PICCOLA GUIDA
PER CONOSCERE E RISPARMIARE
LA CARTA
Paola Muzi
Giugno 2008
pag 1
pag 2
INTRODUZIONE
La carta è divenuta un prodotto essenziale nella vita quotidiana, in casa e al lavoro,
nelle ore dedicate allo svago, all'informazione e allo studio. Essa, infatti, è usata non solo nel
campo della comunicazione (giornali, libri) e dell'imballaggio (astucci, casse di cartone
ondulato, carta per pacchi, per dolciumi, ecc.), ma entra nelle nostre case per usi domestici e
sanitari; ha inoltre applicazioni industriali (carta filtri), è usata negli uffici, senza dimenticare
gli usi minori (costruzione, moda, passatempi, ecc.).
La carta è un prodotto realizzato dal legno mediante un processo industriale complesso,
trasformatosi nel tempo con l'introduzione delle tecnologie più innovative e che richiede
consistenti investimenti di denaro e capacità professionali.
In Italia, il pioppo è l'unico legno a rapido accrescimento (6-8 anni per la maturazione
completa) disponibile in quantità discreta e la sua coltivazione fa parte della cultura e della
tradizione della pianura padana.
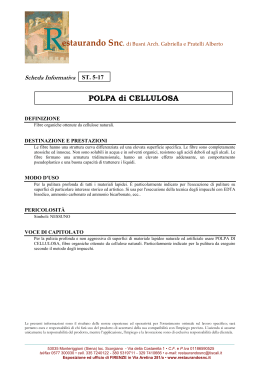
Questa materia prima rapidamente rinnovabile è utilizzata al 100% dalla base sino ai rami,
corteccia compresa (Fig.1).
Il
tronco
commercialmente
più
pregiato
(trancia), dalla base sino al livello in cui ha 20
cm di diametro è utilizzato per produrre
compensato, segati, paglia di legno e persino
cappelli.
Da 20 cm sino a 10 cm di diametro è
utilizzabile per produrre segati o fibre per
carta.
Da 10 cm sino a 4 cm di diametro è utilizzato
per produrre pannelli truciolari.
Fig.1 Il tronco del pioppo: destinazione di utilizzo delle varie
http://www.assocarta.it/files/ Alla-scoperta-del-pianeta-carta.pdf pg. 36
pag 3
porzioni.
Da
È opportuno però sottolineare che, in Italia, il legno costituisce la seconda voce di
importazione dopo la carne, ma purtroppo non sempre esso ha una provenienza lecita.
L'utilizzo delle risorse forestali a fini produttivi deve avvenire nel rispetto delle funzioni
insostituibili assicurate dalle foreste alla salvaguardia del Pianeta.
Ciò è alla base delle Convenzioni internazionali sulla gestione sostenibile delle foreste
e sulla biodiversità che sono state recentemente sottoscritte sia a livello mondiale (Rio de
Janeiro, 1992) sia in ambito europeo (Helsinki, 1993) da molti Stati, tra cui tutti i Paesi
membri dell’Unione Europea.
CAP.1 LA CARTA: COS’È
La carta è un prodotto naturale e riciclabile, costituito essenzialmente da materie
prime fibrose e sostanze minerali, unite tra loro ed essiccate.
Il significato della parola carta è piuttosto incerto; esso deriverebbe, attraverso il
latino charta, dal greco charassò che significa incidere, scolpire.I termini corrispondenti paper
anglosassone, papel spagnolo e papier francese, derivano da papiro, pianta utilizzata per
produrre fogli su cui scrivere dagli antichi egizi fin dal 3000 a.C. e successivamente da greci e
romani.
Il rapporto tra il peso della carta e la sua superficie si definisce "grammatura". Secondo la
grammatura il materiale si classifica generalmente in:
* carta (10÷150 g/m2 con spessore 0,03÷0,3 mm)
* cartoncino (150÷450 g/m2 con spessore maggiore di 0,3 mm)
* cartone (450÷1.200 g/m2 spesso fino a 2 mm).
Un pacco di fogli di carta è chiamato risma (solitamente composta da 500 fogli).
I prodotti cartari si possono suddividere in 6 grandi categorie: carta da stampa, carta da
scrivere e per ufficio, carte da imballaggio,cartoni e cartoncini,articoli igienico-sanitari, carta
per uso industriale e varie (tab. 1).
1.1 Caratteristiche fisiche e chimiche delle materie prime
Se si prova a strappare un foglio di carta, dapprima trasversalmente e poi
longitudinalmente, si noterà che la prima volta il foglio si strappa seguendo una linea
abbastanza retta, e la seconda volta seguendo una linea più obliqua. Il bordo degli strappi,
osservato in contro luce, mostrerà la fuoriuscita di piccole fibre. La lunghezza di queste fibre
può variare secondo il tipo di foglio e la direzione delle fibre strappate: in particolare quelle
più lunghe daranno uno strappo più obliquo e quelle più corte uno strappo meno obliquo.
pag 4
Queste fibre sono sensibili all’acqua, quindi tendono a rigonfiarsi o a restringersi a seconda
che il grado di umidità aumenti o diminuisca.
Tabella 1
Classificazione delle carte per grandi comparti
per giornali e guide telefoniche
carte da stampa
per rotocalco
per offset e roto-offset (stampa indiretta)
o carte speciali (carte geografiche, carta moneta)
carta da scrivere
carta per buste
carta per quaderni
carte da scrivere e per ufficio
carta per disegno
carta per fotocopie
carta per fax
carta da diazotipia
carta carbone e autocopiante
carta kraft, crespata e per sacchetti
carta per alimenti
carte da imballaggio
carta pergamena vegetale
carta uso pergamena
carta pergamino
carte catramate, siliconate, accoppiate con plastica
cartoni a un getto
cartoni a più strati
cartoni e cartoncini
cartoni ondulati
carta da onda
cartoni pressati
cartonlegno
cartoncini
carta igienica
fazzoletti
articoli igienico/ sanitari
tovaglioli e tovaglie
asciugamani
carte per uso medico
carta per cavi elettrici, condensatori, ecc.
carta per laminato plastico
carta per sigarette
carte per uso industriale e varie
carta per fotografia
carta da filtro
carta adesiva
carta decorativa
carta da parati
Prima dell’avvento della produzione industriale, le materie prime usate per la
fabbricazione della carta erano le fibre di canapa, lino e cotone. Oggi esse sono ricavate quasi
esclusivamente dal legno di alberi appartenenti alla sottodivisione delle Gimnosperme
(Conifere) e delle Angiosperme dicotiledoni (Latifoglie). Le fibre del legno sono composte in
pag 5
prevalenza da due polimeri principali, cellulosa e lignina e, in quantità variabili, da sostanze
incrostanti e intercellulari come emicellulosa e sostanze peptiche.
La lignina, sostanza amorfa e rigida, si deposita nella parete secondaria delle cellule
vegetali, svolge una funzione di sostegno, e agisce da cementante tra le fibre vegetali
creando un materiale rigido e duro, molto resistente agli urti, alle compressioni e alle flessioni
nonché agli attacchi dei microorganismi, non permettendo la penetrazione di enzimi litici.
Procedendo dall’esterno verso il lume della fibra, la lignina diminuisce progressivamente sino a
sparire verso la parete interna.
La cellulosa ha un andamento complementare alla lignina e va progressivamente
calando dal lume all’esterno, sino a scomparire nella parete primaria. Essa è organizzata in
una struttura cristallina costituita da un gran numero di molecole di glucosio (da circa 300 a
3.000 unità), unite tra loro da un legame β 1-4 glicosidico. Queste catene sono disposte
parallelamente le une alle altre e si legano fra loro, per mezzo di legami idrogeno, formando
fibrille molto ordinate.
Nei procedimenti di estrazione della cellulosa, la molecola di lignina viene disgregata
chimicamente, e i frammenti sono allontanati mediante dissoluzione. Le fibre di cellulosa
delignificate sono flessibili e morbide, e offrono resistenza alla trazione.
Quindi, nei processi di fabbricazione della carta, la lignina deve essere eliminata perché
essendo di natura idrofoba, e disponendosi intorno alle fibre di cellulosa, non consente la
formazione dei legami idrogeno, necessari alla resistenza dei fogli. La differenza fra i diversi
tipi di carte o cartoni dipende dalla combinazione di fibre lunghe o corte, dal loro contenuto
in lignina, nonché dallo spessore della parete della cellulavegetale, che influenza la flessibilità
della fibra.
La fibra a parete cellulare più sottile assume un aspetto a nastro e crea maggiori
superfici di contatto con le altre fibre. Pertanto impasti con prevalenza di fibre a pareti sottili
daranno carte più dense, più sottili, più resistenti alla trazione e più trasparenti.
La fibra a parete cellulare più spessa assume di preferenza un aspetto tubuliforme, è
rigida e offre minori superfici di contatto con le altre fibre. Da impasti contenenti in
prevalenza fibre a pareti spesse deriveranno carte più voluminose e opache, meno resistenti
alla trazione ed alla piegatura, ma più resistenti alla lacerazione.
Secondo l’uso cui è destinata, alla carta possono essere aggiunti collanti, cariche minerali,
coloranti ed additivi diversi.
pag 6
1.2 L'opacità della carta
La lettura di una pagina risulta fastidiosa e faticosa se in trasparenza si vedono le
parole o le immagini stampate sul retro o sulla pagina seguente; pertanto per le carte da
stampa è richiesta sempre la massima opacità possibile. L’opacità di un foglio di carta
dipende dal tipo delle fibre impiegate, dalla loro raffinazione e dalle cariche contenute
nell’impasto, e deve variare in base alle esigenze di stampa. Vediamo da cosa dipende
l’opacità.
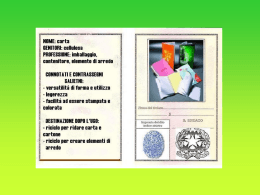
In un mezzo otticamente omogeneo un raggio di luce procede in modo rettilineo
senza subire variazioni. Quando esso (raggio incidente) incontra sul suo cammino mezzi non
omogenei, nel passare da un mezzo ad un altro, si scompone in un raggio che si riflette
parzialmente e in un raggio rifratto, le cui velocità di propagazione dipendono dal mezzo che
attraversano. La deviazione subita dal raggio luminoso è in relazione con l'indice di rifrazione
“n” (Fig. 1). Essa risulterà tanto maggiore quanto maggiori saranno le differenze tra gli indici
di rifrazione dei mezzi, e quanto più piccoli e più numerosi saranno i corpi che creano una
discontinuità ottica.
