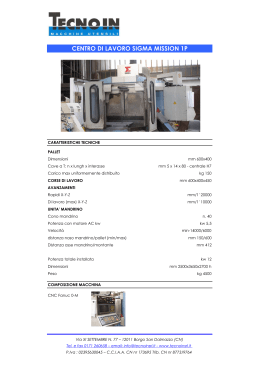
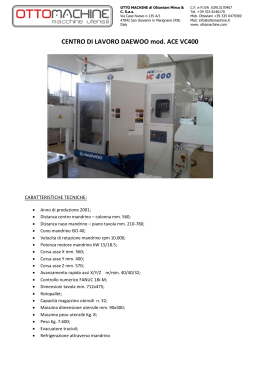
Expert Vibration Monitoring Solutions MANUTENZIONE DELLA MACCHINA UTENSILE TRAMITE UN NUOVO APPROCCIO DI MONITORAGGIO VIBRAZIONALE INTRODUZIONE La manutenzione della macchina utensile è solitamente pianificata sulla base del “Mean Time to Failure” del mandrino. Questo approcci, che risulta troppo semplificativo, pecca sia di efficienza che di efficacia. Non è efficiente poiché la riparazione del mandrino è effettuata in anticipo, portando quindi a inutili costi di manutenzione. Non è efficace poiché, se le operazioni sono particolarmente irregolari, il mandrino può essere sottoposto a sforzi eccessivi rispetto a quelli previsti e rompersi anticipatamente, portando a lunghi e costosi tempi di inattività. Un’alternativa efficace è il “Condition Based Maintenance” (CBM) basato sulle vibrazioni, tenendo conto che le operazioni compiute dal mandrino sono piuttosto complesse, con differenti velocità e carichi agenti su di esso che possono generare livelli differenti di vibrazione per ogni processo di taglio. Di conseguenza non è possibile utilizzare approcci semplicemente basati sul livello di vibrazione, come si fa per altri tipi di macchine rotanti. Nell’articolo si propone un nuovo approccio, basato sull’esposizione alle vibrazioni del mandrino durante la sua vita operativa, che risulta essere molto efficace e che permette di ottimizzare il suo piano di manutenzione. BACKGROUND La durata di un cuscinetto può essere calcolata usando le seguenti equazioni (ISO 281): Il MTBF della macchina utensile è solitamente calcolato/stimato considerando gli MTBF dei suoi componenti, principalmente i cuscinetti. 1) ( ⁄ ) 2) ( ⁄ ) in termini di rotazione in termini di ore dove C = Capacità massima [kN] – dipendente dal cuscinetto P = Carico dinamico [kN] – dipendente dall’operazione RPM = velocità di rotazione della macchina K = 3 per i cuscinetti a sfera K = 10/3 per i cuscinetti a rulli La formula ci fornisce importanti indicazioni circa gli effetti della velocità e della variazione dei carichi dinamici di una macchina. Come mostrato in Figura 1, la riduzione della vita dovuta ad un aumento di carichi dinamici è molto più significativa rispetto all’effetto della velocità della macchina. A. Carichi statici dovuti al peso del mandrino agente sui cuscinetti B. Carichi statici dovuti al pre-carico C. Carichi dinamici trasmessi direttamente dal motore o attraverso le pulegge e gli ingranaggi D. Carichi dinamici dovuti allo sbilanciamento del rotore o dell’utensile E. Carichi dinamici dovuti al processo di taglio I carichi A, B, C possono essere stimati, infatti la ISO 281 ed i produttori di cuscinetti forniscono delle regole generali per calcolare il carico dinamico equivalente (P) agente sul cuscinetto. Figura 1 EFFETTI DOVUTI AI DIFFERENTI REGIMI DI VELOCITÀ DELLA MACCHINA Il carico D non è prevedibile ma si considerano alcune regole generali