi dai rifiuti. Tra le tante soluzioni proposte al problema c’è quella della riutilizzazione dei rifiuti attraverso il riciclaggio. Come ha detto il Ministro dell’Ambiente, Edo Ronchi, inaugurando la manifestazione di Rimini “Ricicla ‘99”: ”Riciclare non può essere un hobby degli ecologisti, ma deve diventare una parte essenziale di una forte strategia industriale perché chi non ricicla rischia di andare fuori mercato”. Premessa indispensabile per il riciclaggio è la raccolta differenziata. L’Italia sta migliorando ma è ancora piuttosto indietro: l’obbiettivo del 15% fissato dal Decreto Ronchi, è stato raggiunto solo dal 25% dei comuni italiani. Le tappe fondamentali Già nel lontano 18/9/1989 la Comunità Europea ha cominciato ad interessarsi del problema della riduzione alla fonte di consumo di risorse naturali e a promuovere il recupero dei rifiuti. Nella sua “Strategia Comunitaria per la gestione dei rifiuti” raccomandava ai Paesi membri di predisporre degli interventi secondo il seguente ordine di priorità: PREVENZIONE; RIVALORIZZAZIONE dei rifiuti attraverso il RECUPERO dei materiali o di energia; USO e RIUSO; SMALTIMENTO OTTIMALE, cioè nella maniera più possibile compatibile con l’ambiente. LA PREVENZIONE si attua intervenendo: Sul progetto dei prodotti: 1. Per ridurre la quantità di materiali pericolosi; 2. Per allungarne la vita ( facilitandone la riparazione o l’adeguamento ai processi tecnologici); 3. Per facilitarne il riciclo o lo smaltimento; Sui metodi di produzione (tecnologie pulite); Sui comportamenti dell’utenza. IL RECUPERO di materiali ed energia si attua intervenendo: Sulla raccolta; Sulle tecnologie; Sul mercato del recuperato. Si può ridurre l’impatto ambientale dello SMALTIMENTO intervenendo: Sulle caratteristiche dei rifiuti (in fase di progetto e produzione); Sulla raccolta; Sulle tecnologie. Dalla culla alla tomba La soluzione dei problemi di carattere ambientale legati ai rifiuti non è più quindi connessa solo allo smaltimento dei prodotti e quindi non riguarda più solo la fase finale di dismissione di un prodotto bensì deve tener conto dell’intera vita dei prodotti, dalla fase di progettazione a quella di produzione, di distribuzione, di uso e infine di smaltimento ottimale: la produzione di un prodotto va analizzata dalla culla alla tomba ! Attualmente si deve passare dal concetto di SMALTIMENTO a quello di GESTIONE SOSTENIBILE dei RIFIUTI. da SMALTIMENTO Si preoccupa prevalentemente della salvaguardia della salute umana GESTIONE SOSTENIBILE DEI RIFIUTI Si occupa di: Non causare inquinamento o danno alla salute umana nel a presente; Non compromettere le scelte di gestione dei rifiuti a disposizione delle generazioni future; Non caricare le generazioni future di problemi di gestione dei rifiuti prodotti dalla generazione attuale. UNA GESTIONE SOSTENIBILE DEI RIFIUTI: - Per essere possibile deve approssimare i sistemi naturali che sono ciclici; i sistemi di produzione industriale sono invece per lo più lineari, quindi devono essere modificati per somigliare ai naturali. - Non deve essere un sistema a sé stante ma deve essere una parte di una GESTIONE SOSTENIBILE delle RISORSE. Gestione integrata dei rifiuti E’ corretto parlare oggi di una GESTIONE INTEGRATA dei RIFIUTI ( Integrated Waste Management, IWM) che è un sistema che prende in considerazione tutte le opzioni tecnologiche a disposizione, cioè: il Riutilizzo; il Recupero del materiale; il Trattamento biologico ( compostaggio, biogassificazione); il Trattamento termico (combustione, pirolisi, gassificazione); la Discarica. e che risponde con contemporaneamente ai requisiti di sostenibilità ambientale ed economica ( quindi, in altre parole, poco impatto ambientale a costi non rilevanti). Tutte queste modificazioni in Italia sono state recepite dal D.Lgs n.22 5 feb. 1997, noto come Decreto Ronchi. La prevenzione Life Cycle Assessment ( analisi del ciclo di vita dei prodotti) Uno strumento fondamentale di prevenzione, e, quindi, di diffusione di una corretta gestione dei rifiuti, è l’analisi del ciclo di vita dei prodotti ( Life Cycle Assessment, LCA). Secondo la definizione stabilita nel 1991 dalla SETAC ( Society of Enviromental Toxicology and Chemistry) è “uno strumento atto a valutare: carichi ambientali associati ad un prodotto, processo o attività attraverso l’identificazione e la quantificazione dell’energia, dei materiali usati e dei residui rilasciati dall’ambiente, includendo l’intero ciclo di vita del prodotto, processo attività (estrazione e trattamento delle materie prime, fabbricazione, trasporto e distribuzione, uso, riuso, manutenzione, riciclo e smaltimento finale)”. Detto in altri termini, occorre considerare l’impatto ambientale del prodotto lungo tutto il suo processo di vita: è quindi sia strumento di progettazione ambientale consapevole di un prodotto, sia uno strumento di smaltimento razionale dei rifiuti, in quanto mira a valorizzare i materiali recuperabili in “materie seconde”. Analisi del ciclo di vita -procedura di LCA – Materie Acqua Acquisizione materie prime Emissioni atmosferiche Manifatture Emissioni idriche Riciclo, Smaltimento Rifiuti solidi Uso/Riuso Co-prodotti Energia Manutenzione Altri rilasci o effetti Confini di sistema Life cycle Assessment In particolare nelle varie fasi di una procedura di LCA, occorre: Fase 1- acquisizione materie prime: Minimizzare la presenza di sostanze tossiche; · Incorporare materiali riciclati/riciclabili nel prodotto; · Ridurre la quantità di materiali utilizzati. Fase 2- manifattura: · Ridurre la quantità di rifiuto; · Ridurre l’uso di energia; · Ridurre l’uso di sostanze tossiche;. Fase 3- uso: · Aumentare l’efficienza energetica; · Ridurre le emissioni e i rifiuti; · Minimizzare il packanging; la Fase 4 – riciclo / riuso: Incorporare materiale riciclato; Facilitare il dissemblaggio; Ridurre le tipologie di materiali; Marchiare le parti ; Semplificare le architetture del prodotto; Standardizzare le tipologie di materiale. Fase 5 - manutenzione: Progettare componenti riutilizzabili; Rendere le parti del prodotto accessibili per sostituzione; Fase 6 - smaltimento: Agevolare il dissemblaggio; Agevolare il riclaggio. In definitiva l’adozione della LCA costringe le aziende ad intraprendere azioni, che hanno delle ripercussioni interne ed esterne all’impresa, che non sono consuete: USI INTERNI: Definire le strategie ambiente; Progettare in modo compatibile con l’ambiente e migliorare i prodotti o i processi; Individuare azioni per ridurre la “pressione ambientale” da parte dell’azienda; Fornire indicazioni al management per mettere a punto procedure. USI ESTERNI: Migliorare la propria immagine sul mercato (anche attraverso l’etichettatura); Valutare contestazioni da parte di altri produttori. D’altra parte, se le aziende si dimostrano sensibili a queste tematiche, anche le Istituzioni non possono non rispondere in maniera conforme : Diffondendole informazioni; Adattando una politica ambientale; Formulando e sviluppando procedure specifiche. Altri strumenti validi di prevenzione, peraltro connessi al primo, sono gli orientamenti contenuti nei due regolamenti Comunitari approvati dall’UE : Regolamento Comunitario 880/92 ECOLABEL; Regolamento Comunitario 1836/93 ECOAUDIT. Recepiti in Italia con il d.m. 413/95 (poiché Ecolabel è stabilita da un Regolamento Comunitario non ha bisogno di atti di recepimento da parte delle legislazioni nazionali dei vari Paesi membri. L’unico atto richiesto è la nomina, da parte di ciascun Stato membro, di un Organismo Competente, O.C., che si renda responsabile del rilascio dell’Ecolabel sia sul territorio nazionale che nei confronti dell’UE). L’ecolabel ECOLABEL è una etichetta ecologica per i beni di largo consumo. Con la sua adozione la Comunità europea si propone di: Promuovere/incentivare la presenza sul mercato di prodotti a ridotto impatto ambientale ; Regolamentare il numero crescente di etichette ecologiche presenti sul mercato internazionale. Caratteristiche: • * Ha carattere volontario; * Ha lo scopo di promuovere la produzione di prodotti a minore impatto ambientale e fornire maggiori • informazioni ai consumatori * La concessione dell’Ecolabel non è prevista per prodotti alimentari e farmaceutici; * Può essere applicata su prodotti destinati al consumatore finale e non su prodotti intermedi; Ecolabel è rilasciata dall’Organismo Competente dello Stato in cui il bene è prodotto e commercializzato la prima volta; I criteri in base ai quali un prodotto può essere definito ecologico e quindi meritevole di una Ecolabel vengono stabiliti da una Commissione formata da rappresentati dell’industria, commercio, consumatori, ambientalisti, sindacati. L’Organismo Competente italiano si è costituito nel 1995 con il D.P.R. 413/95 presso il Ministero dell’Ambiente ed è costituito da un Comitato composto da 12 membri (4 designati dal Ministero dell’Ambiente, 4 dal Ministero dell’Industria, 1 dal Ministero del Tesoro, 1 dal Ministro della Sanità, Il regolamento EMAS Regolamento EMAS 1836/93: delinea un modo di produrre e gestire l’azienda finalizzata al miglioramento delle condizioni ambientali. Le aziende che chiedono di aderire al Reg. EMAS, di rispettarne le procedure, i principi e acquisire così il diritto di iscrivere il loro sito produttivo nell’apposito registro europeo, devono garantire l’attuazione di 5 compiti: 1. Analisi ambientale iniziale; 2. Programma ambientale (obiettivi, principi di azione – politica ambientale aziendale); 3. Sistema di gestione ambientale – struttura organizzativa, responsabilità, prassi, procedure, risorse per attuare il programma ambientale; 4. Attività di auditing (verifica che il sistema di gestione ambientale sia reso operativo in modo corretto); 5. Dichiarazione ambientale (descrizione attività produttive, incidenze che esse hanno sull’ambiente, risultati ottenuti dall’impresa per un minore impatto ambientale, enunciazione degli obiettivi di miglioramento conseguibili con programmi futuri). U Un’impresa viene riconosciuta ambientalmente corretta nei suoi sistemi di produzione da un Organismo Nazionale Competente che dopo “l’Accreditamento e il controllo dei verificatori ambientali” istituisce il “Procedimento per la Registrazione del Sito”. L’EMAS è operativo i Europa dall’aprile 1995 e attualmente più di 1000 siti sono inseriti nel registro europeo. In Italia l’Organismo Nazionale Competente si è insediato solo nel febbraio 1997, ma, nonostante questo ritardo, molte