Fig 2: scomposizione di un raggio di luce quando
attraversa due mezzi otticamente diversi
(n= indice di rifrazione)
Se si osserva un paesaggio esterno, in una giornata di sole esso appare nitido e
luminoso. Ma se calerà la nebbia lo stesso paesaggio apparirà confuso e opaco. Questo
accade perché nel mezzo omogeneo (l’aria in una giornata di sole) sono stati introdotti dei
pag 7
consistenti elementi di discontinuità ottica, sotto forma di goccioline di acqua di piccolissime
dimensioni (la nebbia), che rimangono sospese nell'aria.
Qualsiasi dettaglio del paesaggio, prima di arrivare al nostro occhio, deve perciò
attraversare miriadi di particelle di diverso indice di rifrazione e subirà infinite riflessioni e
rifrazioni disordinate, disperdendosi in tutte le direzioni. Il nostro occhio coglierà una
luminosità diffusa ed uniforme, senza possibilità di risolvere tutto in una immagine chiara.
L'indice di rifrazione che più si differenzia da quello della cellulosa è quello dell'aria,
pertanto per ottenere un foglio con la maggior disuniformità ottica possibile converrà lasciare
la maggior quantità di aria tra le fibre.
Da fibre morfologicamente diverse si ottengono carte con differenti gradi di opacità.
Fibre a parete sottile tendono a formare un foglio compatto, dove saranno minori gli spazi
che possono essere occupati dall'aria; la luce che lo attraversa non subirà tante deviazioni e
la carta avrà scarsa opacità.
Fibre a parete spessa, tubuliforme ed abbastanza rigida, hanno meno aree di contatto e
quindi più volumi liberi che possono essere occupati dall'aria. La luce che le attraversa subirà
un maggiore numero di deviazioni rispetto alla situazione precedente. Il foglio che ne deriva
risulterà più opaco.
Anche alcune polveri minerali possono accrescere l'opacità del foglio in quanto, disperdendosi
uniformemente nella massa, grazie alle loro ridottissime dimensioni, creano un numero
elevatissimo di interfacce aria-carica e quindi ulteriori deviazioni dei raggi luminosi.
In un foglio di carta bagnato, l'acqua riempe buona parte dei vuoti lasciati dall’aria. Essendo
l’indice di rifrazione dell’acqua maggiore rispetto a quello dell’aria, sarà minore la differenza
tra gli indici di rifrazione di acqua e fibra, e questo provoca un aumento della trasparenza.
CAP. 2 BREVE STORIA DELLA CARTA
Il bisogno dell’uomo di tramandare testimonianze della sua vita e delle sue attività
risale a quando egli tracciava primitivi segni sulle pareti delle caverne. Segni che,
parallelamente alla sua evoluzione, si sono andati trasformando fino all'attuale scrittura.
Prima dell’invenzione della carta, nei diversi secoli, il pensiero dell’uomo veniva graficamente
trasferito sui materiali più diversi: dalle foglie di palma alla corteccia degli alberi, alle tavole di
pietra, dalle lastre di bro nzo o di piombo a quelle di argilla, e ancora, su cocci, conchiglie,
tavolette di avorio o di bambù, di cera o di legno. Questi materiali non erano però di grande
praticità, essendo o troppo ingombranti o troppo difficili da adoperare e da trasportare.
Pertanto, presso i popoli antichi, la scrittura serviva solo per assicurare la conservazione di
documenti necessari alla vita pubblica e privata: poche sono le opere letterarie scritte su
pag 8
questi materiali che ne rendono impossibile la circolazione, basti pensare ai poemi di Esiodo
(IX sec. a. C.) scritti su tavole di piombo.
La ricerca di materiali più maneggevoli portò, in Cina, all’utilizzo del bambù e della
seta, e nelle civiltà mediterranee e medio-orientali, della pergamena e del papiro. Per scrivere
su di essi non era necessario il punteruolo ma erano sufficienti una penna o un pennellino. Il
papiro, in particolare, ebbe notevole diffusione tra gli Egizi per divenire successivamente la
materia più usata per la scrittura in Grecia e a Roma. I fogli di papiro, di varia grandezza, si
ricavavano dal fusto della pianta omonima, fiorente lungo le rive del Nilo. Il papiro veniva
tagliato longitudinalmente in strisce sottilissime che venivano bagnate nel fiume, distese e
accostate
le une accanto
alle altre. Un secondo
perpendicolare al precedente.
strato
Le fibre così sovrapposte
era poi disposto in modo
erano quindi compresse, e
assumevano l'aspetto di un vero e proprio foglio che, essiccato al sole e spalmato con olio di
cedro per far aderire meglio la scrittura, era pronto per l'uso. I fogli di papiro erano però
molto fragili. La prima forma di libro antico, detto dai greci tomos o cilindros e dai latini
volumen o rotulus, era costituita da più fogli di papiro, uniti per i margini, incollati tra loro con
una colla fatta di farina, acqua bollente e aceto, e quindi arrotolati.
L'uso della pelle animale per la scrittura risale al II secolo a. C. a Pergamo, nell'Asia
Minore. Plinio il vecchio narra che gli artigiani di Pergamo furono costretti a cercare un nuovo
supporto per la scrittura a causa di una rivalità nata tra i sapienti di Pergamo e quelli di
Alessandria, che portò al divieto di spedizione di papiro da Alessandria, che ne era la
principale produttrice, a Pergamo.
Di qui l’intuizione di lavorare pelli opportunamente conciate. In generale si utilizza
pelle di montone, bue o capra, ben raschiata, sgrassata in acqua calda, messa ad asciugare,
strofinata con creta in polvere, e infine pulita con pietra pomice.
L'uso delle pelli per la scrittura, però, risale a tempi più antichi: il cuoio era già usato
dagli Egizi, dagli Ebrei, dagli Assiri, dai Persiani e dai Greci. È possibile, però, che a Pergamo,
sotto Eumene II Sotere (re di Pergamo dal 197 al 160 a.C.) sia stata perfezionata la
preparazione di questa materia che prende appunto il nome di pergamena o parcimino, che
significa membrana di Pergamo. (fig. 3)
L'uso delle pelli per la scrittura, però, risale a tempi più antichi: il cuoio era già usato
dagli Egizi, dagli Ebrei, dagli Assiri, dai Persiani e dai Greci. È possibile, però, che a Pergamo,
sotto Eumene II Sotere (re di Pergamo dal 197 al 160 a.C.) sia stata perfezionata la
preparazione di questa materia che prende appunto il nome di pergamena o parcimino, che
significa membrana di Pergamo. (fig. 3)
pag 9
Fig 3: Pergamena
La pergamena ha una superficie liscia e solida e può essere adoperata su entrambe le
facce. Si conserva meglio del papiro, reagisce bene all'influenza degli agenti esterni e, a
differenza del papiro, sopporta la cancellazione; fra i manoscritti su pergamena si trovano,
specie nel Medioevo, numerosi palinsesti su cui la primitiva scrittura è stata raschiata per
scrivere un nuovo testo.
Nelle regioni settentrionali la pergamena sostituì presto il papiro, che per crescere
richiede un clima subtropicale. In Cina, invece, i documenti venivano scritti sul bambù ed
erano, per questo, difficili da conservare. Occasionalmente veniva usata la seta, ma era
troppo costosa per un uso diffuso. Anche la pergamena e il papiro avevano il difetto di essere
molto costosi, e producibili solo su scala piuttosto limitata.
L’invenzione di un nuovo materiale scrittorio di agevole impiego e di basso costo,
quindi alla portata di tutti, avvenne in Cina e risale all'anno 105 d.C., quando l'eunuco Ts'ai
Lun, gran dignitario di corte, informò l'imperatore di aver trovato il modo di fabbricare «con
vecchi stracci, reti da pesca e scorza d'albero» un materiale leggero e resistente che chiamò
«Tche»: la carta. La tecnica era davvero rivoluzionaria perché si basava sull'idea di intrecciare
fibre ottenute partendo dagli stracci, dalla corteccia degli alberi, dai germogli di bambù e dal
gelso. Questa scoperta varcò ben presto i confini della Cina e la fabbricazione della carta si
diffuse, sia pur lentamente, verso Levante e verso Occidente. Il primo paese dove arrivò fu il
Giappone, intorno al 610, portata da un monaco
buddista, Dam Jing da Goguryeo.
I
giapponesi divennero presto abilissimi fabbricanti di carta, che diventò una vera e propria
industria nazionale. Dalla cartiera imperiale di Kyoto uscirono nuove carte fabbricate con
canapa, paglia e con la parte bianca della corteccia di gelso (washi) debitamente lavata, cotta
e trasformata in pasta.
pag 10
In Medio Oriente la carta si diffuse, importata dalla Cina, con le carovane lungo le vie
della seta. Gli Arabi ne vennero a conoscenza nel 637, ma riuscirono a carpire i segreti della
sua fabbricazione solo nel 751 durante una spedizione militare verso le frontiere della Cina,
quando, nel Turkestan, nella battaglia sul fiume Tala's per la conquista di Samarcanda, fecero
prigionieri dei cartai cinesi e, valendosi del loro aiuto, impiantarono una cartiera in quella città.
La carta di Samarcanda, fatta con canapa e lino, diventò presto famosa col nome di kaghad.
Per la segretezza
di cui era circondata, la produzione restò a lungo
concentrata
a
Samarcanda, che fu per vari secoliun centro cartario importante. Tuttavia, nel 793 l'industria
cartaria si sviluppò anche a Bagdad da cui si diffuse in tutte le province del mondo
musulmano. La carta di Damasco, molto nota in Occidente, era già menzionata verso il 985.
Con l'espandersi del mondo
arabo-musulmano si diffuse anche la tecnica di
fabbricazione della carta: nell'VIII secolo in Egitto, nei secoli successivi in tutta l'Africa
settentrionale e in Spagna per poi arrivare in Italia, attraverso la Sicilia, attorno all'anno 1000.
Il livello di cultura nell'Europa medievale, non paragonabile a quello elevato del mondo arabo e
della Cina, non favorì la diffusione della carta. La nuova industria fu anche avversata
dall'Occidente Cristiano, a causa della sua provenienza araba o giudaica, tanto che Federico II
in un editto del 1221 ne proibì l'uso negli atti pubblici.