sul grado di bilanciamento accettabile per quanto riguarda il cuscinetto. Il carico E è quasi del tutto imprevedibile. Le macchine utensili normalmente operano a diverse velocità a seconda del processo. Per considerare i diversi regimi operativi, senza tener conto di cambi nel carico dinamico, si usa la seguente formula: L’incertezza sulla previsione del carico dinamico è normalmente considerata in sede di progettazione del cuscinetto, introducendo un fattore di sicurezza S0, il cui valore dipende dalle condizioni di lavoro richieste per il cuscinetto: 3) RPM = q1RPM1 + q2RPM2 + ….. + qnRPMn 4) dove qn sono le percentuali alle quali il mandrino opererà a particolari velocità (RPM) durante la sua vita. Solitamente, per le macchine utensili, si conoscono le differenti velocità dei vari processi. Pertanto l’influenza della velocità può essere introdotta in fase di progettazione o altrimenti la durata del mandrino può essere “ricalcolata” considerando la velocità programmata a livello operativo. EFFETTI DOVUTI AI DIFFERENTI CARICHI DINAMICI DELLA MACCHINA Lo stesso approccio può essere usato per il cambio di RPM, ma è molto più difficile fare una stima a priori dei carichi dinamici. I carichi agenti sui cuscinetti del mandrino sono dovuti a diverse cause: ( ⁄ ) Questo fattore di sicurezza dipende dal tipo di cuscinetto (a sfera o rulli); a tal proposito i produttori consigliano valori leggermente diversi: Requisiti operativi High rotational speed Accuracy demand Vibrations are not acceptable (Machine Tool) Normal rotating speed Accuracy demand Slight Vibrations are acceptable (Universal application) Slight rotational speed Accuracy deterioration permitted Vibrations are acceptable (Low speed, heavy loading, etc.) S0 2,5 to 3,5 1 to 1,5 0,5 to 1 Di conseguenza, i cuscinetti di mandrini sono normalmente scelti considerando S0 = 3, in media, e con una durata richiesta da 20.000 a 30.000 ore. Inoltre, a livello di officina, per precauzione si tende a ridurre tali valori di un fattore 2.5, portando il “mean time to repair” del cuscinetto nel range tra 8.000 e 12.000 ore. Sorgono due domande: - E’ abbastanza sicuro? Il tempo può essere ridotto? Quindi 9) Se sul mandrino agisce una vibrazione diversa da V0, ne teniamo conto nel seguente modo: 10) MIGLIORAMENTO DELLA CONOSCENZA DEL CARICO ATTUALE ATTRAVERSO IL MONITORAGGIO VIBRAZIONALE I carichi dinamici agenti sui cuscinetti e sui mandrini sono direttamente correlati alle vibrazioni (velocità) attraverso una semplice relazione: L’equazione (4) può essere riscritta come: 11) ( 12) ( ⁄ ) ( ) ) Il termine 5) dove K: Funzione di trasferimento M: Massa [Kg] V: Velocità [mm/s] F: Frequenza [Hz] Non si può fare una misura diretta dei carichi dinamici in officina, a causa della grande dipendenza dalle posizioni dei trasduttori di vibrazioni, dalle masse in movimento, ecc.). In ogni caso, si può affermare che, data una certa stima del carico dinamico P0, l’incertezza può