imprese italiane sono interessate a registrare i loro siti, ciò non solo per motivazioni ambientali ma anche per ragioni di mercato e competitività industriale. Importanza dell’Ecolabel e del regolamento EMAS La richiesta da parte delle aziende di ottenere l’Ecolabel e di aderire al regolamento EMA spinge i produttori a valorizzare i prodotti dismessi e a controllare che i propri sistemi produttivi siano gestiti in modo compatibile con l’ambiente. In particolare l’obiettivo del “prodotto non rifiuto” (emissione zero) va ricercato attraverso la definizione, fin dalla fase progettuale, della sua smontabilità, riciclabilità e riduzione dell’impatto ambientale LCA. Infatti particolare attenzione è dedicata alla fase dello smaltimento, all’utilizzo del materiale riciclato, alla predisposizione del prodotto ad un facile recupero di materiali a fine vita. Un’impresa viene considerata a gestione ambientale corretta se promuove l’uso di materiali riciclati e se facilita il recupero dei prodotti durante lo smaltimento (campagna italiana rottamazione). Ad esempio: Le cartarie possono essere considerate a gestione ambientale corretta se usano carta da macero per produrre carta per uso igienico o domestico; Le industrie di elettrodomestici (lavatrici, lavastoviglie…) possono aderire all’EMAS se tra le altre cose, marchiano i componenti in plastica secondo la loro tipologia (ciò agevola la selezione dei materiali plastici quando l’elettrodomestico è dismesso ) (campagna rottamazione elettrodomestici) Per i prodotti per i quali si richiede l’Ecolabel, grande attenzione è dedicata all’imballaggio: la scatola deve essere proporzionata in maniera ottimale con il contenuto, e deve essere prodotta con materiale ad alto contenuto di materiale riciclato. Il recupero Flussi prioritari di rifiuti La Commissione CEE nel 1991 sempre nell’ambito della Strategia Comunitaria per la gestione dei rifiuti ha individuato alcune categorie di rifiuti di particolare interesse vuoi per la loro quantità ma anche per la loro pericolosità e difficoltà di gestione (strategia dei flussi prioritari di rifiuti). Ovviamente questa strategia coinvolge le imprese produttrici di beni soggetti a rifiuti di interesse. Queste imprese sono, quindi, quelle che più di altre dovrebbero essere interessate ad adottare procedure LCA e di conseguenza richiedere etichette Ecolabel e ad informarsi al regolamento EMAS. IIn Italia il Decreto Ronchi (D.Lgs n.22 5 feb. 1997 “attuazione delle direttive 91/156/CEE sui rifiuti, 91/689/CEE sui rifiuti pericolosi e 94/62/CEE sugli imballaggi e sui rifiuti di imballaggi”) recepisce queste direttive europee. Rifiuti di interesse prioritario sono: pneumatici usati di autoveicoli veicoli a fine di vita solventi clorurati rifiuti ospedalieri rifiuti da demolizioni e costruzioni rifiuti da dispositivi elettrici ed elettronici. Emergenza rifiuti La situazione in Italia Il sistema di governo italiano del settore dei rifiuti si trova in una fase critica. Dopo aver accumulato ritardi molto consistenti nel recepire gli indirizzi e le direttive della Commissione europea, nel 1997 è stata emanata una legge molto complessa, il decreto legislativo n. 22 del 5 febbraio ‘97, che ha l’ambizione di un riordino definitivo della materia. A più di tre anni di distanza tuttavia, siamo ancora lontani da una piena attuazione perché il decreto prevede una numerosa serie di decreti attuativi (ben 45) che sono stati predisposti solo in piccola parte. Il meccanismo di entrata in vigore del decreto stesso rende effettivamente incerta la sua effettiva attuazione a causa della mancata promulgazione del regolamento (v.art.57, comma 2) che deve individuare gli atti normativi incompatibili e ne sancisca l’abrogazione. Inoltre, nel campo delle definizioni, della classificazione, del monitoraggio, della pianificazione, dell’informazione sullo stato di attuazione, sulle condizioni di autorizzazione, l’Italia si trova tuttora in forte difformità rispetto ala normativa comunitaria e spesso la conformità esistente risulta aver soltanto natura enunciativa, senza una trasposizione reale nella prassi di governo. Diffusione della cultura della differenziazione dei rifiuti: riciclaggio di pile e batterie esauste Lavoro svolto da: Todisco Fabrizio classe 2^I Pila o batteria? I termini pila e batteria sono indifferentemente usati nel linguaggio comune per indicare generatori elettrochimici di energia. Vediamo, invece, quale é la grande differenza che sussiste tra le due. La pila La pila non è ricaricabile e, pertanto, puo' essere utilizzata una volta sola. Infatti, è costituita da un singolo circuito elettrochimico in cui la corrente elettrica prodotta si muove da un elettrodo all'altro, verso una sola direzione. Tipi di pile pile a torcia: forniscono energia a piccoli apparecchi domestici (sveglie, telecomandi, giocattoli, apparecchi musicali, radio etc.); pile a bottone: forniscono energia a orologi, macchine fotografiche, piccoli calcolatori tascabili; altre tipologie. La batteria La batteria, o accumulatore, è ricaricabile ed è costituita da una serie di accumulatori attraverso i quali la corrente elettrica prodotta si muove prima in una direzione, poi, con il processo di ricarica, in senso contrario. Attraverso numerosi cicli di lavoro, dunque, la batteria fornisce elettricita'. I processi di scarica e ricarica non sono infiniti e, alla fine, anche la batteria cessa di svolgere la sua funzione d'uso. Contenitore monoblocco (1) La piastra positiva (2) Si ottiene spalmando su un supporto reticolare (griglia) la materia attiva, detta anche pasta o massa. Questa è il derivato di un amalgama composto da ossido di piombo in polvere, acido solforico, acqua ed altri additivi inorganici: le rispettive quantita' sono dosate secondo una ricetta gelosamente custodita dai singoli produttori. La piastra negativa (3) Si ottiene con il medesimo procedimento sopra descritto, impiegando pero' additivi diversi. Ha uno spessore maggiore della piastra negativa, ed è quello che sopporta il maggior funzionamento della batteria. Separatore (4) Serve ad evitare che le piastre di segno opposto vengano a contatto, provocando il cosiddetto cortocircuito. Consentono pero' lo scambio ionico fra le stesse perchè costituiti da materiale microporoso, abbastanza resistente meccanicamente, e buon isolante anche se immerso nell'elettrolita. Elemento Poichè la quantità di energia immagazzinabile in un accumulatore dipende dalla superficie delle piastre per averne in misure diverse, a parità degli altri elementi (dimensioni tubetti, spessore tubo, calza, separatori), dovremo avere piastre di varie dimensioni in una vasta gamma. Lo spazio entro una batteria è tuttavia limitato, così che una possibilità del genere non è data. La soluzione al problema è stata ottenuta collegando in parallelo più piastre positive di ridotte dimensioni, intercalate da più piastre negative delle stesse dimensioni ugualmente disposte, e inserendo tra le une e le altre il separatore. Ogni elemento è formato da un numero dispari di piastre: le negative sono sempre più numerose di quelle positive di una unità. Ogni elemento ha una tensione caratteristica di 2 Volt pertanto per avere una batteria da 12 Volt occorreranno 6 elementi. Utilizzo L'accumulatore fornisce energia ad apparati elettrici di ogni tipo di autoveicolo, impianti di allarme, impianti industriali, ospedali, treni, aerei, navi e sommergibili, centrali telefoniche, etc. Ogni accumulatore è caratterizzato quindi da proprie condizioni ottimali di impiego ed è tecnologicamente specializzato in quanto a: caratteristiche costruttive; sistemi elettrochimici utilizzati; tensione elettrica espressa in Volt; corrente di scarica espressa in Ampere; capacita‘ elettrica espressa in Ampere/ora; materiali costitutivi impiegati. Esso consente di accumulare e conservare energia nel tempo per poi dispensarla, in modo controllato, dove e quando vogliamo, assumendo la forma di movimento meccanico, corrente elettrica, luce, calore. La batteria, dopo una serie di cicli di scarica e ricarica, non è piu' in grado di accumulare e conservare l'energia e si esaurisce. Da questo momento essa diventa un rifiuto ambientale. La direttiva 91/157/CEE recepita dal DMA 476 del 20.11.1997 definisce gli accumulatori a batteria come "accumulatori costituiti da piu' elementi". Perché riciclare le batterie? Riciclare la batteria usata permette di recuperare il piombo che, se trattato correttamente, servira' per produrre tubazioni, proiettili, saldature, altre batterie. Inoltre in questo modo le sostanze inquinanti come l'acido solforico non vengono disperse nell'ambiente. In Italia per raccogliere, riciclare e riusare le batterie esauste è nato il COBAT, Consorzio Obbligatorio Batterie al piombo esauste e rifiuti piombosi. Il COBAT ha tra i suoi fini quello di far conoscere i pericoli relativi alla dispersione delle batterie al piombo esauste in modo da sensibilizzare l'opinione pubblica e poter agire efficacemente per migliorare la situazione ambientale Lavoro svolto da: Calabritto Paola – Costantino Veronica De Nicola Gerardina – De Rosa Stefania classe 2 P Le materie plastiche Le materie plastiche: cosa sono? Sono materiali polimerici costituiti in genere da macromolecole organiche, caratterizzati dalla possibilità di essere modellati in qualsiasi forma quando si trovano allo stato plastico; vengono lavorati mediante procedimenti vari, generalmente a caldo. Le unità di base delle materie plastiche, cioè i polimeri, possono essere naturali (come la cellulosa, la cera e la gomma naturale), artificiali, cioè costituiti da polimeri naturali modificati (come l’acetato di cellulosa e il cloridrato di caucciù) o sintetici, cioè prodotti mediante reazioni chimiche di sintesi o di addizione (come il nylon, politene ecc.). I materiali iniziali sono resine sotto forma di granulati, polveri o soluzioni, dai quali si formano le materie plastiche finite. Le materie plastiche sono caratterizzate da un alto rapporto resistenza-densità, un’eccellente proprietà di isolamento termico, elettrico e acustico, e una buona resistenza ad acidi, alcali e solventi. Le macromolecole dalle quali sono costituite possono essere lineari, ramificate o reticolate; nei primi due casi esse Cenni storici Lo sviluppo delle materie plastiche iniziò intorno al 1860, quando la fabbrica statunitense Phelan e Collander, produttrice di biliardi e palle da biliardo, offrì un premio di 10.000 dollari a chi avesse