Le cose cambiarono dal 1268 quando a Fabriano, una piccola città tra Ancona e Perugia, si
migliorò il processo di produzione della carta.
Ritagli di vestiti, vecchi tessuti, cordami delle navi, sacchi usati, una volta raccolti,
cerniti e lavati, erano purificati su setacci a maglie grosse. Quindi erano tagliati e sfilacciati in
presenza di molta acqua, nelle “pile a martelli”, mediante un’azione meccanica di battitura
(molitura) per formare “la pasta” che era stoccata in “tini”.
Dai tini l’artigiano cartaio prelevava una certa quantità di pasta per depositarla, sotto forma
di foglio regolare, su di un setaccio a maglie molto fini, “la forma”, nella quale essa si
compattava. Successivamente un “torchio” eliminava, per pressatura, l’acqua in eccesso;
infine i fogli erano appesi ad asciugare su apposite attrezzature ("stenditoi").
La molitura degli stracci, eseguita dai cinesi manualmente con il mortaio, e dagli arabi
con la mola mossa da uomini o animali, fu meccanizzata con l’uso di magli multipli, azionati da
un albero a camme collegato ad una ruota idraulica, che sfibravano più velocemente e meglio,
riducendo così i costi e migliorando la qualità. Anche la “forma” cambiò: l'intreccio di bambù
o lamelle di legno, usato da cinesi e arabi, fu sostituito da un intreccioin ottone, per rimanere
pressoché invariato fino al XVIII secolo. La collatura con amido di riso o grano fu sostituita da
una colla a base di gelatina animale, che migliora caratteristiche come l'impermeabilità o la
resistenza a insetti e microrganismi.
pag 11
Presso i cartai italiani nacquero, e si diffusero rapidamente in Europa, dei fogli di carta
contrassegnati da un ornamento caratteristico, ben visibile in trasparenza: la «marca
d'acqua» o «filigrana», assolutamente sconosciuta ai Cinesi e agli Arabi. Essa derivava dalla
deformazione, accidentale o fatta ad arte, dei fili metallici tesi che costituivano Il piano delle
«forme». Questa deformazione veniva fedelmente riprodotta nel foglio «finito». I cartai italiani
furono i primi ad utilizzare le filigrane per contrassegnare la carta: così tra le filigrane si
ritrovano stemmi araldici, ecclesiastici, emblemi di associazioni, di corporazioni, di imprese
commerciali, simboli religiosi e persino amuleti e segni zodiacali.
La carta italiana, di qualità migliore, più economica (e soprattutto cristiana) s’impose
velocemente in tutta Europa. La Chiesa, con i suoi monasteri, che mantennero a lungo il
monopolio della cultura nell'Europa medievale, favorì la nascente industria cartaria. I monaci
presto avviarono un importante scriptorium, in cui maestri, copisti, correttori, rubricisti,
miniatori e rilegatori diedero un valido contributo alla diffusione della cultura classica e della
storia locale.
Tuttavia ancora ai primi del XIV secolo, la pergamena costituiva un supporto per la
scrittura assai più soddisfacente delle prime carte che venivano fabbricate ed ebbe spesso il
sopravvento sulla carta, considerata all'inizio come una materia troppo delicata per la
scrittura dei codici, libri scritti o copiati a mano dall'amanuense, che abbellendoli con
miniature, conferiva loro un vero valore artistico.
Solo con l'invenzione della stampa, la pergamena cedette progressivamente il passo alla
carta.
Fu il tedesco Giovanni Gensfleich detto Gutemberg a realizzare un sistema meccanico per
l'impressione dei caratteri su carta. Nacquero così gli incunabula, termine che deriva dalla
locuzione latina “in cuna”, usata nel '700 dai bibliofili per indicare i primi prodotti dell'arte
tipografica appena nata, cioè ancora “in culla”.
Gli incunaboli, come gli antichi manoscritti, presentano diverse caratteristiche, quali l'assenza
del frontespizio e della numerazione delle pagine; la stampa era effettuata su carta robusta e
ruvida e a volte anche su pergamena. Assicelle di legno ricoperte di pelle, fissate con
cordicelle o strisce di cuoio costituivano la rilegatura, detta anche rilegatura monastica. Le
decorazioni negli incunaboli riguardano soprattutto le iniziali, le illustrazioni e le marche
tipografiche. Le iniziali erano a volte lasciate in un rettangolo in bianco che era poi decorato
dall’amanuense. L'incunabolo più antico è la Bibbia in latino stampata da Gutenberg nel 1453
o 1455 (Fig. 4).
Il monopolio della carta italiana durò fino a metà del XIV secolo quando nuovi centri
cartari sorsero prima in Francia e poi in Germania. La prima metà del XV secolo vide la Francia
pag 12
primeggiare nella produzione della carta, ma per le alte tasse sui mulini e sul trasporto degli
stracci, la produzione si spostò presto verso l'Olanda.
Per la richiesta sempre maggiore di materia prima, in Italia, alla fine del 1600, furono
emanate le prime leggi (Legge di Parma del 1681) che vietavano l'esportazione di stracci e
altri materiali utilizzati nella fabbricazione di carta,ormai considerata preziosa e insostituibile.
Nel 1774, grazie alle scoperte del chimico svedese K.W. Scheele, per sbiancare la carta si
incominciò ad usare cloro. Purtroppo più tardi si scoprì che l'ossidazione dovuta al cloro ha
effetti sulla durata a lungo termine. Nel 1807 fu introdotto un sistema di collatura con allume
e colofonia, più economico di quello con gelatina animale, ma che acidificava la carta almeno
dieci volte di più.
Fig. 4 La Bibbia di Gutemberg (particolare)
pag 13
Nel dicembre del 1798 fu brevettata una macchina per fare “unacarta lunghissima”.Il
brevetto fu acquistato
da Didot Saint-Léger, proprietario della cartiera di Essonnes, e
perfezionato da Gamble. Nel 1803 si costruì una macchina che diede il via alla produzione
industriale della carta.
Durante la prima metà del XIX secolo, i continui miglioramenti ridussero sempre più i
costi e raddoppiarono la produzione. Tuttavia, la limitata offerta della materia prima, gli
stracci, impose la ricerca di nuove fonti. Furono fatti tentativi con l'ortica, la felce, il luppolo e
il mais, ma nessuno di essi riuscì a competere in qualità e costi con gli stracci.
Nel 1844 un tessitore di Heinicken, in Sassonia, di nome F.G. Keller depositò un
brevetto per una pasta preparata dal legno. Il tedesco Heinrich Voelter nel 1846 lo migliorò
con l'invenzione di un apparecchio per la sfibratura del legno, costituito da una grossa mola in
gres. Il prodotto ottenuto era mediocre ma adatto
all’utilizzo per la nascente stampa
periodica. Lo sfibratore si impose solo dopo il 1860 quando esso fu affiancato dai primi
trattamenti chimici per sciogliere emicellulosa e lignina lasciando intatta la cellulosa, seguiti
da sbiancatura con cloro.
Con l'arrivo della pasta di legno, la produzione diventò di massa e la caduta del prezzo
trasformò la carta in un prodotto di largo consumo. In Inghilterra, ad esempio, la produzione
passò dalle 96.000 tonnellate del 1861 alle 648.000 del 1900. I paesi ricchi di foreste, come
quelli scandinavi, il Canada e gli Stati Uniti, diventarono i nuovi riferimenti del mercato della
produzione mondiale. La carta industriale, abbondante
e a basso costo,
permise di
diversificare gli utilizzi: nel 1871 la prima carta igienica in rotoli, nel 1906 le prime confezioni
del latte in cartone impermeabilizzato, nel 1907 il cartone ondulato e poi giocattoli, capi
d'abbigliamento, elementi d'arredo, isolamenti elettrici.
Con la produzione industriale della carta si inaugura l'era della produzione in serie del
libro, che permette di stampare un numero elevato di copie a costi contenuti, con grande
vantaggio per la diffusione della cultura. Da allora i progressi non si contano: innovative
tecnologie di produzione, migliore qualità, costi sempre più ridotti e quantitativi di produzione
enormi hanno conferito alla carta il ruolo insostituibile che oggi ha nella vita di tutti.
Cap. 3 IL PROCESSO DI FABBRICAZIONE DELLA CARTA
Il processo di fabbricazione della carta è molto lungo e complesso, tuttavia può
essere ricondotto ad uno schema semplice nelle sue linee generali.
1. Cernita e lavaggio della materia prima
2. Preparazione dell’impasto
3. Raffinazione
pag 14
4. Formazione del foglio
5. Patinatura
6. Allestimento
3.1 Cernita e lavaggio della materia prima
Confrontando le fasi che caratterizzavano il lavoro dei primi cartai è possibile
ritrovare, sugli impianti moderni, gli stessi percorsi di produzione e le stesse esigenze.
Anche oggi la materia prima subisce un primo lavaggio, per liberarla dal terriccio e da
altre impurità, e una cernita al fine di selezionare il tipo di essenza fibrosa idoneo agli scopi
e di eliminare il materiale estraneo (ferro, sabbia, plastica grumi, schegge ecc). I vecchi
setacci sono stati progressivamente sostituiti dal sabbiere, e da calamite distribuite sul
fondo di una vasca dove, per gravità o per effetto magnetico, si depositavano le parti
pesanti come sabbia, pietrisco, schegge e polvere di ferro. Oggi si utilizzano gli epuratori
(cleaners) che scartano le parti pesanti, gli assortitori a fori o a fessure (screen), che
impediscono il passaggio di parti grossolane, e i vibrovagli che, nella produzione delle
paste chimiche, valutano il legno da introdurre nei bollitori.
3.2 Preparazione dell’impasto
La preparazione dell’impasto richiede il dosaggio delle materie prime, che sono
scelte secondo i requisiti del prodotto finale: purezza, tenacità, resistenza all'ingiallimento.
Le operazioni preliminari dacompiere vanno dall’abbattimento dell'albero,al taglio dei rami
alla scortecciatura a mezzo di tamburi scortecciatori o frese. Infine si ha il taglio in tondelli
seguito dalla vagliatura delle dimensioni
I processi di separazione della lignina dalle fibre vegetali, senza degradare la
cellulosa, possono essere di due tipi: processo chimico, in ambiente alcalino o acido, e
processo meccanico. In base alle modalità di separare le fibre è possibile fare una
distinzione fra i tipi di paste cartarie:
• pasta chimica (pura cellulosa);
• paste semichimiche;
• paste chemitermomeccaniche o chemimeccaniche;
• paste meccaniche.
