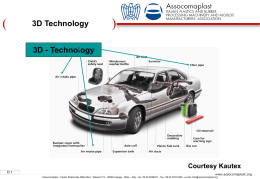
( ) Blow Moulding Process & Barrier Containers Part 2 D.1 Equipment www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Major process stages ) • Feeding system for the granules, regrind and masterbatches • Melting and homogenizing of the plastic in a single screw extruder • blowing of the bottle • cooling of the bottle • calibration and de-flashing • leak proof testing D.2 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Blow moulding techniques ) Extrusion blow moulding – continuous extrusion – intermittent extrusion Injection blow moulding Injection stretch blow moulding D.3 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Extrusion Blow Moulding – Wheel Machines D.4 ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Continuous extrusion blow moulding 1 ) Line with double station for Max. 24 cavities D.5 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.6 Blow Moulding Machine ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.7 Blow Moulding Line Equipment elements ) - Feeding system (volumetric, gravimetric, mixing), hopper - Extruder: screw, barrel, adaptor - (Filter screen-pack, filter changer) - Head, parison control, die: mandrel, bushing - Parison cutter - Blow unit - Mould(s) - De-flashing unit - On-line test unit (holes, top-load) - Labelling (glueing, IML), printing (flaming, Corona) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Equipment set-up ) Die centering adjustment bolts Die Blow pin Hot knife cutter Parison D.8 Mould www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.9 Equipment set-up ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Dosing and mixing units ) D.10 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Dosing and mixing units ) D.11 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.12 Blow Moulding Line – Extruder ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Blow Moulding Line – Extruder ) Functions of the extruder: - Convey the granules in the screw flight - Compress the solid granule and remove the air - Melt the granules - Mix the melt, to make it as homogeneous as possible - Produce the desired melt temperature - Produce the desired pressure to have the melt flowing D.13 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Blow Moulding Line – Extruder ) Typical extruder for blow moulding lines - Normally with grooved barrel - 3 zone screw or barrier screw with or without mixing elements D.14 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( ) Screw Feeding zone zone Connection to the motor L Compression zone Metering zone D q D q F A M D.15 F Screw diameter Flight angle (17.65) Feeding zone depth Feeding zone length/D Metering z. length/D P L P H C N H Screw length Pitch Metering zone depth Compression z. depth/D Screw speed, rpm www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Screw ) Typical 3-zone screw: D= 90 mm L/D= 25 Compression ratio: 2.0 to 2.5 Length feed section: 10D Length compression section: 6D Length metering section: 9D Typical barrier screw with mixing head: L/D: 20 D.16 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Screw 3 ) Multi-Purpose Barrier Screw for Grooved Barrels D.17 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Mixing elements 2 ) Shear & mixing elements D.18 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Screw 3 ) Multi-Purpose Barrier Screw for Grooved Barrels D.19 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( ) DISTRIBUTIVE (ananas, Saxton, Dulmage) They divide and recombine flow streams DISPERSIVE (UCC; cavity transfer mix, static mixer) Cutting strains generate the reduction of particles of immiscible components D.20 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.21 Mixing elements ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.22 Mixing elements 3 ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Grooved barrel ) Grooved zone Cooling D.23 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Filters – Screen pack – Filter Changer ) old filter D.24 new filter www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Types of dies ) - Spiders (PVC) - Mandrel - Spyral D.25 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Mandrel die ) - Low cost - Reduced external dimensions - High precision with annular die gap - Difficult centering - Long time needed for color change - Output depending D.26 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.27 Standard die ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.28 Multiple die ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.29 Die design and polymer swell ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.30 Die design and polymer swell ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.31 Coextrusion dies for 3 layers ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Coextrusion die for 6 layers and wall structure D.32 ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] State-of-the-art structure of multilayer bottles ( ) 2 layers PE-LD/PE-HD 3 layers PET/PET/PET PET/PA/PET PE-HD/R PE-HD /PE-HD PE-HD/Adhesive/PA PE-HD/Adhesive/EVOH 4 layers PE-HD/R PE-HD/Adhesive/PA or EVOH D.33 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] State-of-the-art structure of multilayer bottles ( ) 5 layers PE-HD/adhesive/EVOH/adhesive/PE-HD PE-HD r PP EVOH or PA 6 layers PE-HD/R PE-HD/adhesive/EVOH/adhesive/PE-HD PE-HD or PP EVOH or PA D.34 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Radial flow head – Heart shaped melt flow channels D.35 ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Radial flow head – Heart shaped melt flow channels ) - Distance to exit on the back side of the mandrel is shorter than the one of the extruder side = lower pressure drop - Reduces parison bending - Melt parted in two (180°) for optimized distribution of thickness - Fusion lines on the opposite part of entry D.36 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Die centering ) Die mandrel can be centered by means of adjustment bolds. Poor centering leads to uneven wall thickness distribution, resulting in poor bottle stiffness. D.37 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Die deformation ) - No flexibility - Used for containers with special form (strong oval shape, square) D.38 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Die deformation/Partial thickness control (PWDS) D.39 ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] Parison thickness control ( ) - Programming parison thickness through electronic system to optimize container wall thickness and performance D.40 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] Parison thickness control ( ) Vertical mandrel movements modify the die gap thus the parison thickness (and its swell) D.41 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Blowing systems ) - Blowing is done aside of the die - Blowing pin descends in to the neck opening (continuous extrusion lines, with or without neck calibration) D.42 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Blowing systems ) - Blowing pin is