proposto un sostituto soddisfacente dell'avorio. L'inventore statunitense John Wesley Hyatt sviluppò un metodo per la lavorazione a pressione della pirossilina, una nitrocellulosa a bassa nitrazione plastificata con canfora e con una ridotta quantità di solvente alcolico. Hyatt non riuscì a vincere il premio, ma il suo prodotto, brevettato come celluloide, trovò un'ampia diffusione e venne usato nella fabbricazione di svariati tipi di oggetti, dalle dentiere ai colletti. Nonostante fosse facilmente infiammabile e soggetta a deterioramento se esposta alla luce, la celluloide raggiunse un notevole successo commerciale. Nei decenni successivi vennero introdotte altre materie plastiche, tra le quali le prime sostanze totalmente sintetiche, composte dalla famiglia delle resine fenoliche ottenute dal chimico belgastatunitense Leo Hendrik Baekeland intorno al 1906 e La chimica delle materie plastiche Nel 1920 si verificò un avvenimento che determinò il futuro sviluppo delle materie plastiche. Il chimico tedesco Hermann Staudinger ipotizzò che esse fossero polimeri costituiti da macromolecole: i conseguenti sforzi per provare questa affermazione diedero un notevole impulso alla ricerca scientifica che giunse a risultati importanti. Negli anni Venti e Trenta furono introdotti molti nuovi materiali, tra cui il cloruro di polivinile (PVC), usato per produrre tubi, pannelli di rivestimento e guaine isolanti per cavi elettrici, e le resine ureiche, usate per produrre vasellame e per applicazioni elettriche. Una della materie plastiche più conosciute tra quelle che vennero sviluppate in questo periodo è il metilmetacrilato polimerizzato, brevettato in Gran Bretagna come perspex e noto anche come plexiglas o lucite. Questo materiale ha eccellenti proprietà ottiche ed è adatto per Le resine polistireniche, derivate dal polistirene, o polistirolo, prodotto commercialmente per la prima volta intorno al 1937, sono caratterizzate da alta resistenza all'alterazione chimica e meccanica a basse temperature e dall'assorbimento contenuto di acqua. Queste proprietà le rendono particolarmente adatte soprattutto per la produzione di materiale per l'isolamento dalle frequenze radio e per accessori di apparecchi, macchine e strumenti usati in condizioni di basse temperature, come gli impianti di refrigerazione e gli aeroplani progettati per voli ad alta quota. Il politetrafluoretene (PTFE), apparso nel 1938, fu brevettato come teflon nel 1950 e quindi commercializzato con questo nome. Molto importante, durante gli anni Trenta, fu inoltre la sintesi del nylon, la prima materia plastica usata La seconda guerra mondiale Durante la seconda guerra mondiale le nazioni belligeranti dovettero fronteggiare la scarsità di materie prime. L'industria della materie plastiche trasse da questa circostanza un impulso considerevole, divenendo una ricca fonte di sostituti: la Germania, ad esempio, iniziò un importante programma che portò allo sviluppo di una gomma sintetica, mentre negli Stati Uniti il nylon divenne la principale fonte di fibre tessili, i poliesteri furono usati nella fabbricazione di blindati e di altro Il boom del dopoguerra Lo slancio scientifico e tecnologico nell'industria delle materie plastiche continuò nel dopoguerra. Di particolare interesse furono i progressi dei materiali da costruzione come i policarbonati, gli acetali e i poliammidi; altri materiali sintetici vennero usati al posto di quelli metallici in macchinari, caschi protettivi, dispositivi utilizzabili in condizioni di alte temperature ecc. Nel 1953 il chimico tedesco Karl Ziegler introdusse il polietene, originariamente noto come polietilene, e l'anno successivo il chimico italiano Giulio Natta sviluppò il polipropene, o polipropilene, isotattico, brevettato e Tipi di materie plastiche Le materie plastiche possono essere classificate secondo : • il processo di polimerizzazione, •la lavorabilità • la natura chimica. La polimerizzazione I due processi base di polimerizzazione sono le reazioni di condensazione e le reazioni di addizione. Le prime producono piccole molecole di sottoprodotti come l'acqua, l'ammoniaca e il glicole, mentre le seconde non generano sottoprodotti. Polimeri tipici ottenuti per condensazione sono nylon, poliuretani e poliesteri; per addizione, invece, si producono polietene, polipropene e polistirene. Il peso molecolare medio per i polimeri da addizione è generalmente maggiore di quello dei polimeri da condensazione. La lavorabilità La lavorabilità è diversa per materie termoplastiche e termoindurenti. Le termoplastiche (e le termoindurenti leggermente reticolate) sono fusibili: rammolliscono quando vengono riscaldate e induriscono per raffreddamento; la maggior parte delle materie termoindurenti, invece, indurisce in modo irreversibile quando La natura chimica La natura chimica di un materiale plastico viene definita in base al monomero, cioè all'unità di ripetizione, che costruisce la catena del polimero: ad esempio, le poliolefine sono costituite da monomeri di olefine, che sono idrocarburi a catena aperta con almeno un doppio legame. Il polietene è una poliolefina che ha come unità monomerica l'etene. Altre categorie sono gli acrilici (come il polimetilmetacrilato), gli stireni (come il polistirene), gli alogenuri di vinile (come il cloruro di polivinile), i poliesteri, i poliuretani, i poliammidi (come il nylon), i polieteri e le resine gliacetaliche, fenoliche, Da dove si ricavano le materie plastiche Originariamente molte materie plastiche venivano prodotte con resine di origine vegetale, ad esempio la cellulosa (dal cotone), il furfurale (dalle glumette d'avena), gli oli (dai semi di alcune piante), i derivati dell'amido e il carbone; tra i materiali non vegetali usati è invece da citare la caseina (dal latte). Sebbene la produzione di nylon fosse basata in origine su carbone, acqua e aria, e il nylon 11 sia ancora basato sull'olio estratto dai semi di ricino, la maggior parte delle materie plastiche è attualmente derivata dai prodotti petrolchimici, facilmente utilizzabile e poco costosa. Tuttavia, poiché la riserva mondiale di petrolio è limitata, si stanno sperimentando nuove tecniche basate sull'uso di altre materie prime, come la gassificazione del carbone. Dalle materie prime (petrolio, metano, carbone…) si ottengono i prodotti chimici di base ( benzolo, fenoli, etilene, propilene…) . Gli additivi Gli additivi chimici vengono spesso usati nelle materie plastiche per conferire a queste alcune particolari caratteristiche: ad esempio, gli antiossidanti proteggono il polimero dalla degradazione chimica causata dall'ossigeno o dall'ozono; allo stesso modo gli stabilizzatori ultravioletti lo proteggono dall'azione degli agenti atmosferici. I plastificanti rendono il polimero più flessibile; i lubrificanti riducono i problemi dovuti all'attrito e i pigmenti conferiscono il colore. Gli antifiamma e gli antistatici sono tra gli altri additivi più usati. Molte delle materie plastiche sono impiegate nella produzione dei cosiddetti materiali compositi nei quali il materiale rinforzante, di solito fibre di vetro o di carbonio, viene aggiunto a una base di materia plastica. I materiali compositi possiedono resistenza e stabilità paragonabili a quelle dei metalli, ma hanno generalmente un peso inferiore. I polimeri con gli additivi vengono trasformati in polveri o La lavorazione delle materie plastiche La formatura delle materie plastiche avviene attraverso varie tecniche: •Stampaggio per compressione. •Stampaggio per iniezione. •Estrusione. •Soffiatura. •Laminazione e calandratura •Termoformatura. La fusione della plastica Stampaggio per compressione Il polimero allo stato pastoso, è posato tra lo stampo e il controstampo, quindi si avvicinano le due parti premendo la resina nel volume vuoto che costituisce la forma. Questa tecnica è usata per produrre oggetti cavi svasati o pieni. Stampaggio per iniezione Le polveri del polimero sono caricate in un iniettore cilindrico riscaldato, all’interno del quale si trova una vite senza fine che fa avanzare il polimero verso il foro di uscita. La resina, rammollita, viene compressa tra la parte fissa e quella mobile di uno stampo e assume la forma del volume vuoto. Poi lo stampo si apre e si estrae l’oggetto formato. Estrusione Con l’estrusione si realizzano profilati di sezioni e lunghezze diverse: tubazioni, profilati per finestre, guarnizioni… Il procedimento simile a quello dello stampaggio per iniezione. La vite senza fine che si trova dentro il cilindro riscaldato fa avanzare la resina fusa dal calore e la costringe ad uscire attraverso la matrice, dove si realizza la sezione desiderata. Quando la matrice è costituita da un disco munito di fori piccolissimi ( filiera ) si ha il processo di filatura, utilizzato per ottenere le fibre tessili sintetiche. Soffiatura Per la produzione di bottiglie o contenitori di piccoli spessori si ricorre al processo di estrusione-soffiatura, che ricorda il procedimento per ottenere il vetro soffiato. La resina, all’uscita della macchina di estrusione, è immessa nell’apposito stampo e viene fatta aderire alle pareti dello stesso con un getto di aria compressa. Laminazione e calandratura Con questi processi si ottengono fogli dello spessore voluto. A resina pastosa è costretta ad attraversare una serie di cilindri rotanti che ne diminuiscono progressivamente lo spessore. Termoformatura Si parte da un foglio di materiale termoplastico opportunamente riscaldato che viene costretto ad assumere la forma interna di uno stampo. Insufflamento Alcune materie plastiche, come il polistirene e il poliuretano, sono usate nella produzione dei cosiddetti materiali espansi, che possono essere rigidi (pannelli per isolamento termoacustico, materiale da imballaggio, giubbotti salvagente ecc.) o flessibili (imbottiture per sedili, materassi e cuscini, spugne sintetiche ecc.). Sono materiali molto leggeri, ottenuti in genere insufflando aria nella massa allo stato fuso, oppure mescolando con il materiale ancora allo stato di polvere o di granuli una sostanza che sviluppa gas Materie prime Prodotti di base Polimeri Additivi Lavorazioni plastiche Oggetti Polveri da stampaggio Usi delle materie plastiche Le materie plastiche hanno una gamma d’uso sempre più vasta, praticamente in ogni settore industriale e di consumo; l’industria dell’imballaggio è comunque l’utente principale. Gli imballaggi in plastica sono igienici, trasparenti, impermeabili e, soprattutto