I processi chimici, rispetto al processo meccanico, sono più dispendiosi ma producono
paste più stabili per via del più basso contenuto di lignina. La pasta meccanica conserva la
durezza e la rigidità del legno; la pasta chimica, detta anche “pura cellulosa”, grazie alla
mancanza di lignina, è molto flessibile e viene compattata più facilmente.
pag 15
3.2.1 P ASTA CHIMICA (PURA CELLULOSA)
Il legno, scortecciato e ridotto in tondelli, viene sottoposto ad un attacco da parte di
sostanze chimiche, in fase acquosa acida o alcalina, per sciogliere la lignina e separarla
dalla cellulosa insolubile.
Questo processo fornisce una pasta grezza e una soluzione di lignina. La pasta raffinata si
ottiene dopo trattamento con cloro e allontanamento della lignina clorurata.
In ambiente alcalino (idrato di sodio) si ottiene
la cellulosa Kraft, con elevate
caratteristiche meccaniche, adatta alla fabbricazione di tutti i tipi di carta resistente come
cartone ondulato e carte da imballaggio.
In ambiente acido si ottengono le cosiddette “cellulose al solfito”. Il trattamento viene
fatto con immissione di vapore acido ad alta temperatura, in modo da sciogliere tutta la
lignina per via chimica e liberare così le fibre di cellulosa con un modestissimo lavoro
meccanico. Si possono avere cellulose a fibra lunga (da conifere) o a fibra corta (da
latifoglia). Esse, dopo l’eliminazione di eventuali impurità, sono convogliate nelle torri di
imbianchimento dove, tramite un processo di ossidazione
con cloro o con
acqua
ossigenata, sono sbiancate per essere utilizzate in carte bianche.
La resa in fibra delle cellulose per kg di legno secco è del 40-45%.
Le carte di pura cellulosa sono sono ottime dal punto di vista qualitativo, sia come
resistenze meccaniche che come
grado
di purezza e
di bianco e durano quasi
illimitatamente nel tempo.
3.2.2. P ASTE SEMICHIMICHE
Sono prodotte partendo prevalentemente da latifoglia (faggio e pioppo). La lignina e le
sostanze incrostanti non sono sciolte completamente in quanto l'attacco chimico è solo
parziale e la fibra di cellulosa è ancora parzialmente lignificata; la resa si aggira sul 60%.
Le paste semichimiche hanno caratteristiche qualitative intermedie fra quelle delle
cellulose (paste chimiche) e quelle delle paste paste meccaniche, e chemimeccaniche e
trovano impiego nella produzione di carta da giornale, da stampa, nel cartone ondulato.
3.2.3. P ASTE CHEMITERMOMECCANICHE (C.T.M.P.) E CHEMIMECCANICHE (E C.M.P.)
In questo tipo di paste, la lignina viene semplicemente ammorbidita attraverso un blando
attacco termo-chimico o solo chimico (senza vapore aggiunto) e quindi lasciata in gran
parte a ricoprire la fibra. La resa quindi è alta, dell'85-90% per kg di legno secco. Le
caratteristiche meccaniche delle paste C.T.M.P. e E C.M.P (lunghezza di rottura, resistenza
pag 16
alla lacerazione), ne consentono impieghi per la produzione di quasi tutti i tipi di carta e
cartoni, dal “tissue “(fazzolettini igienici, asciugatutto, tovaglioli, ecc.) alle carte patinate.
3.2.4 P ASTE MECCANICHE
Anche le paste meccaniche sono paste ad alta resa, sino al 90-95%, e si
ottengono sfibrando il legno esclusivamente per via meccanica. L'alto contenuto di lignina
di questa pasta dà una carta con bassa resistenza all’invecchiamento e all’ingiallimento.
I tondelli di legno vengono passati contro una mola abrasiva rotante (sfibratore); la mola
è parzialmente immersa in una vasca piena d'acqua ed ha l'asse parallelo all'asse del
tronco in modo da separare le fibre orientate nella stessa direzione dell'asse. La
temperatura nel punto di taglio può raggiungere i 190 °C; la pasta è portata via
continuamente da una corrente di acqua che serve anche a raffreddare ed a impedire la
carbonizzazione del legno.
La temperatura del bagno d'acqua si mantiene a 70-80 °C, per aumentare la velocità di
taglio, diminuire il consumo di energia e aumentare la tenacità della pasta.
3.3 Raffinazione
La raffinazione è l'operazione che consente di ottenere dall'impasto fibroso quelle
proprietà che caratterizzano un determinato tipo di carta, e già insite nei tipi di fibre
previste per l'impasto. Esse vengono sospese in acqua, quindi sono sbattute, tagliate,
idratate, sfilacciate e spappolate mediante un’apposita macchina (pulper).
Questo processo consente all’acqua di imbibire sempre di più le fibrille interne e,
rendendo la fibra più plastica, consente la formazione di un maggior numero di aree di
contatto, e di legami, indispensabili per una buona resistenza e formazione del foglio.
All'impasto fibroso raffinato quindi vengono aggiunti altri componenti nelle proporzioni
previste dalla ricetta, per conferire al prodotto finito altre caratteristiche:
•
la colla e l'allume per dare resistenza alla bagnatura o per regolare un assorbimento
eccessivo di inchiostro per scrivere, impedendone il trapasso e la sbavatura;
•
le sostanze di carica per conferire opacità, maggiore levigatura, migliore stampabilità.
L’impasto, pressoché completo in tutti i suoi componenti, viene quindi stoccato in capaci
tine, denominate tine di miscela e poi inviato al vaschino a livello costante
Da quest’ultimo, un quantitativo ben preciso di impasto, dosato mediante la valvola della
grammatura, viene prelevato per aspirazione dalla pompa di alimentazione (fan pump).
Questa pompa diluisce e miscela la pasta prelevata dal vaschino, la fa passare attraverso
un impianto di epurazione ed un assortitore (screen) e quindi la porta in cassa d'afflusso. Il
pag 17
complesso fan pump - epurazione - screen - cassa d'afflusso , prende il nome di testa
macchina.
3.4. Formazione del foglio
Nella “cassa d’afflusso” le fibre dell’impasto sono mantenute in sospensione, ben
separate tra di loro, ad una densità costante, prima di venire distribuite in modo uniforme
sulla tavola piana, l’attuale “forma”. Essa è composta da vari elementi drenanti che hanno
la funzione di mantenere “mossa” la pasta sulla tela e, creando un vuoto progressivo sotto
la tela, eliminano l’acqua trattenendo le fibre ed i componenti dell'impasto. Il drenaggio è
graduale, il più possibile dolce e controllato. Alla fine della tavola piana il foglio umido è
formato.
Dopo la tavola piana sono i cilindri essiccatori, riscaldati a vapore, che preasciugano e
compattano il foglio. Per togliere ancora acqua si ricorre ad una "spremitura", esercitando
sul foglio umido una fortissima pressione (presse umide) in modo simile al vecchio
"torchio".
La prima e la seconda pressa (e, talvolta, anche la terza) tolgono ulteriore acqua e
rendono più consistente e resistente il foglio.
All'uscita dalle presse umide il foglio, in funzione del tipo di presse e di impasto, può avere
una porzione di secco generalmente compresa tra il 42% e il 50% (fig 5).
Fig. 5: Rappresentazione schematica della produzione della carta
pag 18
La batteria essicatrice (seccheria), assimilabile al vecchio stenditoio, asciuga
completamente il foglio finito.
La densità dell'impasto, espressa in percentuale, lungo il ciclo produttivo dal pulper
all’uscita dalla seccheria è rappresentata in tab. 2. (Una densità del 3% starà ad indicare
che 100 kg di impasto saranno formati da 3 kg di solido e 97 litri di acqua.
Tabella 2 DENSITÀ DELLA CARTA DURANTE LE FASI DI LAVORAZIONE
Pulper
normalmente da 5% a 14% (in funzione dell'impianto
a bassa, a media, ad alta densità)
Trasferimento dal pulper
da 4% a 8%
Raffinazione
Normalmente da 3,5% a 4%
Vaschino a livello costante
Normalmente da 3% a 3,5%
Epurazione,
screen,
cassa
normalmente da 0,6% a 1,1% (in funzione della
afflusso
grammatura e del tipo di carta)
Prima della tavola piana
circa il 3% - 5%
Dopo la tavola piana
normalmente da 16% a 20%
a
All'uscita della 1 pressa
normalmente da 33% a 40% (in funzione dei tipi di
carta e della velocità di produzione)
a
All'uscita della 2 pressa
normalmente da 42% a 47%
dopo la seccheria
di norma 93% - 94%
3.5. Patinatura
L'operazione di "patinatura" permette di ottenere una miglior brillantezza ed
uniformità di stampa, un bianco più elevato, ed un certo grado di "lucidatura”. Essa
consiste nello spalmare uniformemente sulla superficie del foglio uno strato ben definito di
una miscela di pigmenti minerali e di "leganti”, particolari sostanze i che legano i pigmenti
tra loro e alla superficie del foglio affinché lo strato, quando è asciutto, non si stacchi.
Al giorno d'oggi, i pigmenti sono prevalentemente costituiti da carbonato di calcio e da
caolino mentre sta crescendo l'impiego del talco nelle carte per rotocalco.
I leganti sono soprattutto quelli a base stirene butadiene e/o a base acrilica, seguiti
dall'amido e, in misura minore, dalle proteine vegetali e dall'alcool polivinilico.
Un pigmento formato da particelle molto fini (inferiori a 1 o 2 micron) permette di
ottenere lucidi più elevati di quelli ottenibili da un pigmento più grossolano.
La patina viene applicata sul foglio inuna quantità esuberante. Essa viene quindi distribuita
uniformemente
su
tutta
la
superficie eliminando l'eccesso. Segue
quindi
asciugamento e infine il suo condizionamento ad una umidità relativa ben definita.
3.6 Allestimento
L’allestimento della carta può avvenire in due modi distinti:
pag 19
il suo
•
carta in rotolo (per stampa in roto-offset o in rotocalco o simili)
•
carta in formato (per stampa in offset piano)
L’allestimento delle carte in rotolo avviene servendosi di macchine chiamate
“bobinatrici”, che partendo dal rotolo a tutta altezza ricavano dei rotoli di altezza
inferiore.