essere espressa come: 6) dove è direttamente proporzionale al livello di vibrazione. Pur non conoscendo la proporzionalità, l’equazione (6) può essere riscritta come: 7) V0 è un livello di vibrazione che non produce particolari effetti, è il livello accettabile a cui il mandrino dovrebbe sottoporsi per la maggior parte del tempo. Considerando che P può anche essere scritto come: 8) 13) ( ⁄( ) ) può essere visto come un indicatore di quanto la vibrazione attuale modifica la durata del mandrino. QUALE VIBRAZIONE È N ECESSARIA PER LA MISURA? Come indicato dalla ISO 10816-3, l’RMS della velocità è un buon indicatore della severità delle vibrazioni agenti su una macchina. Su un mandrino è consigliabile tener conto dei carichi dinamici agenti in tutte le direzioni. Perciò, come singolo parametro, la scelta ottimale è il modulo RMS triassiale della vibrazione, per misurare indirettamente tutte le vibrazioni legate ai carichi dinamici agenti sul mandrino: UN CASO PRATICO L’approccio proposto è stato testato e valutato su un insieme di 4 macchine utensili dello stesso tipo, con lo stesso tipo di mandrino, che fanno diverse operazioni: 10.3: macchina che effettua lavorazioni di sgrossatura 10.4: macchina che effettua lavorazioni di sgrossatura 40.3: macchina che effettua una fresatura media 90.3: macchina che effettua un’operazione di finitura - Per tutte queste macchine, nonostante le diverse operazioni, è stato fissato un “Mean Time To Repair” (MTTR) a 8.000 ore, basandosi su una vita stimata di 20.000 ore e un coefficiente di sicurezza pari a 2,5. SISTEMA DI MONITORAGGIO VIBRAZIONALE Su ogni macchina utensile è stato installato il SeTAC (Sequoia TriAxial Acceleration Computer), con un firmware dedicato in grado di implementare autonomamente l’approccio vibrazionale proposto e inoltre: - Misurare il modulo RMS triassiale della vibrazione Memorizzare quanto tempo il mandrino è sottoposto ad un certo livello di vibrazioni Calcolare le ore di lavoro equivalenti basandosi sul termine espresso dall’equazione (13) Stimare la vita residua del mandrino IMPOSTAZIONE DEL MONITORAGGIO VIBRAZIONALE Sono stati condotti dei test preliminari sulle macchine per definire il livello di vibrazione a cui sono sottoposte le differenti macchine: INTERVALLO DI VELOCITÀ EFFETTO 0–2 Irrilevante mm/s 2 – 2,5 mm/s Leggero 2,5 – 3 mm/s Basso 3 - 3,5 Medio mm/s 3,5 – 4 mm/s Medio - Alto 4–5 mm/s Alto 5–8 mm/s Dannoso 8 – 12,75 mm/s Estremamente dannoso Successivamente si applica l’equazione (13) per calcolare l’effetto del livello di vibrazione sulla riduzione di vita del mandrino. Come riferimento, è stato scelto un fattore di sicurezza S0=1 per un livello di vibrazioni V0 nell’intervallo 0-2 mm/s. Life reduction factor 25 20 15 10 5 0 0-2 2-2,5 2,5-3 3-3,5 3,5-4 4-5 Vibration range RMS [mm/s] 5-8 8-12,75 MISURE Sono stati effettuati due differenti test sulle 4 macchine, giungendo ai seguenti risultati: MACCHINA UTENSILE ORE REALI MARZO 10.3 