leggeri. Negli ultimi 20 anni, il peso medio degli imballaggi in plastica è diminuito dell’80%. Necessitano di un basso apporto energetico per la loro produzione e sono riciclabili a fine vita, contribuendo così alla riduzione della massa dei rifiuti post-consumo da smaltire. Inoltre, una tendenza in atto è la produzione di imballaggi in plastica monomateriale o con materiali diversi ma compatibili tra loro, al fine di favorirne la riciclabilità al termine del ciclo vitale. La produzione complessiva di materie plastiche (quindi non solo per imballaggi) impegna solo il 4% del consumo europeo annuo di petrolio, mentre il 35% viene utilizzato per il riscaldamento, il 22% per la produzione di energia e il 29% per i trasporti. •Il polietene a bassa densità (LDPE) è commercializzato soprattutto in pellicola sottile particolarmente adatta all’imballaggio o in teli usati in l’agricoltura; questo è un materiale straordinariamente riciclabile potendo essere facilmente rilavorato.I sacchi per la raccolta di rifiuti utilizzano, per esempio un’importante percentuale di polietilene di recupero. • il polietene ad alta densità (HDPE) viene invece prodotto in forma di pellicola di spessore maggiore ed è usato per contenitori per detersivi, olio…. •il polistirene o polistirolo è usato per imballaggi o come isolante termico o acustico. * Il cloruro di polivinile (PVC) , poiché è una resina termoplastica caratterizzata da grande inerzia nei confronti degli agenti corrosivi,mescolata con plastificanti, pigmenti, cariche e stabilizzanti, viene usata per il rivestimento di cavi elettrici, per tubazioni in edilizia, per componenti di automobili…per produrre bottiglie per acque minerali e bevande non gassate. * Il polipropene è molto resistente al vapore acqueo ed è quindi usato per produrre articoli casalinghi e come fibra per confezionare tappeti e cordami. *Il polietilenereftalato (PET) è usato per L'industria edilizia è un grande consumatore di materie plastiche. Con il polietene ad alta densità e il cloruro di polivinile si producono tubi per impianti idraulici e pannelli usati come materiale da costruzione, mentre il polistirene e il poliuretano espansi sono utilizzati per produrre pannelli per l'isolamento termico e Molte altre industrie ormai dipendono dalle materie plastiche. Per citare solo un esempio, molti componenti delle automobili sono costruiti con questi materiali, dalle prese d'aria alle pompe del carburante ai paraurti, oltre ai pannelli interni, ai sedili e alle finiture. Nell'ambito della produzione dei beni di consumo, le materie plastiche spaziano dagli equipaggiamenti sportivi, alla valigeria, ai giocattoli. La plastica e l’ambiente Abbiamo visto che l’utilizzo della plastica si è grandemente diffuso negli ultimi anni in tutti i settori, questo ha fatto sorgere il problema dello smaltimento di questi materiali. I materiali plastici usati, così come tutti gli altri rifiuti solidi urbani, possono essere immessi in discarica o inceneriti. Queste due possibilità presentano effetti positivi e negativi, cerchiamo di analizzarli. Smaltimento in discarica Le materie plastiche usate per imballare, sono appositamente scelte per il fatto che sono chimicamente inerti, non degradabili, cioè non subiscono reazioni chimiche che le porta a trasformarsi in sostanze più semplici, non sono solubili in acqua, sono dure e durevoli nel tempo. Queste caratteristiche le rendono tanto utili per gli imballaggi ed innocue rispetto all’inquinamento chimico dell’ambiente. E’ possibile che si decompongono e si frantumino, ma questo solo a distanza di tempi molto lunghi e comunque i prodotti della decomposizione sono tipicamente insolubili ed inerti e non inquinano le acque di falda. Più rilevante è il problema dell’ingombro: la plastica non è facile da compattare e quindi è causa di instabilità delle discariche. Le bottiglie di plastica chiuse, in discarica, costituiscono una sorta di palloni molto resistenti, duri, difficili da rompere e da tenere sotto terra. Con il tempo, quindi possono emergere in superficie e, anche se non Smaltimento in inceneritore Le materie plastiche bruciano in maniera relativamente completa, se comparata alla maggior parte degli altri componenti dei rifiuti solidi urbani, ed inoltre produce più energia ed una minore quantità di cenere per unità di peso. Molti studi hanno evidenziato che l’incenerimento della plastica in un moderno impianto con recupero di energia non aumenta il livello delle sostanze tossiche presenti nelle emissioni gassose o nelle ceneri, ad eccezione dei polimeri a base di cloro, che si aggiungono ai vapori di acido cloridrico normalmente generati dalla Attualmente, la maggior parte degli inceneritori, a seguito della regolamentazione governativa, devono dotarsi di apparecchiature idonee alla rimozione di questi acidi contenuti nelle emissioni gassose. Perciò la presenza di polimeri a base di cloro nei RSU non comporta di per se stessa un rischio ambientale, andrebbe solo ad aumentare marginalmente i costi operativi che è necessario sostenere per la rimozione di questi gas acidi. Tuttavia la tecnica della termodistruzione in genere dei RSU e delle materie plastiche in particolare, incontra ancora oggi l’ostilità dell’opinione pubblica. Un’informazione lacunosa e spesso parziale, ma soprattutto il ricordo di incidenti del passato, legati ad una gestione perlomeno superficiale di impianti per lo più obsoleti, ha determinato una posizione comprensibilmente ostile dell’opinione pubblica verso qualsiasi impianto di La situazione in alcuni Paesi dell’Unione Europea In Francia… La Francia è uno dei primi paesi ad aver adottato leggi specifiche sui rifiuti. Dal 1975, una norma fortemente orientata al riciclaggio ha affidato alle amministrazioni locali l’obbligo dello smaltimento dei rifiuti solidi urbani senza però sancire l’obbligo di istituire il servizio di raccolta differenziata. A causa dell’aumento della produzione dei rifiuti e della gravi difficoltà per il loro smaltimento, la Francia ha cambiato strategia: il primo aprile del 1992, infatti, è stato approvato un decreto che obbliga produttori, importatori e utilizzatori di imballaggi a farsi carico del loro riciclaggio, finanziando attraverso specifici contributi le attività di raccolta (che spettano alle autorità locali) e le attività di selezione. L’obiettivo francese per l’anno 2002 è il recupero e il riciclaggio del 75% dei rifiuti da imballaggio, con un quota minima del 60% per ogni materiale. Tutte le In Germania… La Germania, attraverso un decreto federale del ’91 (il Decreto Toepfer), ha imposto ai produttori e ai distributori il recupero degli imballaggi e l’avvio degli stessi al riutilizzo o riciclo, indipendentemente dal sistema pubblico di smaltimento dei rifiuti. Due sono le strade percorribili: - il recupero presso i punti di vendita con una cauzione obbligatoria per i contenitori monouso, nei settori delle bevande, dei detersivi e dei prodotti per la pulizia; - oppure la creazione di sistemi di raccolta specifici, a domicilio o nei pressi delle abitazioni simili a quelli in funzione in Italia. Le imprese coinvolte dal decreto hanno dato vita a un apposito Consorzio e a un sistema di raccolta, il “dual system”, che interessa circa il 90% degli imballaggi, contrassegnati da un “punto verde”. A causa della difficoltà di carattere economico, per via dei 4.000 miliardi spesi nel 1993, il sistema ha subito In Olanda… In Olanda, lo smaltimento dei rifiuti solidi è regolato dalla legge a partire dal ’77. Ragioni di carattere economico, relative al costo crescente dello smaltimento, hanno indotto molte amministrazioni locali a imboccare la strada della separazione e del riciclaggio dei rifiuti. L'ultimo piano nazionale ha sancito la priorità del riciclaggio dei rifiuti solidi urbani rispetto a tutte le forme di smaltimento. Entro l’anno 2001 i rifiuti riutilizzati dovranno salire dal 35% al 60% della produzione totale. Per il restante 40% si farà ricorso alla termocombustione, mentre lo smaltimento in discarica sarà assolutamente minimizzato. La raccolta degli imballaggi ha conosciuto una svolta nel 1991, tra governo e imprese con la stipula della “Convenzione sugli imballaggi”. La convenzione si basa su di un principio fondamentale: chiunque introduce un prodotto sul mercato è responsabile del rifiuto che ne deriva. La Convenzione prevede In Italia, con il Decreto Ronchi, nasce il Consorzio nazionale per Raccolta, il Riciclaggio e il Recupero dei Rifiuti di Imballaggi in Plastica (CO.RE.PLA). CO.RE.PLA Con la recente acquisizione dell’ex Consorzio Replastic, CO.RE.PLA è diventato il più grande Consorzio Nazionale per la raccolta, il recupero e il riciclaggio degli imballaggi in plastica in Italia e il secondo nel panorama europeo. Sono 47 i Centri di Conferimento e 17 i Centri di selezione, prevalentemente di contenitori in plastica per liquidi, operativi sul territorio nazionale, con una capacità di lavorazione di oltre 140.000 tonnellate di materiale in ingresso. L’indotto occupazionale di CO.RE.PLA è di circa 2.000 lavoratori. Ammontano ad oltre 200 miliardi le risorse economichefinanziarie che il “sistema plastica” mette in campo per la raccolta, il recupero e il riciclaggio degli imballaggi in plastica postconsumo. Il servizio di raccolta differenziata dei contenitori in plastica per liquidi è stato avviato in 4.130 Comuni, pari al 51% del totale. La popolazione coinvolta sfiora il 70%, valore che si conferma di Al CO.RE.PLA aderiscono sia produttori di materie plastiche che le aziende trasformatrici di imballaggi in plastica. Hanno diritto di partecipazione gli utilizzatori, gli autoproduttori di imballaggi e le imprese che svolgono attività di riciclaggio dei rifiuti di imballaggi in plastica. CO.RE.PLA conta, ad oggi, 2.000 associati, oltre l’80% del mondo imprenditoriale di riferimento. Compito del CO.RE.PLA è l’estensione dell’attività di raccolta, recupero e riciclo ad altri imballaggi in plastica, oltre naturalmente ai contenitori in plastica per liquidi già attiva dal 1991 con l’ex Consorzio Replastic. CO.RE.PLA intende in particolare favorire lo sviluppo della raccolta al Centro e al Sud del Paese, rispettivamente più 25% e più 50% circa, concordando anche la realizzazione in loco di nuovi impianti di rilavorazione di contenitori in PET, realizzati da privati. E’ opportuno ricordare infatti che il 70% degli imballaggi in plastica raccolti nel 98 provengono dalle raccolte differenziate