Nell’allestimento della carta in formato sono impiegate delle “taglierine” che dalla carta in
rotolo tagliano i fogli nella dimensione voluta. Alla fine della taglierina i fogli tagliati
vengono raccolti e, accuratamente protetti da
un idoneo avvolgimento (polietilene
termoretraibile), prenderanno la strada dei magazzini, e quindi del cliente cui sono
destinati.
CAP 4 CONSUMO DI CARTA E IMPATTO AMBIENTALE
Ogni anno, in tutto il mondo si consumano circa 300 milioni di tonnellate di carta.
Questa quantità, espressa sotto forma di fogli di carta da fotocopiatrice, coprirebbe 16
volte la distanza dalla terra alla luna, e si prevede che la produzione internazionale di
cellulosa e di carta continuerà a crescere in modo esponenziale. Uno studio del CERIS-CNR
di Torino sul consumo di materiale cartaceo negli uffici italiani, svolto in collaborazione con
l’istituto danese DTCW, specializzato in Life Cycle Analysis (LCA)- stima che esso sia pari
a 1,2 milioni di tonnellate, con un consumo di 80 kg per addetto, per un totale di 240
miliardi di fogli ogni anno. Esso equivale all’abbattimento di più di 20 milioni di alberi e
all’emissione di oltre 4 milioni di tonnellate di CO2 . Questi dati, tuttavia, sono inferiori a
quelli reali, in quanto le stime di CERIS-CNR si basano soltanto sui bilanci ambientali di
impresa, sulle dichiarazioni ambientali e sul consumo di carta per fotocopiatrici e
stampanti, escludendo altre tipologie. E’ stato calcolato che ogni italiano consuma in
media 200 kg di carta all'anno.
L'industria cartaria è caratterizzata da costi molto elevati e da un forte consumo di
materie prime. Per produrre 7 milioni di prodotto finito, essa utilizza circa 3,4 milioni di
tonnellate di fibre vergini, 3,3 milioni di tonnellate di fibre secondarie (carta da macero) e
circa 1 milione di tonnellate di materie prime non fibrose (pigmenti, leganti e altri collanti).
La maggior parte dei libri viene prodotta con cellulosa vergine.
Sotto il profilo ambientale va ricordato che un ruolo importante è svolto dal
processo di imbianchimento, che consente alle carte, soprattutto per uso grafico e
sanitario, di raggiungere il grado di bianco richiesto dal mercato. L'agente sbiancante più
usato è il cloro, inizialmente in forma di gas e poi in forma di biossido. Recentemente sono
pag 20
stati individuati agenti di imbianchimento alternativi e non inquinanti, che utilizzano
l'ossigeno al posto del cloro (ozono e perossido di idrogeno).
Per quanto riguarda il consumo energetico, il settore cartario è, nel comparto
manifatturiero, quello a più elevato consumo energetico e impiego di risorse idriche.
Esistono pareri contrastanti sul ruolo che l’industria cartaria svolge nell’abbattimento degli
alberi.
4.1 Cosa dicono le industrie cartarie.
Le industrie produttrici della carta si difendono affermando che il settore cartario è
un attento gestore delle risorse forestali.
In totale l'industria cartaria utilizza non più del 12-13% del legname mondiale e
meno dell'1% delle paste per carta viene prodotto con il legno proveniente dalle foreste
tropicali. Il disboscamento nelle aree tropicali è dovuto essenzialmente alle società più
arretrate che disboscano per le loro necessità (creare spazi per scopi agricoli, cucinare,
riscaldarsi, ecc.).
In Europa la maggior parte del legno proviene dalle foreste dell'Unione Europea, che
sono gestite con criteri managerialie con pratiche sostenibili,che comprendono l'impianto,
la crescita, il taglio e il rimboschimento, nell'interesse collettivo di salvaguardia delle
risorse naturali.
Il legno che si produce delle foreste europee è essenzialmente per l'edilizia e
l'arredamento. La materia prima legnosa utilizzata dall'industria cartaria europea è
costituita da legno di piccole dimensioni proveniente da cime degli alberi, da sfoltimenti e
abbattimenti di fine rotazione, oltre che da fusti di minore qualità, da residui di segheria, e
da raccolti provenienti da specie a rapido accrescimento (ad es. il pioppo). Gli sfoltimenti
con tagli periodici sono necessari per preservare la salute delle foreste e migliorarne la
crescita, perché una parte considerevole del patrimonio forestale europeo è minacciata da
fattori quali malattie fitosanitarie, inquinamento atmosferico, incendi. Rimuovendo gli
alberi più deboli, si crea spazio per la successiva generazione di alberi giovani. D'altra
parte, proprio negli alberi giovani, a rapida crescita, il processo di assorbimento
dell'anidride carbonica risulta accelerato con evidenti vantaggi dal
punto di vista
ambientale.
Nei Paesi dell'Unione Europea, negli ultimi 50 anni, l'area forestale è aumentata di 1,5
milioni di ettari, pari a circa la metà della superficie del Belgio. Il volume di legname in
crescita, quindi il potenziale di raccolta, è in continuo incremento ed è pari a 4,1 metri
pag 21
cubi ogni secondo. Esso attualmente supera di circa130 milioni di metri cubi il volume dei
prelievi di legname.
Queste cifre dimostrano come un'industria cartaria in crescita non comporti un pericolo
per le risorse forestali, bensì un'opportunità per il loro ulteriore sviluppo.
Molte industrie europee sono impegnate nella ricerca di sbiancanti con ridotto impatto
ambientale al fine di ridurre le emissioni di solventi organici clorurati. Il cloro è un elemento
estremamente reattivo, presente in natura, ma gran parte dei produttori di paste e di
carta si stanno orientando verso le paste Ecf (Elemental chlorine free), prive di cloro
elementare e le paste Tcf (Totally chlorine free), totalmente prive di cloro elementare.
Da tempo l'industria ha imboccato la via dell'ottimizzazione del consumo di energia
ed acqua che sono scesi rispettivamente del 40% e di oltre il 50% dall'inizio degli anni '70
a oggi. Attualmente l'industria cartaria nazionale risulta essere la terza tra le attività
industriali che autoproducono energia attraverso sistemi di gestione a ciclo chiuso che
riutilizzano acqua ed energia, e l'energia autoprodotta rappresenta circa il 10% del totale
nazionale.
4.2 Cosa accade all’ambiente
Come è noto, non tutte le foreste del mondo vengono gestite come avviene in
Europa.
Oggi circa l'80% delle vaste aree di foresta primaria che 8000 anni fa ricoprivano la metà
del pianeta è andato perduto o è comunque stato degradato. Le foreste primarie sono
aree di foresta naturale con un impatto scarso o nullo da parte di attività umane. Esse
includono foreste tropicali, temperate e boreali; foreste di conifere e di latifoglie; foreste
pluviali, foreste di montagna, foreste di mangrovie. Esse assicurano l'habitat a circa due
terzi delle
specie
animali e
vegetali, contengono
significative concentrazioni
di
biodiversità, (endemismo, specie minacciate, rifugi), ecosistemi rari o minacciati e sono
necessarie alla sopravvivenza culturale e spirituale di popolazioni indigene.
Le foreste purificano l'aria che respiriamo. Prevengono l'erosione del suolo e impediscono
le frane. Riforniscono e preservano i bacini assicurando grandi riserve di acqua dolce.
Aiutano a combattere l'effetto serra, assorbendo grandi quantità di carbonio. Se la
distruzione delle foreste primarie continuerà a questo ritmo, metà delle specie che le
abitano e molti dei popoli e delle culture che dipendono da esse potrebbero scomparire
entro la metà del XXI secolo. Tra soli cinque anni rischiamo di perdere la foresta tropicale
primaria più estesa e conservata dopo quella brasiliana: quella di Sumatra e di Giava.
Pratiche di taglio illegali o distruttive in regioni come Canada, Indonesia, Finlandia, Russia,
pag 22
Brasile, e Africa, minacciano quel che resta. La "Foresta del Grande Orso" sulla costa
occidentale del Canada, rappresenta l’unico ecosistema di foresta pluviale temperata. È
uno degli ultimi habitat del white spirit bear, una sottospecie dell'orso bruno dal manto
bianco. Questo orso, come i due terzi delle altre 140.000 specie animali e vegetali del
Canada, dipende dalle foreste primarie per la sua sopravvivenza. Malgrado l'importanza
ecologica di queste foreste, il mercato della cellulosa è uno dei maggiori responsabili della
distruzione delle foreste primarie. Per produrre la cellulosa, si procede con il metodo più
sbrigativo ed economico
quello del taglio a raso, che consiste
nell'abbattimento
indiscriminato di tutti gli alberi in vaste aree di foresta.
Il 65% del legno tagliato nelle foreste boreali canadesi e il 40% di quello tagliato nelle
foreste pluviali temperate, viene lavorato dalle industriedel legno per rifornire i produttori
di carta.
L’Italia è priva di risorse forestali utili per la produzione cartaria e, nonostante il
consistente impiego di fibre secondarie, dipende dall'estero per l'approvvigionamento di
fibre vergini. L'industria cartaria nazionale deve importare ogni anno oltre 2,5 milioni di
tonnellate di paste per carta e mediamente 25.500 tonnellate di cellulosa. Queste
importazioni provengono principalmente da aree di consolidata tradizione nell'industria
forestale come il Nord America (Stati Uniti e Canada) e la Scandinavia, che offrono
attualmente sostanziali garanzie sulla corretta utilizzazione delle loro risorse forestali ma
l'Italia è anche un importante importatore di legname e carta di provenienza illegale.
Una recente ricerca di Greenpeace ha confermato che l'Italia impiega carta e cellulosa che
provengono anche da Russia o Indonesia, paesi coinvolti nella distruzione delle ultime
foreste pluviali del pianeta, in cui rispettivamente il 50% e il 75% del legno viene estratto
illegalmente. Numerose imprese indonesiane, così come tre giganti internazionali della
carta, Stora Enso, UMP Kymmene e M-Reel acquistano legname tagliato nelle regioni delle
foreste primarie finlandesi e russe, habitat di molte specie minacciate di estinzione.
Molti libri a colori (fotografici o per ragazzi), inoltre, vengono stampati in Asia, su carta di
provenienza locale. Benché al momento non vi siano dati precisi sulla provenienza di tale
carta, una delle principali fonti nell’area consiste nella carta proveniente dalla distruzione
delle foreste tropicali dell'Indonesia.