part of the mandrel (Uniloy equipments) intermittent, with neck calibration - Blowing pin replaced by a needle (carousel lines for aseptic containers or toys) D.43 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Blowing systems ) - Two blowing pins moving aside, used for flat articles with high widening ratio. One of the pin is the blowing pin. D.44 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Blowing systems ) - Blowing air needs high pressure - Too high air pressure causes protrusions closed to the partition lines of the mold - Too low pressure causes air trapping, rough surface and partition lines not homogeneous - Pre-cooled air or liquid nitrogen can help reducing cycle time and increasing production D.45 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Blowing systems ) - Pre-blowing with open parison - avoids parison collapse - Pre-blowing with closed parison - reduces parison elongation - optimize mold filling - improve formation of partition lines (by reducing accumulation at the end of the lines contributes to control parison/container thickness - reduce blowing time for large containers D.46 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Parison cut ) - Cold knives for HDPE (hot for PP) - Tear through head movements (Uniloy lines and large containers) - Tear through mold movements D.47 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Moulds ) - Manufactured using aluminum alloys with high heat transfer - Inserts for de-flashing made of steel with low abrasion coefficient D.48 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.49 Moulds 2 – Mould glossary ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Moulds 3 ) Mould movements - normally the mould moves aside of the die to avoid the descending parison stitching on the mould D.50 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Moulds 4 ) Removal of the air from the mould cavity The air can be removed from the mould cavity along the partition lines - through venting - through sand blasting (rough surface) - Insufficient air venting causes opaque spots on the surface of glossy containers D.51 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Moulds ) Movements of the extruder instead of the mould - To avoid the parison stitching on the mould, the extruder raises up (technique used for large containers) D.52 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.53 Bottle glossary ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.54 Bottle glossary ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Container cooling ) - The cooling time is the longest part of the production cycle - Well designed moulds have cooling channels and chambers - Recommended mould temperature is 15-30°C - Use of pre-cooled air is strongly suggested - Cooling units for medium and large containers are strongly suggested as well in general foe countries with hot climates - Polymer shrinkage must be take in consideration by mould design HDPE (< 2 mm): 0.02-0.035 mm/mm D.55 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( De-flashing ) - Blowing in the neck: the parison has the same dimensions of the neck (thread insert) - Flashing (neck, bottom and handle) are removed by a device constructed according to the container shape - The flash pockets facilitate the removal and optimize the partition lines D.56 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( De-flashing – Pinch-off zone and flash pockets ) - Facilitate flashing removal and correct partition lines formation - Flash pockets must force the material in the welding lines Factors influencing de-flashing: - pinch-off force - pinch-off angle - length of the pinch-off zone - mould closing speed D.57 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( De-flashing ) For a good impact resistance D.58 fk = SK/SB ~ 1 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( D.59 De-flashing unit ) www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Mould closing systems ) Closing force must be: - sufficient to keep the mould closed during blowing - sufficient to pre-cut the parison for an easy de-flashing D.60 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Mould closing systems ) 3 plates unit Joint unit for small dimension lines D.61 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Blow moulding – Intermittent process ) Accumulator system: - Used for large dimensions containers - Used for resins with low melt tension - No need for mould movements D.62 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Blow moulding – Intermittent process – Type of accumulators Type ram + mandrel D.63 ) Type annular ram www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( ) Production Maintenance Processing conditions Labeling of containers D.64 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( ) To run a trouble free production the operators must have a good knowledge of the equipment - knowledge of the line elements and their function - minimum and maximum performance, limitations - calibration (specially for coex lines) - databank per working conditions and formulations - die selection in function of container shape, weight and spec - die setting and thickness control through parison programming D.65 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( ) Temperature profiles 240 220 Temp set °C 200 180 Flat Reverse Hump-Back Ramp 160 140 120 100 0 1 2 3 4 5 6 Zone D.66 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Maintenance ) For maintenance and cleaning operations on head, die, screws and cylinder can only be used brass, bronze, copper or aluminum tools (mainly self-made) REMEMBER: all scratches caused by steel tools remain for life! Preventive and extraordinary maintenance should only be made by trained staff Preventive maintenance plan must be prepared for the full year, in function of resins and additives used D.67 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Maintenance ) Preventive - program according to manufacturer instructions - calibration of the screw speed - calibration of the heating elements - calibration of the extruder pressure transducers (by comparison) and thermometers (extruders and molds) - check of the emergency switches - check of the working pressure Special - Dismantling and cleaning the screw and the cylinder - Dismantling and cleaning the head and the die D.68 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected] ( Container labelling ) - Self adhesives labels, paper or plastic, applied off line - Paper, plastic labels applied by gluing off line - IML (In-Mold-Labelling), labelling in the mould, with labels pre-inserted in the mould by robots, using labels made of polymers compatible with the one used for the container and shoving very low shrinkage - Printing in or off-line, using different technologies, after surface treatment, like flaming or Corona D.69 www.assocomaplast.org Assocomaplast - Centro Direzionale Milanofiori - Palazzo F/3 - 20090 Assago - Milan - Italy - tel +39 02 8228371 - fax +39 02 57512490 - e-mail: [email protected]
Scaricare