del Nord del Paese. Obiettivo CO.RE.PLA, entro l’anno 2002, è il recupero del 50% degli imballaggi in plastica primari, secondari e terziari immessi sul mercato nazionale, pari circa a 1 milione di tonnellate, e il riciclo di 410.000 tonn., pari al 20% dell’immesso. Centri di conferimento I Centri di conferimento sono piattaforme gestite da un soggetto legato con rapporto contrattuale a COREPLA per il ricevimento e la pressatura del materiale conferito presso la piattaforma. Questi tipi di centri sono 47 in tutta Italia e sono strutturati in rete, essendo dislocati su tutto il territorio nazionale. In essi i gestori della raccolta differenziata depositano periodicamente il carico raccolto di bottiglie e flaconi di plastica. Il conferimento del materiale sfuso può essere effettuato dai convenzionati anche presso un centro di selezione Corepla oppure i convenzionati stessi possono provvedere direttamente o tramite terzi a pressare il materiale da loro raccolto (centro comprensoriale). In quest’ultimo caso è previsto un compenso aggiuntivo per la pressatura e, in presenza di un carico utile di almeno 9.000 chilogrammi di materiale pressato per un autotreno, Corepla provvede al ritiro a proprie cure e spese. Centri di selezione e stoccaggio Il passaggio successivo prevede l’intervento dei Centri di Selezione e Stoccaggio. In essi confluisce il materiale in balle proveniente dai Centri di Conferimento e dai Centri Comprensoriali, nonché le bottiglie in plastica provenienti direttamente dalla raccolta differenziata effettuata nel bacino dove è sito l’impianto. Sono attivi 17 Centri di Selezione, con una potenzialità complessiva di circa 140.000 tonnellate/anno, a cui si aggiunge l’impianto di Novate Milanese, con una potenzialità di 5.000 tonnellate/anno, che seleziona in modo completamente automatico parte del materiale raccolto nelle provincie di Milano, Como e Varese. Nei Centri di Selezione le bottiglie in plastica vengono suddivise in frazione omogenee per tipologia di polimero costituente il contenitore (PE, PET e PVC). Inoltre la frazione Contenitori in PET viene ulteriormente suddivisa per colore. Centri di rilavorazione L’ultimo anello è rappresentato dai Centri di rilavorazione, che trasformano i tre polimeri precedentemente selezionati in materiale plastico di alta qualità, pronto per l’immissione sul mercato. I Centri di rilavorazione in Italia sono 2: uno a Casumaro, in provincia di Ferrara, e uno a Novate Milanese, presso la I.Pi.Ci/CO.RE.PLA Il recupero energetico COREPLA ha avviato studi e azioni per affiancare al riciclo meccanico e chimico anche quello energetico, al fine di ottenere energia (termica o elettrica) dalla combustione di materie plastiche. Il Dlgs n°22 del 5/2/97 prevede nel capitolo dedicato ai rifiuti di imballaggio uno specifico ruolo al recupero energetico. Questa opzione è compresa nell’obiettivo generale di recupero del 50/65% dei rifiuti di imballaggio. Il processo di termovalorizzazione finalizzato alla conversione dei rifiuti in energia termica ed elettrica può riguardare sia il rifiuto tal quale (RSU) che il La termovalorizzazione dei rifiuti L’investimento necessario per gli impianti di termovalorizzazione dei rifiuti può variare notevolmente in funzione della potenzialità e dello schema dell’impianto. La potenzialità non può essere comunque inferiore a 100 tonnellate al giorno. Il costo dell’impianto, riferito al parametro tonnellata/giorno, può variare intorno ai 200 milioni di lire. Il costo specifico di recupero per tonnellata dipende anche dal fattore di utilizzazione dell’impianto e cioè dalle effettive tonnellate bruciate rispetto alla potenzialità nominale. E’ evidente che meglio viene utilizzato Le fasi Il processo di termovalorizzazione è basato sulle seguenti fasi: • lo stoccaggio dei rifiuti, nella fossa di accumulo, chiusa per evitare la fuoriuscita di cattivi odori e polveri; • la combustione, ad una temperatura di circa 1000 gradi; • l’estrazione delle scorie, ossia i residui solidi della combustione, che costituiscono circa il 10% del volume iniziale e il 20% del peso; • il recupero energetico nella caldaia che cattura il calore contenuto nei fumi di combustione; La carta Lavoro svolto da: Villano Angelica Taurino Donatella classe 2 P Introduzione L’uso della carta è così diffuso e generalizzato nella vita quotidiana dell’uomo da far apparire questo manufatto un banale , spontaneo prodotto naturale .Forse si potrebbe aver un’idea più chiara della sua validità e diffusione nell’organizzazione civile , pensando per un momento a che cosa accadrebbe se improvvisamente mancasse la carta. Da considerazioni tanto banali e semplici si deduce facilmente che la carta ha ormai impregnato l’organizzazione umana in tale misura , da costituire elemento indispensabile o di non facile sostituzione. Cenni storici Il cinese Ts’ai Lun, intorno al 105 a.C., osservò che da alcuni panni lavati dalla lavandaia si staccavano degli sfilacci che, opportunamente pressati ed asciugati, potevano formare uno strato abbastanza compatto di fibre in grado di accogliere la scrittura. Il cinese Ts’ai Lun non si rese certamente conto abbastanza del grande contributo che stava dando alla civiltà! Infatti ancora oggi la fabbricazione della carta, come vedremo, è basata sullo stesso principio. Prima della carta esistevano metodi anch’essi ingegnosi, ma limitatamente efficaci per trasmettere gli scritti, quali l’osso, il corno, la pietra, i metalli teneri come il piombo, le tavolette di terracotta, quelle di legno incerato, che venivano incisi con opportuni mezzi, ma che si conservavano con molta difficoltà. Successivamente si scrisse sui tessuti di lino e di cotone che avevano il vantaggio di poter essere conservati in rotoli. Gli Egiziani usarono molto il papiro che era costituito da fogli ottenuti da una pianta palustre (il papiro, appunto), il cui fusto veniva ridotto in strisce sottili, che poste l’una accanto all’altra su un piano e intrecciate ad altre in un successivo strato, venivano pressate con un cilindro di pietra che le schiacciava e le fissava tra loro, per la presenza di sostanze collanti nella stessa pianta ancora fresca. Il papiro, che si poteva costruire in strisce lunghe sino a qualche metro, fu adottato anche dai Romani . Verso il III secolo a.C. il papiro fu sostituito dalla pergamena, di migliore solidità e resistenza, ottenuta dalla pelle di animali come la pecora, il montone, la capra. Opportunamente macerata nella calce, raschiata, distesa, essiccata e levigata, la pelle si trasformava in un foglio liscio, traslucido su cui si poteva scrivere da entrambe le parti. I primi a fabbricare la carta in Europa furono gli Spagnoli ed i Siciliani che ebbero dagli Arabi molte indicazioni tecniche, apprese a loro volta nei contatti e scambi commerciali avuti con i Cinesi. Dalla Sicilia la carta fu portata nel resto d’Italia e, nel 1276, fu installata a Fabriano una delle prime cartiere. In Campania cartiere sorsero ad Amalfi, la più antica delle Repubbliche marinare, lungo la vallata nota ancora oggi come La valle dei Mulini. In quest’epoca gli stracci venivano messi a macerare in acqua, poi battuti e ridotti in poltiglia con pestelli di legno azionati da una caduta di acqua, da cui il nome di Mulini dato alle antiche cartiere. La pasta molto diluita così ottenuta veniva trasferita in una vasca e poi ripresa in forme, setacci rettangolari formati da fili molto sottili sostenuti da bacchette o verghe, più spesse, dette tranciabili. La forma era scossa a mano, in posizione orizzontale. Facendo sgocciolare l’acqua si otteneva un foglio umido e molle, posto poi ad asciugare su un feltro ben asciutto. I feltri venivano impilati e pressati, per essere quindi ripresi ad uno ad uno e sottoposti a collatura, generalmente in un bagno di gelatina, o colla di osso. Subivano poi una seconda pressatura prima di venir messi a seccare in appositi stenditoi. La carta era quindi pronta per la scrittura. Questa fabbricazione artigianale si mantenne sino agli inizi del XIX secolo. Verso il 1800, un operaio cartaio, Nicolas Louis Robert ideò una macchina che permetteva la fabbricazione industriale della carta: si trattava di una macchina continua che fece calare sensibilmente i prezzi di vendita della carta, la cui produzione s’accrebbe tanto più rapidamente con l’invenzione delle macchine da stampa che sostituivano i vecchi torchi a mano. Nel 1873 negli Stati uniti erano attive 800 cartiere che producevano 200.000 tonnellate di carta utilizzando 3000 macchinari. In seguito all’aumento dei consumi, si giunse ben presto ad una certa scarsità di stracci. Nel 1844 Friederich G. Keller scoprì la pasta meccanica ottenuta dal legno truciolato. Dopo vari tentativi su varie piante (ortiche, ginestre…), il tedesco E. Mitscherlich e l’americano B.C.Tilghman riuscirono a fabbricare le prime paste di legno chimiche, che resero possibile lo sviluppo della produzione della carta su scala industriale. Le materie prime Un tempo , il materiale fibroso proveniva unicamente dagli stracci di cotone , lino e canapa, che tuttora costituiscono materia prima per fabbricare carta di buona qualità ; oggi proviene anche dal legno ricavato soprattutto da alcune conifere (pino e abete) , che fornisce cellulosa per circa il 90 % . Alla costituzione della carta concorrono materiale di recupero , ossia carta da macero o stracci , e materiali accessori , come talco, caolino, colle, coloranti, che in qualità e quantità diverse, le conferiscono, come vedremo, caratteristiche svariate. Attraverso cicli di lavorazione questi materiali subiscono molte trasformazioni fino a divenire pasta compatta ed omogenea . La pasta di legno La produzione di questo tipo di pasta si ottiene avvalendosi di mezzi meccanici. I tronchi,privati dei rami e scortecciati con sistemi meccanici, vengono ridotti in pezzi di picola lunghezza e successivamente introdotti negli sfibratori continui, dove alcune mole rotanti ad alta velocità, a causa del forte attrito, provocano il distacco delle fibre. Mediante centrifughe forate, dette assortitori, le schegge più grosse vengono separate e ulteriormente raffinate fino a quando tutte le parti di legno, divenute via via più piccole, non riescono ad attraversare i fori degli assortitori. Pasta di carta riciclata Questa pasta si ottiene dai residui della lavorazione della macchina continua, dalla riutilizzazione di carta straccia e carta stampata. Dopo accurata scelta, questi ultimi due tipi di carta, definitivamente separati dagli altri rifiuti, vengono trattati con vapore acqueo, che li riduce in pasta semiliquida, ulteriormente sottoposta ad altra purificazione. La carta ottenuta da tale pasta viene in massima parte utilizzata per la stampa dei giornali. Pasta chimica Il legno viene ridotto in pezzi molto piccoli nelle sminuzzatrici e successivamente, introdotto insieme ad alcune sostanze chimiche (bisolfito di magnesio, o idrossido di sodio) in grandi autoclavi, impropriamente dette bollitori, viene sottoposto all’azione dell’alta temperatura. Durante la bollitura le sostanze chimiche attaccano ed eliminano la lignina, lasciando intatta la cellulosa. Questo tipo di pasta consente la produzione di carta fine e di buona qualità. Sostanze aggreganti Cariche: sono sostanze chimiche usate per migliorare la levigatezza, la bianchezza e l’opacità: il talco (silicato di magnesio) e il caolino (silicato di alluminio) sono le sostanze di carica maggiormente utilizzate. Coloranti:sono utilizzati per rendere la carta bianca o colorata. Collature: sono usate per rendere la carta impermeabile e resistente. I sistemi di collatura sono diversi a seconda dell’utilizzazione della carte: sono a collatura superficiale, quando si devono ottenere carte di un certo valore, sono a collatura in pasta, quando si utilizza come collante un sapone a base di resina di pino. Tecnica di lavorazione La fabbricazione della carta si attua attraverso varie fasi: 1. Spappolamento e raffinazione della cellulosa. 