Sgrossatura 10.4 Sgrossatura 40.3 Fresatura media 90.3 Finitura MACCHINA UTENSILE 10.3 Sgrossatura 10.4 Sgrossatura 40.3 Fresatura media 90.3 Finitura ORE EQUIVALENTI RAPPORTO % (EQUIV./REALE) 43.14 50.13 111.85 125.16 259 % 250 % 49.59 56.03 83.68 84.56 169 % 150 % ORE REALI APRILE ORE EQUIVALENTI RAPPORTO % (EQUIV./REALE) 85.1 96.04 215.91 239.21 254 % 249 % 99.74 110.65 166.53 164.80 167 % 149 % Come ci si poteva aspettare: - Buona ripetibilità dei due insiemi di dati, confermando che non sono state introdotte specifiche variazioni nei materiali. Le macchine 10.3 and 10.4 hanno un rapporto tra ore equivalenti e reali molto più grande rispetto alle altre due. PIANO DI MANUTENZIONE OTTIMIZZATO I produttori di mandrini consigliano di controllare lo stato del mandrino e di provvedere alla manutenzione ogni 8.000 ore (basandosi sulla media MTBF). Ovviamente, questo valore è molto conservativo e per questa ragione l’attività di manutenzione spesso non è strettamente necessaria. Inoltre, pur programmando la manutenzione ogni 8.000 ore, abbiamo riscontrato alcune rotture inaspettate nel passato, poiché non conoscevamo quali sarebbero stati i carichi reali e i lavori che il mandrino avrebbe dovuto sopportare durante le 8.000 ore. L’implementazione della strategia di monitoraggio proposta, così come è stata implementata nel SeTAC, evita sia rotture inaspettate che attività di manutenzione non necessarie. Per creare un piano di manutenzione si considera un limite di 20.000 ore equivalenti (cioè 8.000 ore reali moltiplicate per un fattore di 2,5 che è tipico per le macchine a lavorazione di sgrossatura che sono maggiormente critiche). PIANO DI MANUTENZIONE OTTIMIZZATO: MACCHINA UTENSILE 10.3 Sgrossatura 10.4 Sgrossatura 40.3 Fresatura media 90.3 Finitura LIMITE (ore equivalenti) RAPPORTO 20000 20000 20000 20000 ORE PRIMA DELLA MANUTENZIONE 2.5 2.5 1.7 1.5 8000 8000 11760 13330 Questo piano viene automaticamente aggiornato dal momento che considera le reali vibrazioni a cui sono sottoposti i mandrini e permette all’utente di definire il miglior momento per pianificare gli stop dovuti alla manutenzione, migliorando quindi l’efficienza (ora, per esempio, è più del 50% per quanto riguarda la finitura dei mandrini) e riducendo drasticamente i rischi di rotture inaspettate delle macchine. L’adattamento automatico del piano di manutenzione è assolutamente necessario, poiché la semplice definizione di uno specifico intervallo per ogni macchina non è sufficiente. Le vibrazioni su un mandrino, infatti, possono essere influenzate da vari parametri: - Materiale lavorato Tipo e stato dell’utensile rispetto ai parametri di taglio Usura e stato della macchina RISULTATI PRIMO SET Macchina 10.3, ore reali di lavoro 43,14 INTERVALLO DI VELOCITÀ 0–2 mm/s ORE REALI 2 – 2,5 mm/s 2,5 – 3 mm/s 3 - 3,5 5–8 mm/s ORE EQUIVALENTI 56,8% 6,8% 6,9% 1 1,1 1,2 24,52 3,22 3,56 2,76 2,19 3,28 3,09 1,40 6,4% 5,1% 7,6% 7,2% 3,2% 1,5 2 4 10 20 4,14 