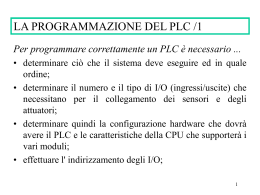
LA PROGRAMMAZIONE STRUTTURATA Tecnica batch (passa a passo) Cos’è la programmazione passo a passo ? Il programma che gestisce un impianto può essere concepito come una sequenza di azioni. Ogni passo è indipendente, inizia con una certa condizione e causa una certa azione. Ogni passo prosegue attivando il passo successivo e resettando se stesso. Un esempio ? Questo è il diagramma funzionale sequenziale dell’impianto di avvio. Come si vede è costituito semplicemente da due passi. Il comando di avvio che fa partire il tempo di ritardo e al termine del tempo l’eccitazione dell’uscita . Come si fa ? Creazione dei segmenti di programma che inizializzano i passi e resettano tutto il resto. Creazione dei segmenti che passo dopo passo svolgono l’intera funzione dell’impianto. Creazione dei segmenti che attivano eventuali temporizzatori contatori e uscite Eventualmente, creo dei segmenti che controllano il funzionamento dell’impianto e/o segnalano anomalie. Allo scopo di abilitare il primo passo ed evitare l’accensione indesiderata e intempestiva di uscite In modo da accendere al momento giusto i vari apparecchi dell’impianto In modo indipendente dai singoli passi. Accendo uscite o faccio partire temporizzazioni. E’ consigliabile, pensare a come individuare i malfunzionamenti e intervenire con segnalazioni e bloccando il PLC. Come diventa l’esempio ? Ladder di partenza Ladder strutturato secondo la tecnica batch In cui … Segmento del modulo di predisposizione Il merker di sistema “SM 0.1” è attivo solo durante il primo ciclo di scansione del PLC dalla sua messa in “Run”. Questo fa si che venga attivato il primo passo della sequenza (merker1) e contemporaneamente resettati tutti gli altri. In modo da impedire pericolose attivazioni intempestive delle uscite. Nel caso sia previsto. Con un opportuno comando (ad esempio di “Stop”) posso ripetere l’operazione e reinizializzare il programma. E poi … Modulo di gestione del ciclo Con il merker “M 0.1” attivato nella predisposizione, ora aspetto la condizione di avanzamento del programma. Cioè che venga premuto il pulsante di Start. Quando questa condizione è avvenuta, viene attivato il passo successivo e disabilitato il passo medesimo. Al passo successivo aspetto la nuova condizione di avanzamento. In questo caso la fine del conteggio del tempo impostato. (notare che il temporizzatore non è stato neanche ancora inserito). Quando questa condizione è avvenuta, viene attivato il passo successivo e disabilitato il passo medesimo. Notare che neanche le uscite sono state programmate. Sarà il merker M 0.3 ad attivarla nel modulo dei comandi. In fine ! Modulo dei comandi Inserisco gli eventuali temporizzatori e li attivo con i merker dei passi in cui aspetto il loro conteggio. Nell’esempio solo al passo 2 il temporizzatore deve essere attivo. Le uscite sono comandate solo nei passi in cui è previsto farlo. Nell’esempio solo alla fine del passo 2 (M 0.3) viene eccitato il teleruttore collegato all’uscita del PLC. Per concludere ! • La programmazione passo a passo è più lunga e laboriosa. • Ma rende il programma più affidabile, perché svolto con singole fasi indipendenti. • Inoltre è molto più facile la manutenzione. Infatti se sorge un problema all’impianto, il PLC si fermerà ad un dato passo che ci permetterà di individuare immediatamente la causa.
Scarica