2. Preparazione dell’impasto. 3. Produzione del foglio Lo spappolamento e la raffinazione Lo spappolamento consiste nel trasformare la cellulosa in una soluzione acquosa per ottenere una sospensione omogenea nella quale tutte le fibre siano separate tra loro.Questa operazione una volta veniva effettuata con le cosiddette molazze, che ora sono state sostituite dagli idroapritori, vasche munite di pale girevoli, nelle quali avviene in abbondanza di acqua la separazione della cellulosa. La raffinazione si effettua per suddividere le fibre cellulosiche e per schiacciarle. E’ una operazione che si compie sottoponendo le fibre all’azione di sfregamento di due elementi di pietra o di metallo in raffinatori a ciclo continuo. La preparazione dell’impasto Consiste, a seconda del tipo di carta da fabbricare, nel dosare e nel mescolare il quantitativo di paste con le sostanze aggreganti La produzione del foglio Avviene nella macchina continua a tavola piana o a tamburo. Quella a tavola piana, la più diffusa, è formata da un nastro di tela metallica in continuo movimento su rulli rotanti, sul quale si versa un getto continuo di impasto, che avanzando uniformemente, perde la maggior parte di acqua.Quando la tela compie il percorso ed è in procinto di tornare avvolgendosi al rullo, l’impasto, ormai sottoforma di foglio, viene raccolto da una coppia di cilindri di feltro e successivamente è costretto a passare tra una serie di cilindri sovrapposti a pressione. La carta in tal modo viene raffreddata ulteriormente e privata delle rugosità dovute alla tela e ai feltri. All’uscita dalla macchina continua la carta passa alle bobinatrici che provvedono ad avvolgerla in bobine. Pasta di legno Cariche Pasta di carta riciclata Pasta chimica Impasto Coloranti Collanti Produzione del foglio I prodotti cartacei Oggi l’industria della carta produce una grande varietà di tipi di carta e di cartone per soddisfare tutte le richieste di mercato. Oltre ai metodi tradizionali per ottenere la carta oggi la tecnologia moderna ne offre altri e l’ introduzione di nuovi prodotti fibrosi consente nuove possibilità all’ industria cartaria . Recentemente è stata realizzata della carta con l’impiego delle alghe; il prodotto finale presenta delle caratteristiche superiori in termini di rigidità e di resistenza . Si è giunti anche alla produzione di una carta sintetica formata da polietilene e da polipropilene. Questo prodotto resiste alla imbibizione , ed ha notevoli possibilità di impiego . Per la carta che deve avere proprietà isolanti o essere refrattaria al fuoco viene usata la lana di lava. Difficilmente invece si potranno usare le materie plastiche nella carta da stampa e da scrivere , perché inadatte a ricevere la stampa e la scrittura ; inoltre sono difficili da distruggere e scarsamente biodegradabili . Proprietà della carta Fisiche Chimiche Meccaniche Estetiche Funzionali Grammatura - Spessore – rigidità – Assorbenza – Levigatezza – Porosità - Impermeabilità Grado di collatura – Grado di umidità Resistenza alla trazione – Allungamento – Resistenza allo strappo – Resistenza alla piegatura Grado di pulizia – Spera (aspetto della carta in trasparenza) – Grado di bianco Spellatura (abrasione superficiale di frammenti di carta) – Spolverio (allontanamento sotto forma di polvere delle cariche contenute). Tipi di carta La varietà dei tipi di carta è molto vasta e dipende dagli usi cui è destinata . In base allo spessore e alla grammatura la carta si distingue in : •carta propriamente detta che ha un peso compreso tra 30 e 150 g/m2; •cartoncino, con grammatura tra 150 e 400 g/m2 •cartone, con peso superiore a 400 g/m2 La carta si classifica ancora in: •carte fini, se fabbricate con cenci, a volta con l’aggiunta di cellulosa; •carte mezze fini, in cui prevale la cellulosa; •carte ordinarie, in cui prevale la pasta di legno meccanica . L’industria cartaria L ‘ industria cartaria è una delle più automatizzate e quindi la manodopera impiegata è piccola rispetto alle dimensioni della produzione . L ‘introduzione di nuovi materiali fibrosi ha aperto nuove possibilità a questa industria , provocando una evoluzione sia delle ricerche sia della tecnologia in questo settore . In Italia i grandi stabilimenti dotate di macchine continue, capaci di fornire grandi quantità di carta, sono in Lombardia, Piemonte, veneto e Italia centrale. Varietà di carta Carta per quotidiani: contiene il 70-80% di pasta di legno e il restante di cellulosa graggia. Non è collata e contiene poche materie di carica, assorbe facilmente l’inchiostro. Carta per stampa tipografica: va dai tipi fini e mezzo fini alla ordinaria ed è usata per stampe di libri, riviste, volantini. E’ costituita principalmente da pasta chimica; è resistente; ha una superficie omogenea e molto levigata. La carta Bibbia è un tipo di carta molto sottile, opaca e resistente, destinata alle edizioni di lusso. Carta uso mano: fabbricata con la macchina continua a tamburo, è usata per libri di pregio. Varietà di questo tipo di carta sono le filigrane (per carta valori) nelle quali traspare il disegno formato da uno spessore interiore. Carta patinata: è fabbricata con uno strato lucido (patina) su una o entrambe le facce. E’ da ricordare quella da illustrazioni a forte patinatura, che le conferisce una superficie lucentissima. Carta per stampa offset: è fabbricata con buona cellulosa o con pasta di legno e carica, ed ha una buona collatura. Carta da scrivere: è fabbricata con una certa opacità, per evitare che lo scritto traspaia sul retro. Carta assorbente: non è collata, è porosa; contiene quasi esclusivamente pasta di cellulosa: E’ usata per fazzoletti, tovaglioli, carta igienica… Carta da impacco: ne esistono di molte varietà, tra cui le veline (sottilissime e semitrasparenti, costituite quasi esclusivamente da cellulosa), le oleate ( sono trattate in modo da risultare impermeabili ai grassi e trasparenti), la carta paraffinata (trattata con paraffina, è usata per la confezione di contenitori che debbono preservare il contenuto dall’umidità), le kraft (dal termine tedesco forza, è usata per confezionare sacchi e sacchetti di vario genere, la carta paglia (si ottiene appunto dalla paglia, è usata per avvolgere alimenti e per preparare i recipienti per il latte e altre bevande). Carta carbone: ha una parte rivestita da una sostanza grassa di colore nero o blù che, a pressione, viene ceduta al foglio sottostante. Carta fotosensibile: è molto collata e molto resistente. La superficie è ricoperta da particolari sostanze chimiche sensibili alla luce; è usata per le fotografie di particolari documenti. Carta riciclata: si produce con la carta da macero assortita. E’ grigia se contiene ancora parte di sostanze non solubili (colori, inchiostro); è chiara se queste sostanze sono state eliminate con dei procedimenti chimici. Carta ecologica: è una carta grigiastra ottenuta da carta da macero preventivamente assortita e mescolata con cura in modo che gli inchiostri e i colori insolubili vengano distribuiti nella massa della carta. La sua produzione è meno inquinante perché le acque di scarico contengono meno sostanze pericolose. Cartoncini e cartoni: si ottengono distribuendo sulle reti oscillanti una maggiore quantità di impasto; pressando insieme più fogli ancora umidi; sovrapponendo e incollando vari strati di carta oppure accoppiando carta molto resistente con uno strato o più strati di carta ondulata (cartone ondulato) . La fibra è un cartone ottenuto da un impasto di cellulosa e cloruro di zinco, fortemente compresso e calandrato. Si usa in elettrotecnica e per vari oggetti. La carta e l’ambiente Tante foreste strappate alla terra massacrate distrutte rotativate. Tante foreste sacrificate per la carta di milioni di giornali che attirano ogni anno l’attenzione di lettori sui rischi del disboscamento di boschi e foreste. Jacques Prévert L’impiego della carta si va sempre più estendendo tanto che il relativo consumo per abitante è tra i parametri significativi del grado di sviluppo raggiunto da un Paese. Purtroppo anche questa industria di trasformazione risente del peso delle importazioni delle materie prime (gli alberi dai quali si ricava la cellulosa) che si trovano concentrate in poche zone. Per tale motivo i Paesi meno favoriti stanno studiando il modo di utilizzare in misura sempre maggiore materiali alternativi, dalla carta da macero alle nuove fibre vegetali, per risolvere la crescente domanda che influisce negativamente sulla bilancia commerciale e sull’ambiente. Il fabbisogno dell’industria cartaria viene, oggi, coperto per una buona percentuale con la carta da macero, cioè con carta e cartoni riciclati o dai rifiuti o con la raccolta differenziata. Tale recupero permette di salvare, almeno in parte, le risorse forestali e permette, inoltre, un certo risparmio energetico in quanto i processi di trasformazione sono limitati. Per fabbricare una tonnellata di carta occorrono: 2000 Kwh 