4,38 13,12 30,90 28,00 3,5 – 4 mm/s mm/s FATTORE EQUIVALENTE 24,52 2,93 2,97 mm/s 4–5 % IN OGNI INTERVALLO 8 – 12,75 mm/s ORE EQUIVALENTI = 111,85 Macchina 10.4, ore reali di lavoro 50,13 INTERVALLO DI VELOCITÀ 0–2 mm/s ORE REALI 2 – 2,5 mm/s 2,5 – 3 mm/s 3 - 3,5 mm/s 3,5 – 4 mm/s 4–5 mm/s 5–8 mm/s 8 – 12,75 mm/s ORE EQUIVALENTI = 125,16 % IN OGNI INTERVALLO FATTORE EQUIVALENTE ORE EQUIVALENTI 28,76 3,42 3,17 3,34 57,4% 6,8% 6,3% 6,7% 1 1,1 1,2 1,5 28,76 3,76 3,80 5,01 2,49 3,96 3,68 1,31 5,0% 7,9% 7,3% 2,6% 2 4 10 20 4,98 15,84 36,80 26,20 Macchina 40.3, ore reali di lavoro 49,59 INTERVALLO DI VELOCITÀ 0–2 ORE REALI mm/s 2 – 2,5 mm/s 2,5 – 3 mm/s 3 - 3,5 5–8 mm/s ORE EQUIVALENTI 73,4% 5,6% 4,3% 1 1,1 1,2 36,39 3,07 2,56 2,16 1,40 4,4% 2,8% 1,5 2 3,24 2,80 2,28 2,23 4,6% 4,5% 4 10 9,12 22,30 0,21 0,4% 20 4,20 3,5 – 4 mm/s mm/s FATTORE EQUIVALENTE 36,39 2,79 2,13 mm/s 4–5 % IN OGNI INTERVALLO 8 – 12,75 mm/s ORE EQUIVALENTI = 83,68 Macchina 90.3, ore reali di lavoro 56,03 INTERVALLO DI VELOCITÀ 0–2 mm/s ORE REALI 2 – 2,5 mm/s 2,5 – 3 mm/s 3 - 3,5 mm/s 3,5 – 4 mm/s 4–5 mm/s 5–8 mm/s 8 – 12,75 mm/s ORE EQUIVALENTI = 84,56 46,49 1,59 1,28 1,44 1,06 2,10 1,93 0,14 % IN OGNI INTERVALLO FATTORE EQUIVALENTE 83,0% 2,8% 2,3% 2,6% 1,9% 3,7% 3,4% 0,2% ORE EQUIVALENTI 1 1,1 1,2 1,5 2 4 10 20 46,49 1,75 1,54 2,16 2,12 8,40 19,30 2,80 SECONDO SET Macchina 10.3, ore reali di lavoro 85,1 INTERVALLO DI VELOCITÀ 0–2 mm/s ORE REALI 2 – 2,5 mm/s 1 1,1 48,24 6,31 5,87 5,58 6,9% 6,6% 1,2 1,5 7,04 8,37 4,45 6,56 5,2% 7,7% 2 4 8,90 26,24 6,24 2,42 7,3% 2,8% 10 20 62,40 48,40 3,5 – 4 mm/s mm/s 5–8 mm/s ORE EQUIVALENTI 56,7% 6,7% mm/s 4–5 FATTORE EQUIVALENTE 48,24 5,74 2,5 – 3 mm/s 3 - 3,5 % IN OGNI INTERVALLO 8 – 12,75 mm/s ORE EQUIVALENTI = 215,91 Macchina 10.4, ore reali di lavoro 96,04 INTERVALLO DI VELOCITÀ 0–2 mm/s ORE REALI 2 – 2,5 mm/s 2,5 – 3 mm/s 3 - 3,5 mm/s 3,5 – 4 mm/s 4–5 mm/s 5–8 mm/s 8 – 12,75 mm/s ORE EQUIVALENTI = 239,21 % IN OGNI INTERVALLO FATTORE EQUIVALENTE ORE EQUIVALENTI 55,3 6,53 6,09 57,6% 6,8% 6,3% 1 1,1 1,2 55,30 7,18 7,31 6,32 4,74 7,54 7,01 2,51 6,6% 4,9% 7,9% 7,3% 2,6% 1,5 2 4 10 20 9,48 9,48 30,16 70,10 50,20 Macchina 40.3, ore reali di lavoro 99,74 INTERVALLO DI VELOCITÀ 0–2 mm/s ORE REALI 2 – 2,5 mm/s 1 1,1 73,33 6,02 4,28 4,34 4,3% 4,4% 1,2 1,5 5,14 6,51 2,78 4,62 2,8% 4,6% 2 4 5,56 18,48 4,69 0,23 4,7% 0,2% 10 20 46,90 4,60 3,5 – 4 mm/s mm/s 5–8 mm/s ORE EQUIVALENTI 73,5% 5,5% mm/s 4–5 FATTORE EQUIVALENTE 73,33 5,47 2,5 – 3 mm/s 3 - 3,5 % IN OGNI INTERVALLO 8 – 12,75 mm/s ORE EQUIVALENTI = 166,53 Macchina 90.3, ore reali di lavoro 110,65 INTERVALLO DI VELOCITÀ 0–2 mm/s ORE REALI 2 – 2,5 mm/s 2,5 – 3 mm/s 3 - 3,5 mm/s 3,5 – 4 mm/s 4–5 mm/s 5–8 mm/s 8 – 12,75 mm/s ORE EQUIVALENTI = 164,80 91,84 3,16 2,53 2,82 2,10 4,13 3,99 0,08 % IN OGNI INTERVALLO FATTORE EQUIVALENTE 83,0% 2,9% 2,3% 2,5% 1,9% 3,7% 3,6% 0,1% ORE EQUIVALENTI 1 1,1 1,2 1,5 2 4 10 20 91,84 3,48 3,04 4,23 4,20 16,52 39,90 1,60
Scarica