4.3 Possibili soluzioni
Il settore cartario di molti Paesi si sta impegnando affinché venga costituito un
sistema di certificazione internazionale che assicuri che il legname utilizzato da tutti i
fornitori di paste per carta provenga da foreste gestite in modo sostenibile. A garantire la
pag 23
“carta amica delle foreste” è sorto un marchio indipendente, il Forest Stewardship Council
(FSC). Esso individua le foreste di alto valore ambientale attraverso un rigoroso sistema di
controlli e di norme e garantisce che le materie prime abbiano a monte un processo di
lavorazione rispettoso dell'"ecosistema foresta" e dei diritti dei lavoratori. Il simbolo FSC
certifica una "carta ecologica” anche se non si tratta di carta riciclata.
Greenpeace considera "carta amica delle foreste" tutta la carta non patinata priva
di fibre provenienti da foreste primarie o da foreste di alto valore ambientale - High
Conservation Value Forests; tutta la carta contenente almeno il 50% di fibre riciclate postconsumo e prodotta con tecnologie
pulite e con le fibre vergini certificate FSC o
proveniente da fibre non legnose (ricavate dagli scarti agricoli, da residui della lavorazione
del mais, dalla canapa, dalle alghe); tutta la carta lavorata senza uso di cloro (le
caratteristiche per le patinate sono ancora in fase di studio, anche se già Greenpeace ha
prodotto dei libri su patinata riciclata al 100%).
Nondimeno vi sono delle serie minacce al patrimonio forestale esistente, che richiedono il
costante impegno di tutti per essere affrontate. Anche nelle latitudini tropicali si stanno
sviluppando sistemi di forestazione ciclica che permettono una elevatissima produzione
per ettaro di specie arboree selezionate (quali l'eucaliptus) con elevata rotazione
poliennale.
L'impiego di queste fibre, come pure di altre essenze arboree di facile coltura controllata,
stanno prendendo sempre di più campo, stimolate da precise politiche ambientali che
tendono a ridurre l'impatto con gli ecosistemi.
Oggi, grazie alle moderne tecnologie si riscoprono anche le erbacee e le piante annuali.
Molte di esse (kenaf, sorgo, cotone, lino, manioca, e altre) sono vegetali a veloce
rinnovabilità e ad alta resa. Sono ancora in fase di sperimentazione materie prime
alternative come paglia, residuidelle graminacee e delle lavorazioniagro-alimentari, (canna
e la barbabietola da zucchero) residui della spremituradegli agrumi ed esuberi marini, quali
le alghe. Le fibre ricavate da questi materiali dovrebbero entrare con pi
ù forza nell'uso cartario al fine di ridurre notevolmente l'uso delle cellulose ricavate da
piante arboree.
CAP. 5 RICICLAGGIO DELLA CARTA
Da alcuni anni si parla molto di carta riciclata. Il motivo di questo interesse è legato
sia all'aspetto ecologico
che a quello economico del riciclaggio. L'uso delle materie
secondarie, infatti, limita il ricorso alle materie prime vergini e contemporaneamente riduce la
quantità di materiali destinati alle discariche, con abbattimento dei costi di smaltimento. Il
pag 24
termine più comunemente usato per tali fibre è carta da macero (recovered o waste paper);
da evitare è invece quello di carta straccia. Numerose sono le qualità di carta da macero
disponibili, come risulta dalla lista delle tipologie quotate presso la Camera di Commercio di
Milano (tab. 3)
Tabella. 3
Tipologia e classificazione delle carte da macero disponibili
Carta da macero non selezionata proveniente da raccolta differenziata
Carte e cartoni misti (selezionati)
Fustellati di cartone
Cartone ondulato
Resa illustrati con o senza dorsi collati(non politenati senza materiali impropri)
Giornalame
Resa quotidiani
Fustellati di cartone multistrato con una copertina bianca
Refili di edizione
Libri bianchi scartonati senza legno
Refili di stampati misti di colore chiaro
Archivio bianco misto
Tabulato senza legno
Bianco giornale da quotidiani
Bianco giornale da periodici
Refili Bianchi 1º-2º
Refili Bianchi 1º senza legno
Ondulato kraft II
Ondulato Kraft I
AO
A2
A3
A5
A7
A9
B2
B3
B5
B8
C1
C6
C8
C12
C13
CI 7
C18
D1
D2
Sotto il profilo delle fonti di raccolta, il macero si distingue in macero industriale e
macero
domestico.
Il
macero
da
raccolta
industriale e
commerciale è
costituito
prevalentemente dai rifili di cartotecnica, casse di cartone ondulato, rese di quotidiani e
periodici, tabulati, ecc. Esso è localizzato presso industrie cartotecniche ed editoriali, uffici,
grandi magazzini ed è raccolto da recuperatori professionali, e quindi selezionato e imballato
prima di essere fornito alle cartiere per rientrare nel ciclo produttivo.
Il macero domestico proviene da raccolta differenziata, e contiene prodotti cartari detenuti
nelle abitazioni e nei piccoli negozi e uffici. Tale macero è prevalentemente costituito da
carta mista e giornalame e deve essere isolato dai rifiuti solidi urbani all'origine, cioè prima
che la carta sia mescolata con altri materiali che, inquinandola, la rendano inutilizzabile.
L'Italia è purtroppo uno degli ultimi paesi europei nel riutilizzo della carta, e il tasso di
raccolta italiano è uno dei più bassi in Europa (35,2% contro 58% in Germania). In Svizzera la
raccolta annua di carta pro capite è di 160 kg e il costo del trattamento della carta da
pag 25
macero oscilla tra 100 e 150 franchi a tonnellata, contro i 150 e 300 franchi necessari per
l'incenerimento di una tonnellata di rifiuti, in funzione dell’impianto.
Secondo l'Assocarta, in Italia ogni anno vengono avviate alla discarica oltre 800.000
tonnellate di quotidiani e periodici e circa 100.000 tonnellate di stampati la cui raccolta
fornirebbe altrettanta materia prima di qualità alle cartiere italiane. Poiché i materiali
cellulosici rappresentano tra il 25 ed il 30% dei rifiuti solidi urbani, e tale quota è crescente,
le amministrazioni locali sostengono un onere elevatissimo - a carico della collettività - per
avviare in discarica tale materiale nonostante l'organizzazione, da parte dei Comuni, della
raccolta differenziata. Le modalità di raccolta di carta e cartone (insieme o separatamente)
dipendono dalle regole vigenti a livello locale. Il macero che ne deriva può essere utilizzato
come tale da alcune cartiere mentre in altri casi è necessa rio l'intervento di operatori
ambientali per la selezione e l'imballaggio.
Per raccogliere la carta la cosa migliore è legare la carta straccia con uno spago e non
impacchettarla in sacchetti, sacchi o scatole (tab. 4). Il cartone deve essere appiattito e
legato, quindi piegare gli imballaggi prima di riporli nei contenitori: il lavoro degli operatori che
raccolgono carta e cartone verrà facilitato.
Consigliamo di mettete in una scatola
vuota due corde incrociate. Prima del termine di
raccolta fare un nodo, togliere il mucchio dalla scatola, appiattire i cartoni e legarli. In linea di
principio carta e cartone dovrebbero essere puliti, poiché sporco e rifiuti ne ostacolano il
recupero.
Tabella 4
COSA METTERE NEL CASSONETTO della CARTA?
SI
NO
GIORNALI E RIVISTE
CARTA CON RESIDUI DI COLLA O ALTRE
VECCHI QUADERNI
SOSTANZE
OPUSCOLI
CONTENITORI DELLA PIZZA (se molto unti)
SACCHETTI DI CARTA
CARTA CHIMICA
FOTOCOPIE E MODULI
CARTA AUTOCOPIANTE
PACCHI, PACCHETTI E SCATOLE IN CARTONE
BICCHIERI E PIATTI DI CARTA
Per quanto riguarda i POLIACCOPPIATI (brick del latte e succhi di frutta) alcune Regioni li
riciclano, altre no
Il costo della materia prima riciclata è notevolmente più basso di quello da cellulosa vergine
Se riciclassimo anche solo il 20% della carta che buttiamo, risparmieremmotra i 4-5 milioni di
alberi, dai 2 ai 5 miliardi di KW/h di energia elettrica e da 280 a 440 miliardi di litri di acqua .
pag 26
Il riciclaggio riduce la quantità di rifiuti da trattare, i relativi costi di stoccaggio, lo spreco di
spazio da
destinare
allo stoccaggio
medesimo,
l'inquinamento da
incenerimento, e
ovviamente il consumo di alberi.
Non tutta la carta può essere riciclata: non è riciclabile in nuova carta la carta unta e
sporca, la carta unita ad altri materiali (ad esempio la carta carbone, la carta stagnola, la
carta vetrata, la carta plastificata).
Riciclare 1000 kg di giornali.....
salva 17 alberi
salva energia sufficiente a rifornire una casa per 6 mesi
elimina 3 m 3 di materiali inerti
risparmia 31.780 litri d'acqua
produce il 75% in meno di inquinamentonell'aria
impiega il 57% dell'energia impiegata per produrre una tonnellata di fibra vergine
produce il 35% in meno di inquinamento dell'acqua
[ Environment Canada 1992 ]
Il processo produttivo delle carte riciclate è simile a quello di carte per le quali
vengono
impiegate materie prime vergini, fatta eccezione per la parte iniziale della
preparazione dell'impasto, durante la quale è fondamentale eliminare i materiali contaminanti
come fogli in plastica, vetro, graffette di metallo, materiali tessili o sintetici, colle, paraffina
ecc, la cui presenza crea problemi alla produzione e condiziona la qualità dalla carta.
La pasta, dopo la spappolatura, passa attraverso una serie di epuratori specifici per
carte da macero, che eliminano dapprima le parti più grossolane e, via via, quelle più piccole.
Più il sistema di epurazione è sofisticato e più la qualità della carta si avvicina a quella del
prodotto derivato da fibra vergine. Una volta terminato il processo di epurazione, la pasta
viene immessa sulla tavola piana della macchina continua e processata con la stessa tecnica
delle altre carte.
Una purificazione accurata è necessaria soprattutto per le carte riciclate da stampa, per le
quali le esigenze sono maggiori di que lle per altri usi. Per produrre carte con un sufficiente
grado di bianco si ricorre alla disinchiostrazione, con la quale è possibile togliere l'inchiostro
presente nei maceri.