15 alberi 440.000 l d’acqua Oppure: Carta da macero 400 Kwh 2000 l d’acqua Il ciclo degli imballaggi cellulosici in Italia Il 24 ottobre 1997 è stato costituito a Milano COMIECO , il Consorzio nazionale per il recupero e il riciclo degli imballaggi a base cellulosica .La filiera cartaria nazionale, con la creazione del Consorzio Volontario, è la prima filiera ad organizzarsi secondo quanto enunciato dal decreto legislativo 22/97 , il cosiddetto decreto Ronchi . Le finalità del Consorzio sono la razionalizzazione e l’organizzazione della ripresa degli imballaggi cellulosi usati , della raccolta dagli imballaggi secondari e terziari e del ritiro su indicazione del Consorzio Nazionale Imballaggi (CONAI), dei rifiuti di imballaggi cellulosici conferiti al servizio pubblico. . Il Consorzio si occuperà inoltre del riciclo e del recupero degli imballaggi cellulosi secondo criteri di efficacia, efficienza ed economicità. Il riciclo dei materiali cellulosici: i fatti In Italia attualmente, un quarto dei rifiuti solidi urbani (circa 26 milioni di tonnellate) è rappresentato da carta e da cartone: ogni anno oltre 6 milioni di tonnellate di materiale cellulosico vengono gettati in discarica. Eppure, parte di questi materiali cellulosici potrebbe essere raccolta e riutilizzata dalle cartiere: già oggi l’industria cartaria italiana ricicla 3 milioni e 500 mila tonnellate all’anno, di cui 2 milioni e 500 mila tonnellate raccolte nel nostro paese, permettendo un risparmio dei costi di discarica di alcune centinaia di miliardi di lire all’anno La raccolta nazionale di materiali cellulosici, particolarmente nel settore della raccolta presso le famiglie, gli uffici e le sedi e le attività commerciali, è fortemente insufficiente rispetto alla domanda industriale e per questo le cartiere sono costrette ad importare dall’estero circa 1 milione di tonnellate all’anno . In Italia sono numerosi gli impianti e gli stabilimenti per la lavorazione della carta e del cartone raccolti in maniera differenziata , anche se la distribuzione non è omogenea in tutte le regioni italiane . A servirsi maggiormente delle fibre secondarie, che provengono da carte da macero, sono soprattutto le cartiere che producono cartoncino e cartone da imballaggi: esse utilizzano circa il 90 % di maceri come materia prima. La filiera è pronta ad accettare un quantitativo sempre maggiore di macero di provenienza interna: infatti è crescente l’impiego delle fibre secondarie anche nei settori delle carte grafiche e di stampa e per gli usi domestici e sanitari, dove si prevede un incremento di 250/300 mila tonnellate. Gli imballaggi Di recente COMIECO ha predisposto una Banca Dati sul ciclo degli imballaggi cellulosici: si tratta di uno strumento prezioso per analizzare la produzione , il consumo apparente , la raccolta e il riciclo degli imballaggi . In Italia la produzione di imballaggi in carta e in cartoni disponibili per le aziende utilizzatrici (che riempiono l’imballaggio con i loro prodotti) è di circa 3,8 milioni di tonnellate l’anno con un fatturato di oltre 8.000 miliardi e 20.000 addetti per oltre 1.000 aziende. Oltre 60% degli imballaggi prodotti è cartone ondulato ; seguono gli astucci con il 12% , mentre i poliaccoppiati e i sacchi di grandi di dimensioni ammontano entrambi al 4% . Non tutto il quantitativo di imballaggi prodotti dalle industrie nazionali è destinato al consumatore finale italiano, in quanto molti degli imballaggi vengono esportati insieme alle merci . E’ stato possibile per ora valutare solo il ciclo completo degli imballaggi in cartone ondulato e degli astucci , grazie ad uno studio sui valori di importazione ed esportazione di imballaggi “pieni” preparato da FEFCO (Federazione Europea Fabbricanti di Cartone Ondulato) . Nel 1995 circa la metà della raccolta nazionale di carta da macero (2,4 milioni di tonnellate) era rappresentata da imballaggi ( 1,2 milioni di tonnellate) . In particolare circa il 50% degli imballaggi raccolti proveniva dalla Grande Distribuzione Organizzata, oltre il 20% dall’industria a pari merito con la quantità complessiva proveniente dal commercio al dettaglio, servizi e artigianato. Gli imballaggi in carta e cartone presenti nella raccolta differenziata di origine domestica contribuiscono per circa il 10% sul totale dei rifiuti da imballaggi raccolti . Il quantitativo di imballaggi cellulosici riciclati , pari a 1.160.000 tonnellate , ammonta al 36% delle 3.215.000 tonnellate consumate . Produzione complessiva degli imballaggi cellulosici destinati agli utilizzatori italiani scatole in cartone ondulato astucci 9% 4% 7% 4% 12% sacche di grandi dimensioni micronda 64% poliaccoppiati altro Stima della raccolta e recupero di macerie imballaggi post consumo da industria 12% raccolta differenziata imballaggi post consumo da gdo 42% 19% imballaggi post consumo da dettaglio, servizi, artigianato resa giornali, riviste,sottoproduzione industriale 16% 11% Il decreto Ronchi Il decreto Ronchi dedica un intero capitolo, il Titolo Secondo, alla “Gestione degli imballaggi”, individuando, secondo le direttive europee, nei produttori (fornitori di materiali, fabbricanti, trasformatori e importatori di imballaggi vuoti e di materiali di imballaggio) e negli utilizzatori (commercianti, distributori, addetti al riempimento, utenti degli imballaggi e importatori di imballaggi pieni) i responsabili del riciclo e del recupero degli imballaggi dopo il consumo del prodotto confezionato. I produttori hanno diverse possibilità per adempiere agli obblighi di riciclaggio e di recupero: •organizzare autonomamente la raccolta, il riutilizzo, il riciclaggio ed il recupero dei rifiuti di imballaggio; •aderire ad un Consorzio volontario per tipologia di materiale di imballaggio; •mettere in atto un sistema cauzionale. I costi del sistema di gestione sono a carico dei produttori e degli utilizzatori, senza oneri per il consumatore finale. Sia i produttori che gli utilizzatori danno vita al CONAI, il Consorzio Nazionale Imballaggi, un consorzio obbligatorio che deve occuparsi di: •assicurare il raggiungimento degli obiettivi globali di recupero e riciclo; •definire con le pubbliche Amministrazioni le condizioni generali di ritiro dei rifiuti da parte dei produttori; •elaborare ed aggiornare il programma generale di prevenzione, con i relativi obiettivi di recupero e di riciclo per singolo materiale; •definire accordi con le pubbliche Amministrazioni per i rifiuti provenienti dalla raccolta differenziata, fino allo smaltimento finale; •attivare campagne di informazioni per gli utenti; •ripartire i costi complessivi tra produttori e utilizzatori; •coordinare i Consorzi Volontari e garantirne il raccordo con le pubbliche Amministrazioni e gli altri operatori economici. I Consorzi volontari, costituiti sulla base della tipologia del materiale utilizzato, tra i quali il COMIECO, verranno invece riconosciuti con decreto ministeriale e saranno finanziati con i contributi dei soggetti partecipanti e con gli eventuali proventi dell’attività di riciclo e di recupero. I produttori che non si associano dovranno dimostrare di avere adottato un sistema cauzionale sull’imballaggio che viene svincolata alla restituzione: per chi non lo farà sono previste sanzioni pecuniarie. Il decreto Ronchi individua anche una struttura di controllo: è l’Osservatorio nazionale sui rifiuti, che vigilerà sulla gestione dei rifiuti da imballaggio e verificherà il raggiungimento degli obiettivi di recupero e riciclaggio prefissati Tasso di raccolta Italia 1995 Tipologia Immesso Raccolto % migliaia di t. Totale materiale cellulosico Imballaggi cellulosici 8.316 2.351 28,3 3.215 1.160 36.1 Il vetro Lavoro svolto da: De Simone M. Rosaria Memoli Roberta classe 2^P Cenni storici Il vetro ha un’origine lontana nel tempo: era conosciuto in Egitto fin dal V millennio a.C. Una leggenda racconta che furono i Fenici, per caso, a scoprire come si poteva ottenere: un giorno un gruppo di Fenici si accampò su una spiaggia e accese un fuoco, ponendovi intorno delle pietre di calce. La mattina seguente trovarono tra le ceneri un blocco trasparente: era nato il VETRO.In realtà, l’origine del vetro rimane oscura. Roma e le province dell’Impero diventeranno esperte in quest’arte, che conserverà a lungo un carattere esoterico e, fra le arti del fuoco, verrà considerata “nobile”. Caratteristiche Il vetro è una sostanza solida amorfa, cioè che non ha una struttura cristallina perfettamente omogenea e compatta, caratterizzata da un’elevata trasparenza, che si ottiene per fusione di silice, soda e calce. Possiede scarsa elasticità, elevata durezza e quindi alta fragilità; buona resistenza agli agenti chimici (escluso l’acido fluoridrico) e a quelli atmosferici, è un cattivo conduttore di elettricità e di calore. Le materie prime Tra le materie prime c’è il vetro stesso che, riciclato, consente un buon risparmio energetico in fase produttiva e un forte risparmio di materie prime che non dovranno essere sottratte all’ecosistema. Anche i rifiuti d’amianto, possono essere trasformati in vetro. L’amianto, riscaldato a temperature intorno ai 100 °C, si trasforma in silice che è il costituente principale del vetro. Le materie prime per la produzione del vetro si distinguono in FONDAMENTALI e ACCESSORIE. Le materie prime fondamentali VETRIFICANTI: sabbia di silice – rappresenta il 70/75% del peso della materia prima - o di quarzo, borace, anidride fosforica. FONDENTI: carbonati o solfati di sodio e potassio, servono per aumentare la fusibilità. La maggiore o minore quantità di soda rende più o meno lento il processo di solidificazione. STABILIZZANTI: carbonato di calcio, ossido di piombo, ossido di bario, ossido di zinco, ecc., conferiscono al vetro maggiore resistenza, aumentano la rifrangenza e la lucentezza. AFFINANTI: anidride arseniosa, solfato di sodio, ecc., servono a favorire l’eliminazione delle bolle di gas che si formano nella massa fusa. Le materie prime accessorie DECOLORANTI: per decolorare il vetro si usa il sapone dei vetrai (biossido di manganese); COLORANTI: per colorare si usano vari ossidi metallici; OPACIZZANTI: per opacizzare, cioè per conferirgli una colorazione bianca e togliere la trasparenza, si usa la fluorite o la criolite che è un minerale composto da fluoruro di alluminio. Fabbricazione del vetro La fabbricazione del vetro comprende le seguenti fasi fondamentali: Preparazione della miscela: la sabbia è prelevata dai silos e dopo la miscelatura viene mandata al forno in dosi controllate, insieme agli altri componenti. Riscaldamento e fusione: nei forni, alla temperatura di circa 1200° 1440°C, avviene la fusione della miscela. Dopo circa 10 ore la temperatura viene innalzata a circa 1500°C per fluidificare ulteriormente il vetro e permettere l’eliminazione delle bolle gassose Affinazione e raffreddamento: è l’operazione che ha la funzione di liberare la massa vetrosa fusa dalle parti non fuse, depositate sul fondo del forno che dura circa tre ore. La massa fusa viene lasciata raffreddare per altre tre ore, fino alla temperatura di lavorazione. Ricottura: gli oggetti di vetro formati devono essere sempre ricotti in forno a 400-600 °C e poi raffreddati lentamente per eliminare le tensioni interne che si sono create se il raffreddamento è stato troppo rapido. Tecniche di lavorazione La formazione dei prodotti di vetro viene effettuata con diverse tecniche: Modellazione: è la tecnica impiegata dall’artigiano vetrario, che plasma nelle forme più varie la pasta vetrosa, mantenuta allo stato semifluido con tecniche e strumenti adatti. Soffiatura: la lavorazione per soffiatura può essere fatta a mano o a macchina. La soffiatura a mano è praticata ormai raramente ed è destinata per gli oggetti artistici. L’artigiano usa una canna metallica lunga 1-1,5 m alla quale fa aderire un po’ di pasta vetrosa e soffia una bolla di vetro, facendola rotolare su una lastra di ferro. Aiutandosi con pinze dà alla bolla la forma desiderata. Per la produzione industriale di gli oggetti cavi si ricorre alla soffiatura a macchina, calando la pasta vetrosa in stampi di ghisa e soffiando aria compressa contro le pareti dello stampo. Si producono in questo modo bottiglie, fiaschi, lampadine, tubi ecc. Stampaggio: consiste nel versare la massa vetrosa fusa in stampi, il cui fondo è conformato secondo la forma voluta. Con questa tecnica si producono elementi di vetro-cemento, tegole, lenti, alcuni tipi di bicchieri ecc. Laminazione: la massa vetrosa viene fatta scorrere attraverso una serie di rulli a coppie rotanti dai quali esce una lastra continua, tagliata poi nelle misure volute. Float glass: significa “vetro galleggiante”. E’ il metodo più diffuso e moderno di produzione delle lastre; consiste nel colare il vetro allo stato viscoso in un forno a tunnel, la cui base è formata da un “letto” di stagno fuso, su cui il vetro galleggia e assume una forma piana, con una superficie brillante. Le lastre fabbricate vengono dette cristalli. Filatura: è la tecnica che permette di produrre vetri filati; consiste nel far passare ad alta velocità la pasta fusa attraverso filiere, che la riducono in fibre solidificate flessibili. Si ottiene così la seta di vetro e la lana di vetro. Tempratura: è una operazione indispensabile che si esegue sugli oggetti finiti per ottenere prodotti dotati di durezza e di resistenza meccanica. Si esegue riscaldando gli oggetti fin quasi alla fusione per poi raffreddarli bruscamente (tempra fisica). La tempra chimica consiste invece nell’immergere il vetro in un bagno chimico (nitrato potassico). Schema della fabbricazione e della lavorazione del vetro Macinazione delle materie prime Dosaggio e miscelazione Raffreddamento Fusione (1300°C) Ricottura Affinazione (1500°C) Foggiatura -Soffiatura -Colata Finitura -Laminazione -Molatura -Stiratura -Spianatura -filatura -lucidatura Tecniche di lavorazione Laminatura Lastre di vetro Soffiatura Bottiglie, lampadine, bicchieri… Stampaggio Lenti, bicchieri.. Filatura Lana di vetro Principali tipi di vetro Tipi di vetro Caratteristiche Impieghi Colore bianco, verde o bruno per la presenza di impurezze. Lastre per finstre, specchi comuni, bicchieri, barattoli…. Cristallo di BOEMIA Leggero, trasparente e brillante, è a base di potassio. Servizi fini da tavola, lampadari, bulbi per termometri… Cristallo A base di silicato di piombo, è sonoro, pesante, brllantissimo o molto rifrangente. Vetro comune Mezzo cristallo o Vetro pirex Contiene un’ alta percentuale di allumina e di anidride borica. Si dilata poco al calore, è molto resistente al fuoco. Oggetti di pregio, servizi da tavola, vetri per ottica, strass.. Stoviglie da forno e oggetti per laboratorio. Tipi di vetro Caratteristiche Impieghi Si ottiene opacizzando tutta la massa con l’aggiunta di particolari sostanze, oppure attraverso la smerigliatura, cioè attraverso l’abrasione della superficie degli oggetti con sabbia silicea. Oggetti vari, articoli per la casa… Si prepara aggiungendo dei pigmenti colorati alla massa vetrosa. Oggetti vari, lastre… Vetro ottico E’ molto leggero e trasparente, è a base di potassio e boro. Lenti e altri prodotti di ottica. Vetro di sicurezza Si ottiene inserendo tra due cristalli un foglio di materiale plastico trasparente. Talvolta si combinano più strati alterni di vetro e di plastica. La rottura non produce schegge. Vetri antiproiettile, parabrezza… Vetro opaco Vetro colorato Vetro armato Si ottiene interponendo reticelle metalliche o di plastica tra due strati di vetro. Lastre per vari usi. Tipi di vetro Vetro infrangibile Caratteristiche Impieghi Vetro comune sottoposto a lunghi procedimenti di tempra.Il SECURIT è un cristallo di notevole spessore (6-8mm) sottoposto a tempra; è molto resistente agli urti, alla flessione e agli sbalzi di temperatura. Vetro cemento Struttura mista di cemento armato e vetro Pareti, piastrelle... Vetro ceramica Particolare tipo di vetro in cui speciali trattamenti termici danno origine ad una fase cristallina con modifiche sostanziali sia della resistenza meccanica, sia del coefficiente di dilatazione. Utilizzato nel settore aerospaziale e, si prevede, anche nei motori comuni Specchi Lastre di vetro con la superficie riflettente Specchi e latri ottenuta per deposizione di uno strato sottile oggetti di metallo (alluminio o stagno o argento per quelli più pregiati)protetto con una particolare vernice. Tipi di vetro Vetro isolante Smalti caratteristiche Si realizza unendo due o più lastre di cristallo separate da cuscinetti d’aria perfettamente disidratata.Il collegamento perimetrale delle lastre è ottenuto per incollatura mediante l’interposizione di materiali plastici ad alta adesività meccanica e ottima tenuta alla diffusione del vapore acqueo. Questo tipo di vetro è anche fonoassorbente, cioè attenua i rumori esterni riducendoli di circa il 70%. Il TERMOLUX è costrituito da due cristalli che racchiudono uno stato di lana di vetro; possiede quindi un elevato potere coibente. Il vetro ATERMICO è un vetro filtrante costituito da una lastra di vetro di cristallo, colorato con colori tenui che diffondono la luce, riducendo notevolmente l’abbagliamento. Vetri facilmente fusibili, incolori o colorati, trasparenti o opachi. impieghi Lastre per finestre, vetrate ed altri prodotti per l’edilizia. Si usano per ricoprire porcellane, metalli e anche altri vetri. Tipo di vetro Fibra di vetro (lana di vetro, seta di vetro, fibra ottica) Caratteristiche Si ottiene riducendo in fili la pasta vetrosa mediante procedimenti operativi particolari. La fibra ottica ha l’aspetto di un sottilissimo filo trasparente formato da due parti distinte: un’anima interna e una corona esterna. Impieghi Le fibre più corte, trasformate in pannelli o feltri, sono destinate all’isolamento acustico e termico. Unite a materiali bituminosi, si usano per impermeabilizzare terrazze e coperture varie; servono, inoltre, per produrre tessuti ininfiammabili, tendaggi, stoffe particolari e altri manufatti di grandi dimensioni (barche, pareti per prefabbricati..). Le FIBRE OTTICHE sono usate nelle telecomunicazioni perché possono sostituire i fili elettrici, e le informazioni vengono trasmesse con impulsi luce anziché con impulsi elettrici. I raggi luminosi, imprigionati nell’anima del filo, procedono compiendo una serie di rimbalzi successivi contro le sue pareti, secondo il principio della riflessione.Altre applicazioni delle fibre ottiche sono le sonde con le quali i medici vedono dentro lo stomaco dei loro pazienti, i calcolatori elettronici, i robot industriali.. Il vetro e l’ambiente Il vetro è l’unico elemento interamente riciclabile: da un contenitore usato può nascere un nuovo contenitore. Il riciclo del vetro consente di risparmiare la materie prime (sabbia, calcare, ecc..) necessarie per la sua produzione, limitando l’apertura di nuove cave a tutto vantaggio del territorio. Anche i consumi energetici vengono ridotti poiché l’utilizzo di rottami di vetro abbassa il punto di fusione e occorrono minori quantità di calore rispetto a quelle necessarie impiegando le materie prime tradizionali; consumando meno combustibile si riduce anche l‘inquinamento atmosferico. Per fabbricare una bottiglia occorrono: + + + Soda g. 100 Gasolio g. 90 Sabbia g. 400 Oppure: + Gasolio g. 90 Rottami di vetro Calcare g. 100 Il vetro riciclato diventa quindi disponibile come materia prima per produrre altri manufatti, a differenza di molti prodotti di scarto che devono essere messi in condizione di non nuocere all’ambiente attraverso costose lavorazioni.. Infatti, non tutti i materiali sono riciclabili, perché alcuni di essi producono, anche nel momento dell’incenerimento, un inquinamento gassoso più pericoloso dell’inquinamento meccanico. Il riutilizzo del contenitore di vetro non è, però, così semplice: il sistema è abbastanza costoso, perché bisogna affrontare i problemi della raccolta e del trasporto, di pulizie necessarie per rendere riutilizzabile il prodotto dalle industrie. Comunque riutilizzare il vetro grazie alla raccolta e al riciclo è importantissimo: nel 1984 in Europa sono stati risparmiati 135 milioni di litri di elio combustibile. Oggi le inconfondibili campane per la raccolta del vetro sono ormai in ogni angolo di strada e quindi liberarsi di una bottiglia in modo corretto non è un problema: basta ricordare che è necessario sempre togliere il tappo prima di inserirla nei contenitori. Schema dei trattamenti per trasformare il vetro riciclato in materia prima. Raccolta svuotamento delle campane e trasporto al centro di raccolta e di trasformazione. Mediante Mondatura soffiatura o asportazione il rottame viene liberato dalle parti più leggere (sughero, carta..) Lavaggio con acqua per l’asportazione finale di tutti i residui organici. Frantumazione il vetro viene frantumato con appositi martelli. Asportazione di tutti i metalli (capsule, fili di ferro..) mediante sistemi a magneti. Materie prime da riutilizzare Fine
Scarica