La produzione di carta riciclata non inquina più di quella fabbricata con fibra vergine,
purché le cartiere abbiano attrezzature adeguate per il trattamento sia delle carte da macero
che delle acque di scarico e dei residui di lavorazione, tuttavia i costi per il recupero della
carta aumentano con l'aumento del suo grado di contaminazione.
pag 27
Il riciclaggio può avvenire per un numero limitato di volte, non più di 5 o 7 - con un
progressivo deterioramento
delle
prestazioni, una
maggiore
perdita
di
fibre e un
corrispondente aumento delle spese di depurazione. Le fibre di qualità inferiore sono
prevalentemente utilizzate nella produzione di cartone e carte per ondulatori, nella cui
produzione possono essere utilizzate anche quote variabili di macero di qualità più pregiate.
Le possibilità tecniche di trattamento e la qualità della carta hanno subìto dei continui
miglioramenti, cosicché si è potuta aumentare la quota di macero nelle diverse varietà di
carta e cartone. A conferma della ecocompatibilità della produzione delle carte riciclate, va
sottolineato che i residui di lavorazione (fanghi) possono essere riutilizzati in più settori:
industria, laterizi, lavori stradali come sottofondi, per emendanti agricoli.
L’industria cartaria italiana, però, utilizza di preferenza cellulosa vergine a fibra lunga
che proviene dall'abbattimento di alberi anche secolari a crescita lenta. Questa risorsa,
essendo considerata la più economica e la più adatta per carte sottili e resistenti,
rappresenta attualmente il maggior ostacolo allo sviluppo del riciclaggio. Tuttavia l’utilizzo di
fibre secondarie, o di recupero, derivate da prodotti cartari usati si sta sviluppando in misura
crescente. Per produrre circa 6,8 milioni di tonnellate di carta all'anno, l'industria cartaria
italiana consuma attualmente circa 3,3 milioni di tonnellate di carta da macero e giornalame
misto. Di queste, oltre 200.000 sono importate, proprio per il modesto livello di raccolta
interna, con la conseguenza di un più elevato costo del macero utilizzato e di una minore
competitività dell'industria cartaria italiana rispetto alla concorrenza internazionale.
L'Italia ha sviluppato molto la tecnica per l'impiego delle carte da macero nel settore
dell'imballaggio, e solo da alcuni anni si producono carte riciclate anche per il settore grafico.
L'evoluzione tecnologica e il cambiamento di mentalità dei consumatori hanno favorito lo
sviluppo di queste ultime e i risultati ottenuti sono incoraggianti. Infatti le qualità delle carte
che si producono è elevata, e per alcuni usi possono essere utilizzate in sostituzione di quelle
di fibra vergine.
Si prevede che nei prossimi anni la qualità del trattamento dei maceri migliorerà
ulteriormente, ma per determinati prodotti è già stato raggiunto il limite tecnico per l'impiego
di fibre riciclate. Già oggi la carta greggia ondulata è composta unicamente da carta da
macero. Più dell'80% della carta per giornali si compone di carta riciclata. Per la fabbricazione
di carta igienica si fa un uso crescente di macero, che deve essere di buona qualità. Anche
per quanto concerne il cartone e i fogli d'imballaggio non è più possibile aumentare la
quantità di fibre secondarie nella miscela di fibre utilizzate, ma si deve puntare soltanto ad un
aumento della quantità di prodotto.
pag 28
Sono pochissime le cartiere che si sono spostate completamente sul riciclato e solo alcune
catene della grande distribuzione hanno adottato alcune linee "ecolabel", certificazione che
garantisce sull'uso di fibre riciclate ma, purtroppo, non sulla provenienza delle materie prime.
Anche la carta riciclata, infatti, contiene una piccola percentuale di fibre vergini necessarie
alla riproduzione del prodotto nel tempo. Non esiste una definizione univoca per la carta
riciclata. Bisogna diffidare dalla scritta “prodotto riciclabile” [recyclable] - o prodotto
riciclabile al 100%: tutta la carta è riciclabile, ma questo non vuol dire che essa sia stata
riciclata. Alcune carte contengono fibre riciclate preconsumo, ossia fabbricate con i tagli
tipografici, mentre altre contengono rifiuti post-consumo, ossia materiale già entrato nel
mercato, e quindi riciclato come rifiuto. Il tipo di acquisto più utile alla protezione delle
foreste è quello post-consumo. Anche in questo caso, è possibile stabilire un periodo di
transizione in percentuali crescenti di fibre riciclate post-consumo e decrescenti di fibre
riciclate pre-consumo. La carta riciclata può essere usata anche per stampare libri di buona
qualità. Oggi sono reperibili sul mercato vari tipi diversi di carta riciclata sviluppati
appositamente per venire incontro alle esigenze della stampa di libri. Ognuno di essi contiene
almeno un 40% di rifiuti post-consumo..
CAP 6 CONSIGLI PER IL RISPARMIODI CARTA
L’attenzione di tutti nel differenziare i materiali facilita e rende migliore il processo di
riciclo, ma più importante ancora del riciclaggio è il risparmio della carta, che risolve il
problema a monte, evitando i consumi di energia che richiede il riciclaggio della carta usata.
Esistono piccoli accorgimenti che orientano verso un consumo responsabile e un po' più
sostenibile: essi non solo evitano di far tagliare qualche albero, ma permettono anche di
risparmiare denaro.
6.1 A casa
L'unico modo per garantire che la carta utilizzata provenga da fonti pienamente
responsabili dal punto di vista ambientale e sociale è impiegare carta riciclata fabbricata da
rifiuti post-consumo e, dove sono necessarie fibre vergini, impiegare solo quelle dotate della
certificazione FSC, o una combinazione delle due. Se vogliamo essere sicuri del pieno rispetto
dell'ambiente, però, occorre appurare che nel processo di fabbricazione di carta riciclata non
siano stati utilizzati prodotti nocivi. In particolare, la carta deve essere senza cloro o
“chlorine free”. Può capitare che provando a chiedere carta riciclata in una cartoleria si può
avere come unica risposta "Carta riciclata? No, non ne abbiamo”. Purtroppo, in base alla
legge di mercato, senza domanda da parte dei consumatori non c'è interesse economico a
pag 29
produrre e commercializzare un determinato prodotto.
Ma il meccanismo può essere
invertito, esercitando consapevolmente il proprio potere di consumatore: Se aumenta la
richiesta di carta riciclata/FSC i rivenditori saranno costretti a richiederla. Dunque,
continuamo a chiedere.
La Coop è stata la prima in Italia ad immettere sul mercato prodotti certificati FSC. I
fazzolettini in cellulosa certificata FSC per il 30% del contenuto (ed il restante garantito
come non proveniente dalla distruzione di foreste primarie) sono stati messi in vendita a
partire dal febbraio 2002 su sollecitazione di Greenpeace. Sebbene inizialmente i fornitori
abbiano richiesto sovrapprezzi, a distanza di qualche mese la disponibilità di materia prima
certificata è aumentata, e Coop ha certificato tutta la gamma di prodotti in carta per la casa
(tovaglioli, asciugatutto ecc), sostenendo un aumento di prezzo trascurabile. Ora Greenpeace
chiede alle altre catene di distribuzione e ai produttori di di seguire la stessa strada,
certificando FSC anche i propri prodotti a base di carta o cellulosa.
6.2 A Scuola
Già dai primi giorni di scuola, è importante insegnare a bambini e ragazzi che il rispetto
dell’ambiente è indispensabile nell’educazione degli adulti di domani. Il Consorzio per il
Recupero e il Riciclo di Imballaggi a base Cellulosica (Comieco), ha elaborato alcune regole per
mostrare come la salvaguardia dell’ambiente inizi già tra i banchi di scuola.
Per la brutta copia non usare la carta “bella” ma imparare ad usare il retro di fogli che non ci
servono più. In questo modo eviteremo di sprecare carta e consegneremo un compito più
ordinato.
Per la redazione di documenti tipo tesi, tesine, ricerche scolastiche ecc, i docenti dovrebbero
caldeggiare la stampa fronte-retro
Tenere vicino al cestino un contenitore per la carta che può essere ancora utilizzata.
Il riciclo non riguarda solo fogli e quaderni: sono altrettanto importanti gli imballaggi di
cartone e cartoncino come le scatole di pennarelli e pastelli.
Per dare una dimensione di quanto sia importante il riciclo a scuola basti pensare che se
ognuno degli studenti di elementari, medie e superiori riciclasse ogni anno anche solo una
confezione di pennarelli o la copertina di un album da disegno si potrebbero raccogliere oltre
114 tonnellate di carta e cartone: una montagna di macero utile per produrre nuovi quaderni.
6.3 Al lavoro
Convincere i responsabili del proprio posto di lavoro ad utilizzare carta riciclata (senza
cloro), possibilmente con alte percentuali di fibre post-consumo per fotocopie e stampanti. In
pag 30
tal modo, con opportune clausole da includere nei contratti con i fornitori, si può pianificare
una scadenza per mettere al bando dall’azienda tutta la carta proveniente dalla distruzione
delle foreste primarie.
Dovendo acquistare una stampante nuova, sceglierne una che ha le seguenti funzioni:
stampa economica, funzioni per il risparmio della carta: stampa fronte/retro manuale, stampa
miniature (più pagine sullo stesso foglio).
Usare la stampante
rompendo
la
pigrizia degli automatismi. Per stampare un
documento non cliccare direttamente sul simbolo della stampante, altrimenti tutto va avanti
in automatico e si sprecano carta e inchiostro. Impostare invece il comando “Stampa”.
A quel punto interagire con le finestre di dialogo della stampante scegliendo su "Proprietà
della stampante" la "qualità bozza" per risparmiare inchiostro; quindi agire sul comando
“Stampa tutte le pagine nell'intervallo" selezionando "pagine dispari" e poi stampare. La
procedura va completata impostando la stampa sulle "pagina pari" dopo aver voltato le
pagine e averle predisposte nella stampante affinché vengano stampate sul retro.
In questo modo un documento viene stampato sulla metà dei fogli e usando circa la metà
dell'inchiostro.
Un significativo risparmio nell’uso della carta e del tempo impiegato per la sua gestione
potrebbe derivare dalla dematerializzazione dei documenti. Considerata la quantità di carta
che viene consumata negli uffici italiani, l’adozione del documento digitale, basata sul
sistematico utilizzo dei formati elettronici, porterebbe a notevoli risparmi sia in termini
economici che di tutela ambientale. Nei settori delle imprese assicurative, dei commercialisti
e dei tributaristi vengono consumati circa 3,1 miliardi di pagine annue, per circa 12.000
tonnellate di carta e 26.000 mq di superficie occupata per l’archiviazione dei documenti
(studio CERIS-CNR per Wave Group e InfoCert). Tutti questi dati potrebbero essere
drasticamente ridotti implementando la conservazione sostitutiva.
Nel solo ambito assicurativo, si stima che il beneficio economico risultante dalla
conservazione sostitutiva dei libri giornale e sezionali in una compagnia di medie dimensioni
raggiungerebbe un valore superiore ai 2,3 milioni di euro in dieci anni.
Particolare attenzione merita il settore della Pubblica Amministrazione, nel quale le delibere
del Centro Nazionale per l’Informatica nella Pubblica Amministrazione (CNIPA) sulla
conservazione sostitutiva hanno aperto la strada e incentivato l’utilizzo del documento
digitale, con l’obiettivo di ‘1 foglio su 5’ utilizzati. Secondo le stime del CERIS-CNR, con
l’adozione del documento digitale, negli uffici italiani il risparmio potenziale oscillerebbe tra le
168.000 e le 259.000 tonnellate di materiali cartacei, equivalente al 13-21% del consumo
totale di carta.
pag 31
Questi risparmi corrispondono a loro volta a oltre 6 milioni di alberi abbattuti e a 900.000
tonnellate di CO2 emesse in meno, un valore equivalente all’impatto dell’intero sistema
sanitario ed assistenziale in 5 mesi di funzionamento o di 550.000 automobili con standard
medi europei (per una percorrenza unitaria di 10.000 km/anno). Oppure, al risparmio
ambientale di circa 10 miliardi di litri di acqua.
I risparmi economici e ecologici connessi alla dematerializzazione dei documenti tendono
perciò a trasformarsi in benefici diffusi, non solo per la singola azienda o organizzazione, ma
anche e soprattutto per il Paese nel suo complesso. La strada del documento
digitale
potrebbe contribuire notevolmente anche alla riduzione del riscaldamento globale e delle
emissioni di CO2 , sancita dal protocollo di Kyoto.
6.4 Il contributo di scrittori ed editori
Nel 2000 da Greenpeace Canada, Friends of Clayoquot Sound e Sierra Club della
Columbia Britannica è stata lanciata la Canadian Markets Initiative allo scopo sviluppare, nel
campo dell'editoria, strategie che evitassero l'utilizzo di carta proveniente dalla distruzione di
foreste primarie. Allora gli editori canadesi utilizzavano in prevalenza carta e cellulosa
provenienti dalle foreste canadesi, parte delle quali, foreste primarie. Nessuno di essi
utilizzava carta riciclata, né era reperibile sul mercato carta per editoria certificata secondo
gli standard del Forest Stewardship Council.
Il risultato della Markets Initiative è stato che
molti editori canadesi si sono
formalmente impegnati a mettere al bando il rifornimento di fibre provenienti da foreste
primarie in un periodo di tre anni. Sono stati stampati milioni di libri su carta riciclata postconsumo al 100 %, che non comporta l’abbattimento di alberi secolari e, tra essi, tutti i titoli
della saga di Harry Potter di JK Rowling. Alcune tra le principali tipografie librarie canadesi
sono in grado di produrre su carta riciclata e molti tra i più importanti autori canadesi si sono
impegnati ad usare solo carta di provenienza pienamente sostenibile.
Secondo una stima di Gre enpeace, in questo modo dal 2001 ad oggi sono stati salvati
12.000 alberi. I risultati ottenuti in Canada sono molto incoraggianti.
Questa scelta ha creato un incremento del 60% della carta riciclata post-consumo, e si
aspetta a breve un vero e proprio boom della carta certificata FSC.
In Italia, nel 2003 nessuno dei principali editori utilizzava carta certificata FSC e solo alcuni
utilizzavano parzialmente carta riciclata (dati Greenpeace).
Oggi alcuni piccoli e medi editori stampano già su carta riciclata, ma il caso canadese
dimostra la fattibilità anche per grandi produzioni di qualità. Anche gli autori possono
pag 32
impegnarsi richiedendo alle case editrici che i loro libri siano stampati su carta riciclata o
certificata FSC non proveniente da foreste primarie.
Gli editori possono impegnarsi ad eliminare progressivamente tutti gli acquisti di carta
proveniente dalla distruzione delle foreste primarie spostando progressivamente le politiche
di acquisto verso la carta riciclata con alte percentualidi fibre post-consumo o di fibre vergini
certificate FSC, ed in un tempo relativamente breve possono convincere i propri fornitori a
produrre carta per la stampa riciclata o certificata FSC, su misura per le loro esigenze.
All'inizio il prezzo può essere più elevato per consentire alle cartiere di ricercare e creare una
carta corrispondente alle specifiche richieste. Ma grazie alla crescita della domanda, questo
sovrapprezzo per la carta riciclata può essere notevolmente ridotto o addirittura annullato.
Per controllare il tipo di carta impiegato, gli editori dovrebbero ottenere dai fornitori delle
indicazioni precise sulla provenienza della carta. Questo richiede la cooperazione di tutte le
imprese che si trovano lungo la filiera che dovrebbero fornire una dichiarazione firmata sulla
provenienza dei prodotti acquistati, sulla percentuale di cellulosa certificata e non certificata,
e il tipo di certificazione adottato. I fornitori dovrebbero inoltre conoscere i nomi delle
imprese produttrici, delle cartiere e delle fabbriche di cellulosa, la località, la regione e il paese
da cui proviene la fibra vergine per tali prodotti e avere la garanzia che il prodotto non
provenga da foreste primarie o da foresta di alto valore ambientale.
Conclusioni
Per concludere, in un mondo di "usa e getta" la filosofia di "usa e riusa" trova spazio
anche nell'industria della carta con risultati positivi, perché permette la valorizzazione di
materiali e prodotti alternativi. Il legno come materia prima è eccezionalmente rinnovabile e
viene trasformato in prodotti, tra i quali la carta e il cartone, che sono naturali e riciclabili
(tab. 5).
Tabella 5: Cosa fare per risparmiare carta
non buttare un foglio se non è pieno in entrambe le facciate, ma usalo per la brutta copia;
fai le fotocopie sempre fronte e retro;
non prendere volantini o fogli pubblicitari se non ti interessano;
usa il più possibile carta riciclata;
scegli prodotti con meno imballo possibile;
non fare incartare dai commessi prodotti che hanno già una propria confezione;
separa la carta usata dagli altri rifiuti.
pag 33
E' quindi importante incentivare la raccolta di carta e cartone informando sia i
commercianti e gli industriali che le famiglie.
Risulta fondamentale anche incentivare la conservazione dei documenti in formato digitale.
Nel mondo anglosassone si usa il termine “dead tree edition” (edizione con albero morto) per
indicare i documenti su carta (fabbricata da fibre vegetali) in opposizione a quelli conservati
come files su supporti digitali (Hard disk, CD-Rom ecc). Un file su computer può essere
trasferito su carta per mezzo della stampante, ironicamente detta, sempre nel mondo
anglosassone, mangiapiante (“tree eater”).
Tuttavia l'odierna diffusione della cultura sarebbe inconcepibile senza l'invenzione della carta,
la quale condivide il merito con la successiva, e complementare, invenzione della stampa a
caratteri mobili.
Tutta la storia dell’uomo, le sue memorie, il frutto del suo ingegno e della sua fantasia sono
stati affidati al papiro, alla pergamena e infine alla carta, beni preziosi che si sono conservati
attraverso i secoli per restituirci intatti e incontaminati i pensieri e le emozioni di chi ha
calcato prima di noi il suolo del nostro pianeta.
In questo mondo informatizzato cosa resterà ai nostri successori delle nostre comunicazioni
via e-mail? Dei nostri files in formato digitale?.
Oggi ondeggiamo tra l’uso sconsiderato della carta usa e getta e l’incapacità di scrivere una
lettera ad una persona cara. Tra il consumo di tonnellate di panno carta per spolverare e un
laconico T.V.B. sul telefonino per esprimere il nostro affetto. Qual’è la strada giusta? Come
sempre “in medio stat virtus”.
pag 34
Bibliografia e Sitografia
Pierre-Marc de Biasi. La carta: avventura quotidiana.
Electa/Gallimard, 1999. ISBN
8844501627
Vittorio Villavecchia; Gino Eigenmann. Nuovo dizionario di merceologia e chimica applicata Vol Babassu - Cobalto (ossidi). Hoepli, 1974. 821-839 ISBN 8820305291
(EN) New Evidence suggests longer paper making history in China. Yangtze Yan, 08-082006. URL consultato il 06-12-2006.
^Thomas J. Tobin. (EN) The Construction of the Codex In Classic- and Postclassic-Period
Maya Civilization. 07-05-2001.URL consultato il 06-12-2006.
http://it.wikipedia.org/wiki/Cellulosa"
http://it.wikipedia.org/wiki/Lignina"
http://it.wikipedia.org/wiki/Carta#Impatto_ambientale
http://it.wikipedia.org/wiki/Riciclaggio_della_carta
http://jolene.ilcannocchiale.it/print/1863761.html
http://www.assocarta.it/files/Alla-scoperta-del-pianeta-carta.pdf
http://www.bafu.admin.ch/abfall/01495/01498/01502/index.html?lang=it
http://www.cartaecartone.it/
http://www.comieco.org/
http://www.ecodallecitta.it/notizie.php?id=7728
http://www.greenpeace.it
http://www.peacelink.it/ecologia/a/13922.html
http://www.racine.ra.it/montanari/iper_agenda21/carta/storia.htm
http://www.scuolagraficasanzeno.com/Carta/mondocarta/ricerche/Pdf_9899/PATUZZI.pdf
http://www.storiadellastampa.unibo.it/storia.html
http://www.wavegroup.it/WaveCms/fs/showpdf.do?name=/root/press/ceris.pdf
www.funsci.com/fun3_it/carta/carta.htm
www.marketinitiative.org.
www.oldgrowthfree.com/alternatives.html
www.schermaonline.com/scherma/modules.php?name=News&file=article&sid=649
www.torinoscienza.it/articoli/apri?obj_id=276
pag 35
Scarica